
Fabrication of Polyvinylidene Difluoride Membrane with Enhanced Pore and Filtration Properties by Using Tannic Acid as an Additive

 ,
,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Membrane Preparation
2.3. Membrane Characterization
2.3.1. Surface Hydrophilicity
2.3.2. Morphology
2.3.3. Surface Chemistry
2.3.4. Porosity, Pore Size, and Water Uptake
2.3.5. Clean Water Permeability
2.3.6. Filtration of Humic Acid Solution and Antifouling Test
2.3.7. Chemical Stability
3. Results and Discussion
3.1. Membrane Characterization
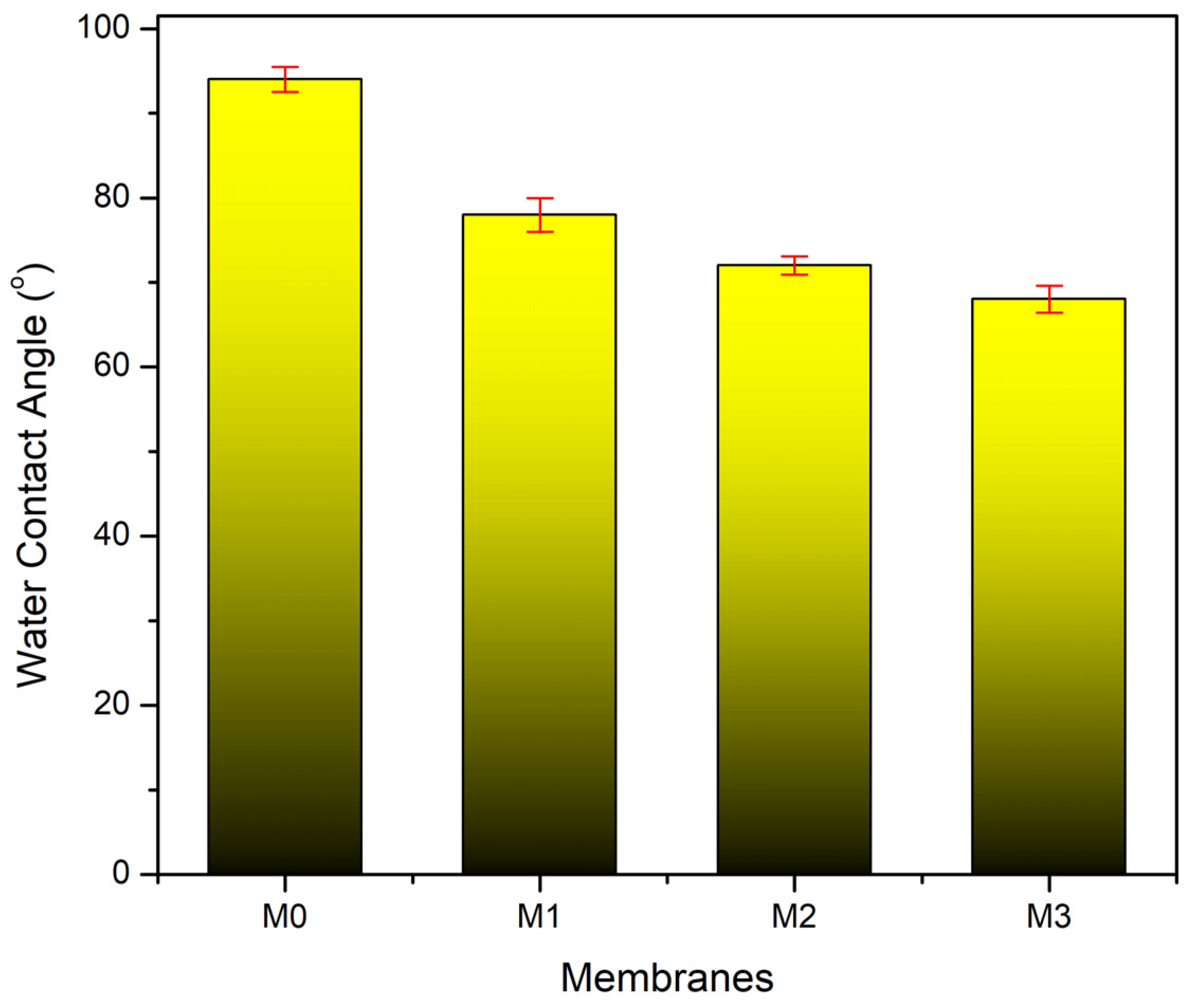
3.1.1. Surface Hydrophilicity of Membrane
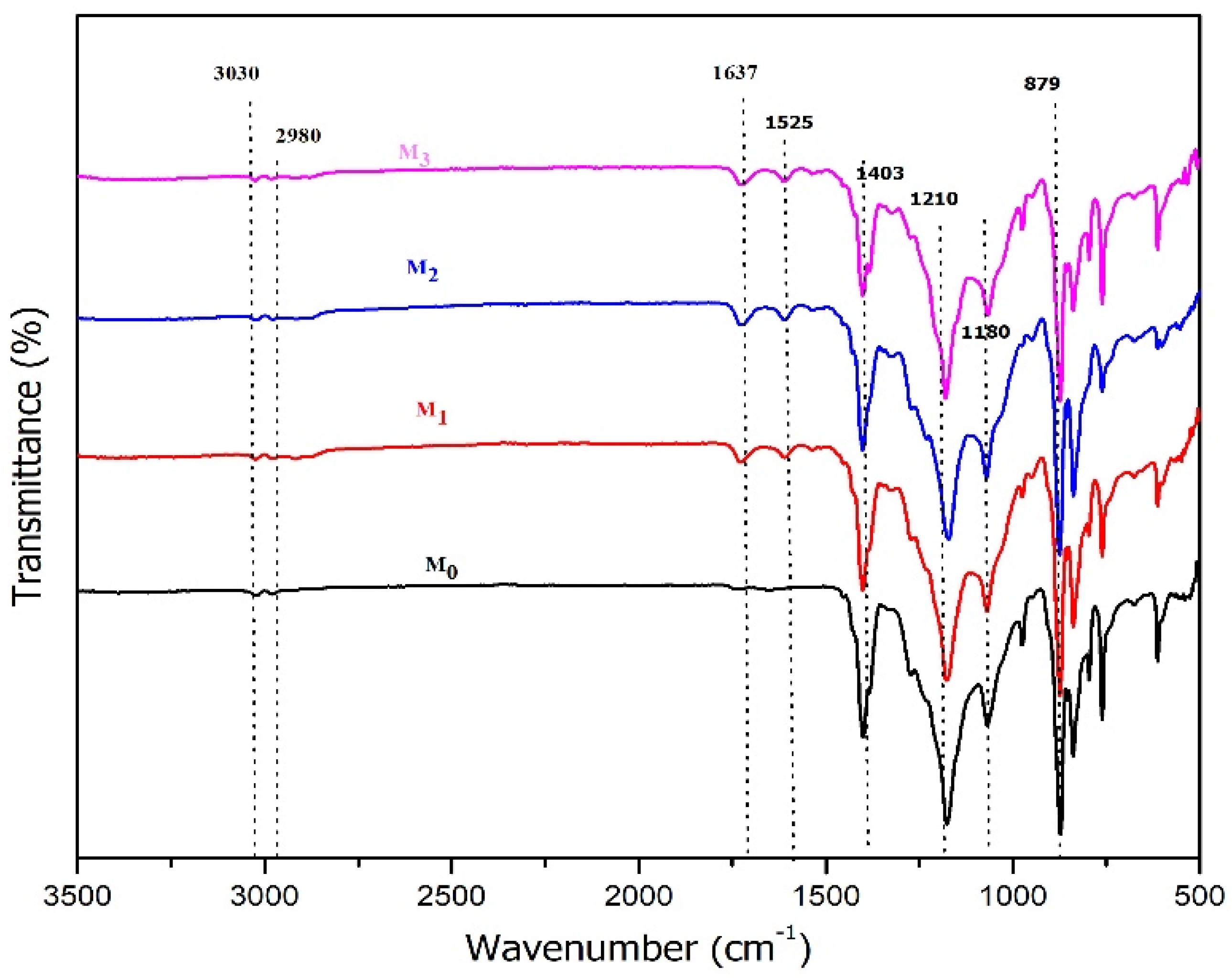
3.1.2. Analysis of Chemical Functional Groups on the Membrane Surface
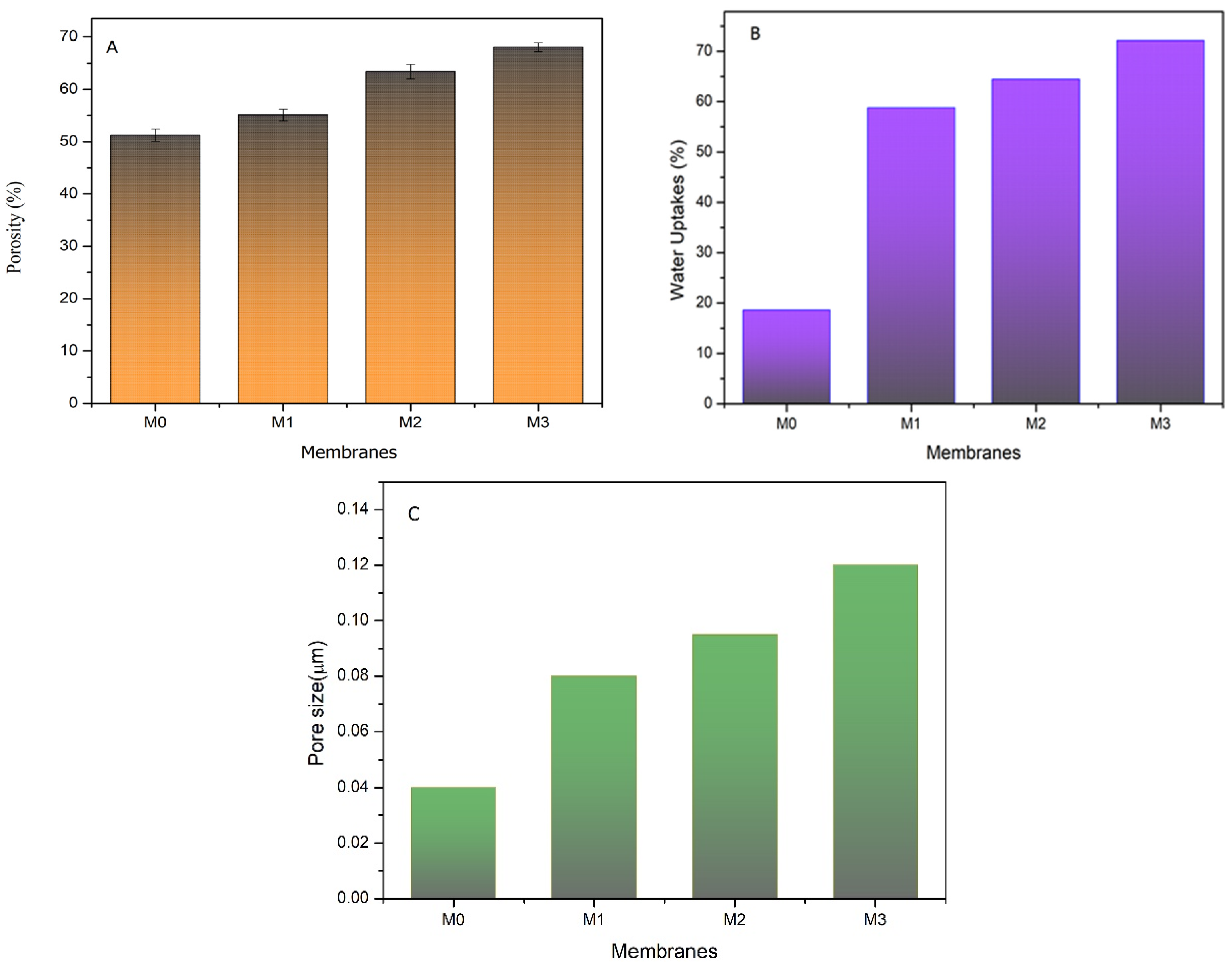
3.1.3. Porosity, Pore Size, and Water Uptake
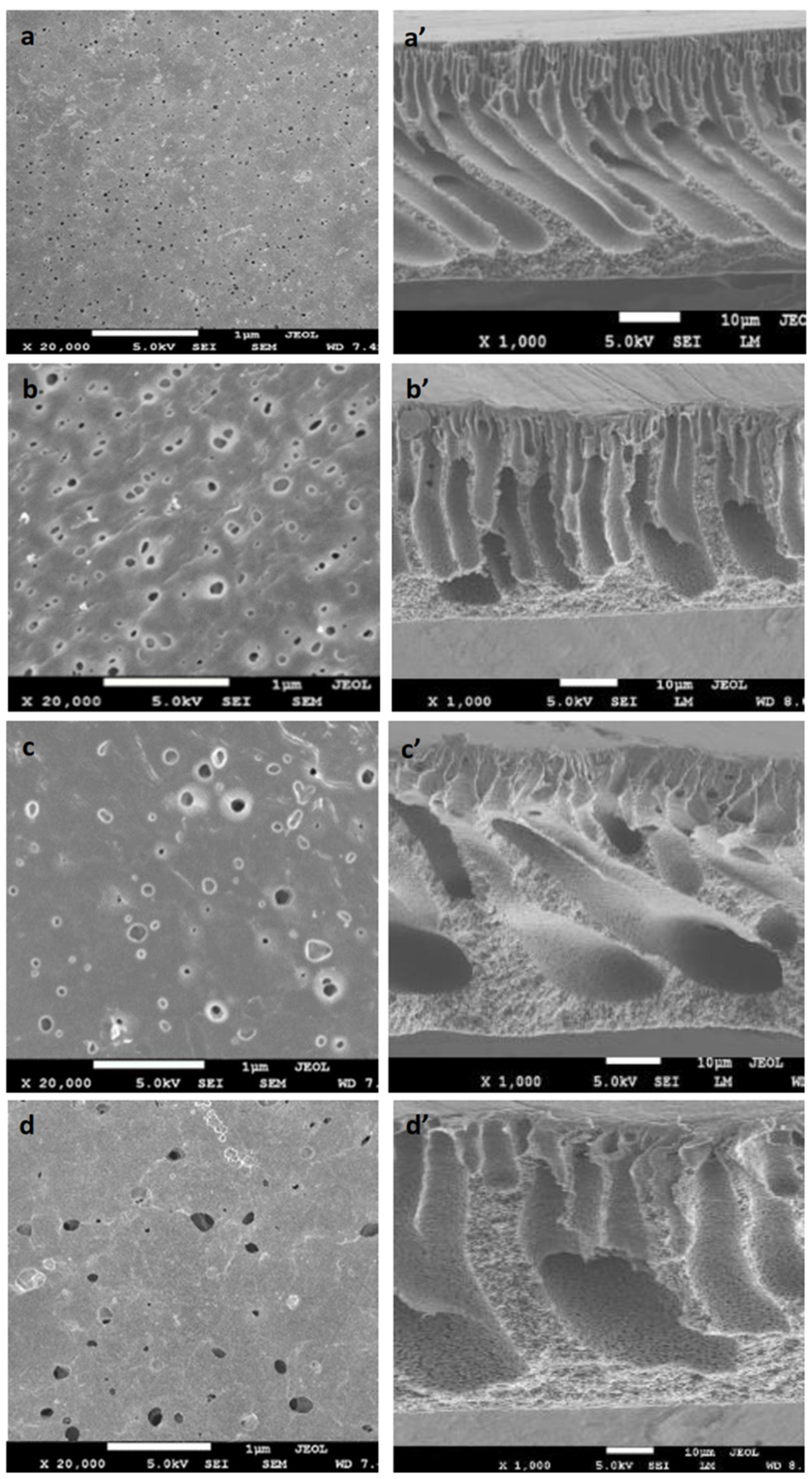
3.1.4. Membrane Morphology
3.2. Membrane Filtration Performance
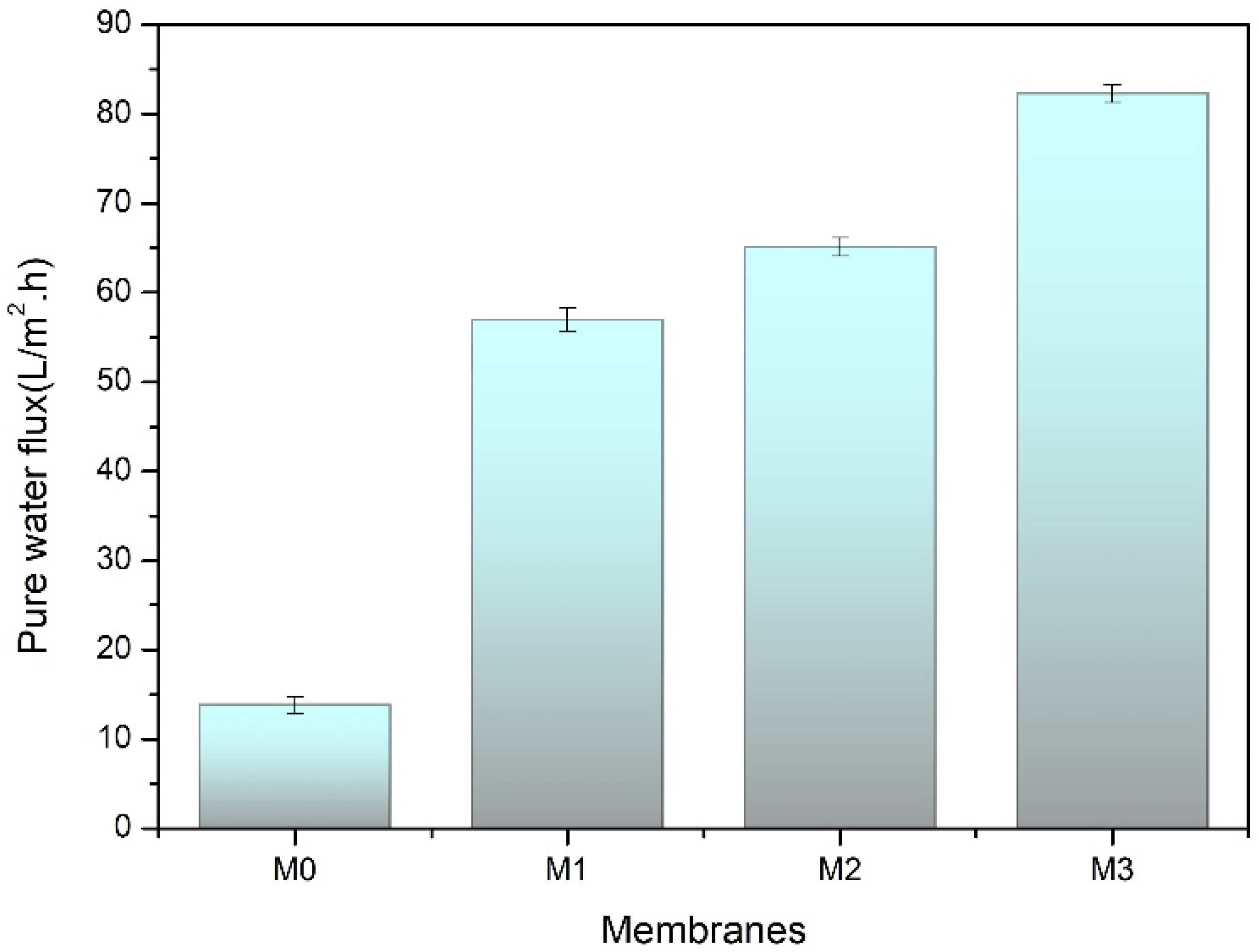
3.2.1. Pure Water Flux
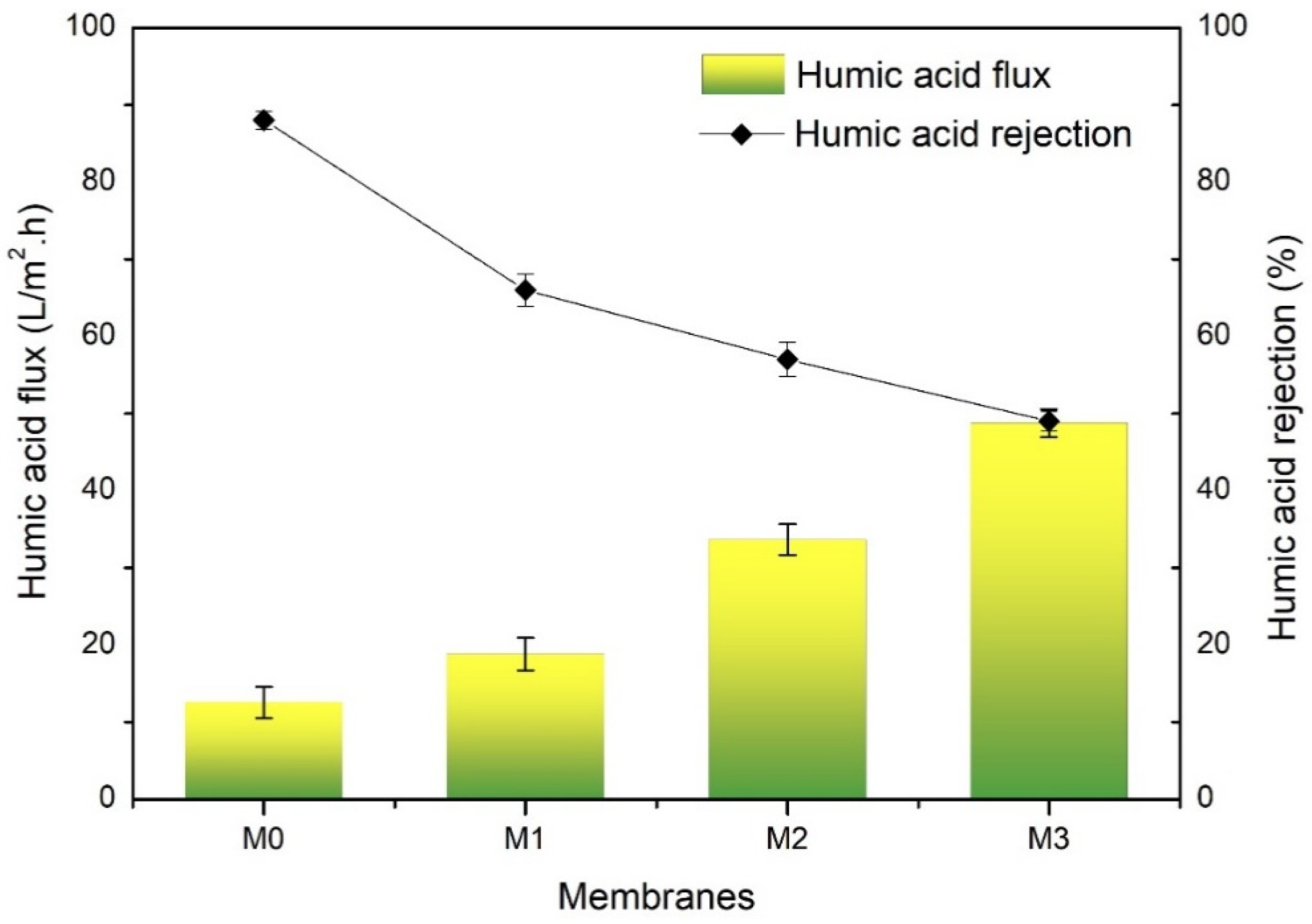
3.2.2. Humic Acid Solution Permeation and Rejection
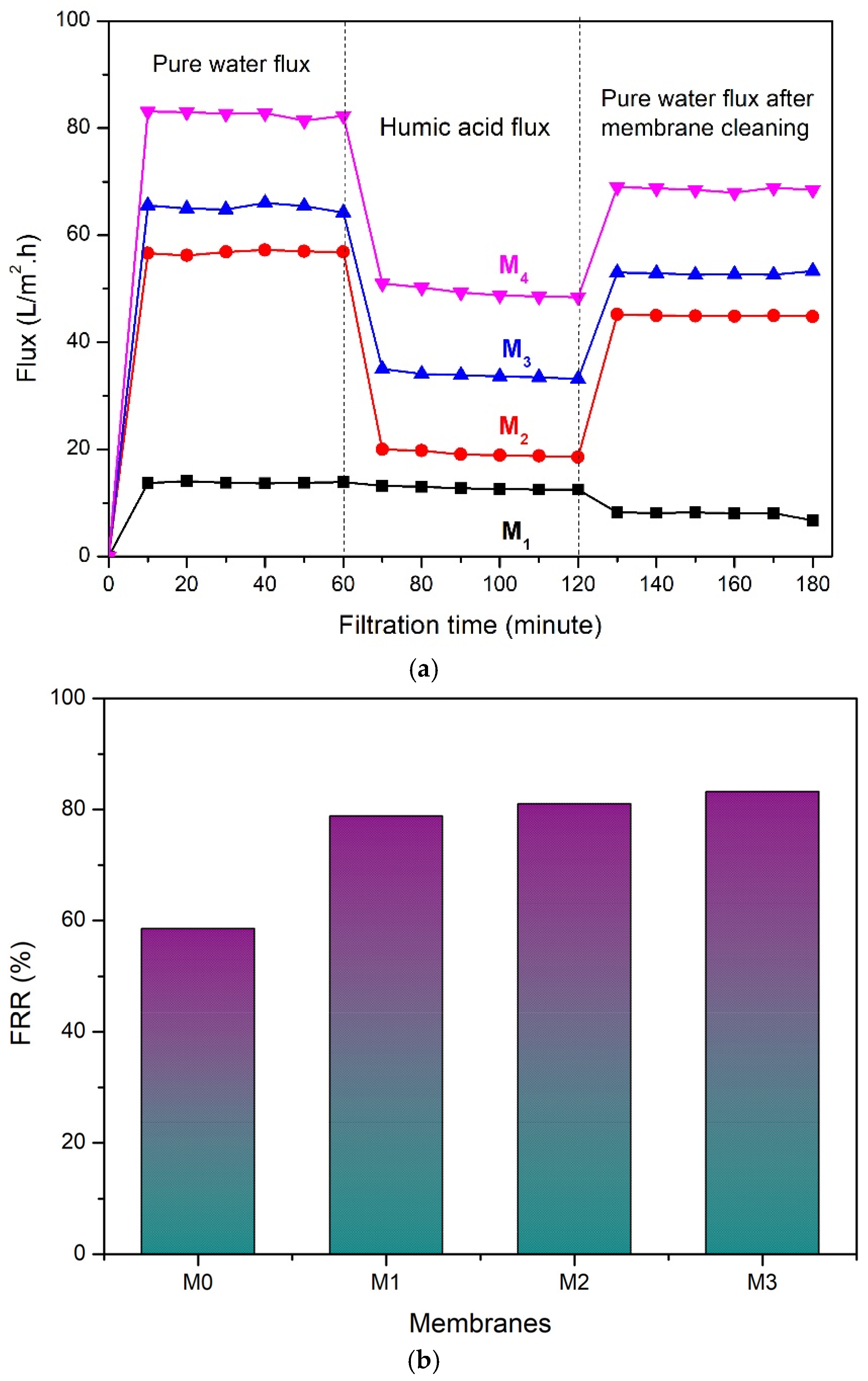
3.2.3. Antifouling Performance
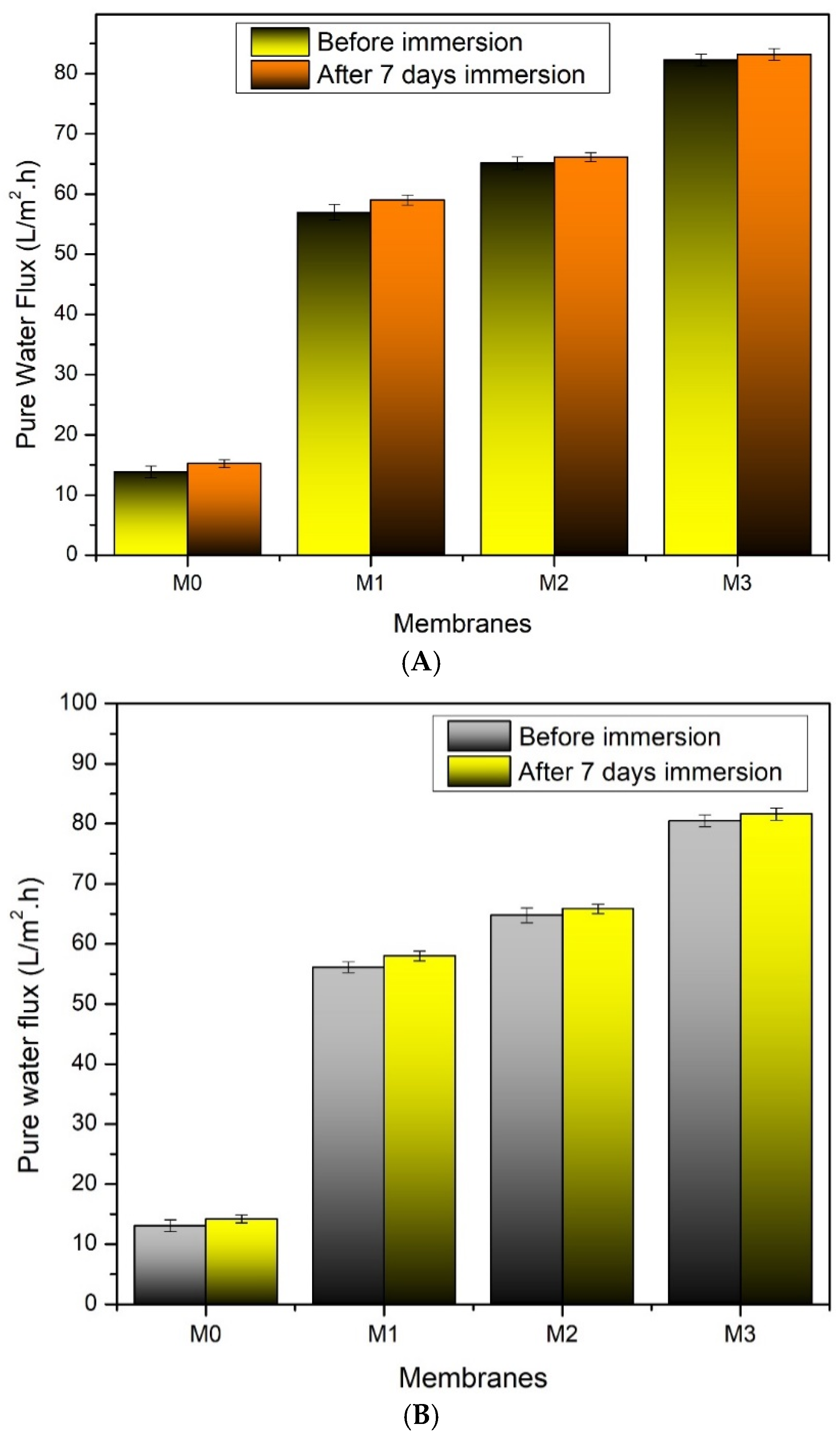
3.3. Membrane Stability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Padaki, M.; Surya Murali, R.; Abdullah, M.S.; Misdan, N.; Moslehyani, A.; Kassim, M.A.; Hilal, N.; Ismail, A.F. Membrane Technology Enhancement in Oil–Water Separation. A Review. Desalination 2015, 357, 197–207. [Google Scholar] [CrossRef]
- Liu, C.; Wu, L.; Zhang, C.; Chen, W.; Luo, S. Surface Hydrophilic Modification of PVDF Membranes by Trace Amounts of Tannin and Polyethyleneimine. Appl. Surf. Sci. 2018, 457, 695–704. [Google Scholar] [CrossRef]
- Cheryan, M.; Rajagopalan, N. Membrane Processing of Oily Streams. Wastewater Treatment and Waste Reduction. J. Membr. Sci. 1998, 151, 13–28. [Google Scholar] [CrossRef]
- Efome, J.E.; Rana, D.; Matsuura, T.; Lan, C.Q. Effects of Operating Parameters and Coexisting Ions on the Efficiency of Heavy Metal Ions Removal by Nano-Fibrous Metal-Organic Framework Membrane Filtration Process. Sci. Total Environ. 2019, 674, 355–362. [Google Scholar] [CrossRef]
- Ahmad, A.L.; Pang, W.Y.; Mohd Shafie, Z.M.H.; Zaulkiflee, N.D. PES/PVP/TiO2 Mixed Matrix Hollow Fiber Membrane with Antifouling Properties for Humic Acid Removal. J. Water Process Eng. 2019, 31, 100827. [Google Scholar] [CrossRef]
- Ambarita, A.C.; Mulyati, S.; Arahman, N.; Bilad, M.R.; Shamsuddin, N.; Ismail, N.M. Improvement of Properties and Performances of Polyethersulfone Ultrafiltration Membrane by Blending with Bio-Based Dragonbloodin Resin. Polymers 2021, 13, 4436. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.; Wu, L.; Deng, F.; Zhao, D.; Zhang, C.; Zhang, C. Hydrophilic Modification of PVDF Porous Membrane via a Simple Dip-Coating Method in Plant Tannin Solution. RSC Adv. 2016, 6, 71287–71294. [Google Scholar] [CrossRef]
- Kang, G.; Cao, Y. Application and Modification of Poly(Vinylidene Fluoride) (PVDF) Membranes—A Review. J. Membr. Sci. 2014, 463, 145–165. [Google Scholar] [CrossRef]
- Zakria, H.S.; Othman, M.H.D.; Kadir, S.H.S.A.; Kamaludin, R.; Jilani, A.; Omar, M.F.; Bakar, S.A.; Jaafar, J.; Rahman, M.A.; Abdullah, H.; et al. Fabrication of High Performance PVDF Hollow Fiber Membrane Using Less Toxic Solvent at Different Additive Loading and Air Gap. Membranes 2021, 11, 843. [Google Scholar] [CrossRef]
- Wahab, M.Y.; Muchtar, S.; Jeon, S.; Fang, L.; Rajabzadeh, S.; Takagi, R.; Arahman, N.; Mulyati, S.; Riza, M.; Matsuyama, H. Synergistic Effects of Organic and Inorganic Additives in Preparation of Composite Poly(Vinylidene Fluoride) Antifouling Ultrafiltration Membranes. J. Appl. Polym. Sci. 2019, 136, 47737. [Google Scholar] [CrossRef]
- Plisko, T.V.; Penkova, A.V.; Burts, K.S.; Bildyukevich, A.V.; Dmitrenko, M.E.; Melnikova, G.B.; Atta, R.R.; Mazur, A.S.; Zolotarev, A.A.; Missyul, A.B. Effect of Pluronic F127 on Porous and Dense Membrane Structure Formation via Non-Solvent Induced and Evaporation Induced Phase Separation. J. Membr. Sci. 2019, 580, 336–349. [Google Scholar] [CrossRef]
- Muchtar, S.; Wahab, M.Y.; Mulyati, S.; Arahman, N.; Riza, M. Superior Fouling Resistant PVDF Membrane with Enhanced Filtration Performance Fabricated by Combined Blending and the Self-Polymerization Approach of Dopamine. J. Water Process Eng. 2019, 28, 293–299. [Google Scholar] [CrossRef]
- Muchtar, S.; Wahab, M.Y.; Fang, L.; Jeon, S.; Rajabzadeh, S.; Takagi, R.; Mulyati, S.; Arahman, N.; Riza, M.; Matsuyama, H. Polydopamine-coated Poly(Vinylidene Fluoride) Membranes with High Ultraviolet Resistance and Antifouling Properties for a Photocatalytic Membrane Reactor. J. Appl. Polym. Sci. 2018, 136, 47312. [Google Scholar] [CrossRef]
- Yan, W.; Shi, M.; Dong, C.; Liu, L.; Gao, C. Applications of Tannic Acid in Membrane Technologies: A Review. Adv. Colloid Interface Sci. 2020, 284, 102267. [Google Scholar] [CrossRef]
- Shirmohammadli, Y.; Efhamisisi, D.; Pizzi, A. Tannins as a Sustainable Raw Material for Green Chemistry: A Review. Ind. Crops Prod. 2018, 126, 316–332. [Google Scholar] [CrossRef]
- Koopmann, A.-K.; Schuster, C.; Torres-Rodríguez, J.; Kain, S.; Pertl-Obermeyer, H.; Petutschnigg, A.; Hüsing, N. Tannin-Based Hybrid Materials and Their Applications: A Review. Molecules 2020, 25, 4910. [Google Scholar] [CrossRef] [PubMed]
- Oh, H.I.; Hoff, J.E.; Armstrong, G.S.; Haff, L.A. Hydrophobic Interaction in Tannin-Protein Complexes. J. Agric. Food Chem. 1980, 28, 394–398. [Google Scholar] [CrossRef]
- Etter, M.C. Encoding and Decoding Hydrogen-Bond Patterns of Organic Compounds. Acc. Chem. Res. 1990, 23, 120–126. [Google Scholar] [CrossRef]
- Kang, G.; Cao, Y. Development of Antifouling Reverse Osmosis Membranes for Water Treatment: A Review. Water Res. 2012, 46, 584–600. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, Z.; Han, X.; Wang, J.; Wang, S. Improved Flux and Anti-Biofouling Performances of Reverse Osmosis Membrane via Surface Layer-by-Layer Assembly. J. Membr. Sci. 2017, 539, 403–411. [Google Scholar] [CrossRef]
- Xu, L.; He, Y.; Feng, X.; Dai, F.; Yang, N.; Zhao, Y.; Chen, L. A Comprehensive Description of the Threshold Flux during Oil/Water Emulsion Filtration to Identify Sustainable Flux Regimes for Tannic Acid (TA) Dip-Coated Poly(Vinylidene Fluoride) (PVDF) Membranes. J. Membr. Sci. 2018, 563, 43–53. [Google Scholar] [CrossRef]
- Li, R.; Fan, H.; Shen, L.; Rao, L.; Tang, J.; Hu, S.; Lin, H. Inkjet Printing Assisted Fabrication of Polyphenol-Based Coating Membranes for Oil/Water Separation. Chemosphere 2020, 250, 126236. [Google Scholar] [CrossRef] [PubMed]
- Nawi, N.I.M.; Amat, S.O.; Bilad, M.R.; Nordin, N.A.H.M.; Shamsuddin, N.; Prayogi, S.; Narkkun, T.; Faungnawakij, K. Development of Polyvinylidene Fluoride Membrane via Assembly of Tannic Acid and Polyvinylpyrrolidone for Filtration of Oil/Water Emulsion. Polymers 2021, 13, 976. [Google Scholar] [CrossRef] [PubMed]
- Pérez-Manríquez, L.; Neelakanda, P.; Peinemann, K.-V. Tannin-Based Thin-Film Composite Membranes for Solvent Nanofiltration. J. Membr. Sci. 2017, 541, 137–142. [Google Scholar] [CrossRef] [Green Version]
- He, M.; Zhang, S.; Su, Y.; Zhang, R.; Liu, Y.; Jiang, Z. Manipulating Membrane Surface Porosity and Pore Size by In-Situ Assembly of Pluronic F127 and Tannin. J. Membr. Sci. 2018, 556, 285–292. [Google Scholar] [CrossRef]
- Wang, L.; Pan, K.; Li, L.; Cao, B. Surface Hydrophilicity and Structure of Hydrophilic Modified PVDF Membrane by Nonsolvent Induced Phase Separation and Their Effect on Oil/Water Separation Performance. Ind. Eng. Chem. Res. 2014, 53, 6401–6408. [Google Scholar] [CrossRef]
- Chen, S.; Xie, Y.; Xiao, T.; Zhao, W.; Li, J.; Zhao, C. Tannic Acid-Inspiration and Post-Crosslinking of Zwitterionic Polymer as a Universal Approach towards Antifouling Surface. Chem. Eng. J. 2018, 337, 122–132. [Google Scholar] [CrossRef]
- Shih, T.; Liu, N.; Zhang, Q.; Chen, Y.; Zhang, W.; Liu, Y.; Qu, R.; Wei, Y.; Feng, L. Preparation of DOPA-TA Coated Novel Membrane for Multifunctional Water Decontamination. Sep. Purif. Technol. 2018, 194, 135–140. [Google Scholar] [CrossRef]
- Shi, M.; Yan, W.; Zhou, Y.; Wang, Z.; Liu, L.; Zhao, S.; Ji, Y.; Wang, J.; Gao, C.; Zhang, P.; et al. Combining Tannic Acid-Modified Support and a Green Co-Solvent for High Performance Reverse Osmosis Membranes. J. Membr. Sci. 2020, 595, 117474. [Google Scholar] [CrossRef]
- Foong, Y.X.; Yew, L.H.; Chai, P.V. Green Approaches to Polysulfone Based Membrane Preparation via Dimethyl Sulfoxide and Eco-Friendly Natural Additive Gum Arabic. Mater. Today Proc. 2021, 46, 2092–2097. [Google Scholar] [CrossRef]
- Geng, Z.; Yang, X.; Boo, C.; Zhu, S.; Lu, Y.; Fan, W.; Huo, M.; Elimelech, M.; Yang, X. Self-Cleaning Anti-Fouling Hybrid Ultrafiltration Membranes via Side Chain Grafting of Poly(Aryl Ether Sulfone) and Titanium Dioxide. J. Membr. Sci. 2017, 529, 1–10. [Google Scholar] [CrossRef]
- Liu, F.; Hashim, N.A.; Liu, Y.; Abed, M.R.M.; Li, K. Progress in the Production and Modification of PVDF Membranes. J. Membr. Sci. 2011, 375, 1–27. [Google Scholar] [CrossRef]
- Quideau, S.; Deffieux, D.; Douat-Casassus, C.; Pouységu, L. Plant Polyphenols: Chemical Properties, Biological Activities, and Synthesis. Angew. Chem. Int. Ed. 2011, 50, 586–621. [Google Scholar] [CrossRef]
- Rahimpour, A.; Madaeni, S.S.; Zereshki, S.; Mansourpanah, Y. Preparation and Characterization of Modified Nano-Porous PVDF Membrane with High Antifouling Property Using UV Photo-Grafting. Appl. Surf. Sci. 2009, 255, 7455–7461. [Google Scholar] [CrossRef]
- Bormashenko, Y.; Pogreb, R.; Stanevsky, O. (Eds.) Vibrational Spectrum of PVDF and Its Interpretation. Polym. Test. 2004, 23, 791–796. [Google Scholar] [CrossRef]
- Sri Abirami Saraswathi, M.; Kausalya, R.; Kaleekkal, N.J.; Rana, D.; Nagendran, A. BSA and Humic Acid Separation from Aqueous Stream Using Polydopamine Coated PVDF Ultrafiltration Membranes. J. Environ. Chem. Eng. 2017, 5, 2937–2943. [Google Scholar] [CrossRef]
- Jiang, J.-H.; Zhu, L.-P.; Zhang, H.-T.; Zhu, B.-K.; Xu, Y.-Y. Improved Hydrodynamic Permeability and Antifouling Properties of Poly(Vinylidene Fluoride) Membranes Using Polydopamine Nanoparticles as Additives. J. Membr. Sci. 2014, 457, 73–81. [Google Scholar] [CrossRef]
- Nawi, N.I.M.; Chean, H.M.; Shamsuddin, N.; Bilad, M.R.; Narkkun, T.; Faungnawakij, K.; Khan, A.L. Development of Hydrophilic PVDF Membrane Using Vapour Induced Phase Separation Method for Produced Water Treatment. Membranes 2020, 10, 121. [Google Scholar] [CrossRef]
- Nawi, N.I.M.; Sait, N.R.; Bilad, M.R.; Shamsuddin, N.; Jaafar, J.; Nordin, N.A.H.; Narkkun, T.; Faungnawakij, K.; Mohshim, D.F. Polyvinylidene Fluoride Membrane via Vapour Induced Phase Separation for Oil/Water Emulsion Filtration. Polymers 2021, 13, 427. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane | PVDF (wt%) | Tannic Acid (wt%) | DMAc (wt%) |
|---|---|---|---|
| M0 | 15 | 0 | 85 |
| M1 | 15 | 1 | 84 |
| M2 | 15 | 1.5 | 83.5 |
| M3 | 15 | 2 | 83 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mulyati, S.; Aprilia, S.; Muchtar, S.; Syamsuddin, Y.; Rosnelly, C.M.; Bilad, M.R.; Samsuri, S.; Ismail, N.M. Fabrication of Polyvinylidene Difluoride Membrane with Enhanced Pore and Filtration Properties by Using Tannic Acid as an Additive. Polymers 2022, 14, 186. https://doi.org/10.3390/polym14010186
Mulyati S, Aprilia S, Muchtar S, Syamsuddin Y, Rosnelly CM, Bilad MR, Samsuri S, Ismail NM. Fabrication of Polyvinylidene Difluoride Membrane with Enhanced Pore and Filtration Properties by Using Tannic Acid as an Additive. Polymers. 2022; 14(1):186. https://doi.org/10.3390/polym14010186
Chicago/Turabian StyleMulyati, Sri, Sri Aprilia, Syawaliah Muchtar, Yanna Syamsuddin, Cut Meurah Rosnelly, Muhammad Roil Bilad, Shafirah Samsuri, and Noor Maizura Ismail. 2022. "Fabrication of Polyvinylidene Difluoride Membrane with Enhanced Pore and Filtration Properties by Using Tannic Acid as an Additive" Polymers 14, no. 1: 186. https://doi.org/10.3390/polym14010186
APA StyleMulyati, S., Aprilia, S., Muchtar, S., Syamsuddin, Y., Rosnelly, C. M., Bilad, M. R., Samsuri, S., & Ismail, N. M. (2022). Fabrication of Polyvinylidene Difluoride Membrane with Enhanced Pore and Filtration Properties by Using Tannic Acid as an Additive. Polymers, 14(1), 186. https://doi.org/10.3390/polym14010186