
Delamination and Manufacturing Defects in Natural Fiber-Reinforced Hybrid Composite: A Review


 ,
,  and
and 
Abstract
:1. Introduction
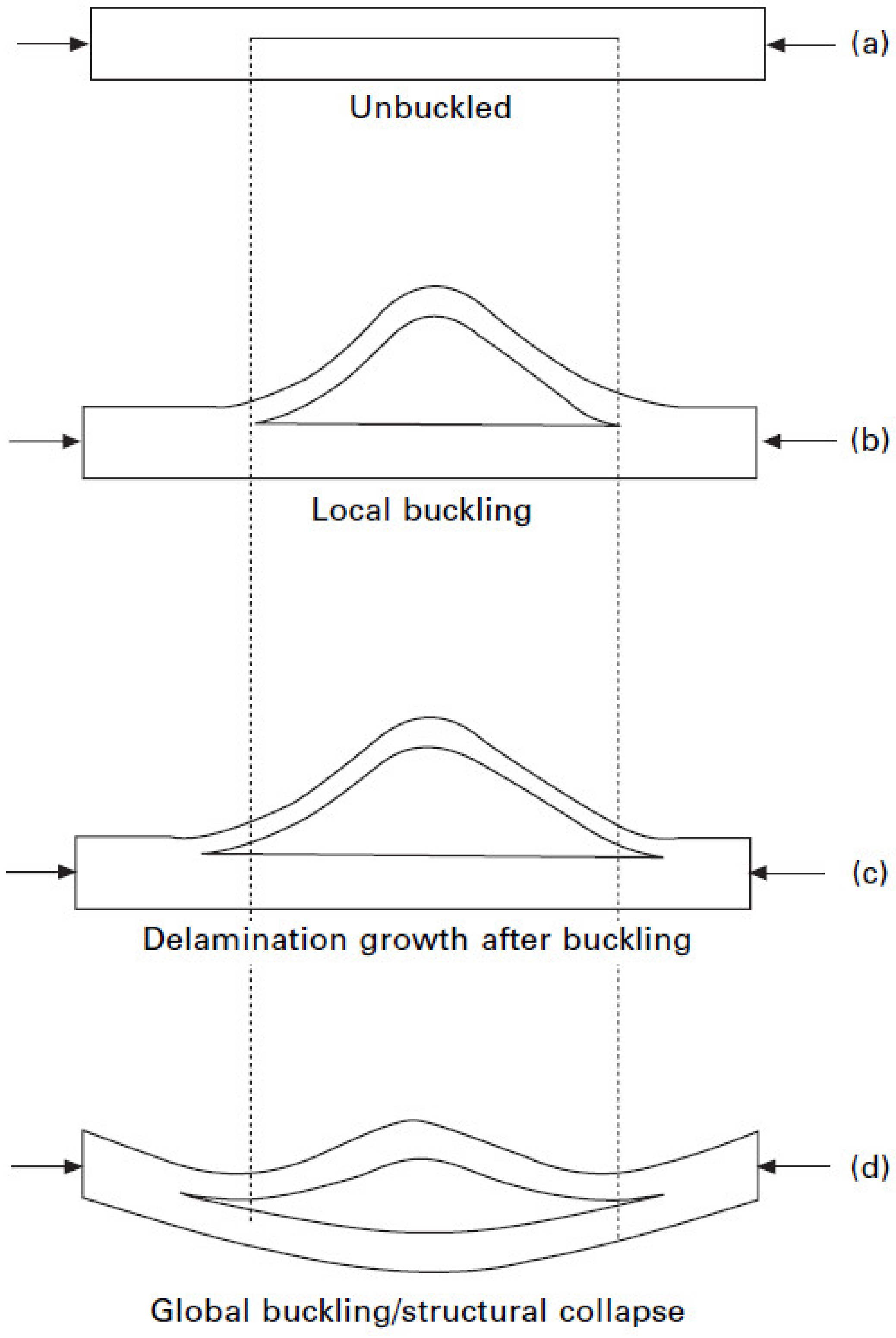
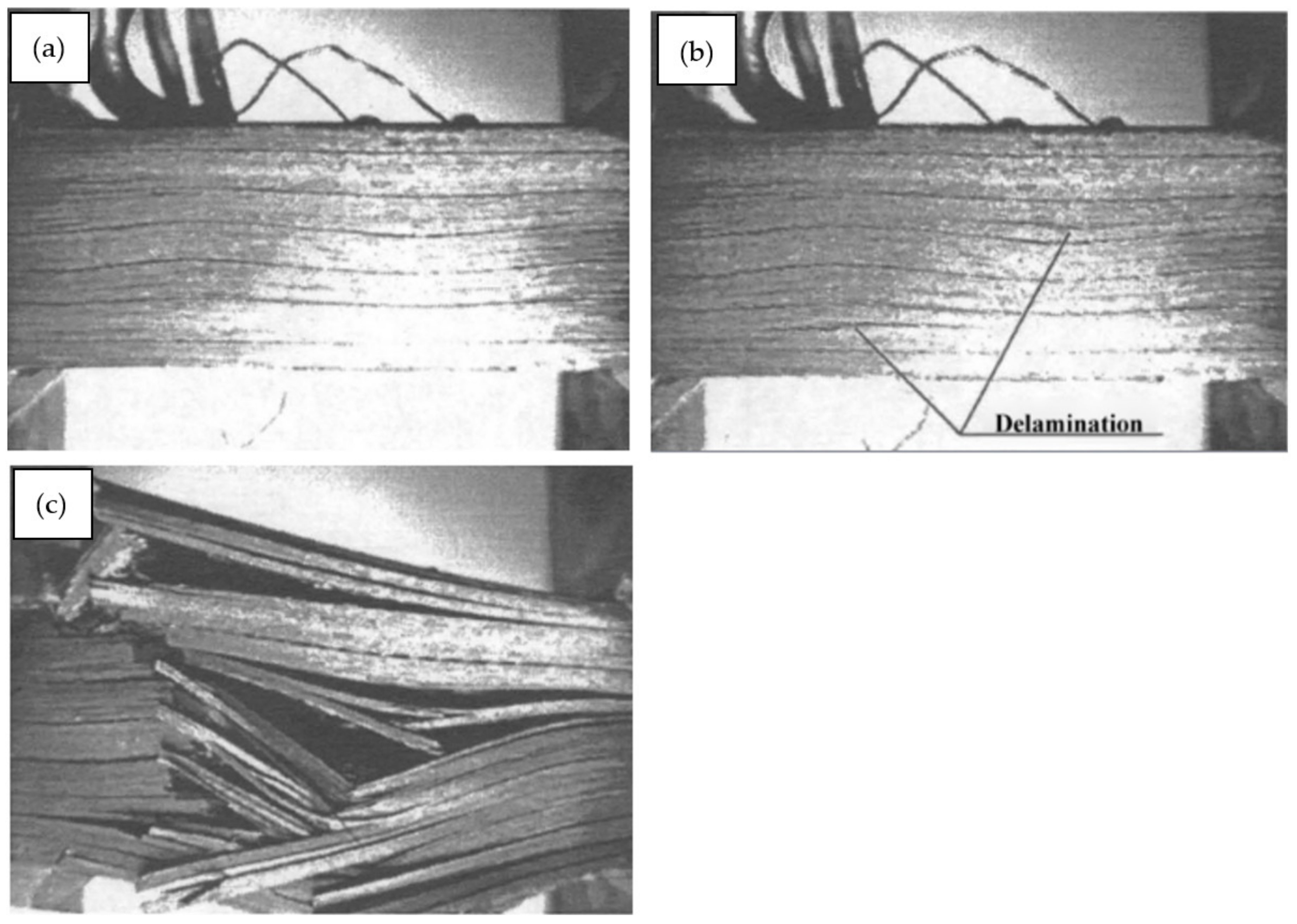
2. Composite Delamination
3. Classification of Manufacturing Defects
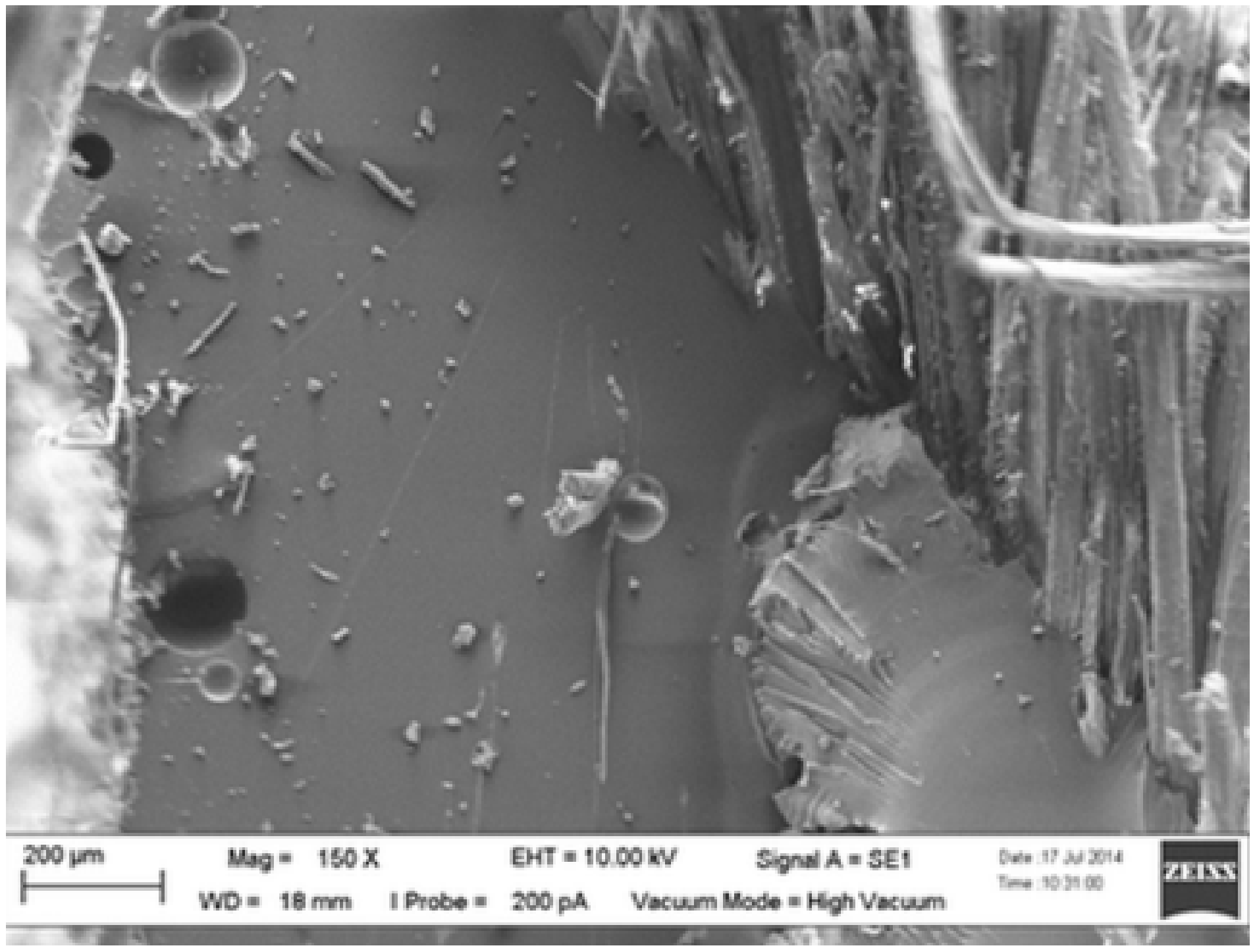
3.1. Voids
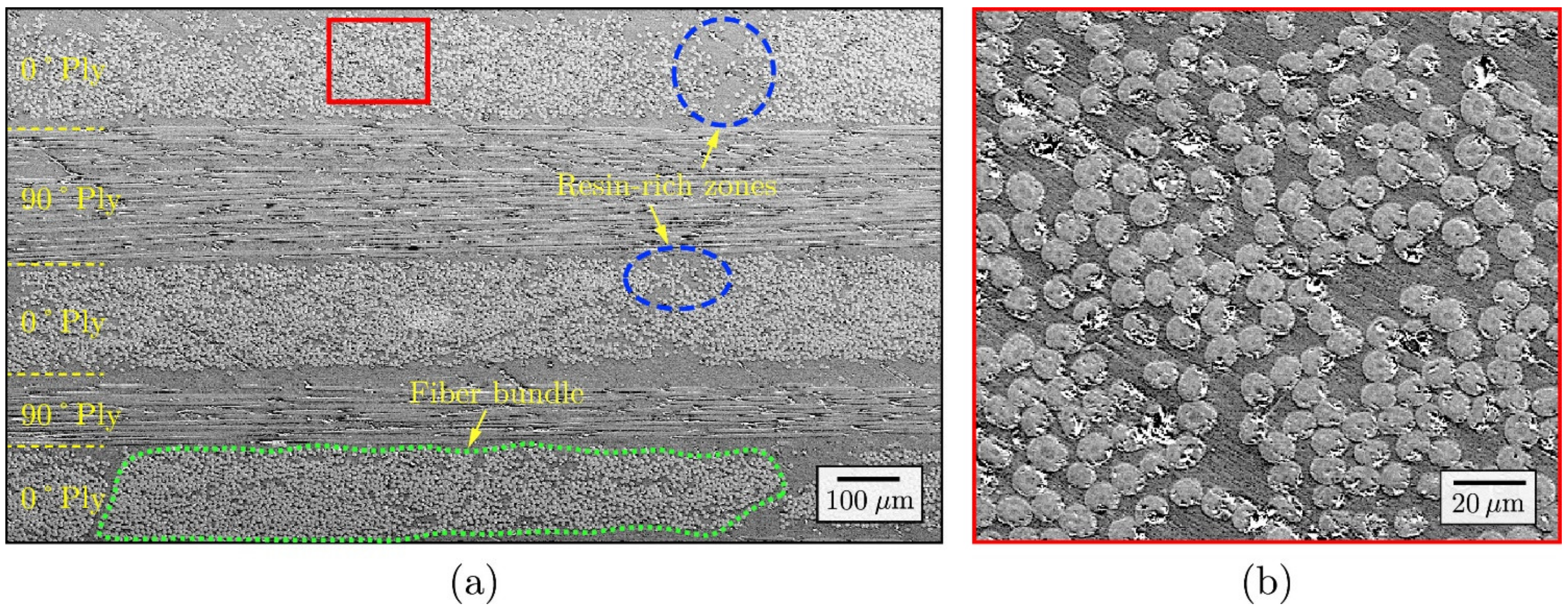
3.2. Resin-Rich Zones
3.3. Pocket of Undispersed Crosslinker
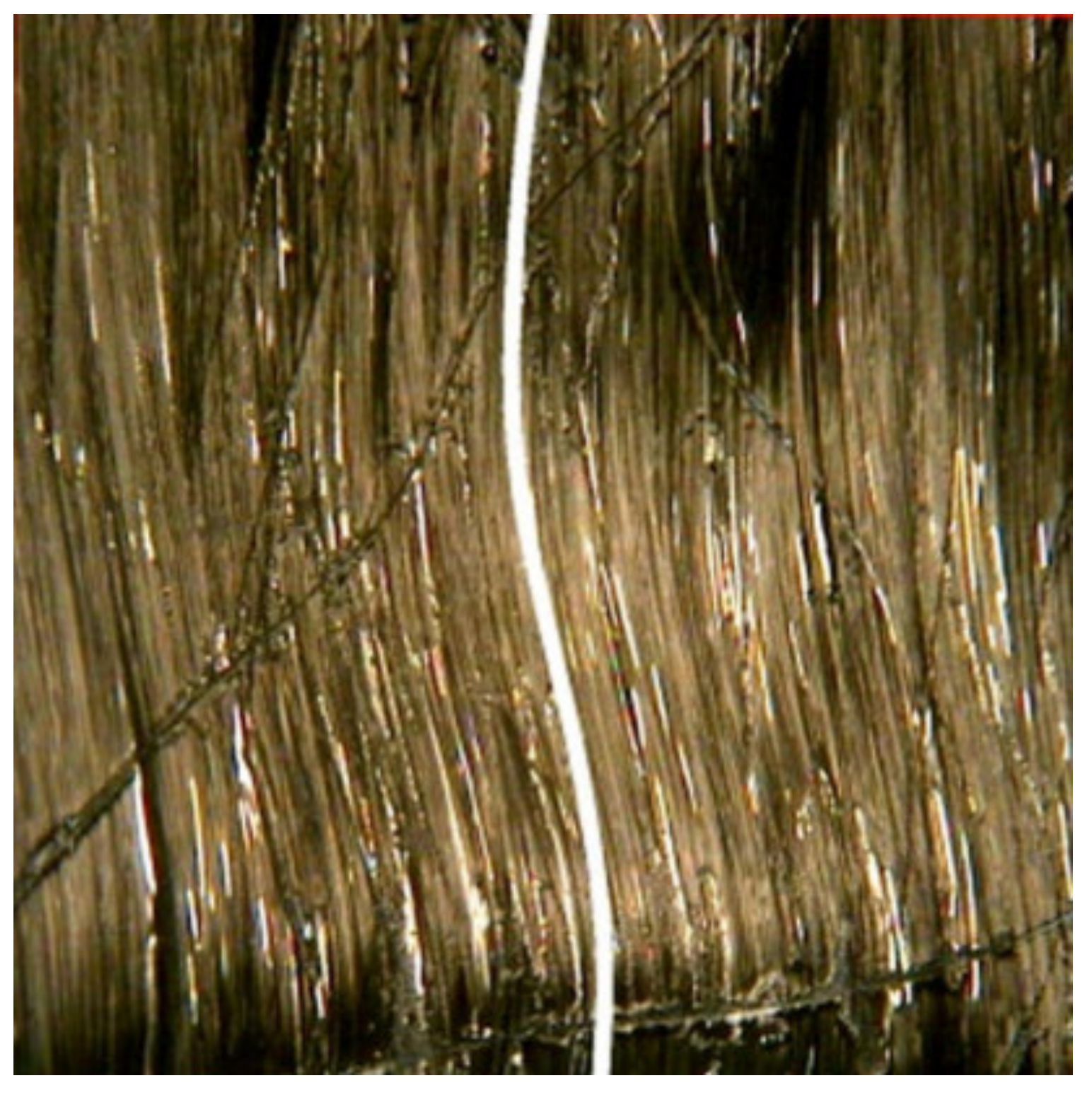
3.4. Misaligned Fibers
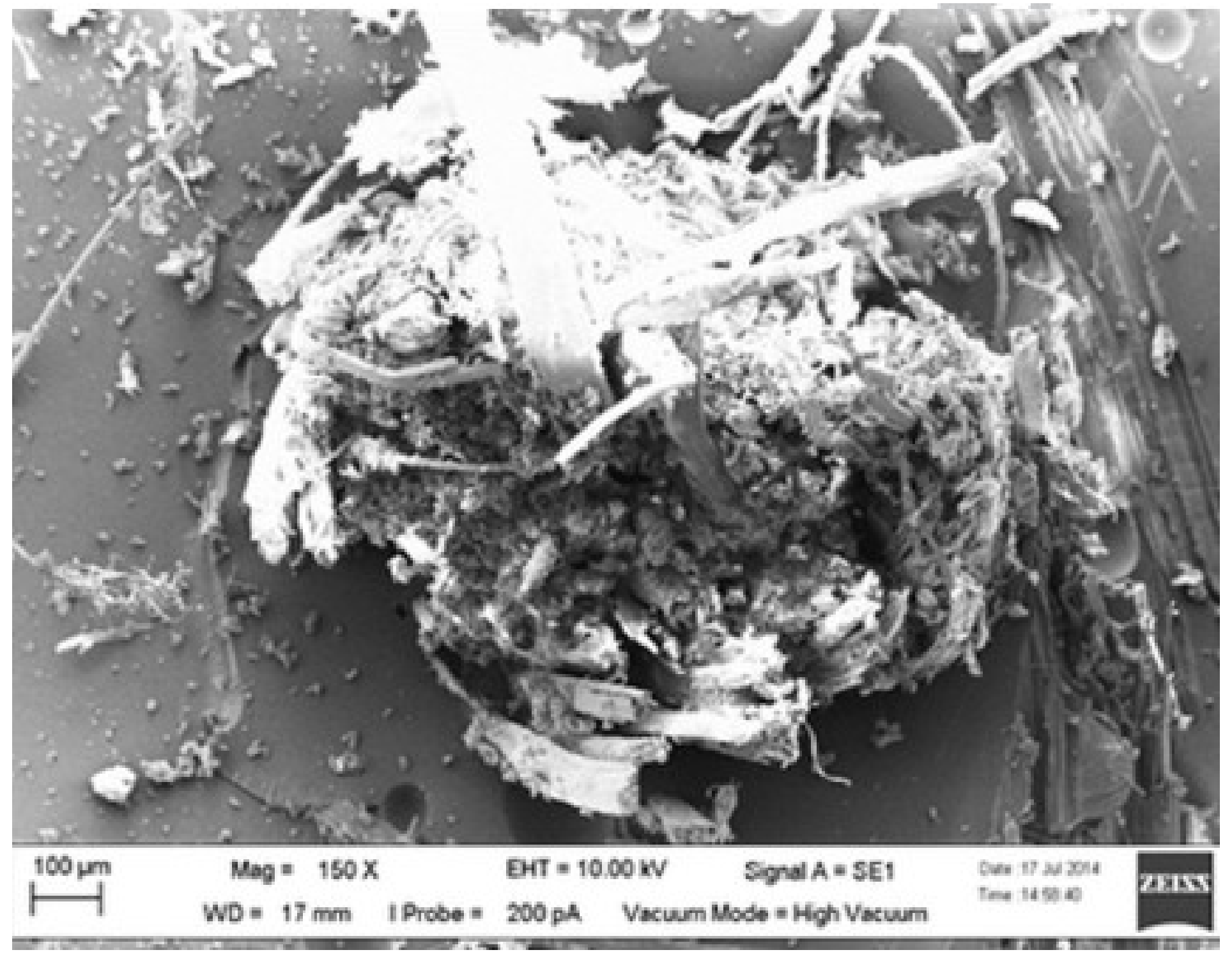
3.5. Region Where Resin Has Poorly Wetted the Fiber
4. Impact of Delamination and Manufacturing Defects
4.1. Mechanical Properties of Hybrid Composite
4.2. Impact Properties
4.3. Tensile Properties
5. Conclusions
- By heating the reinforcement in an oven to 565°C for several hours, the creation of voids can be managed. Compared with the initial reinforcement, the void content then decreased dramatically. This is to modify the surface energy of the fibers by removing the treatment of the surface. In addition, during the fabrication of the specimen, the surrounding temperature must be at constant room temperature to avoid the air from trapping in the specimen and use a roller to remove the trapped air bubbles for hand lay-up technique.
- In order to circumvent the region where resin has poorly wetted the fiber and in order to alter the properties of natural fibers, the fibers must undergo chemical treatments using silane, acetic acid, acrylic acid, etc. This is to promote adhesion by chemically coupling the adhesive to the substrate by enhancing the strength of the fiber fitness and the strengthened natural fiber matrix adhesion.
- Additionally, areas of resin-rich zones in the composite can be controlled by using digital image processing techniques, where the machine can monitor the fiber and matrix distribution in the composite to determine the radiometric properties by plotting the intensity component of the image as a depth map.
- Fiber pull-outs usually occur due to the resin that is not well-distributed through the fiber’s surface and will affect the interfacial between the fiber and matrix. It is suggested that the resin and the optimum fiber contents used must be spread well in the composite during the fabrication.
- The phenomenon of fibers’ misalignment in the composite material can be controlled by (1) keeping the laminate thickness below certain limits to minimize exothermal heat generation; (2) using low forming speeds by generating lower resistance to interply and intraply shearing, thus allowing the blank to deform more easily; (3) preconsolidation every four to five layers using a vacuum bag; and (4) using rubber pads for better pressure distribution.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- EL-Wazery, M.S.; EL-Elamy, M.I.; Zoalfakar, S.H. Mechanical properties of glass fiber reinforced polyester composites. Int. J. Appl. Sci. Eng. 2017, 14, 121–131. [Google Scholar] [CrossRef]
- Shalwan, A.; Yousif, B. In state of art: Mechanical and tribological behaviour of polymeric composites based on natural fibres. Mater. Des. 2013, 48, 14–24. [Google Scholar] [CrossRef]
- Mohammed, L.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015. [Google Scholar] [CrossRef] [Green Version]
- Nurazzi, N.M.; Khalina, A.; Sapuan, S.M.; Ilyas, R.A.; Rafiqah, S.A.; Hanafee, Z.M. Thermal properties of treated sugar palm yarn/glass fiber reinforced unsaturated polyester hybrid composites. J. Mater. Res. Technol. 2020, 9, 1606–1618. [Google Scholar] [CrossRef]
- Aisyah, H.A.; Paridah, M.T.; Sapuan, S.M.; Khalina, A.; Berkalp, O.B.; Lee, S.H.; Lee, C.H.; Nurazzi, N.M.; Ramli, N.; Wahab, M.S.; et al. Thermal Properties of Woven Kenaf/Carbon Fibre-Reinforced Epoxy Hybrid Composite Panels. Int. J. Polym. Sci. 2019, 2019, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Sapuan, S.M.; Aulia, H.S.; Ilyas, R.A.; Atiqah, A.; Dele-Afolabi, T.T.; Nurazzi, M.N.; Supian, A.B.M.; Atikah, M.S.N. Mechanical properties of longitudinal basalt/woven-glass-fiber-reinforced unsaturated polyester-resin hybrid composites. Polymers 2020, 12, 2211. [Google Scholar] [CrossRef]
- Kumar, T.S.M.; Chandrasekar, M.; Senthilkumar, K.; Ilyas, R.A.; Sapuan, S.M.; Hariram, N.; Rajulu, A.V.; Rajini, N.; Siengchin, S. Characterization, Thermal and Antimicrobial Properties of Hybrid Cellulose Nanocomposite Films with in-Situ Generated Copper Nanoparticles in Tamarindus indica Nut Powder. J. Polym. Environ. 2020, 1–10. [Google Scholar] [CrossRef]
- Atiqah, A.; Jawaid, M.; Sapuan, S.M.; Ishak, M.R.; Ansari, M.N.M.; Ilyas, R.A. Physical and thermal properties of treated sugar palm/glass fibre reinforced thermoplastic polyurethane hybrid composites. J. Mater. Res. Technol. 2019, 8, 3726–3732. [Google Scholar] [CrossRef]
- Norizan, M.N.; Abdan, K.; Ilyas, R.A. Effect of water absorption on treated sugar palm yarn fibre/glass fibre hybrid composites. In Proceedings of the Prosiding Seminar Enau Kebangsaan; Institute of Tropical Forest and Forest Products (INTROP), Universiti Putra Malaysia: Bahau, Negeri Sembilan, Malaysia, 1 April 2019; pp. 78–81. [Google Scholar]
- Ibrahim, M.I.J.; Sapuan, S.M.; Zainudin, E.S.; Zuhri, M.Y.M. Preparation and characterization of cornhusk/sugar palm fiber reinforced Cornstarch-based hybrid composites. J. Mater. Res. Technol. 2020, 9, 200–211. [Google Scholar] [CrossRef]
- Afzaluddin, A.; Jawaid, M.; Salit, M.S.; Ishak, M.R. Physical and mechanical properties of sugar palm/glass fiber reinforced thermoplastic polyurethane hybrid composites. J. Mater. Res. Technol. 2019, 8, 950–959. [Google Scholar] [CrossRef]
- Alsubari, S.; Zuhri, M.Y.M.; Sapuan, S.M.; Ishak, M.R.; Ilyas, R.A.; Asyraf, M.R.M. Potential of Natural Fiber Reinforced Polymer Composites in Sandwich Structures: A Review on Its Mechanical Properties. Polymers 2021, 13, 423. [Google Scholar] [CrossRef]
- Ramasamy, M.; Arul Daniel, A.; Nithya, M.; Sathees Kumar, S.; Pugazhenthi, R. Characterization of natural—Synthetic fiber reinforced epoxy based composite—Hybridization of kenaf fiber and kevlar fiber. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Asumani, O.M.L.; Reid, R.G.; Paskaramoorthy, R. The effects of alkali-silane treatment on the tensile and flexural properties of short fibre non-woven kenaf reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1431–1440. [Google Scholar] [CrossRef]
- Mohd Nurazzi, N.; Asyraf, M.R.M.; Khalina, A.; Abdullah, N.; Sabaruddin, F.A.; Kamarudin, S.H.; Ahmad, S.; Mahat, A.M.; Lee, C.L.; Aisyah, H.A.; et al. Fabrication, Functionalization, and Application of Carbon Nanotube-Reinforced Polymer Composite: An Overview. Polymers 2021, 13, 1047. [Google Scholar] [CrossRef]
- Chermoshentseva, A.S.; Pokrovskiy, A.M.; Bokhoeva, L.A. The behavior of delaminations in composite materials—Experimental results. IOP Conf. Ser. Mater. Sci. Eng. 2016, 116. [Google Scholar] [CrossRef] [Green Version]
- Wisnom, M.R. The role of delamination in failure of fibre-reinforced composites. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2012, 370, 1850–1870. [Google Scholar] [CrossRef] [PubMed]
- Imran, M.; Khan, R.; Badshah, S. A review on the effect of delamination on the performance of composite plate. Pak. J. Sci. Ind. Res. Ser. A Phys. Sci. 2018, 61, 173–182. [Google Scholar]
- Hwang, S.-F.; Mao, C.-P. Failure of delaminated interply hybrid composite plates under compression. Compos. Sci. Technol. 2001, 61, 1513–1527. [Google Scholar] [CrossRef]
- Potter, K.; Khan, B.; Wisnom, M.; Bell, T.; Stevens, J. Variability, fibre waviness and misalignment in the determination of the properties of composite materials and structures. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1343–1354. [Google Scholar] [CrossRef]
- Ghayoor, H.; Marsden, C.C.; Hoa, S.V.; Melro, A.R. Numerical analysis of resin-rich areas and their effects on failure initiation of composites. Compos. Part A Appl. Sci. Manuf. 2019, 117, 125–133. [Google Scholar] [CrossRef] [Green Version]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [Green Version]
- Suriani, M.J.; Ali, A.; Khalina, A.; Sapuan, S.M.; Abdullah, S. Detection of Defects in Kenaf/Epoxy using Infrared Thermal Imaging Technique. Procedia Chem. 2012, 4, 172–178. [Google Scholar] [CrossRef] [Green Version]
- Elkington, M.; Bloom, D.; Ward, C.; Chatzimichali, A.; Potter, K. Hand layup: Understanding the manual process. Adv. Manuf. Polym. Compos. Sci. 2015, 1, 138–151. [Google Scholar] [CrossRef] [Green Version]
- Talreja, R. Manufacturing defects in composites and their effects on performance. Polym. Compos. Aerosp. Ind. 2015, 99–113. [Google Scholar] [CrossRef]
- Mehdikhani, M.; Gorbatikh, L.; Verpoest, I.; Lomov, S.V. Voids in fiber-reinforced polymer composites: A review on their formation, characteristics, and effects on mechanical performance. J. Compos. Mater. 2019, 53, 1579–1669. [Google Scholar] [CrossRef]
- Ornaghi, H.L.; Neves, R.M.; Monticeli, F.M.; Almeida, J.H.S. Viscoelastic characteristics of carbon fiber-reinforced epoxy filament wound laminates. Compos. Commun. 2020, 21. [Google Scholar] [CrossRef]
- Liu, X.; Chen, F. A review of void formation and its effects on the mechanical performance of carbon fiber reinforced plastic. Eng. Trans. 2016, 64, 33–51. [Google Scholar]
- Lundström, T.S.; Gebart, B.R.; Lundemo, C.Y. Void Formation in RTM. J. Reinf. Plast. Compos. 1993, 12, 1339–1349. [Google Scholar] [CrossRef]
- Lundström, T.S.; Gebart, B.R. Influence from process parameters on void formation in resin transfer molding. Polym. Compos. 1994, 15, 25–33. [Google Scholar] [CrossRef]
- Afendi, M.; Banks, W.M.; Kirkwood, D. Bubble free resin for infusion process. Compos. Part A Appl. Sci. Manuf. 2005, 36, 739–746. [Google Scholar] [CrossRef]
- Kang, M.K.; Lee, W., II; Hahn, H.T. Formation of microvoids during resin-transfer molding process. Compos. Sci. Technol. 2000, 60, 2427–2434. [Google Scholar] [CrossRef]
- Dong, C.; Tsai, T.C. Formation of resin-rich zones in composites processing. Adv. Mater. Res. 2010, 123–125, 543–546. [Google Scholar] [CrossRef]
- Glinz, J.; Šleichrt, J.; Kytýř, D.; Ayalur-Karunakaran, S.; Zabler, S.; Kastner, J.; Senck, S. Phase-contrast and dark-field imaging for the inspection of resin-rich areas and fiber orientation in non-crimp vacuum infusion carbon-fiber-reinforced polymers. J. Mater. Sci. 2021, 56, 9712–9727. [Google Scholar] [CrossRef]
- Koutsonas, S. Modelling race-tracking variability of resin rich zones on 90° composite 2.2 twill fibre curved plate. Compos. Sci. Technol. 2018, 168, 448–459. [Google Scholar] [CrossRef]
- Haesch, A.; Clarkson, T.; Ivens, J.; Lomov, S.V.; Verpoest, I.; Gorbatikh, L. Localization of carbon nanotubes in resin rich zones of a woven composite linked to the dispersion state. Nanocomposites 2015, 1, 204–213. [Google Scholar] [CrossRef] [Green Version]
- Holmberg, J.A.; Berglund, L.A. Manufacturing and performance of RTM U-beams. Compos. Part A Appl. Sci. Manuf. 1997, 28, 513–521. [Google Scholar] [CrossRef]
- Ahmadian, H.; Yang, M.; Soghrati, S. Effect of resin-rich zones on the failure response of carbon fiber reinforced polymers. Int. J. Solids Struct. 2020, 188–189, 74–87. [Google Scholar] [CrossRef]
- Idrees, M.; Ibrahim, A.M.H.; Tekerek, E.; Kontsos, A.; Palmese, G.R.; Alvarez, N.J. The effect of resin-rich layers on mechanical properties of 3D printed woven fiber-reinforced composites. Compos. Part A Appl. Sci. Manuf. 2021, 144, 106339. [Google Scholar] [CrossRef]
- Placet, V. Composites: Part A Characterization of the thermo-mechanical behaviour of Hemp fibres intended for the manufacturing of high performance composites. Compos. Part A 2009, 40, 1111–1118. [Google Scholar] [CrossRef] [Green Version]
- Placet, V.; Cisse, O. Influence of environmental relative humidity on the tensile and rotational behaviour of hemp fibres. J. Mater. Sci. 2012, 3435–3446. [Google Scholar] [CrossRef]
- Cook, W.D.; Mehrabi, M.; Edward, G.H. Ageing and yielding in model epoxy thermosets. Polymer 1999, 40, 1209–1218. [Google Scholar] [CrossRef]
- Kumar, D.S.; Shukla, M.J.; Mahato, K.K.; Rathore, D.K.; Prusty, R.K.; Ray, B.C. Effect of post-curing on thermal and mechanical behavior of GFRP composites. IOP Conf. Ser. Mater. Sci. Eng. 2015. [Google Scholar] [CrossRef] [Green Version]
- Symp, M. © 2005 WILEY-VCH Verlag GmbH & KGaA, Weinheim. Angew. Chem. Int. Ed. 2005, 195–201. [Google Scholar] [CrossRef]
- Masseteau, B.; Michaud, F.; Irle, M.; Roy, A.; Alise, G. Composites: Part A An evaluation of the effects of moisture content on the modulus of elasticity of a unidirectional flax fiber composite. Compos. Part A 2014, 60, 32–37. [Google Scholar] [CrossRef]
- Gomina, M. Effects of the hygrothermal environment on the mechanical properties of flax fibres. J. Compos. Mater 2014. [Google Scholar] [CrossRef]
- Thor, M.; Sause, M.G.R.; Hinterhölzl, R.M. Mechanisms of Origin and Classification of Out-of-Plane Fiber Waviness in Composite Materials—A Review. J. Compos. Sci. 2020, 4, 130. [Google Scholar] [CrossRef]
- Hsiao, H.M.; Daniel, I.M. Effect of fiber waviness on stiffness and strength reduction of unidirectional composites under compressive loading. Compos. Sci. Technol. 1996, 56, 581–593. [Google Scholar] [CrossRef]
- Parlevliet, P.P.; Bersee, H.E.N.; Beukers, A. Residual stresses in thermoplastic composites—a study of the literature. Part III: Effects of thermal residual stresses. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1581–1596. [Google Scholar] [CrossRef]
- Baran, I.; Cinar, K.; Ersoy, N.; Akkerman, R.; Hattel, J.H. A Review on the Mechanical Modeling of Composite Manufacturing Processes. Arch. Comput. Methods Eng. 2017, 24, 365–395. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Soll, W.; Gutowski, T.G. Forming thermoplastic composite parts. In Proceedings of the 33rd International SAMPE Symposium and Exhibition, Anaheim, CA, USA, 7–10 March 1988; pp. 15–19. [Google Scholar]
- Mallick, P.K. Processing of Polymer Matrix Composites, 1st ed.; Mallick, P.K., Ed.; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Aström, B.T. Thermoplastic composite sheet forming: Materials and manufacturing techniques. In Composite Materials Series; Bhattacharyya, D., Ed.; Elsevier: Amsterdam, The Netherlands, 1997; pp. 27–73. [Google Scholar]
- Hubert, P.; Centea, T.; Grunefelder, L.; Nutt, S.; Kratz, J.; Levy, A. Out-of-Autoclave Prepreg Processing, 2nd ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Hassan, M.H.; Othman, A.R.; Kamaruddin, S. A review on the manufacturing defects of complex-shaped laminate in aircraft composite structures. Int. J. Adv. Manuf. Technol. 2017, 91, 4081–4094. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M. Biopolymers and Biocomposites: Chemistry and Technology. Curr. Anal. Chem. 2020, 16, 500–503. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M. The Preparation Methods and Processing of Natural Fibre Bio-polymer Composites. Curr. Org. Synth. 2020, 16, 1068–1070. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Atikah, M.S.N.; Ilyas, R.A.; Sapuan, S.M.; Ishak, M.R.; Zainudin, E.S.; Ibrahim, R.; Atiqah, A.; Ansari, M.N.M.; Jumaidin, R. Degradation and physical properties of sugar palm starch/sugar palm nanofibrillated cellulose bionanocomposite. Polimery 2019, 64, 680–689. [Google Scholar] [CrossRef] [Green Version]
- Abral, H.; Ariksa, J.; Mahardika, M.; Handayani, D.; Aminah, I.; Sandrawati, N.; Sapuan, S.M.; Ilyas, R.A. Highly transparent and antimicrobial PVA based bionanocomposites reinforced by ginger nanofiber. Polym. Test. 2019, 106186. [Google Scholar] [CrossRef]
- Syafri, E.; Sudirman; Mashadi; Yulianti, E.; Deswita; Asrofi, M.; Abral, H.; Sapuan, S.M.; Ilyas, R.A.; Fudholi, A. Effect of sonication time on the thermal stability, moisture absorption, and biodegradation of water hyacinth (Eichhornia crassipes) nanocellulose-filled bengkuang (Pachyrhizus erosus) starch biocomposites. J. Mater. Res. Technol. 2019, 8, 6223–6231. [Google Scholar] [CrossRef]
- Mukaffa, H.; Asrofi, M.; Sujito; Asnawi; Hermawan, Y.; Sumarji; Qoryah, R.D.H.; Sapuan, S.M.; Ilyas, R.A.; Atiqah, A. Effect of alkali treatment of piper betle fiber on tensile properties as biocomposite based polylactic acid: Solvent cast-film method. Mater. Today Proc. 2021, in press. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Atikah, M.S.N.; Asyraf, M.R.M.; Rafiqah, S.A.; Aisyah, H.A.; Nurazzi, N.M.; Norrrahim, M.N.F. Effect of hydrolysis time on the morphological, physical, chemical, and thermal behavior of sugar palm nanocrystalline cellulose (Arenga pinnata (Wurmb.) Merr). Text. Res. J. 2021, 91, 152–167. [Google Scholar] [CrossRef]
- Rozilah, A.; Jaafar, C.N.A.; Sapuan, S.M.; Zainol, I.; Ilyas, R.A. The Effects of Silver Nanoparticles Compositions on the Mechanical, Physiochemical, Antibacterial, and Morphology Properties of Sugar Palm Starch Biocomposites for Antibacterial Coating. Polymers 2020, 12, 2605. [Google Scholar] [CrossRef] [PubMed]
- Sabaruddin, F.A.; Paridah, M.T.; Sapuan, S.M.; Ilyas, R.A.; Lee, S.H.; Abdan, K.; Mazlan, N.; Roseley, A.S.M.; Abdul Khalil, H.P.S. The effects of unbleached and bleached nanocellulose on the thermal and flammability of polypropylene-reinforced kenaf core hybrid polymer bionanocomposites. Polymers 2020, 13, 116. [Google Scholar] [CrossRef] [PubMed]
- Ilyas, R.A.; Sapuan, S.M.; Ibrahim, R.; Abral, H.; Ishak, M.R.; Zainudin, E.S.; Asrofi, M.; Atikah, M.S.N.; Huzaifah, M.R.M.; Radzi, A.M.; et al. Sugar palm (Arenga pinnata (Wurmb.) Merr) cellulosic fibre hierarchy: A comprehensive approach from macro to nano scale. J. Mater. Res. Technol. 2019, 8. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Ishak, M.R.; Zainudin, E.S. Sugar palm nanofibrillated cellulose (Arenga pinnata (Wurmb.) Merr): Effect of cycles on their yield, physic-chemical, morphological and thermal behavior. Int. J. Biol. Macromol. 2019, 123, 379–388. [Google Scholar] [CrossRef] [PubMed]
- Ilyas, R.A.; Sapuan, S.M.; Ishak, M.R.; Zainudin, E.S. Water transport properties of bio-nanocomposites reinforced by sugar palm (arenga pinnata) nanofibrillated cellulose. J. Adv. Res. Fluid Mech. Therm. Sci. 2018, 51, 234–246. [Google Scholar]
- Ilyas, R.A.; Sapuan, S.M.; Ishak, M.R. Isolation and characterization of nanocrystalline cellulose from sugar palm fibres (Arenga Pinnata). Carbohydr. Polym. 2018, 181, 1038–1051. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Ibrahim, R.; Abral, H.; Ishak, M.R.; Zainudin, E.S.; Atikah, M.S.N.; Mohd Nurazzi, N.; Atiqah, A.; Ansari, M.N.M.; et al. Effect of sugar palm nanofibrillated celluloseconcentrations on morphological, mechanical andphysical properties of biodegradable films basedon agro-waste sugar palm (Arenga pinnata (Wurmb.) Merr) starch. J. Mater. Res. Technol. 2019, 8, 4819–4830. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Atiqah, A.; Ibrahim, R.; Abral, H.; Ishak, M.R.; Zainudin, E.S.; Nurazzi, N.M.; Atikah, M.S.N.; Ansari, M.N.M.; et al. Sugar palm (Arenga pinnata [Wurmb.] Merr) starch films containing sugar palm nanofibrillated cellulose as reinforcement: Water barrier properties. Polym. Compos. 2020, 41, 459–467. [Google Scholar] [CrossRef]
- Abral, H.; Ariksa, J.; Mahardika, M.; Handayani, D.; Aminah, I.; Sandrawati, N.; Pratama, A.B.; Fajri, N.; Sapuan, S.M.; Ilyas, R.A. Transparent and antimicrobial cellulose film from ginger nanofiber. Food Hydrocoll. 2020, 98, 105266. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Ibrahim, R.; Abral, H.; Ishak, M.R.; Zainudin, E.S.; Atiqah, A.; Atikah, M.S.N.; Syafri, E.; Asrofi, M.; et al. Thermal, Biodegradability and Water Barrier Properties of Bio-Nanocomposites Based on Plasticised Sugar Palm Starch and Nanofibrillated Celluloses from Sugar Palm Fibres. J. Biobased Mater. Bioenergy 2020, 14, 234–248. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Sapuan, S.M.; Sanyang, M.L.; Ishak, M.R.; Zainudin, E.S. Nanocrystalline cellulose as reinforcement for polymeric matrix nanocomposites and its potential applications: A Review. Curr. Anal. Chem. 2018, 14, 203–225. [Google Scholar] [CrossRef]
- Cosgrove, D.J. Growth of the plant cell wall. Nat. Rev. Mol. Cell Biol. 2005, 6, 850–861. [Google Scholar] [CrossRef]
- Martins, M.A.; Kiyohara, P.K.; Joekes, I. Scanning electron microscopy study of raw and chemically modified sisal fibers. J. Appl. Polym. Sci. 2004, 94, 2333–2340. [Google Scholar] [CrossRef]
- Ferreira, F.V.; Mariano, M.; Rabelo, S.C.; Gouveia, R.F.; Lona, L.M.F. Isolation and surface modification of cellulose nanocrystals from sugarcane bagasse waste: From a micro- to a nano-scale view. Appl. Surf. Sci. 2018, 436, 1113–1122. [Google Scholar] [CrossRef]
- Jarvis, M.C. Structure of native cellulose microfibrils, the starting point for nanocellulose manufacture. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2018, 376, 20170045. [Google Scholar] [CrossRef] [Green Version]
- Norrrahim, M.N.F.; Mohd Kasim, N.A.; Knight, V.F.; Abdul Halim, N.; Ahmad Shah, N.A.; Mohd Noor, S.A.; Jamal, S.H.; Ong, K.K.; Wan Yunus, W.M.Z.; Ahmad Farid, M.A.; et al. Performance Evaluation of Cellulose Nanofiber Reinforced Polymer Composites. Funct. Compos. Struct. 2021, 149, 543–547. [Google Scholar] [CrossRef]
- Aiza Jaafar, C.N.; Zainol, I.; Ishak, N.S.; Ilyas, R.A.; Sapuan, S.M. Effects of the Liquid Natural Rubber (LNR) on Mechanical Properties and Microstructure of Epoxy/Silica/Kenaf Hybrid Composite for Potential Automotive Applications. J. Mater. Res. Technol. 2021, 12, 1026–1038. [Google Scholar] [CrossRef]
- Abral, H.; Chairani, M.K.; Rizki, M.D.; Mahardika, M.; Handayani, D.; Sugiarti, E.; Muslimin, A.N.; Sapuan, S.M.; Ilyas, R.A. Characterization of compressed bacterial cellulose nanopaper film after exposure to dry and humid conditions. J. Mater. Res. Technol. 2021, 11, 896–904. [Google Scholar] [CrossRef]
- Omran, A.A.B.; Mohammed, A.A.B.A.; Sapuan, S.M.; Ilyas, R.A.; Asyraf, M.R.M.; Koloor, S.S.R.; Petrů, M. Micro- and Nanocellulose in Polymer Composite Materials: A Review. Polymers 2021, 13, 231. [Google Scholar] [CrossRef]
- Aisyah, H.A.; Paridah, M.T.; Sapuan, S.M.; Ilyas, R.A.; Khalina, A.; Nurazzi, N.M.; Lee, S.H.; Lee, C.H. A Comprehensive Review on Advanced Sustainable Woven Natural Fibre Polymer Composites. Polymers 2021, 13, 471. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Asyraf, M.R.M.; Khalina, A.; Abdullah, N.; Aisyah, H.A.; Rafiqah, S.A.; Sabaruddin, F.A.; Kamarudin, S.H.; Norrrahim, M.N.F.; Ilyas, R.A.; et al. A Review on Natural Fiber Reinforced Polymer Composite for Bullet Proof and Ballistic Applications. Polymers 2021, 13, 646. [Google Scholar] [CrossRef]
- Abral, H.; Pratama, A.B.; Handayani, D.; Mahardika, M.; Aminah, I.; Sandrawati, N.; Sugiarti, E.; Muslimin, A.N.; Sapuan, S.M.; Ilyas, R.A. Antimicrobial Edible Film Prepared from Bacterial Cellulose Nanofibers/Starch/Chitosan for a Food Packaging Alternative. Int. J. Polym. Sci. 2021, 2021, 1–11. [Google Scholar] [CrossRef]
- Alvarez, V.A.; Ruseckaite, R.A.; Vazquez, A. Mechanical Properties and Water Absorption Behavior of Composites Made from a Biodegradable Matrix and Alkaline-Treated Sisal Fibers. J. Compos. Mater. 2003, 37, 1575–1588. [Google Scholar] [CrossRef]
- Alemdar, A.; Sain, M. Isolation and characterization of nanofibers from agricultural residues—Wheat straw and soy hulls. Bioresour. Technol. 2008, 99, 1664–1671. [Google Scholar] [CrossRef] [PubMed]
- Julie Chandra, C.S.; George, N.; Narayanankutty, S.K. Isolation and characterization of cellulose nanofibrils from arecanut husk fibre. Carbohydr. Polym. 2016, 142, 158–166. [Google Scholar] [CrossRef]
- Chirayil, C.J.; Joy, J.; Mathew, L.; Mozetic, M.; Koetz, J.; Thomas, S. Isolation and characterization of cellulose nanofibrils from Helicteres isora plant. Ind. Crops Prod. 2014, 59, 27–34. [Google Scholar] [CrossRef]
- Cherian, B.M.; Leão, A.L.; de Souza, S.F.; Thomas, S.; Pothan, L.A.; Kottaisamy, M. Isolation of nanocellulose from pineapple leaf fibres by steam explosion. Carbohydr. Polym. 2010, 81, 720–725. [Google Scholar] [CrossRef]
- Syafri, E.; Kasim, A.; Abral, H.; Asben, A. Cellulose nanofibers isolation and characterization from ramie using a chemical-ultrasonic treatment. J. Nat. Fibers 2018, 16, 1–11. [Google Scholar] [CrossRef]
- Megashah, L.N.; Ariffin, H.; Zakaria, M.R.; Hassan, M.A. Properties of Cellulose Extract from Different Types of Oil Palm Biomass. IOP Conf. Ser. Mater. Sci. Eng. 2018, 368. [Google Scholar] [CrossRef]
- Jonoobi, M.; Khazaeian, A.; Tahir, P.M.; Azry, S.S.; Oksman, K. Characteristics of cellulose nanofibers isolated from rubberwood and empty fruit bunches of oil palm using chemo-mechanical process. Cellulose 2011, 18, 1085–1095. [Google Scholar] [CrossRef]
- Corrêa, A.C.; de Morais Teixeira, E.; Pessan, L.A.; Mattoso, L.H.C. Cellulose nanofibers from curaua fibers. Cellulose 2010, 17, 1183–1192. [Google Scholar] [CrossRef]
- Tibolla, H.; Pelissari, F.M.; Menegalli, F.C. Cellulose nanofibers produced from banana peel by chemical and enzymatic treatment. LWT Food Sci. Technol. 2014, 59, 1311–1318. [Google Scholar] [CrossRef]
- De Teixeira, E.M.; Bondancia, T.J.; Teodoro, K.B.R.; Corrêa, A.C.; Marconcini, J.M.; Mattoso, L.H.C. Sugarcane bagasse whiskers: Extraction and characterizations. Ind. Crops Prod. 2011, 33, 63–66. [Google Scholar] [CrossRef]
- Jonoobi, M.; Harun, J.; Shakeri, A.; Misra, M.; Oksmand, K. Chemical composition, crystallinity, and thermal degradation of bleached and unbleached kenaf bast (Hibiscus cannabinus) pulp and nanofibers. BioResources 2009, 4, 626–639. [Google Scholar] [CrossRef]
- Bendahou, A.; Habibi, Y.; Kaddami, H.; Dufresne, A. Physico-chemical characterization of palm from Phoenix Dactylifera-L, preparation of cellulose whiskers and natural rubber-based nanocomposites. J. Biobased Mater. Bioenergy 2009, 3, 81–90. [Google Scholar] [CrossRef]
- Chan, C.H.; Chia, C.H.; Zakaria, S.; Ahmad, I.; Dufresne, A. Production and characterisation of cellulose and nano- crystalline cellulose from kenaf core wood. BioResources 2013, 8, 785–794. [Google Scholar] [CrossRef] [Green Version]
- Abral, H.; Dalimunthe, M.H.; Hartono, J.; Efendi, R.P.; Asrofi, M.; Sugiarti, E.; Sapuan, S.M.; Park, J.W.; Kim, H.J. Characterization of Tapioca Starch Biopolymer Composites Reinforced with Micro Scale Water Hyacinth Fibers. Starch/Staerke 2018, 70, 1–8. [Google Scholar] [CrossRef]
- Alemdar, A.; Sain, M. Biocomposites from wheat straw nanofibers: Morphology, thermal and mechanical properties. Compos. Sci. Technol. 2008, 68, 557–565. [Google Scholar] [CrossRef]
- Li, M.; Wang, L.J.; Li, D.; Cheng, Y.L.; Adhikari, B. Preparation and characterization of cellulose nanofibers from de-pectinated sugar beet pulp. Carbohydr. Polym. 2014, 102, 136–143. [Google Scholar] [CrossRef]
- Sheltami, R.M.; Abdullah, I.; Ahmad, I.; Dufresne, A.; Kargarzadeh, H. Extraction of cellulose nanocrystals from mengkuang leaves (Pandanus tectorius). Carbohydr. Polym. 2012, 88, 772–779. [Google Scholar] [CrossRef]
- Hagstrand, P.O.; Bonjour, F.; Månson, J.A.E. The influence of void content on the structural flexural performance of unidirectional glass fibre reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2005, 36, 705–714. [Google Scholar] [CrossRef]
- Huang, H.; Talreja, R. Effects of void geometry on elastic properties of unidirectional fiber reinforced composites. Compos. Sci. Technol. 2005, 65, 1964–1981. [Google Scholar] [CrossRef]
- Liebig, W.V.; Viets, C.; Schulte, K.; Fiedler, B. Influence of voids on the compressive failure behaviour of fibrereinforced composites. Compos. Sci. Technol. 2015, 117, 225–233. [Google Scholar] [CrossRef]
- Ruiz, E.; Achim, V.; Soukane, S.; Trochu, F.; Bréard, J. Optimization of injection flow rate to minimize micro/macro-voids formation in resin transfer molded composites. Compos. Sci. Technol. 2006, 66, 475–486. [Google Scholar] [CrossRef]
- Lukaszewicz, D.H.J.A.; Potter, K.D. The internal structure and conformation of prepreg with respect to reliable automated processing. Compos. Part A Appl. Sci. Manuf. 2011, 42, 283–292. [Google Scholar] [CrossRef]
- Liu, L.; Zhang, B.M.; Wang, D.F.; Wu, Z.J. Effects of cure cycles on void content and mechanical properties of composite laminates. Compos. Struct. 2006, 73, 303–309. [Google Scholar] [CrossRef]
- Dong, C. Effects of Process-Induced Voids on the Properties of Fibre Reinforced Composites. J. Mater. Sci. Technol. 2016, 32, 597–604. [Google Scholar] [CrossRef] [Green Version]
- Syafiq, R.; Sapuan, S.M.; Zuhri, M.Y.M.; Ilyas, R.A.; Nazrin, A.; Sherwani, S.F.K.; Khalina, A. Antimicrobial activities of starch-based biopolymers and biocomposites incorporated with plant essential oils: A review. Polymers 2020, 12, 2403. [Google Scholar] [CrossRef] [PubMed]
- Nazrin, A.; Sapuan, S.M.; Zuhri, M.Y.M.; Ilyas, R.A.; Syafiq, R.; Sherwani, S.F.K. Nanocellulose Reinforced Thermoplastic Starch (TPS), Polylactic Acid (PLA), and Polybutylene Succinate (PBS) for Food Packaging Applications. Front. Chem. 2020, 8, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Asyraf, M.R.M.; Ishak, M.R.; Sapuan, S.M.; Yidris, N.; Ilyas, R.A.; Rafidah, M.; Razman, M.R. Potential Application of Green Composites for Cross Arm Component in Transmission Tower: A Brief Review. Int. J. Polym. Sci. 2020, 2020, 1–15. [Google Scholar] [CrossRef]
- Asyraf, M.R.M.; Ishak, M.R.; Sapuan, S.M.; Yidris, N.; Shahroze, R.M.; Johari, A.N.; Rafidah, M.; Ilyas, R.A. Creep test rig for cantilever beam: Fundamentals, prospects and present views. J. Mech. Eng. Sci. 2020, 14, 2. [Google Scholar] [CrossRef]
- Azammi, A.M.N.; Ilyas, R.A.; Sapuan, S.M.; Ibrahim, R.; Atikah, M.S.N.; Asrofi, M.; Atiqah, A. Characterization studies of biopolymeric matrix and cellulose fibres based composites related to functionalized fibre-matrix interface. In Interfaces in Particle and Fibre Reinforced Composites; Elsevier: London, UK, 2020; pp. 29–93. ISBN 9780081026656. [Google Scholar]
- Sari, N.H.; Pruncu, C.I.; Sapuan, S.M.; Ilyas, R.A.; Catur, A.D.; Suteja, S.; Sutaryono, Y.A.; Pullen, G. The effect of water immersion and fibre content on properties of corn husk fibres reinforced thermoset polyester composite. Polym. Test. 2020, 91, 106751. [Google Scholar] [CrossRef]
- Asrofi, M.; Sujito; Syafri, E.; Sapuan, S.M.; Ilyas, R.A. Improvement of Biocomposite Properties Based Tapioca Starch and Sugarcane Bagasse Cellulose Nanofibers. Key Eng. Mater. 2020, 849, 96–101. [Google Scholar] [CrossRef]
- Jumaidin, R.; Khiruddin, M.A.A.; Asyul Sutan Saidi, Z.; Salit, M.S.; Ilyas, R.A. Effect of cogon grass fibre on the thermal, mechanical and biodegradation properties of thermoplastic cassava starch biocomposite. Int. J. Biol. Macromol. 2020, 146. [Google Scholar] [CrossRef] [PubMed]
- El-Shekeil, Y.A.; Sapuan, S.M.; Jawaid, M.; Al-Shuja’a, O.M. Influence of fiber content on mechanical, morphological and thermal properties of kenaf fibers reinforced poly (vinyl chloride)/thermoplastic polyurethane poly-blend composites. Mater. Des. 2014, 58, 130–135. [Google Scholar] [CrossRef] [Green Version]
- Özturk, S. Effect of Fiber Loading on the Mechanical Properties of Kenaf and Fiberfrax Fiber-reinforced Phenol-Formaldehyde Composites. J. Compos. Mater. 2010, 44, 2265–2288. [Google Scholar] [CrossRef]
- Xiao, B.; Huang, Q.; Chen, H.; Chen, X.; Long, G. A fractal model for capillary flow through a single tortuous capillary with roughened surfaces in fibrous porous media. Fractals 2021, 29, 2150017. [Google Scholar] [CrossRef]
- Zakikhani, P.; Zahari, R.; Sultan, M.T.H.; Majid, D.L. Extraction and preparation of bamboo fibre-reinforced composites. Mater. Des. 2014, 63, 820–828. [Google Scholar] [CrossRef]
- Ramnath, B.V.; Manickavasagam, V.M.; Elanchezhian, C.; Krishna, C.V.; Karthik, S.; Saravanan, K. Determination of mechanical properties of intra-layer abaca—jute—glass fiber reinforced composite. J. Mater. 2014, 60, 643–652. [Google Scholar] [CrossRef]
- Al-Bahadly, E.A.O. The Mechanical Properties of Natural Fiber Composites. Ph.D. Thesis, Swinburne University of Techology, Melbourne, Austalia, 2013; p. 245. [Google Scholar]
- Karthi, N.; Kumaresan, K.; Sathish, S.; Gokulkumar, S.; Prabhu, L.; Vigneshkumar, N. An overview: Natural fiber reinforced hybrid composites, chemical treatments and application areas. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Boopalan, M.; Niranjanaa, M.; Umapathy, M.J. Study on the mechanical properties and thermal properties of jute and banana fiber reinforced epoxy hybrid composites. Compos. Part B Eng. 2013, 51, 54–57. [Google Scholar] [CrossRef]
- Sanjay, M.R.; Madhu, P.; Jawaid, M.; Senthamaraikannan, P.; Senthil, S.; Pradeep, S. Characterization and Properties of Natural Fiber Polymer Composites: A Comprehensive Review. J. Clean. Prod. 2017, 172, 566–581. [Google Scholar] [CrossRef]
- Kalaprasad, G.; Pradeep, P.; Mathew, G.; Pavithran, C.; Thomas, S. Thermal conductivity and thermal diffusivity analyses of low-density polyethylene composites reinforced with sisal, glass and intimately mixed sisal/glass fibres. Compos. Sci. Technol. 2000, 60, 2967–2977. [Google Scholar] [CrossRef]
- Mahjoub, R.; Yatim, J.M.; Mohd Sam, A.R.; Hashemi, S.H. Tensile properties of kenaf fiber due to various conditions of chemical fiber surface modifications. Constr. Build. Mater. 2014. [Google Scholar] [CrossRef]
- Brahmakumar, M.; Pavithran, C.; Pillai, R.M. Science and Coconut fibre reinforced polyethylene composites: Effect of natural waxy surface layer of the fibre on fibre / matrix interfacial bonding and strength of composites. Compos. Sci. Technol. 2005, 65, 563–569. [Google Scholar] [CrossRef]
- Baihaqi, N.M.Z.N.; Khalina, A.; Nurazzi, N.M.; Aisyah, H.A.; Sapuan, S.M.; Ilyas, R.A. Effect of fiber content and their hybridization on bending and torsional strength of hybrid epoxy composites reinforced with carbon and sugar palm fibers. Polimery 2021, 66, 36–43. [Google Scholar] [CrossRef]
- Noorunnisa Khanam, P.; Abdul Khalil, H.P.S.; Jawaid, M.; Ramachandra Reddy, G.; Surya Narayana, C.; Venkata Naidu, S. Sisal/Carbon Fibre Reinforced Hybrid Composites: Tensile, Flexural and Chemical Resistance Properties. J. Polym. Environ. 2010, 18, 727–733. [Google Scholar] [CrossRef]
- Ramesh, M.; Palanikumar, K.; Reddy, K.H. Mechanical property evaluation of sisal–jute–glass fiber reinforced polyester composites. Compos. Part B Eng. 2013, 48, 1–9. [Google Scholar] [CrossRef]
- Kumar, N.R.; Prasad, G.R.; Rao, B.R. Investigation on mechanical properties of short vakka fiber glass reinforced hybrid thermoplastic composites. Int. J. Eng. Res. Technol. 2012, 2, 3701–3706. [Google Scholar]
- Al-Maadeed, M.A.; Labidi, S. Recycled polymers in natural fibre-reinforced polymer composites. In Natural Fibre Composites; Elsevier: Amsterdam, The Netherlands, 2014; pp. 103–114. [Google Scholar]
- Shanmugam, D.; Thiruchitrambalam, M. Static and dynamic mechanical properties of alkali treated unidirectional continuous Palmyra Palm Leaf Stalk Fiber/jute fiber reinforced hybrid polyester composites. Mater. Des. 2013, 50, 533–542. [Google Scholar] [CrossRef]
- Srinivasan, V.; Rajendra Boopathy, S.; Sangeetha, D.; Vijaya Ramnath, B. Evaluation of mechanical and thermal properties of banana–flax based natural fibre composite. Mater. Des. 2014, 60, 620–627. [Google Scholar] [CrossRef]
- Asaithambi, B.; Ganesan, G.; Ananda Kumar, S. Bio-composites: Development and mechanical characterization of banana/sisal fibre reinforced poly lactic acid (PLA) hybrid composites. Fibers Polym. 2014, 15, 847–854. [Google Scholar] [CrossRef]
- Asaithambi, B.; Ganesan, G.S.; Ananda Kumar, S. Banana/sisal fibers reinforced poly(lactic acid) hybrid biocomposites; influence of chemical modification of BSF towards thermal properties. Polym. Compos. 2017, 38, 1053–1062. [Google Scholar] [CrossRef]
- Khan, M.A.; Ganster, J.; Fink, H.-P. Hybrid composites of jute and man-made cellulose fibers with polypropylene by injection moulding. Compos. Part A Appl. Sci. Manuf. 2009, 40, 846–851. [Google Scholar] [CrossRef]
- Dhakal, H.N.; Zhang, Z.Y.; Guthrie, R.; MacMullen, J.; Bennett, N. Development of flax/carbon fibre hybrid composites for enhanced properties. Carbohydr. Polym. 2013, 96, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, K.S.; Vijayarangan, S. Tensile, flexural and interlaminar shear properties of woven jute and jute-glass fabric reinforced polyester composites. J. Mater. Process. Technol. 2008, 207, 330–335. [Google Scholar] [CrossRef]
- Ramnath, B.V.; Kokan, S.J.; Raja, R.N.; Sathyanarayanan, R.; Elanchezhian, C.; Prasad, A.R.; Manickavasagam, V.M. Evaluation of mechanical properties of abaca–jute–glass fibre reinforced epoxy composite. Mater. Des. 2013, 51, 357–366. [Google Scholar] [CrossRef]
- Almeida, J.H.S.; Amico, S.C.; Botelho, E.C.; Amado, F.D.R. Hybridization effect on the mechanical properties of curaua/glass fiber composites. Compos. Part B Eng. 2013, 55, 492–497. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Y.; Ma, H.; Yu, T. Tensile and interfacial properties of unidirectional flax/glass fiber reinforced hybrid composites. Compos. Sci. Technol. 2013, 88, 172–177. [Google Scholar] [CrossRef]
- Akil, H.M.; Santulli, C.; Sarasini, F.; Tirillò, J.; Valente, T. Environmental effects on the mechanical behaviour of pultruded jute/glass fibre-reinforced polyester hybrid composites. Compos. Sci. Technol. 2014, 94, 62–70. [Google Scholar] [CrossRef]
- Atiqah, A.; Maleque, M.A.; Jawaid, M.; Iqbal, M. Development of kenaf-glass reinforced unsaturated polyester hybrid composite for structural applications. Compos. Part B Eng. 2014, 56. [Google Scholar] [CrossRef]
- Singh, B.; Gupta, M.; Verma, A. Mechanical behaviour of particulate hybrid composite laminates as potential building materials. Constr. Build. Mater. 1995, 9, 39–44. [Google Scholar] [CrossRef]
- Arthanarieswaran, V.P.; Kumaravel, A.; Kathirselvam, M. Evaluation of mechanical properties of banana and sisal fiber reinforced epoxy composites: Influence of glass fiber hybridization. Mater. Des. 2014, 64, 194–202. [Google Scholar] [CrossRef]
- Yahaya, R.; Sapuan, S.M.; Jawaid, M.; Leman, Z.; Zainudin, E.S. Effect of layering sequence and chemical treatment on the mechanical properties of woven kenaf–aramid hybrid laminated composites. Mater. Des. 2015, 67, 173–179. [Google Scholar] [CrossRef]
- Yahaya, R.; Sapuan, S.M.; Leman, Z.; Zainudin, E.S. Selection of Natural Fibre for Hybrid Laminated Composites Vehicle Spall Liners Using Analytical Hierarchy Process (AHP). Appl. Mech. Mater. 2014, 564, 400–405. [Google Scholar] [CrossRef]
- Noorunnisa Khanam, P.; Abdul Khalil, H.P.S.; Ramachandra Reddy, G.; Venkata Naidu, S. Tensile, Flexural and Chemical Resistance Properties of Sisal Fibre Reinforced Polymer Composites: Effect of Fibre Surface Treatment. J. Polym. Environ. 2011, 19, 115–119. [Google Scholar] [CrossRef]
- Fiore, V.; Di Bella, G.; Valenza, A. Glass–basalt/epoxy hybrid composites for marine applications. Mater. Des. 2011, 32, 2091–2099. [Google Scholar] [CrossRef]
- Petrucci, R.; Santulli, C.; Puglia, D.; Sarasini, F.; Torre, L.; Kenny, J.M. Mechanical characterisation of hybrid composite laminates based on basalt fibres in combination with flax, hemp and glass fibres manufactured by vacuum infusion. Mater. Des. 2013, 49, 728–735. [Google Scholar] [CrossRef]
- Pavithran, C.; Mukherjee, P.S.; Brahmakumar, M.; Damodaran, A.D. Impact properties of sisal-glass hybrid laminates. J. Mater. Sci. 1991, 26, 455–459. [Google Scholar] [CrossRef]
- Yahaya, R.; Sapuan, S.M.; Jawaid, M.; Leman, Z.; Zainudin, E.S. Mechanical performance of woven kenaf-Kevlar hybrid composites. J. Reinf. Plast. Compos. 2014, 33. [Google Scholar] [CrossRef]
- Yahaya, R.; Sapuan, S.M.; Jawaid, M.; Leman, Z.; Zainudin, E.S. Effects of kenaf contents and fiber orientation on physical, mechanical, and morphological properties of hybrid laminated composites for vehicle spall liners. Polym. Compos. 2015, 36, 1469–1476. [Google Scholar] [CrossRef]
- Narendar, R.; Priya Dasan, K.; Nair, M. Development of coir pith/nylon fabric/epoxy hybrid composites: Mechanical and ageing studies. Mater. Des. 2014, 54, 644–651. [Google Scholar] [CrossRef]
- Eesaee, M.; Shojaei, A. Effect of nanoclays on the mechanical properties and durability of novolac phenolic resin/woven glass fiber composite at various chemical environments. Compos. Part A Appl. Sci. Manuf. 2014, 63, 149–158. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Franciszczak, P.; Meljon, A. High performance hybrid PP and PLA biocomposites reinforced with short man-made cellulose fibres and softwood flour. Compos. Part A Appl. Sci. Manuf. 2015, 74, 132–139. [Google Scholar] [CrossRef]
- Rout, A.K.; Satapathy, A. Study on mechanical and tribo-performance of rice-husk filled glass–epoxy hybrid composites. Mater. Des. 2012, 41, 131–141. [Google Scholar] [CrossRef]
- Arbelaiz, A.; Fernandez, B.; Cantero, G.; Llano-Ponte, R.; Valea, A.; Mondragon, I. Mechanical properties of flax fibre/polypropylene composites. Influence of fibre/matrix modification and glass fibre hybridization. Compos. Part A Appl. Sci. Manuf. 2005, 36, 1637–1644. [Google Scholar] [CrossRef]
- Reis, P.N.B.; Ferreira, J.A.M.; Antunes, F.V.; Costa, J.D.M. Flexural behaviour of hybrid laminated composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1612–1620. [Google Scholar] [CrossRef] [Green Version]
- Yu, X.; Wei, C.; Lu, S.; Yu, J.; Xu, D.; Lu, C. Preparation and mechanical properties of TLCP/ UP / GF in-situ hybrid composites. Trans. Nonferrous Met. Soc. China 2006, 16, s529–s533. [Google Scholar] [CrossRef]
- Jawaid, M.; Abdul Khalil, H.P.S.; Abu Bakar, A. Mechanical performance of oil palm empty fruit bunches/jute fibres reinforced epoxy hybrid composites. Mater. Sci. Eng. A 2010, 527, 7944–7949. [Google Scholar] [CrossRef]
- Jawaid, M.; Abdul Khalil, H.P.S.; Hassan, A.; Dungani, R.; Hadiyane, A. Effect of jute fibre loading on tensile and dynamic mechanical properties of oil palm epoxy composites. Compos. Part B Eng. 2013, 45, 619–624. [Google Scholar] [CrossRef]
- Santulli, C.; Sarasini, F.; Tirillò, J.; Valente, T.; Valente, M.; Caruso, A.P.; Infantino, M.; Nisini, E.; Minak, G. Mechanical behaviour of jute cloth/wool felts hybrid laminates. Mater. Des. 2013, 50, 309–321. [Google Scholar] [CrossRef]
- Alavudeen, A.; Rajini, N.; Karthikeyan, S.; Thiruchitrambalam, M.; Venkateshwaren, N. Mechanical properties of banana/kenaf fiber-reinforced hybrid polyester composites: Effect of woven fabric and random orientation. Mater. Des. 2015, 66, 246–257. [Google Scholar] [CrossRef]
- Venkateshwaran, N.; ElayaPerumal, A.; Alavudeen, A.; Thiruchitrambalam, M. Mechanical and water absorption behaviour of banana/sisal reinforced hybrid composites. Mater. Des. 2011, 32, 4017–4021. [Google Scholar] [CrossRef]
- Athijayamani, A.; Thiruchitrambalam, M.; Manikandan, V.; Pazhanivel, B. Mechanical properties of natural fibers reinforced polyester hybrid composite. Int. J. Plast. Technol. 2010, 14, 104–116. [Google Scholar] [CrossRef]
- Athijayamani, A.; Thiruchitrambalam, M.; Natarajan, U.; Pazhanivel, B. Effect of moisture absorption on the mechanical properties of randomly oriented natural fibers/polyester hybrid composite. Mater. Sci. Eng. 2009, 517, 344–353. [Google Scholar] [CrossRef]
- Venkateshwaran, N.; ElayaPerumal, A. Mechanical and water absorption properties of woven jute/banana hybrid composites. Fibers Polym. 2012, 13, 907–914. [Google Scholar] [CrossRef]
- Pérez-Fonseca, A.A.; Robledo-Ortíz, J.R.; Ramirez-Arreola, D.E.; Ortega-Gudiño, P.; Rodrigue, D.; González-Núñez, R. Effect of hybridization on the physical and mechanical properties of high density polyethylene–(pine/agave) composites. Mater. Des. 2014, 64, 35–43. [Google Scholar] [CrossRef]
- Graupner, N.; Herrmann, A.S.; Müssig, J. Natural and man-made cellulose fibre-reinforced poly(lactic acid) (PLA) composites: An overview about mechanical characteristics and application areas. Compos. Part A Appl. Sci. Manuf. 2009, 40, 810–821. [Google Scholar] [CrossRef]
- Suriani, M.J.; Sapuan, S.M.; Ruzaidi, C.M.; Naveen, J.; Syukriyah, H. Correlation of manufacturing defects and impact behaviors of kenaf fiber reinforced hybrid fiberglass/Kevlar polyester composite. Polimery 2021, 66, 30–35. [Google Scholar] [CrossRef]
- Kaliappan, P.; Kesavan, R.; Ramnath, B.V. Investigation on effect of fibre hybridization and orientation. Bull. Mater. Sci. 2016. [Google Scholar] [CrossRef]
- Faur-Csukat, G. Development of composite structures for ballistic protection. Mater. Sci. Forum 2007, 538, 151–159. [Google Scholar] [CrossRef]
- Huber, T.; Bickerton, S.; Müssig, J.; Pang, S.; Staiger, M.P. Solvent infusion processing of all-cellulose composite materials. Carbohydr. Polym. 2012, 90, 730–733. [Google Scholar] [CrossRef] [PubMed]
- Ibrahin, N.; Hadithon, K.; Abdan, K. Effect of Fiber Treatment on Mechanical Properties of Kenaf Fiber—Ecoflex Composites. J. Reinf. Plast. Compos. 2010, 29, 2192–2198. [Google Scholar] [CrossRef]
- Aslan, M.; Tufan, M.; Küçükömeroğlu, T. Tribological and mechanical performance of sisal-filled waste carbon and glass fibre hybrid composites. Compos. Part B 2018. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibers | Holocellulose (wt.%) | ||||||
|---|---|---|---|---|---|---|---|
| Cellulose (wt.%) | Hemicellulose (wt.%) | Lignin (wt.%) | Ash (wt.%) | Extractives (wt.%) | Crystallinity (%) | Ref. | |
| Sugar palm | 43.88 | 7.24 | 33.24 | 1.01 | 2.73 | 55.8 | [69] |
| Wheat straw | 43.2 ± 0.15 | 34.1 ± 1.2 | 22.0 ± 3.1 | - | - | 57.5 | [87] |
| Soy hull | 56.4 ± 0.92 | 12.5 ± 0.72 | 18.0 ± 2.5 | - | - | 59.8 | [87] |
| Arecanut husk | 34.18 | 20.83 | 31.60 | 2.34 | - | 37 | [88] |
| Helicteres isora plant | 71 ± 2.6 | 3.1 ± 0.5 | 21 ± 0.9 | - | - | 38 | [89] |
| Pineapple leaf | 81.27 ± 2.45 | 12.31 ± 1.35 | 3.46 ± 0.58 | - | - | 35.97 | [90] |
| Ramie | 69.83 | 9.63 | 3.98 | - | - | 55.48 | [91] |
| Oil palm mesocarp fiber (OPMF) | 28.2 ± 0.8 | 32.7 ± 4.8 | 32.4 ± 4.0 | - | 6.5 ± 0.1 | 34.3 | [92] |
| Oil palm empty fruit bunch (OPEFB) | 37.1 ± 4.4 | 39.9 ± 0.75 | 18.6 ± 1.3 | - | 3.1 ± 3.4 | 45.0 | [92] |
| Oil palm frond (OPF) | 45.0 ± 0.6 | 32.0 ± 1.4 | 16.9 ± 0.4 | - | 2.3 ± 1.0 | 54.5 | [92] |
| Oil palm empty fruit bunch (OPEFB) fiber | 40 ± 2 | 23 ± 2 | 21 ± 1 | - | 2.0 ± 0.2 | 40 | [93] |
| Rubber wood | 45 ± 3 | 20 ± 2 | 29 ± 2 | - | 2.5 ± 0.5 | 46 | [93] |
| Curauna | 70.2 ± 0.7 | 18.3 ± 0.8 | 9.3 ± 0.9 | - | - | 64 | [94] |
| Banana | 7.5 | 74.9 | 7.9 | 0.01 | 9.6 | 15.0 | [95] |
| Sugarcane bagasse | 43.6 | 27.7 | 27.7 | - | - | 76 | [96] |
| Kenaf bast | 63.5 ± 0.5 | 17.6 ± 1.4 | 12.7 ± 1.5 | 2.2 ± 0.8 | 4.0 ± 1.0 | 48.2 | [97] |
| Phoenix dactylifera palm leaflet | 33.5 | 26.0 | 27.0 | 6.5 | - | 50 | [98] |
| Phoenix dactylifera palm rachis | 44.0 | 28.0 | 14.0 | 2.5 | - | 55 | [98] |
| Kenaf core powder | 80.26 | 23.58 | - | - | 48.1 | [99] | |
| Water hyacinth | 42.8 | 20.6 | 4.1 | - | - | 59.56 | [100] |
| Wheat straw | 43.2 ± 0.15 | 34.1 ± 1.2 | 22.0 ± 3.1 | - | - | 57.5 | [101] |
| Sugar beet | 44.95 ± 0.09 | 25.40 ± 2.06 | 11.23 ± 1.66 | 17.67 ± 1.54 | - | 35.67 | [102] |
| Mengkuang leaves | 37.3 ± 0.6 | 34.4 ± 0.2 | 24 ± 0.8 | 2.5 ± 0.02 | 55.1 | [103] | |
| Fibers | Diameter (µm) | Density (g/cc) | Young’s Modulus (GPa) | Tensile Strength (MPa) | References |
|---|---|---|---|---|---|
| Jute | 25–250 | 1.3–1.49 | 13–26.5 | 393–800 | [123] |
| Sisal | 100–300 | 1.44 | 9–20 | 227–400 | [127,128] |
| Abaca | 10–30 | 1.5 | 31.1–33.6 | 430–813 | [123] |
| Pineapple | 20–80 | 1.44 | 34.5–82.5 | 413–1627 | [127] |
| Bamboo | - | 0.91 | 35.91 | 503 | [127] |
| Kenaf | - | 1.45 | 53 | 930 | [129] |
| Banana | - | 1.35 | 3.5 | 56 | [130] |
| Coconut | - | - | 3–5 | 140–225 | [130] |
| Ramie | 20–80 | 1–1.55 | 24.5–128 | 400–1000 | [127] |
| Glass | 15–25 | 2.55 | 70–73 | 2000–3500 | [123] |
| Kevlar | 11.9 | 1.4 | 124 | 300 | [127] |
| Matrix | Fibers | Methods of Manufacturing | FS (MPa) | FM (GPa) | TS (MPa) | TM (GPa) | Impact Strength/Energy | Ref. |
|---|---|---|---|---|---|---|---|---|
| Thermoset | ||||||||
| Unsaturated Polyester | Carbon/sugar palm | Hand lay-up | 87 | 3.3 | - | - | - | [131] |
| Epoxy | Carbon/flax | Compression molding | 318.83 | 28.83 | 126.3 | 2.9 | - | [141] |
| Polyester | Carbon/sisal | Hand lay-up | 131.48 | 7.97 | 38.3 | 1.97 | - | [132] |
| Epoxy | Carbon/unidirectional (UD) cellulosic flax | Compression molding | 318.83 | 28.83 | 126.3 | 2.9 | - | [141] |
| Polyester | Glass fabric/woven jute weave | Hand lay-up | 12.38 | 159.85 | 125 | 12.5 | - | [142] |
| Epoxy | Glass/abaca | Hand lay-up | 12.5 | 1.38 | 44.5 | 0.27 | 16 J | [143] |
| Epoxy | Glass/abaca/jute | Hand lay-up | 12.1 | 1.452 | 57 | 0.29 | 12 J | [143] |
| Polyester | Glass/curaua | Hot compression molding | 170–180 | 9.5–10.5 | 90–93 | 0.0095–0.01 | - | [144] |
| Phenolic | Glass/flax | Compression molding | - | - | 39.7 | 39.7 | - | [145] |
| Polyester | Glass/jute | Pultrusion process | 343.32 | 24.6 | 266.22 | 27.5 | - | [146] |
| Polyester | Glass/jute | - | - | 229.54 | - | 10 J | [133] | |
| Epoxy | Glass/jute | Hand lay-up | 11.9 | 1.216 | 46.5 | 0.25 | 15 J | [143] |
| Polyester | Glass/kenaf | - | 453.22 | 3 | 38–42 | 2–3 | - | [147] |
| Polyester | Glass/sisal | Hand lay-up | 89.2 | - | 65.2 | - | - | [148] |
| Epoxy | Glass/sisal/banana | Compression molding | 163 | - | 104 | 2.35 | 12.8 J | [149] |
| Polyester | Glass/sisal/jute | Hand lay-up | - | - | 200 | - | 12 J | [133] |
| Polyester | Glass/sisal/red mud | Hand lay-up | 98.1 | - | 45.2 | 5.95 | - | [148] |
| Epoxy | Aramid/kenaf | Hand lay-up | 45.7 | 1.96 | 64.7 | 5.29 | 50.1 kJ/m2 | [150] |
| Epoxy | Aramid/kenaf | Hand lay-up | - | - | - | - | 324.4 J | [151] |
| Epoxy | Carbon/cross-ply (CP) cellulosic flax | Compression molding | 145 | 9.71 | 284.8 | 11.9 | - | [141] |
| Unsaturated polyester | Carbon/sisal | Hand lay-up | 131.48 | 7.97 | 38.3 | 1.97 | - | [152] |
| Epoxy | Glass/banana/flax | Hand lay-up | 9.76 | 39 | 12 J | [137] | ||
| Epoxy | Glass/basalt | Hand lay-up | - | - | 210.3 | 14.1 | - | [153] |
| Epoxy | Glass/flax/basalt | Vacuum infusion | 137.95 | 8.02 | 153.16 | 8.11 | - | [154] |
| Epoxy | Glass/hem/basalt | Vacuum infusion | 126.22 | 5.9 | 128.84 | 6.64 | - | [154] |
| Polyester | Glass/sisal | Hand lay-up | - | - | 176.2 | - | 18 J | [133] |
| Polyester | Glass/sisal | Hand lay-up | - | - | - | - | 238 kJ/m2 | [155] |
| Phenolic | Glass/unidirectional flax | Compression molding | - | 412.5 | 40.8 | - | [145] | |
| Epoxy | Kevlar/kenaf | Hand lay-up | 15 | 1.3 | 202 | 3.4 | 34.86 J | [156] |
| Epoxy | Kevlar/kenaf | Hand lay-up | 105 | 3.26 | 164.6 | 4.39 | - | [157] |
| Epoxy | Nylon fabric/coir pith | Compression molding | 106.52 | - | 11.3 | - | 359 J/m | [158] |
| Novolac phenolic (PF) | Woven glass/montmorilonite | Compression molding | 313 | 14.4 | 250 | 11.3 | - | [159] |
| Thermoplastic | ||||||||
| Polypropylene | Cordenka/jute | Pultrusion technique | - | - | 72 | 3.2 | 79 kJ/m2 | [140] |
| Polypropylene | Cordenka/soft wood | Injection Molding | - | 122 | 86 | 8.5 | - | [160] |
| Polypropylene | E-glass /date palm | Injection molding | - | - | 20.5 | 12.25 | - | [161] |
| Polypropylene | Glass/ banana | Injection molding | 270.86 | 0.794 | 24.59 | 0.322 | 29.39 J/m | [134] |
| Polypropylene | Glass/flax | Injection Molding | 65–66 | 4.5–4.6 | 38–39 | 2.1–2.15 | - | [162] |
| Polypropylene | Glass/hemp | - | 366 | 11.3 | - | - | - | [163] |
| Matrix | Fibers | Methods of Manufacturing | FS (MPa) | FM (GPa) | TS (MPa) | TM (GPa) | Impact Strength/Energy | Ref. |
|---|---|---|---|---|---|---|---|---|
| Thermoset | ||||||||
| Epoxy | Abaca/jute/glass | Hand lay-up | 3.169 | - | 45.63 | 0.228 | 4.66 J | [123] |
| Epoxy | Flax/banana | Hand lay-up | 13.54 | - | 30 | - | 16 J | [137] |
| Epoxy | Flax/hemp | Compression molding | - | - | 40–60 | - | 14–20 kJ/m2 | [164] |
| Epoxy | Flax/hemp/basalt | Vacuum infusion | 128.46 | 7.45 | 115.97 | 7.69 | - | [154] |
| Epoxy | Jute/banana | Hand-lay-up | 59.84 | 9.17 | 18.96 | 0.724 | 18.23 kJ/m2 | [126] |
| Epoxy | Jute/banana | Hand lay-up | 59.84 | 9.17 | 18.96 | 0.724 | 18.23 kJ/m2 | [126] |
| Epoxy | Jute/oil palm | Hand lay-up | 49 | 3.07 | - | - | 57.0 J/m | [165] |
| Epoxy | Jute/oil palm | Hand lay-up | - | - | 25.3 | 2.62 | - | [166] |
| Epoxy | Jute/oil palm | Hand lay-up | - | - | 37.9 | 3.31 | - | [166] |
| Epoxy | Jute/oil palm | Hand lay-up | 49 | 3.07 | - | - | 57.0 J/m | [165] |
| Polyester | Jute/palm leaf stalk | Compression molding | 164 | 18.23 | 83.3 | 3.78 | 26.02 kJ/m2 | [136] |
| Epoxy | Jute/wool | Hand lay-up | 72.7 | 5.65 | 40.24 | 3.5 | 9 J | [167] |
| Polyester | Kenaf/banana | Hand lay-up | 172.2 | - | 110 | - | 23 kJ/m2 | [168] |
| Polyester | Palm leaf/jute | Compression molding | 145.66 | 17.95 | 64.3 | 2.45 | 27.01 kJ/m2 | [136] |
| Epoxy | Sisal/banana | Hand lay-up | 59.687 | 9.13 | 18.66 | 0.682 | 17.9 kJ/m2 | [169] |
| Polyester | Sisal/roselle | Hand lay-up | 76.5 | - | 58.7 | - | 1.32 kJ/m2 | [170] |
| Polyester | Sisal/roselle | Compression molding | 51.3 | - | 32.4 | - | 1.41 kJ/m2 | [171] |
| Epoxy | Wool and jute | Hand lay-up | 76.01 | 6.1 | 50.51 | 4.97 | [167] | |
| Epoxy | Woven jute/banana | Hand lay-up | 91.66 | 9.44 | 54.76 | 13.69 | 73.33 J/m | [172] |
| Thermoplastic | ||||||||
| High density polyethylene | Agave/pine | Extrusion and injection molding | 28.5 | 1.173 | 24 | 0.62 | 53 J/m | [173] |
| Polypropylene | Cordenka/jute | Injection molding | - | - | 72 | 3.2 | 79 kJ/m2 | [140] |
| Acrylate | Hemp/kenaf | Compression molding | - | - | 11.3 | 1.2–3 | 6–40 kJ/m2 | [174] |
| Poly(lactic acid) (PLA) | Hemp/kenaf | Compression molding | - | - | 61 | 7.763 | 11.8 kJ/m2 | [174] |
| Poly(lactic acid) (PLA) | Hemp/lyocell | Compression molding | - | - | 71.5 | 7.034 | 24.7 kJ/m2 | [174] |
| Bisphenol-C-formaldehyde | Jute/cane sugar husk | Hand lay-up | 48 | - | 12 | - | - | [162] |
| Bisphenol-C-formaldehyde | Jute/jamun flower husk | Hand lay-up | 41 | - | 12 | - | - | [162] |
| Bisphenol-C-formaldehyde | Jute/rice husk | Hand lay-up | 14 | - | 10 | - | - | [162] |
| Bisphenol-C-formaldehyde | Jute/wheat husk | Hand lay-up | 29 | - | 17 | - | - | [162] |
| Poly lactic acid | Sisal/banana | Injection molding | 91 | 4.2 | 57 | 1.7 | 31.5 kJ/m2 | [138] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suriani, M.J.; Rapi, H.Z.; Ilyas, R.A.; Petrů, M.; Sapuan, S.M. Delamination and Manufacturing Defects in Natural Fiber-Reinforced Hybrid Composite: A Review. Polymers 2021, 13, 1323. https://doi.org/10.3390/polym13081323
Suriani MJ, Rapi HZ, Ilyas RA, Petrů M, Sapuan SM. Delamination and Manufacturing Defects in Natural Fiber-Reinforced Hybrid Composite: A Review. Polymers. 2021; 13(8):1323. https://doi.org/10.3390/polym13081323
Chicago/Turabian StyleSuriani, M. J., Hannah Zalifah Rapi, R. A. Ilyas, Michal Petrů, and S. M. Sapuan. 2021. "Delamination and Manufacturing Defects in Natural Fiber-Reinforced Hybrid Composite: A Review" Polymers 13, no. 8: 1323. https://doi.org/10.3390/polym13081323
APA StyleSuriani, M. J., Rapi, H. Z., Ilyas, R. A., Petrů, M., & Sapuan, S. M. (2021). Delamination and Manufacturing Defects in Natural Fiber-Reinforced Hybrid Composite: A Review. Polymers, 13(8), 1323. https://doi.org/10.3390/polym13081323