
Experimental Study of Injection Molding Replicability for the Micro Embossment of the Ultrasonic Vibrator



Abstract
:1. Introduction
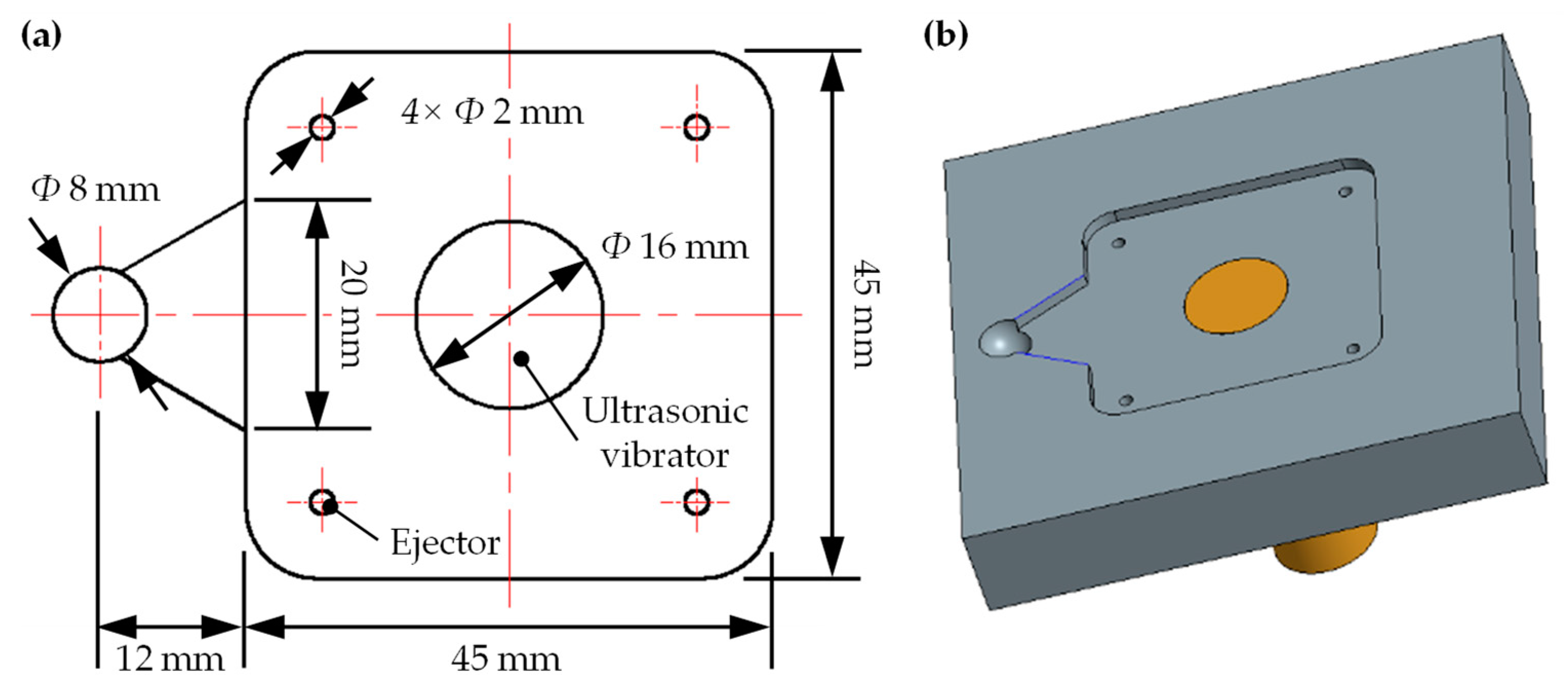
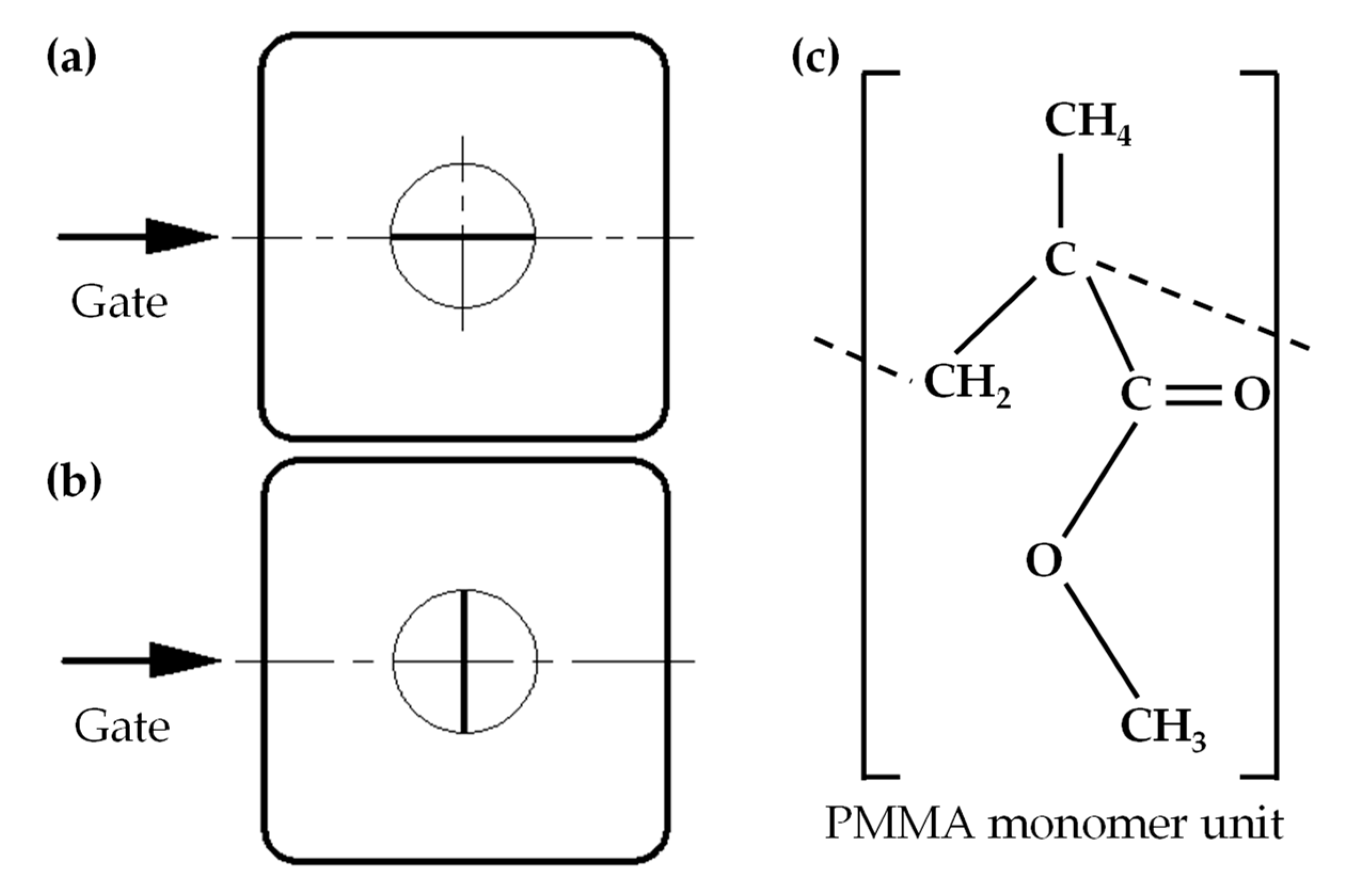
2. Product Design and Molding Material
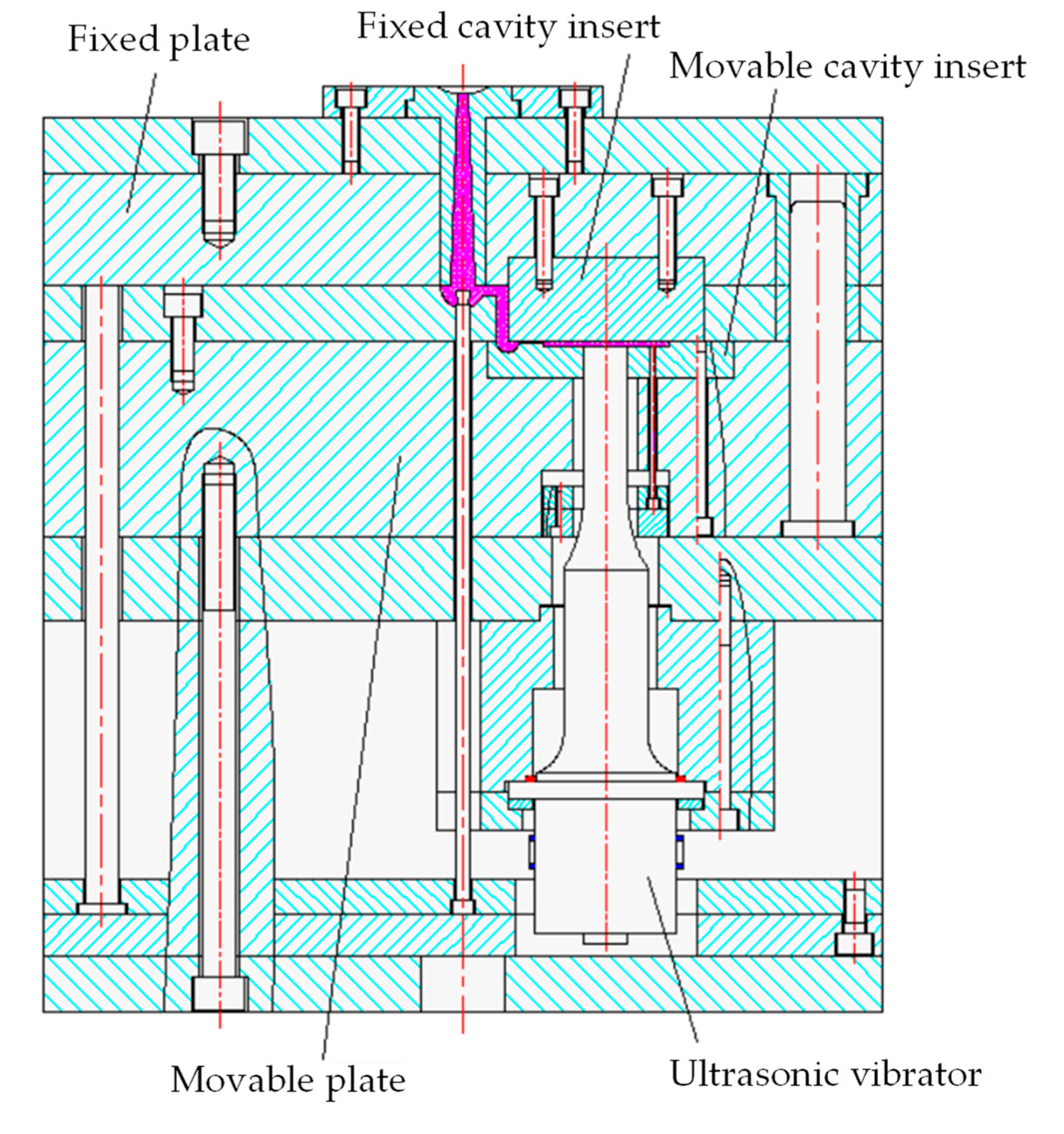
3. Injection Molding System and Experimental Design
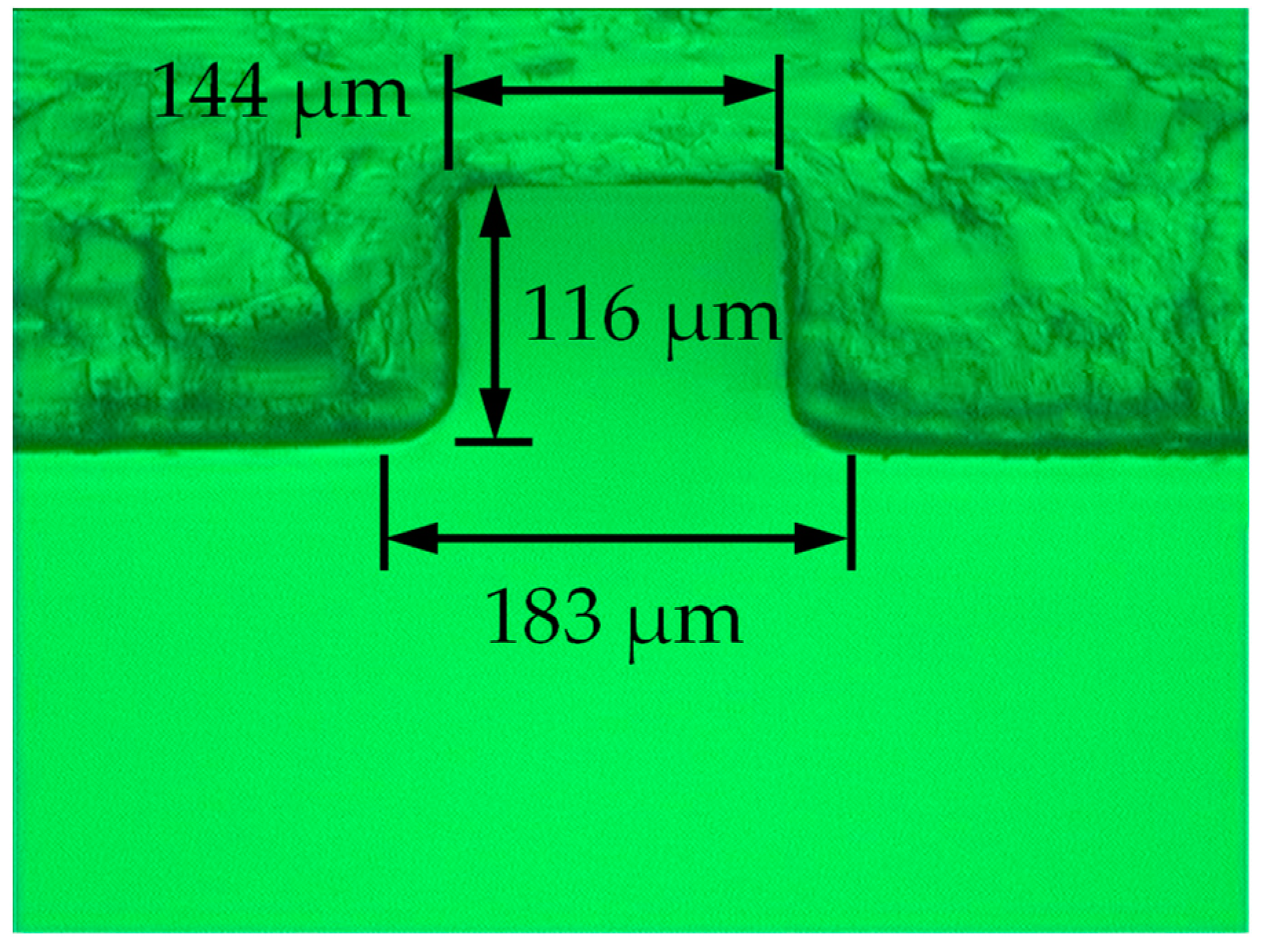
4. Measuring Instruments and Method
5. Experimental Results and Discussion
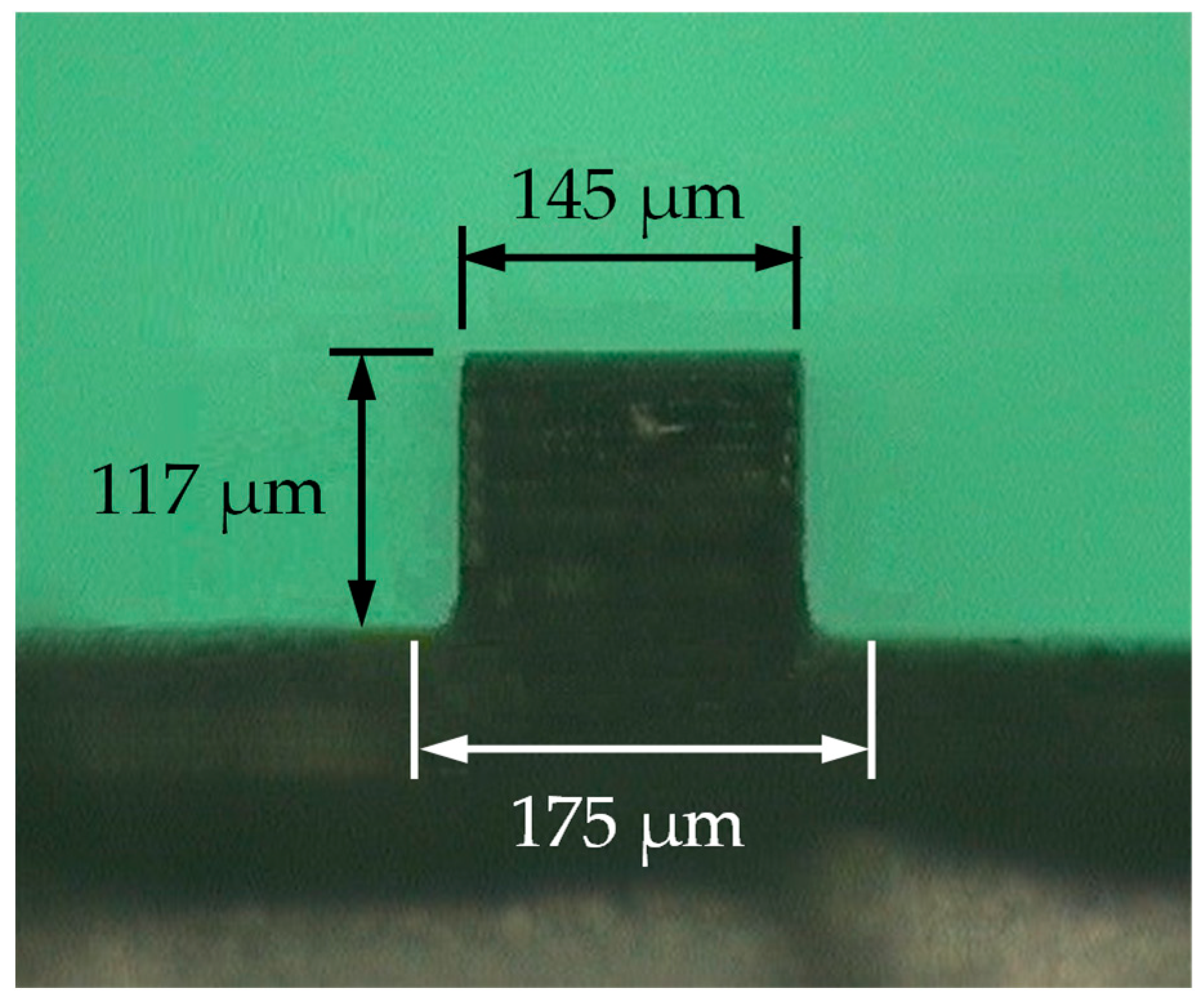
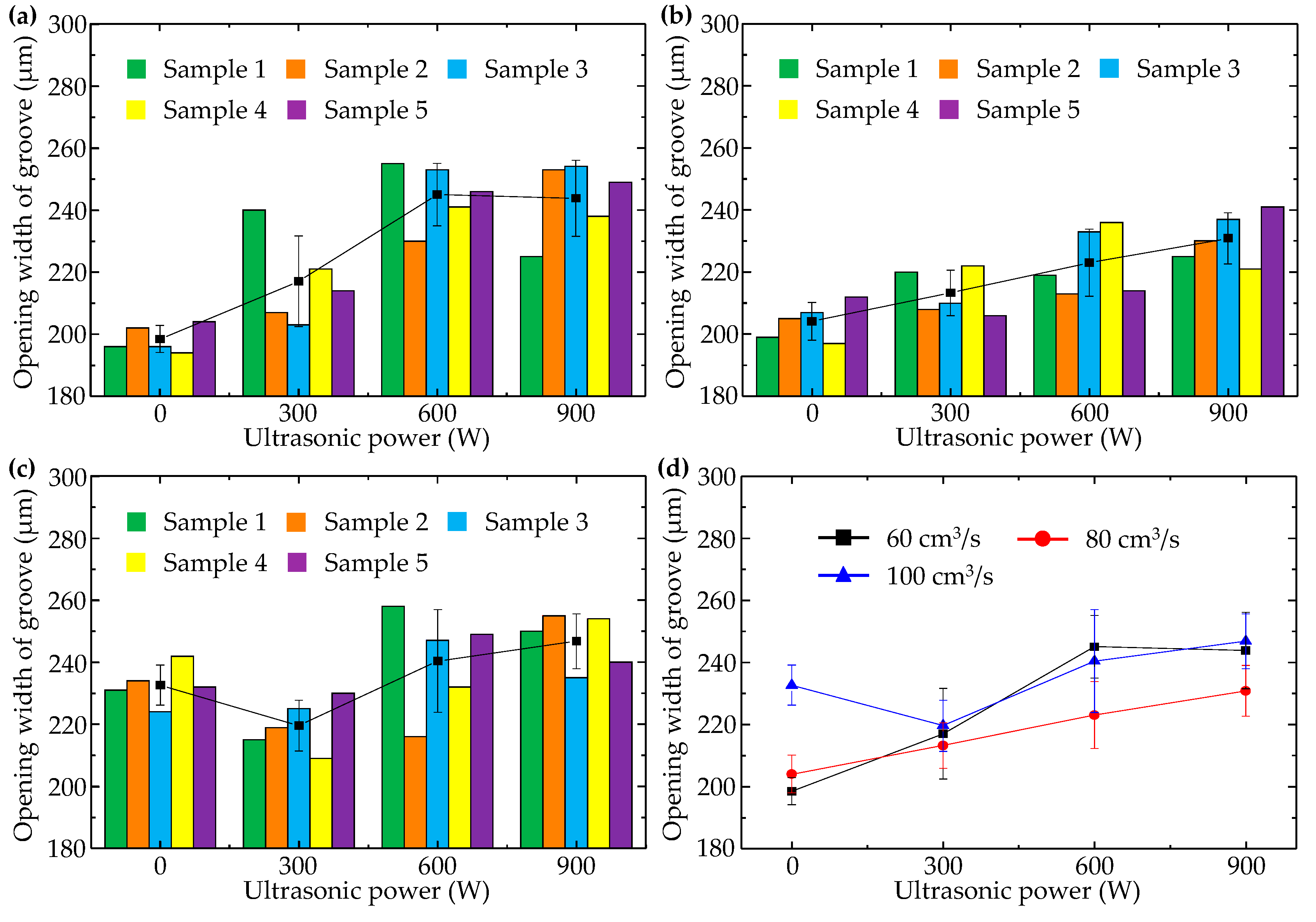
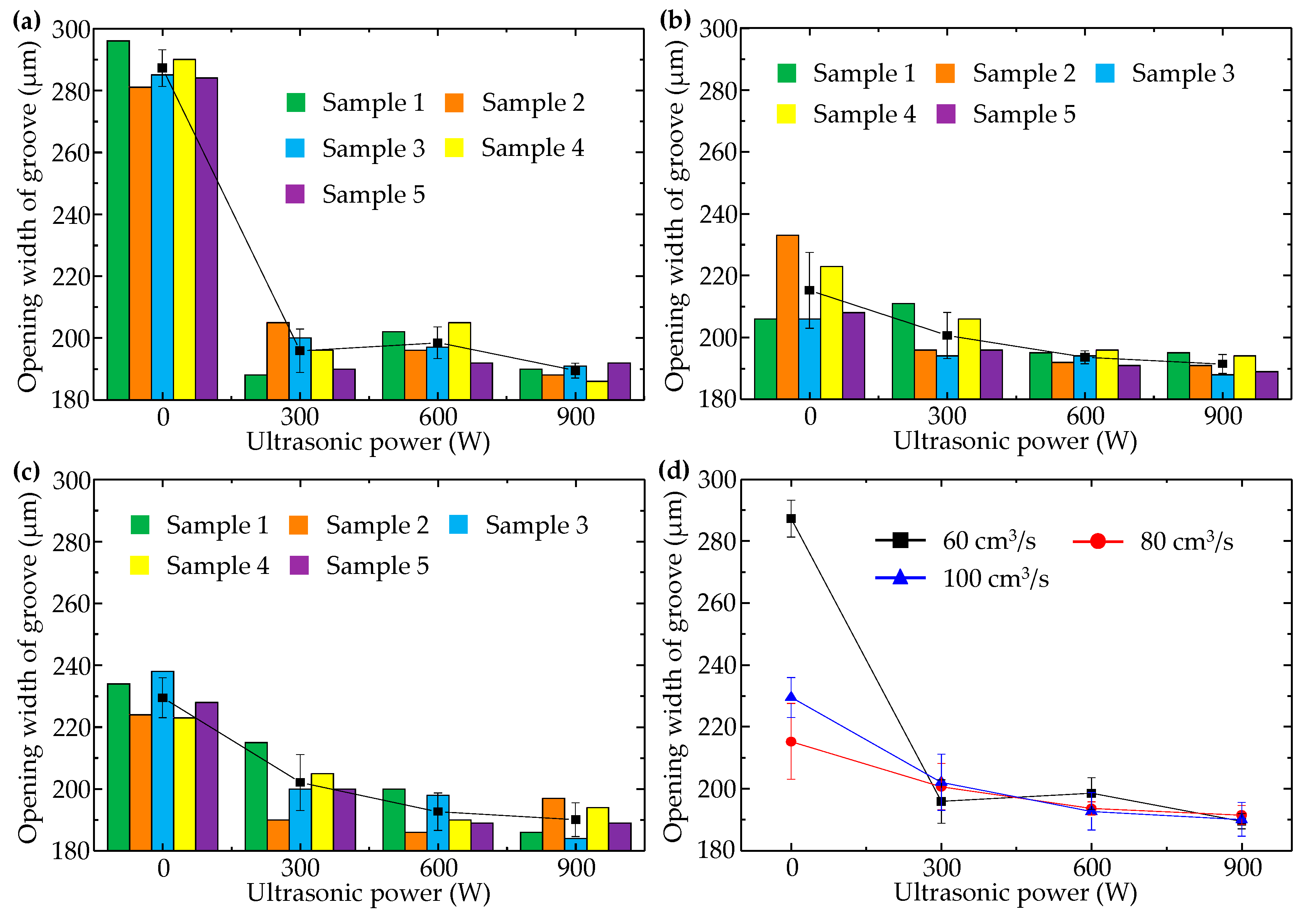
5.1. Opening Width of Longitudinal Micro Groove
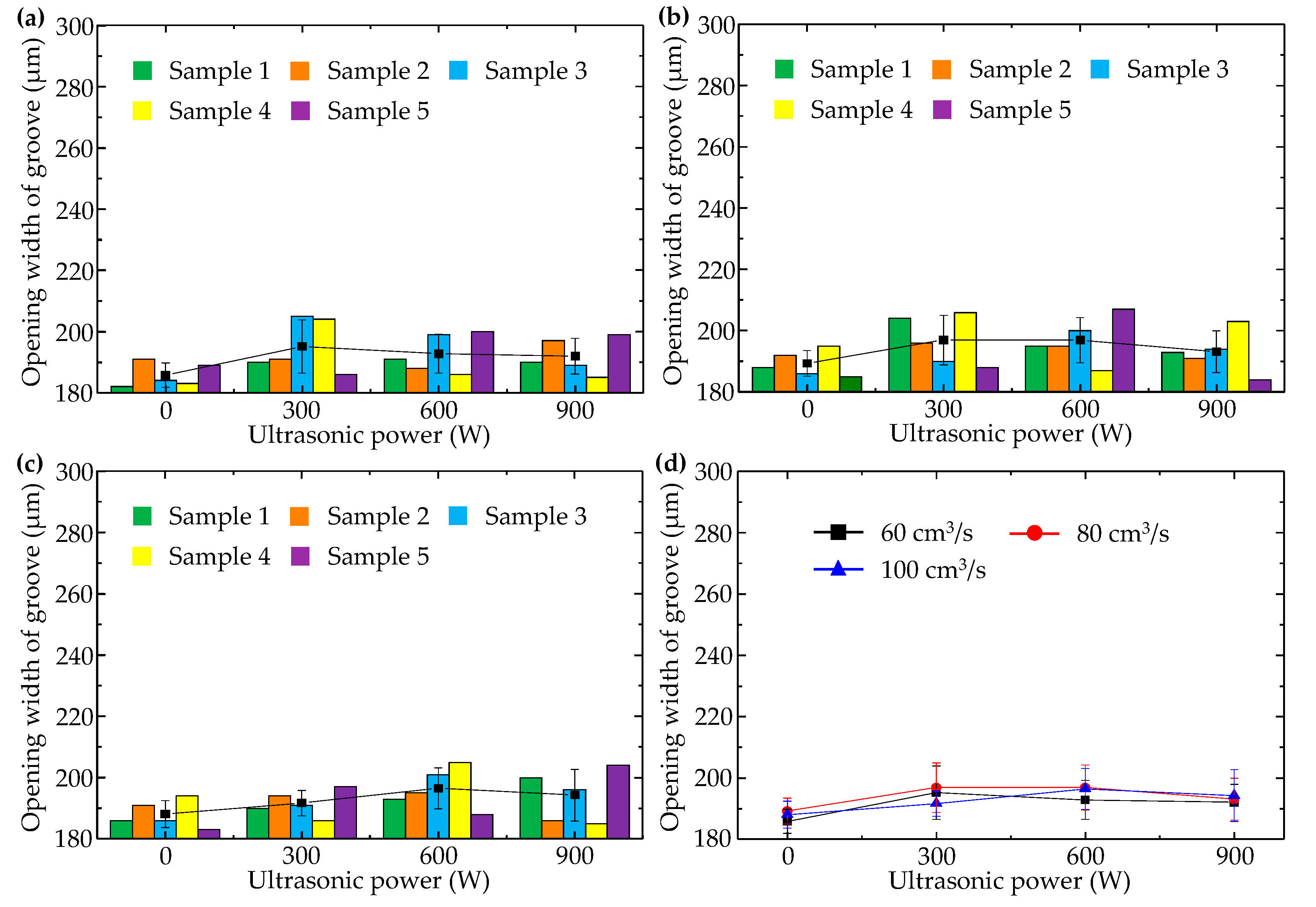
5.2. Opening Width of Transverse Micro Groove
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Surace, R.; Bellantone, V.; Trotta, G.; Fassi, I. Replicating capability investigation of micro features in injection moulding process. J. Manuf. Process. 2017, 28, 351–361. [Google Scholar] [CrossRef]
- Piotter, V.; Mueller, K.; Plewa, K.; Ruprechu, R.; Hausselt, J. Performance and simulation of thermoplastic micro injection molding. Microsyst. Technol. 2002, 8, 387–390. [Google Scholar] [CrossRef]
- Zhang, H.L.; Ong, N.S.; Lam, Y.C. Mold surface roughness effects on cavity filling of polymer melt in micro injection molding. Int. J. Adv. Manuf. Technol. 2008, 37, 1105–1112. [Google Scholar] [CrossRef]
- Yu, M.; Young, W.; Hsu, P. Micro-injection molding with the infrared assisted mold heating system. Mater. Sci. Eng. A 2007, 460–461, 288–295. [Google Scholar] [CrossRef]
- Gao, S.; Qiu, Z.; Ma, Z. Study of Wall Slip Behavior of Polymer Melt in Ultrasonic-Assisted Micro-injection Molding. J. Basic Sci. Eng. 2017, 25, 1057–1064. [Google Scholar]
- Qiu, Z.; Zheng, H.; Fang, F.; Wang, H. Longitudinal Ultrasound-Assisted Micro-injection Molding Method. Nanotechnol. Precis. Eng. 2012, 10, 170–176. [Google Scholar]
- Sato, A.; Sakaguchi, H.; Ito, H.; Koyama, K. Evaluation of replication properties on moulded surface by ultrasonic injection moulding system. Plast. Rubber Compos. 2010, 39, 315–320. [Google Scholar] [CrossRef]
- Lu, C.; Yu, X.; Guo, S. The mechanism of ultrasonic improvement of weld line strength of injection molded polystyrene and polystyrene/polyethylene blend parts. J. Polym. Sci. Part B Polym. Phys. 2005, 45, 1666–1672. [Google Scholar] [CrossRef]
- Wei, L. Numerical Analysis and Experimental Study of Extrusion Assisted by Ultrasonic Vibration. Master’s Thesis, Central South University, Changsha, China, 2014. [Google Scholar]
- Xie, L.; Ziegmann, G.; Jiang, B. Reinforcement of micro injection molded weld line strength with ultrasonic oscillation. Microsyst. Technol. 2010, 16, 399–404. [Google Scholar] [CrossRef]
- Sacristan, M.; Planta, X.; Morell, M.; Puiggali, J. Effects of ultrasonic vibration on the micro-molding processing of polylactide. Ultrason. Sonochemistry 2014, 21, 376–386. [Google Scholar] [CrossRef]
- Planellas, M.; Sacristan, M.; Rey, L.; Olmo, C.; Aymami, J.; Casas, M.T.; Valle, L.J.; Franco, L.; Puiggali, J. Micro-molding with ultrasonic vibration energy: New method to disperse nanoclays in polymer matrices. Ultrason. Sonochemistry 2014, 21, 1557–1569. [Google Scholar] [CrossRef] [PubMed]
- Jiang, T. Study on the Filling Performance of the Cell Container Micro-cavity Based on Ultrasonic Vibration. Master’s Thesis, Dalian University of Technology, Dalian, China, 2013. [Google Scholar]
- Xu, J. Study on Microfluidic Chip Injection Molding Quality and Ultrasonic-aid Injection Molding. Master’s Thesis, Dalian University of Technology, Dalian, China, 2014. [Google Scholar]
- Liang, X.; Ma, J.; Wu, X.Y.; Xu, B.; Gong, F.; Lei, J.G.; Peng, T.J.; Cheng, R. Micro injection of metallic glasses parts under ultrasonic vibration. J. Mater. Sci. Technol. 2017, 33, 703–707. [Google Scholar] [CrossRef]
- Ding, Y. Study of Ultrasonic-assisted Injection Molding Quality for Rectangular Micro Groove in Plastic Parts. Master’s Thesis, Dalian University of Technology, Dalian, China, 2018. [Google Scholar]
- Yan, Y.; Mao, Y.; Li, B.; Zhou, P. Machinability of the thermoplastic polymers: PEEK, PI, and PMMA. Polymers 2020, 13, 69. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Jiang, B.; Zhou, M.; Chen, J.; Weng, C. Influence of diamond-like carbon coating on the channel deformation of injection-molded microfluidic chips during the demolding process. Polymers 2020, 12, 2914. [Google Scholar] [CrossRef] [PubMed]
- Hong, T.F.; Ju, W.J.; Wu, M.C.; Tai, C.H.; Tsai, C.H.; Fu, L.M. Rapid prototyping of PMMA microfluidic chips utilizing a CO2 laser. Microfluid. Nanofluidics 2010, 9, 1125–1133. [Google Scholar] [CrossRef]
- Kotz, F.; Mader, M.; Dellen, N.; Risch, P.; Kick, A.; Helmer, D.; Rapp, B.E. Fused deposition modeling of microfluidic chips in polymethylmethacrylate. Micromachines 2020, 11, 873. [Google Scholar] [CrossRef]
- Song, M.; Liu, Y.; Li, W. Fabricating micro-core by EDM with multi-station narrow slit electrode. J. Adv. Manuf. Technol. 2017, 88, 3507–3514. [Google Scholar] [CrossRef]
- Li, L.; Wong, Y.S.; Fuh, J.Y.H.; Lu, L. Effect of TiC in copper-tungsten electrodes on EDM performance. J. Mater. Process. Technol. 2001, 113, 563–567. [Google Scholar] [CrossRef]
- Surace, R.; Sorgato, M.; Bellantone, V.; Modica, F.; Lucchetta, G.; Fassi, I. Effect of cavity surface roughness and wettability on the filling flow in microinjection molding. J. Manuf. Process. 2019, 43, 105–111. [Google Scholar] [CrossRef]
- Tosello, G.; Costa, F. High precision validation of micro injection molding process simulations. J. Manuf. Process. 2019, 48, 236–248. [Google Scholar] [CrossRef]
- Song, M.; Liu, Y.; Zhu, T.; Zhang, C.; Liu, J.; Liu, C. Analysis of injection molding defects for microfluidic chip. Chin. J. Mech. Eng. 2011, 47, 33–38. [Google Scholar] [CrossRef]
- Nian, S.C.; Wu, C.Y.; Huang, M.S. Warpage control of thin-walled injection molding using local mold temperatures. Int. Commun. Heat Mass Transf. 2015, 61, 102–110. [Google Scholar] [CrossRef]
- Lu, Y.; Jiang, K.; Liu, Y.; Zhang, Y.; Wang, M. Study on mechanical properties of co-injection self-reinforced single polymer composites based on micro-morphology under different molding parameters. Polym. Test. 2020, 83, 106306. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, G.; Wang, G. Research on the reduction of sink mark and warpage of the molded part in rapid heat cycle molding process. Mater. Des. 2013, 47, 779–792. [Google Scholar] [CrossRef]
- Liu, Y.; Zhu, T.; Bi, J.; Hua, W.; Yu, T.; Jin, Y.; Zhao, D. Investigation on microstructures and mechanical properties of isotactic polypropylene parts fabricated by different process conditions with different aging periods. Polymers 2020, 12, 2828. [Google Scholar] [CrossRef]
- Wang, J.; Mao, Q.; Jiang, N.; Chen, J. Effects of Injection Molding Parameters on Properties of Insert-Injection Molded Polypropylene Single-Polymer Composites. Polymers 2022, 14, 23. [Google Scholar] [CrossRef]
- Vadori, R.; Mohanty, A.K.; Misra, M. The effect of mold temperature on the performance of injection molded poly (lactic acid)-based bioplastic. Macromol. Mater. Eng. 2013, 298, 981–990. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | Values |
|---|---|
| Injection pressure (MPa) | 60, 90 |
| Injection speed (cm3/s) | 60, 80, 100 |
| Ultrasonic power (W) | 0, 300, 600, 900 |
| PMMA melt temperature (°C) | 240 |
| Mold temperature (°C) | 60 |
| Packing pressure (MPa) | 20 |
| Packing time (s) | 5 |
| Ultrasonic time (s) | 4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, T.; Liu, Y.; Yu, T.; Jin, Y.; Zhao, D. Experimental Study of Injection Molding Replicability for the Micro Embossment of the Ultrasonic Vibrator. Polymers 2022, 14, 4798. https://doi.org/10.3390/polym14224798
Zhu T, Liu Y, Yu T, Jin Y, Zhao D. Experimental Study of Injection Molding Replicability for the Micro Embossment of the Ultrasonic Vibrator. Polymers. 2022; 14(22):4798. https://doi.org/10.3390/polym14224798
Chicago/Turabian StyleZhu, Tieli, Ying Liu, Tongmin Yu, Yifei Jin, and Danyang Zhao. 2022. "Experimental Study of Injection Molding Replicability for the Micro Embossment of the Ultrasonic Vibrator" Polymers 14, no. 22: 4798. https://doi.org/10.3390/polym14224798
APA StyleZhu, T., Liu, Y., Yu, T., Jin, Y., & Zhao, D. (2022). Experimental Study of Injection Molding Replicability for the Micro Embossment of the Ultrasonic Vibrator. Polymers, 14(22), 4798. https://doi.org/10.3390/polym14224798