
Thermoset Polymer Matrix Composites of Epoxy, Unsaturated Polyester, and Novolac Resin Embedding Construction and Demolition Wastes powder: A Comparative Study


Abstract
:1. Introduction
2. Materials and Methods
2.1. Embedding Substance Preparation
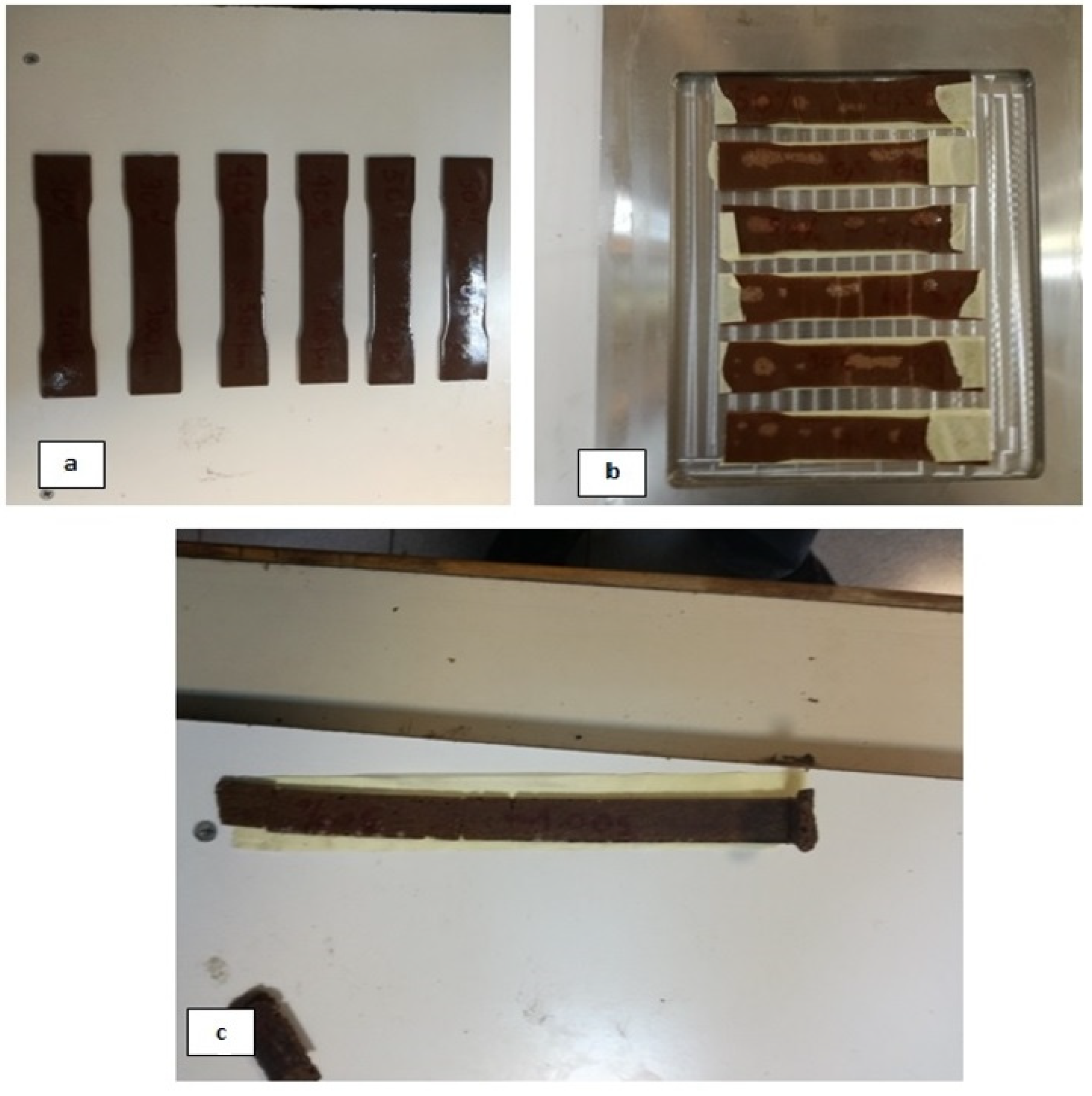
2.2. Polymer Resins Used as Matrices-Specimens’ Manufacturing Process
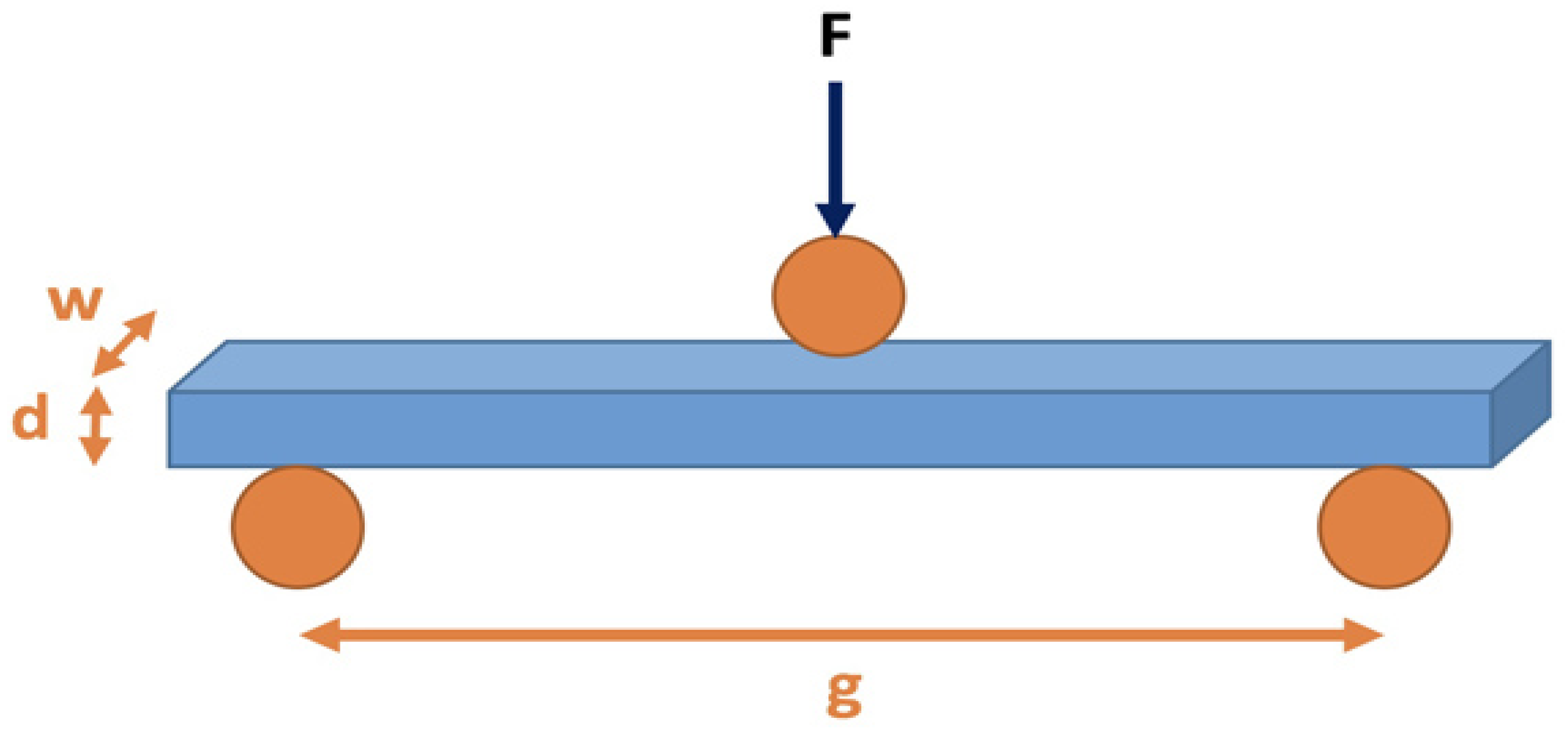
2.3. Thermo-Mechanical Properties
2.4. Characterization Methods
3. Results and Discussion
3.1. Mechanical Characterization
3.2. Thermal Insulation Efficiency
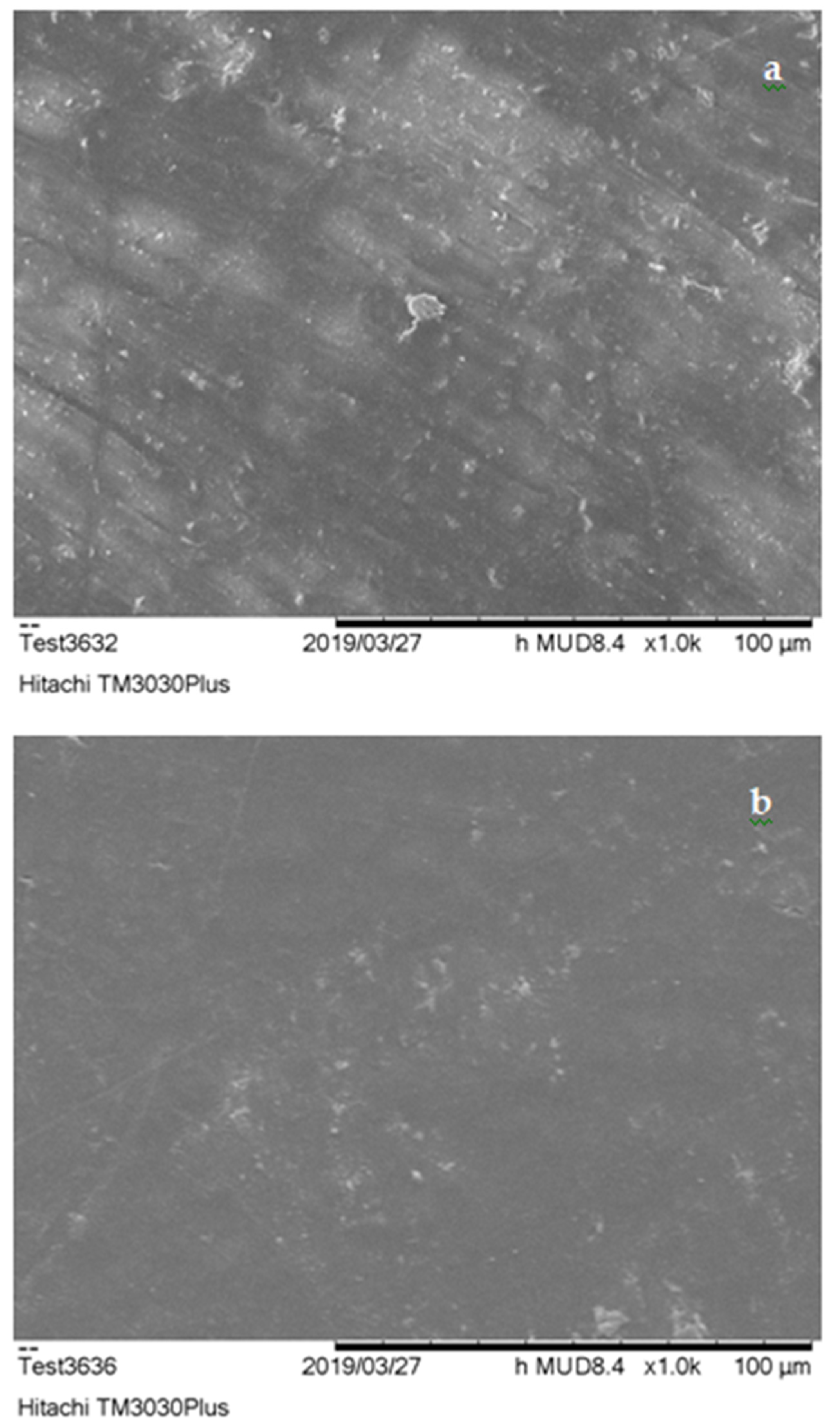
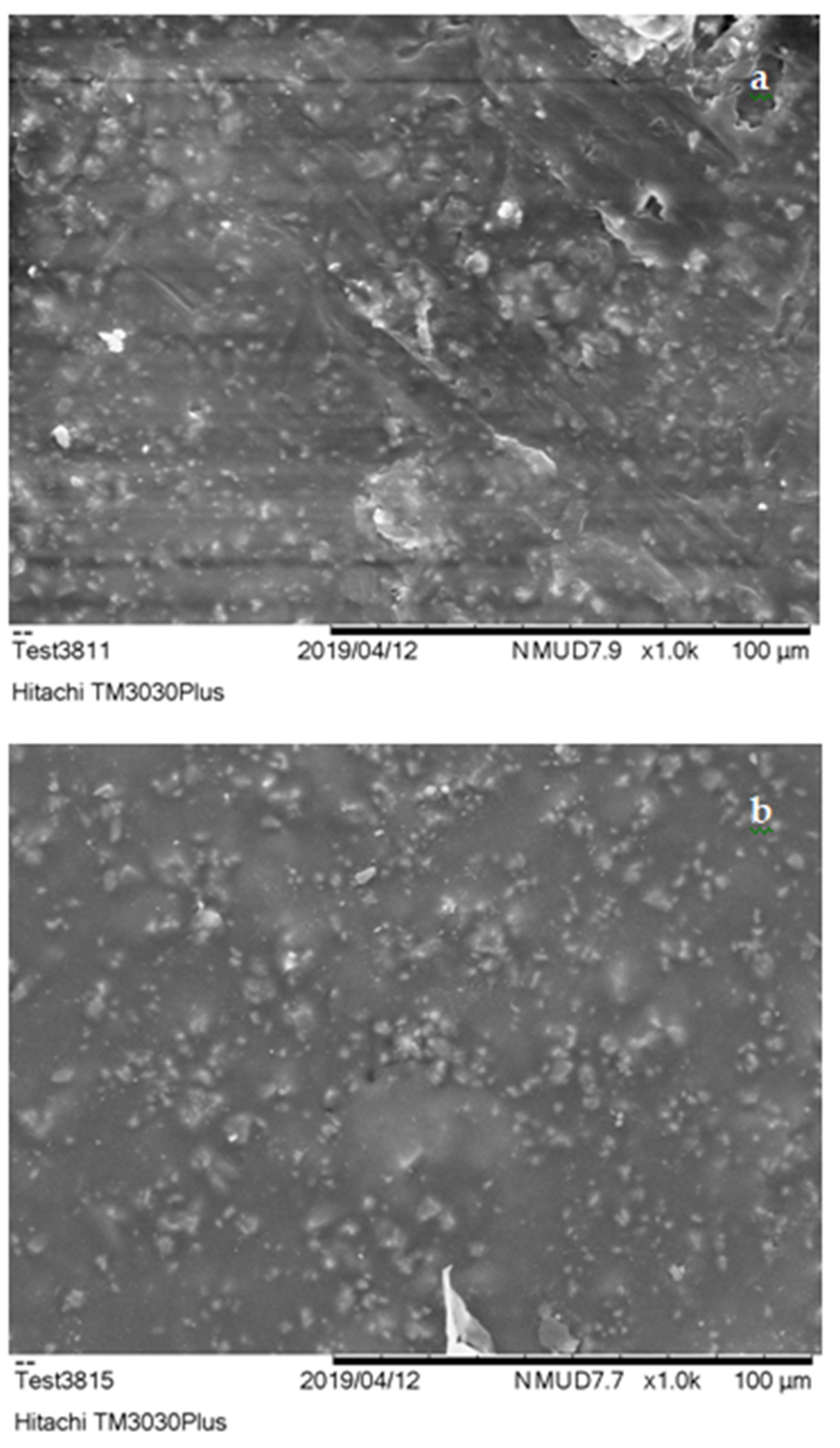
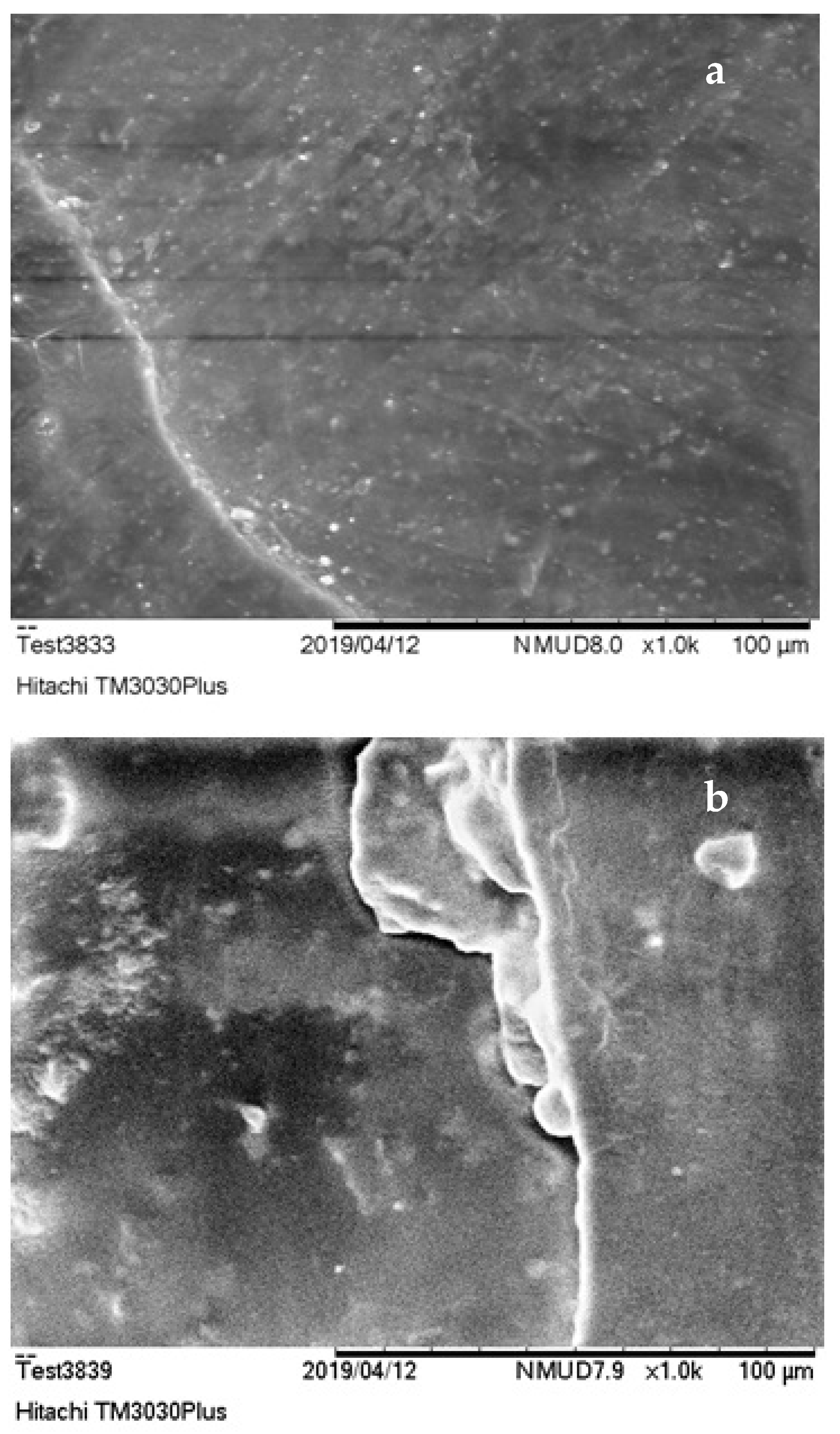
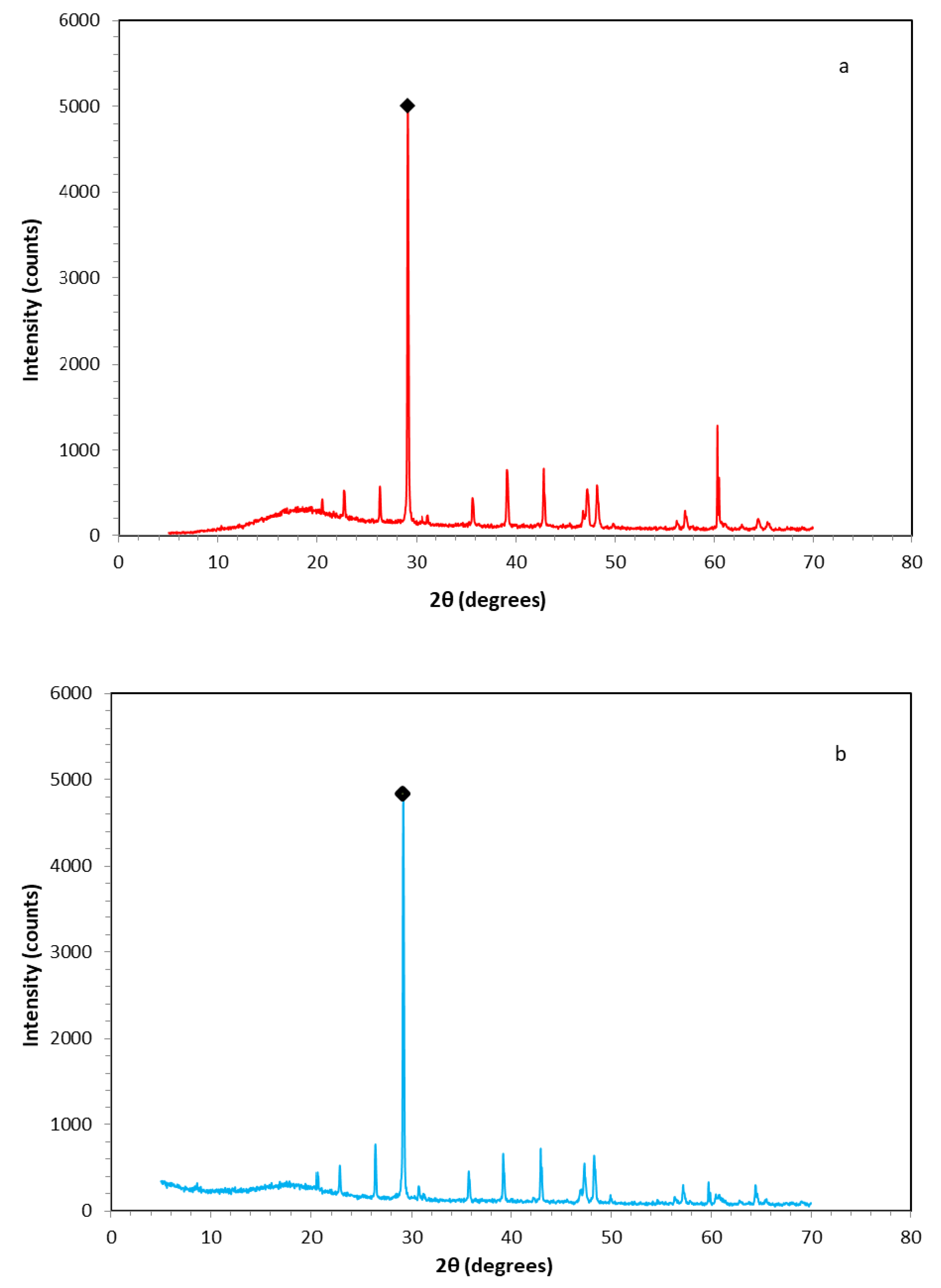
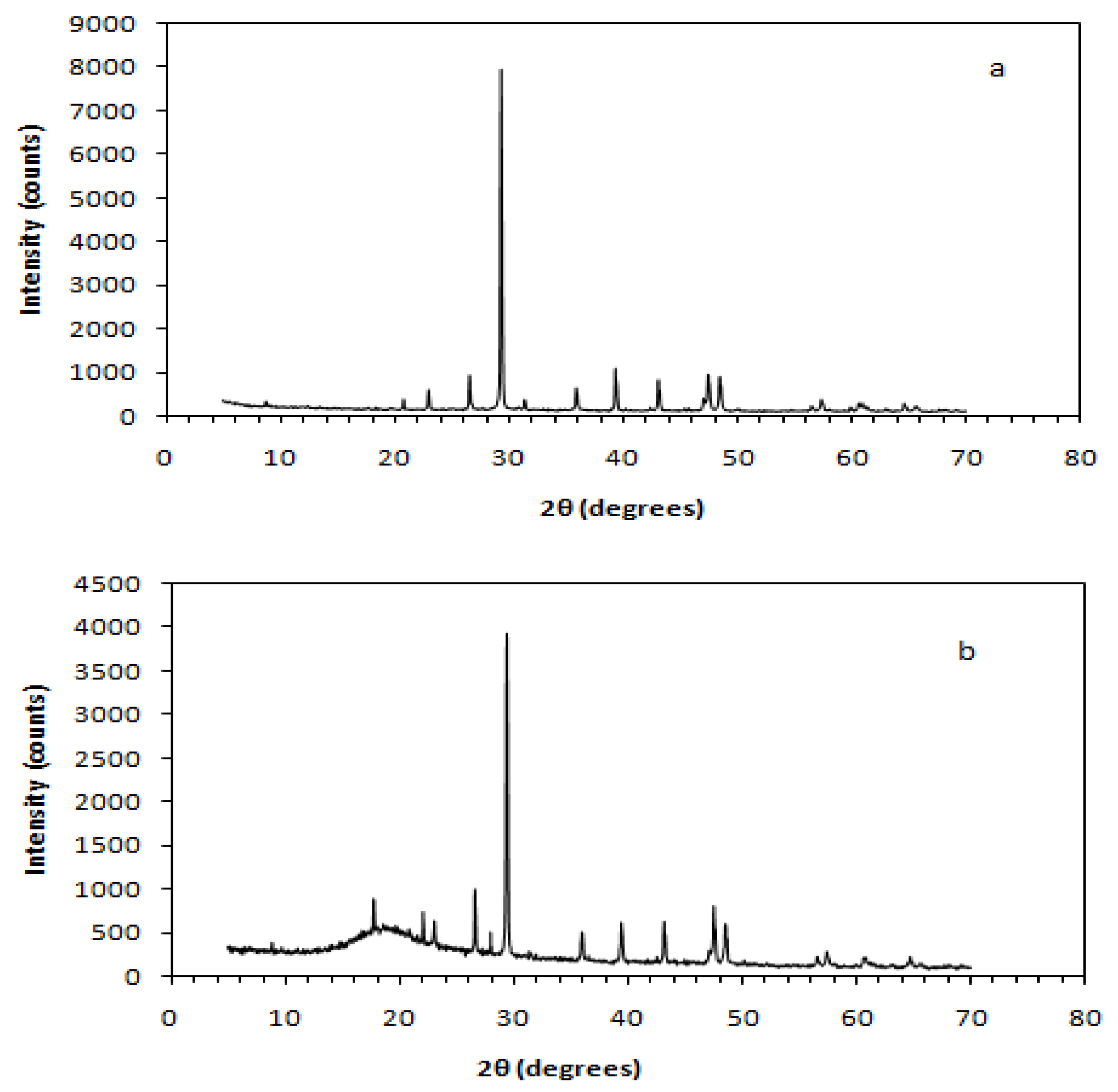
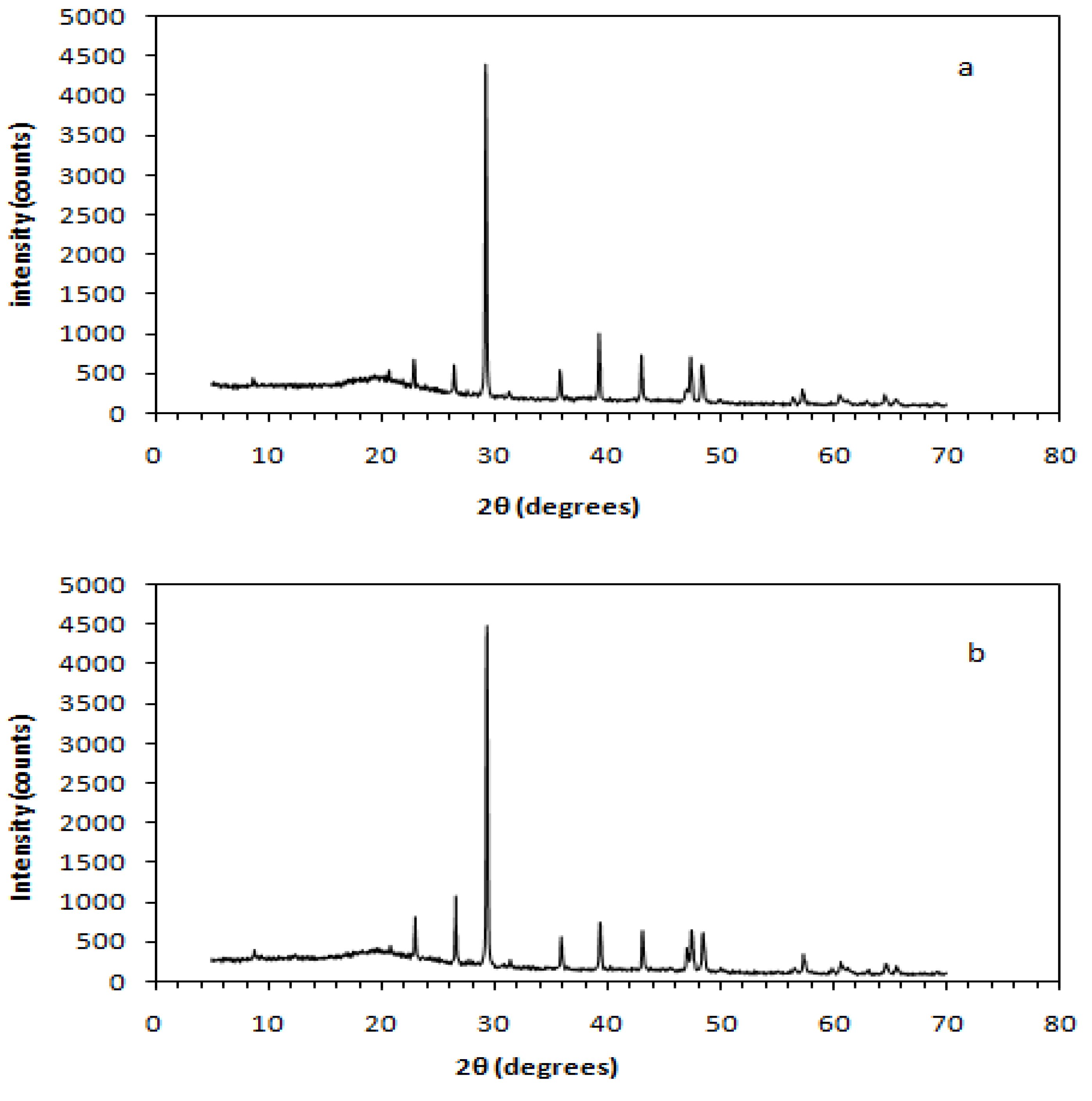
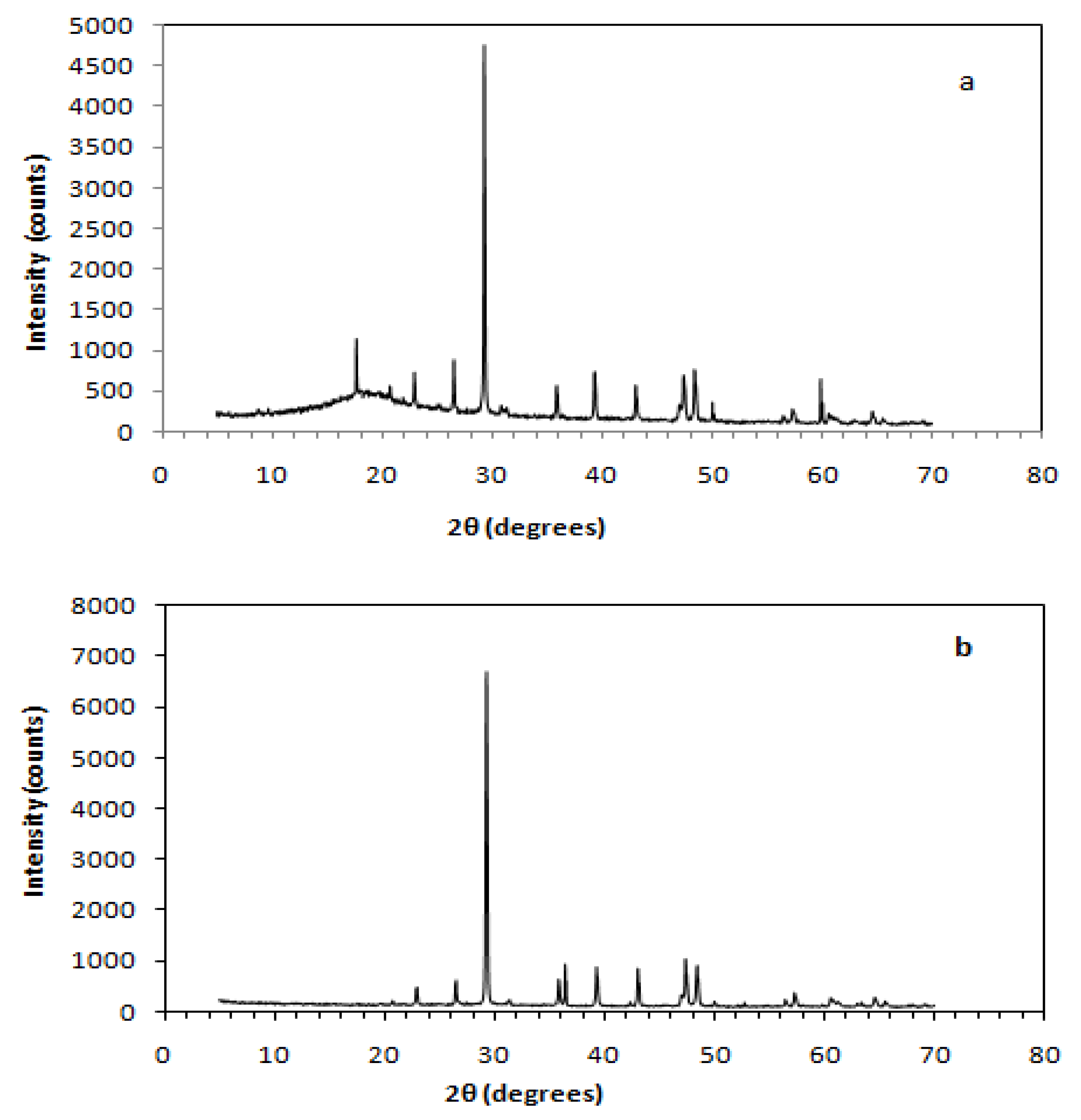
3.3. SEM, EDX, and XRD Characterization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ramakrishna, S.; Mayer, J.; Wintermantel, E.; Leong, K.W. Biomedical applications of polymer-composite materials: A review. Compos. Sci. Technol. 2001, 61, 1189–1224. [Google Scholar] [CrossRef]
- Mangalgiri, P. Composite materials for aerospace applications. Bull. Mater. Sci. 1999, 22, 657–664. [Google Scholar] [CrossRef] [Green Version]
- Schmidt, S.; Beyer, S.; Knabe, H.; Immich, H.; Meistring, R.; Gessler, A. Advanced ceramic matrix composite materials for current and future propulsion technology applications. Acta Astronaut. 2004, 55, 409–420. [Google Scholar] [CrossRef]
- Fillip, P.; Weiss, Z.; Rafaja, D. On friction layer formation in polymer matrix composite materials for brake applications. Wear 2002, 252, 189–198. [Google Scholar] [CrossRef]
- Kong, L.B.; Li, Z.W.; Liu, L.; Huang, R.; Abshinova, M.A.; Yang, Z.H.; Tang, C.B.; Tan, P.K.; Deng, C.R.; Matitsine, S. Recent progress in some composite materials and structures for specific electromagnetic applications. Int. Mater. Rev. 2013, 58, 203–259. [Google Scholar] [CrossRef]
- Salernitano, E.; Migliaresi, C. Composite Materials for Biomedical Applications: A Review. J. Appl. Biomater. Biomech. 2003, 1, 3–18. [Google Scholar]
- Foo, K.Y.; Hameed, B.H. The environmental applications of activated carbon/zeolite composite materials. Adv. Colloid Interface Sci. 2011, 162, 22–28. [Google Scholar] [CrossRef] [PubMed]
- Bader, M.G. Selection of composite materials and manufacturing routes for cost-effective performance. Compos. Part A 2002, 33, 913–934. [Google Scholar] [CrossRef]
- Fuchs, E.R.; Field, F.R.; Roth, R.; Kirchain, R.E. Strategic materials selection in the automobile body: Economic opportunities for polymer composite design. Compos. Sci. Technol. 2008, 68, 1989–2002. [Google Scholar] [CrossRef]
- Rajak, D.K.; Pagar, D.D.; Kumar, R.; Pruncu, C.I. Recent progress of reinforcement materials: A comprehensive overview of composite materials. J. Mater. Res. Technol. 2019, 8, 6354–6374. [Google Scholar] [CrossRef]
- Egbo, M.K. A fundamental review on composite materials and some of their applications in biomedical engineering. J. King Saud Univ. Eng. Sci. 2020, in press. [Google Scholar] [CrossRef]
- Ali, A.; Andriyana, A. Properties of multifunctional composite materials based on nanomaterials: A review. RSC Adv. 2020, 10, 16390–16403. [Google Scholar] [CrossRef]
- Beecroft, L.L.; Ober, C.K. Nanocomposite Materials for Optical Applications. Chem. Mater. 1997, 9, 1302–1317. [Google Scholar] [CrossRef]
- Simitzis, J. Science and Technology of Polymer and Composite Materials; National Technical University: Athens, Greece, 2017. [Google Scholar]
- Kalužová, A.; Pěnčík, J.; Matějka, L.; Pospíšil, T.; Dostálová, D. Production of thermal insulation composite material based on polymers. Adv. Mater. Res. 2012, 535, 239–242. [Google Scholar] [CrossRef]
- Chung, D.D. Composite materials for thermal applications. In Composite Materials. Engineering Materials and Processes; Springer: London, UK, 2003; pp. 55–71. [Google Scholar]
- Chadiarakou, S.; Antoniadou, P. Application of Innovative Composite Cool Thermal Insulating Material for the Energy Upgrade of Buildings. Procedia Environ. Sci. 2017, 38, 830–835. [Google Scholar] [CrossRef]
- Fraleoni-Morgera, A.; Chhikara, M. Polymer-Based Nano-Composites for Thermal Insulation. Adv. Eng. Mater. 2019, 21, 1–25. [Google Scholar] [CrossRef]
- Kumar, R. Experimental investigation of heat characteristics of composite material for thermal insulation application. Int. J. Ambient Energy 2019. [Google Scholar] [CrossRef]
- Wicklein, B.; Kocjan, A.; Salazar-Alvarez, G.; Carosio, F.; Camino, G.; Antonietti, M.; Bergstrom, L. Thermally insulating and fire-retardant lightweight anisotropic foams based on nanocellulose and graphene oxide. Nat. Nanotechnol. 2015, 10, 277–283. [Google Scholar] [CrossRef] [PubMed]
- La Rosa, A.D.; Recca, A.; Gagliano, A.; Summerscales, J.; Latteri, A.; Cozzo, G.; Cicala, G. Environmental impacts and thermal insulation performance of innovative composite solutions for building applications. Constr. Build. Mater. 2014, 55, 406–414. [Google Scholar] [CrossRef]
- Nazeran, N.; Moghaddas, J. Synthesis and characterization of silica aerogel reinforced rigid polyurethane foam for thermal insulation application. J. Non Cryst. Solids 2017, 461, 1–11. [Google Scholar] [CrossRef]
- Soupionis, G.; Zoumpoulakis, L. Manufacture and Characterization of Heat-Resistant and Heat-Insulating New Composites Based on Resol Resin-Carbon Fibers-Perlite for the Built Heritage Protection. Scanning 2019, 2019, 8791010. [Google Scholar] [CrossRef]
- Oushabi, A.; Sair, S.; Abboud, Y.; Tanane, O.; El Bouari, A. An experimental investigation on morphological, mechanical and thermal properties of date palm particles reinforced polyurethane composites as new ecological insulating materials in building. Case Stud. Constr. Mater. 2017, 7, 128–137. [Google Scholar] [CrossRef]
- Akovali, G. Polymers in Construction; Rapra Technology Limited: Shrewsbury UK, 2005. [Google Scholar]
- Pendhari, S.S.; Kant, T.; Desai, Y.M. Application of polymer composites in civil construction: A general review. Compos. Struct. 2008, 84, 114–124. [Google Scholar] [CrossRef]
- Cripps, A.; Harris, B.; Ibell, T. Fibre-Reinforced Polymer Composites in Construction; Ciria: London, UK, 2002. [Google Scholar]
- Mohammed, L.; Ansari, M.N.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef] [Green Version]
- Rafiee, M.A.; Rafiee, J.; Wang, Z.; Song, H.; Yu, Z.Z.; Koratkar, N. Enhanced Mechanical Properties of Nanocomposites at Low Graphene Content. ACS Nano 2009, 3, 3884–3890. [Google Scholar] [CrossRef]
- Nazem Salimi, M.; Torabi Merajin, M.; Besharati Givi, M.K. Enhanced mechanical properties of multifunctional multiscale glass/carbon/ epoxy composite reinforced with carbon nanotubes and simultaneous carbon nanotubes/nanoclays. J. Compos. Mater. 2017, 51, 745–758. [Google Scholar] [CrossRef]
- Kumar, A.; Anant, R.; Kumar, K.; Chauhan, S.S.; Kumar, S.; Kumar, R. Anticorrosive and electromagnetic shielding response of a graphene/TiO2–epoxy nanocomposite with enhanced mechanical properties. RSC Adv. 2016, 6, 113405–113414. [Google Scholar] [CrossRef]
- Cho, J.; Joshi, M.S.; Sun, C.T. Effect of inclusion size on mechanical properties of polymeric composites with micro and nano particles. Compos. Sci. Technol. 2006, 66, 1941–1952. [Google Scholar] [CrossRef]
- Wang, S.; Adanur, S.; Jang, B.Z. Mechanical and thermo-mechanical failure mechanism analysis of fiber/filler reinforced phenolic matrix composites. Compos. Part B 1997, 28, 215–231. [Google Scholar] [CrossRef]
- Peters, S.T. Handbook of Composites; Chapman & Hall: London, UK, 1998. [Google Scholar]
- Gharbi, A.; Hassen, R.B.; Boufi, S. Composite materials from unsaturated polyester resin and olive nuts residue: The effect of silane treatment. Ind. Crop. Prod. 2014, 62, 491–498. [Google Scholar] [CrossRef]
- Essabir, H.; Nekhlaoui, S.; Bensalah, M.Q.; Rodrigue, D.; Bouhfid, R.; el Kaseem, A.Q. Phosphogypsum Waste Used as Reinforcing Fillers in Polypropylene Based Composites: Structural, Mechanical and Thermal Properties. J. Polym. Environ. 2017, 25, 658–666. [Google Scholar] [CrossRef]
- Siddique, R. Utilization of coal combustion by-products in sustainable construction materials. Resour. Conserv. Recycl. 2010, 54, 1060–1066. [Google Scholar] [CrossRef]
- Khan, M.S.; Sohail, M.; Khattak, N.S.; Sayed, M. Industrial ceramic waste in Pakistan, valuable material for possible applications. J. Clean. Prod. 2016, 139, 1520–1528. [Google Scholar] [CrossRef]
- Sienkiewicz, M.; Kucinska-Lipka, J.; Janik, H.; Balas, A. Progress in used tyres management in the European Union: A review. Waste Manag. 2012, 32, 1742–1751. [Google Scholar] [CrossRef]
- Vakalis, S.; Moustakas, K.; Semitekolos, D.; Novakovic, J.; Malamis, D.; Zoumpoulakis, L.; Loizidou, M. Introduction to the Concept of Particleboard Production from Mixtures of Sawdust and Dried Food Waste. Waste Biomass Valorization 2018, 9, 2373–2379. [Google Scholar] [CrossRef]
- Popita, G.E.; Rosu, C.; Manciula, D.; Corbu, O.; Popovic, A.; Nemes, O.; Sandu, A.V.; Proorocup, M.; Bogdan, D.S. Industrial Tanned Leather Waste Embedded in Modern Composite Materials. Mater. Plast. 2016, 53, 308–311. [Google Scholar]
- Ribeiro, M.C.; Fiúza, A.; Ferreira, A.; Dinis, M.D.; Meira Castro, A.C.; Meixedo, J.P.; Alvim, M.R. Recycling Approach towards Sustainability Advance of Composite Materials’ Industry. Recycling 2016, 1, 178. [Google Scholar] [CrossRef] [Green Version]
- Patti, A.; Cicala, G.; Acierno, D. Eco-Sustainability of the Textile Production: Waste Recovery and Current Recycling in the Composites World. Polymers 2021, 13, 134. [Google Scholar] [CrossRef]
- Du Plessis, C. A strategic frame work for sustainable construction in developing countries. Constr. Manag. Econ. 2007, 25, 67–76. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Labrincha, J. The future of construction materials research and the seventh UN Millennium Development Goal: A few insights. Constr. Build. Mater. 2013, 40, 729–737. [Google Scholar] [CrossRef]
- Rios, F.; Chong, W.; Grau, D. Design for disassembly and deconstruction-challenges and opportunities. Procedia Eng. 2015, 118, 1296–1304. [Google Scholar] [CrossRef] [Green Version]
- Leigh, N.; Patterson, L. Deconstructing to Redevelop: A Sustainable Alternative to Mechanical Demolition: The Economics of Density Development Finance and Pro Formas. J. Am. Plan. Assoc. 2006, 72, 217–225. [Google Scholar] [CrossRef]
- Coronado, M.; Dosal, E.; Coz, A.; Viguri, J. Estimation of construction and demolition waste (C & DW) generation and multicriteria analysis of C & DW management alternatives: A case study in Spain. Waste Biomass Valorization 2011, 2, 209–225. [Google Scholar]
- Del Río Merino, M.; Izquierdo Gracia, P.; Weis Azevedo, I.S. Sustainable construction: Construction and demolition waste reconsidered. Waste Manag. Res. 2009, 28, 118–129. [Google Scholar] [CrossRef] [Green Version]
- Saiz Martínez, P.; González Cortina, M.; Fernández Martínez, F.; Rodríguez Sánchez, A. Comparative study of three types of fine recycled aggregates from construction and demolition waste (CDW), and their use in masonry mortar fabrication. J. Clean. Prod. 2016, 118, 162–169. [Google Scholar] [CrossRef] [Green Version]
- Ulebeyli, S.; Kazaz, A.; Arslan, V. Construction and demolition waste recycling plants revisited management issues. Procedia Eng. 2017, 172, 1190–1197. [Google Scholar] [CrossRef]
- Bogiatzidis, C.; Semitekolos, D.; Zoumpoulakis, L. Recycling and Exploitation of Construction and Demolition Wastes as Additives in Unsaturated Polyester Composite Building and Insulation Materials; Mechanical and Thermal Properties Investigation. J. Mater. Sci. Res. Rev. 2018, 1, 1–11. [Google Scholar]
- Bogiatzidis, C.; Zoumpoulakis, L. Development of Building and Insulation Epoxy Based Composite Materials Loaded with Construction and Demolition Wastes; Mechanical and Thermal- Insulation Behaviour Analysis. J. Mater. Sci. Res. Rev. 2018, 1, 1–11. [Google Scholar]
- Bogiatzidis, C.; Zoumpoulakis, L. Effects of construction and demolition wastes particle-loading on mechanical response of polymeric composite materials. In Proceedings of the 6th International Conference on Sustainable Solid Waste Management, Naxos, Greece, 13–16 June 2018; p. 49. [Google Scholar]
- Bogiatzidis, C.; Zoumpoulakis, L. Study and manufacture of polymer composite building and insulation materials embedding C&D waste. In Proceedings of the 12th Chemical Engineering Panhellenic Conference, Athens, Greece, 29–31 May 2019; p. PN0019. [Google Scholar]
- Bogiatzidis, C.; Zoumpoulakis, L. Manufacture and Characterization of Novolac Resin-Construction and Demolition Wastes Composites. Emerg. Mater. Res. 2021, 10, 1–6. [Google Scholar]
- ASTM C 136-14. In American Society of Testing and Material, Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates; ASTM International: West Conshohocken, PA, USA, 2014.
- Yeon, J. Deformability of Bisphenol A-Type Epoxy Resin-Based Polymer Concrete with Different Hardeners and Fillers. Appl. Sci. 2020, 10, 1336. [Google Scholar] [CrossRef] [Green Version]
- Olusanya, J.; Kanny, K.; Singh, S. Bulk cure study of nanoclay filled epoxy glass fiber reinforced composite material. J. Polym. Eng. 2017, 37, 247–259. [Google Scholar] [CrossRef]
- Asimakopoulos, I.; Zoumpoulakis, L.; Psarras, G.C. Development and Characterization of a Novolac Resin/BaTiO3 Nanoparticles Composite System. J. Appl. Polym. Sci. 2012, 125, 3737–3744. [Google Scholar] [CrossRef]
- Asimakopoulos, I.; Psarras, G.; Zoumpoulakis, L. Nanocomposites of Barium Titanate Nanoparticles Embedded in Thermosetting Polymer Matrices (Novolac Resin/Unsaturated Polyesters/Epoxy Resin): A Comparative Study. ChemEngineering 2019, 3, 12. [Google Scholar] [CrossRef] [Green Version]
- Simitzis, J. Correlation between the production parameters and the mechanical properties of novolac resins reinforced with carbon fibers. Angew. Makromol. Chem. 1989, 165, 21–34. [Google Scholar] [CrossRef]
- Kallergis, J.; Pisania, M.; Simitzis, J. Manufacture and Characterization of Heat Resistant and Insulating New Composites Based on Novolac Resin-Carbon-Perlite. Macromol. Symp. 2013, 331, 137–143. [Google Scholar] [CrossRef]
- ASTM D 790-03. In American Society of Testing and Material, Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials; ASTM International: West Conshohocken, PA, USA, 2003.
- ASTM D 2344-00. In American Society of Testing and Material, Standard Test Method for Short-Beam Strength of Polymer Matrix Composite Materials and Their Laminates; ASTM International: West Conshohocken, PA, USA, 2000.
- ASTM C 177-04. In American Society of Testing and Material, Standard Test Method for Steady-State Heat Flux Measurements and Thermal Transmission Properties by Means of the Guarded-Hot-Plate Apparatus; ASTM International: West Conshohocken, PA, USA, 2004.
- Holzwarth, U.; Gibson, N. The Scherrer equation versus the ‘Debye-Scherrer equation’. Nat. Nanotechnol. 2011, 6, 534. [Google Scholar] [CrossRef] [PubMed]
- Brostow, W.; Lobland, H.E. Brittleness of materials: Implications for composites and a relation. J. Mater. Sci. 2010, 45, 242–250. [Google Scholar] [CrossRef]
- Radhakrishna, P.; Kumar, K.; Venugopal, K.; Vinod, S. Characteristics of Alternative building materials. In Proceedings of the 2015 International Conference on Food Nutrition and Civil Engineering (ICFNCE’ 2015), Dubai, UAE, 14–15 March 2015. [Google Scholar]
- Klimenko, N.N.; Kolokol’chikov, I.Y.; Mikhailenko, N.Y.; Orlova, L.A.; Sigaev, V.N. New High-Strength Building Materials Based on Metallurgy Wastes. Glass Ceram. 2018, 75, 206–210. [Google Scholar] [CrossRef]
- Plummer, H.C. Brick and Tile Engineering; Brick Institute of America: Reston, VA, USA, 1977. [Google Scholar]
- Simitzis, J. Polymers; National Technical University: Athens, Greece, 1994. [Google Scholar]
- Vu, H.H.; Khan, M.D.; Chilakala, R.; Lai, T.Q.; Thenepalli, T.; Ahn, J.W.; Park, D.U.; Kim, J. Utilization of Lime Mud Waste from Paper Mills for Efficient Phosphorus Removal. Sustainability 2019, 11, 1524. [Google Scholar] [CrossRef] [Green Version]
- Roque, J.; Molera, J.; Ceprias, G.; Vendrell-Saz, M.; Perez-Apantegui, J. Analytical study of the behaviour of some ingredients used in lustre ceramic decorations following different recipes. Phase Transit. 2008, 81, 267–282. [Google Scholar] [CrossRef]
- Gaddam, A.; Fernandes, H.R.; Dilshat, U.; Tulyaganov, D.U.; Pascual, M.J.; Ferreira, J.M. Role of manganese on the structure, crystallization and sintering of non-stoichiometric lithium disilicate glasses. RSC Adv. 2014, 4, 13581–13592. [Google Scholar] [CrossRef]
- Swarup, S. A comparative Study of Bisphenol-A, Hydantoin and Cyanuric Acid Based Epoxy Resins using XRD. Mater. Sci. Appl. 2011, 2, 1516–1519. [Google Scholar] [CrossRef] [Green Version]
- Brnardic, I.; Ivankovic, M.; Ivankovic, H.; Mencer, H.J. Isothermal and Nonisothermal Cure Kinetics of an Epoxy/Poly (oxypropylene) diamine/Octadecylammonium Modified Montmorillonite System. J. Appl. Polym. Sci. 2006, 100, 1765–1771. [Google Scholar] [CrossRef]
- Lin, K.F.; Chung, U.L. Phase-inversion investigations of rubber-modified epoxies by electron microscopy and X-ray diffraction. J. Mater. Sci. 1994, 29, 1198–1202. [Google Scholar] [CrossRef]
- Ranganathan, T.; Ramesh, C. Synthesis and characterization of main chain thermotropic liquid crystalline polyesters based on methyl 4-[4′-ω-hydroxyalkoxy) bisphenyl-4-yl]-4-oxobutatyrate: Effects of keto group and connectivity on mesophasic characteristics of biphenyl based AB-type polyesters. React. Funct. Polym. 2006, 66, 1003–1013. [Google Scholar]
- Tang, J.; Zhang, Z.; Song, Z.; Chen, L.; Hou, X.; Yao, K. Synthesis and characterization of elastic aliphatic polyesters from sebasic acid, glycol and glycerol. Eur. Polym. J. 2006, 42, 3360–3366. [Google Scholar] [CrossRef]
- Kostrewa, M.; Hausnerova, B.; Bakar, M.; Pajak, K. Preparation and Characterization of an Epoxy Resin Modified by a combination of MDI-Based Polyurethane and Montmorillonite. J. Appl. Polym. Sci. 2011, 122, 3237–3247. [Google Scholar] [CrossRef]
- Patil, V.B.; Medhi, M.; Bhairamadgi, N.S.; Wadgaonkar, P.P.; Maldar, N.N. Synthesis and characterization of polyesters from 2,3-bis (4′-hydroxy phenyl) quinoxaline and 2,3-bis (2′-hydroxynapthalene-6′-yl) quinoxaline. Mater. Sci. Eng. B 2010, 168, 186–192. [Google Scholar] [CrossRef]
- Bahramian, A.R. Pyrolysis and flammability properties of novolac/graphite nanocomposites. Fire Saf. J. 2013, 61, 265–273. [Google Scholar] [CrossRef]
- Nair, C.P.; Bindu, R.L.; Ninan, K.N. Thermal characteristics of addition-cure phenolic resins. Polym. Degrad. Stab. 2001, 73, 251–257. [Google Scholar] [CrossRef]
- Zhang, X.; Hu, H.; Zhu, Y.; Zhu, S. Effect of carbon molecular sieve on phenol formaldehyde novolac resin based carbon membranes. Sep. Purif. Technol. 2006, 52, 261–265. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Resin | Viscosity [Pa s] | Density [g/cm3] | Pot Life [min] | Hardening Time [min] | A:B Mixture Analogy (w/w) |
|---|---|---|---|---|---|
| Epoxol 2874 | 1.22 | 1.09 | 35–45 | 240 | 100:58 |
| PE6/TC | 0.55–0.65 | 1.2 | 20–25 | 45–55 | 100:2 |
| Laboratory made Novolac (powder) | - | 0.9 | - | 160 | 7:2 (HEXA as hardener) |
| PMC Name | Filler (% w/w) | Resin (% w/w) | Comment |
|---|---|---|---|
| ER-100 | 0 | 100 | Mech./ thermal properties testing |
| ER–CDW30-500μm | 30 | 70 | Mech./ thermal properties testing |
| ER–CDW40-500μm | 40 | 60 | Mech./ thermal properties testing |
| ER–CDW50-500μm | 50 | 50 | Mechanical properties testing |
| ER–CDW30-300μm | 30 | 70 | Mech./ thermal properties testing |
| ER–CDW40-300μm | 40 | 60 | Mech./ thermal properties testing |
| ER–CDW50-300μm | 50 | 50 | Mech./ thermal properties testing |
| UP-100 | 0 | 100 | Mech./ thermal properties testing |
| UP–CDW30-500μm | 30 | 70 | Mech./ thermal properties testing |
| UP–CDW40-500μm | 40 | 60 | Mech./ thermal properties testing |
| UP–CDW50-500μm | 50 | 50 | Mechanical properties testing |
| UP–CDW30-300μm | 30 | 70 | Mech./ thermal properties testing |
| UP-CDW40-300μm | 40 | 60 | Mech./ thermal properties testing |
| UP–CDW50-300μm | 50 | 50 | Mechanical properties testing |
| N-100 | 0 | 100 | Mech./ thermal properties testing |
| N–CDW30-500μm | 30 | 70 | Mechanical/ thermal properties testing |
| N–CDW30-300μm | 30 | 70 | Mech./ thermal properties testing |
| PMC Name | Filler (% w/w) | Resin (% w/w) | Flex. Strength (MPa) | Shear Strength (MPa) |
|---|---|---|---|---|
| ER-100 | 0 | 100 | 166.87 | 13.80 |
| ER–CDW30-300μm | 30 | 70 | 60.03 | 7.54 |
| ER–CDW40-300μm | 40 | 60 | 39.68 | 3.57 |
| ER–CDW50-300μm | 50 | 50 | 26.45 | 2.66 |
| ER–CDW30-500μm | 30 | 70 | 34.59 | 3.72 |
| ER–CDW40-500μm | 40 | 60 | 25.43 | 3.42 |
| ER–CDW50-500μm | 50 | 50 | 24.42 | 2.05 |
| UP-100 | 0 | 100 | 75.30 | 13.95 |
| UP–CDW30-300μm | 30 | 70 | 34.59 | 3.72 |
| UP–CDW40-300μm | 40 | 60 | 35.61 | 4.18 |
| UP–CDW50-300μm | 50 | 50 | 30.25 | 2.66 |
| UP–CDW30-500μm | 30 | 70 | 33.58 | 2.81 |
| UP–CDW40-500μm | 40 | 60 | 34.61 | 3.87 |
| UP–CDW50-500μm | 50 | 50 | 27.47 | 2.50 |
| N-100 | 0 | 100 | 26.80 | 1.81 |
| N–CDW30-300μm | 30 | 70 | 21.79 | 1.26 |
| N–CDW30-500μm | 30 | 70 | 21.79 | 1.21 |
| Composite | C&D (% w/w) | Resin (% w/w) | Thermal Conductivity Coefficient, λ [W/m∙K] |
|---|---|---|---|
| ER-100 | 0 | 100 | 1.20 |
| ER–CDW30-500μm | 30 | 70 | 0.70 |
| ER–CDW40-500μm | 40 | 60 | 0.64 |
| ER–CDW30-300μm | 30 | 70 | 1.02 |
| ER–CDW40-300μm | 40 | 60 | 0.53 |
| UP-100 | 0 | 100 | 0.27 |
| UP–CDW30-500μm | 30 | 70 | 0.59 |
| UP–CDW40-500μm | 40 | 60 | 0.46 |
| UP–CDW30-300μm | 30 | 70 | 0.63 |
| UP–CDW40-300μm | 40 | 60 | 0.39 |
| N-100 | 0 | 100 | 0.72 |
| N–CDW30-500μm | 30 | 70 | 0.42 |
| N–CDW30-300μm | 30 | 70 | 0.36 |
| PMC Name | C (wt.%) | O (wt.%) | Ca (wt.%) | Si (wt.%) | Al (wt.%) | Mg (wt.%) | Total |
|---|---|---|---|---|---|---|---|
| ER–CDW30-500μm | 77.27 | 18.18 | 3.73 | 0.81 | - | - | 100.00 |
| ER–CDW30-300μm | 73.75 | 19.03 | 5.55 | 1.66 | - | - | 100.00 |
| UP–CDW40-50 μm | 69.08 | 26.24 | 3.69 | 0.99 | - | - | 100.00 |
| UP–CDW40-300μm | 60.57 | 31.21 | 7.01 | 1.21 | - | - | 100.00 |
| N–CDW30-500μm | 72.01 | 23.75 | 3.62 | 0.62 | - | - | 100.00 |
| N–CDW30-300μm | 81.94 | 16.12 | 1.60 | 0.35 | - | - | 100.00 |
| Type of filler | |||||||
| 500 μm CDW filler | 11.09 | 46.75 | 35.27 | 4.53 | 2.08 | 0.37 | 100.00 |
| 300 μm CDW filler | 12.60 | 51.73 | 26.81 | 5.55 | 2.75 | 0.57 | 100.00 |
| Composite | Crystalline Name | Formula | Pattern PDF |
|---|---|---|---|
| 500 μm CDW filler | Calcite | CaCO3 | 72-1937 |
| - | Quartz | SiO2 | 01-083-2187 |
| 300 μm CDW filler | Calcite | CaCO3 | 72-1937 |
| - | Quartz | SiO2 | 01-047-1144 |
| Composite | Crystallite Size (nm) |
|---|---|
| 300μm CDW filler | 116.65 |
| 500 μm CDW filler | 116.65 |
| ER–CDW30-500 μm | 107.71 |
| ER–CDW30-300 μm | 114.43 |
| UP–CDW40-500 μm | 107.70 |
| UP–CDW40-300 μm | 110.44 |
| N–CDW30-50 0μm | 99.96 |
| N–CDW30-300 μm | 122.54 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bogiatzidis, C.; Zoumpoulakis, L. Thermoset Polymer Matrix Composites of Epoxy, Unsaturated Polyester, and Novolac Resin Embedding Construction and Demolition Wastes powder: A Comparative Study. Polymers 2021, 13, 737. https://doi.org/10.3390/polym13050737
Bogiatzidis C, Zoumpoulakis L. Thermoset Polymer Matrix Composites of Epoxy, Unsaturated Polyester, and Novolac Resin Embedding Construction and Demolition Wastes powder: A Comparative Study. Polymers. 2021; 13(5):737. https://doi.org/10.3390/polym13050737
Chicago/Turabian StyleBogiatzidis, Costas, and Loukas Zoumpoulakis. 2021. "Thermoset Polymer Matrix Composites of Epoxy, Unsaturated Polyester, and Novolac Resin Embedding Construction and Demolition Wastes powder: A Comparative Study" Polymers 13, no. 5: 737. https://doi.org/10.3390/polym13050737
APA StyleBogiatzidis, C., & Zoumpoulakis, L. (2021). Thermoset Polymer Matrix Composites of Epoxy, Unsaturated Polyester, and Novolac Resin Embedding Construction and Demolition Wastes powder: A Comparative Study. Polymers, 13(5), 737. https://doi.org/10.3390/polym13050737