

Effects of Heating Rate and Temperature on the Thermal Pyrolysis of Expanded Polystyrene Post-Industrial Waste

 ,
,  ,
,  and
and 
Abstract
:1. Introduction
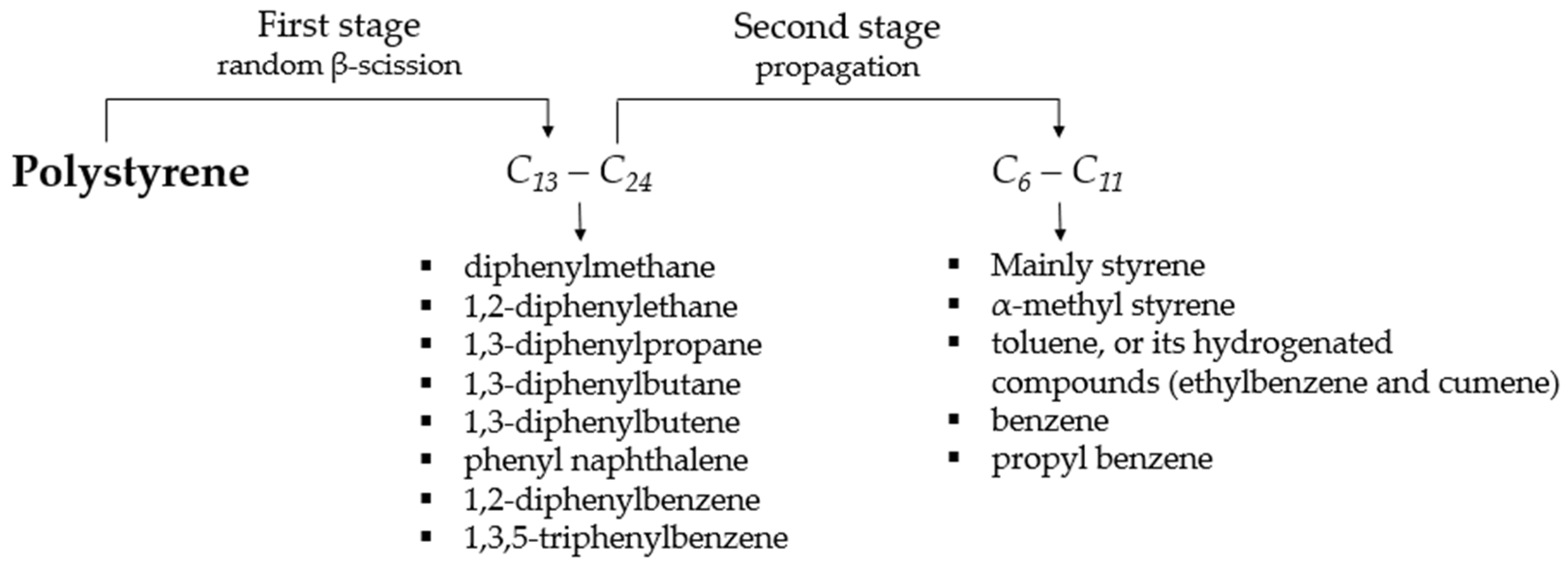
PS Waste Thermal Pyrolysis Overview
2. Materials and Methods
2.1. Materials
2.2. Thermogravimetric Analysis (TGA)
2.3. Pyrolytic Oil Characterization
2.4. Gas Chromatography
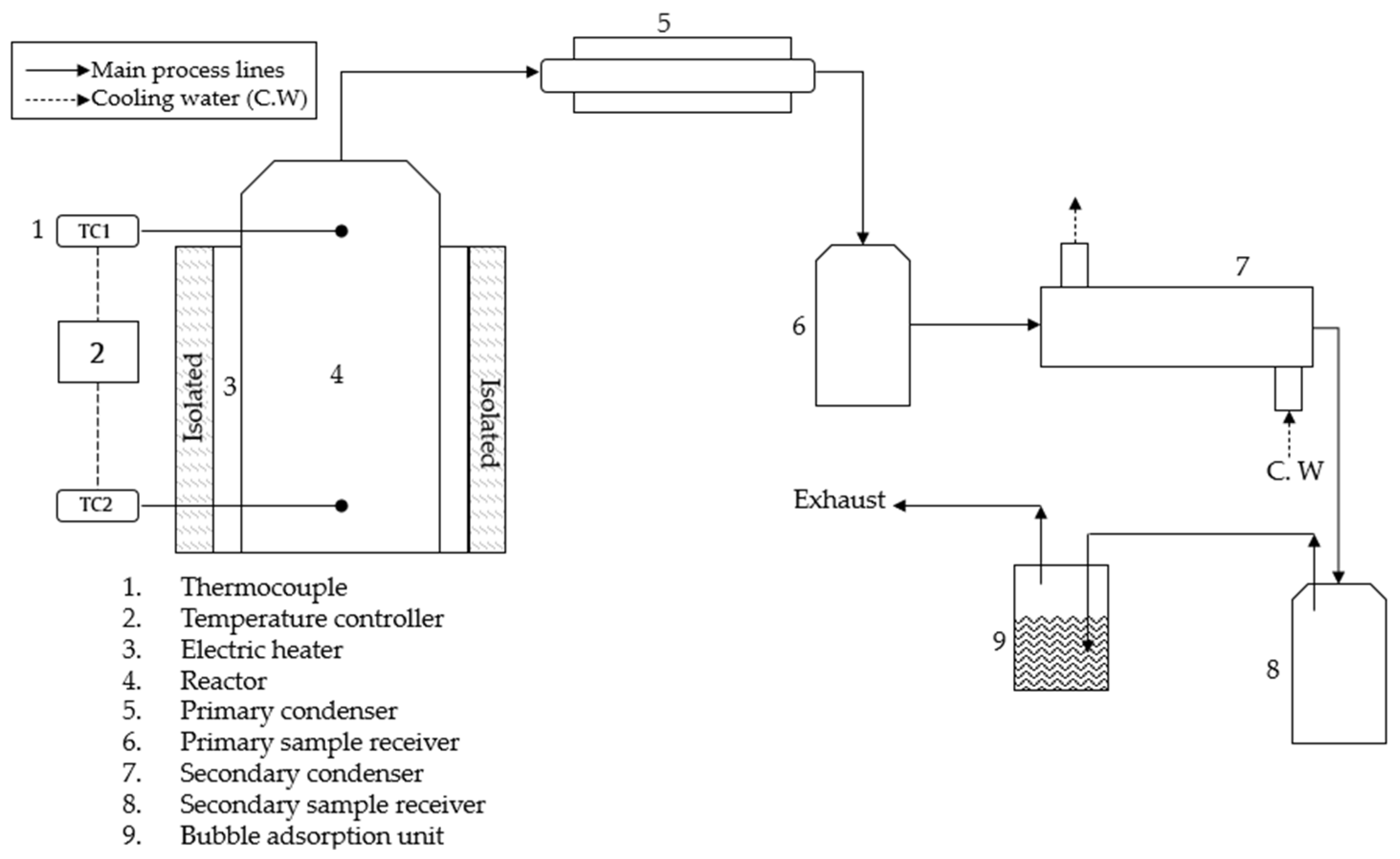
2.5. Pyrolysis Experimental Setup
2.6. Operation Parameters
3. Results
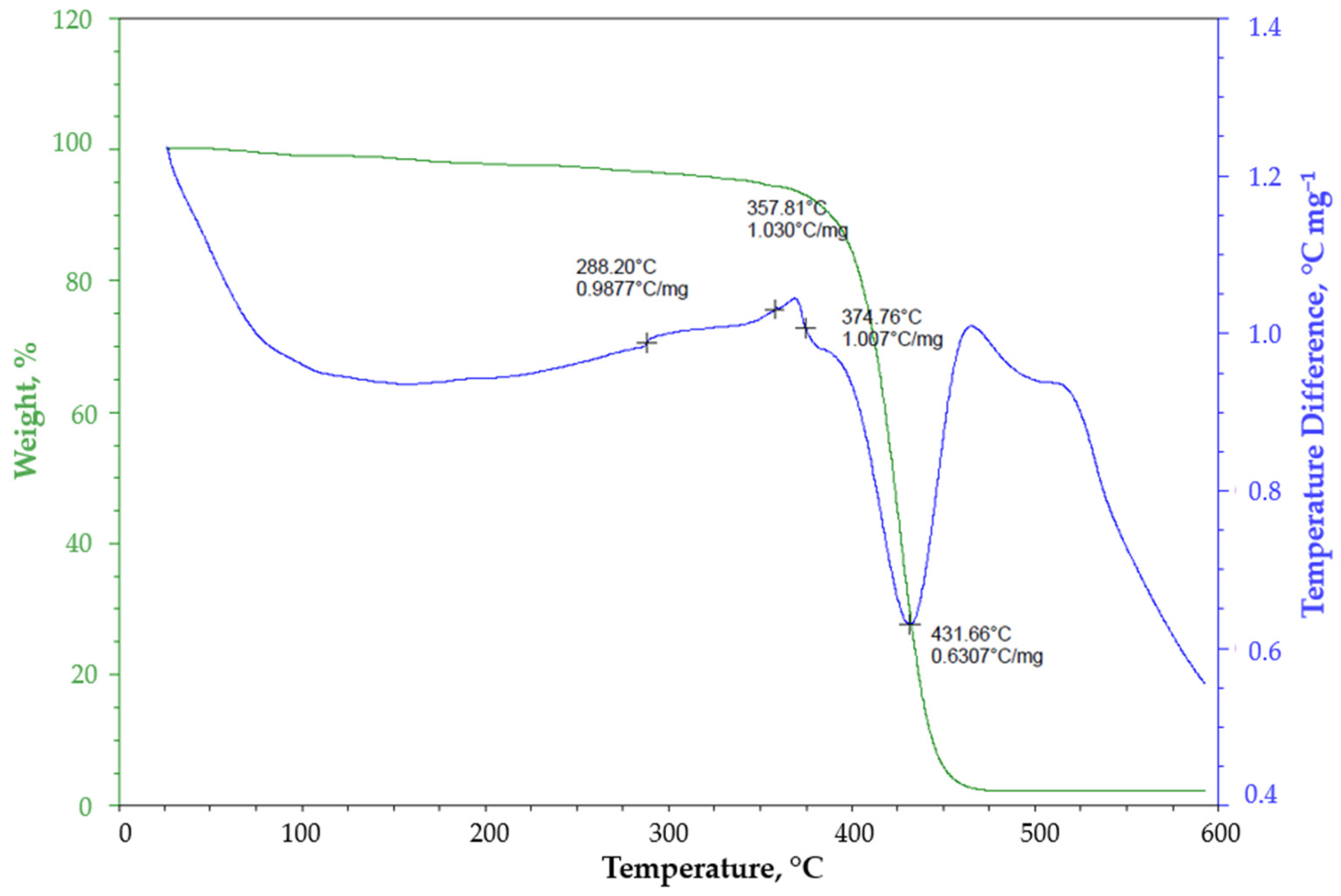
3.1. Thermogravimetric Analysis
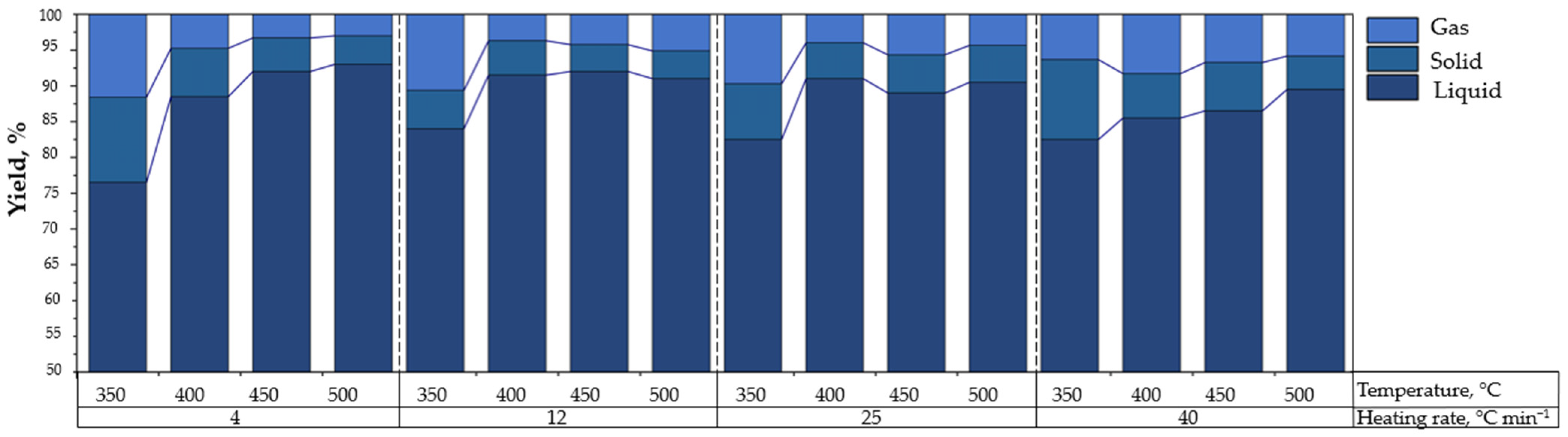
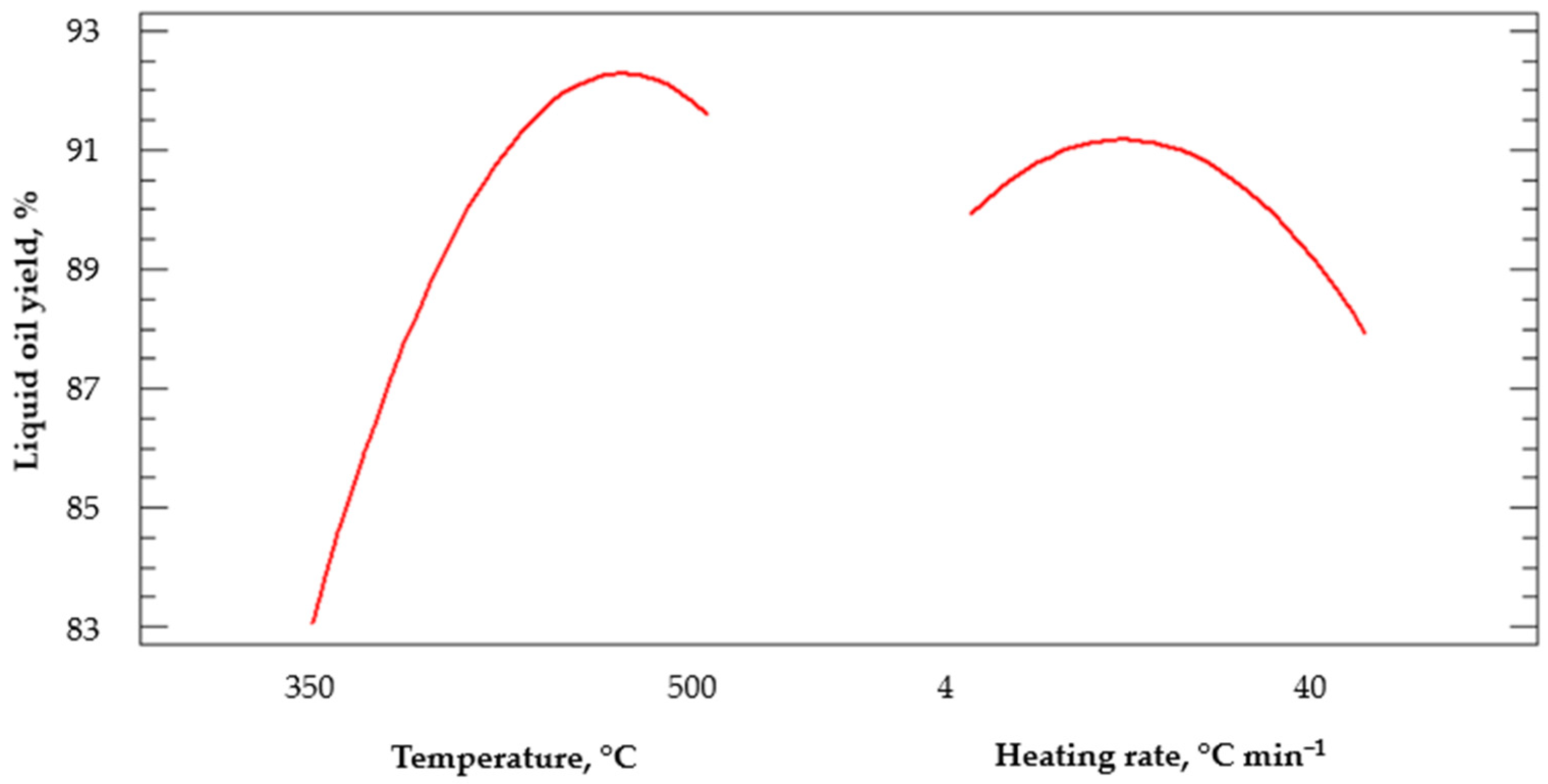
3.2. Influence of Temperature on the Performance of the EPS Pyrolysis Process
3.3. Influence of Heating Rate in Obtaining Liquid Hydrocarbon
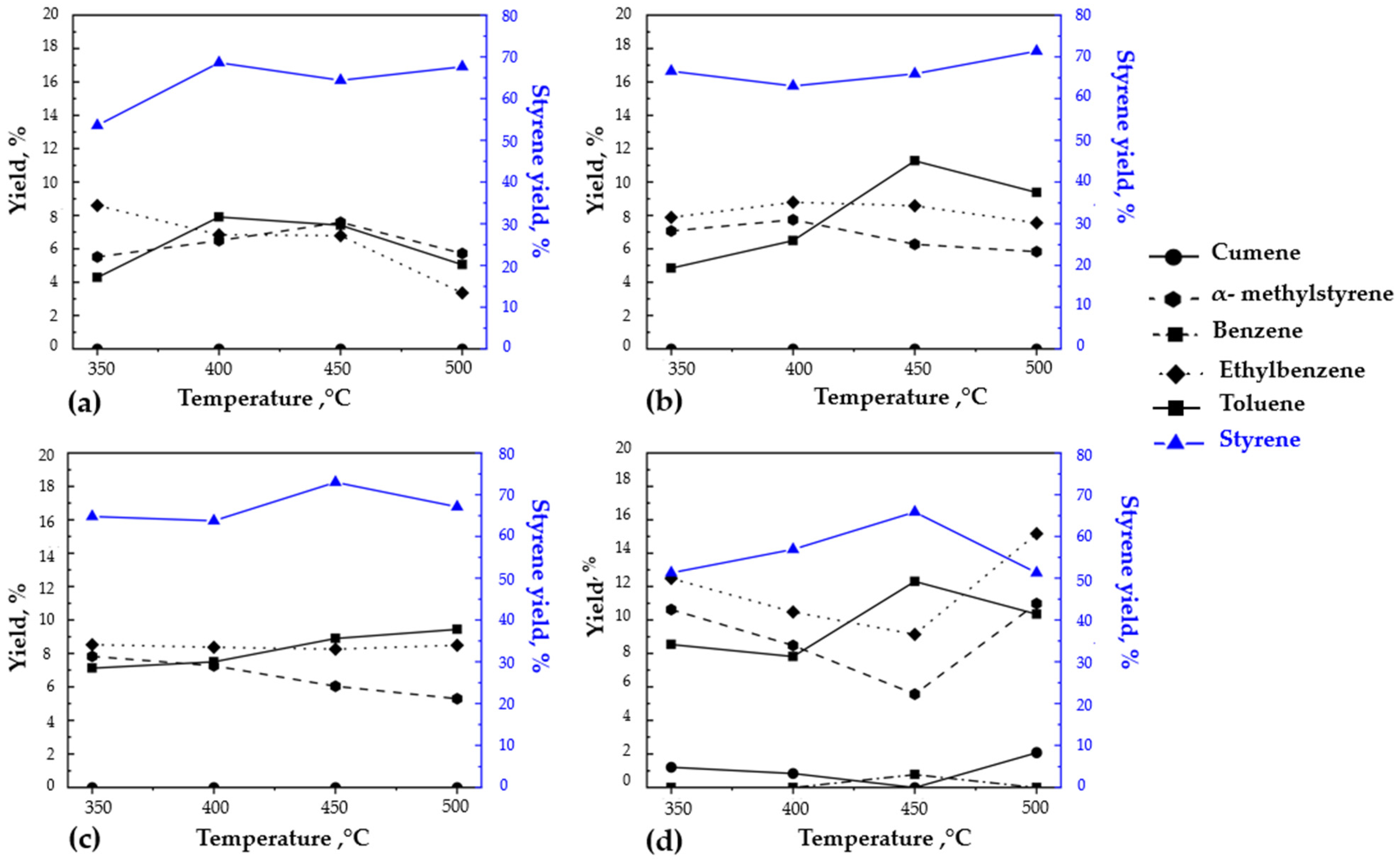
3.4. Influence of Temperature and Heating Rate in Obtaining Value-Added Products
3.5. Characterization of by-Products from EPS Waste Pyrolysis
3.6. Statistical Analysis
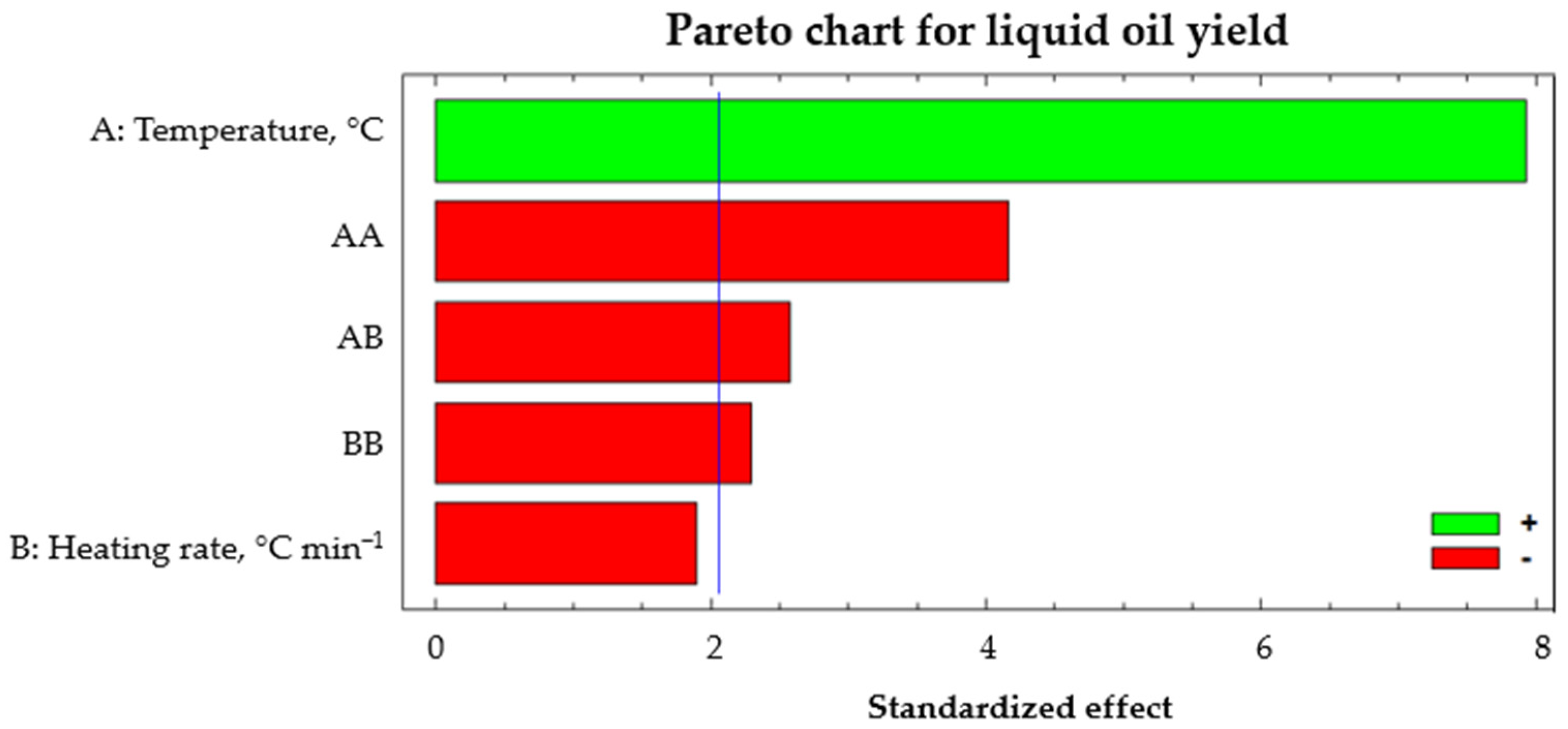
3.6.1. Liquid Hydrocarbon
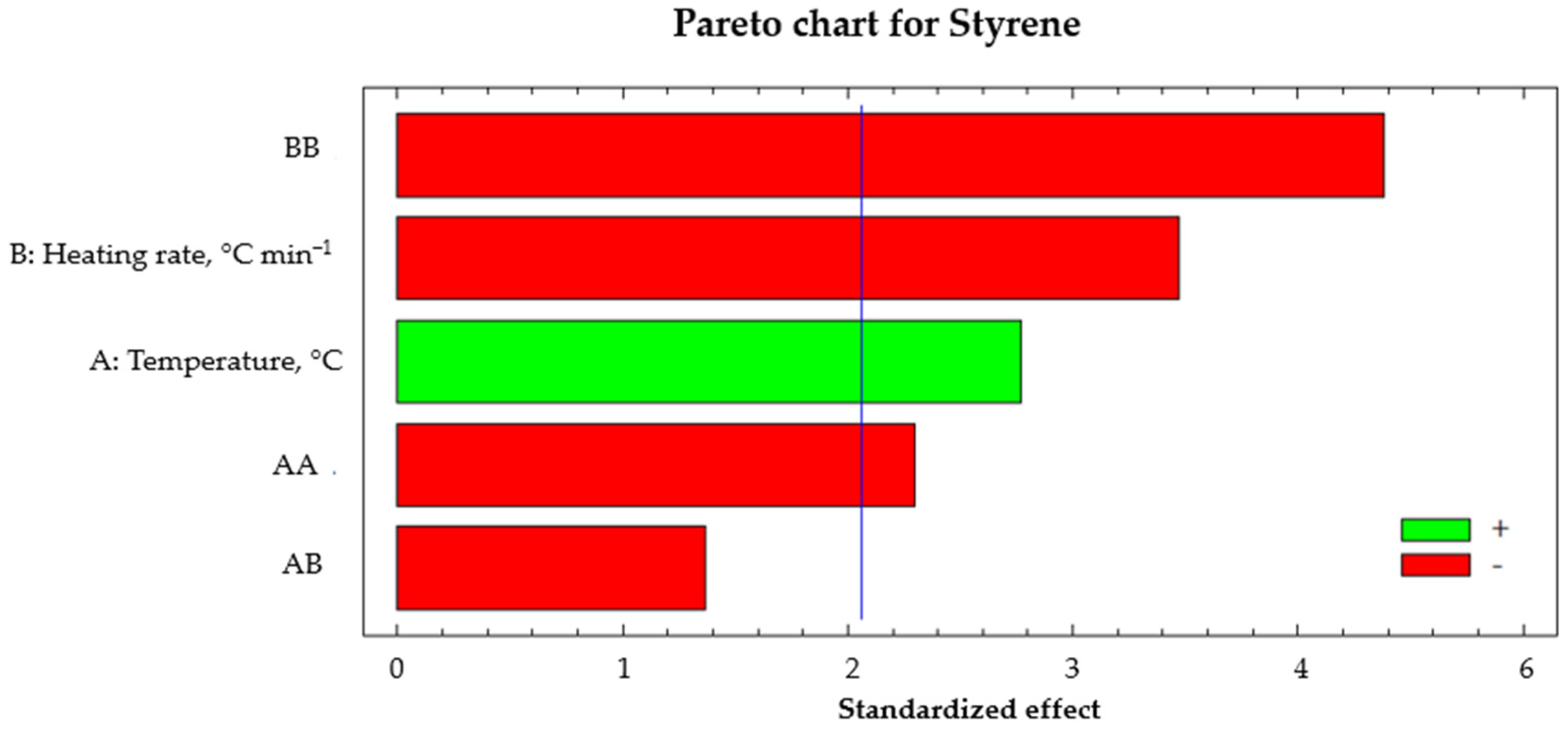
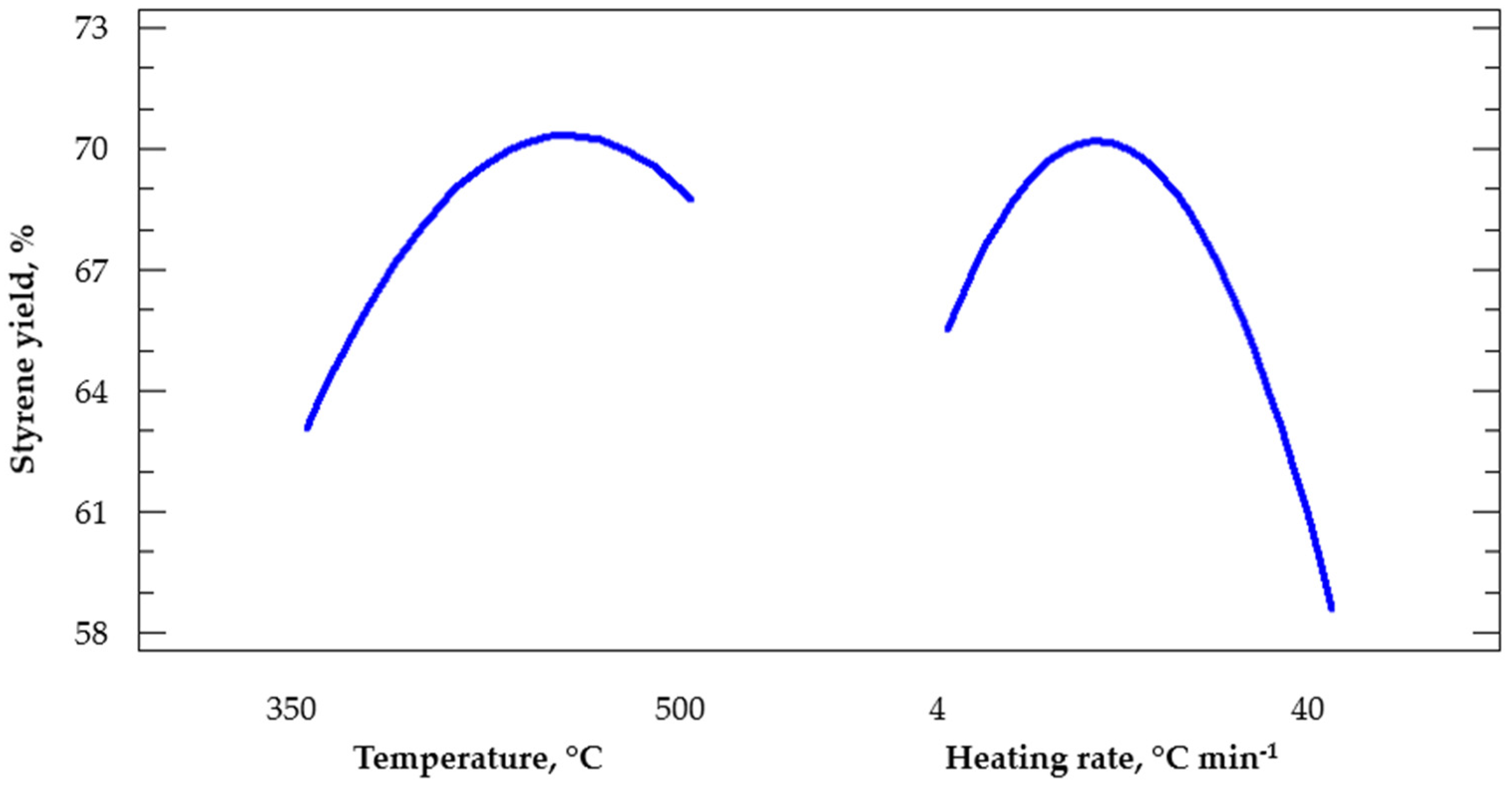
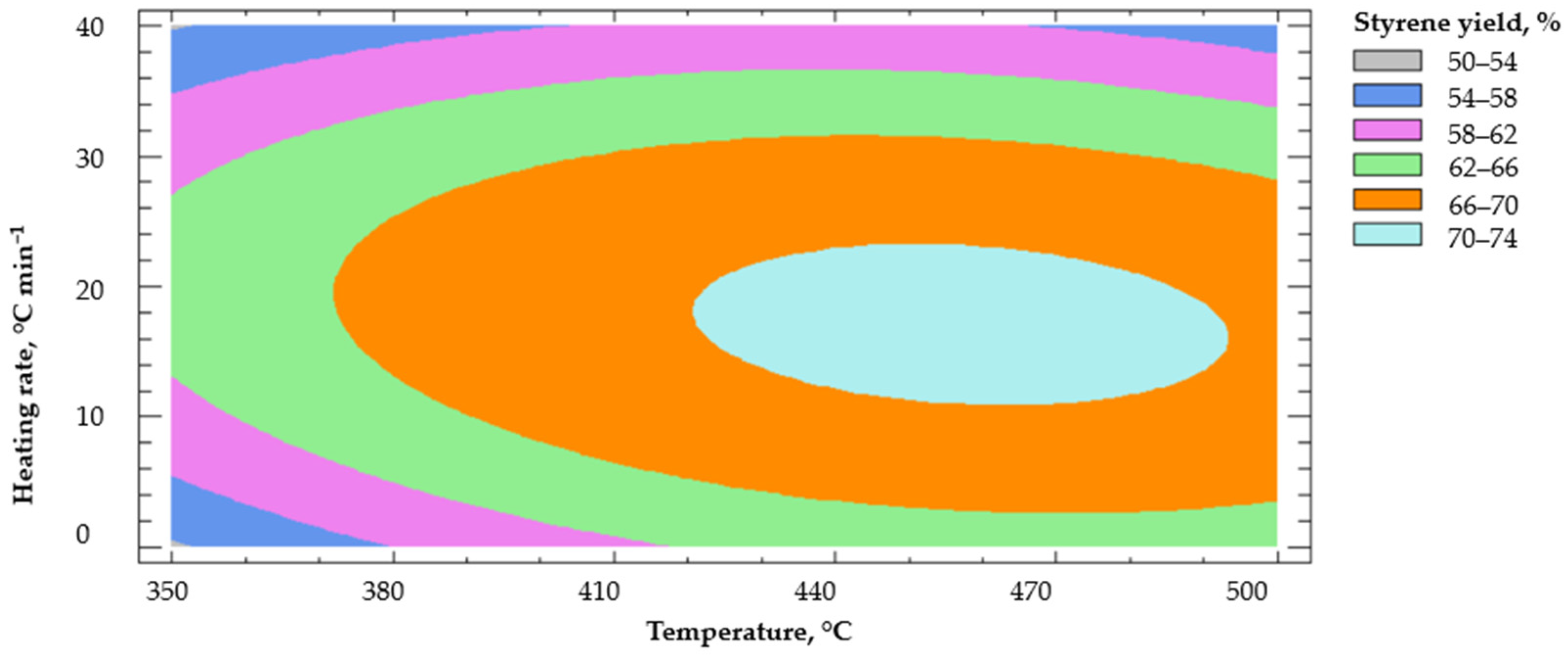
3.6.2. Styrene Production
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jeswani, H.; Krüger, C.; Russ, M.; Horlacher, M.; Antony, F.; Hann, S.; Azapagic, A. Life cycle environmental impacts of chemical recycling via pyrolysis of mixed plastic waste in comparison with mechanical recycling and energy recovery. Sci. Total Environ. 2021, 769, 144483. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Statista online Annual Production of Plastics Worldwide from 1950 to 2020. Available online: https://www.statista.com/statistics/282732/global-production-of-plastics-since-1950/#statisticContainer (accessed on 1 August 2022).
- Plastics Europe World and European Plastics Production Evolution 2021. Available online: https://plasticseurope.org/wp-content/uploads/2021/12/Plastics-the-Facts-2021-web-final.pdf (accessed on 1 August 2022).
- Condor Ferries Plastics in the Ocean. Available online: https://www.condorferries.co.uk/plastic-in-the-ocean-statistics (accessed on 1 August 2022).
- Maafa, I. Pyrolysis of Polystyrene Waste: A Review. Polymers 2021, 13, 225. [Google Scholar] [CrossRef] [PubMed]
- Nanda, S.; Berruti, F. Thermochemical conversion of plastic waste to fuels: A review. Environ. Chem. Lett. 2020, 19, 123–148. [Google Scholar] [CrossRef]
- Dewangga, P.B.; Rochmadi; Purnomo, C.W. Pyrolysis of polystyrene plastic waste using bentonite catalyst. IOP Conf. Series Earth Environ. Sci. 2019, 399, 012110. [Google Scholar] [CrossRef]
- Amjad, U.; Ishaq, M.; Rehman, H.U.; Ahmad, N.; Sherin, L.; Hussain, M.; Mustafa, M. Diesel and gasoline like fuel production with minimum styrene content from catalytic pyrolysis of polystyrene. Environ. Prog. Sustain. Energy 2020, 40, e13493. [Google Scholar] [CrossRef]
- Klemencová, K.; Grycová, B.; Inayat, A.; Leštinský, P. thermo-catalytic degradation of polystyrene Over α-Fe2O3. Nanocon 2020, 267–271. [Google Scholar] [CrossRef]
- Inayat, A.; Klemencova, K.; Grycova, B.; Sokolova, B.; Lestinsky, P. Thermo-catalytic pyrolysis of polystyrene in batch and semi-batch reactors: A comparative study. Waste Manag. Res. J. Sustain. Circ. Econ. 2020, 39, 260–269. [Google Scholar] [CrossRef] [PubMed]
- Verma, A.; Sharma, S.; Pramanik, H. Pyrolysis of waste expanded polystyrene and reduction of styrene via in-situ multiphase pyrolysis of product oil for the production of fuel range hydrocarbons. Waste Manag. 2020, 120, 330–339. [Google Scholar] [CrossRef]
- Plastic’s Technology Mexico Builds EPS Recycling Industry. Available online: https://www.plastico.com/temas/Mexico-construye-una-industria-del-reciclaje-de-EPS+125381 (accessed on 1 August 2022).
- Ignatyev, I.; Thielemans, W.; Beke, B.V. Recycling of Polymers: A Review. ChemSusChem 2014, 7, 1579–1593. [Google Scholar] [CrossRef]
- Panda, A.K. Studies on Process Optimization for Production of Liquid Fuels from Waste Plastics. Ph.D. Thesis, National Institute of Technology Rourkela, Rourkela, India, 2011. [Google Scholar]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- Dement’Ev, K.I.; Palankoev, T.A.; Alekseeva, O.A.; Babkin, I.A.; Maksimov, A.L. Thermal depolymerization of polystyrene in highly aromatic hydrocarbon medium. J. Anal. Appl. Pyrolysis 2019, 142, 104612. [Google Scholar] [CrossRef]
- Grigore, M.E. Methods of Recycling, Properties and Applications of Recycled Thermoplastic Polymers. Recycling 2017, 2, 24. [Google Scholar] [CrossRef] [Green Version]
- Veses, A.; Aznar, M.; Martínez, I.; Martínez, J.; López, J.; Navarro, M.; Callén, M.; Murillo, R.; García, T. Catalytic pyrolysis of wood biomass in an auger reactor using calcium-based catalysts. Bioresour. Technol. 2014, 162, 250–258. [Google Scholar] [CrossRef]
- Veses, A.; Aznar, M.; Callén, M.; Murillo, R.; García, T. An integrated process for the production of lignocellulosic biomass pyrolysis oils using calcined limestone as a heat carrier with catalytic properties. Fuel 2016, 181, 430–437. [Google Scholar] [CrossRef]
- Yildiz, G.; Ronsse, F.; van Duren, R.; Prins, W. Challenges in the design and operation of processes for catalytic fast pyrolysis of woody biomass. Renew. Sustain. Energy Rev. 2016, 57, 1596–1610. [Google Scholar] [CrossRef]
- Anuar Sharuddin, S.D.; Abnisa, F.; Wan Daud, W.M.A.; Aroua, M.K. A review on pyrolysis of plastic wastes. Energy Convers. Manag. 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Qureshi, M.S.; Oasmaa, A.; Pihkola, H.; Deviatkin, I.; Tenhunen, A.; Mannila, J.; Minkkinen, H.; Pohjakallio, M.; Laine-Ylijoki, J. Pyrolysis of plastic waste: Opportunities and challenges. J. Anal. Appl. Pyrolysis 2020, 152, 104804. [Google Scholar] [CrossRef]
- Antelava, A.; Damilos, S.; Hafeez, S.; Manos, G.; Al-Salem, S.M.; Sharma, B.K.; Kohli, K.; Constantinou, A. Plastic Solid Waste (PSW) in the Context of Life Cycle Assessment (LCA) and Sustainable Management. Environ. Manag. 2019, 64, 230–244. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Jiang, J.; Sun, Y.; Zhong, Z.; Wang, X.; Xia, H.; Liu, G.; Pang, S.; Wang, K.; Li, M.; et al. Recycling benzene and ethylbenzene from in-situ catalytic fast pyrolysis of plastic wastes. Energy Convers. Manag. 2019, 200, 112088. [Google Scholar] [CrossRef]
- Gaurh, P.; Pramanik, H. Production of benzene/toluene/ethyl benzene/xylene (BTEX) via multiphase catalytic pyrolysis of hazardous waste polyethylene using low cost fly ash synthesized natural catalyst. Waste Manag. 2018, 77, 114–130. [Google Scholar] [CrossRef] [PubMed]
- Cai, Q.; Li, J.; Bao, F.; Shan, Y. Tunable dimerization of α-methylstyrene catalyzed by acidic ionic liquids. Appl. Catal. A Gen. 2005, 279, 139–143. [Google Scholar] [CrossRef]
- Sarker, M.; Rashid, M.M.; Molla, M.; Rahman, M.S. Thermal Conversion of Waste Plastics (HDPE, PP and PS) to Produce Mixture of Hydrocarbons. Am. J. Environ. Eng. 2012, 2, 128–136. [Google Scholar] [CrossRef]
- Xu, X.; Jiang, E.; Li, Z.; Sun, Y. BTX from anisole by hydrodeoxygenation and transalkylation at ambient pressure with zeolite catalysts. Fuel 2018, 221, 440–446. [Google Scholar] [CrossRef]
- Gil-Jasso, N.D.; Segura-González, M.A.; Soriano-Giles, G.; Neri-Hipolito, J.; López, N.; Mas-Hernández, E.; Barrera-Díaz, C.E.; Varela-Guerrero, V.; Ballesteros-Rivas, M.F. Dissolution and recovery of waste expanded polystyrene using alternative essential oils. Fuel 2018, 239, 611–616. [Google Scholar] [CrossRef]
- Gutierrez-Velasquez, E.I.; Monteiro, S.N.; Colorado, H.A. Characterization of expanded polystyrene waste as binder and coating material. Case Stud. Constr. Mater. 2022, 16. [Google Scholar] [CrossRef]
- Jaafar, Y.; Abdelouahed, L.; El Hage, R.; El Samrani, A.; Taouk, B. Pyrolysis of common plastics and their mixtures to produce valuable petroleum-like products. Polym. Degrad. Stab. 2021, 195, 109770. [Google Scholar] [CrossRef]
- Lu, C.; Xiao, H.; Chen, X. Simple pyrolysis of polystyrene into valuable chemicals. e-Polymers 2021, 21, 428–432. [Google Scholar] [CrossRef]
- Park, S.S.; Seo, D.K.; Lee, S.H.; Yu, T.-U.; Hwang, J. Study on pyrolysis characteristics of refuse plastic fuel using lab-scale tube furnace and thermogravimetric analysis reactor. J. Anal. Appl. Pyrolysis 2012, 97, 29–38. [Google Scholar] [CrossRef]
- van der Westhuizen, S.; Collard, F.; Görgens, J. Pyrolysis of waste polystyrene into transportation fuel: Effect of contamination on oil yield and production at pilot scale. J. Anal. Appl. Pyrolysis 2021, 161, 105407. [Google Scholar] [CrossRef]
- Dubdub, I.; Al-Yaari, M. Thermal Behavior of Mixed Plastics at Different Heating Rates: I. Pyrolysis Kinetics. Polymers 2021, 13, 3413. [Google Scholar] [CrossRef] [PubMed]
- Martín-Lara, M.; Piñar, A.; Ligero, A.; Blázquez, G.; Calero, M. Characterization and Use of Char Produced from Pyrolysis of Post-Consumer Mixed Plastic Waste. Water 2021, 13, 1188. [Google Scholar] [CrossRef]
- Klaimy, S.; Lamonier, J.-F.; Casetta, M.; Heymans, S.; Duquesne, S. Recycling of plastic waste using flash pyrolysis—Effect of mixture composition. Polym. Degrad. Stab. 2021, 187, 109540. [Google Scholar] [CrossRef]
- Jha, K.K.; Kannan, T. Recycling of plastic waste into fuel by pyrolysis—A review. Mater. Today Proc. 2020, 37, 3718–3720. [Google Scholar] [CrossRef]
- López, A.; de Marco, I.; Caballero, B.; Laresgoiti, M.; Adrados, A. Influence of time and temperature on pyrolysis of plastic wastes in a semi-batch reactor. Chem. Eng. J. 2011, 173, 62–71. [Google Scholar] [CrossRef]
- Tamri, Z.; Yazdi, A.V.; Nekoomanesh, M.; Abbas-Abadi, M.S.; Heidarinasab, A. The effect of temperature, heating rate and zeolite based catalysts on the pyrolysis of high impact polystyrene (HIPS) waste to produce the fuel like products. Polyolefins J. 2018, 6, 43–52. [Google Scholar] [CrossRef]
- Ren, X.; Huang, Z.; Wang, X.-J.; Guo, G.-M. Isoconversional analysis of kinetic pyrolysis of virgin polystyrene and its two real-world packaging wastes. J. Therm. Anal. 2021, 147, 1421–1437. [Google Scholar] [CrossRef]
- Kremer, I.; Tomić, T.; Katančić, Z.; Hrnjak-Murgić, Z.; Erceg, M.; Schneider, D.R. Catalytic decomposition and kinetic study of mixed plastic waste. Clean Technol. Environ. Policy 2020, 23, 811–827. [Google Scholar] [CrossRef]
- Fuentes, C.; Lerner, J.C.; Vázquez, P.; Sambeth, J. Analysis of the emission of PAH in the thermal and catalytic pyrolysis of polystyrene. Catal. Today 2021, 372, 175–182. [Google Scholar] [CrossRef]
- Carrasco, F.; Pagès, P. Thermogravimetric Analysis of Polystyrene: Influence of Sample Weight and Heating Rate on Thermal and Kinetic Parameters. J. Appl. Polym. Sci. 1996, 61, 187–197. [Google Scholar] [CrossRef]
- Singh, R.; Ruj, B.; Sadhukhan, A.; Gupta, P. Thermal degradation of waste plastics under non-sweeping atmosphere: Part 1: Effect of temperature, product optimization, and degradation mechanism. J. Environ. Manag. 2019, 239, 395–406. [Google Scholar] [CrossRef] [PubMed]
- Ali, G.; Nisar, J.; Iqbal, M.; Shah, A.; Abbas, M.; Shah, M.R.; Rashid, U.; Bhatti, I.A.; Khan, R.A.; Shah, F. Thermo-catalytic decomposition of polystyrene waste: Comparative analysis using different kinetic models. Waste Manag. Res. J. Sustain. Circ. Econ. 2019, 38, 202–212. [Google Scholar] [CrossRef] [PubMed]
- Mehta, S.; Biederman, S.; Shivkumar, S. Thermal degradation of foamed polystyrene. J. Mater. Sci. 1995, 30, 2944–2949. [Google Scholar] [CrossRef]
- Zeng, W.R.; Chow, W.; Yao, B. Chemical Kinetics and Mechanism of Polystyrene Thermal Decomposition. Fire Safety Sci. 2007, 7. [Google Scholar]
- Hachani, S.E.; Wis, A.A.; Necira, Z.; Nebbache, N.; Meghezzi, A.; Ozkoc, G. Effects of Magnesia Incorporation on Properties of Polystyrene/Magnesia Composites. Acta Chim. Slov. 2018, 65, 646–651. [Google Scholar] [CrossRef] [PubMed]
- Farha, A.H.; Al Naim, A.F.; Mansour, S.A. Thermal Degradation of Polystyrene (PS) Nanocomposites Loaded with Sol Gel-Synthesized ZnO Nanorods. Polymers 2020, 12, 1935. [Google Scholar] [CrossRef] [PubMed]
- Luo, S.; Gao, L.; Guo, W. Effect of expanded polystyrene content and press temperature on the properties of low-density wood particleboard. Maderas. Ciencia Tecnología 2020, 22, 549–558. [Google Scholar] [CrossRef]
- Kannan, P.; Biernacki, J.J.; Visco, D.P.; Lambert, W. Kinetics of thermal decomposition of expandable polystyrene in different gaseous environments. J. Anal. Appl. Pyrolysis 2009, 84, 139–144. [Google Scholar] [CrossRef]
- Şenocak, A.; Alkan, C.; Karadağ, A. Thermal Decomposition and a Kinetic Study of Poly(Para-Substituted Styrene)s. Am. J. Anal. Chem. 2016, 7, 246–253. [Google Scholar] [CrossRef] [Green Version]
- Leclerc, P.; Doucet, J.; Chaouki, J. Development of a microwave thermogravimetric analyzer and its application on polystyrene microwave pyrolysis kinetics. J. Anal. Appl. Pyrolysis 2018, 130, 209–215. [Google Scholar] [CrossRef]
- Gringolts, M.L.; Dement’Ev, K.I.; Kadiev, K.M.; Maksimov, A.L.; Finkel’Shtein, E.S. Chemical Conversion of Polymer Wastes into Motor Fuels and Petrochemical Raw Materials (A Review). Pet. Chem. 2020, 60, 751–761. [Google Scholar] [CrossRef]
- Poutsma, M.L. Mechanistic analysis and thermochemical kinetic simulation of the pathways for volatile product formation from pyrolysis of polystyrene, especially for the dimer. Polym. Degrad. Stab. 2006, 91, 2979–3009. [Google Scholar] [CrossRef]
- Kannan, P.; Biernacki, J.J.; Visco, D.P., Jr. A review of physical and kinetic models of thermal degradation of expanded polystyrene foam and their application to the lost foam casting process. J. Anal. Appl. Pyrolysis 2007, 78, 162–171. [Google Scholar] [CrossRef]
- Hussain, Z.; Khan, K.M.; Perveen, S.; Hussain, K.; Voelter, W. The conversion of waste polystyrene into useful hydrocarbons by microwave-metal interaction pyrolysis. Fuel Process. Technol. 2012, 94, 145–150. [Google Scholar] [CrossRef]
- Aljabri, N.M.; Lai, Z.; Huang, K.-W. Selective conversion of polystyrene into renewable chemical feedstock under mild conditions. Waste Manag. 2018, 78, 871–879. [Google Scholar] [CrossRef] [PubMed]
- Baena-González, J.; Santamaria-Echart, A.; Aguirre, J.L.; González, S. Chemical recycling of plastic waste: Bitumen, solvents, and polystyrene from pyrolysis oil. Waste Manag. 2020, 118, 139–149. [Google Scholar] [CrossRef] [PubMed]
- Park, K.-B.; Jeong, Y.-S.; Guzelciftci, B.; Kim, J.-S. Two-stage pyrolysis of polystyrene: Pyrolysis oil as a source of fuels or benzene, toluene, ethylbenzene, and xylenes. Appl. Energy 2020, 259, 114240. [Google Scholar] [CrossRef]
- Singh, R.K.; Ruj, B.; Sadhukhan, A.K.; Gupta, P. Thermal degradation of waste plastics under non-sweeping atmosphere: Part 2: Effect of process temperature on product characteristics and their future applications. J. Environ. Manag. 2020, 261, 110112. [Google Scholar] [CrossRef]
- Nisar, J.; Ali, G.; Shah, A.; Shah, M.R.; Iqbal, M.; Ashiq, M.N.; Bhatti, H.N. Pyrolysis of Expanded Waste Polystyrene: Influence of Nickel-Doped Copper Oxide on Kinetics, Thermodynamics, and Product Distribution. Energy Fuels 2019, 33, 12666–12678. [Google Scholar] [CrossRef]
- Onwudili, J.A.; Insura, N.; Williams, P.T. Composition of products from the pyrolysis of polyethylene and polystyrene in a closed batch reactor: Effects of temperature and residence time. J. Anal. Appl. Pyrolysis 2009, 86, 293–303. [Google Scholar] [CrossRef]
- Schröder, U.K.O.; Ebert, K.H.; Hamielec, A.W. On the Kinetics and Mechanism of Thermal Degradation of Polystyrene, 2. Formation of Volatile Compounds. Die Makrom. Chemie 1984, 185, 991–1001. [Google Scholar] [CrossRef]
- Carniti, P.; Beltrame, P.L.; Armada, M.; Gervasini, A.; Audisio, G. Polystyrene thermodegradation. 2. Kinetics of formation of volatile products. Ind. Eng. Chem. Res. 1991, 30, 1624–1629. [Google Scholar] [CrossRef]
- Zhou, J.; Qiao, Y.; Wang, W.; Leng, E.; Huang, J.; Yu, Y.; Xu, M. Formation of styrene monomer, dimer and trimer in the primary volatiles produced from polystyrene pyrolysis in a wire-mesh reactor. Fuel 2016, 182, 333–339. [Google Scholar] [CrossRef]
- Cha, W.S.; Kim, S.B.; McCoy, B.J. Study of polystyrene degradation using continuous distribution kinetics in a bubbling reactor. Korean J. Chem. Eng. 2002, 19, 239–245. [Google Scholar] [CrossRef]
- Kruse, T.M.; Woo, O.S.; Broadbelt, L.J. Detailed mechanistic modeling of polymer degradation: Application to polystyrene. Chem. Eng. Sci. 2001, 56, 971–979. [Google Scholar] [CrossRef]
- Kruse, T.M.; Woo, O.S.; Wong, H.-W.; Khan, S.S.; Broadbelt, L.J. Mechanistic Modeling of Polymer Degradation: A Comprehensive Study of Polystyrene. Macromolecules 2002, 35, 7830–7844. [Google Scholar] [CrossRef]
- Levine, S.E.; Broadbelt, L.J. Reaction pathways to dimer in polystyrene pyrolysis: A mechanistic modeling study. Polym. Degrad. Stab. 2008, 93, 941–951. [Google Scholar] [CrossRef]
- Kwak, H.; Shin, H.-Y.; Bae, S.-Y.; Kumazawa, H. Characteristics and kinetics of degradation of polystyrene in supercritical water. J. Appl. Polym. Sci. 2006, 101, 695–700. [Google Scholar] [CrossRef]
- Scheirs, J.; Kaminsky, W. Overview of Commercial Pyrolysis Processes for Waste Plastics. In Feedstock Recycling and Pyrolysis of Waste Plastics: Converting Waste Plastics into Diesel and Other Fuels; John Wiley & Sons Ltd.: Chichester, UK, 2006; pp. 383–433. ISBN 978-0-470-02152-1. [Google Scholar]
- Veksha, A.; Giannis, A.; Chang, V.W.-C. Conversion of non-condensable pyrolysis gases from plastics into carbon nanomaterials: Effects of feedstock and temperature. J. Anal. Appl. Pyrolysis 2017, 124, 16–24. [Google Scholar] [CrossRef]
- Gulati, S.; Harish Neela Lingam, B.; Kumar, S.; Goyal, K.; Arora, A.; Varma, R.S. Improving the air quality with Functionalized Carbon Nanotubes: Sensing and remediation applications in the real world. Chemosphere 2022, 299, 134468. [Google Scholar] [CrossRef]
- Miandad, R.; Kumar, R.; Barakat, M.A.; Basheer, C.; Aburiazaiza, A.S.; Nizami, A.S.; Rehan, M. Untapped conversion of plastic waste char into carbon-metal LDOs for the adsorption of Congo red. J. Colloid Interface Sci. 2018, 511, 402–410. [Google Scholar] [CrossRef] [PubMed]
- Dogu, O.; Pelucchi, M.; Van de Vijver, R.; Van Steenberge, P.H.; D’Hooge, D.R.; Cuoci, A.; Mehl, M.; Frassoldati, A.; Faravelli, T.; Van Geem, K.M. The chemistry of chemical recycling of solid plastic waste via pyrolysis and gasification: State-of-the-art, challenges, and future directions. Prog. Energy Combust. Sci. 2021, 84, 100901. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | References |
|---|---|---|
| Density, kg/m3 | 1040–1050 | [17,32] |
| Melting point, °C | 180–260 | [17,33] |
| HHV, MJ/kg | 37.22–42.1 | [34,35] |
| Ultimate analysis, wt.% | ||
| C | 66.47–92.7 | [25,32,34,35,36,37] |
| H | 7.4–9.43 | [25,32,34,35,36,37] |
| N | 0–0.8 | [25,34,35,36,37] |
| S | 0–0.51 | [25,34,35,36,37] |
| O | 0–6.8 | [25,34,35,36,37] |
| Proximate analysis, wt.% | ||
| Moisture | 0–0.24 | [25,34,35,36,37] |
| Volatile | 88.9–99.59 | [25,32,34,35,36,37] |
| Ash | 0–4.6 | [25,34,35,36,37] |
| Fixed carbon | 0.1–2.25 | [25,32,34,35,36,37] |
| Temperature °C | Yield, wt% 1 | |||||
| Heating Rate: 4 °C min−1 | Heating Rate: 12 °C min−1 | |||||
| Liquid | Gas | Solid | Liquid | Gas | Solid | |
| 350 | 76.5 | 11.6 | 11.9 | 84 | 10.64 | 5.36 |
| 400 | 88.5 | 4.75 | 6.8 | 91.5 | 3.69 | 4.81 |
| 450 | 93 | 3.01 | 4 | 92 | 4.24 | 3.76 |
| 500 | 92 | 3.3 | 4.7 | 91 | 5.12 | 3.88 |
| Temperature °C | Heating rate: 25 °C min−1 | Heating rate: 40 °C min−1 | ||||
| Liquid | Gas | Solid | Liquid | Gas | Solid | |
| 350 | 82.5 | 9.71 | 7.8 | 82.5 | 6.34 | 11.2 |
| 400 | 90.5 | 4.35 | 5.2 | 85.5 | 8.29 | 6.2 |
| 450 | 91 | 3.98 | 5 | 89.5 | 5.84 | 4.7 |
| 500 | 89 | 5.66 | 5.3 | 86.5 | 6.74 | 6.8 |
| EPS Pyrolysis-Derived Oil | Lu et al. [33] | Van der Westhuizen et al. [35] | ||
|---|---|---|---|---|
| Parameters | ||||
| Temperature, °C | 450 | 500 | 420 | 550 |
| Heating rate, °C min−1 | 25 | 12 | 5 | n.r. |
| Yields, wt.% | ||||
| Liquid hydrocarbon | 89 | 91 | 76.24 | 82.5 |
| Gas | 5.66 | 3.88 | 10.75 | 3 |
| Solid | 5.35 | 5.12 | 13.01 | 0.4 |
| Styrene | 72.99 | 71.38 | 73 | 39.4 |
| Properties | ||||
| Density at 15 °C, kg m−3 | 933 | 935 | n.r. | 923 |
| Kinematic viscosity, mm2 s−1 | 1.09 | 1.17 | n.r. | 0.88 |
| Heating value, MJ kg−1 | 41.64 | 41.65 | n.r. | n.r. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gonzalez-Aguilar, A.M.; Cabrera-Madera, V.P.; Vera-Rozo, J.R.; Riesco-Ávila, J.M. Effects of Heating Rate and Temperature on the Thermal Pyrolysis of Expanded Polystyrene Post-Industrial Waste. Polymers 2022, 14, 4957. https://doi.org/10.3390/polym14224957
Gonzalez-Aguilar AM, Cabrera-Madera VP, Vera-Rozo JR, Riesco-Ávila JM. Effects of Heating Rate and Temperature on the Thermal Pyrolysis of Expanded Polystyrene Post-Industrial Waste. Polymers. 2022; 14(22):4957. https://doi.org/10.3390/polym14224957
Chicago/Turabian StyleGonzalez-Aguilar, Arantxa M., Victoria P. Cabrera-Madera, James R. Vera-Rozo, and José M. Riesco-Ávila. 2022. "Effects of Heating Rate and Temperature on the Thermal Pyrolysis of Expanded Polystyrene Post-Industrial Waste" Polymers 14, no. 22: 4957. https://doi.org/10.3390/polym14224957
APA StyleGonzalez-Aguilar, A. M., Cabrera-Madera, V. P., Vera-Rozo, J. R., & Riesco-Ávila, J. M. (2022). Effects of Heating Rate and Temperature on the Thermal Pyrolysis of Expanded Polystyrene Post-Industrial Waste. Polymers, 14(22), 4957. https://doi.org/10.3390/polym14224957