
Potentiality of Utilizing Woven Pineapple Leaf Fibre for Polymer Composites


 , , ,
, , ,  and
and
Abstract
:1. Introduction
2. Experimental Method
2.1. Materials
2.2. Fabrication of Laminate Composite
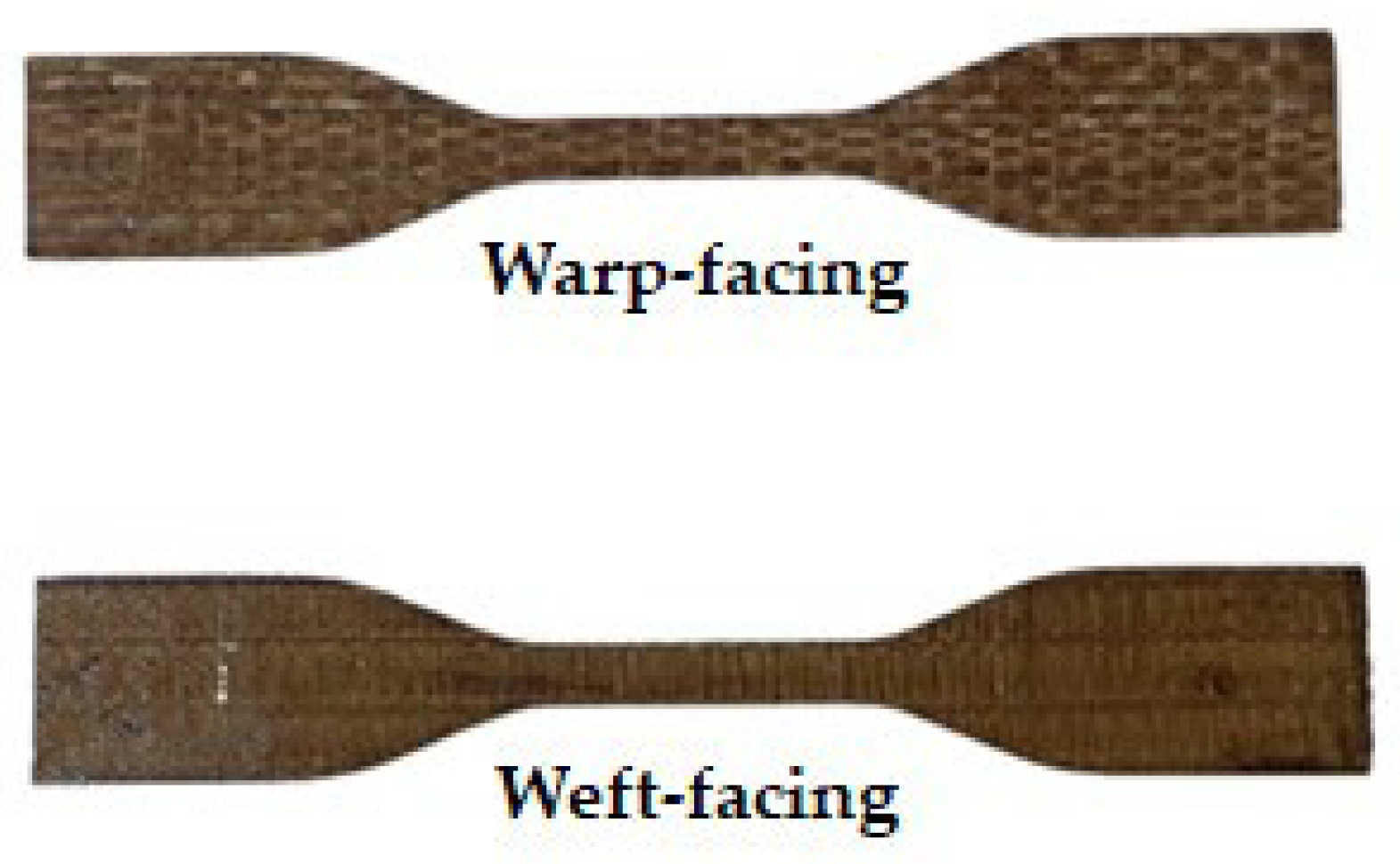
2.3. Mechanical Testing
2.4. Scanning Electron Microscopy (SEM)
3. Result and Discussion
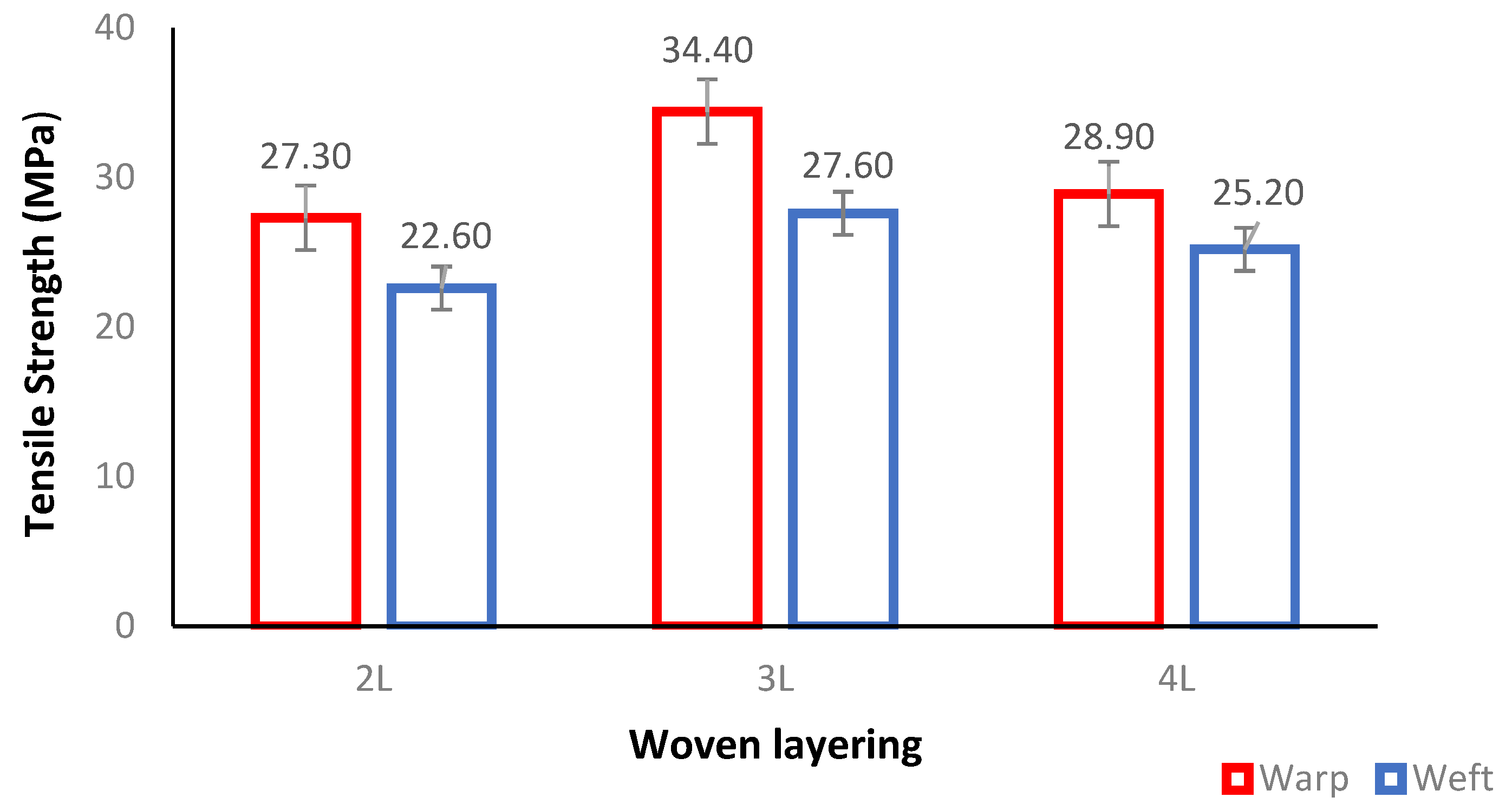
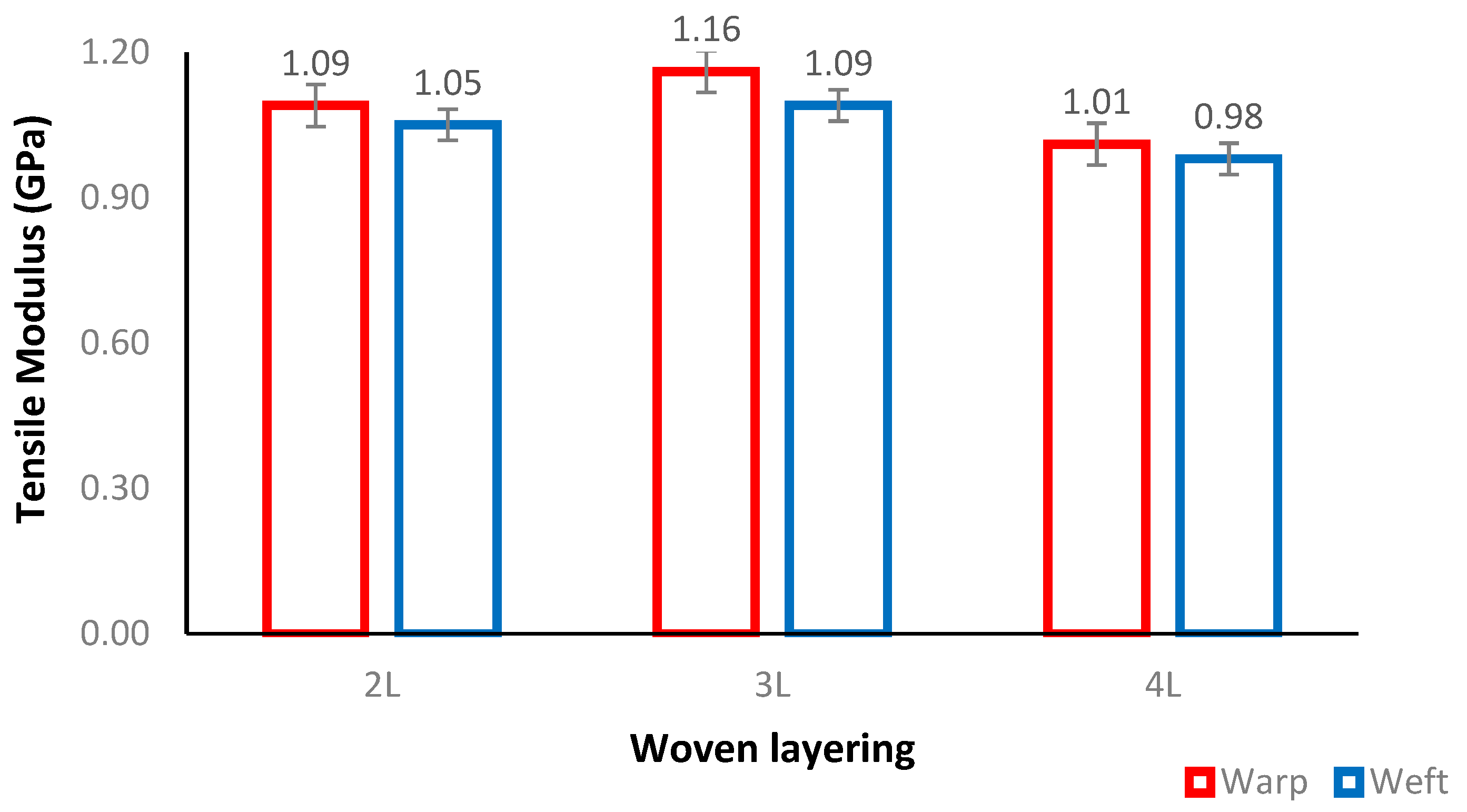
3.1. Tensile Test
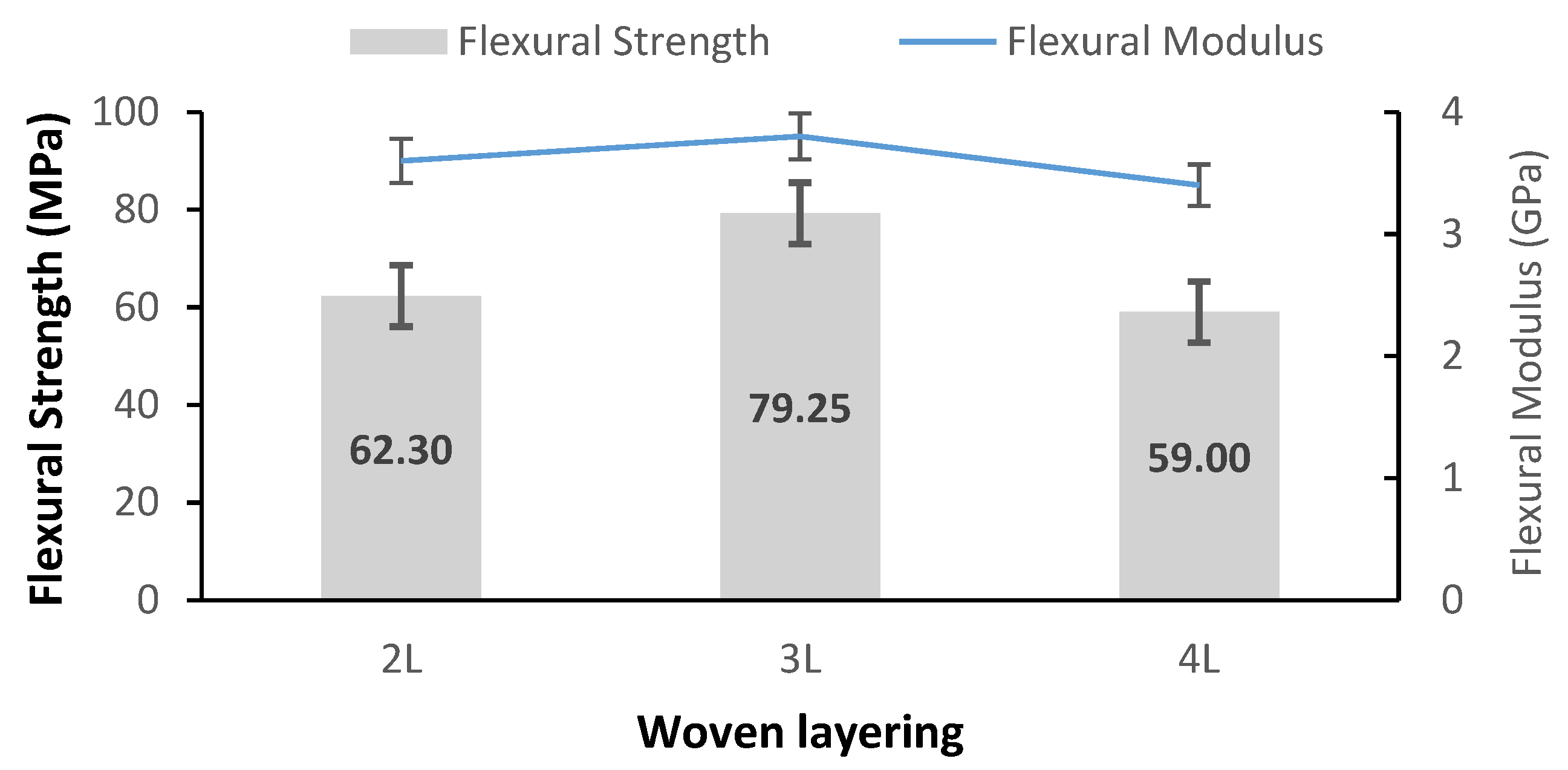
3.2. Flexural Properties
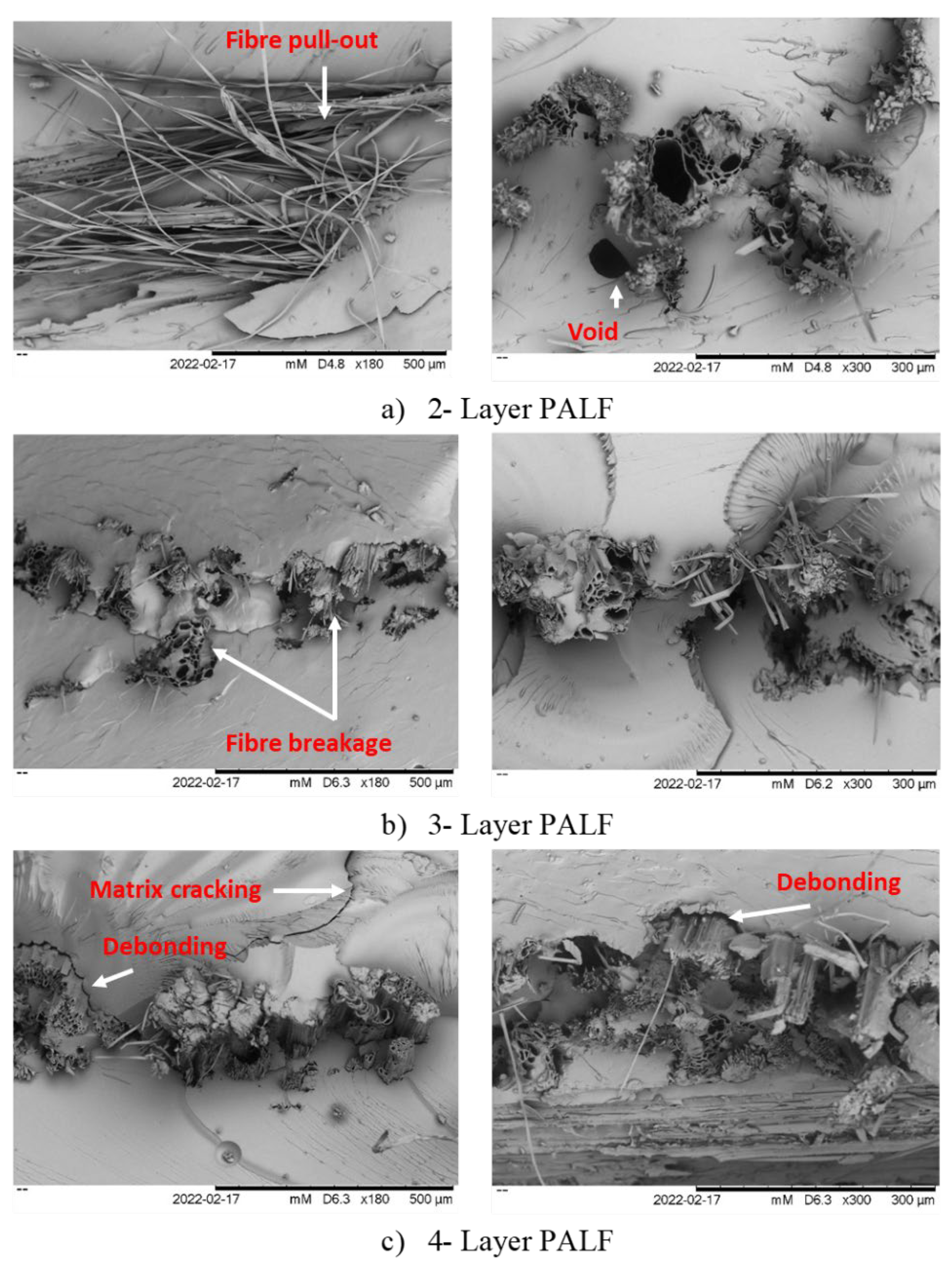
3.3. Scanning Electron Microscopy (SEM)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mathivanan, D.B.; Siregar, J.P.; Ruzaimi, M.; Rejab, M.; Bachtiar, D.; Asmara, Y.P.; Cionita, T. The Mechanical Properties of Alkaline Treated Pineapple Leaf Fibre to Reinforce Tapioca Based Bioplastic Resin Composite. Mater. Sci. Forum 2017, 882, 66–70. [Google Scholar] [CrossRef]
- Djafar, Z.; Renreng, I.; Jannah, M. Tensile and Bending Strength Analysis of Ramie Fiber and Woven Ramie Reinforced Epoxy Composite. J. Nat. Fibers 2020, 18, 2315–2326. [Google Scholar] [CrossRef]
- El-Shekeil, Y.A.; Sapuan, S.M.; Jawaid, M.; Al-Shuja’a, O.M. Influence of Fiber Content on Mechanical, Morphological and Thermal Properties of Kenaf Fibers Reinforced Poly(Vinyl Chloride)/Thermoplastic Polyurethane Poly-Blend Composites. Mater. Des. 2014, 58, 130–135. [Google Scholar] [CrossRef] [Green Version]
- Tezara, C.; Zalinawati, M.; Siregar, J.P.; Jaafar, J.; Hamdan, M.H.M.; Oumer, A.N.; Chuah, K.H. Effect of Stacking Sequences, Fabric Orientations, and Chemical Treatment on the Mechanical Properties of Hybrid Woven Jute–Ramie Composites. Int. J. Precis. Eng. Manuf.-Green Technol. 2021, 9, 273–285. [Google Scholar] [CrossRef]
- Balasubramanian, K.; Rajeswari, N.; Vishvak, R. Influence of Sequential Positioning of Fibre Mats in Enhancing the Properties of Natural Fibre Mat Hybrid Composite. Mater. Today Proc. 2019, 28, 1144–1148. [Google Scholar] [CrossRef]
- Kumar, S.; Saha, A. Effects of Stacking Sequence of Pineapple Leaf-Flax Reinforced Hybrid Composite Laminates on Mechanical Characterization and Moisture Resistant Properties. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 236, 1733–1750. [Google Scholar] [CrossRef]
- Khan, T.; Sultan, M.T.H.; Shah, A.U.M.; Ariffin, A.H.; Jawaid, M. The Effects of Stacking Sequence on the Tensile and Flexural Properties of Kenaf/Jute Fibre Hybrid Composites. J. Nat. Fibers 2019, 18, 452–463. [Google Scholar] [CrossRef]
- Rajesh, M.; Pitchaimani, J. Mechanical Properties of Natural Fiber Braided Yarn Woven Composite: Comparison with Conventional Yarn Woven Composite. J. Bionic Eng. 2017, 14, 141–150. [Google Scholar] [CrossRef]
- Yahaya, R.; Sapuan, S.M.; Jawaid, M.; Leman, Z.; Zainudin, E.S. Effect of Layering Sequence and Chemical Treatment on the Mechanical Properties of Woven Kenaf–Aramid Hybrid Laminated Composites. Mater. Des. 2015, 67, 173–179. [Google Scholar] [CrossRef]
- Misnon, M.I.; Islam, M.M.; Epaarachchi, J.A.; Lau, K. Potentiality of Utilising Natural Textile Materials for Engineering Composites Applications. Mater. Des. 2014, 59, 359–368. [Google Scholar] [CrossRef]
- Tezara, C.; Hadi, A.E.; Siregar, J.P.; Muhamad, Z.; Hamdan, M.H.M.; Oumer, A.N.; Jaafar, J.; Irawan, A.P.; Rihayat, T.; Fitriyana, D.F. The Effect of Hybridisation on Mechanical Properties and Water Absorption Behaviour of Woven Jute/Ramie Reinforced Epoxy Composites. Polymers 2021, 13, 2964. [Google Scholar] [CrossRef] [PubMed]
- Yong, C.K.; Ching, Y.C.; Chuah, C.H.; Liou, N.-S. Effect of Fiber Orientation on Mechanical Properties of Kenaf-Reinforced Polymer Composite. BioResources 2015, 10, 2597–2608. [Google Scholar] [CrossRef] [Green Version]
- Malaiah, S.; Krishna, M.; Krishna, M. Investigation on Effect of Fiber and Orientation on the Properties of Bio-Fibre Reinforced Laminates. Int. J. Eng. Invent. 2013, 2, 65–70. [Google Scholar]
- Salman, S.D.; Sharba, M.J.; Leman, Z.; Sultan, M.T.H.; Ishak, M.R.; Cardona, F. Physical, Mechanical, and Morphological Properties of Woven Kenaf/Polymer Composites Produced Using a Vacuum Infusion Technique. Int. J. Polym. Sci. 2015, 2015, 894565. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abdellaoui, H.; Bensalah, H.; Echaabi, J.; Bouhfid, R.; Qaiss, A. Fabrication, Characterization and Modelling of Laminated Composites Based on Woven Jute Fibres Reinforced Epoxy Resin. Mater. Des. 2015, 68, 104–113. [Google Scholar] [CrossRef]
- Misnon, M.I.; Islam, M.M.; Epaarachchi, J.A.; Lau, K.T. Analyses of Woven Hemp Fabric Characteristics for Composite Reinforcement. Mater. Des. 2015, 66, 82–92. [Google Scholar] [CrossRef]
- Wang, G.; Chen, F.; Cheng, H.; Li, X. Interactive Effect between Warp and Weft of a Woven Ramie Fabric under Biaxial Loadings. J. Text. Inst. 2012, 103, 283–291. [Google Scholar] [CrossRef]
- Ng, L.F.; Dhar Malingam, S.; Selamat, M.Z.; Mustafa, Z.; Bapokutty, O. A Comparison Study on the Mechanical Properties of Composites Based on Kenaf and Pineapple Leaf Fibres. Polym. Bull. 2020, 77, 1449–1463. [Google Scholar] [CrossRef]
- Jawaid, M.; Khalil, H.P.S.A.; Bakar, A.A. Woven Hybrid Composites: Tensile and Flexural Properties of Oil Palm-Woven Jute Fibres Based Epoxy Composites. Mater. Sci. Eng. A 2011, 528, 5190–5195. [Google Scholar] [CrossRef]
- Siregar, J.P.; Zalinawati, M.; Cionita, T.; Rejab, M.R.M.; Mawarnie, I.; Jaafar, J.; Hamdan, M.H.M. Mechanical Properties of Hybrid Sugar Palm/Ramie Fibre Reinforced Epoxy Composites. Mater. Today Proc. 2020, 46, 1729–1734. [Google Scholar] [CrossRef]
- Chaudhary, V.; Bajpai, P.K.; Maheshwari, S. Studies on Mechanical and Morphological Characterization of Developed Jute/Hemp/Flax Reinforced Hybrid Composites for Structural Applications. J. Nat. Fibers 2018, 15, 80–97. [Google Scholar] [CrossRef]
- Karimzadeh, A.; Yahya, M.Y.; Abdullah, M.N.; Wong, K.J. Effect of Stacking Sequence on Mechanical Properties and Moisture Absorption Characteristic of Hybrid PALF/Glass Fiber Composites. Fibers Polym. 2020, 21, 1583–1593. [Google Scholar] [CrossRef]
- Rajesh, M.; Singh, S.P.; Pitchaimani, J. Mechanical Behavior of Woven Natural Fiber Fabric Composites: Effect of Weaving Architecture, Intra-Ply Hybridization and Stacking Sequence of Fabrics. J. Ind. Text. 2018, 47, 938–959. [Google Scholar] [CrossRef]
- Sood, M.; Dwivedi, G. Effect of Fiber Treatment on Flexural Properties of Natural Fiber Reinforced Composites: A Review. Egypt. J. Pet. 2018, 27, 775–783. [Google Scholar] [CrossRef]
- Mohanavel, V.; Suresh Kumar, S.; Vairamuthu, J.; Ganeshan, P.; NagarajaGanesh, B. Influence of Stacking Sequence and Fiber Content on the Mechanical Properties of Natural and Synthetic Fibers Reinforced Penta-Layered Hybrid Composites. J. Nat. Fibers 2021, 1–13. [Google Scholar] [CrossRef]
- Rassiah, K.; Megat Ahmad, M.M.H.; Ali, A.; Abdullah, A.H.; Nagapan, S. Mechanical Properties of Layered Laminated Woven Bamboo Gigantochloa Scortechinii/Epoxy Composites. J. Polym. Environ. 2018, 26, 1328–1342. [Google Scholar] [CrossRef]
- Jawaid, M.; Khalil, H.P.S.A.; Bakar, A.A.; Hassan, A.; Dungani, R. Effect of Jute Fibre Loading on the Mechanical and Thermal Properties of Oil Palm–Epoxy Composites. J. Compos. Mater. 2013, 47, 1633–1641. [Google Scholar] [CrossRef]
- Nagarajan, T.T.; Babu, A.S.; Palanivelu, K.; Nayak, S.K. Mechanical and Thermal Properties of PALF Reinforced Epoxy Composites. Proc. Macromol. Sympos. 2016, 361, 57–63. [Google Scholar] [CrossRef]
- Jain, J.; Jain, S.; Sinha, S. Characterization and Thermal Kinetic Analysis of Pineapple Leaf Fibers and Their Reinforcement in Epoxy. J. Elastomers Plast. 2019, 51, 224–243. [Google Scholar] [CrossRef]
- Glória, G.O.; Teles, M.C.A.; Neves, A.C.C.; Vieira, C.M.F.; Lopes, F.P.D.; de Almeida Gomes, M.; Margem, F.M.; Monteiro, S.N. Bending Test in Epoxy Composites Reinforced with Continuous and Aligned PALF Fibers. J. Mater. Res. Technol. 2017, 6, 411–416. [Google Scholar] [CrossRef]
- Kumar, K.S.; Siva, I.; Rajini, N.; Jappes, J.T.W.; Amico, S.C. Layering Pattern Effects on Vibrational Behavior of Coconut Sheath/Banana Fiber Hybrid Composites. Mater. Des. 2016, 90, 795–803. [Google Scholar] [CrossRef]
- Singh, M.K.; Zafar, S. Effect of Layering Sequence on Mechanical Properties of Woven Kenaf/Jute Fabric Hybrid Laminated Microwave-Processed Composites. J. Ind. Text. 2020. [CrossRef]
- Todkar, S.S.; Patil, S.A. Review on Mechanical Properties Evaluation of Pineapple Leaf Fibre (PALF) Reinforced Polymer Composites. Compos. Part B Eng. 2019, 174, 106927. [Google Scholar] [CrossRef]
- Asim, M.; Abdan, K.; Jawaid, M.; Nasir, M.; Dashtizadeh, Z.; Ishak, M.R.; Hoque, M.E. A Review on Pineapple Leaves Fibre and Its Composites. Int. J. Polym. Sci. 2015, 2015, 950567. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No of Woven Layering | Weight Fraction of Woven PALF (g) | Weight Fraction of Epoxy Resin (g) | Weight Fraction of Hardener (g) | Percentage of Woven PALF (wt.%) |
|---|---|---|---|---|
| 2-layer (2L) | 90 | 270 | 90 | 20 |
| 3-layer (3L) | 120 | 270 | 90 | 25 |
| 4-layer (4L) | 150 | 270 | 90 | 29.4 |
| Fibre Type | Layering Number | Tensile Strength (MPa) | Tensile Modulus (GPa) | Reference |
|---|---|---|---|---|
| Kenaf | Pure layer | 30.00 | 1.5 | [9] |
| Kevlar | Pure layer | 250.00 | 6.5 | |
| Oil Palm | Pure layer | 22.61 | 2.3 | [19] |
| Jute | Pure layer | 53.31 | 4.2 | |
| Ramie | 5-layer | 54.88 | 9.13 | [20] |
| Sugar Palm | 5-layer | 39.42 | 9.75 | |
| Flax | Pure layer | 46.21 | 1.58 | [21] |
| Jute | Pure layer | 43.32 | 1.64 | |
| Hemp | Pure layer | 36.48 | 1.43 | |
| PALF | 4-layer | 47.07 | 2.98 | [22] |
| PALF | 6-layer | 124.72 | 1.36 | [6] |
| Flax | 6-layer | 219.32 | 5.23 | |
| Jute | 5-layer | 52.00 | 8.9 | [11] |
| Ramie | 5-layer | 62.00 | 9.8 | |
| PALF | 2-layer | 27.30 | 1.01 | Current study |
| 3-layer | 34.40 | 1.14 | ||
| 4-layer | 28.90 | 0.93 |
| Fibre Type | Layering Number | Flexural Strength (MPa) | Flexural Modulus (GPa) | Reference |
|---|---|---|---|---|
| Kenaf | Pure layer | 20.00 | 1.0 | [9] |
| Kevlar | Pure layer | 110.00 | 7.5 | |
| Oil Palm | Pure layer | 43.00 | 2.5 | [19] |
| Jute | Pure layer | 78.00 | 5.1 | |
| Ramie | 5-layer | 99.78 | 5.92 | [20] |
| Sugar Palm | 5-layer | 78.88 | 4.40 | |
| Flax | Pure layer | 80.00 | 0.9 | [21] |
| Jute | Pure layer | 60.00 | 1.42 | |
| Hemp | Pure layer | 85.59 | 1.78 | |
| PALF | 4-layer | 78.04 | 2.95 | [22] |
| PALF | 6-layer | 52.25 | 2.51 | [6] |
| Flax | 6-layer | 132.44 | 12.97 | |
| Jute | 5-layer | 88.00 | 5.0 | [11] |
| Ramie | 5-layer | 100.00 | 5.5 | |
| PALF | 2-layer | 62.30 | 3.60 | Current study |
| 3-layer | 79.25 | 3.80 | ||
| 4-layer | 59.00 | 3.40 |
| Parameter | Concentration of PALF | Observation | Reference |
|---|---|---|---|
| Unidirectional PALF | 5–25 wt.% |
| [28] |
| PALF fibre with 2-5 mm in length | 0–25 wt.% |
| [29] |
| PALF fibre with 35 mm in length | 10–30 vol.% |
| [30] |
| Woven PALF | 2, 3, and 4 layer |
| This study |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hadi, A.E.; Siregar, J.P.; Cionita, T.; Norlaila, M.B.; Badari, M.A.M.; Irawan, A.P.; Jaafar, J.; Rihayat, T.; Junid, R.; Fitriyana, D.F. Potentiality of Utilizing Woven Pineapple Leaf Fibre for Polymer Composites. Polymers 2022, 14, 2744. https://doi.org/10.3390/polym14132744
Hadi AE, Siregar JP, Cionita T, Norlaila MB, Badari MAM, Irawan AP, Jaafar J, Rihayat T, Junid R, Fitriyana DF. Potentiality of Utilizing Woven Pineapple Leaf Fibre for Polymer Composites. Polymers. 2022; 14(13):2744. https://doi.org/10.3390/polym14132744
Chicago/Turabian StyleHadi, Agung Efriyo, Januar Parlaungan Siregar, Tezara Cionita, Mohd Bakeri Norlaila, Muhammad Amin Mohd Badari, Agustinus Purna Irawan, Jamiluddin Jaafar, Teuku Rihayat, Ramli Junid, and Deni Fajar Fitriyana. 2022. "Potentiality of Utilizing Woven Pineapple Leaf Fibre for Polymer Composites" Polymers 14, no. 13: 2744. https://doi.org/10.3390/polym14132744
APA StyleHadi, A. E., Siregar, J. P., Cionita, T., Norlaila, M. B., Badari, M. A. M., Irawan, A. P., Jaafar, J., Rihayat, T., Junid, R., & Fitriyana, D. F. (2022). Potentiality of Utilizing Woven Pineapple Leaf Fibre for Polymer Composites. Polymers, 14(13), 2744. https://doi.org/10.3390/polym14132744