
Influence of Pre-Pressing Ring on the Weld Quality of Ultrasonically Welded Short Carbon Fiber Reinforced Nylon 6 Composite


 ,
,
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials
2.2. Ultrasonic Welding Process
2.3. Temperature Measurement
2.4. Weld Microstructure
2.5. Quasi-Static Test
3. Result and Discussion
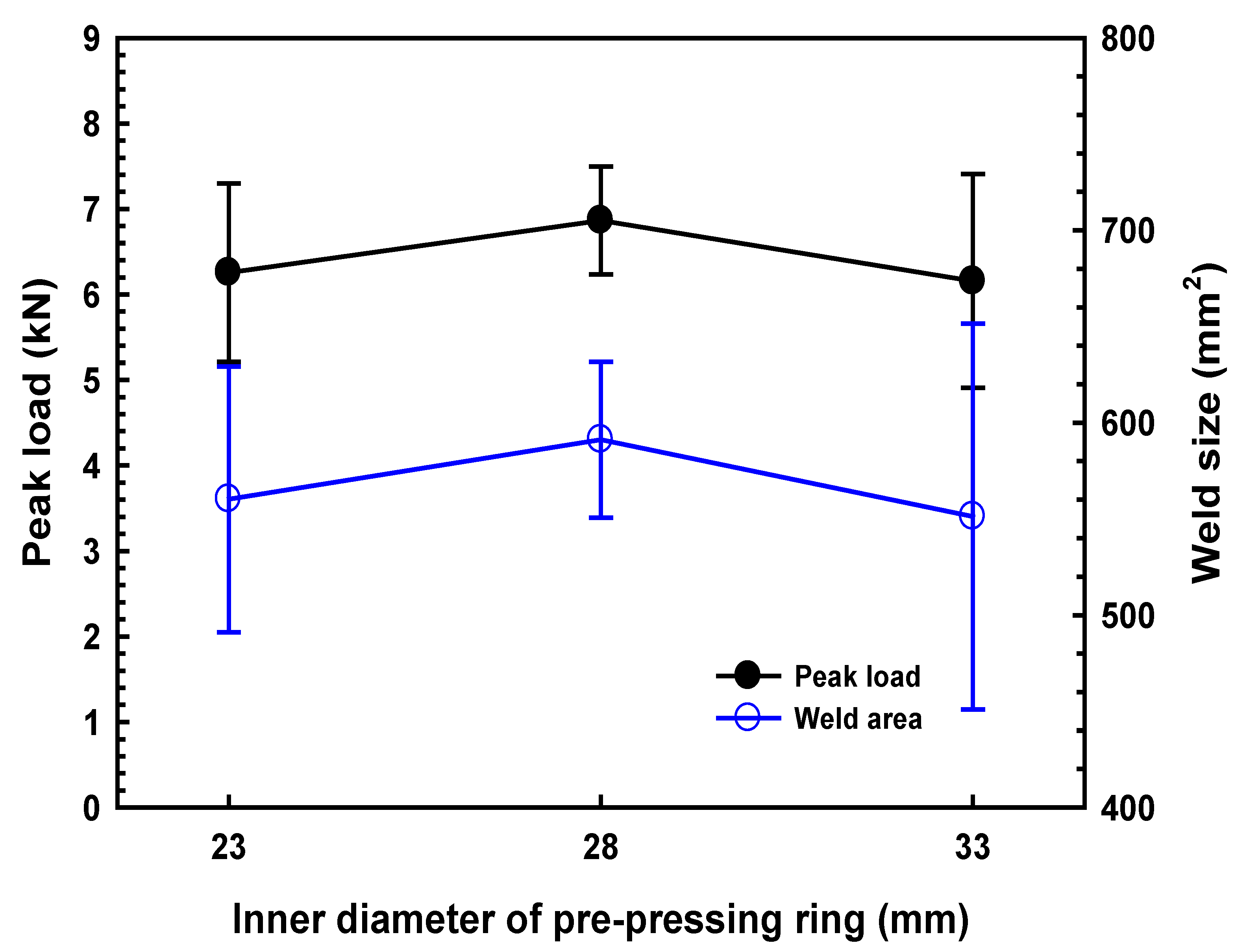
3.1. Effect of Dimension of The Pre-Pressing Ring on Joint Strength
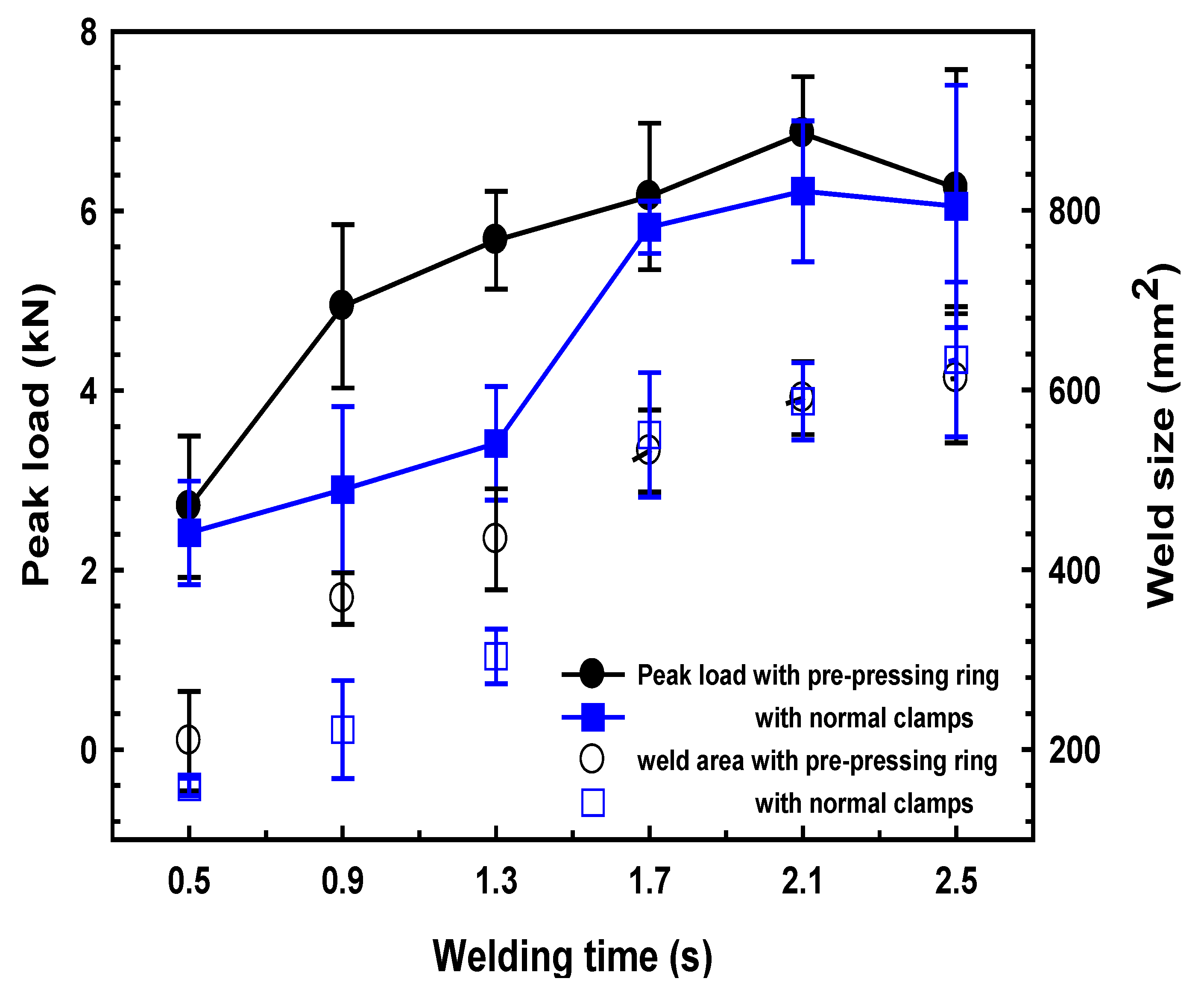
3.2. Effect of The Pre-Pressing Ring on Joint Strength
3.3. Transient Horn Displacement and Temperature
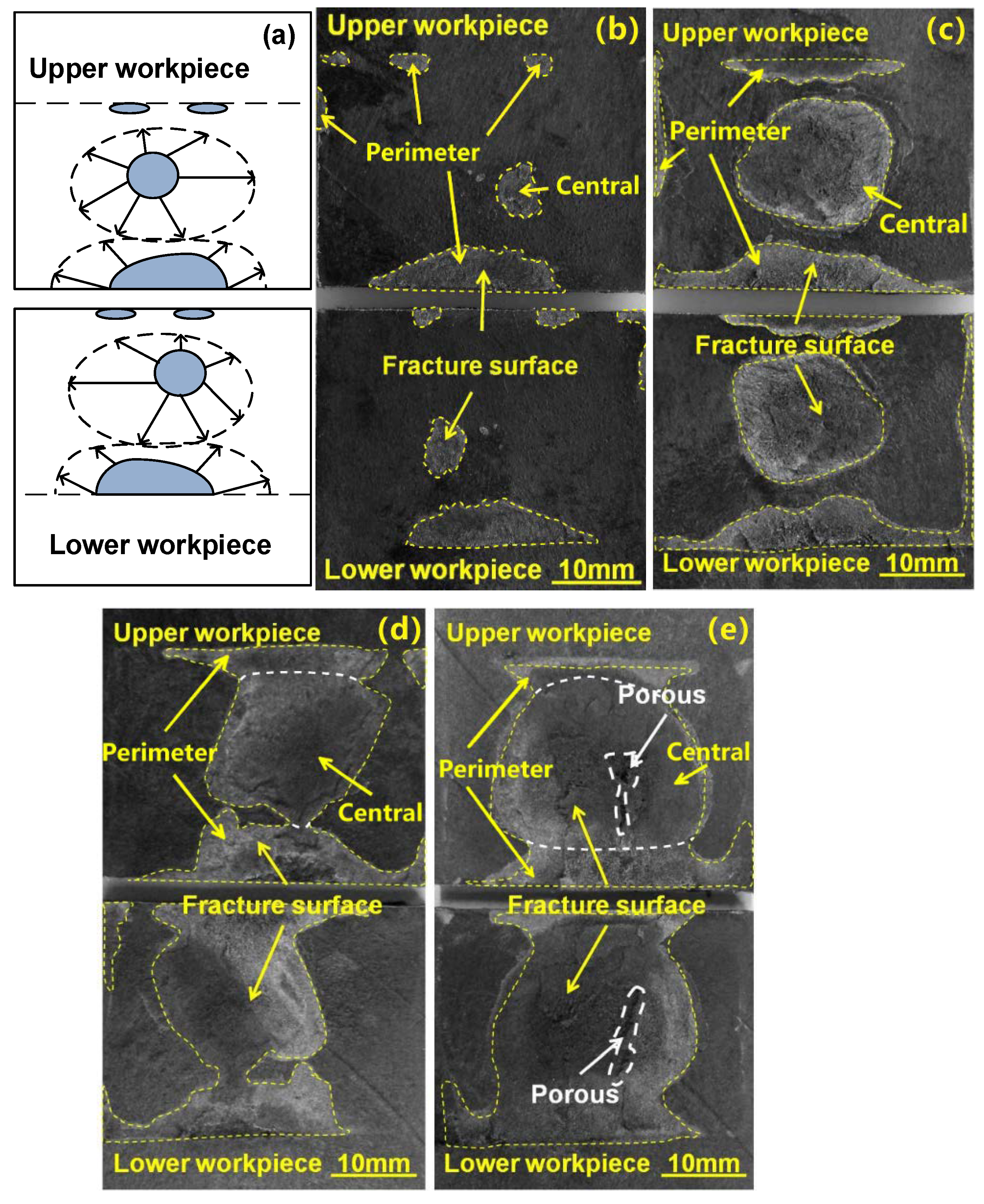
3.4. Weld Nugget Formation and Evolution
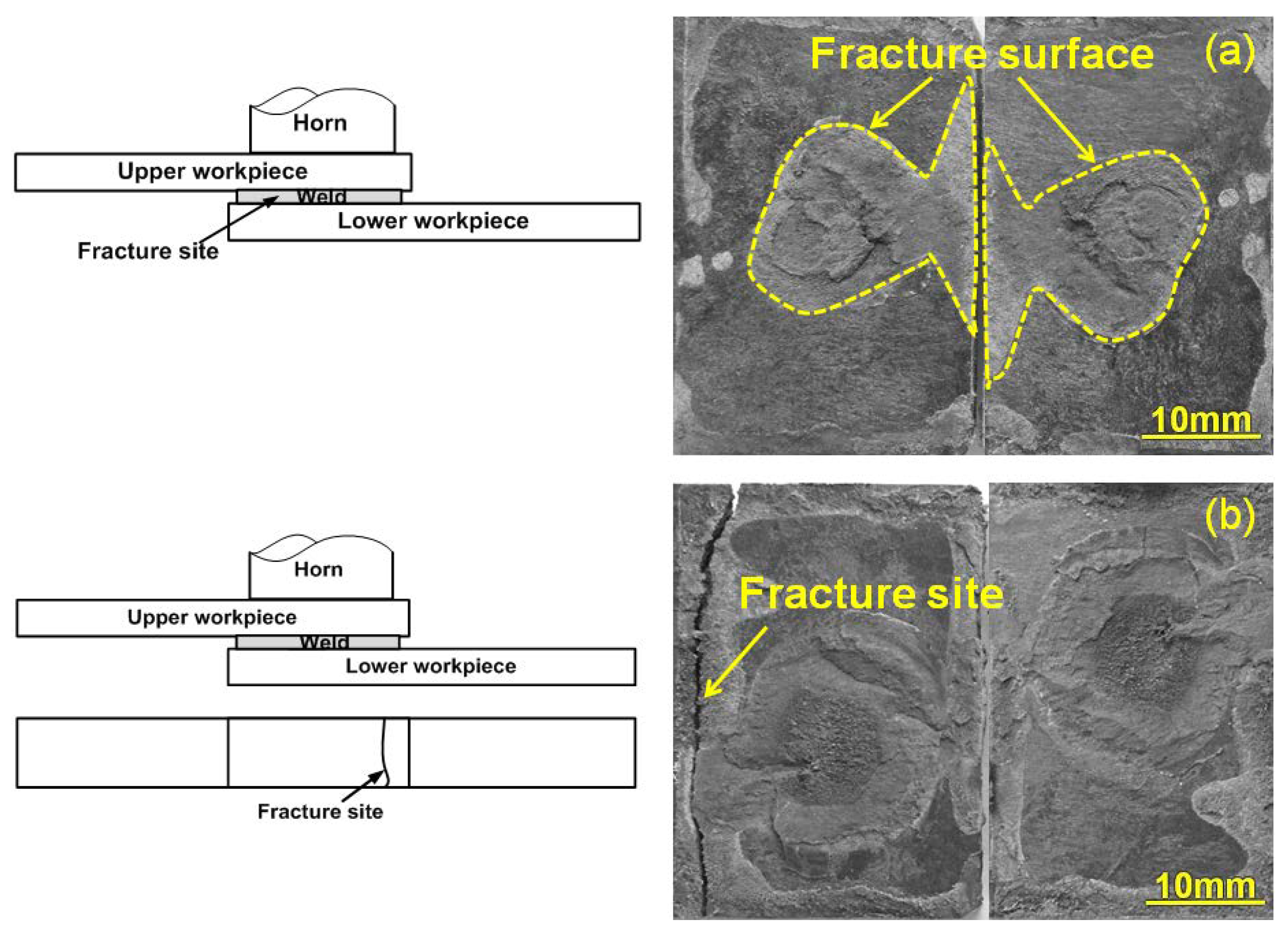
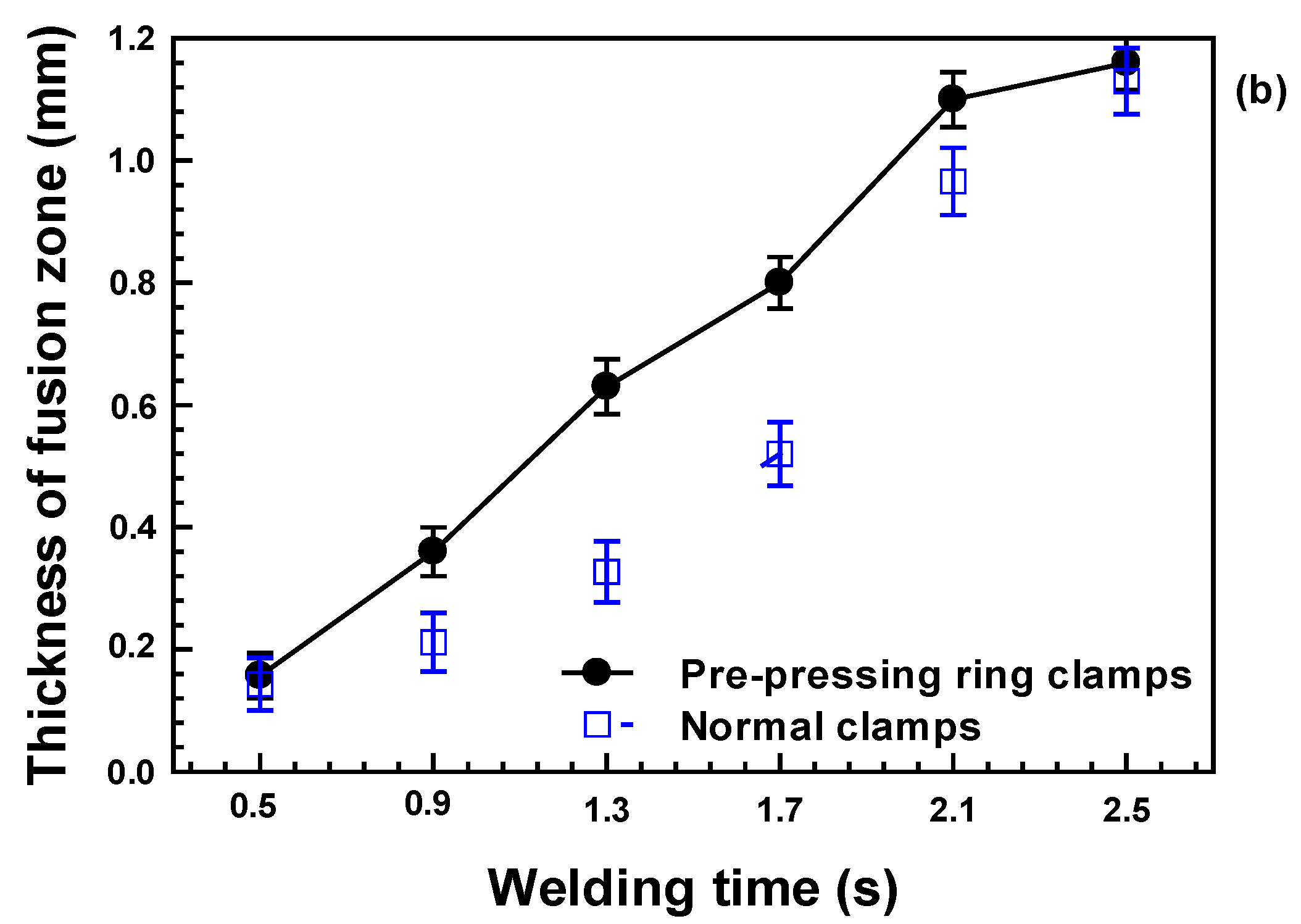
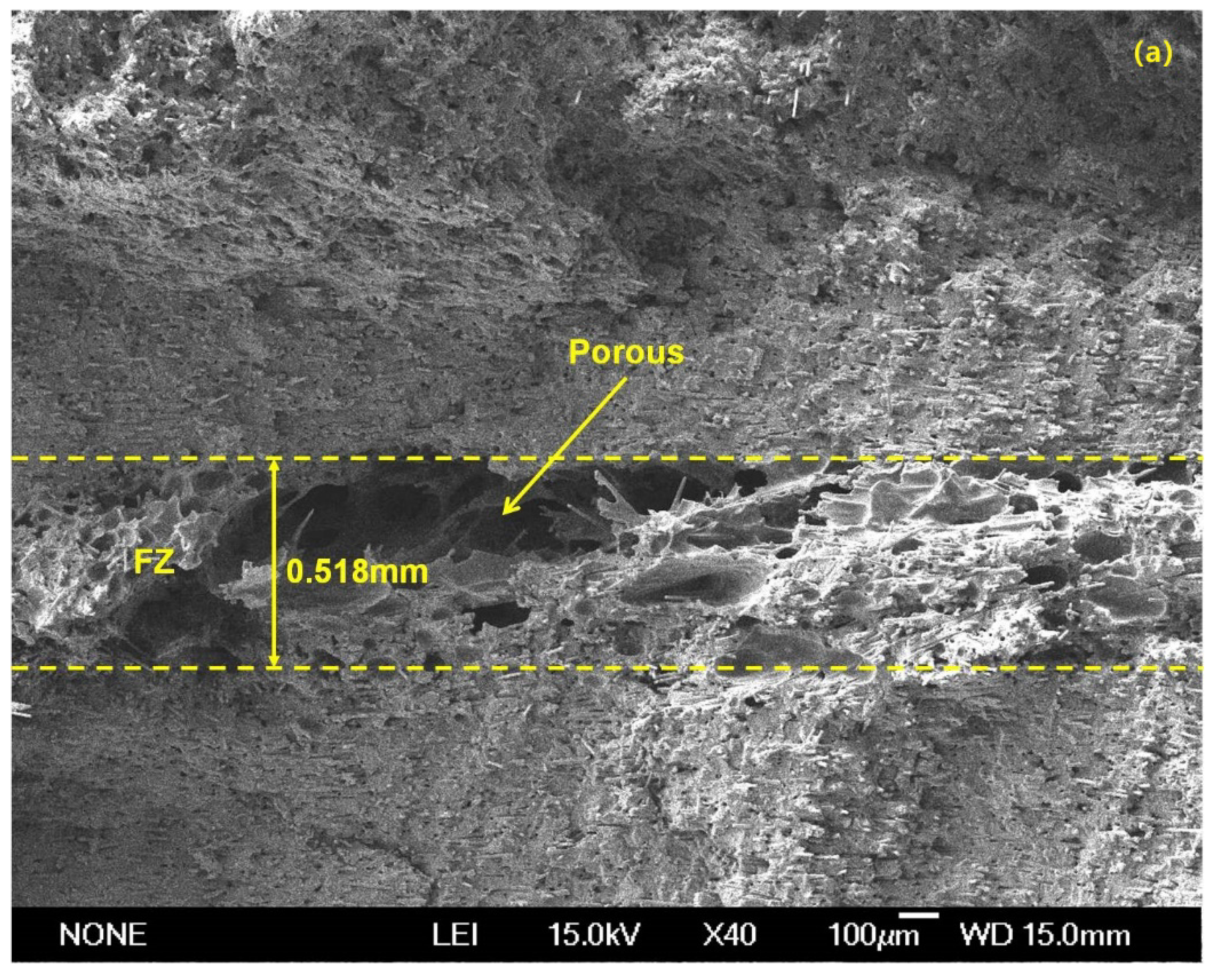
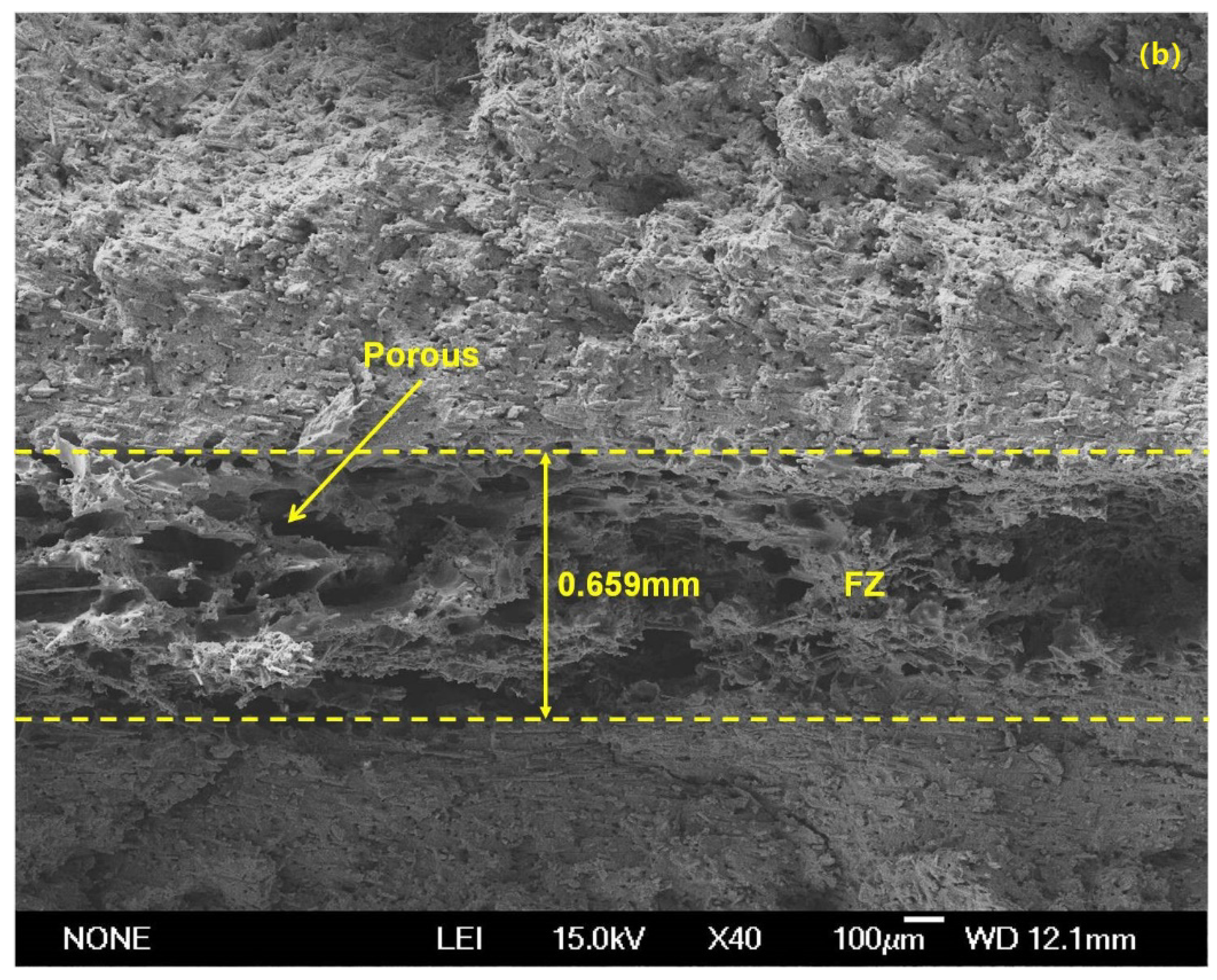
3.5. Effect of Clamp on Weld Microstructure
4. Conclusions and Summary
- For the given welding process various, PPRC UW joints had higher joint strength compared with the normal clamp UW joints. The strength of PPRC is 5.6 kN and 6.8 kN at weld time of 1.3 s and 2.1 s, respectively.
- The applied force from the PPRC improved the contacting condition of upper and lower workpieces in the overlap region and consequently enhanced the energy dissipation at the faying interface.
- The PPRC improved both the central weld nugget size and stable fusion region thickness, resulting in the formation of UW joints with good weld quality. When weld time is 1.3 s, the central weld nugget size and fusion region thickness are up to 286 mm2 and 0.63 mm, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- He, M.; Zhou, J.; Liu, L. A study of supporting legal policies for improving China’s new energy automobile industry based on environmental benefits equilibrium-enlightenment from the environmental subsidies of Germany legal system. Int. J. Hydrogen Energy 2017, 42, 1869–18708. [Google Scholar] [CrossRef]
- Hasunuma, H.; Ishimaru, Y.; Yoda, Y.; Shima, M. Decline of ambient air pollution levels due to measures to control automobile emissions and effects on the prevalence of respiratory and allergic disorders among children in Japan. Environ. Res. 2014, 131, 111–118. [Google Scholar] [CrossRef] [PubMed]
- Tao, W.; Liu, Z.; Zhu, P.; Zhu, C.; Chen, W. Multi-scale design of three dimensional woven composite automobile fender using modified particle swarm optimization algorithm. Compos. Struct. 2017, 181, 73–83. [Google Scholar] [CrossRef]
- Guo, S.; Xu, Y.; Han, Y.; Liu, J.; Xue, G.; Nagaumi, H. Near net shape casting process for producing high strength 6xxx aluminum alloy automobile suspension parts. Trans. Nonferrous Met. Soc. China 2014, 24, 2393–2400. [Google Scholar] [CrossRef]
- Du, J.; Han, W.; Peng, Y. Life cycle greenhouse gases, energy and cost assessment of automobiles using magnesium from Chinese Pidgeon process. J. Cleaner Prod. 2010, 18, 112–119. [Google Scholar] [CrossRef]
- Zaghloul, M.Y.M.; Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Developments in polyester composite materials—An in-depth review on natural fibres and nano fillers. Compos. Struct. 2021, 278, 114698. [Google Scholar] [CrossRef]
- Fuseini, M.; Zaghloul, M.M.Y. Statistical and qualitative analyses of the kinetic models using electrophoretic deposition of polyaniline. J. Ind. Eng. Chem. 2022. [Google Scholar] [CrossRef]
- Zaghloul, M.Y.; Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Influence of stress level and fibre volume fraction on fatigue performance of glass fibre-reinforced polyester composites. Polymers 2022, 14, 2662. [Google Scholar] [CrossRef] [PubMed]
- Zaghloul, M.M.Y. Mechanical properties of linear low-density polyethylene fire-retarded with melamine polyphosphate. J. Appl. Polym. Sci. 2018, 134, 46770. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Zaghloul, M.Y.M.; Zaghloul, M.M.Y. Experimental and modeling of mechanical-electrical behavior of polypropylene composites filled with graphite and MWCNT fillers. Polym. Test. 2017, 63, 467–474. [Google Scholar] [CrossRef]
- Unnikrishnan, T.G.; Kavan, P. A review study in ultrasonic-welding of similar and dissimilar thermoplastic polymers and its composites. Mater. Today Proc. 2022, 56, 3294–3300. [Google Scholar] [CrossRef]
- Tian, Z.; Zhi, Q.; Feng, X.; Zhang, G.; Li, Y.; Liu, Z. Effect of Preload on the Weld Quality of Ultrasonic Welded Carbon-Fiber-Reinforced Nylon 6 Composite. Polymers 2022, 14, 2650. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.D.; Li, Y.; Liu, Z.G.; Li, Y.; Ao, S.S.; Luo, Z. Ultrasonic welding of short carbon fiber reinforced PEEK with spherical surface anvils. Compos. Part B Eng. 2022, 231, 109599. [Google Scholar] [CrossRef]
- Zhi, Q.; Li, Y.B.; Shu, P.; Tan, X.R.; Tan, C.W.; Liu, Z.X. Double-Pulse Ultrasonic Welding of Carbon-Fiber-Reinforced Polyamide 66 Composite. Polymers 2022, 14, 714. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Li, Y.; Wang, Y.; Epureanu, B.I.; Banu, M. Nonlinear friction behavior in ultrasonic welding of aluminum alloy to carbon fiber reinforced PA6 composite. J. Mater. Process. Technol. 2021, 296, 117230. [Google Scholar] [CrossRef]
- Zhi, Q.; Tan, X.R.; Liu, Z.X. Effect of moisture on the ultrasonic welding of carbon fiber reinforced polyamide 66 composite. Weld. J. 2017, 96, 185s–192s. [Google Scholar]
- Rani, R.M.; Suresh, K.S.; Prakasan, K.; Rudramoorthy, R. A statistical study of parameters in ultrasonic welding of plastics. Exp. Tech. 2007, 31, 53–58. [Google Scholar] [CrossRef]
- Bates, P.J.; MacDonald, J. Comparison of experimental and analytical vibration welding meltdown-time profiles for Nylon 6 and polypropylene. Polym. Eng. Sci. 2005, 45, 789–797. [Google Scholar] [CrossRef]
- Zhi, Q.; Tan, X.R.; Liu, Z.X.; Liu, Y.; Liu, W.H.; Ou, B.L.; Zhao, H.W.; Wang, P.C. The effect of a hollow fixture on energy dissipation of ultrasonic welded carbon fiber/polyamide 66 composite. Weld. J. 2021, 99, 371s–378s. [Google Scholar] [CrossRef]
- Lu, L.; Zhi, Q.; Gao, Y.H.; Liu, Z.X.; Wang, P.C. Repairing ultrasonic welded carbon fiber-reinforced nylon 66 composite. Weld. J. 2017, 96, 439s–450s. [Google Scholar]
- Zhi, Q.; Lu, L.; Liu, Z.X.; Wang, P.C. Influence of horn misalignment on weld quality in ultrasonic welding of carbon fiber/polyamide 66 composite. Weld. J. 2018, 97, 133s–143s. [Google Scholar]
- Chen, L.Y.; Zhi, Q.; Li, J.C.; Liu, Z.X.; Wang, P.C. Single-sided ultrasonic welding of carbon fiber reinforced nylon 6 composite without energy director. Weld. J. 2018, 97, 17s–25s. [Google Scholar]
- Gao, Y.-H.; Zhi, Q.; Lu, L.; Liu, Z.X.; Wang, P.-C. Ultrasonic welding of carbon fiber reinforced Nylon 66 composite without energy director. J. Manuf. Sci. Eng. 2018, 140, 051009. [Google Scholar] [CrossRef]
- Wijk, H.V.; Luiten, G.A.; Van. Engen, P.G.; Nonhof, C.J. Process optimization of ultrasonic welding. Polym. Eng. Sci. 1996, 36, 1165–1176. [Google Scholar] [CrossRef]
- Matsuoka, S.I. Ultrasonic welding and characteristics of glass-fiber reinforced plastic: Comparison between the paper-making method and the impregnation method. J. Mater. Process. Technol. 1995, 55, 427–431. [Google Scholar] [CrossRef]
- Zhang, G.; Qiu, J.; Shao, L.; Liu, M.; Zhang, M.; Wu, Y. Ultrasonic weld properties of heterogeneous polymers:Polylactide and poly (methyl methacrylate). J. Mater. Process. Technol. 2011, 211, 1358–1363. [Google Scholar] [CrossRef]
- Yang, G.; Chen, F.; Zhao, Y. Research on factors affecting quality of ultrasonically welded plastic. Aerosp. Mater. Technol. 2006, 6, 9–13. [Google Scholar]
- Zhi, Q.; Ma, J.M.; Tan, X.R.; Liu, Z.X.; Tian, Z.G.; Wang, P.C. Single-sided ultrasonic welding of carbon fiber/Nylon 66 composite. Weld. World 2021, 65, 2047–2058. [Google Scholar] [CrossRef]
- Villegas, I.F. In situ monitoring of ultrasonic welding of thermoplastic composites through power and displacement data. J. Thermoplast. Compos. Mater. 2015, 28, 66–85. [Google Scholar] [CrossRef]
- Stokes, V.K. Vibration welding of thermoplastics. Part I: Phenomenology of the welding process. Polym. Eng. Sci. 1988, 28, 718–727. [Google Scholar] [CrossRef]
- Zhi, Q.; Tan, X.R.; Lu, L.; Chen, L.Y.; Li, J.C.; Liu, Z.X. Decomposition of ultrasonic welded carbon fiber/polyamide 66 and its effect on weld quality. Weld. World 2017, 61, 1017–1028. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tensile Strength (MPa) | Elastic Strength (MPa) | Poisson’s Ratio | Density (kg/m3) | |
|---|---|---|---|---|
| Nylon6 | 74 | 2501 | 0.34 | 1130 |
| Cf/PA6 | 89.2 | 7532 | 0.34 | 1260 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, Z.; Zhi, Q.; Zhang, G.; Tan, X.; Lu, L.; Wang, P.; Liu, Z. Influence of Pre-Pressing Ring on the Weld Quality of Ultrasonically Welded Short Carbon Fiber Reinforced Nylon 6 Composite. Polymers 2022, 14, 3115. https://doi.org/10.3390/polym14153115
Tian Z, Zhi Q, Zhang G, Tan X, Lu L, Wang P, Liu Z. Influence of Pre-Pressing Ring on the Weld Quality of Ultrasonically Welded Short Carbon Fiber Reinforced Nylon 6 Composite. Polymers. 2022; 14(15):3115. https://doi.org/10.3390/polym14153115
Chicago/Turabian StyleTian, Zengguo, Qian Zhi, Guopeng Zhang, Xinrong Tan, Lei Lu, Peichung Wang, and Zhongxia Liu. 2022. "Influence of Pre-Pressing Ring on the Weld Quality of Ultrasonically Welded Short Carbon Fiber Reinforced Nylon 6 Composite" Polymers 14, no. 15: 3115. https://doi.org/10.3390/polym14153115
APA StyleTian, Z., Zhi, Q., Zhang, G., Tan, X., Lu, L., Wang, P., & Liu, Z. (2022). Influence of Pre-Pressing Ring on the Weld Quality of Ultrasonically Welded Short Carbon Fiber Reinforced Nylon 6 Composite. Polymers, 14(15), 3115. https://doi.org/10.3390/polym14153115