
Selected Properties of Cement Bound Spruce and Larch Bark Bio-Aggregates

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation for Hydration Behaviour
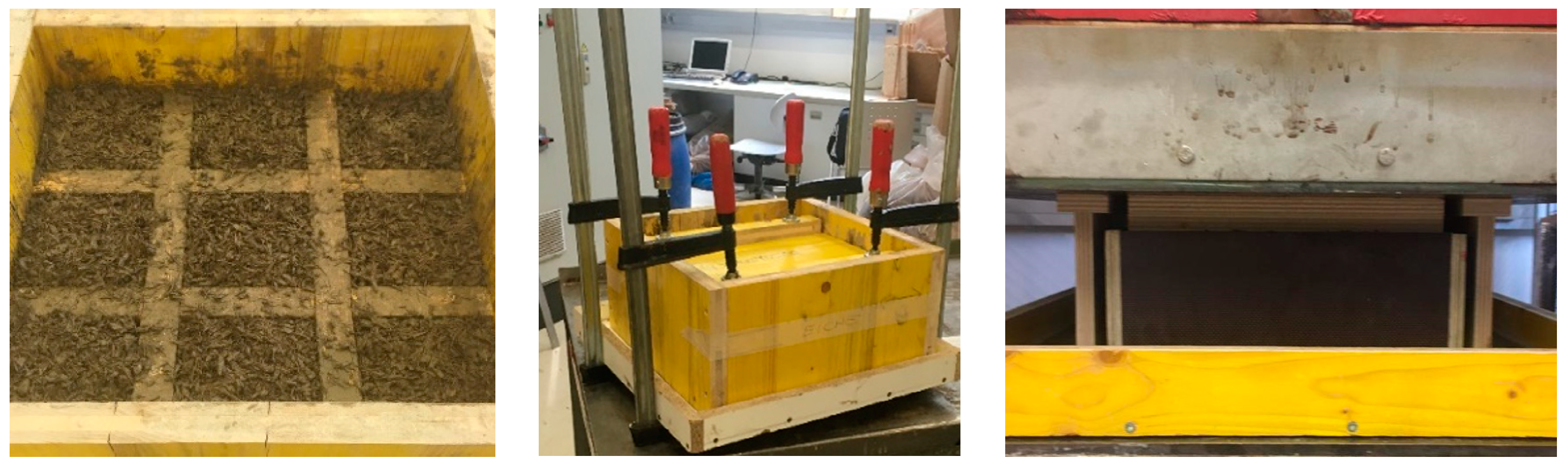
2.2. Sample Preparation for Determination of Density and Compressive Strength
3. Results and Discussion
3.1. Hydration Temperature Measurements
- I
- inhibitory index (I-Index)
- time required for the wood–cement mixture to reach maximum temperature [h]
- time required for cement to reach maximum temperature [h]
- maximum temperature of the wood-cement mixture [°C]
- maximum temperature of cement [°C]
- S
- slope of the temperature curve of the wood-cement mixture>
- S’
- slope of the temperature curve of cement
3.2. Densities and Compressive Strengths
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Paulitsch, M.; Barbu, M.C. Holzwerkstoffe der Moderne, 1. Auflage; DRW-Verlag: Leinfelden-Echterdingen, Germany, 2015; ISBN 9783871818912. [Google Scholar]
- Wassilieff, C. Sound absorption of wood-based materials. Appl. Acoust. 1996, 48, 339–356. [Google Scholar] [CrossRef]
- Dunky, M.; Niemz, P. Holzwerkstoffe und Leime: Technologie und Einflussfaktoren; mit 150 Tabellen; Springer: Berlin/Heidelberg, Germany, 2002; ISBN 978-3-540-42980-7. [Google Scholar]
- Botterman, B.; La Doudart de Grée, G.; Hornikx, M.; Yu, Q.L.; Brouwers, H. Modelling and optimization of the sound absorption of wood-wool cement boards. Appl. Acoust. 2018, 129, 144–154. [Google Scholar] [CrossRef]
- Pereira, C.; Caldeira, J.F.; Irle, M.; Ferreira, J.M. Characterizing the setting of cement when mixed with cork, blue gum, or maritime pine, grown in Portugal I: Temperature profiles and compatibility indices. J. Wood Sci. 2006, 52, 311–317. [Google Scholar] [CrossRef]
- Moslemi, A.A.; Lim, Y.T. Compatibility of southern hardwoods with Portland cement. For. Prod. J. 1984, 34, 22–26. [Google Scholar]
- Patel, M.; Patel, K.; Patel, A.; Prajapati, R.; Koshti, U. Study of Sawdust Concrete Properties as Construction Materials. In Proceedings of the 3rd International Conference on Multidisciplinary Research & Practice, Ahmedabad, India, 24 December 2016. [Google Scholar]
- Acharya, S.; Neupane, U.; Adhikari, S. Strength Optimization of Sawdust Concrete through Cement Variation. Proceedings of 8th IOE Graduate Conference, Kathmandu, Nepal, 5–7 June 2020; pp. 730–736. [Google Scholar]
- Plotnikov, N.; Kochetkov, I. Possibility of using sawdust in sawdust concrete. E3S Web Conf. 2021, 244, 4011. [Google Scholar] [CrossRef]
- Sonntag, F. Wandbauten mit Schalungssteinen aus Holzspanbeton; Hochschule für Technik; Wirtschaft und Kultur Leipzig: Leipzig, Germany, 2003. [Google Scholar]
- Vaickelionis, G.; Vaickelioniene, R. Cement hydration in the presence of wood extractives and pozzolan mineral additives. Ceram. Silik. 2006, 50, 115–122. [Google Scholar]
- Frybort, S.; Mauritz, R.; Teischinger, A.; Müller, U. Cement bonded composites—A mechanical review. BioResources 2008, 3, 602–626. [Google Scholar]
- Lin, X.; Silsbee, M.R.; Roy, D.M.; Kessler, K.; Blankenhorn, P.R. Approaches to improve the properties of wood fiber reinforced cementitious composites. Cem. Concr. Res. 1994, 24, 1558–1566. [Google Scholar] [CrossRef]
- Weatherwax, R.C.; Tarkow, H. Effect of Wood on Setting of Portland Cement. For. Prod. J. 1964, 14, 567–570. [Google Scholar]
- Sandermann, W.; Brendel, M. Studien über mineralgebundene Holzwerkstoffe—Zweite Mitteilung: Die „zementvergiftende” Wirkung von Holzinhaltsstoffen und ihre Abhängigkeit von der chemischen Konstitution. Holz als Roh-und Werkstoff 1956, 14, 307–313. [Google Scholar] [CrossRef]
- Hofstrand, A.D.; Moslemi, A.; Garcia, J.F. Curing characteristics of wood particles from nine northern Rocky Mountain species mixed with Portland cement. For. Prod. J. 1984, 34, 57–61. [Google Scholar]
- Garcez, M.R.; Garcez, E.O.; Machado, A.O.; Gatto, D.A. Cement-Wood Composites: Effects of Wood Species, Particle Treatments and Mix Proportion. Int. J. Compos. Mater. 2016, 6, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Li, M.; Khelifa, M.; El Ganaoui, M. Mechanical characterization of concrete containing wood shavings as aggregates. Int. J. Sustain. Built Environ. 2017, 6, 587–596. [Google Scholar] [CrossRef]
- Tudor, E.M.; Zwickl, C.; Eichinger, C.; Petutschnigg, A.; Barbu, M.C. Performance of softwood bark comminution technologies for determination of targeted particle size in further upcycling applications. J. Cleaner Prod. 2020, 269, 122412. [Google Scholar] [CrossRef]
- Giannotas, G.; Kamperidou, V.; Barboutis, I. Tree bark utilization in insulating bio-aggregates: A review. Biofuels Bioprod. Biorefin. 2021, 15, 1989–1999. [Google Scholar] [CrossRef]
- Pásztory, Z.; Mohácsiné, I.R.; Gorbacheva, G.; Börcsök, Z. The utilization of tree bark. BioResources 2016, 11, 7859–7888. [Google Scholar] [CrossRef]
- Kain, G.; Tudor, E.M.; Blanchet, P. Bark Thermal Insulation Panels: An Explorative Study on the Effects of Bark Species. Polymers 2020, 12, 2140. [Google Scholar] [CrossRef]
- Gößwald, J.; Barbu, M.C.; Petutschnigg, A.; Tudor, E.M. Binderless Thermal Insulation Panels Made of Spruce Bark Fibres. Polymers 2021, 13, 1799. [Google Scholar] [CrossRef] [PubMed]
- Kristak, L.; Ruziak, I.; Tudor, E.M.; Barbu, M.C.; Kain, G.; Reh, R. Thermophysical Properties of Larch Bark Composite Panels. Polymers 2021, 13, 2287. [Google Scholar] [CrossRef] [PubMed]
- Tudor, E.M.; Dettendorfer, A.; Kain, G.; Barbu, M.C.; Réh, R.; Krišťák, L. Sound-Absorption Coefficient of Bark-Based Insulation Panels. Polymers 2020, 12, 1012. [Google Scholar] [CrossRef] [PubMed]
- Tudor, E.M.; Kristak, L.; Barbu, M.C.; Gergeľ, T.; Němec, M.; Kain, G.; Réh, R. Acoustic Properties of Larch Bark Panels. Forests 2021, 12, 887. [Google Scholar] [CrossRef]
- Tudor, E.M.; Scheriau, C.; Barbu, M.C.; Réh, R.; Krišťák, L.; Schnabel, T. Enhanced Resistance to Fire of the Bark-Based Panels Bonded with Clay. Appl. Sci. 2020, 10, 5594. [Google Scholar] [CrossRef]
- Muszinsky, Z.; McNatt, J. Investigations on the use of spruce bark in the manufacture of particleboard. For. Prod. J. 1984, 34, 28–35. [Google Scholar]
- Calve, L.; Shields, J.; Gravel, M. Maximizing aspen poplar residues utilization for waferboard production. For. Prod. J. 1986, 36, 39–45. [Google Scholar]
- Claude, M.; Yemele, N.; Blanchet, P.; Cloutier, A.; Koubaa, A. Effects of bark content and particle geometry on the physical and mechanical properties of particleboard made from black spruce and trembling aspen bark. For. Prod. J. 2008, 58, 38–46. [Google Scholar]
- Xing, C.; Deng, J.; Zhang, S.Y. Effect of thermo-mechanical refining on properties of MDF made from black spruce bark. Wood Sci. Technol. 2007, 41, 329–338. [Google Scholar] [CrossRef]
- Nishimura, T. Chipboard, oriented strand board (OSB) and structural composite lumber. In Wood Composites; Elsevier: London, UK, 2015; pp. 103–121. ISBN 9781782424543. [Google Scholar]
- Igaz, R.; Krišťák, L.; Ružiak, I.; Gajtanska, M.; Kučerka, M. Thermophysical properties of OSB boards versus equilibrium moisture content. BioResources 2017, 12, 8106–8118. [Google Scholar] [CrossRef]
- Karade, S.R. Potential of Cork Cement Composite as a Thermal Insulation Material. Key Eng. Mater. 2015, 666, 17–29. [Google Scholar] [CrossRef]
- Mansilla, C.; Pradena, M.; Fuentealba, C.; César, A. Evaluation of Mechanical Properties of Concrete Reinforced with Eucalyptus globulus Bark Fibres. Sustainability 2020, 12, 10026. [Google Scholar] [CrossRef]
- Merabti, S.; Kenai, S.; Belarbi, R.; Khatib, J. Thermo-mechanical and physical properties of waste granular cork composite with slag cement. Constr. Build. Mater. 2021, 272, 121923. [Google Scholar] [CrossRef]
- Karade, S.R.; Irle, M.; Maher, K. Influence of granule properties and concentration on cork-cement compatibility. Holz als Roh-und Werkstoff 2006, 64, 281–286. [Google Scholar] [CrossRef]
- Eusebio, D.A.; Yamauchi, H.; Sasaki, H.; Kawai, S. Bark cement composites. In Proceedings of the Third Pacific Rim Bio Based Composites Symposium, Kyoto, Japan, 2–5 December 1996; pp. 274–282. [Google Scholar]
- Wei, Y.M.; Guang, Z.Y.; Tomita, B. Hydration behavior of wood cement-based composite I: Evaluation of wood species effects on compatibility and strength with ordinary Portland cement. J. Wood Sci. 2000, 46, 296–302. [Google Scholar] [CrossRef]
- EN 323:1993. Wood-Based Panels—Determination of Density; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- EN 826:2013. Thermal Insulating Products for Building Applications—Determination of Compression Behaviour; European Committee for Standardization: Brussels, Belgium, 2013. [Google Scholar]
- Dhir, R.K.; Ghataora, G.S.; Lynn, C.J. Concrete-Related Applications. In Sustainable Construction Materials; Elsevier: London, UK, 2017; pp. 111–158. ISBN 9780081009871. [Google Scholar]
- Stokke, D.D.; Wu, Q.; Han, G. Introduction to Wood and Natural Fiber Composites; Wiley: Hoboken, NJ, USA, 2014. ISBN 978047071 0913.
- Isolith. Wood-Wool Cement Bonded Boards. 2021. Available online: http://www.isolith.com/ (accessed on 3 December 2021).
- Thermo-Span. Thermo-Span Baustoffwerk. 2021. Available online: http://thermo-span.com/ (accessed on 3 December 2021).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bark | Test Samples | Compaction | Cement (%) | Water (%) | Particle Size (%) | Recycling Material (%) | |||
|---|---|---|---|---|---|---|---|---|---|
| <3 mm | 3–7 mm | 7–12 mm | <1–>4 mm | ||||||
| TG 1 <3–12 mm | spruce | n = 17 | SC | 39.26 | 19.64 | 9.86 | 12.30 | 12.30 | 6.64 |
| n = 5 | HP | ||||||||
| larch | n = 9 | SC | |||||||
| n = 9 | HP | ||||||||
| TG 2 <3–7 mm | spruce | n = 9 | SC | 39.26 | 19.64 | 9.86 | 24.60 | - | 6.64 |
| n = 6 | HP | ||||||||
| larch | n = 9 | SC | |||||||
| n = 9 | HP | ||||||||
| Spruce Bark | Larch Bark | Pine Bark | Poplar Bark | Control | Spruce Particles | Cement Reference | ||
|---|---|---|---|---|---|---|---|---|
| CEM II | Tmax (°C) | 36.2 | 35.6 | 34.4 | 38.8 | 34.7 | - | 44.9 |
| tmax (h) | 16.7 | 17.4 | 22.5 | 0.7 | 13.6 | - | 12.3 | |
| I-Index | 3.78 | 4.88 | 8.74 | - | 1.05 | - | - | |
| CEM I | Tmax (°C) | 45.5 | 47.8 | 56.1 | 55.6 | - | 53.1 | 64.8 |
| tmax (h) | 12.8 | 13.0 | 0.6 | 0.5 | - | 10.7 | 8.4 | |
| I-Index | 5.70 | 4.18 | - | - | - | 2.23 | - |
| Bark | Compaction | Test Samples | Density (kg/m3) | Compressive Strength (N/mm2) | |
|---|---|---|---|---|---|
| Test group 1 <3–12 mm | spruce | SC | n = 17 | 652 (21) | 0.504 (0.133) |
| HP | n = 5 | 595 (37) | 0.371 (0.148) | ||
| larch | SC | n = 9 | 616 (16) | 0.669 (0.137) | |
| HP | n = 9 | 675 (39) | 0.719 (0.108) | ||
| Test group 2 <3–7 mm | spruce | SC | n = 9 | 684 (9) | 0.586 (0.043) |
| HP | n = 6 | 596 (41) | 0.111 (0.062) | ||
| larch | SC | n = 9 | 644 (41) | 0.834 (0.145) | |
| HP | n = 9 | 633 (29) | 0.430 (0.070) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Urstöger, J.; Barbu, M.C.; Pacher, T.; Petutschnigg, A.; Jorda, J.; Tudor, E.M. Selected Properties of Cement Bound Spruce and Larch Bark Bio-Aggregates. Polymers 2021, 13, 4438. https://doi.org/10.3390/polym13244438
Urstöger J, Barbu MC, Pacher T, Petutschnigg A, Jorda J, Tudor EM. Selected Properties of Cement Bound Spruce and Larch Bark Bio-Aggregates. Polymers. 2021; 13(24):4438. https://doi.org/10.3390/polym13244438
Chicago/Turabian StyleUrstöger, Johannes, Marius Cătălin Barbu, Thomas Pacher, Alexander Petutschnigg, Johannes Jorda, and Eugenia Mariana Tudor. 2021. "Selected Properties of Cement Bound Spruce and Larch Bark Bio-Aggregates" Polymers 13, no. 24: 4438. https://doi.org/10.3390/polym13244438
APA StyleUrstöger, J., Barbu, M. C., Pacher, T., Petutschnigg, A., Jorda, J., & Tudor, E. M. (2021). Selected Properties of Cement Bound Spruce and Larch Bark Bio-Aggregates. Polymers, 13(24), 4438. https://doi.org/10.3390/polym13244438