
Roles of Waste Glass and the Effect of Process Parameters on the Properties of Sustainable Cement and Geopolymer Concrete—A State-of-the-Art Review





Abstract
:1. Introduction
2. Glass Powder as a Supplementary Cementitious Material
2.1. Properties of Typical Glass Powder
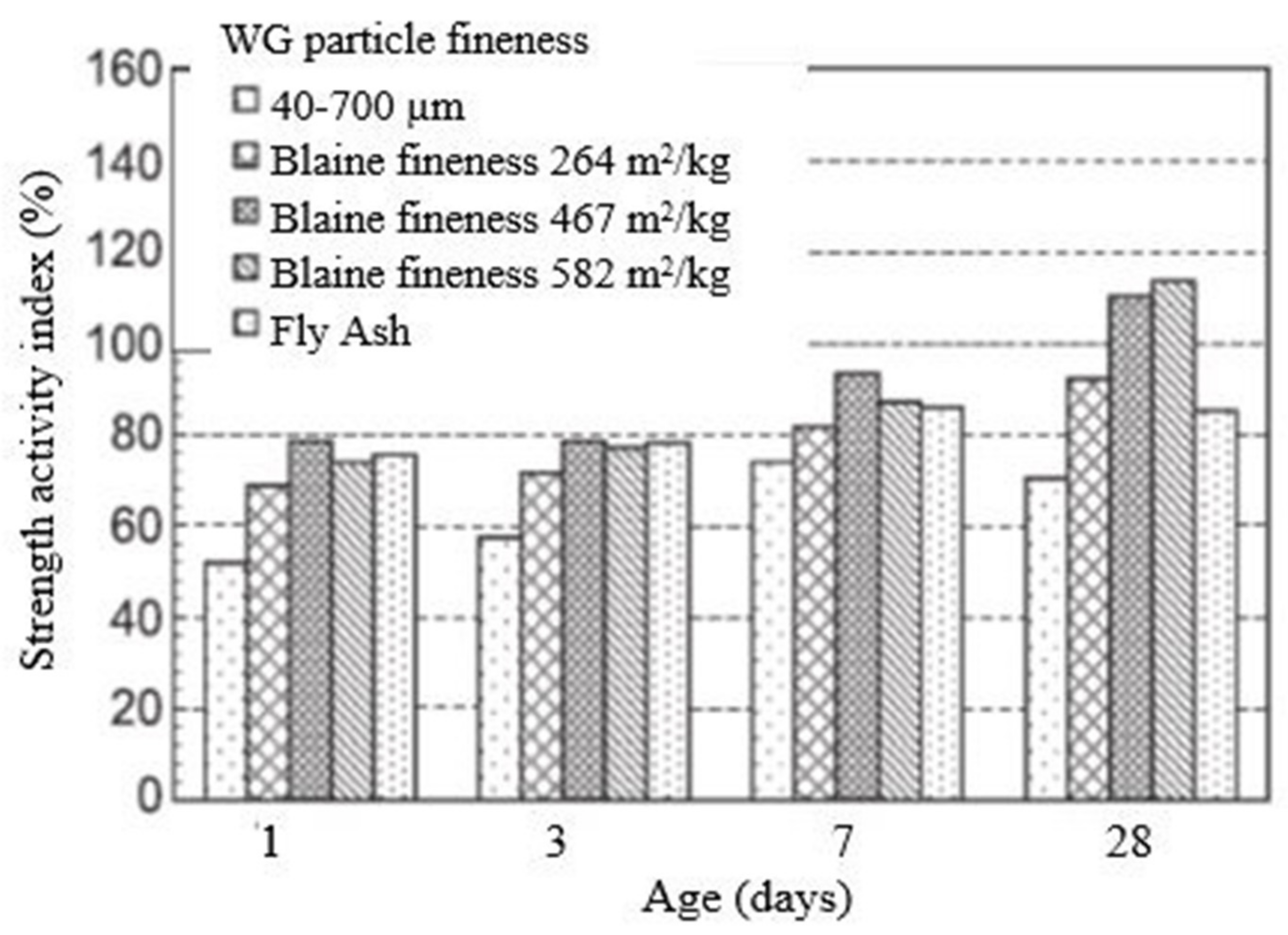
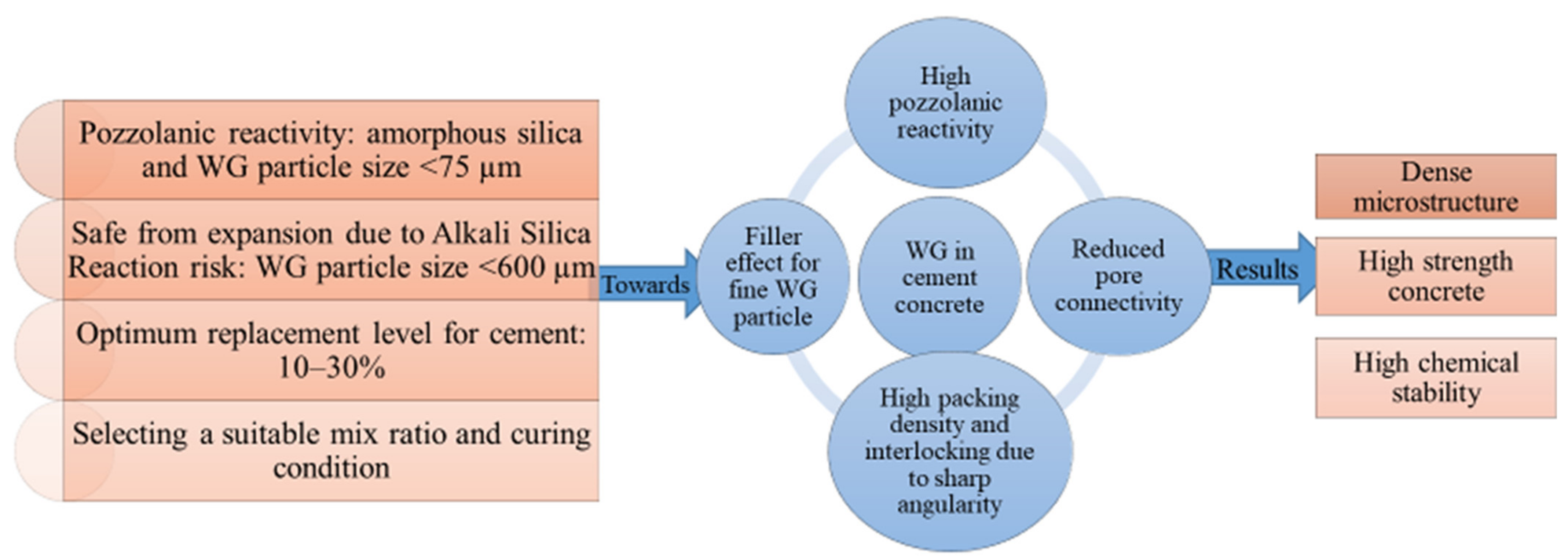
2.2. Reactivity of Glass Powder
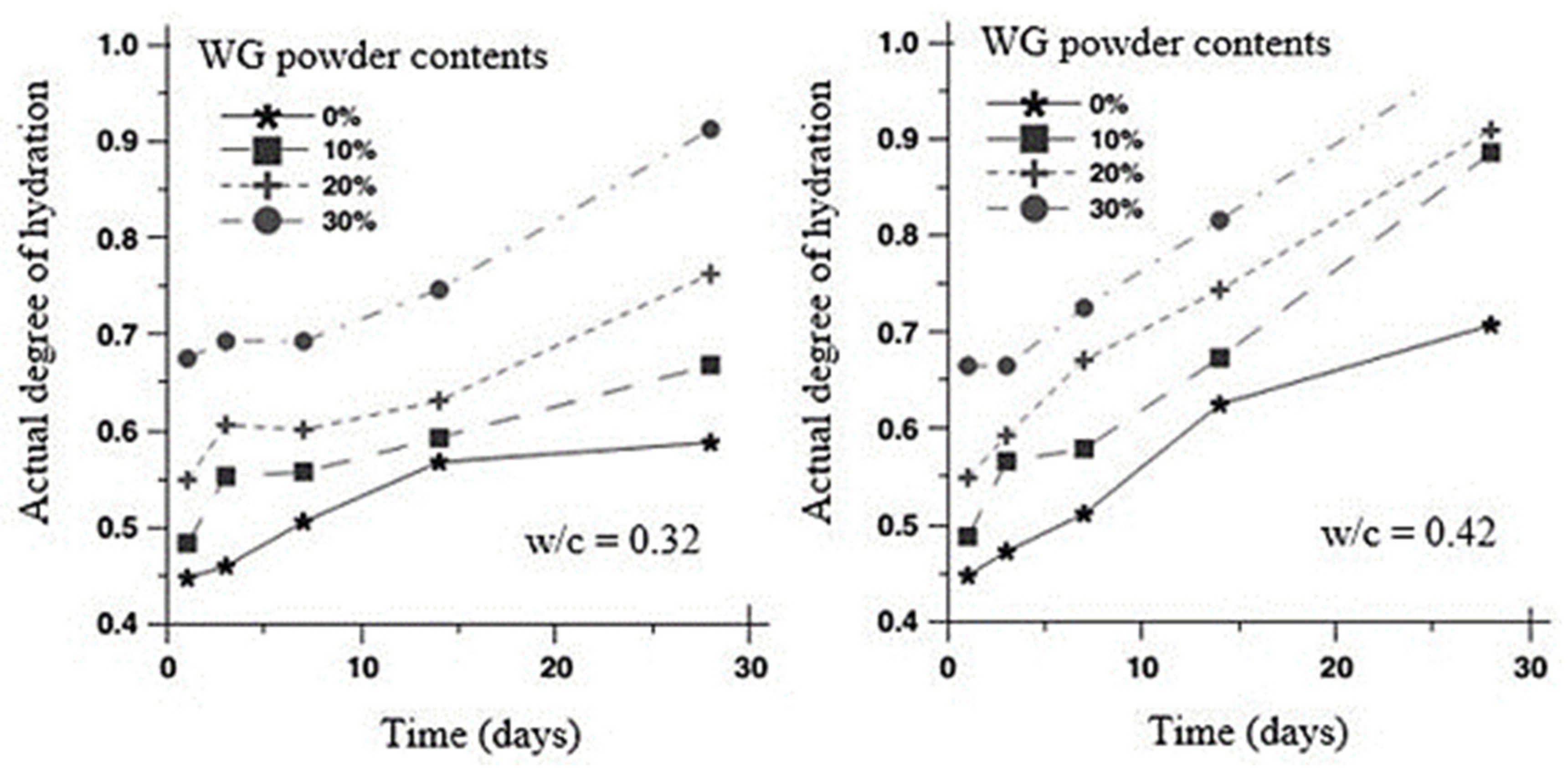
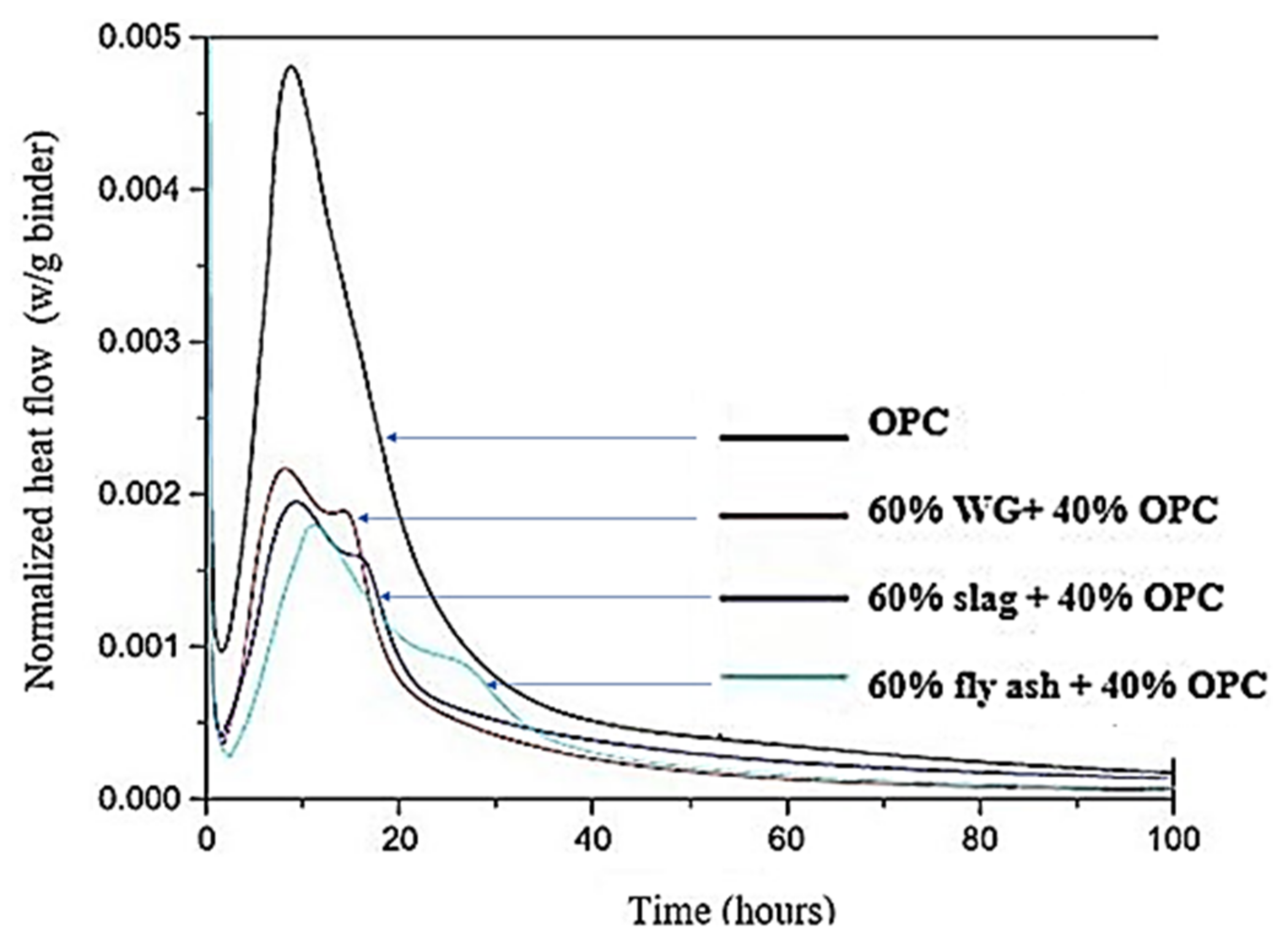
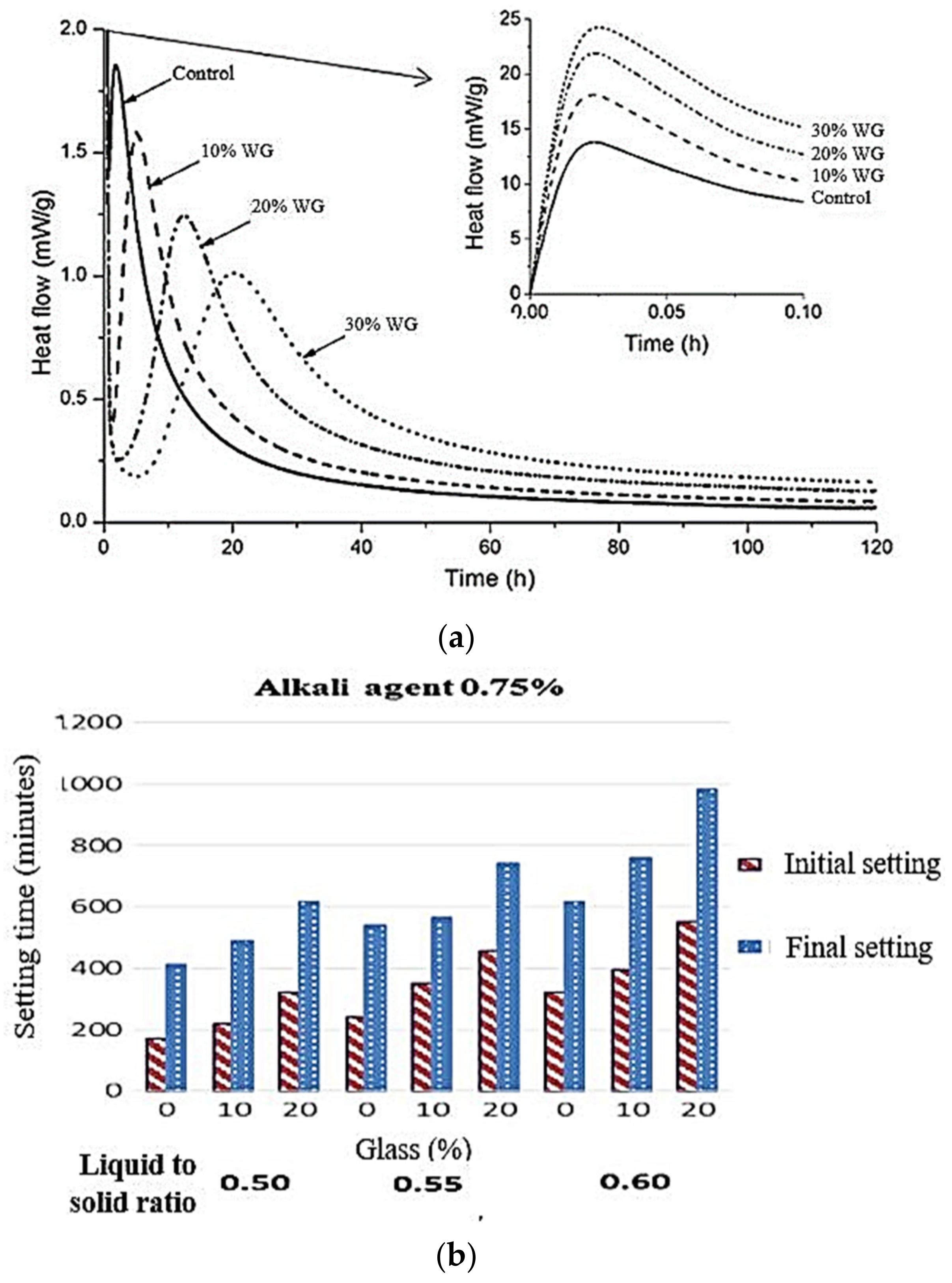
2.3. Hydration Characteristics of the Glass Powder
2.4. Properties of Concrete with Waste Glass as a Supplementary Cementitious Material
2.4.1. Physical Properties of Fresh and Hardened Concrete
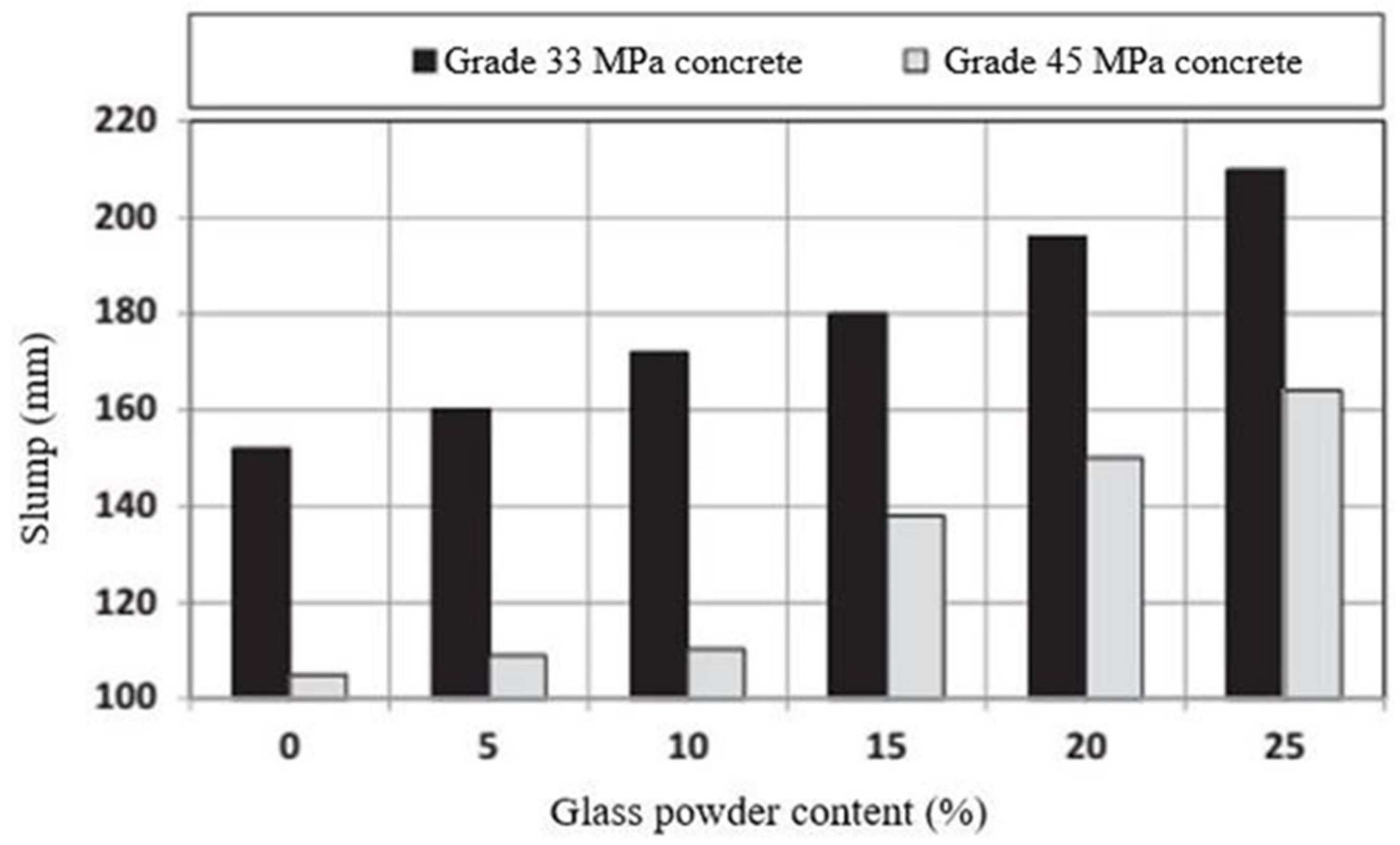
Workability of Concrete with WG as SCM
Density of Concrete with WG as SCM
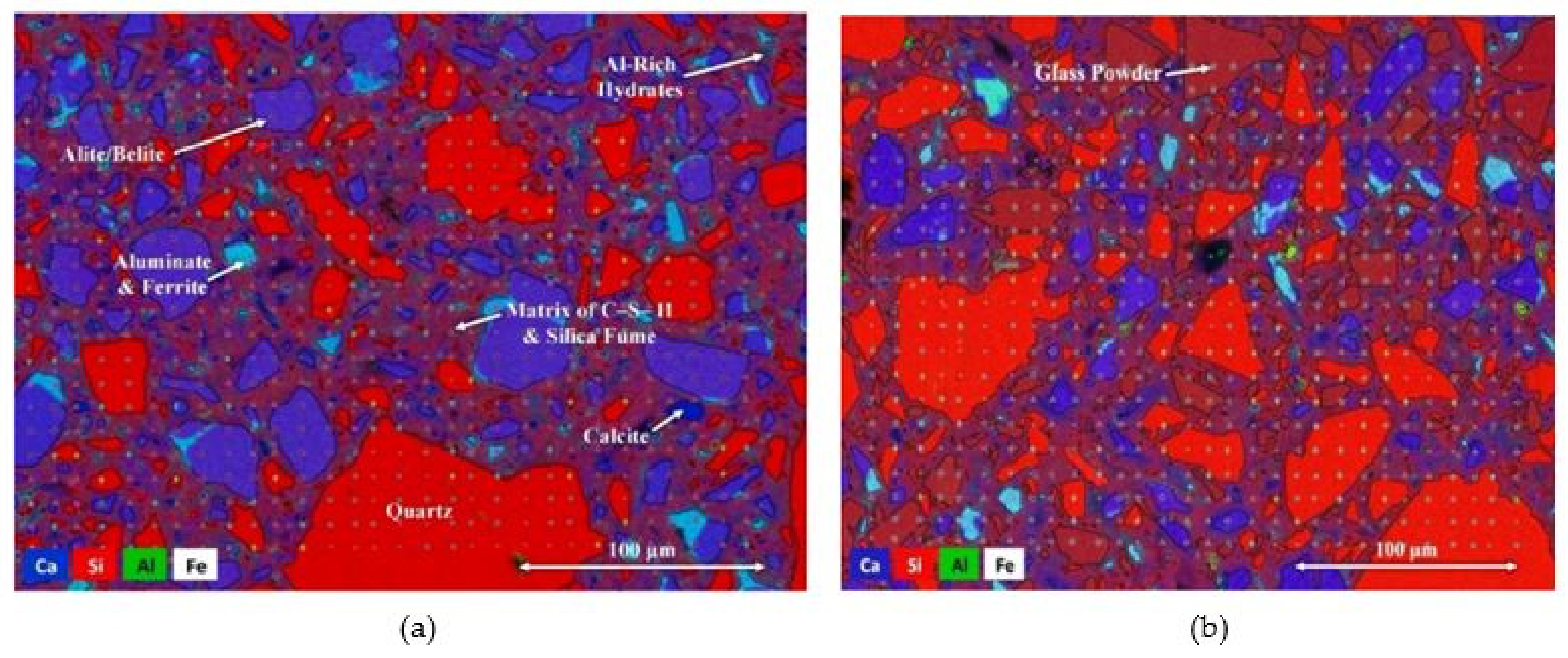
Microstructure of Concrete with WG as SCM
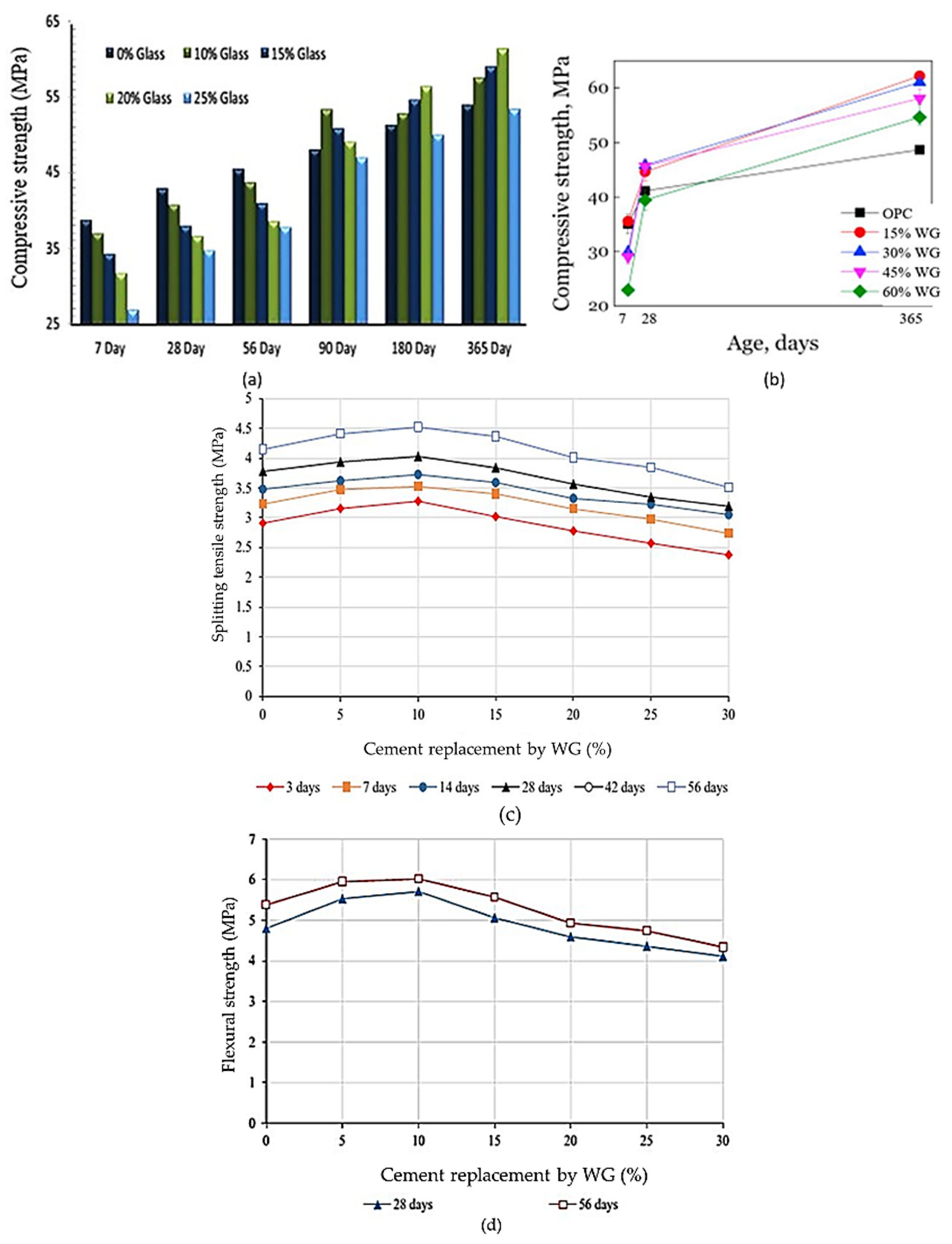
2.4.2. Mechanical Properties of Concrete with WG as SCM
3. Glass as an Aggregate in Cement Concrete
3.1. The Role of Glass as an Aggregate in Concrete
3.2. Properties of Concrete with Waste Glass Aggregates
3.2.1. Physical Properties of Fresh and Hardened Concrete
Workability of Concrete with WG Aggregates
Density and Microstructure of Concrete with WG Aggregates
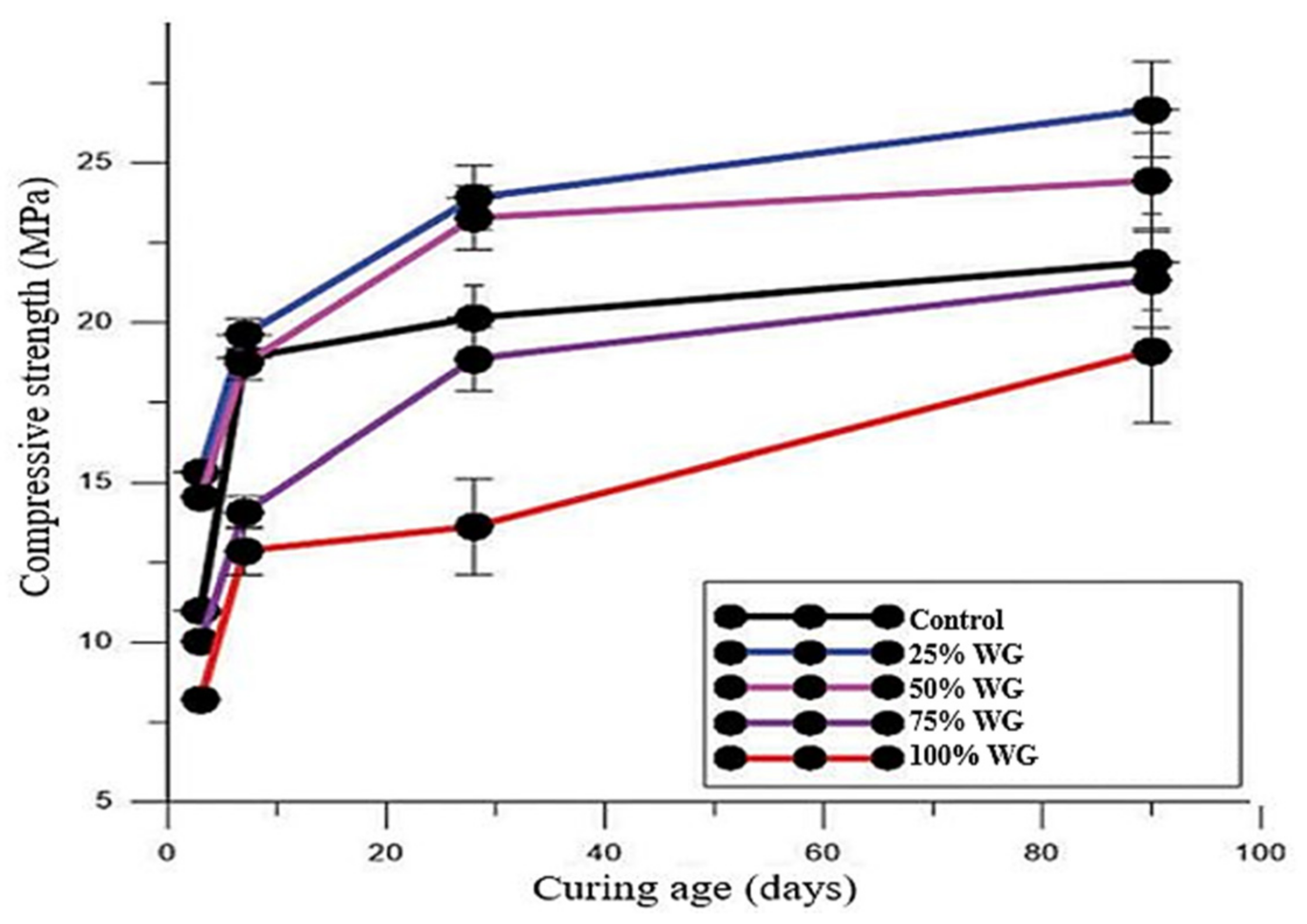
3.2.2. Mechanical Properties of Concrete with WG Aggregates
4. Current Challenges and Future Potential of WGC
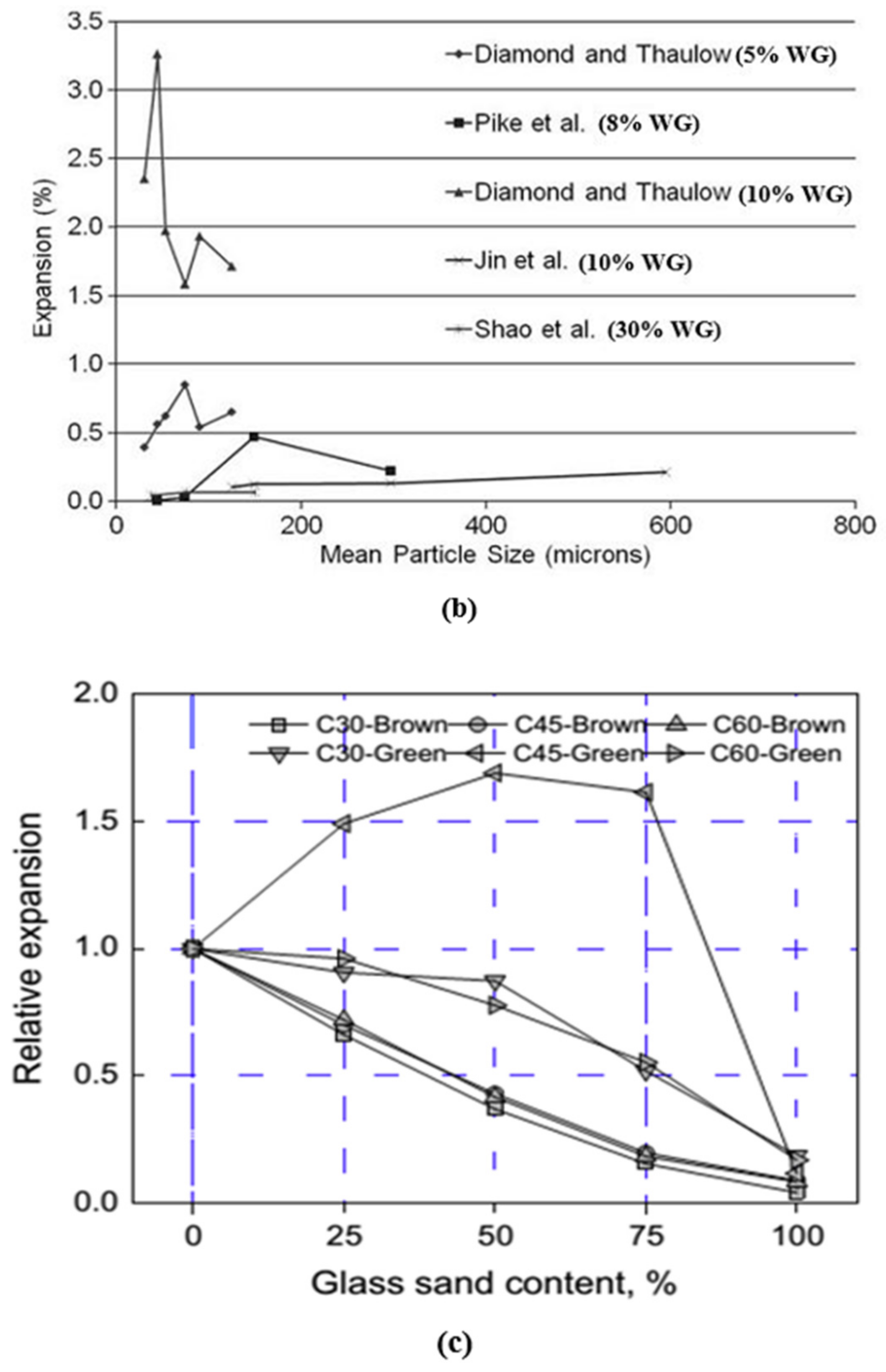
4.1. Alkali–Silica Reaction in WGC

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| WG Type | Replacement Condition | Particle Size of WG | Age of Testing (days) | ASR Observation Compared to Control Specimen | Ref. |
|---|---|---|---|---|---|
| Soda lime glass | 25% cement | 10–20 µm | 14 | 6.25% increased expansion | [97] |
| Fluorescent lamps | 30% cement | 38 µm | 16 | 46.3% reduced expansion | [44] |
| Mixed WG | 25% cement | ≤100 µm | 42 | 27.4% decreased expansion | [75] |
| Bottle glass | 15% fine aggregate | <5 mm | 14 | 20% increased expansion | [73] |
| Cathode ray tube glass | 10% fine aggregate | <4.75 mm | 14 | 11.5% increased expansion | [105] |
| Mixed colored glass | 5% fine aggregate | <475 mm | 14 | 14.5% increased expansion | [106] |
4.2. Current Research Gap and Future Potential of WGC
5. Glass as Precursors in Geopolymer Concrete
5.1. Geopolymerization of Glass Powder
5.1.1. Chemical Role of WG and Other Precursors
5.1.2. Parameters for Geopolymer Concrete with WG Precursor
5.2. Properties of Geopolymer Concrete with Waste Glass Precursors
5.2.1. Physical Properties
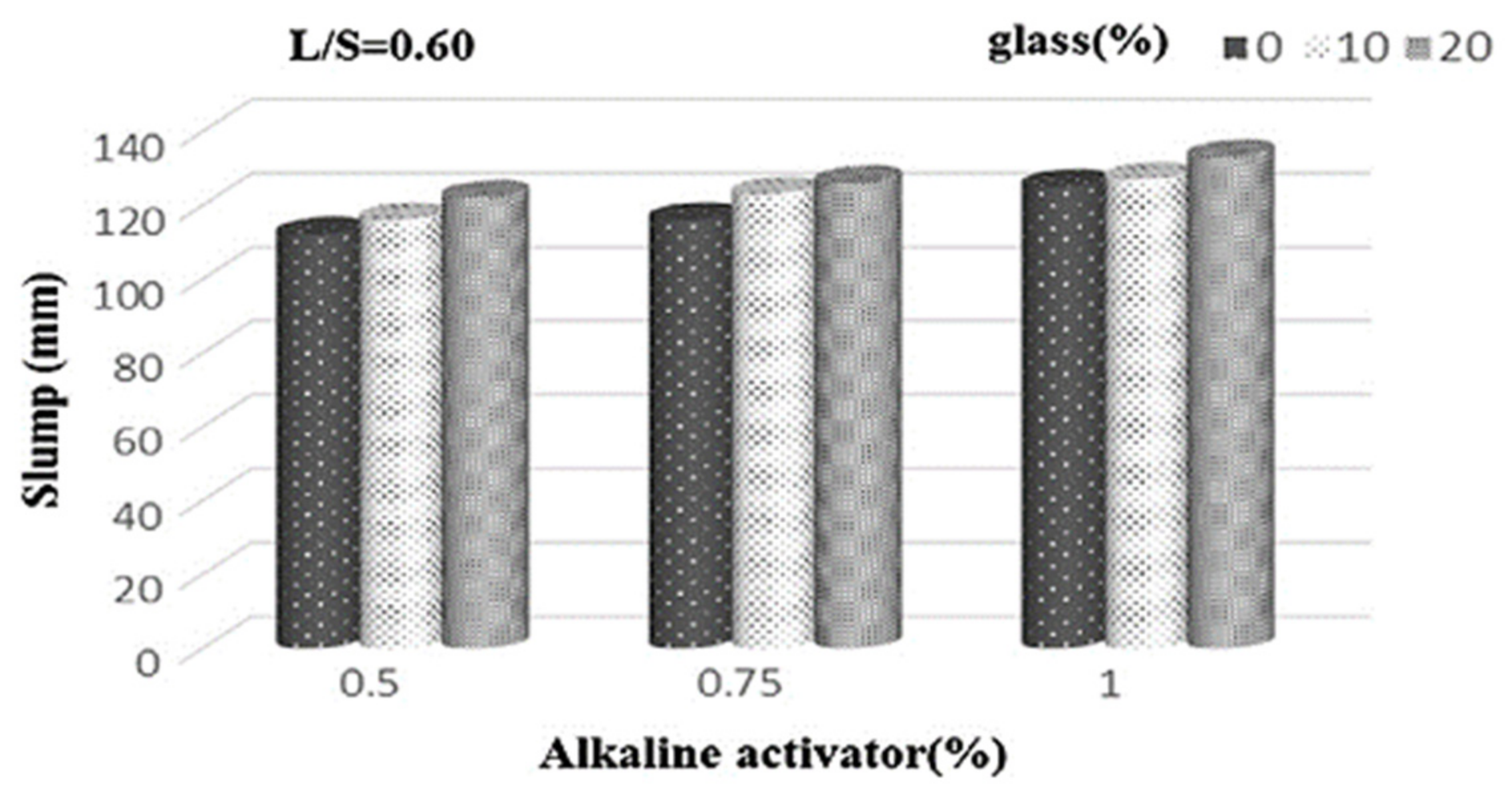
Workability of Geopolymer Concrete with WG Precursor
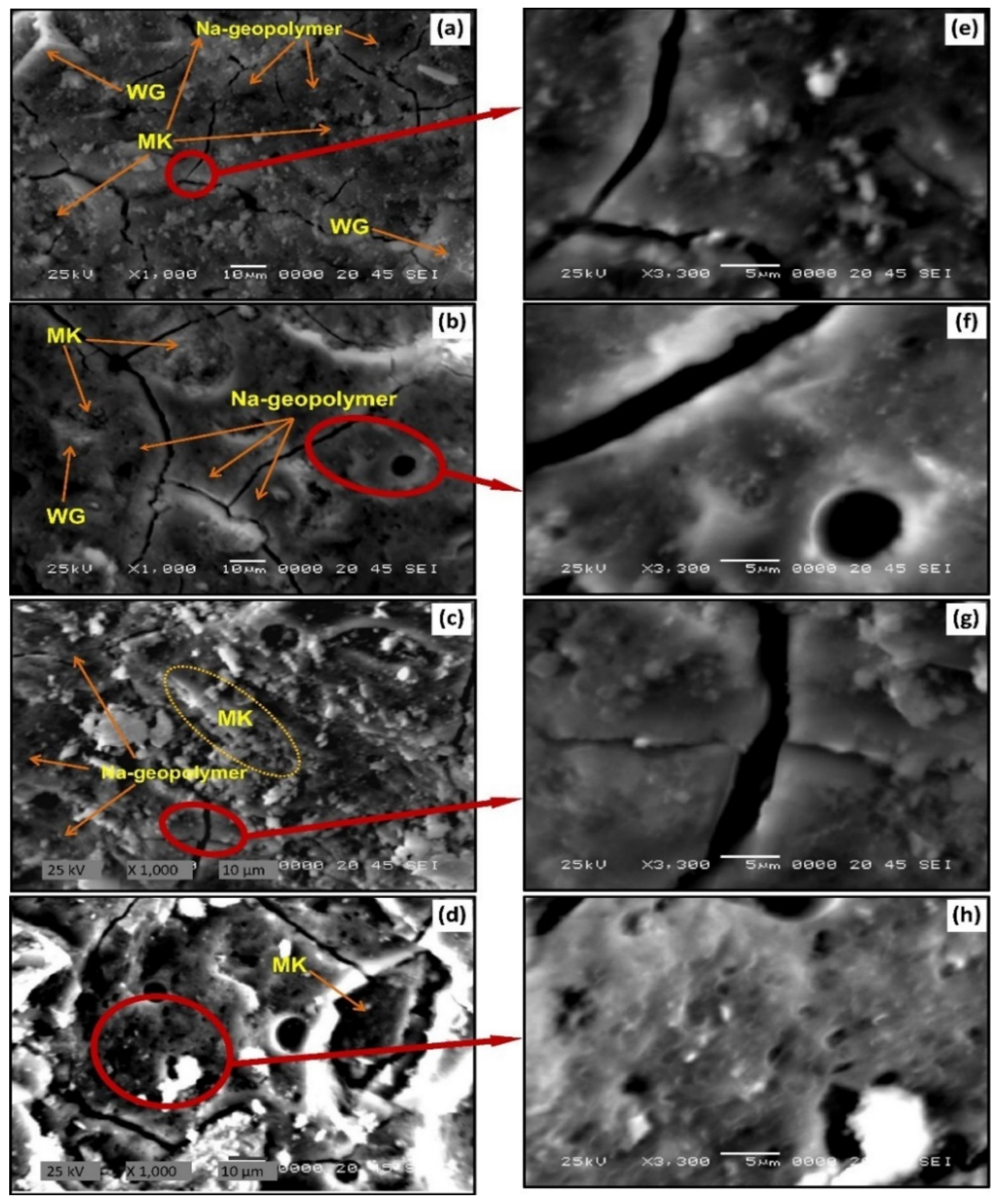
Density and Microstructure of Geopolymer Concrete with WG Precursor
5.2.2. Mechanical Properties of Geopolymer Concrete with WG Precursor
6. Glass as an Aggregate in Geopolymer Concrete
6.1. Role of Glass Aggregate
6.2. Properties of Geopolymer Concrete with Waste Glass Aggregates
7. Role and Impact of WG as an Activator
8. Current Challenges and the Future Potential of WG Geopolymer Concrete
8.1. Alkali–Silica Reaction due to WG in the Geopolymer
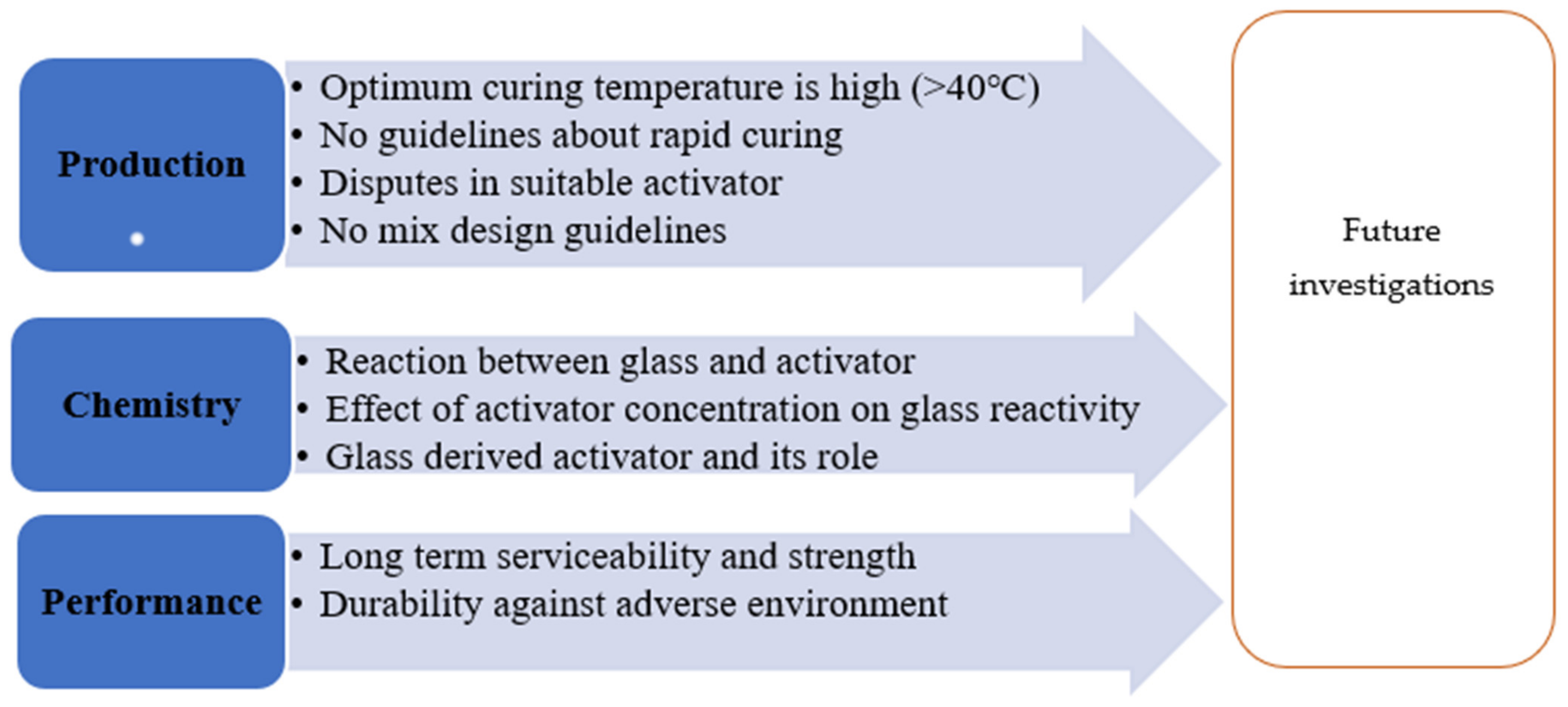
8.2. Current Research Gap and Future Research Potential
9. Conclusions
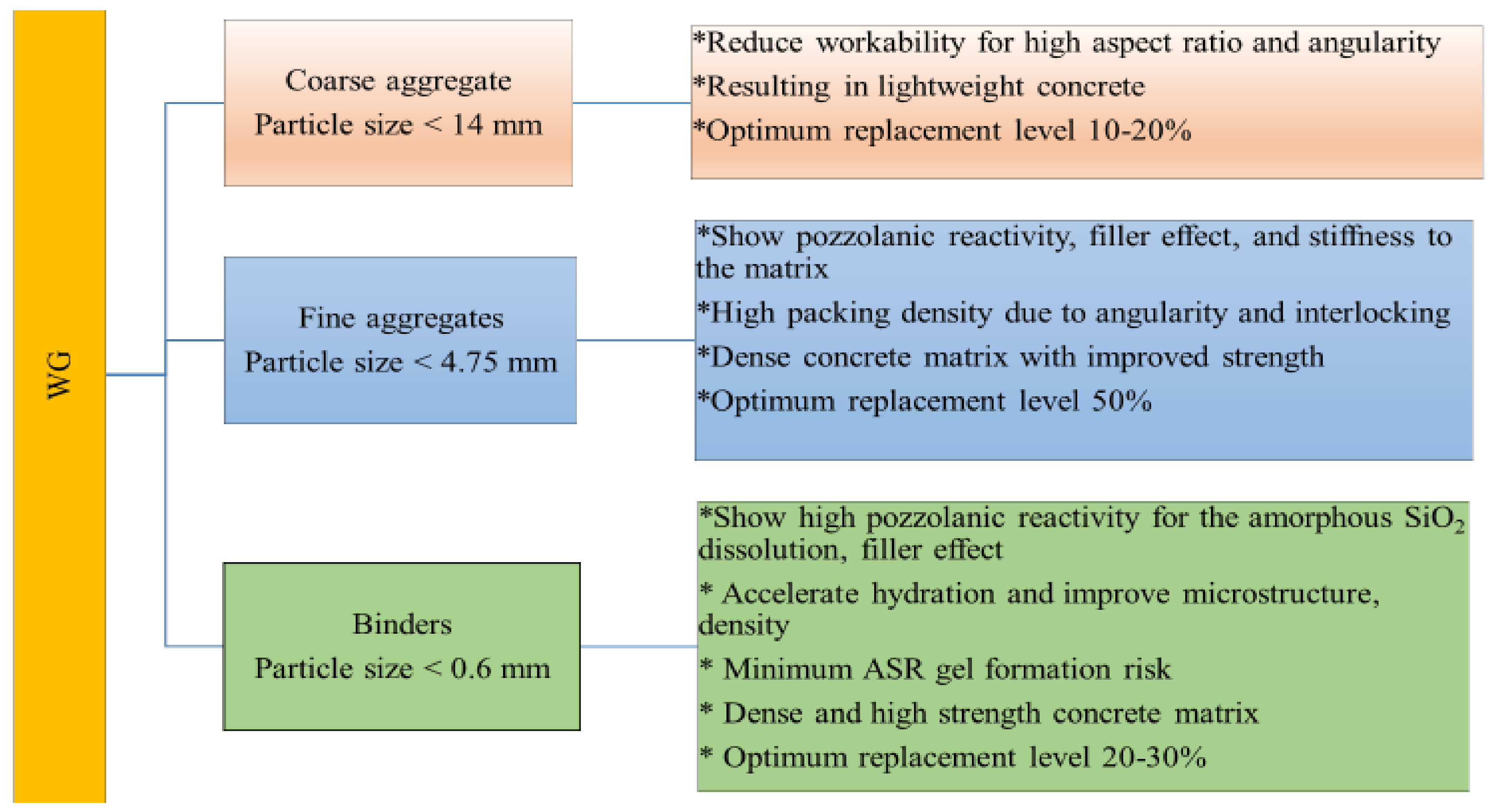
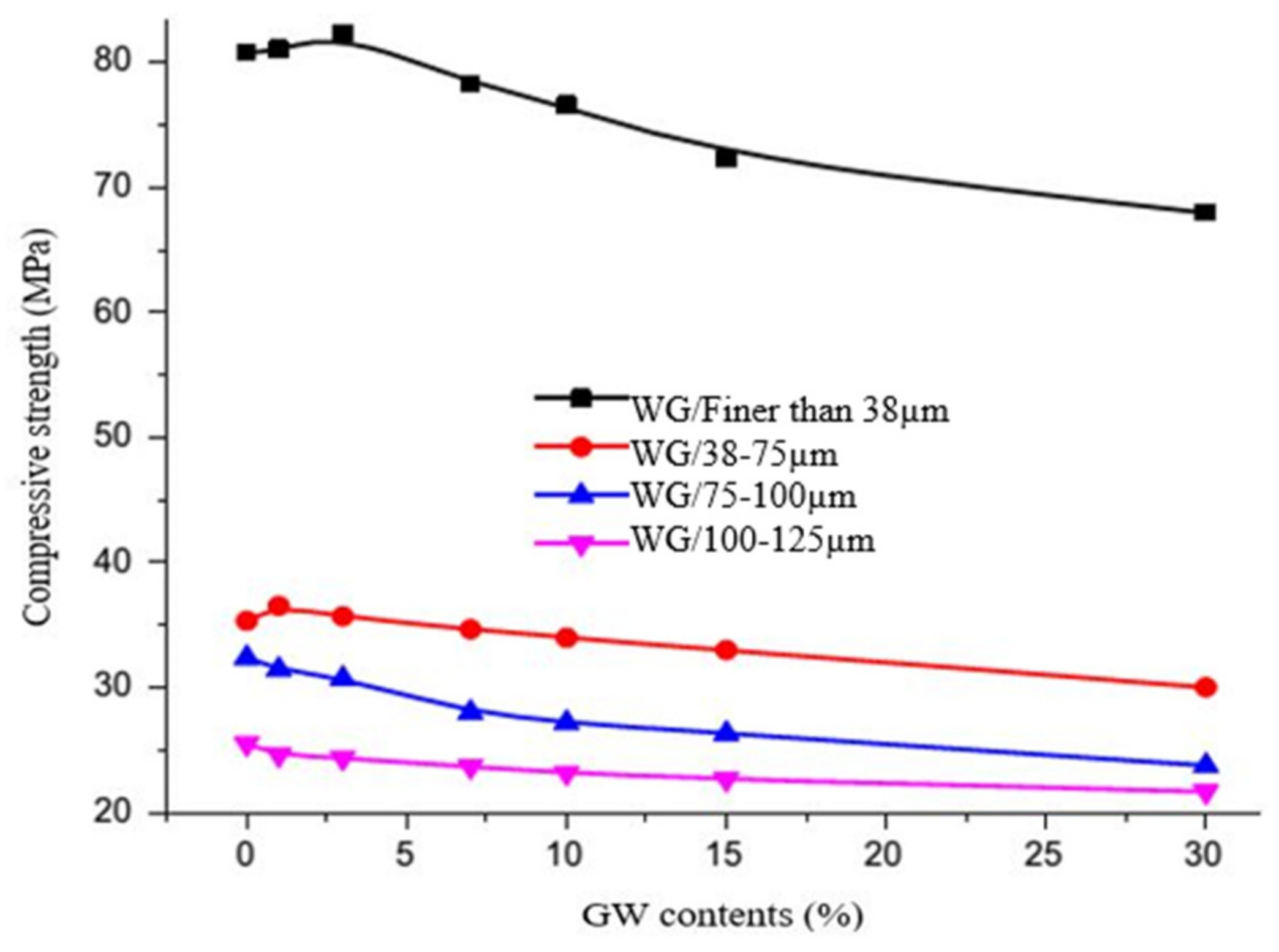
- Glass powder acts as a source of pozzolanic silica for cement and geopolymer concrete. For best pozzolanic reactivity, the particle size of WG and optimum binder replacement level should be below 75 µm and 30%, respectively. Silica, calcium oxide, and the small amount of alumina in WG participate in the hydration reactions and accelerate the formation of hydration products. A high curing temperature of around 40–50 °C and a proper water-to-binder ratio (<0.5) are useful to increase the pozzolanicity and hydration of WG in concretes.
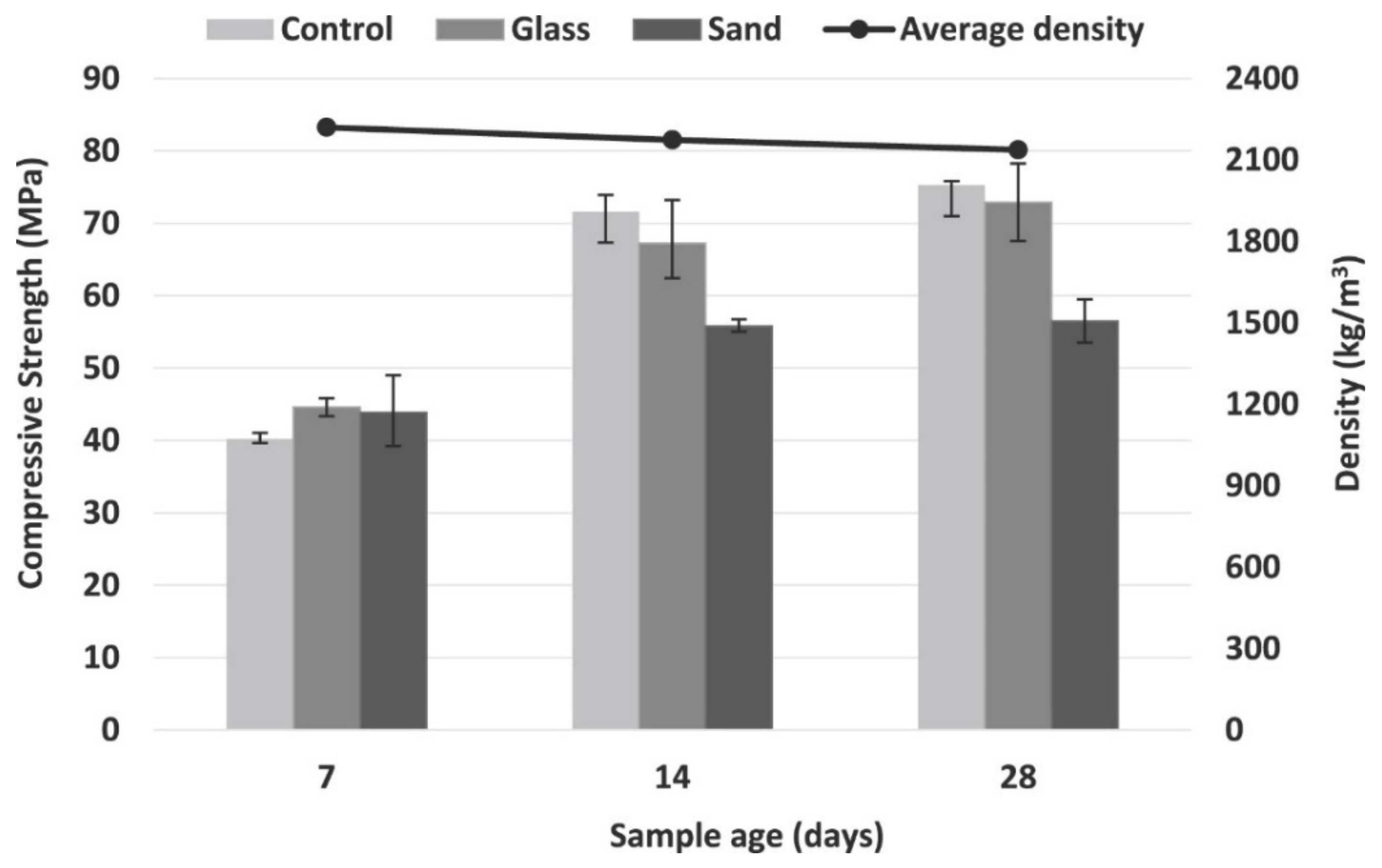
- Fine WG powder (particle size < 150 µm) acts as a filler and pozzolanic material, increases the density, and reduces the porosity of concrete composites. Consequently, the mechanical performance of concrete is reliably enhanced. The most suitable WG conditions for improving the pozzolanicity and mechanical performance of concretes are WG powder with particle sizes less than 75 µm and the optimum cement replacement level (20–30%). As fine aggregates, a replacement level of approximately 50% is feasible to yield optimum strength in WG concrete.
- The mechanical performance of geopolymer concrete with WG aggregates, precursors, and activators has been consistent. Silica dissolution takes place from the WG in an alkaline activator solution, which accelerates the geopolymerization process. The replacement of precursors in geopolymers has been widely investigated, and the optimum replacement level lies within 30–50% with a WG powder particle size less than 75 µm. The requirement of an alumina source is crucial for completing the geopolymerization of WG-based geopolymer concretes. However, the intermediate reaction products of calcium or sodium aluminosilicate hydrates also showed significant stability in WG-based geopolymer concrete.
- The highly reactive surface of fine WG aggregates reacts in activated media to create a high-strength geopolymer network. For sodium-silicate activator solution preparation, the particle size of WG powder could be reduced to under 45 µm for better dissolution of silica and alkalis from WG. For WG powder-based geopolymers, the solid-to-liquid ratio (0.5–0.6), additional alumina sources, curing temperature (50–60 °C), and alkalinity of activator (8–10 M) must be controlled to achieve optimum performance.
- The most critical issue of glass incorporation into concrete is the alkali–silica reaction and expansive gel formation within the composite. This issue is less critical for geopolymers than cement concrete, but it cannot be ignored. The microcracks in WG particles cause more ASR vulnerability. ASR expansion in concrete can be minimized by using an optimum level of around 10–30% fine WG powder (<75 µm) to replace cement rather than aggregates and by adding recommended by-products, such as silica fume, fly ash, and slag.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Topçu, İ.B.; Canbaz, M. Properties of concrete containing waste glass. Cem. Concr. Res. 2004, 34, 267–274. [Google Scholar] [CrossRef]
- Trends in Solid Waste Management: The World Bank. Available online: https://datatopics.worldbank.org/what-a-waste/trends_in_solid_waste_management.html (accessed on 27 October 2021).
- Ferdous, W.; Manalo, A.; Siddique, R.; Mendis, P.; Zhuge, Y.; Wong, H.S.; Lokuge, W.; Aravinthan, T.; Schubel, P. Recycling of landfill wastes (tyres, plastics and glass) in construction—A review on global waste generation, performance, application and future opportunities. Resour. Conserv. Recycl. 2021, 173, 105745. [Google Scholar] [CrossRef]
- Siddika, A.; Hajimohammadi, A.; Al Mamun, M.A.; Alyousef, R.; Ferdous, W. Waste Glass in Cement and Geopolymer Concretes: A Review on Durability and Challenges. Polymers 2021, 13, 2071. [Google Scholar] [CrossRef] [PubMed]
- Guo, P.; Bao, Y.; Meng, W. Review of using glass in high-performance fiber-reinforced cementitious composites. Cem. Concr. Compos. 2021, 120, 104032. [Google Scholar] [CrossRef]
- Andiç-Çakır, Ö.; Üzüm, O.; Yüksel, C.; Sarikanat, M. Waste glass aggregate for cementitious and polymer concrete. Proc. Inst. Civ. Eng.-Constr. Mater. 2016, 169, 106–116. [Google Scholar] [CrossRef]
- Adaway, M.; Wang, Y. Recycled glass as a partial replacement for fine aggregate in structural concrete -Effects on compressive strength. Electron. J. Struct. Eng. 2015, 14, 116–122. [Google Scholar]
- Baeyens, J.; Brems, A.; Dewil, R. Recovery and recycling of post-consumer waste materials. Part 2. Target wastes (glass beverage bottles, plastics, scrap metal and steel cans, end-of-life tyres, batteries and household hazardous waste). Int. J. Sustain. Eng. 2010, 3, 232–245. [Google Scholar] [CrossRef]
- Pahlevani, F.; Sahajwalla, V. From waste glass to building materials—An innovative sustainable solution for waste glass. J. Clean. Prod. 2018, 191, 192–206. [Google Scholar] [CrossRef]
- Arabi, N.; Meftah, H.; Amara, H.; Kebaïli, O.; Berredjem, L. Valorization of recycled materials in development of self-compacting concrete: Mixing recycled concrete aggregates—Windshield waste glass aggregates. Constr. Build. Mater. 2019, 209, 364–376. [Google Scholar] [CrossRef]
- Siddika, A.; Hajimohammadi, A.; Sahajwalla, V. Recycling of Automotive Vehicle’s Waste Glass to Develop Sustainable Glass Foam using a Curing-Sintering Process. In Proceedings of the Concrete Institute of Australia’s Biennial National Conference (Concrete 2021), Perth, Australia, 5–8 September 2021. [Google Scholar]
- Hilton, B.; Bawden, K.; Winnebeck, K.; Chandrasiri, C.; Ariyachandra, E.; Peethamparan, S. The functional and environmental performance of mixed cathode ray tubes and recycled glass as partial replacement for cement in concrete. Resour. Conserv. Recycl. 2019, 151, 104451. [Google Scholar] [CrossRef]
- Arulrajah, A.; Disfani, M.M.; Maghoolpilehrood, F.; Horpibulsuk, S.; Udonchai, A.; Imteaz, M.; Du, Y.-J. Engineering and environmental properties of foamed recycled glass as a lightweight engineering material. J. Clean. Prod. 2015, 94, 369–375. [Google Scholar] [CrossRef]
- What a Waste: Australia Needs to Confront Recycling Crisis. Available online: https://www.news.com.au/technology/environment/australias-reliance-on-sending-waste-overseas-for-recycling-is-fuelling-a-crisis-in-the-industry/news-story/2921f34b88adcc7ad8925ca9430367ad (accessed on 12 November 2021).
- Hama, S.M.; Mahmoud, A.S.; Yassen, M.M. Flexural behavior of reinforced concrete beam incorporating waste glass powder. Structures 2019, 20, 510–518. [Google Scholar] [CrossRef]
- Jiang, Y.; Ling, T.-C.; Mo, K.H.; Shi, C. A critical review of waste glass powder—Multiple roles of utilization in cement-based materials and construction products. J. Environ. Manag. 2019, 242, 440–449. [Google Scholar] [CrossRef]
- Statista Global Consumer Survey. Available online: https://www.statista.com/global-consumer-survey (accessed on 20 January 2021).
- Siddika, A.; Al Mamun, M.A.; Alyousef, R.; Amran, Y.H.M.; Aslani, F.; Alabduljabbar, H. Properties and utilizations of waste tire rubber in concrete: A review. Constr. Build. Mater. 2019, 224, 711–731. [Google Scholar] [CrossRef]
- Islam, M.T.; Islam, M.; Siddika, A.; Mamun, M.A. Al Performance of rubberized concrete exposed to chloride solution and continuous wet–dry cycle. Innov. Infrastruct. Solut. 2021, 6, 67. [Google Scholar] [CrossRef]
- Bahoria, B.V.; Parbat, D.K.; Nagarnaik, P.B. XRD Analysis of Natural sand, Quarry dust, waste plastic (ldpe) to be used as a fine aggregate in concrete. Mater. Today Proc. 2018, 5, 1432–1438. [Google Scholar] [CrossRef]
- Kalakada, Z.; Doh, J.H.; Zi, G. Utilisation of coarse glass powder as pozzolanic cement—A mix design investigation. Constr. Build. Mater. 2020, 240, 117916. [Google Scholar] [CrossRef]
- Luhar, S.; Cheng, T.-W.; Nicolaides, D.; Luhar, I.; Panias, D.; Sakkas, K. Valorisation of glass waste for development of Geopolymer composites—Mechanical properties and rheological characteristics: A review. Constr. Build. Mater. 2019, 220, 547–564. [Google Scholar] [CrossRef]
- Hajimohammadi, A.; Ngo, T.; Kashani, A. Sustainable one-part geopolymer foams with glass fines versus sand as aggregates. Constr. Build. Mater. 2018, 171, 223–231. [Google Scholar] [CrossRef]
- Assaedi, H.; Alomayri, T.; Siddika, A.; Shaikh, F.; Alamri, H.; Subaer, S.; Low, I.-M. Effect of Nanosilica on Mechanical Properties and Microstructure of PVA Fiber-Reinforced Geopolymer Composite (PVA-FRGC). Materials 2019, 12, 3624. [Google Scholar] [CrossRef] [Green Version]
- Siddika, A.; Al Mamun, M.A.; Ali, M.H. Study on concrete with rice husk ash. Innov. Infrastruct. Solut. 2018, 3, 18. [Google Scholar] [CrossRef]
- Siddika, A.; Al Mamun, M.A.; Alyousef, R.; Mohammadhosseini, H. State-of-the-art-review on rice husk ash: A supplementary cementitious material in concrete. J. King Saud Univ. Eng. Sci. 2021, 33, 294–307. [Google Scholar] [CrossRef]
- Aliabdo, A.A.; Abd Elmoaty, A.E.M.; Aboshama, A.Y. Utilization of waste glass powder in the production of cement and concrete. Constr. Build. Mater. 2016, 124, 866–877. [Google Scholar] [CrossRef]
- Liew, K.M.; Sojobi, A.O.; Zhang, L.W. Green concrete: Prospects and challenges. Constr. Build. Mater. 2017, 156, 1063–1095. [Google Scholar] [CrossRef]
- Hajimohammadi, A.; Ngo, T.; Kashani, A. Glass waste versus sand as aggregates: The characteristics of the evolving geopolymer binders. J. Clean. Prod. 2018, 193, 593–603. [Google Scholar] [CrossRef]
- Tho-In, T.; Sata, V.; Boonserm, K.; Chindaprasirt, P. Compressive strength and microstructure analysis of geopolymer paste using waste glass powder and fly ash. J. Clean. Prod. 2018, 172, 2892–2898. [Google Scholar] [CrossRef]
- Ling, T.-C.; Poon, C.-S. Use of recycled CRT funnel glass as fine aggregate in dry-mixed concrete paving blocks. J. Clean. Prod. 2014, 68, 209–215. [Google Scholar] [CrossRef]
- Šeputytė-Jucikė, J.; Sinica, M. The effect of expanded glass and polystyrene waste on the properties of lightweight aggregate concrete. Eng. Struct. Technol. 2016, 8, 31–40. [Google Scholar] [CrossRef] [Green Version]
- Vafaei, M.; Allahverdi, A. Durability of Geopolymer Mortar Based on Waste-Glass Powder and Calcium Aluminate Cement in Acid Solutions. J. Mater. Civ. Eng. 2017, 29, 04017196. [Google Scholar] [CrossRef]
- Al-Akhras, N.M. Performance of Glass Concrete Subjected to Freeze-Thaw Cycling. Open Constr. Build. Technol. J. 2012, 6, 392–397. [Google Scholar] [CrossRef] [Green Version]
- Hajimohammadi, A.; Ngo, T.; Vongsvivut, J. Interfacial chemistry of a fly ash geopolymer and aggregates. J. Clean. Prod. 2019, 231, 980–989. [Google Scholar] [CrossRef]
- Islam, G.M.S.; Rahman, M.H.; Kazi, N. Waste glass powder as partial replacement of cement for sustainable concrete practice. Int. J. Sustain. Built Environ. 2017, 6, 37–44. [Google Scholar] [CrossRef] [Green Version]
- Chandra Paul, S.; Šavija, B.; Babafemi, A.J. A comprehensive review on mechanical and durability properties of cement-based materials containing waste recycled glass. J. Clean. Prod. 2018, 198, 891–906. [Google Scholar] [CrossRef]
- Federico, L.M.; Chidiac, S.E. Waste glass as a supplementary cementitious material in concrete—Critical review of treatment methods. Cem. Concr. Compos. 2009, 31, 606–610. [Google Scholar] [CrossRef]
- Kazmi, D.; Williams, D.J.; Serati, M. Waste glass in civil engineering applications—A review. Int. J. Appl. Ceram. Technol. 2020, 17, 529–554. [Google Scholar] [CrossRef]
- Mehta, A.; Ashish, D.K. Silica fume and waste glass in cement concrete production: A review. J. Build. Eng. 2019, 29, 100888. [Google Scholar] [CrossRef]
- Shayan, A.; Xu, A. Performance of glass powder as a pozzolanic material in concrete: A field trial on concrete slabs. Cem. Concr. Res. 2006, 36, 457–468. [Google Scholar] [CrossRef]
- Shi, C.; Zheng, K. A review on the use of waste glasses in the production of cement and concrete. Resour. Conserv. Recycl. 2007, 52, 234–247. [Google Scholar] [CrossRef]
- AL-Zubaid, A.B.; Shabeeb, K.M.; Ali, A.I. Study The Effect of Recycled Glass on The Mechanical Properties of Green Concrete. Energy Procedia 2017, 119, 680–692. [Google Scholar] [CrossRef]
- Shao, Y.; Lefort, T.; Moras, S.; Rodriguez, D. Studies on concrete containing ground waste glass. Cem. Concr. Res. 2000, 30, 91–100. [Google Scholar] [CrossRef]
- Hasan, M.R.; Siddika, A.; Akanda, M.P.A.; Islam, M.R. Effects of waste glass addition on the physical and mechanical properties of brick. Innov. Infrastruct. Solut. 2021, 6, 36. [Google Scholar] [CrossRef]
- Walczak, P.; Małolepszy, J.; Reben, M.; Szymański, P.; Rzepa, K. Utilization of Waste Glass in Autoclaved Aerated Concrete. Procedia Eng. 2015, 122, 302–309. [Google Scholar] [CrossRef] [Green Version]
- Siad, H.; Lachemi, M.; Sahmaran, M.; Mesbah, H.A.; Anwar Hossain, K.M.; Ozsunar, A. Potential for using recycled glass sand in engineered cementitious composites. Mag. Concr. Res. 2017, 69, 905–918. [Google Scholar] [CrossRef]
- Wang, J.; Guo, S.; Dai, Q.; Si, R.; Ma, Y. Evaluation of cathode ray tube (CRT) glass concrete with/without surface treatment. J. Clean. Prod. 2019, 226, 85–95. [Google Scholar] [CrossRef]
- Long, W.-J.; Li, H.-D.; Ma, H.; Fang, Y.; Xing, F. Green alkali-activated mortar: Sustainable use of discarded cathode-ray tube glass powder as precursor. J. Clean. Prod. 2019, 229, 1082–1092. [Google Scholar] [CrossRef]
- Karamberi, A.; Moutsatsou, A. Participation of coloured glass cullet in cementitious materials. Cem. Concr. Compos. 2005, 27, 319–327. [Google Scholar] [CrossRef]
- Ismail, Z.Z.; AL-Hashmi, E.A. Recycling of waste glass as a partial replacement for fine aggregate in concrete. Waste Manag. 2009, 29, 655–659. [Google Scholar] [CrossRef]
- Shi, C.; Wu, Y.; Riefler, C.; Wang, H. Characteristics and pozzolanic reactivity of glass powders. Cem. Concr. Res. 2005, 35, 987–993. [Google Scholar] [CrossRef]
- Hendi, A.; Mostofinejad, D.; Sedaghatdoost, A.; Zohrabi, M.; Naeimi, N.; Tavakolinia, A. Mix design of the green self-consolidating concrete: Incorporating the waste glass powder. Constr. Build. Mater. 2019, 199, 369–384. [Google Scholar] [CrossRef]
- ASTM International. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete; ASTM C 618-03; ASTM International: West Conshohocken, PA, USA, 2003; pp. 3–6. [Google Scholar]
- Idir, R.; Cyr, M.; Tagnit-Hamou, A. Use of fine glass as ASR inhibitor in glass aggregate mortars. Constr. Build. Mater. 2010, 24, 1309–1312. [Google Scholar] [CrossRef]
- Corinaldesi, V.; Gnappi, G.; Moriconi, G.; Montenero, A. Reuse of ground waste glass as aggregate for mortars. Waste Manag. 2005, 25, 197–201. [Google Scholar] [CrossRef]
- Du, H.; Tan, K.H. Properties of high volume glass powder concrete. Cem. Concr. Compos. 2017, 75, 22–29. [Google Scholar] [CrossRef]
- He, Z.; Zhan, P.; Du, S.; Liu, B.; Yuan, W. Creep behavior of concrete containing glass powder. Compos. Part B Eng. 2019, 166, 13–20. [Google Scholar] [CrossRef]
- Maddalena, R.; Li, K.; Chater, P.A.; Michalik, S.; Hamilton, A. Direct synthesis of a solid calcium-silicate-hydrate (C–S–H). Constr. Build. Mater. 2019, 223, 554–565. [Google Scholar] [CrossRef]
- Mirzahosseini, M.; Riding, K.A. Effect of curing temperature and glass type on the pozzolanic reactivity of glass powder. Cem. Concr. Res. 2014, 58, 103–111. [Google Scholar] [CrossRef] [Green Version]
- Rajabipour, F.; Maraghechi, H.; Fischer, G. Investigating the Alkali-Silica Reaction of Recycled Glass Aggregates in Concrete Materials. J. Mater. Civ. Eng. 2010, 22, 1201–1208. [Google Scholar] [CrossRef]
- Schwarz, N.; DuBois, M.; Neithalath, N. Electrical conductivity based characterization of plain and coarse glass powder modified cement pastes. Cem. Concr. Compos. 2007, 29, 656–666. [Google Scholar] [CrossRef]
- Liu, G.; Florea, M.V.A.; Brouwers, H.J.H. Characterization and performance of high volume recycled waste glass and ground granulated blast furnace slag or fly ash blended mortars. J. Clean. Prod. 2019, 235, 461–472. [Google Scholar] [CrossRef]
- Zhang, S.; Keulen, A.; Arbi, K.; Ye, G. Waste glass as partial mineral precursor in alkali-activated slag/fly ash system. Cem. Concr. Res. 2017, 102, 29–40. [Google Scholar] [CrossRef] [Green Version]
- Idir, R.; Cyr, M.; Tagnit-Hamou, A. Pozzolanic properties of fine and coarse color-mixed glass cullet. Cem. Concr. Compos. 2011, 33, 19–29. [Google Scholar] [CrossRef]
- Kashani, A.; Ngo, T.D.; Hajimohammadi, A. Effect of recycled glass fines on mechanical and durability properties of concrete foam in comparison with traditional cementitious fines. Cem. Concr. Compos. 2019, 99, 120–129. [Google Scholar] [CrossRef]
- Wang, W.-C.; Chen, B.-T.; Wang, H.-Y.; Chou, H.-C. A study of the engineering properties of alkali-activated waste glass material (AAWGM). Constr. Build. Mater. 2016, 112, 962–969. [Google Scholar] [CrossRef]
- Elaqra, H.A.; Haloub, M.A.A.; Rustom, R.N. Effect of new mixing method of glass powder as cement replacement on mechanical behavior of concrete. Constr. Build. Mater. 2019, 203, 75–82. [Google Scholar] [CrossRef]
- Taha, B.; Nounu, G. Utilizing Waste Recycled Glass as Sand/Cement Replacement in Concrete. J. Mater. Civ. Eng. 2009, 21, 709–721. [Google Scholar] [CrossRef]
- Tamanna, N.; Tuladhar, R.; Sivakugan, N. Performance of recycled waste glass sand as partial replacement of sand in concrete. Constr. Build. Mater. 2020, 239, 117804. [Google Scholar] [CrossRef]
- Taha, B.; Nounu, G. Properties of concrete contains mixed colour waste recycled glass as sand and cement replacement. Constr. Build. Mater. 2008, 22, 713–720. [Google Scholar] [CrossRef]
- Lee, G.; Ling, T.C.; Wong, Y.L.; Poon, C.S. Effects of crushed glass cullet sizes, casting methods and pozzolanic materials on ASR of concrete blocks. Constr. Build. Mater. 2011, 25, 2611–2618. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Properties of self-compacting concrete prepared with recycled glass aggregate. Cem. Concr. Compos. 2009, 31, 107–113. [Google Scholar] [CrossRef]
- Jubeh, A.I.; Al Saffar, D.M.; Tayeh, B.A. Effect of recycled glass powder on properties of cementitious materials contains styrene butadiene rubber. Arab. J. Geosci. 2019, 12, 39. [Google Scholar] [CrossRef]
- Sharifi, Y.; Afshoon, I.; Firoozjaei, Z.; Momeni, A. Utilization of Waste Glass Micro-particles in Producing Self-Consolidating Concrete Mixtures. Int. J. Concr. Struct. Mater. 2016, 10, 337–353. [Google Scholar] [CrossRef] [Green Version]
- Wilson, W.; Soliman, N.A.; Sorelli, L.; Tagnit-Hamou, A. Micro-chemo-mechanical features of ultra-high performance glass concrete (UHPGC). Theor. Appl. Fract. Mech. 2019, 104, 102373. [Google Scholar] [CrossRef]
- Kong, Y.; Wang, P.; Liu, S.; Gao, Z.; Rao, M. Effect of microwave curing on the hydration properties of cement-based material containing glass powder. Constr. Build. Mater. 2018, 158, 563–573. [Google Scholar] [CrossRef]
- Newaz Khan, M.N.; Saha, A.K.; Sarker, P.K. Reuse of waste glass as a supplementary binder and aggregate for sustainable cement-based construction materials: A review. J. Build. Eng. 2019, 28, 101052. [Google Scholar] [CrossRef]
- Guo, P.; Meng, W.; Nassif, H.; Gou, H.; Bao, Y. New perspectives on recycling waste glass in manufacturing concrete for sustainable civil infrastructure. Constr. Build. Mater. 2020, 257, 119579. [Google Scholar] [CrossRef]
- Kim, S.; Hanif, A.; Jang, I. Incorporating Liquid Crystal Display (LCD) Glass Waste as Supplementary Cementing Material (SCM) in Cement Mortars—Rationale Based on Hydration, Durability, and Pore Characteristics. Materials 2018, 11, 2538. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Omran, A.; Tagnit-Hamou, A. Performance of glass-powder concrete in field applications. Constr. Build. Mater. 2016, 109, 84–95. [Google Scholar] [CrossRef]
- Carsana, M.; Frassoni, M.; Bertolini, L. Comparison of ground waste glass with other supplementary cementitious materials. Cem. Concr. Compos. 2014, 45, 39–45. [Google Scholar] [CrossRef]
- Jani, Y.; Hogland, W. Waste glass in the production of cement and concrete—A review. J. Environ. Chem. Eng. 2014, 2, 1767–1775. [Google Scholar] [CrossRef]
- Olofinnade, O.M.; Ede, A.N.; Ndambuki, J.M.; Ngene, B.U.; Akinwumi, I.I.; Ofuyatan, O. Strength and microstructure of eco-concrete produced using waste glass as partial and complete replacement for sand. Cogent Eng. 2018, 5. [Google Scholar] [CrossRef]
- Kamali, M.; Ghahremaninezhad, A. Effect of glass powders on the mechanical and durability properties of cementitious materials. Constr. Build. Mater. 2015, 98, 407–416. [Google Scholar] [CrossRef]
- Tariq, S.; Scott, A.N.; Mackechnie, J.R.; Shah, V. Durability of High Volume Glass Powder Self-Compacting Concrete. Appl. Sci. 2020, 10, 8058. [Google Scholar] [CrossRef]
- Bostanci, S.C. Use of waste marble dust and recycled glass for sustainable concrete production. J. Clean. Prod. 2020, 251, 119785. [Google Scholar] [CrossRef]
- Sales, R.B.C.; Sales, F.A.; Figueiredo, E.P.; dos Santos, W.J.; Mohallem, N.D.S.; Aguilar, M.T.P. Durability of Mortar Made with Fine Glass Powdered Particles. Adv. Mater. Sci. Eng. 2017, 2017, 3143642. [Google Scholar] [CrossRef] [Green Version]
- Mostofinejad, D.; Hosseini, S.M.; Nosouhian, F.; Ozbakkaloglu, T.; Nader Tehrani, B. Durability of concrete containing recycled concrete coarse and fine aggregates and milled waste glass in magnesium sulfate environment. J. Build. Eng. 2020, 29, 101182. [Google Scholar] [CrossRef]
- Lu, J.; Duan, Z.; Poon, C.S. Combined use of waste glass powder and cullet in architectural mortar. Cem. Concr. Compos. 2017, 82, 34–44. [Google Scholar] [CrossRef]
- Wang, H.Y.; Huang, W.L. A study on the properties of fresh self-consolidating glass concrete (SCGC). Constr. Build. Mater. 2010, 24, 619–624. [Google Scholar] [CrossRef]
- Lu, J.-X.; Zheng, H.; Yang, S.; He, P.; Poon, C.S. Co-utilization of waste glass cullet and glass powder in precast concrete products. Constr. Build. Mater. 2019, 223, 210–220. [Google Scholar] [CrossRef]
- Jiao, Y.; Zhang, Y.; Guo, M.; Zhang, L.; Ning, H.; Liu, S. Mechanical and fracture properties of ultra-high performance concrete (UHPC) containing waste glass sand as partial replacement material. J. Clean. Prod. 2020, 277, 123501. [Google Scholar] [CrossRef]
- Zhu, H.; Chen, W.; Zhou, W.; Byars, E.A. Expansion behaviour of glass aggregates in different testing for alkali-silica reactivity. Mater. Struct. 2009, 42, 485–494. [Google Scholar] [CrossRef]
- Tan, K.H.; Du, H. Use of waste glass as sand in mortar: Part I—Fresh, mechanical and durability properties. Cem. Concr. Compos. 2013, 35, 109–117. [Google Scholar] [CrossRef]
- Sopov, V.P.; Korkh, O.I.; Izbash, M.Y. A study of the alkali-silica reaction in recycled glass concrete. IOP Conf. Ser. Mater. Sci. Eng. 2020, 907, 012062. [Google Scholar] [CrossRef]
- Bignozzi, M.C.; Saccani, A.; Barbieri, L.; Lancellotti, I. Glass waste as supplementary cementing materials: The effects of glass chemical composition. Cem. Concr. Compos. 2015, 55, 45–52. [Google Scholar] [CrossRef]
- ASTM International. Standard Test Method for Potential Alkali Reactivity of Aggregates (Mortar-Bar Method); ASTM C1260; ASTM International: West Conshohocken, PA, USA, 2007; p. 5. [Google Scholar]
- Diamond, S.; Thaulow, N. A study of expansion due to alkali—Silica reaction as conditioned by the grain size of the reactive aggregate. Cem. Concr. Res. 1974, 4, 591–607. [Google Scholar] [CrossRef]
- Jin, W.; Meyer, C.; Baxter, S. “Glascrete”—Concrete with glass aggregate. ACI Struct. J. 2000, 97, 208–213. [Google Scholar] [CrossRef]
- Pike, R.G.; Hubbard, D.; Insley, H. Mechanisms of alkali–aggregate reaction. ACI J. Proc. 1955, 52, 13–34. [Google Scholar]
- Du, H.; Tan, K.H. Effect of particle size on alkali–silica reaction in recycled glass mortars. Constr. Build. Mater. 2014, 66, 275–285. [Google Scholar] [CrossRef]
- Dhir, R.K.; Dyer, T.D.; Tang, M.C. Alkali-silica reaction in concrete containing glass. Mater. Struct. 2009, 42, 1451–1462. [Google Scholar] [CrossRef]
- Kawamura, M.; Fuwa, H. Effects of lithium salts on ASR gel composition and expansion of mortars. Cem. Concr. Res. 2003, 33, 913–919. [Google Scholar] [CrossRef]
- Romero, D.; James, J.; Mora, R.; Hays, C.D. Study on the mechanical and environmental properties of concrete containing cathode ray tube glass aggregate. Waste Manag. 2013, 33, 1659–1666. [Google Scholar] [CrossRef]
- Limbachiya, M.C. Bulk engineering and durability properties of washed glass sand concrete. Constr. Build. Mater. 2009, 23, 1078–1083. [Google Scholar] [CrossRef]
- Mohammadinia, A.; Wong, Y.C.; Arulrajah, A.; Horpibulsuk, S. Strength evaluation of utilizing recycled plastic waste and recycled crushed glass in concrete footpaths. Constr. Build. Mater. 2019, 197, 489–496. [Google Scholar] [CrossRef]
- Arulrajah, A.; Kua, T.-A.; Suksiripattanapong, C.; Horpibulsuk, S. Stiffness and strength properties of spent coffee grounds-recycled glass geopolymers. Road Mater. Pavement Des. 2019, 20, 623–638. [Google Scholar] [CrossRef]
- Luhar, S.; Cheng, T.W.; Nicolaides, D.; Luhar, I.; Panias, D.; Sakkas, K. Valorisation of glass wastes for the development of geopolymer composites—Durability, thermal and microstructural properties: A review. Constr. Build. Mater. 2019, 222, 673–687. [Google Scholar] [CrossRef]
- Sun, L.; Zhu, X.; Kim, M.; Zi, G. Alkali-silica reaction and strength of concrete with pretreated glass particles as fine aggregates. Constr. Build. Mater. 2021, 271, 121809. [Google Scholar] [CrossRef]
- Provis, J.L.; Van Deventer, J.S.J. Introduction to geopolymers. In Geopolymers; Elsevier: Cambridge, UK, 2009; pp. 1–11. [Google Scholar]
- Arulrajah, A.; Kua, T.-A.; Horpibulsuk, S.; Phetchuay, C.; Suksiripattanapong, C.; Du, Y.-J. Strength and microstructure evaluation of recycled glass-fly ash geopolymer as low-carbon masonry units. Constr. Build. Mater. 2016, 114, 400–406. [Google Scholar] [CrossRef]
- Siddika, A.; Hajimohammadi, A.; Sahajwalla, V. Powder sintering and gel casting methods in making glass foam using waste glass: A review on parameters, performance, and challenges. Ceram. Int. 2021. [Google Scholar] [CrossRef]
- Provis, J.L.; van Deventer, J.S.J. Alkali Activated Materials: State-of-the-Art Report, RILEM TC 224-AAM; Springer: Dordrecht, The Netherlands; Heidelberg, Germany; New York, NY, USA; London, UK, 2014; Volume 13, ISBN 9400776713. [Google Scholar]
- Torres-Carrasco, M.; Puertas, F. Waste glass as a precursor in alkaline activation: Chemical process and hydration products. Constr. Build. Mater. 2017, 139, 342–354. [Google Scholar] [CrossRef]
- Liu, Y.; Shi, C.; Zhang, Z.; Li, N. An overview on the reuse of waste glasses in alkali-activated materials. Resour. Conserv. Recycl. 2019, 144, 297–309. [Google Scholar] [CrossRef]
- Hajimohammadi, A.; van Deventer, J.S.J. Dissolution behaviour of source materials for synthesis of geopolymer binders: A kinetic approach. Int. J. Miner. Process. 2016, 153, 80–86. [Google Scholar] [CrossRef]
- El-Naggar, M.R.; El-Dessouky, M.I. Re-use of waste glass in improving properties of metakaolin-based geopolymers: Mechanical and microstructure examinations. Constr. Build. Mater. 2017, 132, 543–555. [Google Scholar] [CrossRef]
- Novais, R.M.; Ascensão, G.; Seabra, M.P.; Labrincha, J.A. Waste glass from end-of-life fluorescent lamps as raw material in geopolymers. Waste Manag. 2016, 52, 245–255. [Google Scholar] [CrossRef] [PubMed]
- Khale, D.; Chaudhary, R. Mechanism of geopolymerization and factors influencing its development: A review. J. Mater. Sci. 2007, 42, 729–746. [Google Scholar] [CrossRef]
- Abdollahnejad, Z.; Dalvand, A.; Mastali, M.; Luukkonen, T.; Illikainen, M. Effects of waste ground glass and lime on the crystallinity and strength of geopolymers. Mag. Concr. Res. 2019, 71, 1218–1231. [Google Scholar] [CrossRef]
- Toniolo, N.; Rincón, A.; Roether, J.A.; Ercole, P.; Bernardo, E.; Boccaccini, A.R. Extensive reuse of soda-lime waste glass in fly ash-based geopolymers. Constr. Build. Mater. 2018, 188, 1077–1084. [Google Scholar] [CrossRef]
- Menchaca-Ballinas, L.E.; Escalante-Garcia, J.I. Low CO2 emission cements of waste glass activated by CaO and NaOH. J. Clean. Prod. 2019, 239, 117992. [Google Scholar] [CrossRef]
- Cyr, M.; Idir, R.; Poinot, T. Properties of inorganic polymer (geopolymer) mortars made of glass cullet. J. Mater. Sci. 2012, 47, 2782–2797. [Google Scholar] [CrossRef]
- Vafaei, M.; Allahverdi, A. High strength geopolymer binder based on waste-glass powder. Adv. Powder Technol. 2017, 28, 215–222. [Google Scholar] [CrossRef]
- Toniolo, N.; Boccaccini, A.R. Fly ash-based geopolymers containing added silicate waste. A review. Ceram. Int. 2017, 43, 14545–14551. [Google Scholar] [CrossRef]
- Puertas, F.; Torres-Carrasco, M. Use of glass waste as an activator in the preparation of alkali-activated slag. Mechanical strength and paste characterisation. Cem. Concr. Res. 2014, 57, 95–104. [Google Scholar] [CrossRef]
- Si, R.; Dai, Q.; Guo, S.; Wang, J. Mechanical property, nanopore structure and drying shrinkage of metakaolin-based geopolymer with waste glass powder. J. Clean. Prod. 2020, 242, 118502. [Google Scholar] [CrossRef]
- Wang, C.-C.; Wang, H.-Y.; Chen, B.-T.; Peng, Y.-C. Study on the engineering properties and prediction models of an alkali-activated mortar material containing recycled waste glass. Constr. Build. Mater. 2017, 132, 130–141. [Google Scholar] [CrossRef]
- Torres-Carrasco, M.; Puertas, F. Waste glass in the geopolymer preparation. Mechanical and microstructural characterisation. J. Clean. Prod. 2015, 90, 397–408. [Google Scholar] [CrossRef]
- Toniolo, N.; Taveri, G.; Hurle, K.; Roether, J.A.; Ercole, P.; Dlouhý, I.; Boccaccini, A.R. Fly-ash-based geopolymers: How the addition of recycled glass or red mud waste influences the structural and mechanical properties. J. Ceram. Sci. Technol. 2017, 8, 411–419. [Google Scholar] [CrossRef]
- Lu, J.-X.; Poon, C.S. Use of waste glass in alkali activated cement mortar. Constr. Build. Mater. 2018, 160, 399–407. [Google Scholar] [CrossRef]
- Sethi, H.; Bansal, P.P.; Sharma, R. Effect of Addition of GGBS and Glass Powder on the Properties of Geopolymer Concrete. Iran. J. Sci. Technol. Trans. Civ. Eng. 2019, 43, 607–617. [Google Scholar] [CrossRef]
- Vinai, R.; Soutsos, M. Production of sodium silicate powder from waste glass cullet for alkali activation of alternative binders. Cem. Concr. Res. 2019, 116, 45–56. [Google Scholar] [CrossRef] [Green Version]
- Williamson, T.; Juenger, M.C.G. The role of activating solution concentration on alkali–silica reaction in alkali-activated fly ash concrete. Cem. Concr. Res. 2016, 83, 124–130. [Google Scholar] [CrossRef] [Green Version]





























| Source or Type of WG | Chemical Constituents (Weight, %) | Ref. | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | Na2O | K2O | B2O3 | Other | LOI | ||
| Glass bottles/soda-lime glass | 71.40 | 2.54 | 0.37 | 11.2 | 1.6 | 0.16 | 12.25 | 0.36 | - | 0.04 | 0.82 | [27] |
| 70.30 | 1.90 | 0.42 | 12.30 | 1.68 | 0.07 | 12.80 | 0.23 | - | 0.68 | [30] | ||
| Windshield | 75.15 | 0.95 | 0.31 | 8.95 | 2.34 | 0.36 | - | 0.64 | - | - | 11.30 | [10] |
| Window/ tempered glass | 72.21 | 1.087 | 0.174 | 8.93 | 3.63 | - | 14.38 | - | - | 0.57 | - | [9] |
| Borosilicate | 75.62 | 2.258 | 0.006 | 0.13 | 0.26 | - | 4.59 | - | 15.64 | 1.841 | - | [9] |
| Cathode ray tube | 54.86 | 9.88 | - | 2.98 | 1.27 | 0.1 | 3.87 | 2.36 | - | 24.52 | 0.16 | [49] |
| OPC | 21.73 | 3.60 | 1.5 | 63.20 | 3.20 | 2.5 | 0.96 | 0.27 | - | 0.03 | 1.90 | [27] |
| Replacement Level | WG Type | Specimen Properties (Cement: Fine Aggregate: Coarse Aggregate = C:FA:CA) | Variation in Mechanical Properties | Remarks | Ref. |
|---|---|---|---|---|---|
| 5–30% cement | Mixed type (<100 µm) | C:FA:CA = 1:2.65:1.92 concrete, Water-to-cement ratio = w/c = 0.51 | 18% improved compressive strength for 5% WG powder Highest splitting tensile strength observed for 10% replacement level | Up to 20% cement replacement by WG powder results in high strength and durable concrete | [75] |
| 10% of cement | Liquid Crystal Display (5 µm and 12 µm) | C:FA = 1:2.13 mortar, w/c = 0.4 | Compressive strength improved by 22% and 11% | Finer WG powder yield more strength | [80] |
| 20% of cement | Recycled fibrous glass (mean 8.4 µm) | C:FA:CA = 1:2.44:3.19 concrete, w/c = 0.5 | 24% higher compressive strength and flexural strength than the control specimens at 91 days of age | Silica dissolution makes surfaces of WG particles rough, and these topographical changes in the interface between WG and cement paste causes ASR | [85] |
| 20–40% of cement | Glass bottle (<20 µm and <40 µm) | C:FA:CA = 1:2:1.89 concrete, w/c = 0.4 | 4.14% lower compressive strength than general cement concrete at 28 days of age with 20% WG of 20 µm particle size The WGC gains 54.08% more strength at 545 days of age compared to 28 days of age | Continuous evolution and refinement of the pore structure happens due to WG powder | [86] |
| Source or Type of WG | Chemical Constituents (Weight, %) | LOI | Ref. | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | Na2O | K2O | Other | |||
| Glass | 71.40 | 2.54 | 0.37 | 11.2 | 1.6 | 0.16 | 12.25 | 0.36 | 0.04 | 0.82 | [27] |
| Natural river sand | 78.6 | 2.55 | 2.47 | 7.11 | 0.46 | - | 0.42 | 0.64 | - | 7.6 | [37] |
| Natural limestone aggregates | - | 0.15 | 0.60 | 57.51 | 1.05 | - | 0.06 | 0.01 | - | 40.5 | [10] |
| Replacement Level | WG Type | Specimen Properties (Cement: Fine Aggregate: Coarse Aggregate = C:FA:CA) | Variation in Mechanical Properties | Remarks | Ref. |
|---|---|---|---|---|---|
| 0–100% fine aggregate | Flat glass and container glass (<4.75 mm) | C:FA:CA = 1:2:4 concrete, w/c = 0.5 with 20 MPa target strength for 28 days of age | • 10% and 4% improved compressive strength for 25% and 50% replacement levels, respectively, at 90 days of curing • A reduction in splitting tensile strength of concrete occurred | Weak ITZ was formed due to the low bonding between cement paste and glass aggregate | [84] |
| 10–20% fine aggregates | Mixed type (0.6–2.36 mm) | C:FA:CA = 1:1.88:2.68 concrete, w/c = 0.53 | • Flexural strength enhanced by 10.99% • Compressive strength improved by 4.23%, with 20% replacement level | For low replacement level, early age curing significantly contributed to strength development; for high volume replacement, a long curing period was required | [51] |
| 10–60% coarse aggregates | Soda bottles (4–16 mm) | C:FA:CA = 1:1.85:3.2 concrete, w/c = 0.54 | • 8%, 15%, 31%, and 49% decrease in compressive strength observed for replacement level 15%, 30%, 45%, and 60% respectively | Low adhesion of WG aggregate with cement paste is resulting low strength and highly brittle concrete | [1] |
| 30% coarse aggregate | White glass (5–10 mm) | C:FA:CA = 1:1.75:2.75 concrete, w/c = 0.32 | • 40.72% increased compressive strength | To reduce ASR and increase strength of WGC, a low w/c ratio with workability admixture is recommended | [96] |
| Replacement Level | WG Type | Specimen Properties | Observation on Compressive Strength Compared with Control Specimens | Ref. |
|---|---|---|---|---|
| 100% precursor (<45 μm) | Mixed-color glass | Activator: 15 g of WG powder in 100 mL of 10 M NaOH Precursor: WG powder (<45 µm) | • 88 MPa compressive strength at 28 days | [115] |
| 10–30% coal fly ash precursor (<20 μm) | Bottle glass | Activator: 4 M NaOH Precursors: 50% coal fly ash + 50% blast furnace slag Liquid/solid: 0.42 | • 35% improved compressive strength at 7 days for 30% replacement level | [64] |
| 10–20% slag precursor (specific surface area = 2009 cm2/g) | Liquid-crystal display glass | Activator: 5 M NaOH + water glass Precursor: slag Liquid/solid: 0.6 | • The highest compressive strength was 53.46 MPa for 20% WG-based composite • 1.01%–1.07% higher compressive strength observed at 28 days | [67] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Siddika, A.; Hajimohammadi, A.; Ferdous, W.; Sahajwalla, V. Roles of Waste Glass and the Effect of Process Parameters on the Properties of Sustainable Cement and Geopolymer Concrete—A State-of-the-Art Review. Polymers 2021, 13, 3935. https://doi.org/10.3390/polym13223935
Siddika A, Hajimohammadi A, Ferdous W, Sahajwalla V. Roles of Waste Glass and the Effect of Process Parameters on the Properties of Sustainable Cement and Geopolymer Concrete—A State-of-the-Art Review. Polymers. 2021; 13(22):3935. https://doi.org/10.3390/polym13223935
Chicago/Turabian StyleSiddika, Ayesha, Ailar Hajimohammadi, Wahid Ferdous, and Veena Sahajwalla. 2021. "Roles of Waste Glass and the Effect of Process Parameters on the Properties of Sustainable Cement and Geopolymer Concrete—A State-of-the-Art Review" Polymers 13, no. 22: 3935. https://doi.org/10.3390/polym13223935
APA StyleSiddika, A., Hajimohammadi, A., Ferdous, W., & Sahajwalla, V. (2021). Roles of Waste Glass and the Effect of Process Parameters on the Properties of Sustainable Cement and Geopolymer Concrete—A State-of-the-Art Review. Polymers, 13(22), 3935. https://doi.org/10.3390/polym13223935