
Study on Increasing the Binding Amount of Rubber and Reinforcing Filler by Adding Aromatic Solvent Oil



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Rubber Composites
2.3. Characterization
3. Results and Discussion
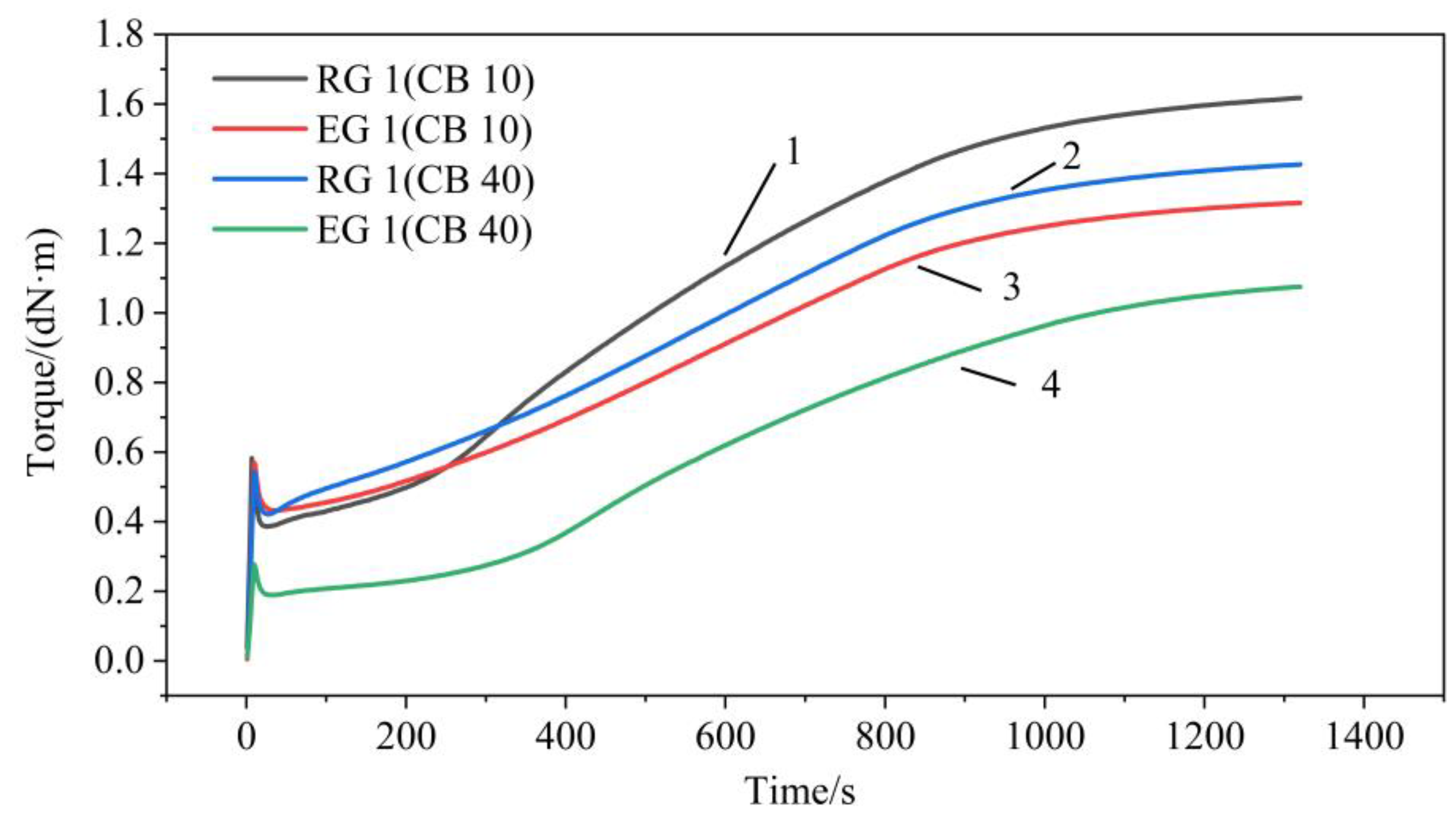
3.1. Curing Characteristics
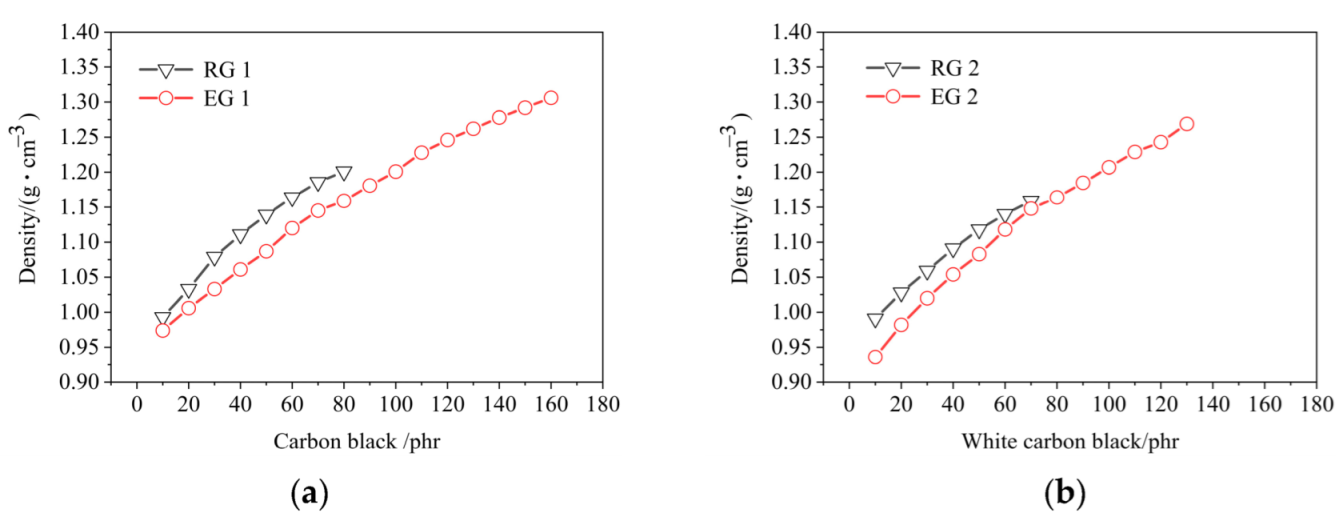
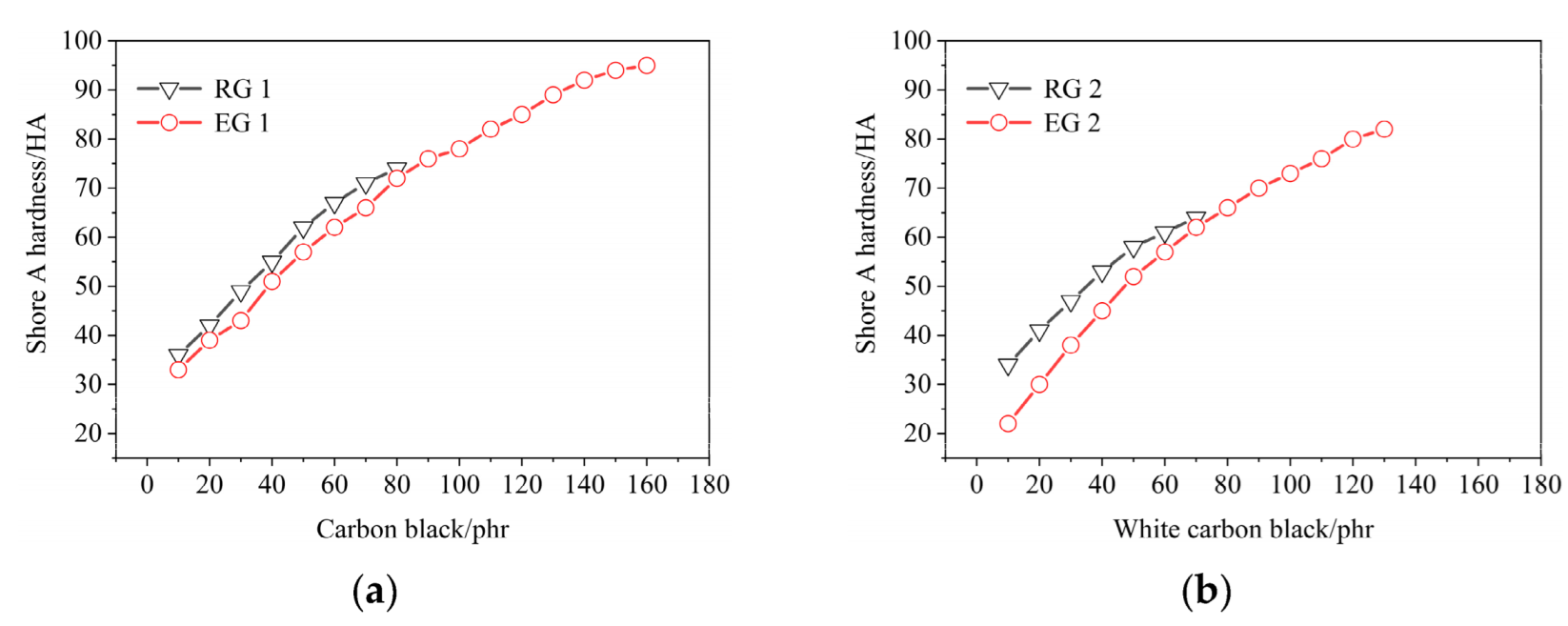
3.2. Analysis of Density and Shore A Hardness
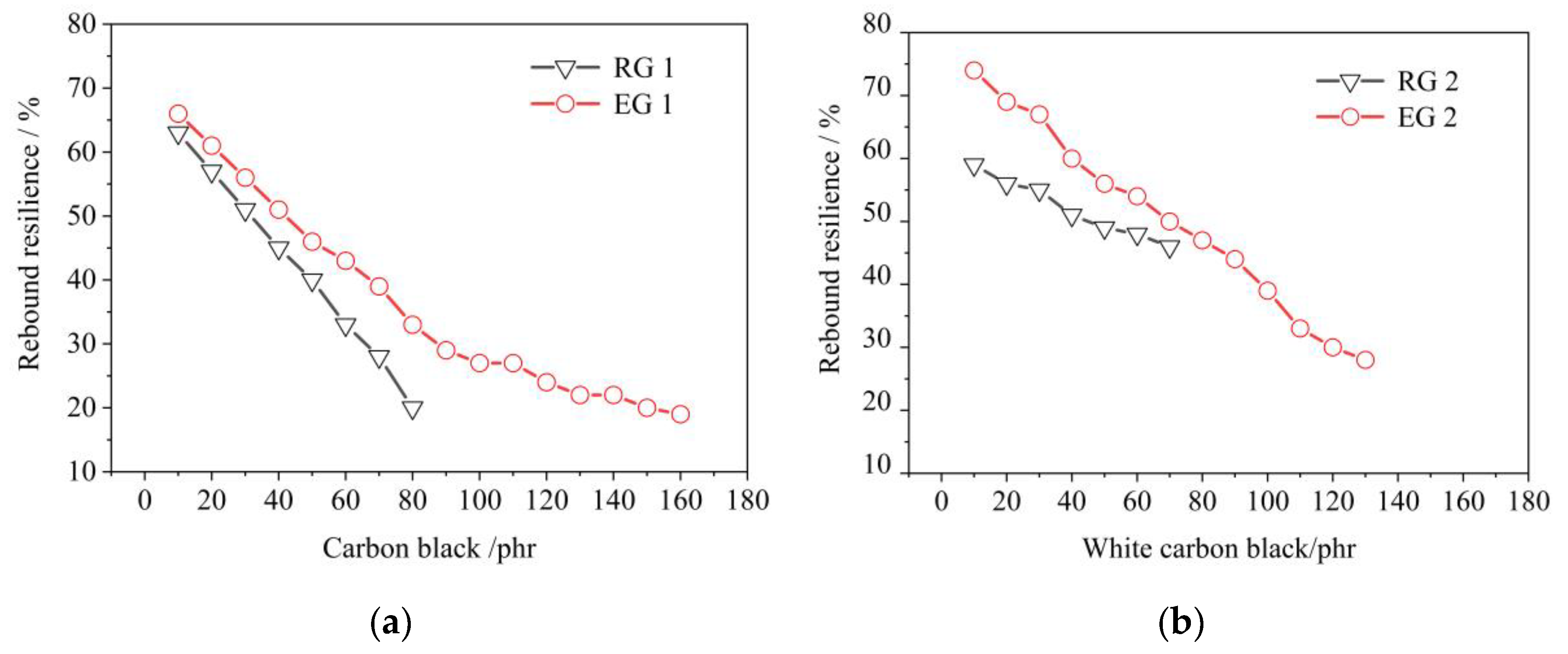
3.3. Rebound Resilience
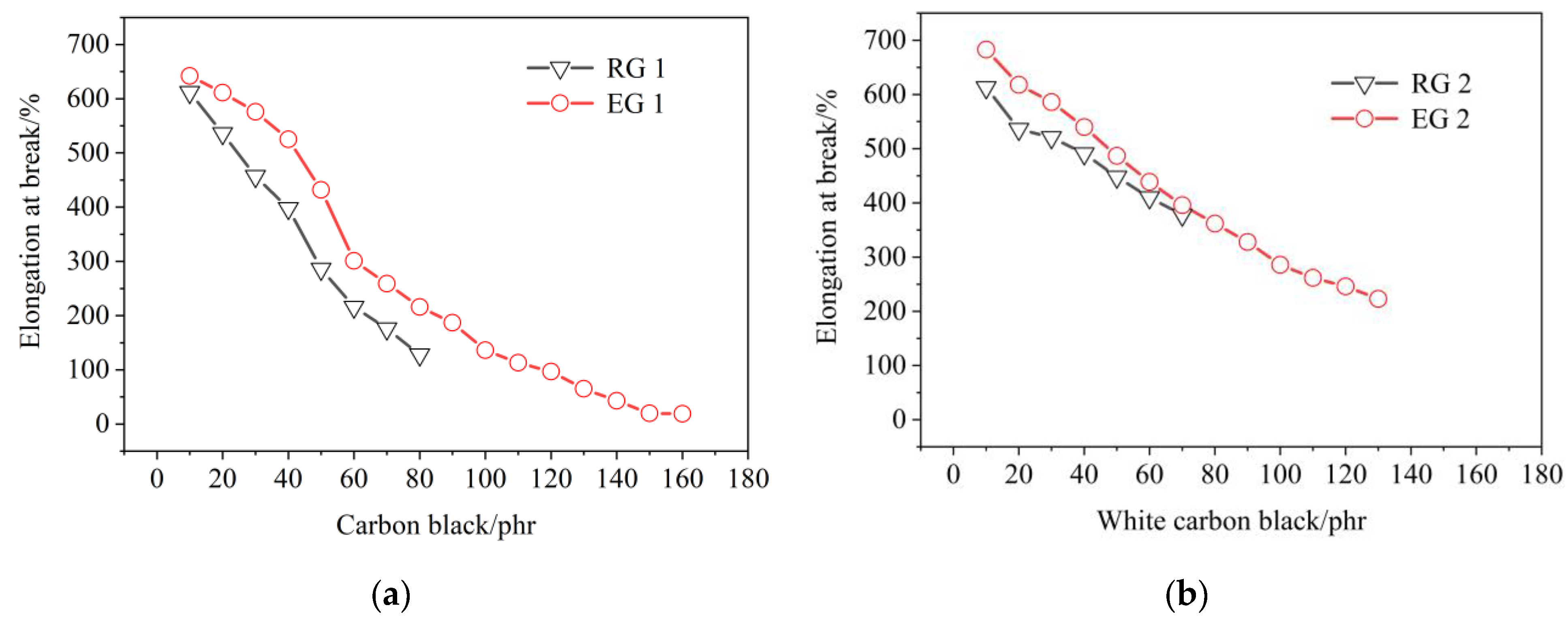
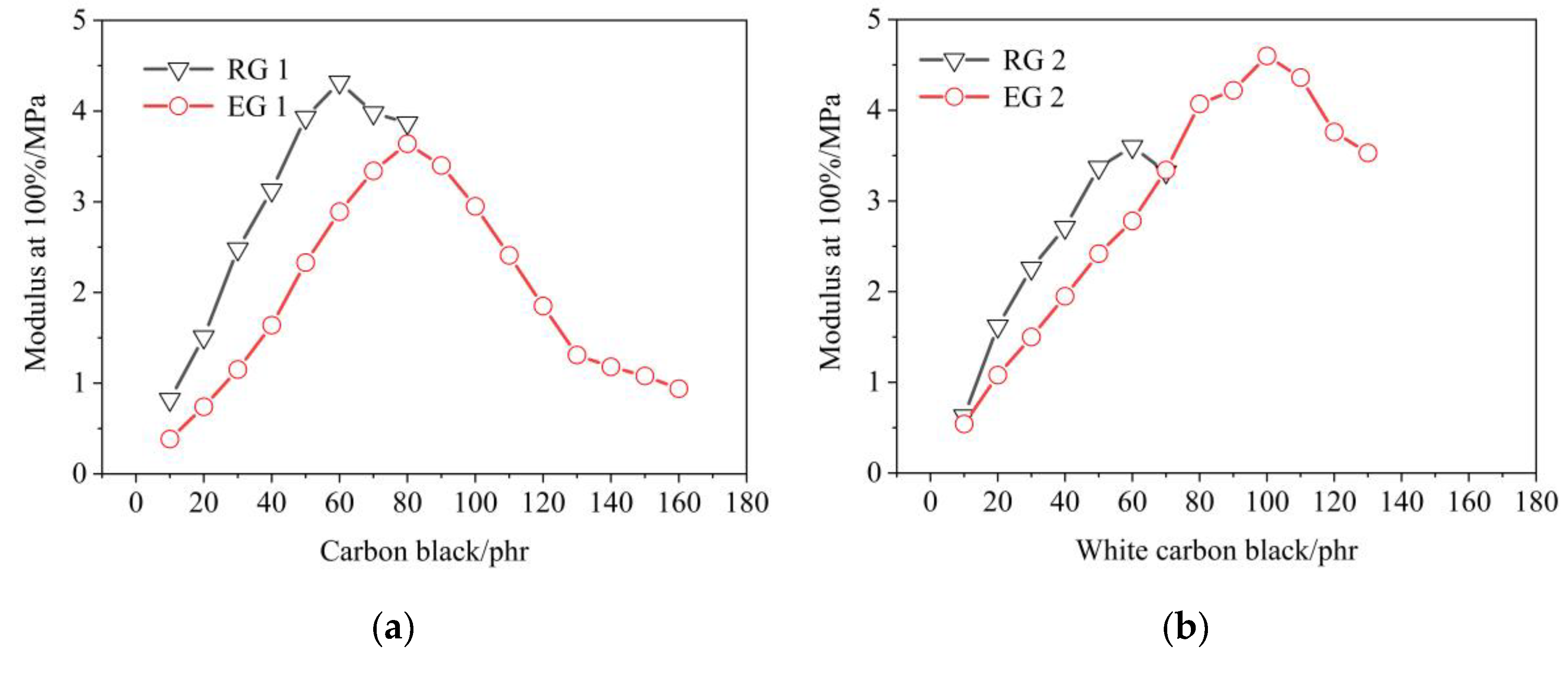
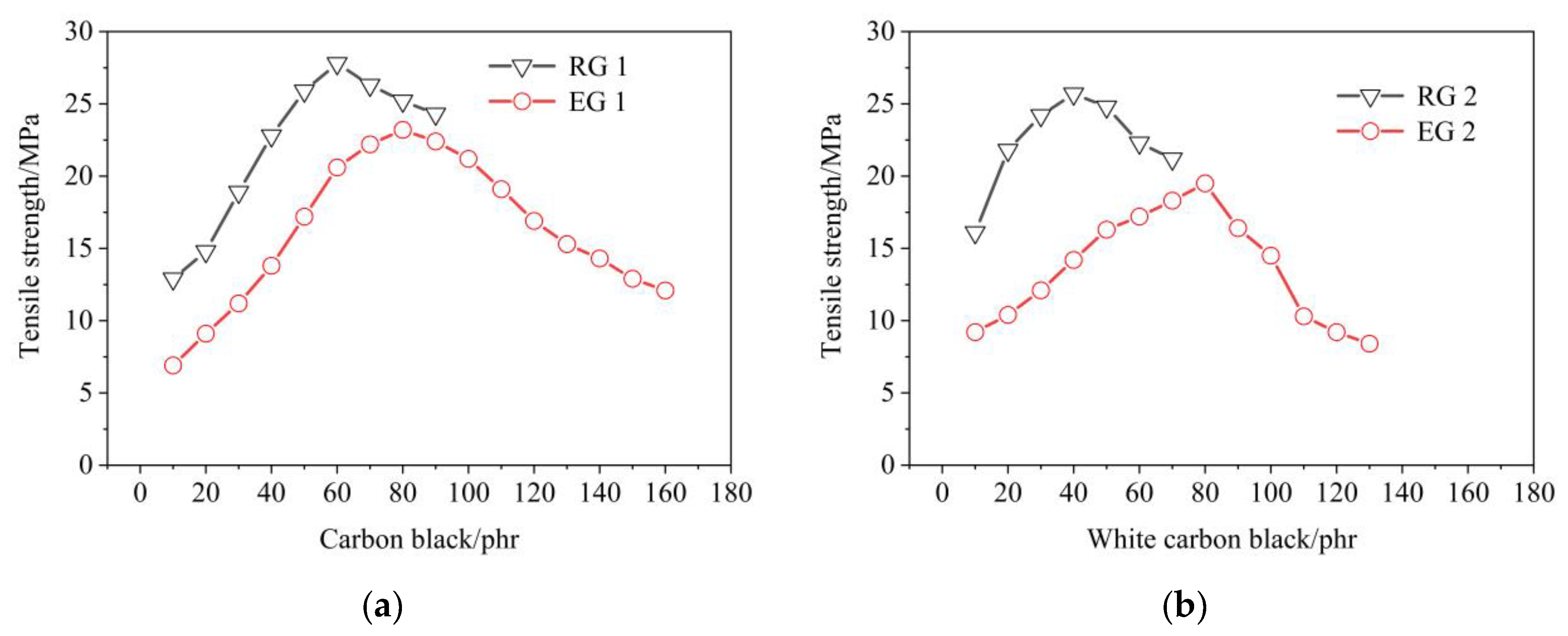
3.4. Tensile Properties
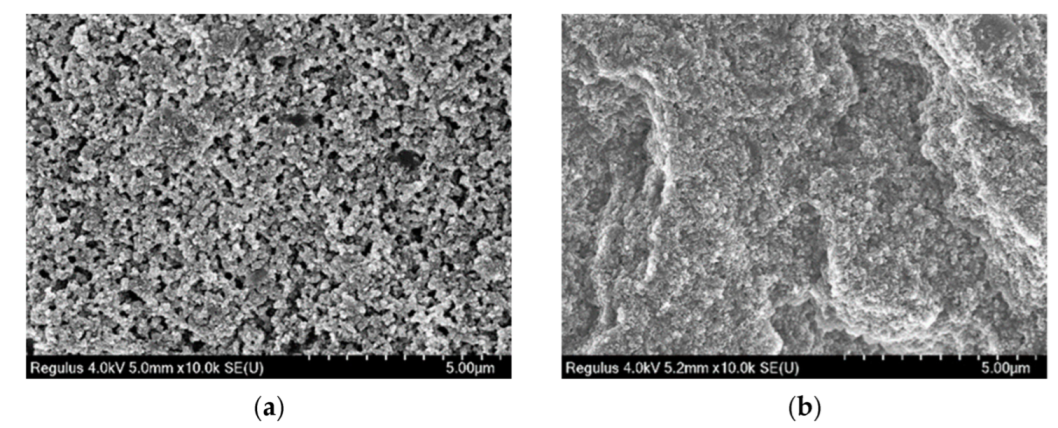
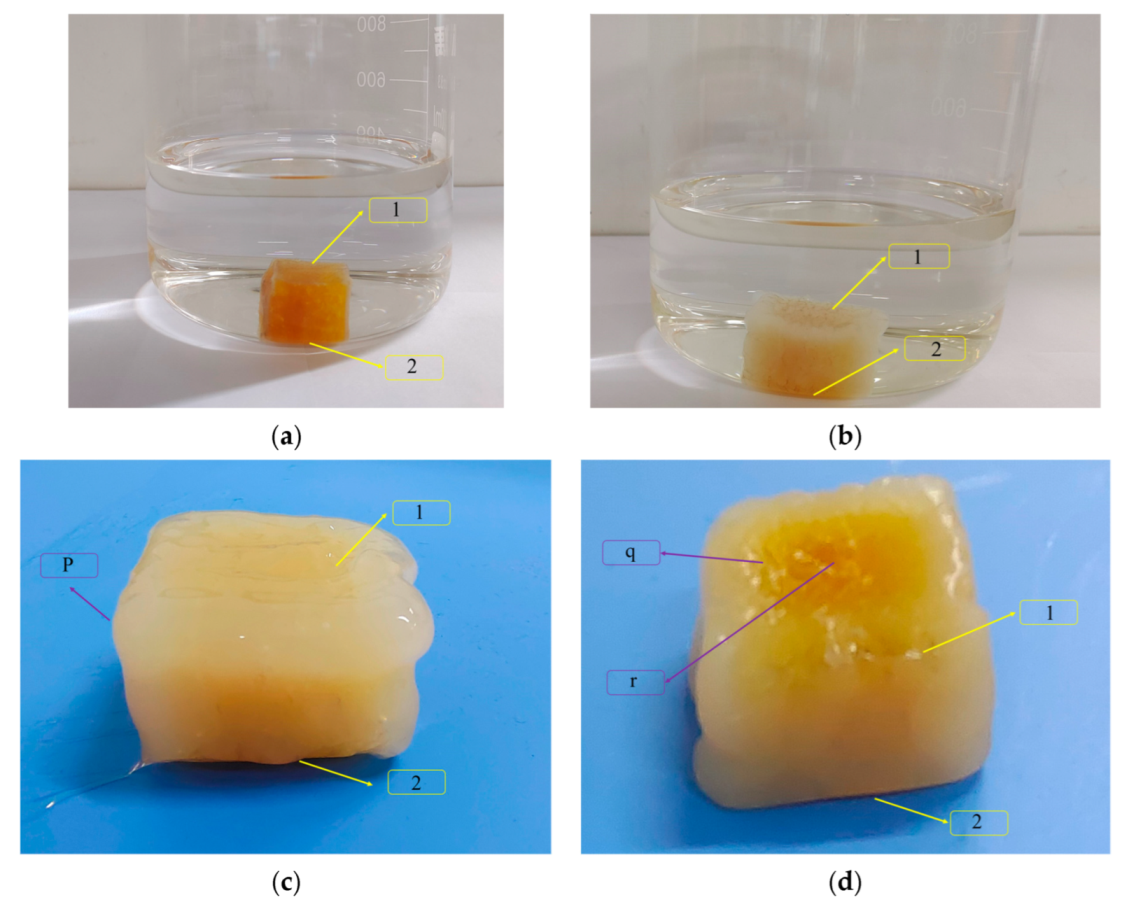
3.5. Microscopic
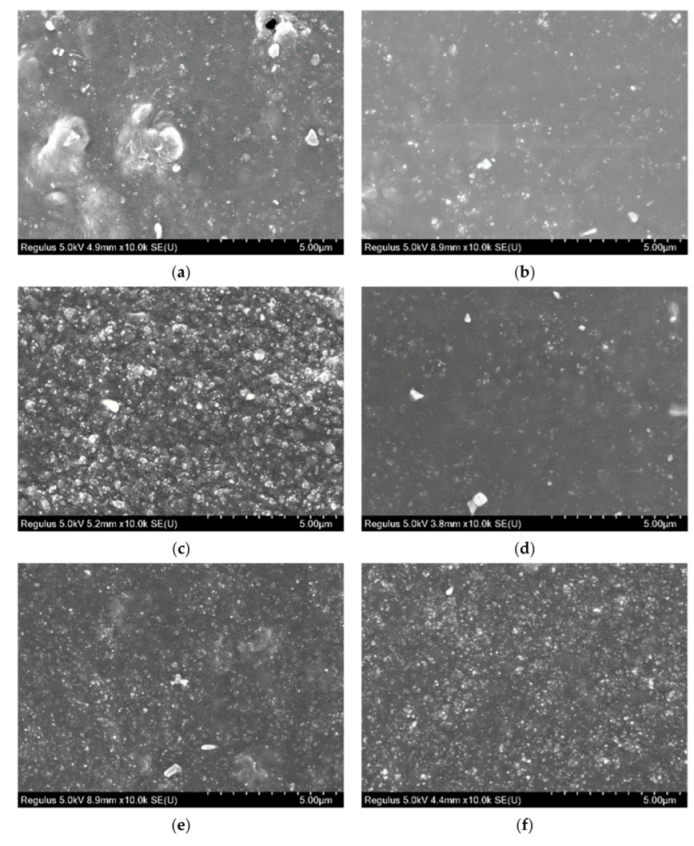
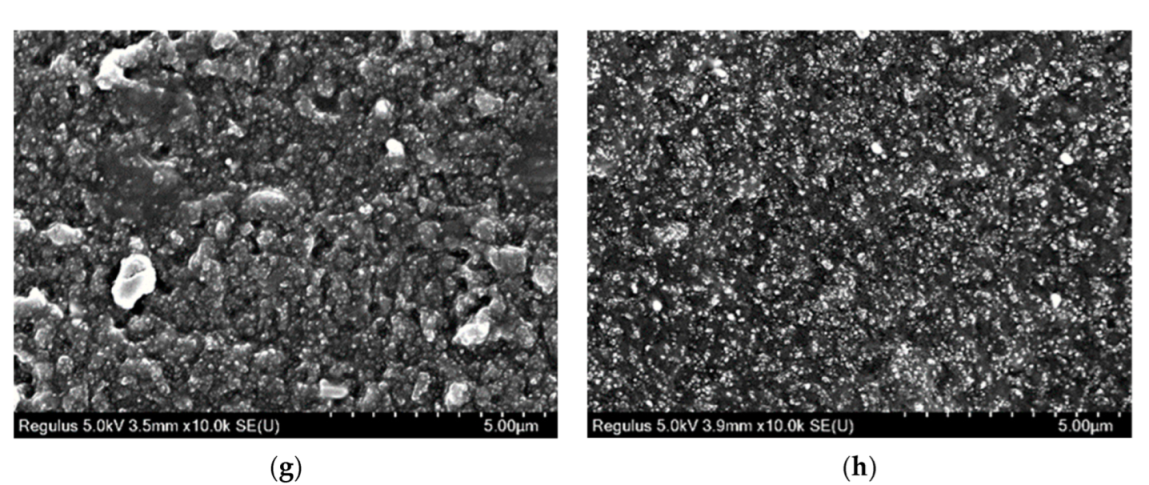
3.5.1. Microscopic Analysis of CB Reinforced SBR
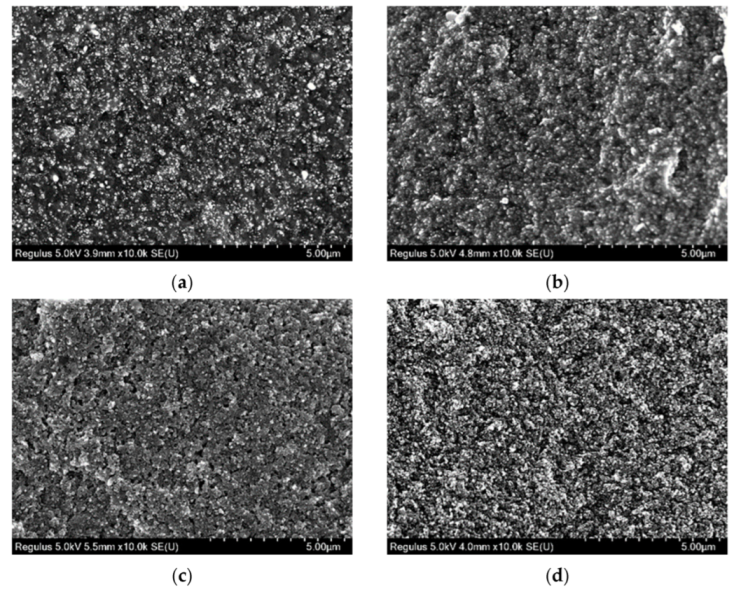
3.5.2. Morphological Analysis of WCB Reinforced NR
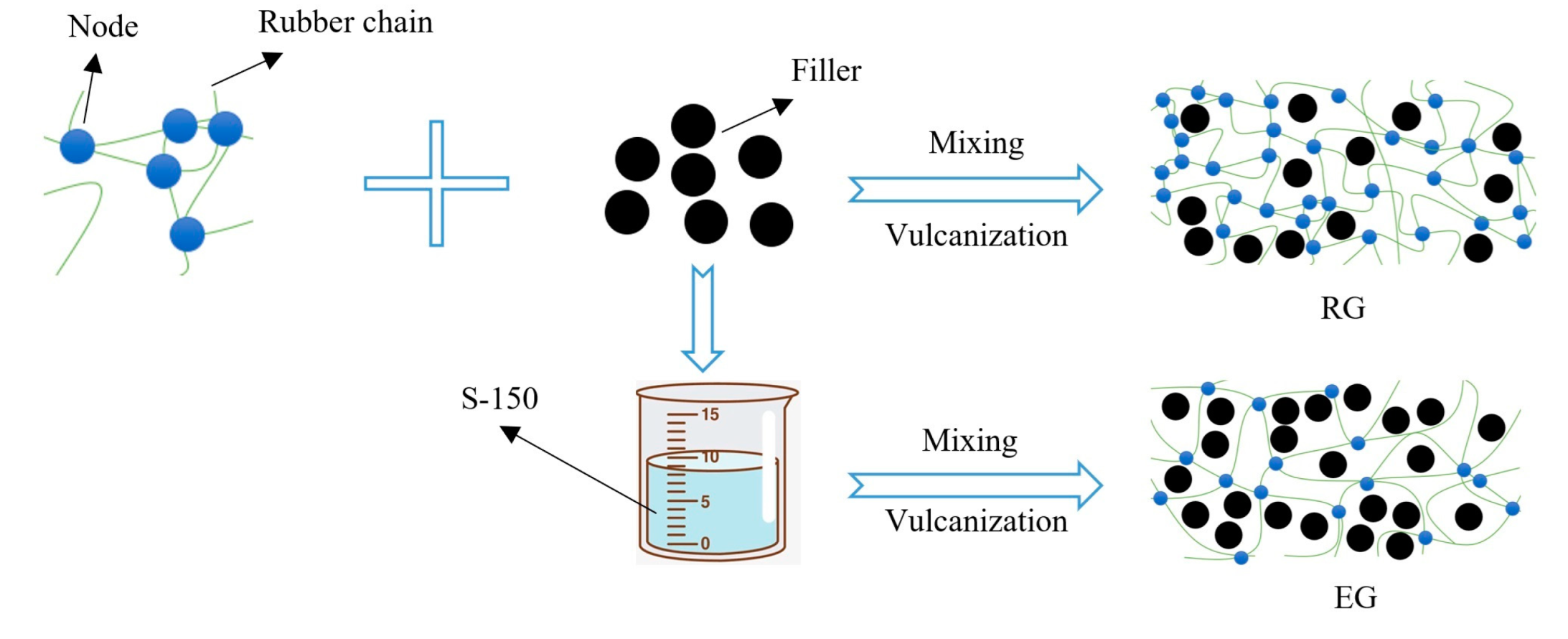
3.6. Mechanism Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, J.; Xie, J.X. Investigation of static and dynamic seal performances of a rubber O-ring. J. Tribol. 2018, 140, 042202. [Google Scholar] [CrossRef]
- Dong, L.L.; Li, K.; Zhu, X.H.; Li, Z.Q.; Zhang, D.P.; Zhang, D.P.; Pan, Y.; Chen, X.W. Study on high temperature sealing behavior of packer rubber tube based on thermal aging experiments. Eng. Fail. Anal. 2019, 108, 104321. [Google Scholar] [CrossRef]
- Shimazaki, Y.; Aisaka, K. Novel Thermal Analysis Model of the Foot-Shoe Sole Interface during Gait Motion. Proceedings 2018, 2, 278. [Google Scholar]
- Petrella, A.; Mundo, R.D.; Gisi, D.S.; Todaro, F.; Labianca, C.; Notarnicola, M. Environmentally Sustainable Cement Composites Based on End-of-Life Tyre Rubber and Recycled Waste Porous Glass. Materials 2019, 12, 3289. [Google Scholar] [CrossRef] [Green Version]
- Barreraa, C.S.; Cornish, K. High performance waste-derived filler/carbon black reinforced guayule natural rubber composites. Ind. Crops. Prod. 2016, 86, 132–142. [Google Scholar] [CrossRef] [Green Version]
- Li, J.C.; Zhao, X.Y.; Zhang, Z.X.; Yue, X.; Lin, Y.T.; Ji, X.T.; Lu, Y.L.; Zhang, L.Q. Construction of interconnected Al2O3 doped rGO network in natural rubber nanocomposites to achieve significant thermal conductivity and mechanical strength enhancement. Compos. Sci. Technol. 2020, 186, 107930. [Google Scholar] [CrossRef]
- Moretto, E.; Yan, C.Y.; Dieden, R.; Steiner, P.; Duez, B.; Lenoble, D.; Thomann, J.S. Original Basic Activation for Enhancing Silica Particle Reactivity: Characterization by Liquid Phase Silanization and Silica-Rubber Nanocomposite Properties. Ploymers 2022, 14, 1676. [Google Scholar] [CrossRef]
- Roy, K.; Debnath, S.C.; Pongwisuthiruchte, A.; Potiyaraj, P. Up-to-date review on the development of high performance rubber composites based on halloysite nanotube. Appl. Clay Sci. 2019, 183, 105300. [Google Scholar] [CrossRef]
- Yue, S.; Huang, L.Z.; Wei, C.H.; Sun, G.S.; Chen, J.; Lu, A.G.; Sun, L.W.; Liu, D. How the silica determines properties of filled silicone rubber by the formation of filler networking and bound rubber. Compos. Sci. Technol. 2021, 215, 109024. [Google Scholar]
- Alam, M.N.; Mandal, S.K.; Roy, K.; Debnath, S.C.; Mandal, S.K. Safe amine based zinc dithiocarbamates for the vulcanization of carbon black reinforced natural rubber. J. Appl. Polym. Sci. 2014, 131, 39988. [Google Scholar] [CrossRef]
- Li, Y.S.; Ren, M.; Lv, P.F.; Liu, Y.Z.; Shao, H.; Wang, C.; Tang, C.Y.; Zhou, Y.L.; Shuai, M.B. A robust and flexible bulk superhydrophobic material from silicone rubber/silica gel prepared by thiolene photopolymerization. J. Mater. Chem. A. 2019, 7, 7242–7255. [Google Scholar] [CrossRef]
- He, S.J.; Hu, J.B.; Zhang, C.; Wang, J.Q.; Chen, L.; Bian, X.M.; Du, X.Z. Performance improvement in nano-alumina filled silicone rubber composites by using vinyl trimethoxysilane. Polym. Test. 2018, 67, 295–301. [Google Scholar] [CrossRef]
- Liu, Q.; Tang, Q.; Zhao, W.W.; Su, Z.Y.; Liang, C.; Duan, X.H.; Liang, J.S. Ultrafine Grinded and Silane Grafted Iron Ore Tailings as Reinforcing Filler of Styrene Butadiene Rubber. Materials 2022, 15, 1756. [Google Scholar] [CrossRef] [PubMed]
- Ismail, H.; Nordin, R.; Noor, A.M. Cure characteristics, tensile properties and swelling behaviour of recycled rubber powder-filled natural rubber compounds. Polym. Test. 2002, 21, 565–569. [Google Scholar] [CrossRef]
- Dobrotă, D.; Dobrotă, G. An innovative method in the regeneration of waste rubber and the sustainable development. J. Clean. Prod. 2018, 172, 3591–3599. [Google Scholar] [CrossRef]
- Roy, K.; Debnath, S.C.; Pongwisuthiruchte, A.; Potiyaraj, P. Recent advances of natural fibers based green rubber composites: Properties, current status, and future perspectives. J. Appl. Polym. Sci. 2021, 138, 50866. [Google Scholar] [CrossRef]
- Shi, X.Y.; Sun, S.H.; Zhao, A.; Zhang, H.M.; Zou, M.; Song, Y.H.; Zheng, Q. Influence of Carbon Black on the Payne Effect of Filled Natural Rubber Compounds. Compos. Sci. Technol. 2021, 203, 108586. [Google Scholar] [CrossRef]
- Nafise, T.F.; Seyed, M.H.; Mehdi, R.K. Effect of the silica-rubber interface on the mechanical, viscoelastic, and tribological behaviors of filled styrene-butadiene rubber vulcanizates. Polym. J. 2020, 52, 1223–1234. [Google Scholar]
- He, Q.; Li, A.L.; Zhang, Y.; Liu, S.F.; Guo, Y.C.; Kong, L.H. A study on mechanical and tribological properties of silicone rubber reinforced with white carbon black. Tribol. Mater. Surf. Interface. 2018, 12, 9–16. [Google Scholar] [CrossRef]
- Fan, Y.R.; Fowler, G.D.; Zhao, M. The past, present and future of carbon black as a rubber reinforcing filler—A review. J. Clean. Prod. 2020, 247, 119115. [Google Scholar] [CrossRef]
- Choi, S.S.; Nah, C.; Lee, S.G.; Joo, C.W. Effect of filler–filler interaction on rheological behaviour of natural rubber compounds filled with both carbon black and silica. Polym. Int. 2003, 52, 23–28. [Google Scholar] [CrossRef]
- Archibong, F.N.; Sanusi, O.M.; Mederic, P.; Hocine, N.A. An overview on the recycling of waste ground tyre rubbers in thermoplastic matrices: Effect of added fillers. Resour. Conserv. Recy. 2021, 175, 105894. [Google Scholar] [CrossRef]
- Saigal, R.; Chai, A.B.; Saad, N.S.; Ying, C.S. Potential of epoxidized palm oil as a green alternative to rubber processing oils. J. Phys. Conf. Ser. 2022, 2169, 012026. [Google Scholar] [CrossRef]
- Roy, K.; Subhas, C.D.; Pranut, P. A critical review on the utilization of various reinforcement modifiers in filled rubber composites. J. Elastom. Plast. 2020, 52, 167–193. [Google Scholar] [CrossRef]
- Vogel, S.; Brenner, A.; Schlüter, B.; Blug, B.; Kirsch, F.; Roo, T.V. Laser Structuring and DLC Coating of Elastomers for High Performance Applications. Materials 2022, 15, 3271. [Google Scholar] [CrossRef]
- Choi, S.S.; Park, B.H.; Song, H. Influence of filler type and content on properties of styrene-butadiene rubber (SBR) compound reinforced with carbon black or silica. Polym. Adv. Technol. 2004, 15, 122–127. [Google Scholar] [CrossRef]
- Rattanasom, N.; Saowapark, T.; Deeprasertkul, C. Reinforcement of natural rubber with silica/carbon black hybrid filler. Polym. Test. 2007, 26, 369–377. [Google Scholar] [CrossRef]
- Sirisinha, C.; Sae-oui, P.; Suchiva, K.; Thaptong, P. Properties of tire tread compounds based on functionalized styrene butadiene rubber and functionalized natural rubbe. J. Appl. Polym. Sci. 2020, 137, 48696. [Google Scholar] [CrossRef]
- Wang, G.F.; Li, A.L.; Zhao, W.; Xu, Z.H.; Ma, Y.W.; Zhang, F.Y.; Zhang, Y.B.; Zhou, J.; He, Q. A Review on Fabrication Methods and ResearchProgress of Superhydrophobic Silicone Rubber Materials. Adv. Mater. Interfaces 2021, 8, 2001460. [Google Scholar] [CrossRef]
- Hosseinmardi, A.; Amiralian, N.; Hayati, A.N.; Martin, D.J.; Annamalai, P.K. Toughening of natural rubber nanocomposites by the incorporation of nanoscale lignin combined with an industrially relevant leaching process. Ind. Crops. Prod. 2021, 159, 113063. [Google Scholar] [CrossRef]
- Zhu, D.L.; Wang, C.S.; Yao, X.; Wang, X.M.; Han, S.; Wang, Z.F.; Bian, H.G. Studying the continuous wet mixing process based on the silica formula. J. Appl. Polym. Sci. 2021, 138, 50726. [Google Scholar] [CrossRef]
- Xue, B.C.; Wang, X.F.; Sui, J.Y.; Xu, D.; Zhu, Y.C.; Liu, X.Y. A facile ball milling method to produce sustainable pyrolytic rice husk bio-filler for reinforcement of rubber mechanical property. Ind. Crops. Prod. 2019, 141, 111791. [Google Scholar] [CrossRef]
- Lay, M.; Rusli, A.; Abdullah, M.K.; Abdul Hamid, Z.A.; Shuib, R.K. Converting dead leaf biomass into activated carbon as a potential replacement for carbon black filler in rubber composites. Compos. Part B-Eng. 2020, 201, 108366. [Google Scholar] [CrossRef]
- Ren, X.J.; Sancaktar, E. Use of fly ash as eco-friendly filler in synthetic rubber for tire applications. J. Clean. Prod. 2019, 206, 374–382. [Google Scholar] [CrossRef] [Green Version]
- Masłowski, M.; Miedzianowska, J.; Strzelec, K. Natural rubber biocomposites containing corn, barley and wheat straw. Polym. Test. 2017, 63, 86–91. [Google Scholar] [CrossRef]
- Ahn, B.; Kim, D.; Kim, K.; Kim, I.L.; Kim, H.J.; Kang, C.H.; Lee, J.Y.; Kim, W. Effect of the functional group of silanes on the modification of silica surface and the physical properties of solution styrene-butadiene rubber/silica composites. Compos. Interfaces 2018, 26, 585–596. [Google Scholar] [CrossRef]
- Mohamad Aini, N.A.; Othman, N.; Hussin, M.; Sahakaro, K.; Hayeemasae, N. Hydroxymethylation-Modified Lignin and Its Effectiveness as a Filler in Rubber Composites. Processes 2021, 203, 315. [Google Scholar] [CrossRef] [Green Version]
- Irzmańska, E.; Siciński, M.; Smejda-Krzewicka, A.; Adamus-Włodarczy, A.; Makowicz, A.; Gozdek, T. Enhanced Hydrophobicity of Polymers for Protective Gloves Achieved by Geometric, Chemical and Plasma—Surface Modification. Int. J. Environ. Res. Public Health 2021, 19, 5239. [Google Scholar] [CrossRef]
- Miedzianowska, J.; Masłowski, M.; Rybiński, P.O.; Strzelec, K.S. Properties of Chemically Modified (Selected Silanes) Lignocellulosic Filler and Its Application in Natural Rubber Biocomposites. Materials 2020, 13, 4163. [Google Scholar] [CrossRef]
- Miedzianowska, A.V.; Rane, A.V.; Jackson, S.; Thomas, S. Analysis of diffusion characteristics for aromatic solvents through carbon black filled natural rubber/butadiene rubber blends. Polym. Compos. 2021, 42, 375–396. [Google Scholar]
- Farshchi, N.; Abbasian, L. Inverse Gas Chromatogaphy Study of Hansen Solubility Parameters of Rubber Process Oils (DAE, TDAE, MES, AND NAP). Rubber. Chem. Technol. 2020, 93, 293–378. [Google Scholar] [CrossRef]
- Zhou, T.; Kabir, S.F.; Cao, L.P.; Luan, H.; Dong, Z.J.; Fini, E. Comparing Effects of Physisorption and Chemisorption of Bio-oil onto Rubber Particles in Asphalt. Comparing Effects of Physisorption and Chemisorption of Bio-oil onto Rubber Particles in Asphalt. J. Clen. Prod. 2020, 273, 123112. [Google Scholar] [CrossRef]
- Sowińska, A.; Maciejewska, M.; Grajewska, A. Bis(trifluoromethylsulfonyl)imide Ionic Liquids Applied for Fine-Tuning the Cure Characteristics and Performance of Natural Rubber Composites. Int. J. Mol. Sci. 2021, 22, 3678. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Li, Y.; Shou, J.Q.; Zhang, Z.Y.; Zhao, G.Z.; Liu, Y.A. Effect of curing temperature on properties of semi-efficient vulcanized natural rubber. J. Elastom. Plast. 2016, 48, 331–339. [Google Scholar] [CrossRef]
- García, D.B.; Mansilla, M.A.; Crisnejo, M.; Farabollini, H.; Escobar, M.M. Effect of carbon nanotubes content on the curing kinetic in styrene–butadiene rubber compounds. Polym. Eng. Sci. 2019, 59, E327–E336. [Google Scholar] [CrossRef]
- Kruželák, J.; Hložeková, K.; Kvasničáková, A.; Tomanová, A.; Hudec, L. Application of Sulfur and Peroxide Curing Systems for Cross-Linking of Rubber Composites Filled with Calcium Lignosulfonate. Ploymers 2022, 14, 1921. [Google Scholar] [CrossRef]
- Ismail, H.; Shaari, S.M.; Othman, N. The effect of chitosan loading on the curing characteristics, mechanical and morphological properties of chitosan-filled natural rubber (NR), epoxidised natural rubber (ENR) and styrene-butadiene rubber (SBR) compounds. Polym. Test. 2011, 30, 784–790. [Google Scholar] [CrossRef]
- Kim, I.J.; Kim, D.; Ahn, B.; Lee, H.J.; Kim, H.J.; Kim, W. Vulcanizate Structures of SBR Compounds with Silica and Carbon Black Binary Filler Systems at Different. Polymers 2020, 12, 2343. [Google Scholar] [CrossRef]
- Li, Z.; Wan, J.; Li, Y.; Li, Y.; Zhao, F.; Zhao, S. Effects of coupling agents on the properties of an NR/SBR matrix and its adhesion to continuous basalt fiber cords. J. Appl. Polym. Sci. 2019, 136, 47098. [Google Scholar] [CrossRef]
- Chudzik, J.; Bieliński, D.M.; Bratychak, M.; Demchuk, Y.; Astakhova, O.; Jędrzejczyk, M.; Celichowski, G. Influence of Modified Epoxy Resins on Peroxide Curing, Mechanical Properties and Adhesion of SBR, NBR and XNBR to Silver Wires. Part I: Application of Monoperoxy Derivative of Epoxy Resin (PO). Materials 2021, 14, 1320. [Google Scholar] [CrossRef]
- Zhong, B.C.; Jia, Z.X.; Hu, D.C.; Luo, Y.F.; Jia, D.M. Reinforcement and reinforcing mechanism of styrene–butadiene rubber by antioxidant-modified silica. Compos. Part A 2015, 78, 303–310. [Google Scholar] [CrossRef]
- Maleki, H.; Durães, L.; Portugal, A. An overview on silica aerogels synthesis and different mechanical reinforcing strategies. J. Non-Cryst. Solids. 2013, 385, 55–74. [Google Scholar] [CrossRef] [Green Version]
- Schmid, R. Recent Advances in the Description of the Structure of Water, the Hydrophobic Effect, and the Like-Dissolves-Like Rule. Monatsh. Chem. 2001, 132, 1295–1326. [Google Scholar] [CrossRef]
- Zhao, X.Y.; Niu, K.J.; Xu, Y.; Peng, Z.; Jia, L.; Hui, D.; Zhang, L.Q. Morphology and performance of NR/NBR/ENR ternary rubber composites. Compos. Part B 2016, 107, 106–112. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | RG 1 | EG 1 | RG 2 | EG 2 |
|---|---|---|---|---|
| SBR | 100 | 100 | - | - |
| NR | - | - | 100 | 100 |
| CB | 10–160 | 10–160 | - | - |
| WCB | - | - | 10–160 | 10–160 |
| S-150 | - | 5–80 | - | 65 |
| 4010NA | 2 | 2 | 2 | 2 |
| M | 1.8 | 1.8 | 1.8 | 1.8 |
| ZnO | 5 | 5 | 5 | 5 |
| SA | 3 | 3 | 3 | 3 |
| S | 3 | 3 | 3 | 3 |
| Curing Characteristics | ML/(dN·m) | MH/(dN·m) | △M | tc10/min | tc90/min | Δt |
|---|---|---|---|---|---|---|
| RG 1 (CB-10) | 0.38 | 1.61 | 1.23 | 3.4 | 15.3 | 11.9 |
| EG 1 (CB-10) | 0.43 | 1.42 | 0.99 | 2.1 | 16.6 | 14.5 |
| RG 1 (CB-40) | 0.42 | 1.32 | 0.9 | 2.4 | 15.9 | 13.5 |
| EG 1 (CB-40) | 0.21 | 1.08 | 0.87 | 5.5 | 17.6 | 12.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Fang, Z.; Shen, X.; Yin, Q.; Chen, Z.; Tu, Q.; Pan, M. Study on Increasing the Binding Amount of Rubber and Reinforcing Filler by Adding Aromatic Solvent Oil. Polymers 2022, 14, 2745. https://doi.org/10.3390/polym14132745
Li X, Fang Z, Shen X, Yin Q, Chen Z, Tu Q, Pan M. Study on Increasing the Binding Amount of Rubber and Reinforcing Filler by Adding Aromatic Solvent Oil. Polymers. 2022; 14(13):2745. https://doi.org/10.3390/polym14132745
Chicago/Turabian StyleLi, Xiaoqing, Zhonghang Fang, Xinmin Shen, Qin Yin, Zhiyuan Chen, Qunzhang Tu, and Ming Pan. 2022. "Study on Increasing the Binding Amount of Rubber and Reinforcing Filler by Adding Aromatic Solvent Oil" Polymers 14, no. 13: 2745. https://doi.org/10.3390/polym14132745
APA StyleLi, X., Fang, Z., Shen, X., Yin, Q., Chen, Z., Tu, Q., & Pan, M. (2022). Study on Increasing the Binding Amount of Rubber and Reinforcing Filler by Adding Aromatic Solvent Oil. Polymers, 14(13), 2745. https://doi.org/10.3390/polym14132745