
Influence of Raster Pattern on Residual Stress and Part Distortion in FDM of Semi-Crystalline Polymers: A Simulation Study

 , , ,
, , ,  ,
, 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Process Parameters Description
- Print bed—Also commonly referred to as build plate is used as a base for deposition and cooling of the extruded filament from the nozzle in FDM process. For better adhesion and print quality, it is vital to print on a clean and heated print bed [17].
- Ambient temperature—The room temperature in a FDM chamber while the part is being printed is referred to as ambient temperature. It is also commonly referred to as chamber temperature.
- Extrusion temperature—It is the temperature at which the feedstock is extruded from a FDM nozzle.
- Print speed—Otherwise known as nozzle speed, is the speed at which the filament is deposited on the print bed during the deposition process. Print speed is expressed in mm/s units.
- Nozzle diameter—The diameter of the nozzle used for the extrusion process in FDM is referred to as nozzle diameter.
- Layer thickness—It is the thickness of an individual layer (measured on the Z-axis) of an FDM printed part. This parameter can be influenced by nozzle diameter as layer thickness of a part is always smaller than the respective nozzle diameter used for its printing process [31].
- Infill density—In FDM, the feedstock material is melted and deposited to fabricate a 3D object. In order to achieve the solid shape, the part is filled with melted feedstock which later cools down to form the object. This is commonly referred to as infill and is represented in percentage (%). The infill density can significantly influence the printing time and therefore the mechanical properties of a printed part.
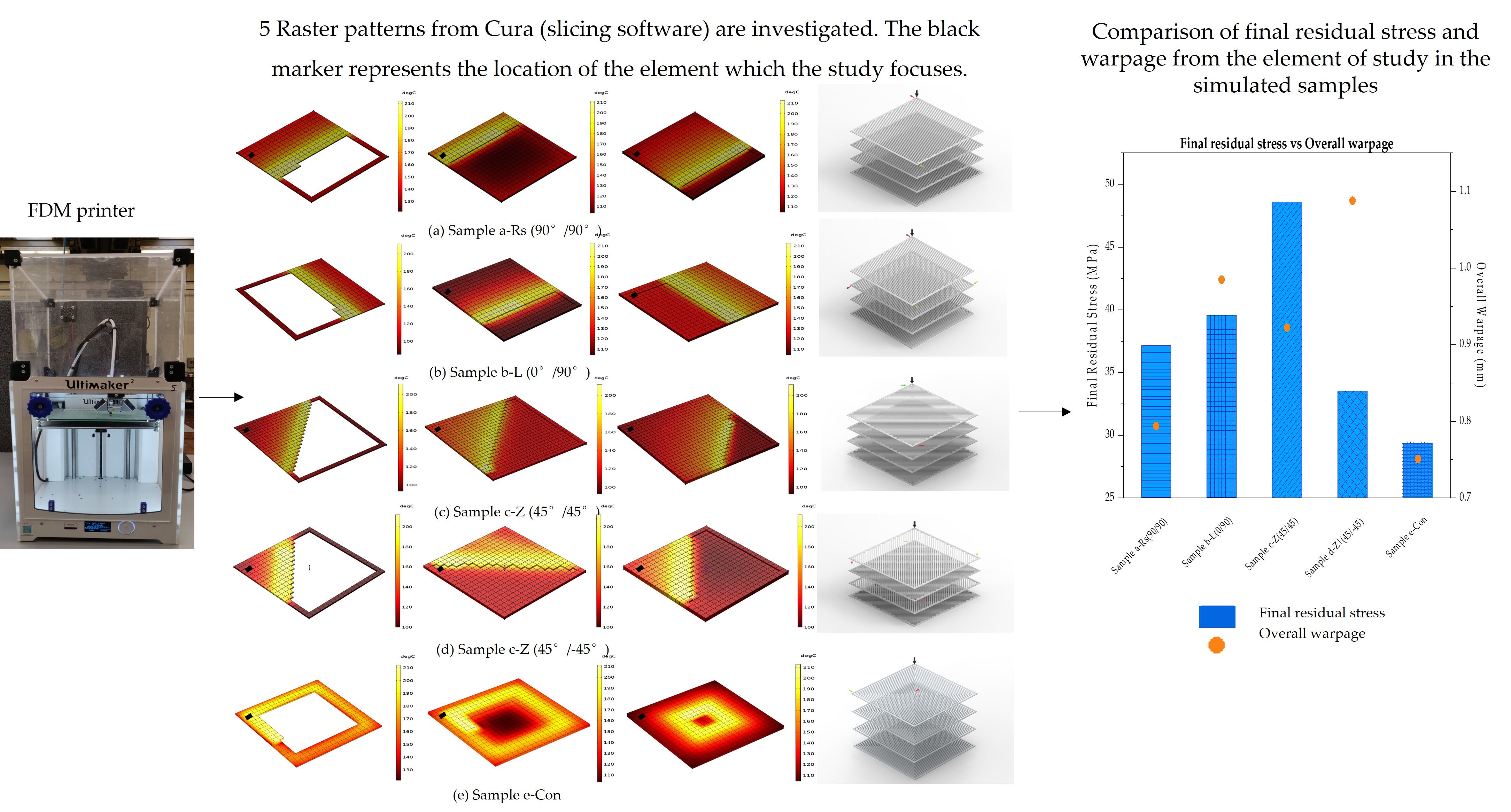
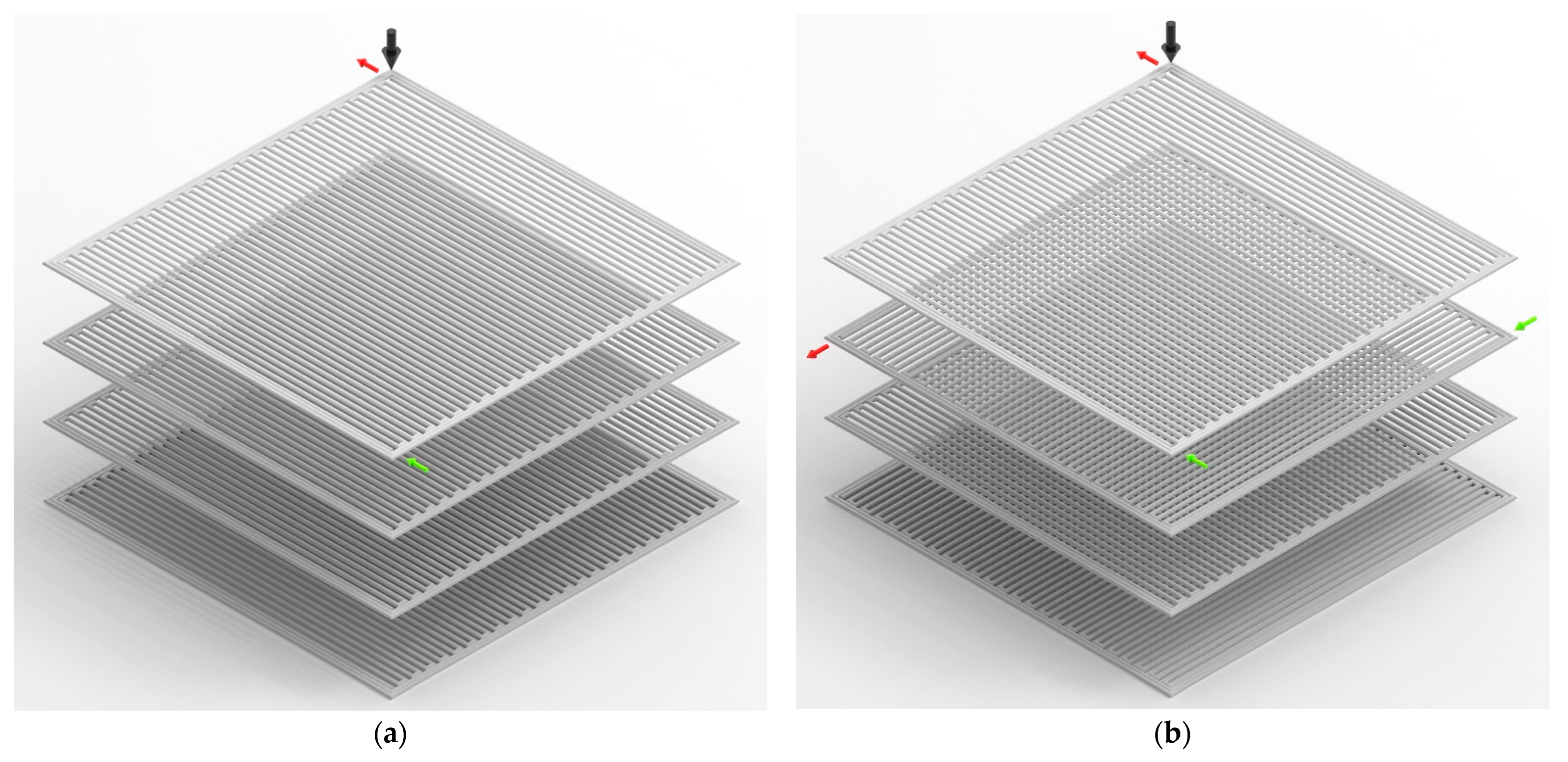
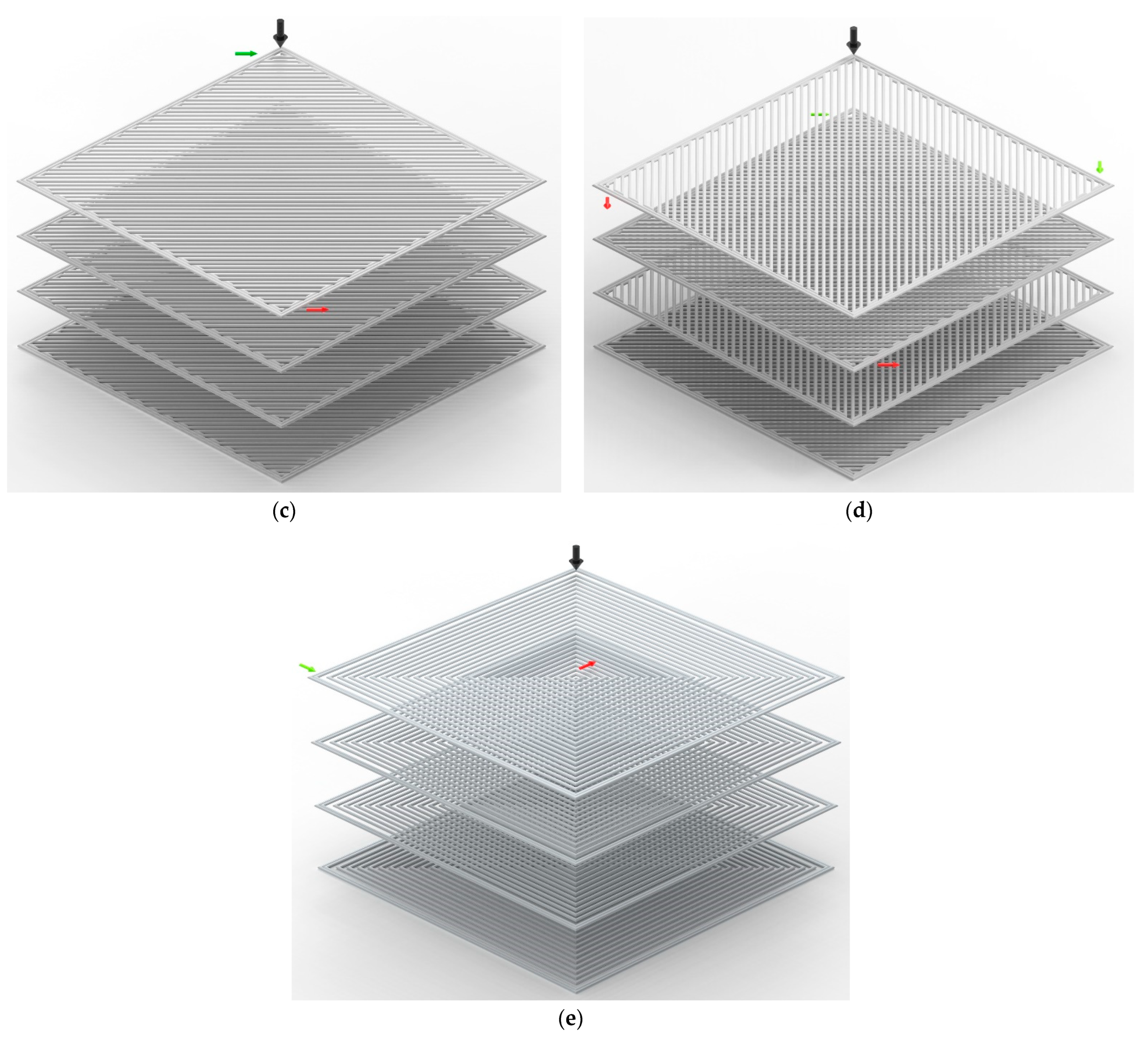
- Raster pattern—In FDM, the printed part is filled in various shapes/patterns. These patterns are often referred to as raster pattern/infill pattern/print pattern etc. Generally, raster pattern of a part can be defined with the aid of a slicing software.
- Roads—Raster pattern is comprised of filaments deposited adjacent to each other forming a layer which is commonly known as roads [25]. Depending on the selected raster pattern, the roads could be shorter and longer. For example, in line (90°/90°) and (0°/90°) the raster pattern is made of long roads entirely. However, in zigzag (45°/45°) and (45°/−45°), the raster pattern initiates with shorter roads followed by long roads and then ending with short roads.
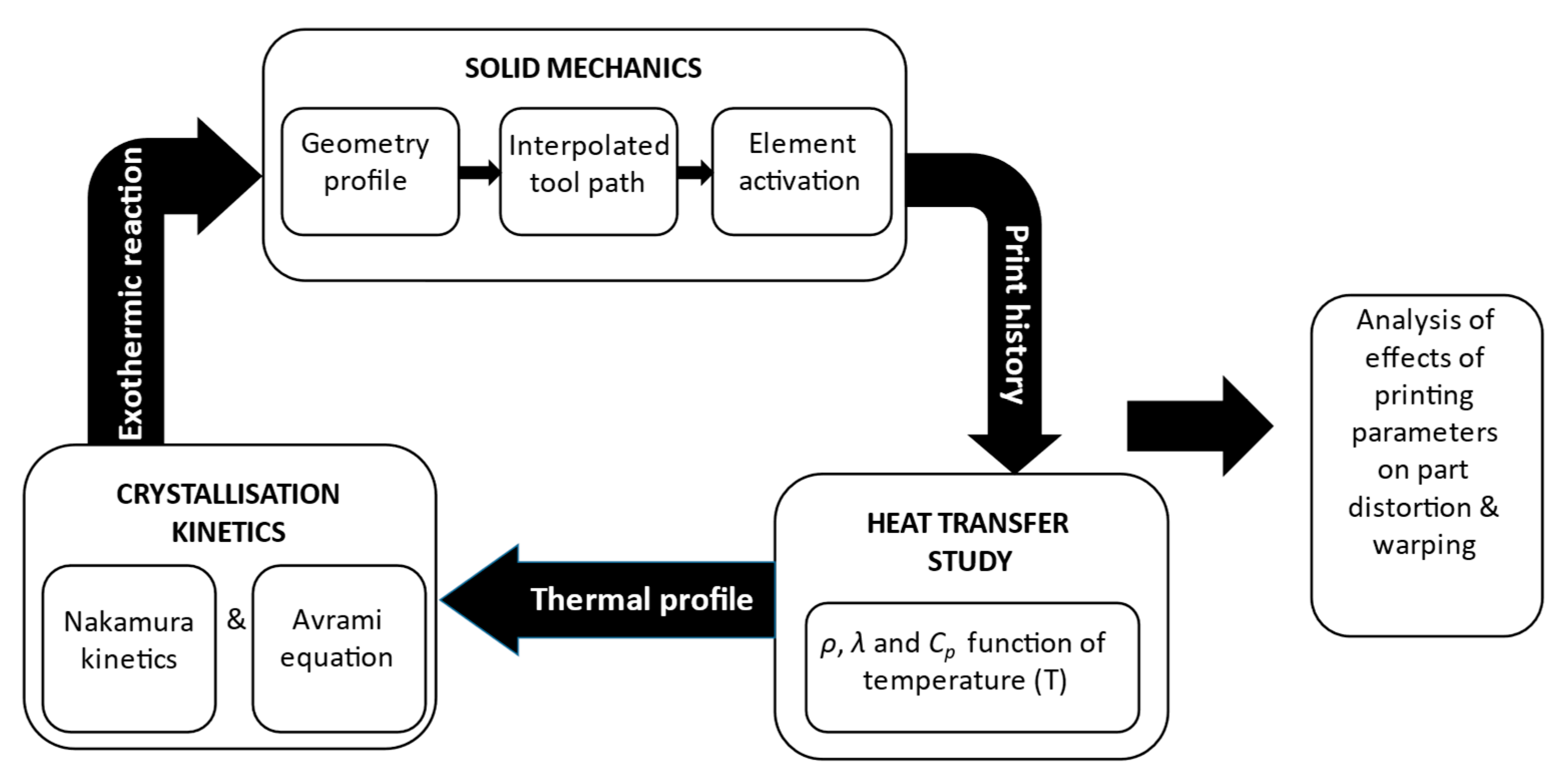
2.2. Physics Interfaces
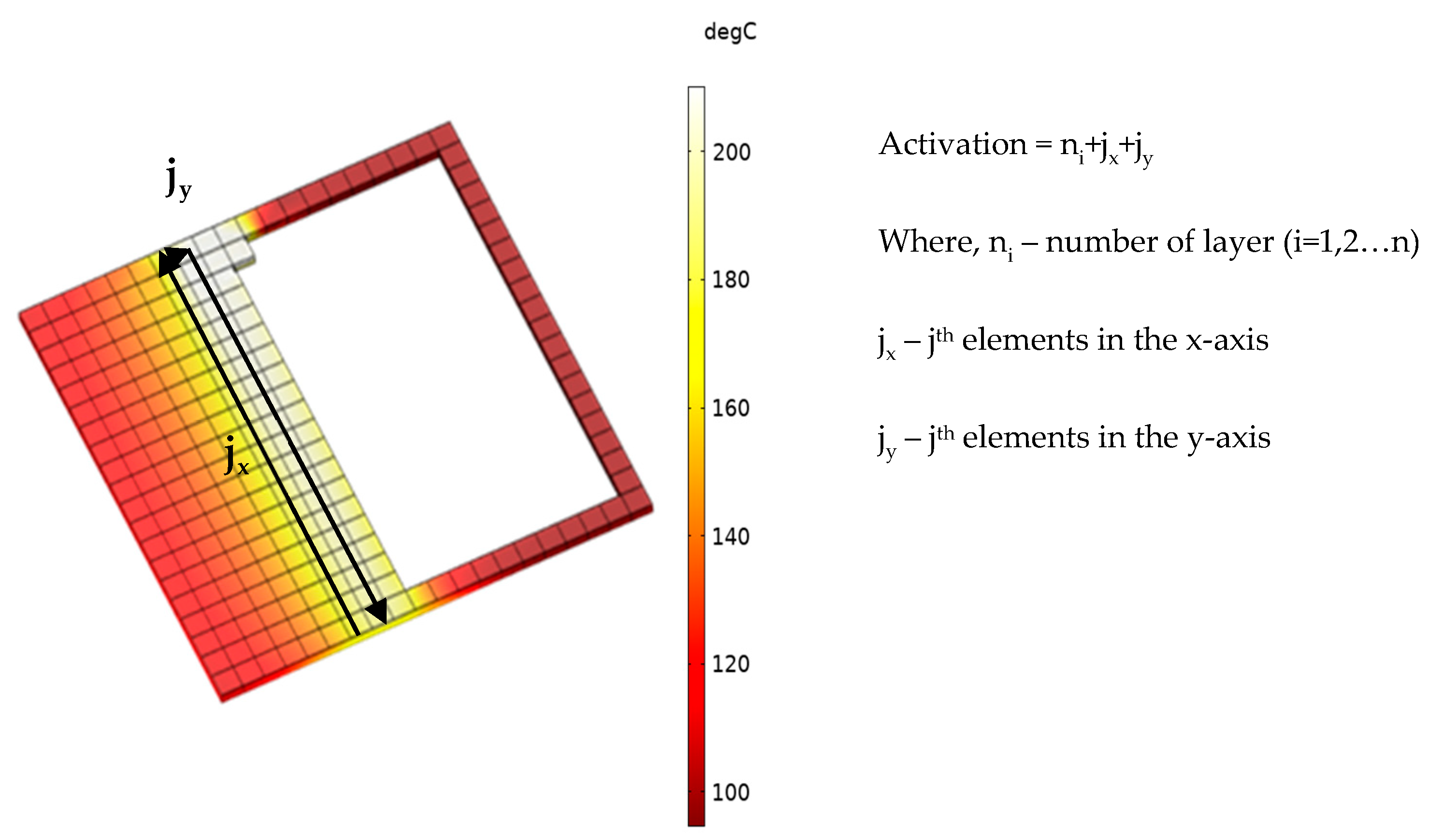
2.2.1. Solid Mechanics
2.2.2. Heat Transfer Study
2.2.3. Crystallisation Kinetics
3. Results and Discussion
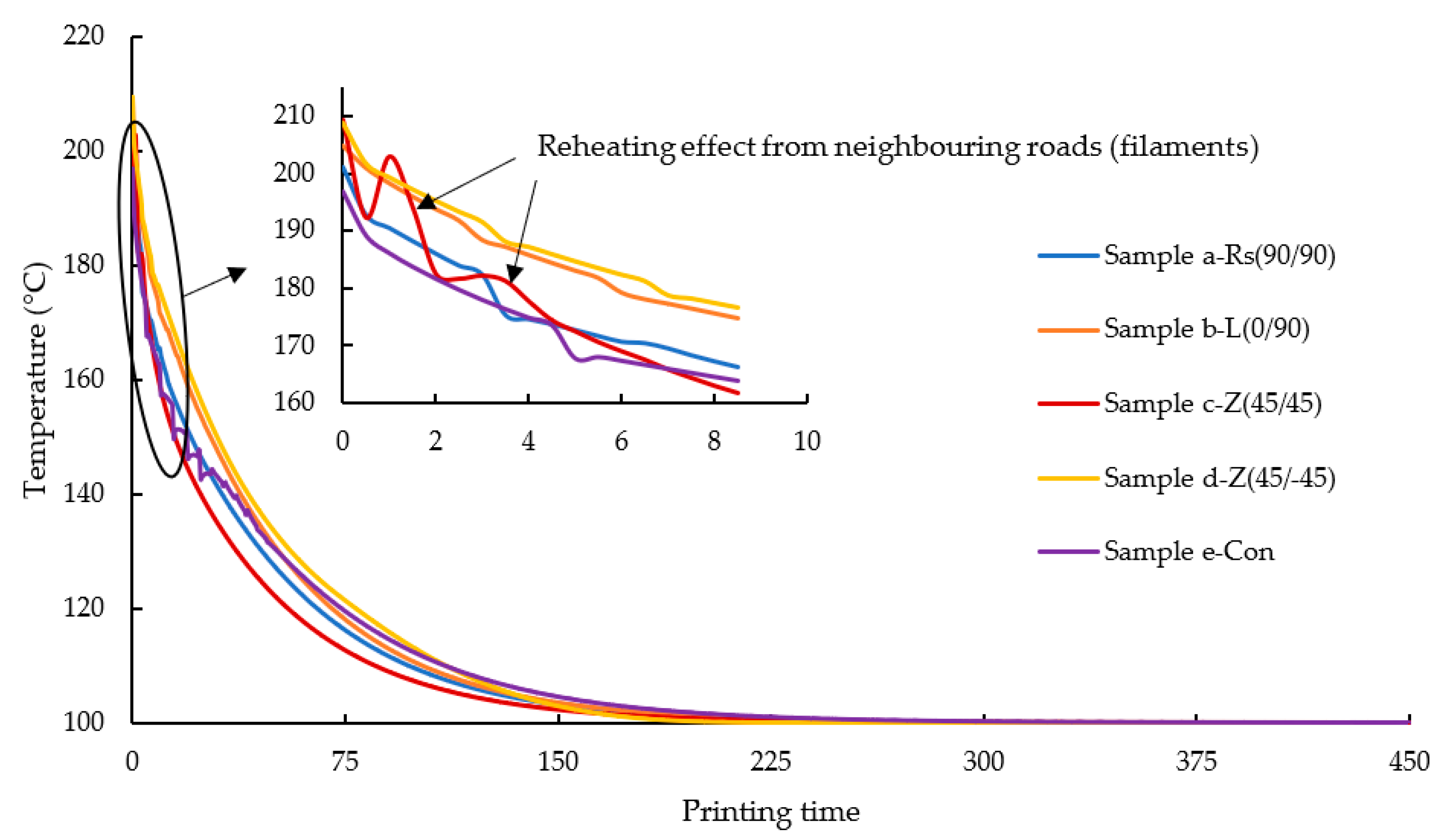
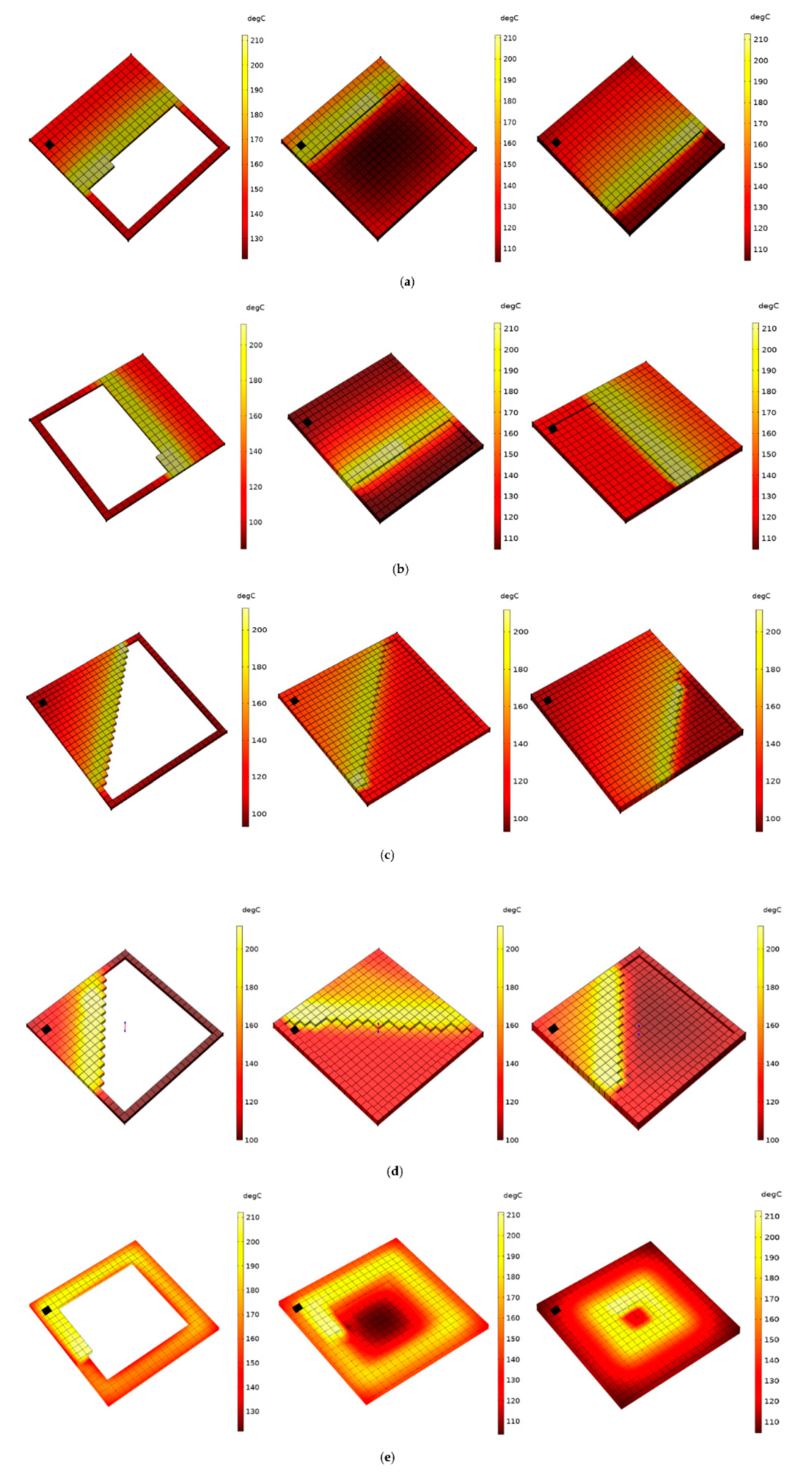
3.1. Changes in Temperature with Printing Time
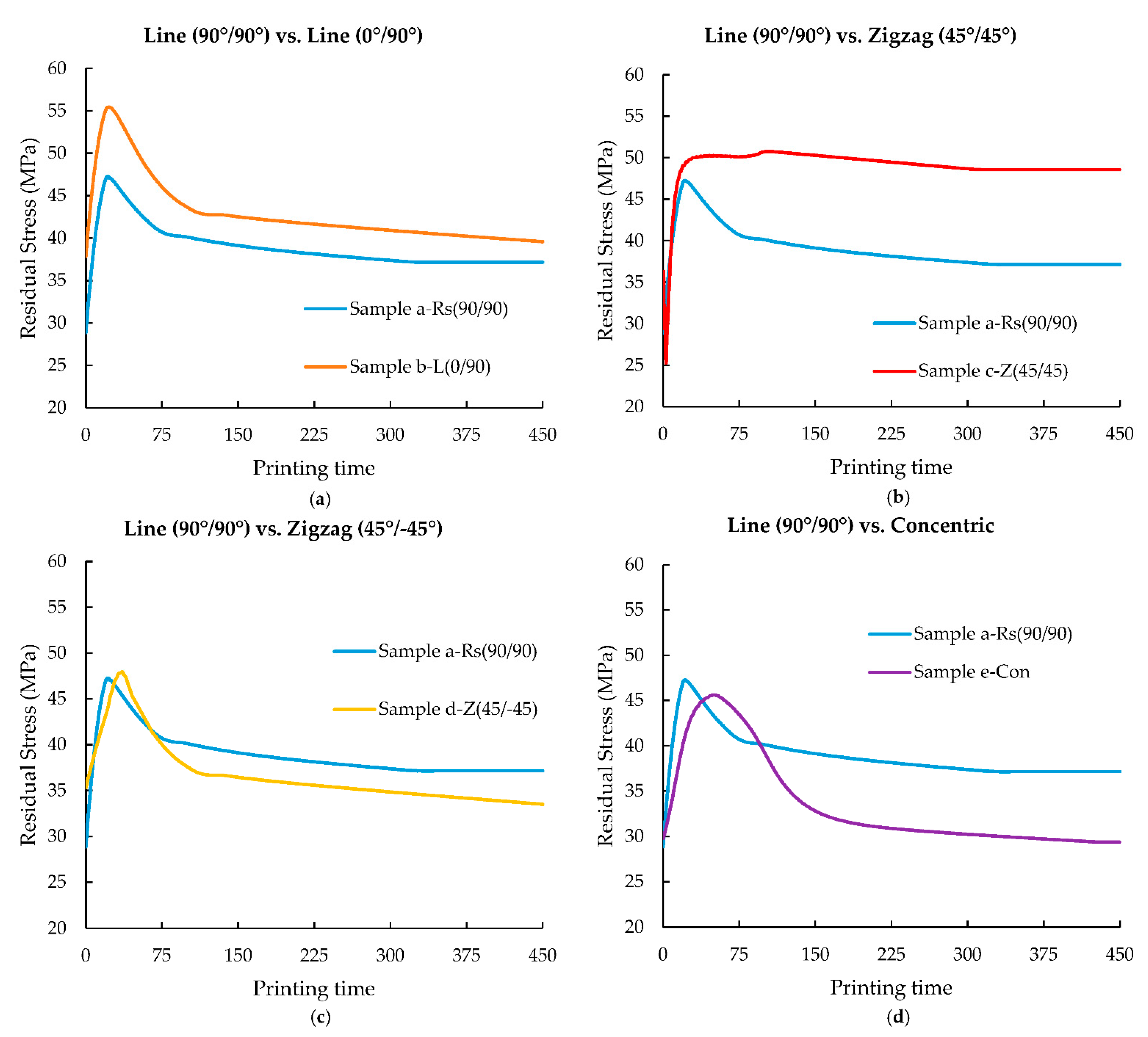
3.2. Changes in Residual Stress with Printing Time
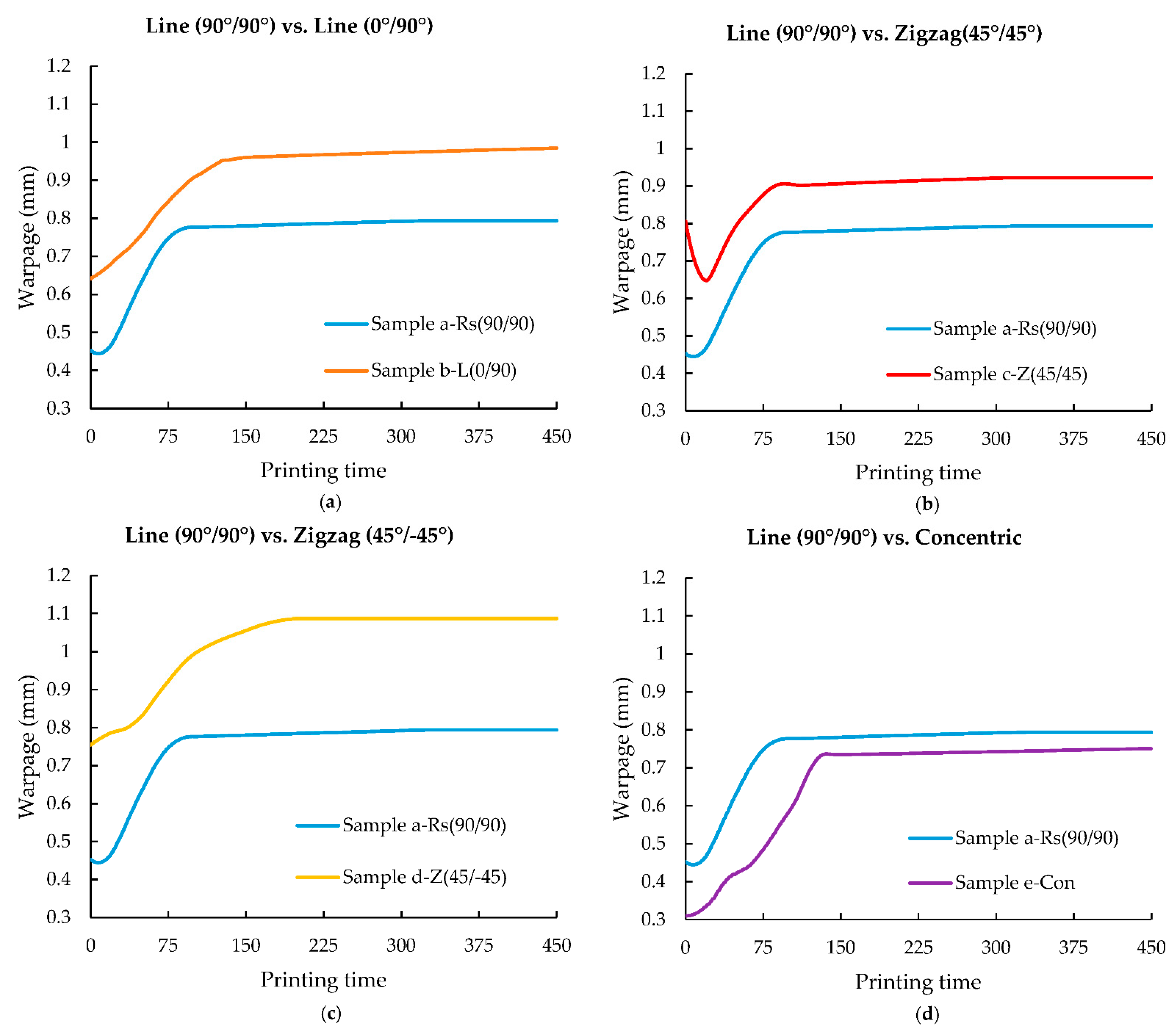
3.3. Evolution of Warpage throughout the Printing Process
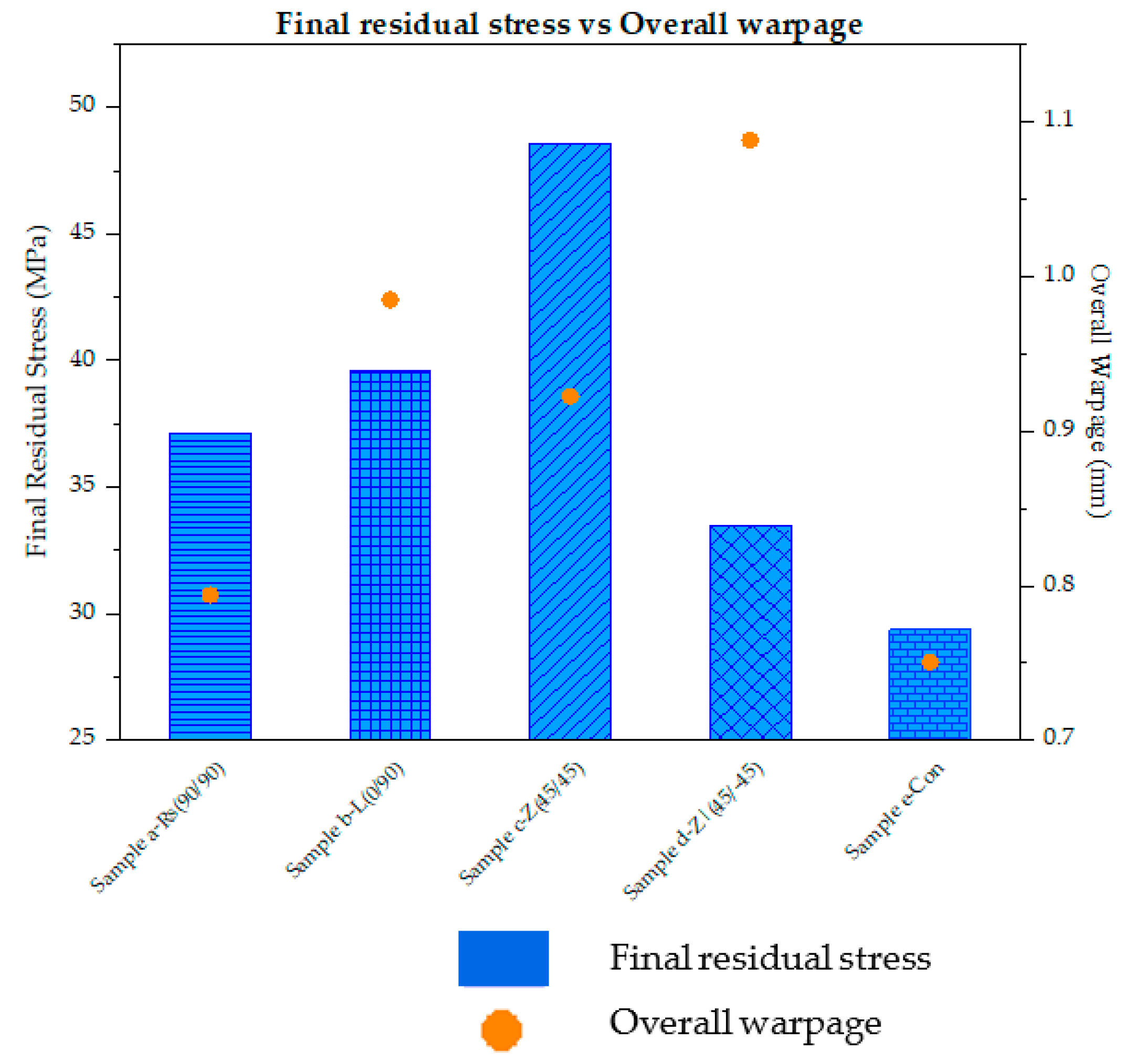
3.4. Comparison between the Final Residual Stress and the Overall Warpage
4. Experimental Validation
5. Conclusions
6. Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cattenone, A. Analysis and Simulation of Additive Manufacturing Processes. Ph.D. Thesis, Università degli Studi di Pavia, Pavia, Italy, 2018. [Google Scholar]
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive Manufacturing Methods and Modeling Approaches: A Critical Review. Int. J. Adv. Manuf. Technol. 2016, 83, 389–405. [Google Scholar] [CrossRef] [Green Version]
- Fargher, S.J. The Development and Fabrication of Particle Detectors Using Fused Deposition Modelling Techniques. Ph.D. Thesis, The University of Sheffie, Sheffie, UK, 2019. [Google Scholar]
- Carneiro, O.S.; Silva, A.F.; Gomes, R. Fused Deposition Modeling with Polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Goudswaard, M. A Hybrid Virtual-Physical Design Methodology to Enable the Democratisation of Design for FDM. Ph.D. Thesis, University of Bristol, Bristol, UK, 2019. [Google Scholar]
- Wong, Y.S.; Fuh, Y.H.; Loh, H.T.; Mahesh, M. Rapid Prototyping and Manufacturing Benchmarking. Sofwtare Solut. RP 2002, 1, 57–94. [Google Scholar]
- Zhu, P. Polymer Materials Via Melt Based 3D Printing: Fabrication and Characterization. Ph.D. Thesis, Clemson University, Clemson, SC, USA, 2018. [Google Scholar]
- Balani, S.B. Additive Manufacturing of the High-Performance Thermoplastics: Experimental Study and Numerical Simulation of the Fused Filament Fabrication. Ph.D. Thesis, Institut National Polytechnique de Toulouse, Toulouse, France, 2019. [Google Scholar]
- Sardinha, M. Design and Development of a Modular Fused Deposition Modelling Apparatus. Ph.D. Thesis, Tecnico Lisboa, Lisboa, Portugal, 2017. [Google Scholar]
- Stoof, D.; Pickering, K. Sustainable Composite Fused Deposition Modelling Filament Using Recycled Pre-Consumer Polypropylene. Compos. Part B Eng. 2018, 135, 110–118. [Google Scholar] [CrossRef]
- Spoerk, M.; Holzer, C.; Gonzalez-Gutierrez, J. Material Extrusion-Based Additive Manufacturing of Polypropylene: A Review on How to Improve Dimensional Inaccuracy and Warpage. J. Appl. Polym. Sci. 2020, 137, 48545. [Google Scholar] [CrossRef]
- Antony Samy, A.; Golbang, A.; Harkin-Jones, E.; Archer, E.; McIlhagger, A. Prediction of Part Distortion in Fused Deposition Modelling (FDM) of Semi-Crystalline Polymers via COMSOL: Effect of Printing Conditions. CIRP J. Manuf. Sci. Technol. 2021, 33, 443–453. [Google Scholar] [CrossRef]
- Samy, A.A.; Golbang, A.; Harkin-Jones, E.; Archer, E.; Dahale, M.; McIlhagger, A. Influence of Ambient Temperature on Part Distortion: A Simulation Study on Amorphous and Semi-Crystalline Polymer. Polymers 2022, 14, 879. [Google Scholar] [CrossRef]
- Samy, A.A.; Golbang, A.; Harkin-Jones, E.; Archer, E.; Tormey, D.; McIlhagger, A. Finite Element Analysis of Residual Stress and Warpage in a 3D Printed Semi-Crystalline Polymer: Effect of Ambient Temperature and Nozzle Speed. J. Manuf. Processes 2021, 70, 389–399. [Google Scholar] [CrossRef]
- Zhang, Y.; Chou, K. A Parametric Study of Part Distortions in Fused Deposition Modelling Using Three-Dimensional Finite Element Analysis. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2008, 222, 959–967. [Google Scholar] [CrossRef]
- Yang, H.; Zhang, S. Numerical Simulation of Temperature Field and Stress Field in Fused Deposition Modeling. J. Mech. Sci. Technol. 2018, 32, 3337–3344. [Google Scholar] [CrossRef]
- Spoerk, M.; Gonzalez-Gutierrez, J.; Sapkota, J.; Schuschnigg, S.; Holzer, C. Effect of the Printing Bed Temperature on the Adhesion of Parts Produced by Fused Filament Fabrication. Plast. Rubber Compos. 2018, 47, 17–24. [Google Scholar] [CrossRef]
- Brenken, B.; Favaloro, A.; Barocio, E.; DeNardo, N.M.; Pipes, R.B. Development of a Model to Predict Temperature History and Crystallization Behavior of 3dprinted Parts Made from Fiber-Reinforced Thermoplastic Polymers. Int. SAMPE Tech. Conf. 2016, 12, 704. [Google Scholar]
- Zhang, Y.; Chou, Y. Three-Dimensional Finite Element Analysis Simulations of the Fused Deposition Modelling Process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2006, 220, 1663–1671. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Experimental Investigation and Empirical Modelling of FDM Process for Compressive Strength Improvement. J. Adv. Res. 2012, 3, 81–90. [Google Scholar] [CrossRef] [Green Version]
- De Ciurana, J.; Serenó, L.; Vallès, È. Selecting Process Parameters in RepRap Additive Manufacturing System for PLA Scaffolds Manufacture. Procedia CIRP 2013, 5, 152–157. [Google Scholar] [CrossRef] [Green Version]
- Tymrak, B.M.; Kreiger, M.; Pearce, J.M. Mechanical Properties of Components Fabricated with Open-Source 3-D Printers under Realistic Environmental Conditions. Mater. Des. 2014, 58, 242–246. [Google Scholar] [CrossRef] [Green Version]
- Riddick, J.C.; Haile, M.A.; von Wahlde, R.; Cole, D.P.; Bamiduro, O.; Johnson, T.E. Fractographic Analysis of Tensile Failure of Acrylonitrile-Butadiene-Styrene Fabricated by Fused Deposition Modeling. Addit. Manuf. 2016, 11, 49–59. [Google Scholar] [CrossRef]
- Wu, W.; Geng, P.; Li, G.; Zhao, D.; Zhang, H.; Zhao, J. Influence of Layer Thickness and Raster Angle on the Mechanical Properties of 3D-Printed PEEK and a Comparative Mechanical Study between PEEK and ABS. Materials 2015, 8, 5834–5846. [Google Scholar] [CrossRef]
- Fatimatuzahraa, A.W.; Farahaina, B.; Yusoff, W.A.Y. The Effect of Employing Different Raster Orientations on the Mechanical Properties and Microstructure of Fused Deposition Modeling Parts. In Proceedings of the ISBEIA 2011—2011 IEEE Symposium on Business, Engineering and Industrial Applications, Langkawi, Malaysia, 25–28 September 2011; pp. 22–27. [Google Scholar] [CrossRef]
- Nancharaiah, T.; Raju, D.R.; Raju, V.R. An Experimental Investigation on Surface Quality and Dimensional Accuracy of FDM Components. Int. J. Emerg. Technol. 2010, 1, 106–111. [Google Scholar]
- Nickel, A.H.; Barnett, D.M.; Prinz, F.B. Thermal Stresses and Deposition Patterns in Layered Manufacturing. Mater. Sci. Eng. A 2001, 317, 59–64. [Google Scholar] [CrossRef]
- Pandzic, A.; Hodzic, D.; Milovanovic, A. Effect of Infill Type and Density on Tensile Properties of Pla Material for Fdm Process. Ann. DAAAM Proc. Int. DAAAM Symp. 2019, 30, 545–554. [Google Scholar] [CrossRef]
- Abdullah, Z.; Ting, H.Y.; Ali, M.A.M.; Fauadi, M.H.F.M.; Kasim, M.S.; Hambali, A.; Ghazaly, M.M.; Handoko, F. The Effect of Layer Thickness and Raster Angles on Tensile Strength and Flexural Strength for Fused Deposition Modeling (FDM) Parts. J. Adv. Manuf. Technol. 2018, 12, 147–158. [Google Scholar]
- Levy, A. A Novel Physics Node for Nakamura Crystallization Kinetics. Int. J. Numer. Methods Eng. 2016, 80, 425–454. [Google Scholar] [CrossRef]
- Dey, A.; Yodo, N. A Systematic Survey of FDM Process Parameter Optimization and Their Influence on Part Characteristics. J. Manuf. Mater. Processing 2019, 3, 64. [Google Scholar] [CrossRef] [Green Version]
- Courter, B.; Savane, V.; Bi, J.; Dev, S.; Hansen, C.J. Finite Element Simulation of the Fused Deposition Modelling Process Modelling Process. In Proceedings of the NAFEMS World Congress, NAFEMS World Congress, Stockholm, Sweden, 11–13 June 2017. [Google Scholar]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive Manufacturing of PLA Structures Using Fused Deposition Modelling: Effect of Process Parameters on Mechanical Properties and Their Optimal Selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Dressler, M.; Röllig, M.; Schmidt, M.; Maturilli, A.; Helbert, J. Temperature Distribution in Powder Beds during 3D Printing. Rapid Prototyp. J. 2010, 16, 328–336. [Google Scholar] [CrossRef]
- Edith Wiria, F.; Fai Leong, K.; Kai Chua, C. Modeling of Powder Particle Heat Transfer Process in Selective Laser Sintering for Fabricating Tissue Engineering Scaffolds. Rapid Prototyp. J. 2010, 16, 400–410. [Google Scholar] [CrossRef]
- Le Goff, R.; Poutot, G.; Delaunay, D.; Fulchiron, R.; Koscher, E. Study and Modeling of Heat Transfer during the Solidification of Semi-Crystalline Polymers. Int. J. Heat Mass Transf. 2005, 48, 5417–5430. [Google Scholar] [CrossRef]
- Nakamura, K.; Watanabe, T.; Katayama, K.; Amano, T. Some Aspects of Nonisothermal Crystallization of Polymers. I. Relationship between Crystallization Temperature, Crystallinity, and Cooling Conditions. J. Appl. Polym. Sci. 1972, 16, 1077–1091. [Google Scholar] [CrossRef]
- Koscher, E.; Fulchiron, R. Influence of Shear on Polypropylene Crystallization: Morphology Development and Kinetics. Polymer 2002, 43, 6931–6942. [Google Scholar] [CrossRef]
- Le Maoult, Y.; Schmidt, F. Infrared Raditation Applied to Polymers Processes. In Heat Transfer in Polymer Composite Materials: Forming Processes; Boyard, N., Ed.; ISTE WILEY: New York, NY, USA, 2016; Chapter 13; pp. 385–434. [Google Scholar] [CrossRef]
- Pignon, B.; Tardif, X.; Lefèvre, N.; Sobotka, V.; Boyard, N.; Delaunay, D. A New PvT Device for High Performance Thermoplastics: Heat Transfer Analysis and Crystallization Kinetics Identification. Polym. Test. 2015, 45, 152–160. [Google Scholar] [CrossRef]
- El Moumen, A.; Tarfaoui, M.; Lafdi, K. Modelling of the Temperature and Residual Stress Fields during 3D Printing of Polymer Composites. Int. J. Adv. Manuf. Technol. 2019, 104, 1661–1676. [Google Scholar] [CrossRef]
- Acevedo-Morantes, M.T.; Brieva-Sarmiento, M.; Realpe-Jiménez, A. Effect of the Molding Temperature and Cooling Time on the Residual Stresses of Crystal Polystyrene. DYNA 2014, 81, 73–80. [Google Scholar] [CrossRef]
- Ji, L.B.; Zhou, T.R. Finite Element Simulation of Temperature Field in Fused Deposition Modeling. Adv. Mater. Res. 2010, 97–101, 2585–2588. [Google Scholar] [CrossRef]
- Koslowski, T.; Bonten, C. Shrinkage, Warpage and Residual Stresses of Injection Molded Parts. AIP Conf. Proc. 2019, 2055. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Simulated/Printed Samples | Raster Pattern |
|---|---|
| Sample a-Rs (90°/90°) | Line (90°/90°) |
| Sample b-L (0°/90°) | Line (0°/90°) |
| Sample c-Z (45°/45°) | Zigzag (45°/45°) |
| Sample d-Z (45°/−45°) | Zigzag (45°/−45°) |
| Sample e-Con | Concentric |
| Thermal Property for Amorphous (a) and Semi-Crystalline (sc) States | Numerical Functions |
|---|---|
| Cpa (α, T) | 3.1 T + 2124 |
| λa (α, T) | −6.25 × 10−5T + 0.189 |
| ρa (α, T) | 1/(1.138 + 6.773 × 10−4T) |
| Cpsc (α, T) | 10.68T + 1451 |
| λsc (α, T) | −4.96 × 10−4T + 0.31 |
| ρa (α, T) | 1/(1.077 + 4.225 × 10−4T) |
| Samples | Predicted Warpage (FEA) (mm) | Measured Warpage (Experimental) (mm) |
|---|---|---|
| Sample a-Rs (90°/90°) | 0.794 | 0.8 |
| Sample b-L (0°/90°) | 0.98 | 1.1 |
| Sample c-Z (45°/45°) | 0.92 | 1.14 |
| Sample d-Z (45°/−45°) | 1.09 | 1.25 |
| Sample e-Con | 0.75 | 0.83 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Antony Samy, A.; Golbang, A.; Harkin-Jones, E.; Archer, E.; Dahale, M.; McAfee, M.; Abdi, B.; McIlhagger, A. Influence of Raster Pattern on Residual Stress and Part Distortion in FDM of Semi-Crystalline Polymers: A Simulation Study. Polymers 2022, 14, 2746. https://doi.org/10.3390/polym14132746
Antony Samy A, Golbang A, Harkin-Jones E, Archer E, Dahale M, McAfee M, Abdi B, McIlhagger A. Influence of Raster Pattern on Residual Stress and Part Distortion in FDM of Semi-Crystalline Polymers: A Simulation Study. Polymers. 2022; 14(13):2746. https://doi.org/10.3390/polym14132746
Chicago/Turabian StyleAntony Samy, Anto, Atefeh Golbang, Eileen Harkin-Jones, Edward Archer, Monali Dahale, Marion McAfee, Behzad Abdi, and Alistair McIlhagger. 2022. "Influence of Raster Pattern on Residual Stress and Part Distortion in FDM of Semi-Crystalline Polymers: A Simulation Study" Polymers 14, no. 13: 2746. https://doi.org/10.3390/polym14132746
APA StyleAntony Samy, A., Golbang, A., Harkin-Jones, E., Archer, E., Dahale, M., McAfee, M., Abdi, B., & McIlhagger, A. (2022). Influence of Raster Pattern on Residual Stress and Part Distortion in FDM of Semi-Crystalline Polymers: A Simulation Study. Polymers, 14(13), 2746. https://doi.org/10.3390/polym14132746