1. Introduction
Carbon fiber composites are defined as fibers that contain at least 92% by weight carbon, while a fiber that contains at least 99% carbon is usually called a graphite fiber [
1]. Carbon fibers generally have excellent tensile properties, low densities, high thermal and chemical stability in the absence of oxidizing agents, good thermal and electrical conductivity, and excellent creep resistance [
1].
In recent years, due to its excellent properties, the carbon fiber industry has grown steadily to meet the demand of various categories of industry, such as aerospace, military, construction (non-structural and structural systems), turbine blades, light cylinders, and pressure vessels, drilling elements, medical items, cars, sports, etc. [
1]. Specifically, the composites market is expected to reach an estimated value of approximately USD 40 billion by 2024 [
2].
For the automotive industry, carbon fiber-reinforced polymer (CFRP) composites offer low weight and superior styling [
3,
4,
5]. Carbon fibers find their applicability in body parts (doors, bonnets, deck covers, front, bumpers, etc.), chassis and suspension systems (e.g., lamellar springs), and drive shafts, where high strength-to-weight ratios are required. One of the main reasons why composite carbon fibers have so much potential in industry is also due to the microstructures of the fibers, as well as their orientation, length, and concentration. Because high damping of carbon fiber-epoxy composite materials can dissipate any vibration of the composite structure that is induced, they are used in the manufacture of high-speed drive shafts [
3], machine tool shafts [
4], and robot arms [
5]. They are usually made in a variety of types of fiber preforms that are impregnated with the two liquid precursors (pitch or resin) before carbonizing a carbon-bearing gas precursor (e.g., methane) to a certain level, with the accepted porosity [
6,
7,
8]. These combinations result in a variety of materials with high specific strength, self-lubricating capacity, low coefficient of thermal expansion, stiffness, and toughness, as well as very good refractory properties [
9].
In the last decade, several researchers have been concerned with the friction and wear investigations of different types of materials under different operating conditions. These researchers [
1,
2,
10,
11,
12,
13,
14] showed that the friction and wear of self-rubbing polymers and composites depend on several parameters, such as normal load, sliding speed, the roughness of friction surfaces, relative humidity, lubrication, etc. [
8,
15,
16,
17,
18,
19]. Among these parameters, it has been reported that the most influential parameters dictating the tribological properties of materials are normal load and sliding velocity [
8]. The coefficient of friction of polymers and composites which slip towards themselves increases or decreases, depending on the range of operating conditions and the sliding pairs that have been chosen.
For intellectual property reasons and because they are industrial recipes, most of the research on friction and wear of CFRP composites is not published in specialized literature. Relatively high friction coefficients, about 0.34 [
20] or in the range 0.4–0.9 [
21], are reported for different conditions. Sometimes the wear coefficients indicated in the same works are contradictory: K ≈ 2 × 10
−6 mm
3 N
−1 m
−1 [
22], denoting mild wear, or 1 × 10
−3 < K < 3 × 10
−2 mm
3 N
−1 m
−1 [
13], corresponding to a highly severe wear regime. Two morphological types of wear are described as follows [
20,
21,
22]: (i) an apparently polished appearance, corresponding to the application of a harmonious layer of wear residues resulting in an almost flat surface because of this phenomenon; (ii) a coarse morphological structure, resulting from uneven wear of the composite matrix and low-adhesion fibers or powder residues (‘dusting’). The first type of residue film has a lubricating effect and reduces the contact pressure, thus reducing both the coefficients of friction and wear [
12]. By analogy with conventional graphite-carbon materials, CFRP composites have distinct friction and wear behavior, due to the surrounding environment, i.e., respectively the relative humidity [
20,
21,
22,
23,
24].
It is known that stick-slip (SS) motion is commonly present at low sliding velocities (under 180 mm/min) when two solid bodies slide over each other [
10]. Stick-slip phenomena are all around us, often with both good and bad consequences. This effect is undesirable in many and varied engineering and technological applications due to the jerky motion (stick and slip) which results in vibration and noise, energy loss, wear on slippery surfaces, and can lead to damage to moving components [
10].
In the stick stage, the two surfaces in contact do not move and are held in place by static friction. In the sliding stage, there is a finite relative motion—the so-called kinetic friction acts to delay this motion. However, what makes a given system work is that, in general, static friction is greater than kinetic friction. The roughness of the surface as well as the presence of a lubricant (which can even be a film of a softer material) can affect the amplitude and rate of variation of the cycle of the stick-slip phenomenon. These processes take place mostly in the boundary lubrication regime [
11].
Tribological contacts between plastic or polymer materials can result in sliding friction behavior that produces noise during operation. The applied load, roughness, stiffness, temperature, and humidity of the working environment are other factors that influence the stick-slip phenomenon. [
10,
11]. In dry conditions as debated in [
25,
26,
27,
28,
29], a continually reversing load applied by the moving counter body has a strong influence on friction and wear behavior. Schön [
30] measured the μ for composite in contact with composite in reciprocal sliding to model bolted joints of CF/epoxy material, finding a starting value of 0.65 and a peak of 0.74. Klingshirn et al. [
31] investigated the influence of the volume content of short carbon fibers inside an epoxy matrix on the fretting wear rate, demonstrating the dramatic decrease in this parameter with growing fiber content.
A lubricant is also generally used to reduce the frictional force during SS movement [
2,
3,
4]. An alternative approach to friction control is the use of nanoparticles that act as a roller and spacer at sliding interfaces [
14,
20,
21,
22,
23]. For reducing friction and wear, especially in boundary lubrication as well as mixed boundary regimes, nanoparticles are quite effective [
7,
8,
11]. The addition of nanoparticles in a lubricant improves the tribological properties because of ball bearing, polishing, repair, and formation of the protective film [
10,
14]. Reviewing the specialized literature shows that the delivery and adhesion of particles to the friction surfaces are strongly dependent on the nature of the friction contact and the presence of fluid films on the separation surface [
12]. Studies on the tribological properties of nano lubricants at high slip rates and high normal loads show that the anti-friction, anti-wear, and extreme pressure properties are improved in the presence of nano lubricants [
10,
11,
12,
13,
14,
32,
33].
Yamamoto et al. [
23] reported that under boundary lubrication, the addition of carbon fiber to CFRP made the wear characteristics excellent. Sinmazcelik and Yilmaz studied the effects of thermal aging on the properties of CFRP composite material reinforced with unfilled and randomly oriented short fibers [
24]. They evaluated the effects of the microstructural changes, resulting from the thermal aging process, on the tribological, thermal, thermomechanical, physical, and morphological properties of two types of fiber-reinforced composites (carbon fiber and glass fiber). The results of differential scanning calorimetry analysis showed that the quenching process did not affect the relative degree of crystallinity value of CF and GF-reinforced composites [
24].
Despite the above-mentioned research, the frictional properties of different carbon fiber reinforced polymer (CFRP) composite materials, which slide against different types of materials under different normal loads and sliding speeds, have not yet been clearly understood.
Nowadays, various composite/composite combinations are widely used for sliding/rolling applications where low friction is required. Although pioneering research by Lancaster and Giltrow for example showed some significant factors affecting the friction and wear of CFRP material [
25,
26,
27], the tribological friction and wear properties of CFRP were not fully understood. The present authors have studied the friction and wear of unidirectionally oriented CFRP in contact with the same material and investigate the tribological behaviors of carbon fiber-reinforced polymer (CFRP) composites under boundary and dry lubrication conditions with respect to sliding direction.
This work presents:
- -
the results of an investigation on the effect of sliding speed and load on the tribological behavior of two CFRP composite materials tested in a pin-on-disc tribometer under boundary lubrication in the presence of an engine oil with TiO2 nanoparticles at 0.075 wt.%. This test configuration is an “open-type”.
- -
a slip pair, referring to self-mated pairs, with the same matrix, reinforcement, and orientation of the fibers on both opposite surfaces (disc and pin).
- -
Experiments were performed at different normal loads (range between 20–80 N) over speeds of 0.4–2.4 m s−1 and at room temperature (RT°C).
- -
The duration chosen for the test was 25–26 s on the stick sleep tribometer and then on the pin on the disc, it was 30 min respectively, 360 min for each test.
- -
the friction and wear mechanisms of this tribosystem, the morphological characteristics of the surfaces resulting from wear and the obtained wear residues were analyzed and interpreted.
- -
The influence of the friction time on the coefficient of friction of these composite materials was also examined.
Mainly the content of this paper is organized as follows: structure and properties of the material are presented in
Section 2.
Section 3 describes the general strategy and related information about the experimental method and device. The experimental equipment used will be discussed separately. Then, in
Section 4 the results and discussions are presented. Finally, brief conclusions will be drawn in
Section 5.
4. Experimental Results
In general, two types of friction response, namely steady-state and stick-slip, can be observed during sliding. During the stick-slip period, the friction force does not remain constant, but oscillates significantly depending on the distance or the sliding time. During the stick phase, the friction force increases to a critical value. Once the critical force has been reached, the static friction is overcome and sliding occurs at the interface of the surfaces in contact and the energy is released so that the frictional force decreases. This stick-slip phenomenon occurs when the static friction coefficient is higher than the kinetic friction coefficient. Bowden and Tabor (1950) suggested that static friction is greater than kinetic friction due to molecular bonding between the surfaces. When a countersurface slides against a CFRP surface, both normal load (F
n) and tangential force (F
f) are supported by fibers and matrix, so that the friction coefficient COF can be given by:
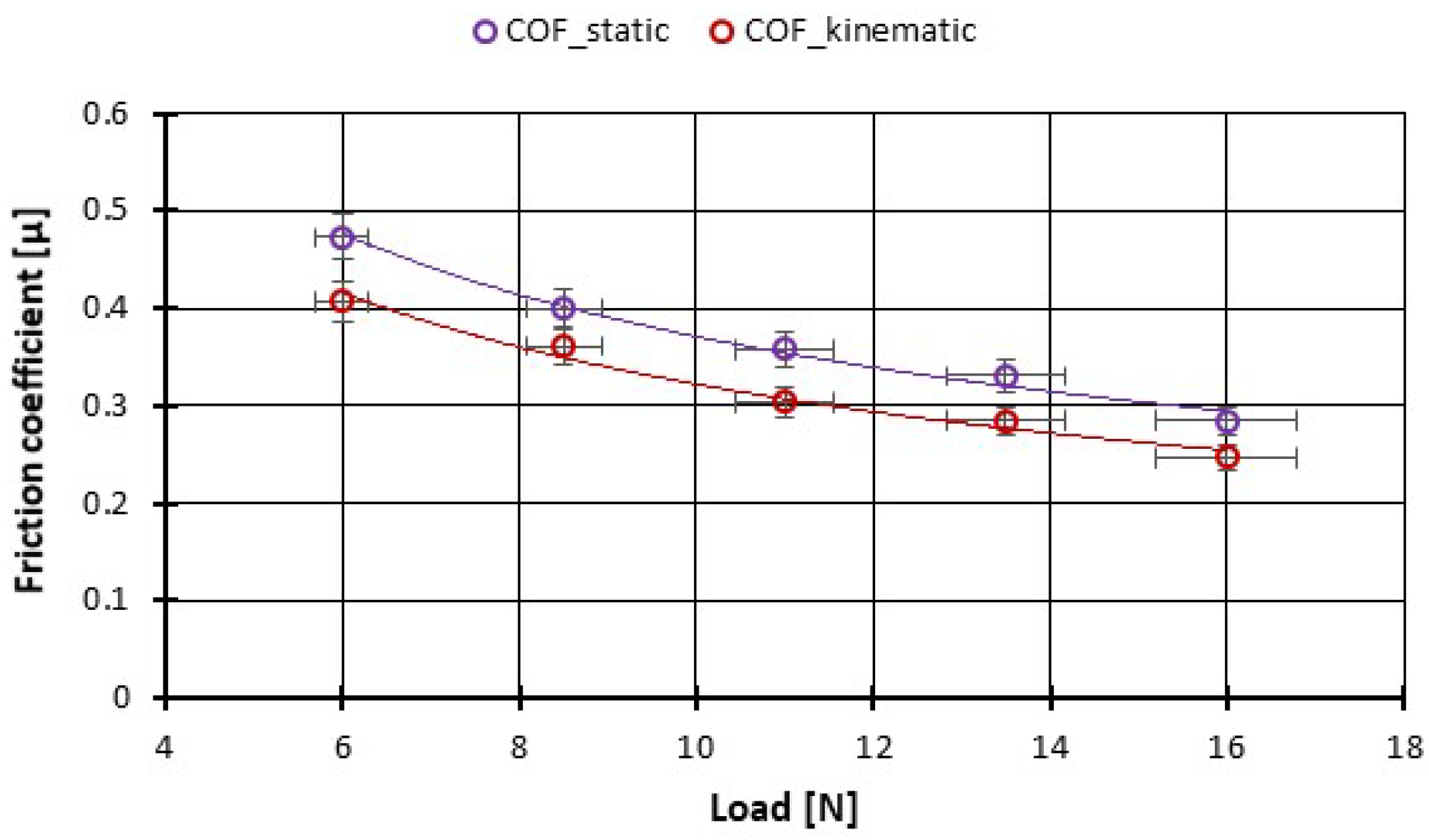
First, we studied the static and kinetic friction for the pairs of CFRP composite under boundary-lubricated conditions (using the oil added above) as a function of normal loads based on a low-velocity linear tribometer. It was observed that both static and kinetic coefficients of friction were slightly lower under boundary lubrication. It was noted for this very smooth surface that the value of the static and kinetic coefficient of friction decreases with increasing normal loads. More precisely, we can say that the static and dynamic coefficient of friction decreased slightly with increasing normal load on the CFRP composite pairs with polished discs.
Figure 11 presents this variation where we can observe that for 6 N loaded the COF
static is around 0.45 and COF
kinematic ~ 0.4 and for 16 N loaded COF
static ~ 0.28 and COF
kinematic ~ 0.24.
The stick-slip tests were repeated several times and the recordings of the minimum and maximum frictional forces were made continuously from the program resulting in the values of the static and dynamic coefficient of friction (
Figure 12). The test gives us an image of the behavior of this CFRP in conditions of boundary lubrication and very low speeds.
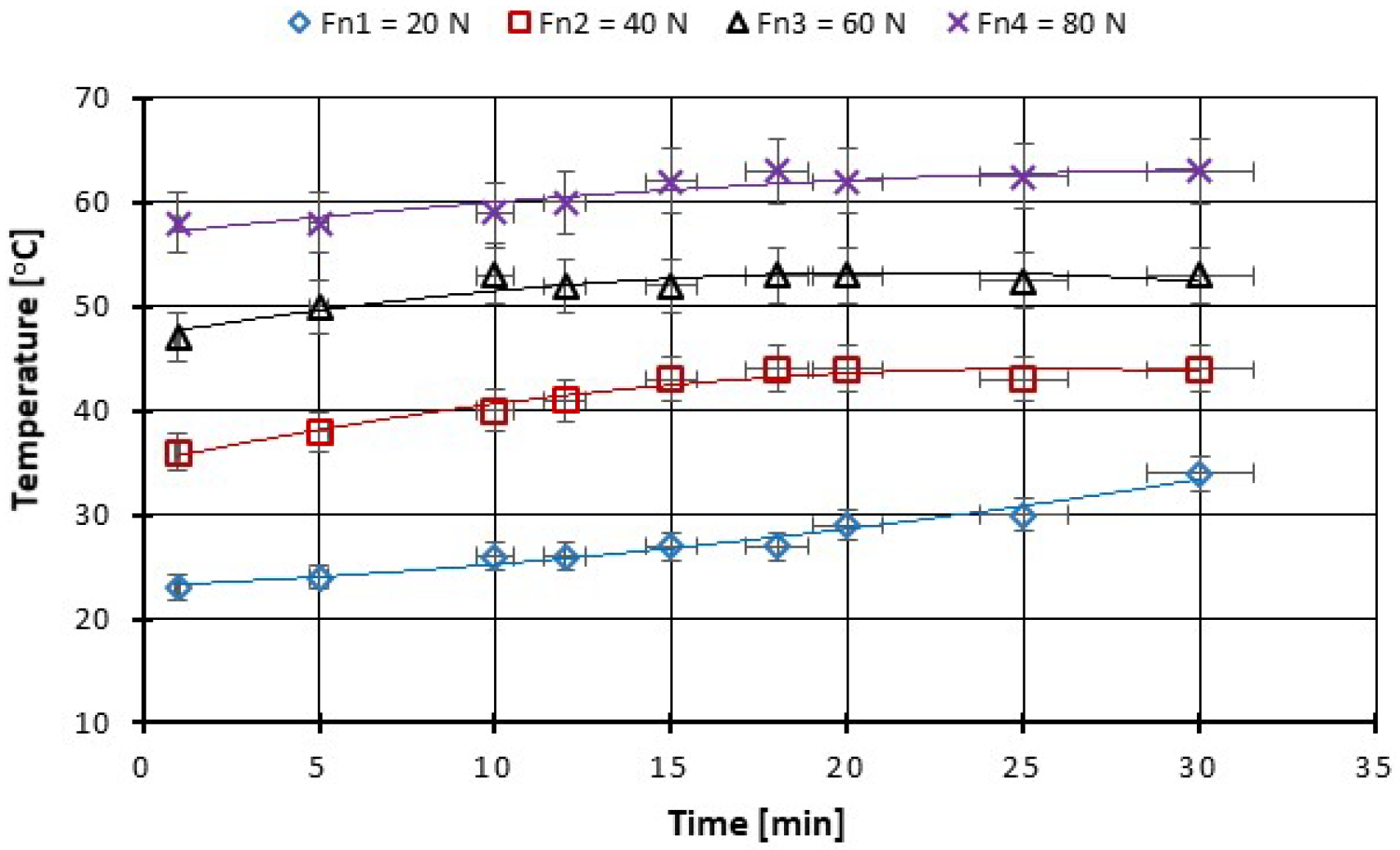
Using the pin on disc tribometer, the variation of the friction coefficient was followed in the test conditions specified above under the action of various loading forces. The temperature in the contact area was also monitored throughout the tests. The tests were performed for 30 min and then the experiments were extended to 360 min to determine the behavior of this pair of materials over time.
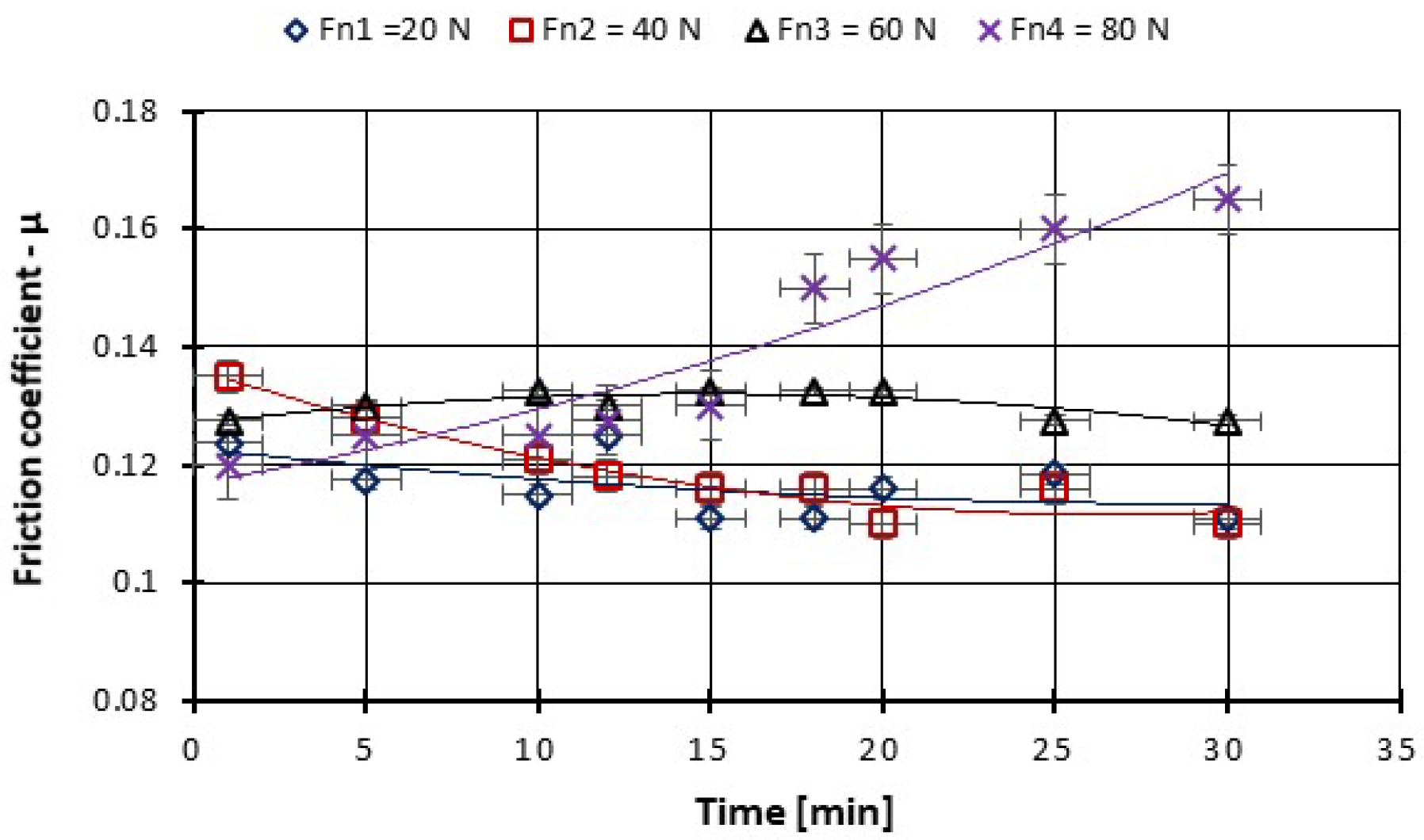
As can be seen from the figures plotted below (
Figure 13,
Figure 14,
Figure 15 and
Figure 16), at the beginning of the test, the measured coefficient of friction (COF) is slightly higher and then decreases progressively. This behavior is typical for friction measurements and is attributed to the run-in phenomenon. During running-in, the topography of the surface changes, and the chemical reactions on the surface take place until the tribological system reaches equilibrium. This equilibrium COF value is usually reported. In the case of the material used, the surface changes are minor, and the values of the friction coefficients stabilize in a few minutes from the beginning of the test. We can observe that for the force between 20–60 N the COF stabilizes after 10 min of tests and after 20 min you can see even a slight decrease in the COF (
Figure 13). With the increase of the testing period to 360 min, we can say that already after 50 min of testing the COF is stabilized (
Figure 15).
On the other hand, with the increase in the force to 80 N after 10 min of tests, a progressive increase in the COF can be observed. After about 180 min of testing, the local temperature continuously rises above 100 °C and the friction coupling from CFRP has ceased (
Figure 16).
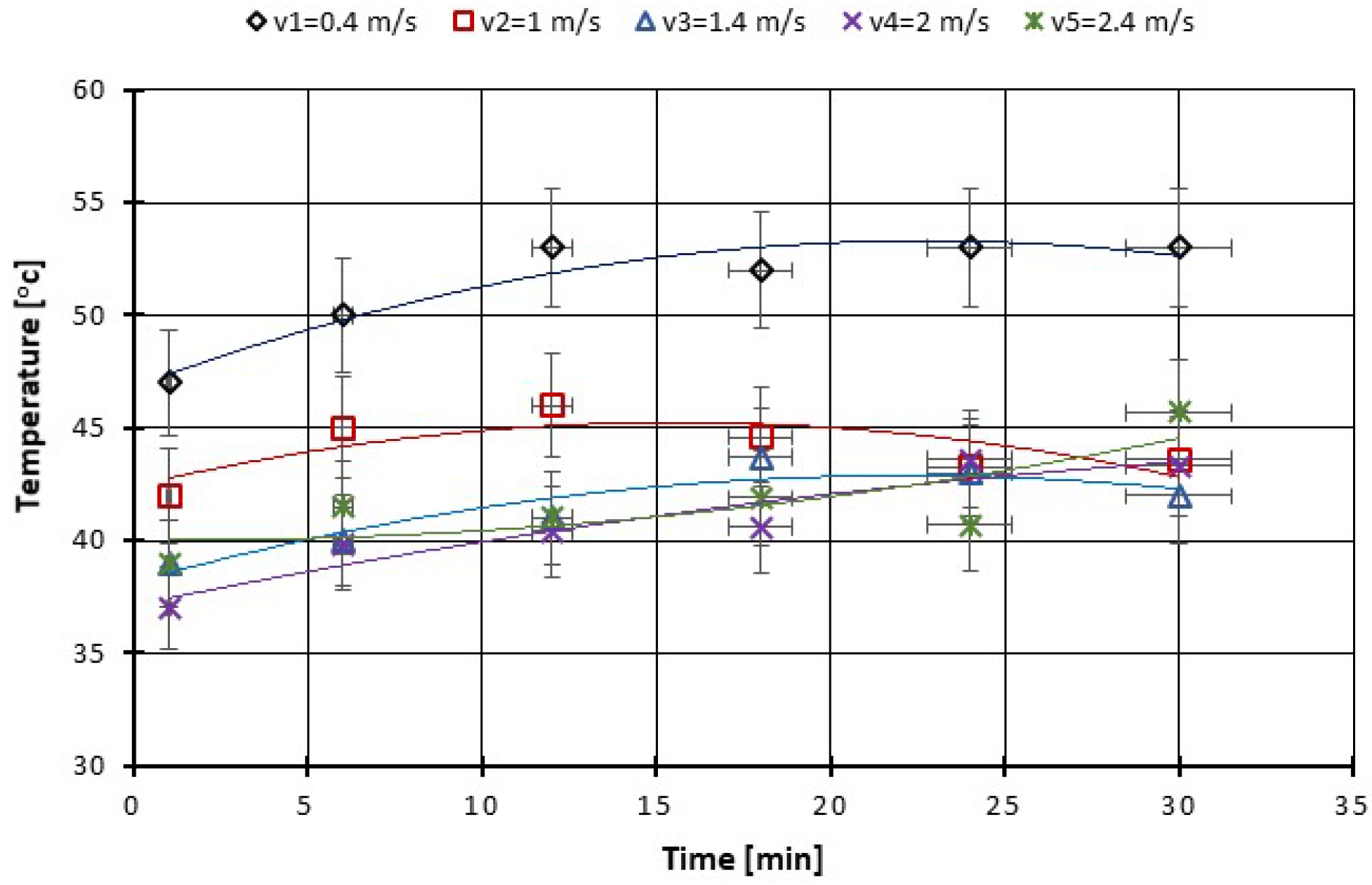
A similar variation in the COF also appears due to the change in the sliding speed and is presented in
Figure 17; namely, at the beginning of the test, the measured coefficient of friction (COF) is slightly higher and then decreases progressively. The decrease is more pronounced for the sliding speed of 2.4 m·s
−1. As for the local temperature, due to the pin on the disc fault after 15–20 min of testing in all situations of speed, variation has stabilized (
Figure 18), and the temperature does not exceed 55 °C.
Wear that occurs under equilibrium conditions during repetitive sliding in the same way on CFRP composite against the bottom specimen from the same material is probably a consequence of localized adhesion to the roughness contacts between the composite on composite. Wear rates for each material were measured based on interpreting the roughness parameters of the disc surface. This variation due to roughness has been observed elsewhere for Perspex (Lancaster 1963) [
17] and is now a general feature for other composite materials. In [
17], it is presented that fiber orientation might be a significant factor in friction and wear. It is also mentioned that the lowest wear is obtained when the fibers are perpendicular to the sliding surface, and the highest when the fibers lie parallel to the surface and in the direction of motion [
17].
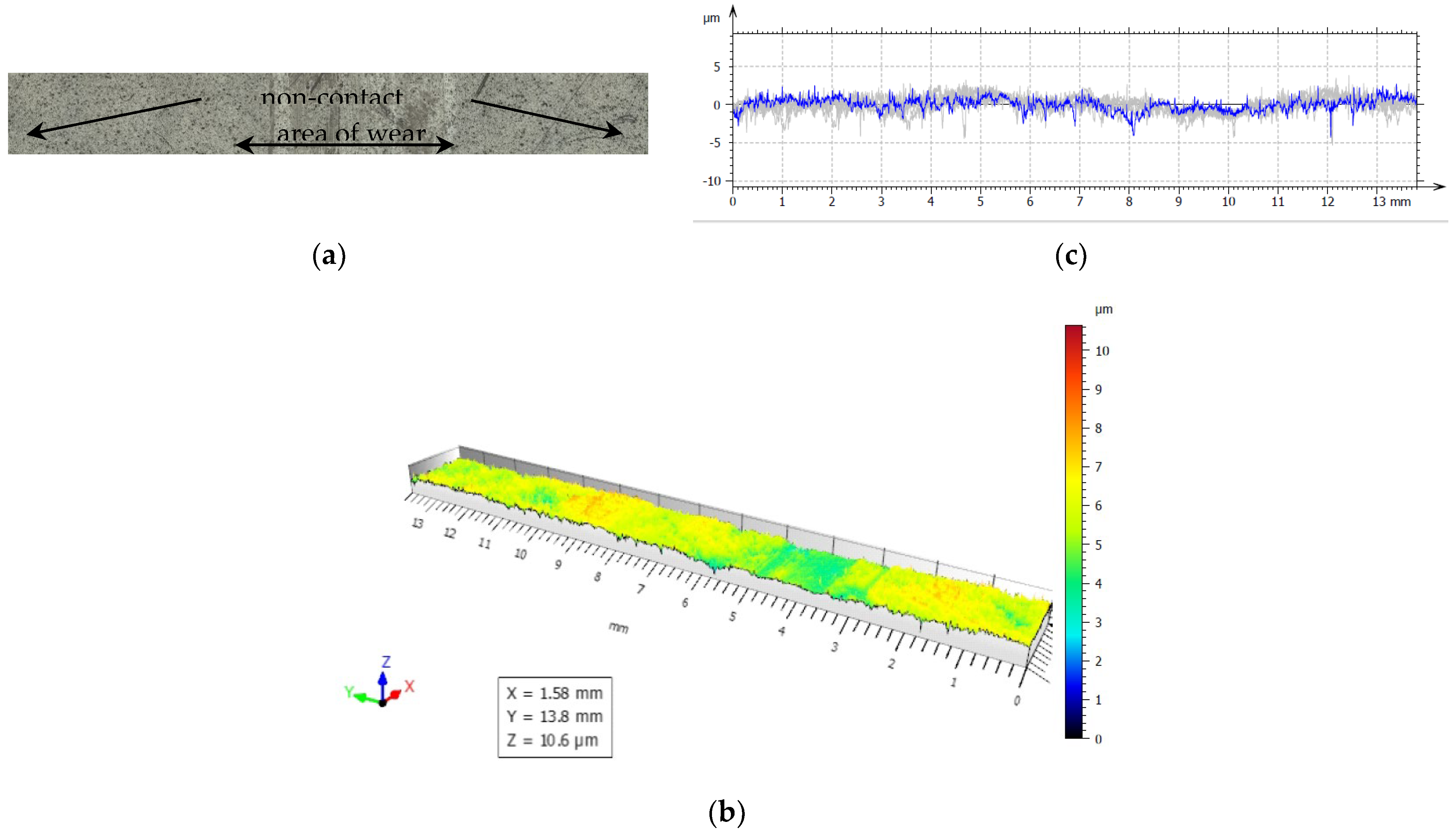
For our experiments, to examine friction and wear, the closing layers of the multilayer structures of CFRP composite are made of linearly oriented fibers. With this sliding arrangement, the effect of the orientation was particularly marked and
Figure 19,
Figure 20,
Figure 21,
Figure 22 and
Figure 23 show the traces of the profilometer along the wear tracks on the disc under the chosen test conditions.
Examination of the images in
Figure 19,
Figure 20,
Figure 21,
Figure 22 and
Figure 23 suggests that the composite exposed during slipping may withstand the applied loads. During the tests, two series of experiments were conducted. First, the friction and wear rate of the prepared composite were measured at different loads, and the results for this are shown in the figures below. The values presented were obtained for a maximum speed of 217 rpm of the disc to minimize the effects due to the frictional heating of the composite samples in contact at higher speeds. The second series of experiments involved a determination of the variation of the wear rate as a function of the sliding speeds. Microscopic examination, along with surface profiles such as those in
Figure 19,
Figure 20,
Figure 21,
Figure 22 and
Figure 23, confirmed that the composite surface was in fact appreciably smoothed, and material transfer from one surface to another was almost completely absent.
In normal sliding, every CFRP suffered a seizure after several kilometers of sliding distance, so these data are not given in the figures below. The microscopic examination, along with profiles for the case where the peripheral speed was changed, was performed with the same method as in the case of force variation, the results being included in
Table 4.
For a more rigorous interpretation of the wear investigated, the specific changes in worn surfaces, we proceeded to the evaluation of the surface roughness parameters. The measurements were carried out on a sampling length of 0.8 mm and evaluation length of 4 mm using a Gaussian filter according to ISO GPS standards recommendation based on INSIZE ISR-C300 roughness tester (
Figure 24).
For each sample, three measurements were carried out in three different sections and the mean values of the obtained parameters are presented in
Table 4.
Slight changes were determined on the surface roughness, only on the sample which was tested for 1 h 30 min at Fn = 80 N—seizure, the total height of the profile Rt, the sum of the height of the largest profile peak height, and the largest profile valley depth, within the evaluation length, was in some cases higher than 40 µm. Regarding the other parameter, Ra–arithmetic mean deviation of the absolute ordinate values within a sampling length, very small variations of those values were registered.
The values of the measurements on the original surface are a bit higher than the values obtained after the experiments were conducted, meaning that the irregularities were compressed during the wearing procedure.
The overall measured values show there were no significant changes regarding the roughness parameters.
5. Discussion
To avoid the occurrence of severe seizure of motion components exposed to mixed and boundary lubrication, e.g., in engine and transmission systems, replacing metal–metal friction pairs with polymer–polymer pairs provide a potential solution. We used boundary lubrication in the idea that these material couplings are used in mechanical systems that have frequent stops and starts and where protection against sudden shocks is critical. When factors such as load and speed do not make it possible to obtain a continuous film of lubricant, oils will be infused with additives for anti-wear and extreme pressure to provide additional protection for surfaces.
Because in the research carried out on materials, metal coatings, and lubricants, standardized tests are used to improve the reproducibility of the results, and for the simplicity of the tests, we used the pin-on-disk test method in these experiments. The pin on disc, pin on ring, pin on flat, and ball on flat tests are all based on the same principle, with differences in the geometry of a particular tribometer and the pin. Thus, the data collected through standardized tests can be compared with those obtained in other laboratories.
In the presence of the lubricant, the polymeric materials interact with the oil in several ways. The absorption of oil molecules onto the surface is primarily a diffusion-controlled process and depends on time, temperature, stress, the ambient environment as well as the molecular configuration of both the oil and the polymer. This swelling effect of the surface layers leads to a decrease in the shear strength of the composite, thus reducing its friction.
Due to the additive oil as a lubricating medium, it works as a cooling agent, contributing to the mitigation of the thermal and mechanical effects induced by friction, which leads to the improvement of the softening and plastic deformation of the polymer matrix. In addition, due to the boundary lubrication (BL) effect of the oil-absorbed layer, it makes the wear of the composite decrease greatly compared to that under dry sliding. Moreover, the oil could wash the surface, in other words, the effect of the oil is to remove the debris from the friction region, reduce the abrasive wear, and finally increase the polishing effect of the carbon fiber on the counterface of the friction sample, reducing the surface roughness. Therefore, a reduced wear rate was attained in this test condition.
Additive oil molecules can easily fill the cavities on the counterfaces, which means that the wear debris will be excluded from these cavities by the hydraulic effect.
Otherwise, the lubricant removes debris from the friction zone and prevents wear debris from accumulating on the surface. So, we cannot highlight the appearance of the transfer film on the counterface under lubrication conditions.
During the running-in period, the topography of the surface changes, and the chemical reactions on the surface take place until the tribological system reaches equilibrium. This equilibrium of the COF value is usually reported.
Previous research indicated also in the introduction section shows that under dry friction conditions, the friction coefficient of the PPS–PPS combination is the highest value of all the combinations and is about 0.8. The friction coefficients of PA66–PA66 and PTFE–PTFE combinations, which are about 0.6 and 0.3, respectively, are lower than that of the PPS–PPS combination. The investigation was conducted approximately on the same conditions and same devices. Our results under boundary lubrication vary between 0.08 to 0.18.
As for the oil-lubricated conditions, the friction coefficients of all combinations in previous research were below 0.1, indicating that the friction coefficients of all combinations can be reduced by one order of magnitude compared to those under dry friction conditions. The presented research reported the COF value as ranging between 0.08 and 0.04.
In the previous research the specific wear rates of PTFE, PA66 and PPS discs under dry friction and oil-lubricated conditions found that the wear of the polymer discs is in the decreasing order of PTFE > PA66 > PPS under both dry friction and oil-lubricated conditions. It is observed that the wears of PTFE and PPS are lower under oil lubrication than those under dry friction, while the wear of PA66 is increased by adding oil on the sliding surface. For instance, the wear rate was presented to be in dry conditions between 1 × 10−4 mm3 N−1 m−1 up to 14 × 10−4 mm3 N−1 m−1. Under oil lubrication, previous research reported values between 0.1 × 10−4 mm3 N−1 m−1 up to 6 × 10−4 mm3 N−1 m−1.
Our samples were evaluated under microscopic examination, which, along with surface profiles (results are presented in
Figure 19,
Figure 20,
Figure 21,
Figure 22 and
Figure 23), confirmed that the composite surface was in fact appreciably smoothed, and material transfer from one surface to another was almost completely absent. Our results and the literature reported that the friction coefficients of all sliding combinations decrease with the increasing applied load for dry friction, while the friction coefficients were independent of applied loads for oil-lubricated conditions. We can mention that our results in BL show that the COF varied between 0.08 and 0.2.
From the literature, the friction coefficient of PA66–PA66 combination under dry friction condition increases to the maximum value when the sliding speed is 0.4 m/s; after that, the friction coefficient decreases slightly with the increasing sliding speed; the friction coefficient of PTFE–PTFE under dry sliding is independent of sliding speed. As for oil-lubricated conditions, the friction coefficients of all sliding combinations are independent of sliding speed. A similar variation occurs in our tests with the COF due to the change in the sliding speed and is presented in
Figure 17; namely, at the beginning of the test, the measured coefficient of friction (COF) is slightly higher and then decreases progressively. The decrease is more pronounced for the sliding speed of 2.4 m·s
−1.
Clearly, the relationships between the mechanical properties of the composite and their wear characteristics remain somewhat unclear and not fully understood. Further investigations are needed to determine the most effective additives and their proportions in the mass of composite material to obtain an optimal compromise between mechanical and tribological properties. Furthermore, an important aspect of future research is the examination of how the fibers are oriented and how this contributes to the modification of the mechanical and tribological properties of the composite material.
In comparison with a vast number of investigations under dry friction conditions, much fewer studies were performed with oil lubrication. Even though pioneering research on oil-lubricated polymeric materials was carried out, systematic formulation theories of high-performance composites for applications subjected to oil lubrication conditions are still lacking.


 ,
, 



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}