1. Introduction
Synthetic fiber production has doubled in the last two decades, reaching 80.9 million tonnes in 2020, and the most common material is polyethylene terephthalate (PET), accounting for 48 million tonnes [
1]. Because PET is an oil-based polymer, its production from nonrenewable raw material, and its ultimate disposal contribute to climate change. The textile industry is therefore shifting towards more sustainable and biobased and/or biodegradable polymers, which reached a production volume of 2.11 million tonnes in 2020, with polylactic acid (PLA) accounting for 18.7% of this total [
2]. PLA can be produced from renewable resources such as corn, sugar beet, and wheat, and it currently accounts for less than 0.03% of global corn production, thus representing negligible competition with food crops. Although often described as biodegradable, PLA is only compostable under industrial conditions [
3]. The production of 1 tonne of PLA consumes 42 GJ of energy and releases 1.3 tonnes of CO
2, ~40% less than PET [
4]. Furthermore, PLA fibers are characterized by inherently better moisture management, a higher limiting oxygen index (LOI), and enhanced wicking properties compared to PET fibers, making them suitable for use in sustainable clothing [
5].
Despite the advantages of PLA, its commercial production is limited by its thermolability and low heat resistance due to its glass transition temperature (T
g) of ~55 °C [
6]. The heat resistance of PLA can be improved by increasing its crystallinity, but the inherent low crystallization rate of the polymer leads to products with low crystallinity, which hinders conventional exhaust dyeing [
7,
8]. PET is exhaust dyed at 130 °C without loss of integrity, but PLA is hydrolyzed under these conditions, weakening the fibers [
9]. However, dyeing at lower temperatures results in poor dye take-up compared to PET [
3,
10,
11]. The exhaust dyeing of PLA with indigoid compounds is possible at 110 °C [
11,
12]. Furthermore, PLA fibers modified with polyhedral oligomeric silsesquioxane nanoparticles also showed better dyeability than pure PLA [
13]. The dyeing of recycled PLA fibers using selected disperse dyes achieved satisfactory exhaustion rates at 80 °C, but the light fastness of the fibers was poor [
10]. Natural dye from flowers has also been used to produce yellow PLA films [
14]. The tensile strength of PLA declines with increasing dyeing time, probably reflecting the impact on fiber crystallinity [
6,
15].
Despite its widespread use, conventional exhaust dyeing is unsustainable because toxic chemicals are needed to fix colorants to the polymer and on top of it, 10–25% of the dye is lost during the process, 2–20% of which is directly discharged into rivers and streams along with the toxic fixatives [
16]. The textile industry is therefore the second greatest global polluter of water resources [
17]. Exhaust dying at high temperatures also consumes energy, and the high temperatures not only cause the degradation of labile fibers such as PLA but also affect crystallinity and lead to shrinkage, disrupting the fiber orientation [
6]. In comparison, mass coloration or dope dyeing involves the incorporation of colorants into the polymer melt during fiber production [
18]. The dope dyeing of PLA with carbon black was shown to improve the mechanical properties of the fibers [
19]. A comparison of dope dyeing and exhaust dyeing of polyamide 6 revealed that dope dyeing reduces water use by ~40%, chemical use by 97%, and waste by ~50% and also reduces the overall number of processing steps [
20].
Although dope dyeing has many advantages, only 5% of polyester fibers are dope dyed, and the proportion is even lower for PLA [
18]. Like PLA, polypropylene (PP) is also characterized by slow crystallization, but this has been controlled and optimized by using colorants as nucleating agents [
21]. We recently reported a similar nucleating effect when using selected pigments in PLA [
22]. However, the effect of colorants on the mechanical, rheological, and thermal properties of PLA during dope dyeing has not been studied in detail. Herein, we describe the dope dyeing of PLA with fossil-based and biobased colorants. We compared the biobased pigment pink PR122 and the potential biobased colorant alizarin to the fossil-based pigments green 7, blue 15:1, and yellow 155. We incorporated different weight percentages of the colorants into PLA melts and determined their effect on the rheological and thermal properties of yarn, including their propensity for degradation. We also used different draw ratios to investigate the influence of additives and process parameters on the mechanical properties and crystallinity of the PLA yarns. Finally, we prepared circular-knitted fabrics from the melt-spun yarns and investigated their air permeability, water vapor permeability, and Martindale abrasion resistance. We compared the performance of the different colorants to assess the potential of biobased colorants for the development of environmentally beneficial dope-dyed PLA yarns with improved properties.
2. Materials and Methods
2.1. Materials
PLA grade L130 (TotalEnergies-Corbion, Gorinchem, Netherlands) was used for all experiments and has the following manufacturer-specified properties: L-content ≥ 99%, T
g ~60 °C, and melt flow index = 24 g/10 min at 210 °C/2.16 kg. We purchased alizarin (Sigma-Aldrich, St Louis, MO, USA), whereas the pigments blue 15:1, green 7, pink PR122, and pigment yellow 155 were kindly donated by Clariant (Muttenz, Switzerland). The chemical structure of the colorants are presented below in
Table 1.
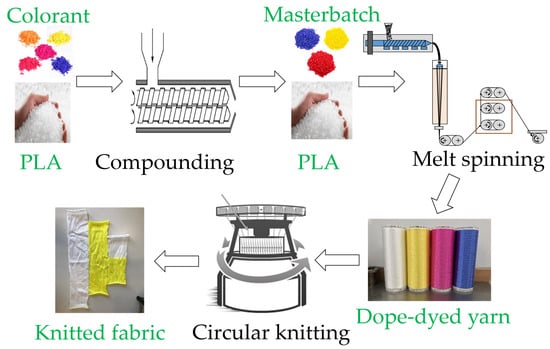
2.2. Compounding
We dried PLA and the colorants under a vacuum at 80 °C overnight to reduce the moisture content. The materials were compounded using a KETSE 20/40 twin-screw extruder (Brabender, Duisburg, Germany) with a screw diameter (D) of 20 mm and a length of 40D. Master batches containing 5% (w/w) of each colorant were prepared (named A5, B5, G5, P5, and Y5). The extrudates were cooled in a water bath before granulation.
2.3. Melt Spinning
Fibers were prepared using an FET-100 series pilot-scale melt-spinning machine (Fibre Extrusion Technology, Leeds, UK) featuring a spinneret with 48 holes (diameter 0.25 mm) and an L/D ratio of 2 (
Figure 1). The materials were dried again at 80 °C overnight under vacuum before spinning at a temperature of 200 °C. We maintained a constant extruder pressure of 60 bars and a constant throughput of 45 g/min at a winding speed of 1200 m/min, but we applied three different draw ratios.
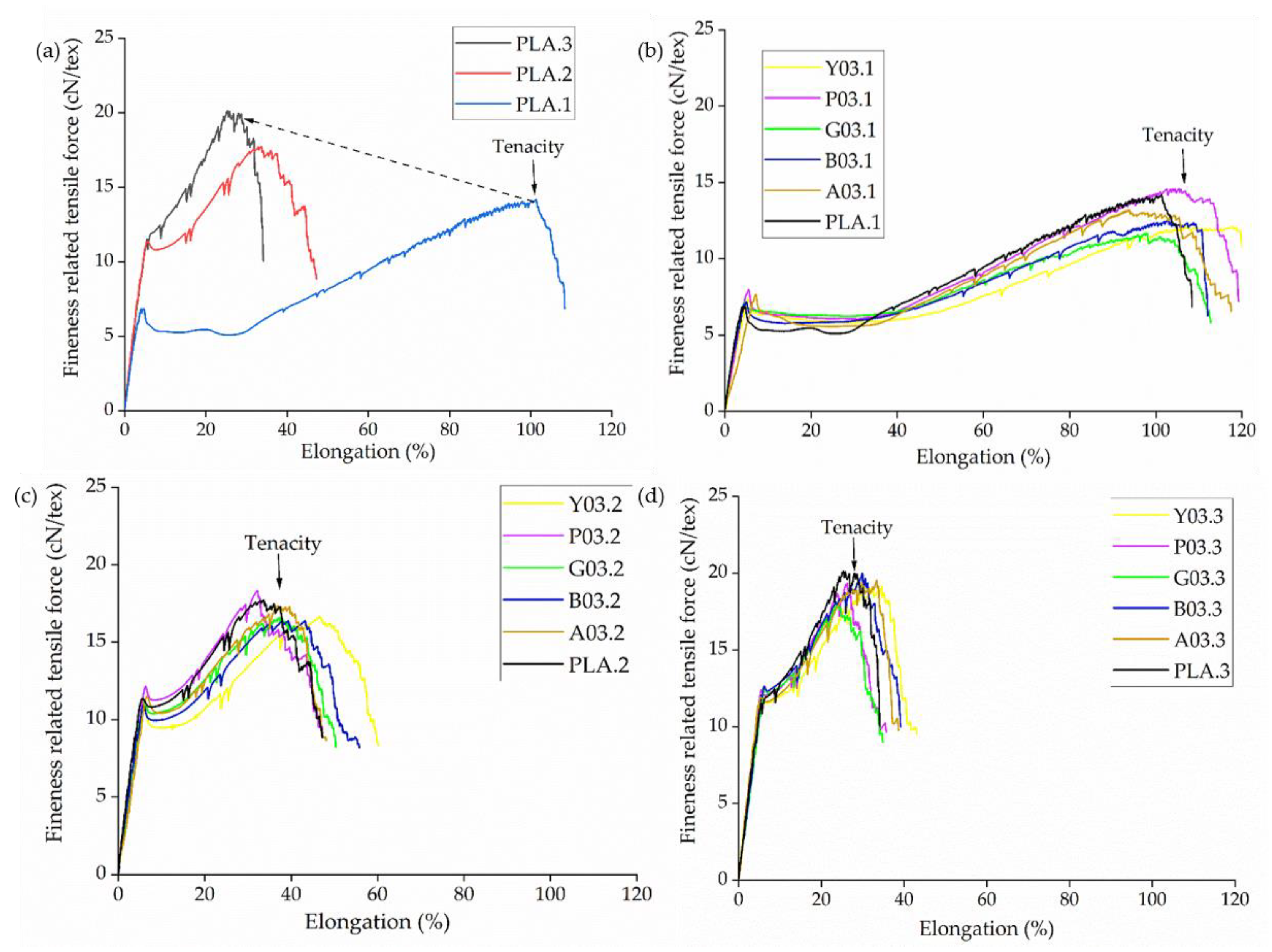
The master-batch granules were diluted with pure PLA to achieve weight-percentages of 0.1%, 0.2%, and 0.3% for melt spinning. The first yarn was drawn fully from the melt, and no solid-state drawing (SSD) was applied. The second yarn was semi-drawn from the melt (medium SSD). The third yarn was only slightly drawn from the melt and was primarily drawn by SSD. We compared yarns produced with the highest weight percentage of colorants (0.3%) because, if no significant effects were observed at this concentration, we could rule out effects at lower concentrations without testing. The yarns were named using the convention C0x.y, wherein C is the first letter of the colorant name, x is the weight percentage, and y is the SSD ratio. For example, PLA.1 refers to the pure PLA yarn drawn with an SSD ratio of 1, and A03.2 refers to the yarn dyed with 0.3% (
w/
w) alizarin and drawn with an SSD ratio of 2. The complete set of yarns is presented in
Table 2.
2.4. Knitting
The melt-spun yarn was knitted using a TK-83 circular knitting machine (Harry Lucas, Neumünster, Germany). A knitted fabric with a single jersey structure was produced on gauge E24/gg using 264 needles with a cylinder diameter of 3½ inches. A knitted fabric was prepared from PLA and dyed PLA yarns produced at an SSD ratio of 1 and a colorant content of 0.3% (w/w). All fabrics were prepared using the same knitting parameters (stitch, take-off, and knitting speed).
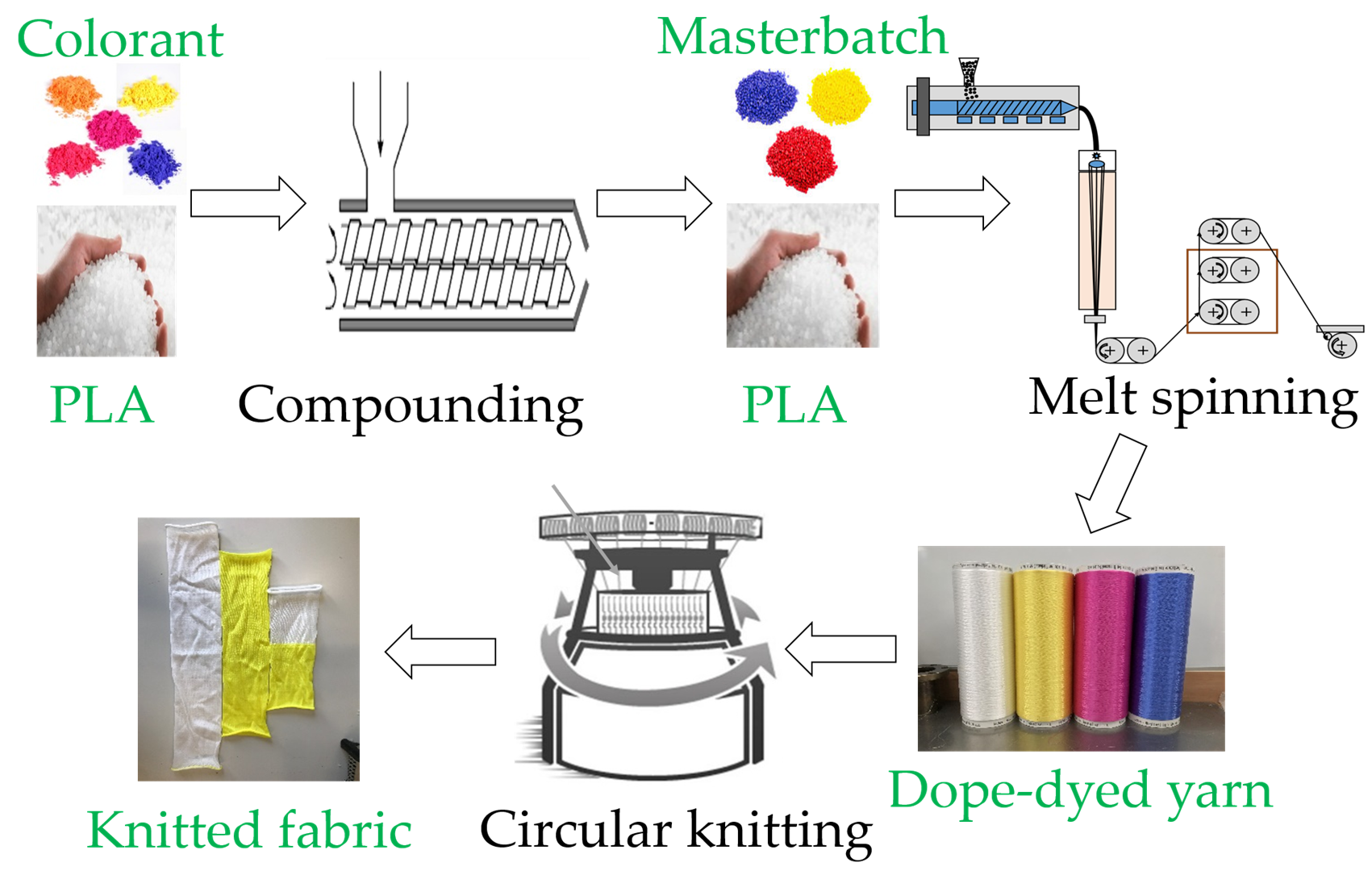
2.5. Characterization of Colorants
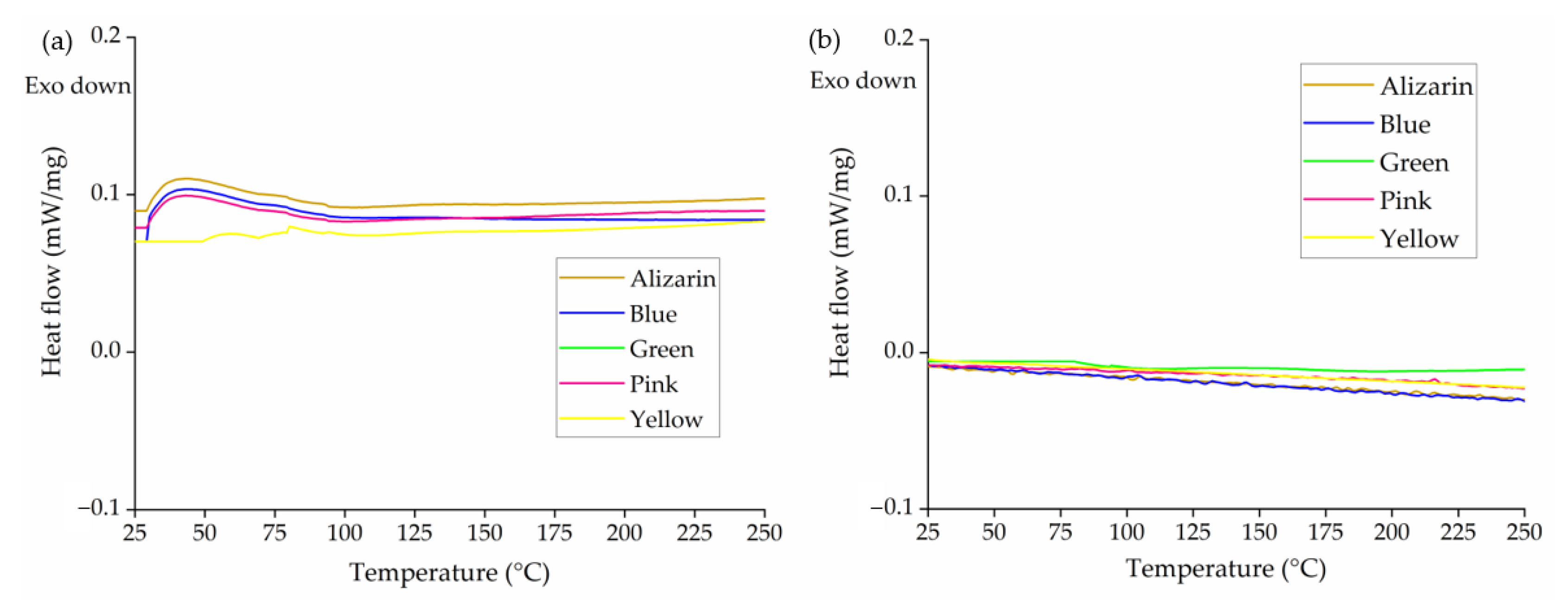
Differential scanning calorimetry (DSC) was used to reveal any thermal transitions during processing. We applied one heating and one cooling cycle from 25 °C and 250 °C at a heating rate of 10 °C/min using a SC 214 device (Netzsch, Selb, Germany). The morphology of the colorants was determined by scanning electron microscopy (SEM) using a JSM-IT200 device (Jeol, Freising, Germany). The images were acquired in secondary electron mode with an acceleration tension of 15 kV and are presented at 1000× magnification.
2.6. Characterization of Master Batches
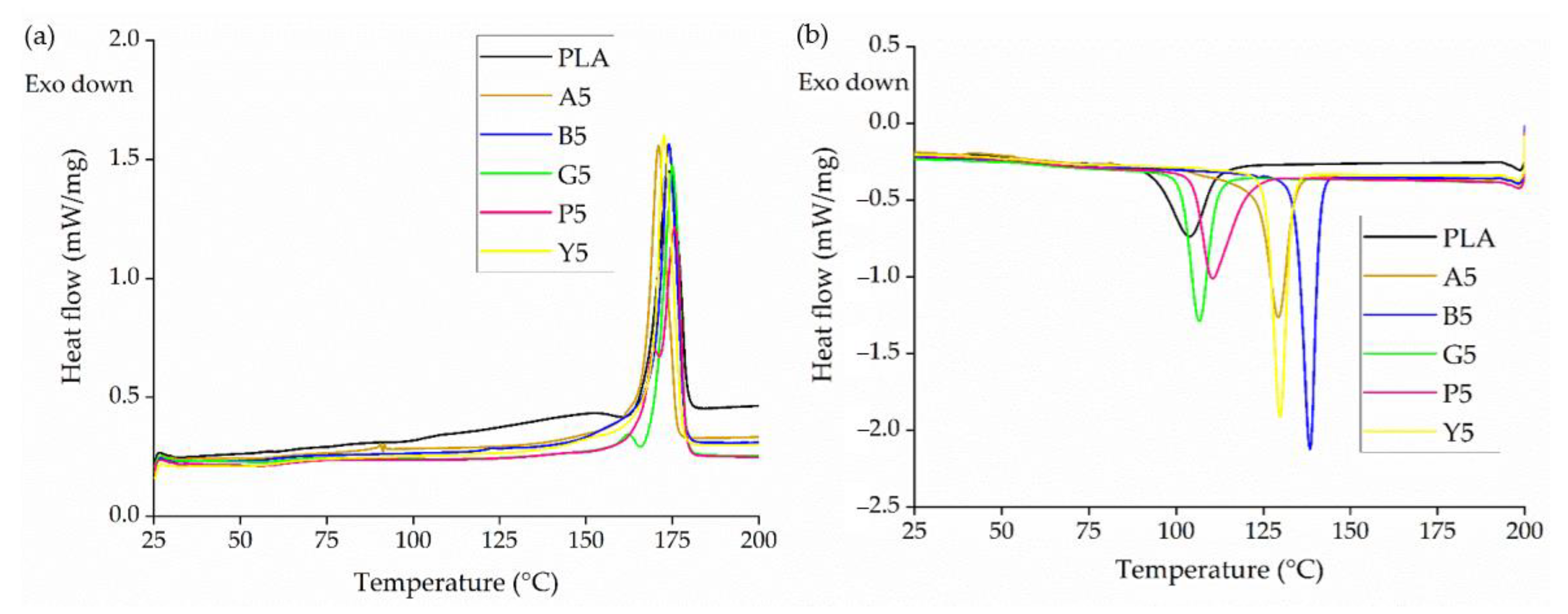
The masterbatches of PLA with 5% (w/w) of colorants were analyzed by DSC from 25 °C to 200 °C to investigate the effect of colorants on thermal transition temperatures. We applied two heating cycles and one cooling cycle. We used the second heating cycle to determine the effect of colorants on any change in thermal transition, and we used the first cooling cycle to investigate any change in crystallization temperature (Tc). The Tg, melting point (Tm) and cold crystallization temperature (Tcc) were also compared.
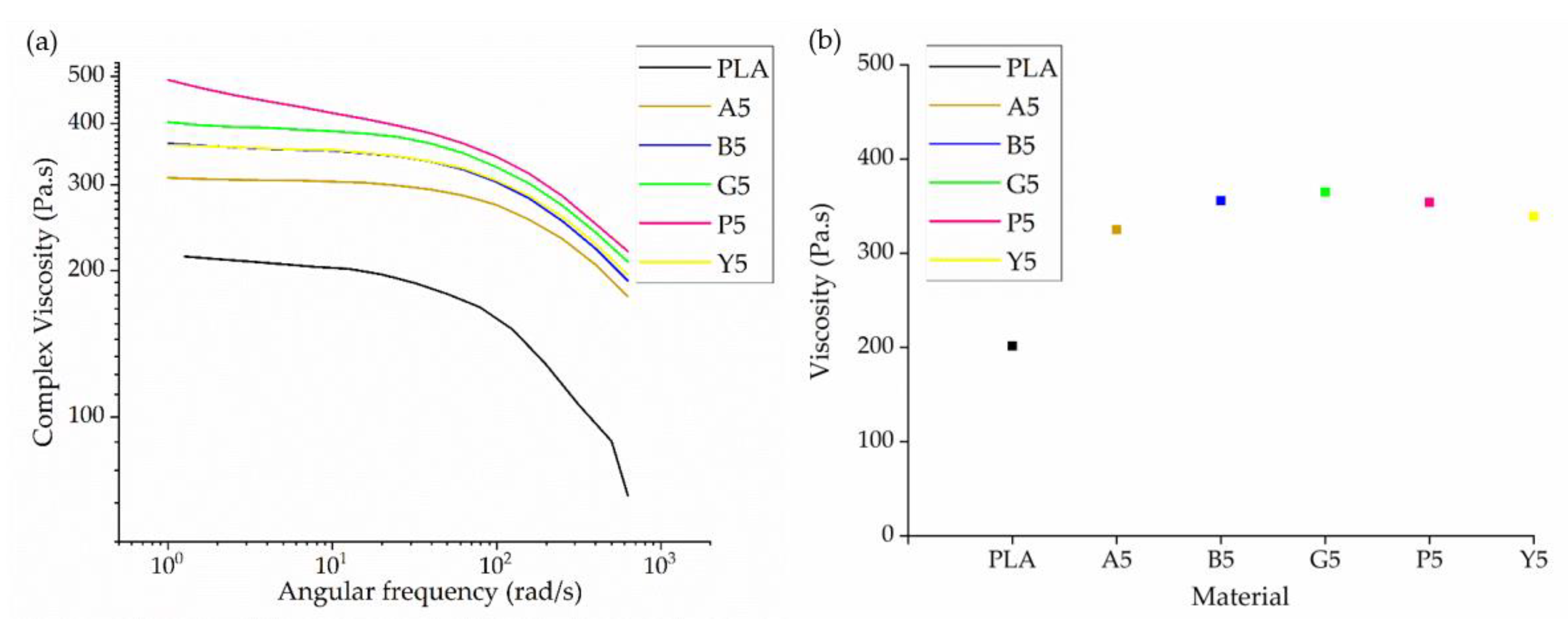
Rheological analysis was carried out using a Discovery Hybrid Rheometer (DHR1) from TA Instruments (New Castle, DE, USA). Angular frequencies were applied over the range 1 to 624 rad/s using a 25 mm plate plate setup to investigate the effect of colorants on the viscosity of PLA, and complex viscosity values were compared at the same angular frequency (10 rad/s).
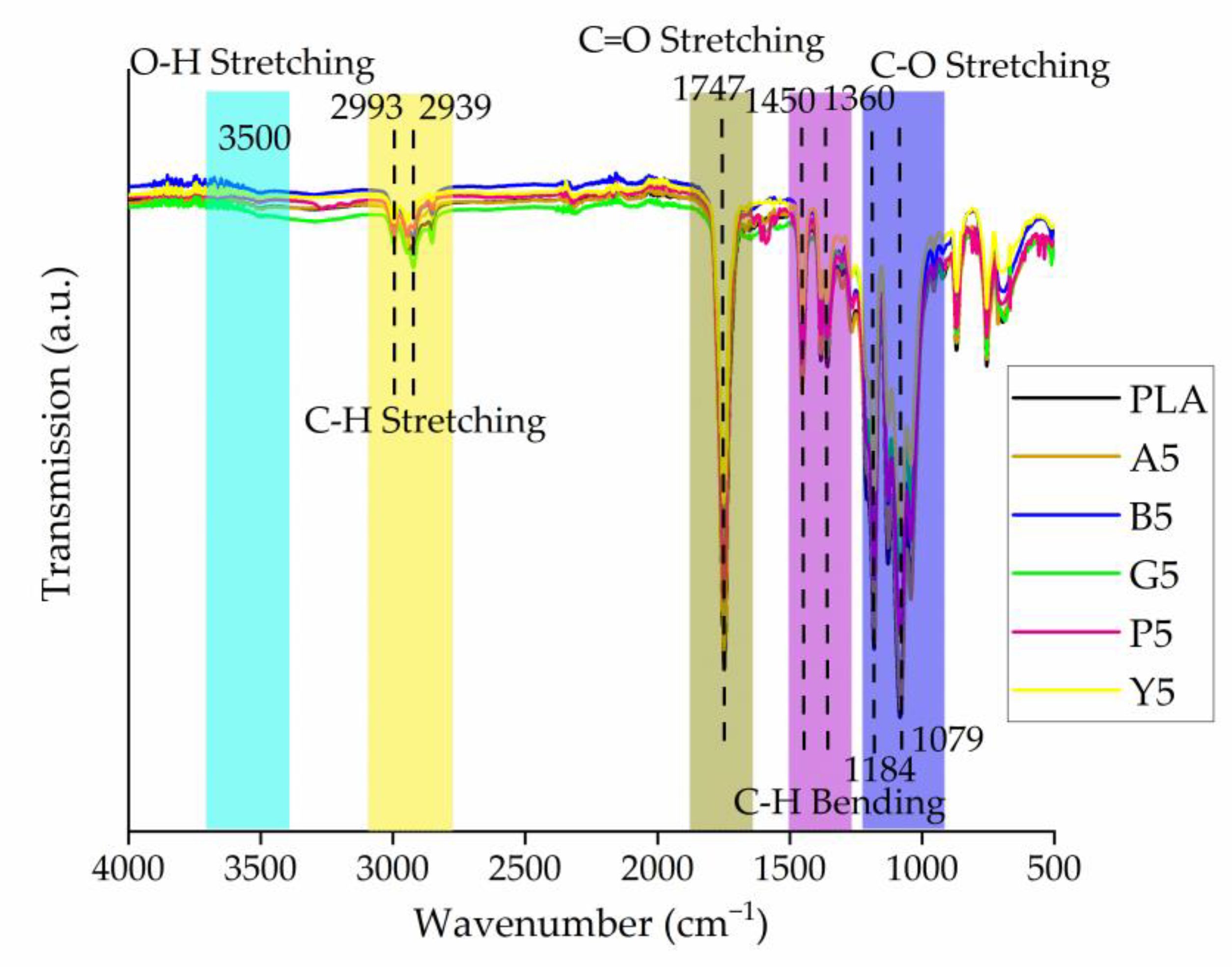
Fourier-transform infrared (FTIR) spectroscopy was used to investigate interactions between PLA and the colorants. FTIR spectra were recorded on a PerkinElmer 400 FT(N)IR device (Waltham, MA, USA) in transmission mode by completing 64 scans between 4000 and 500/cm with a resolution of 2/cm.
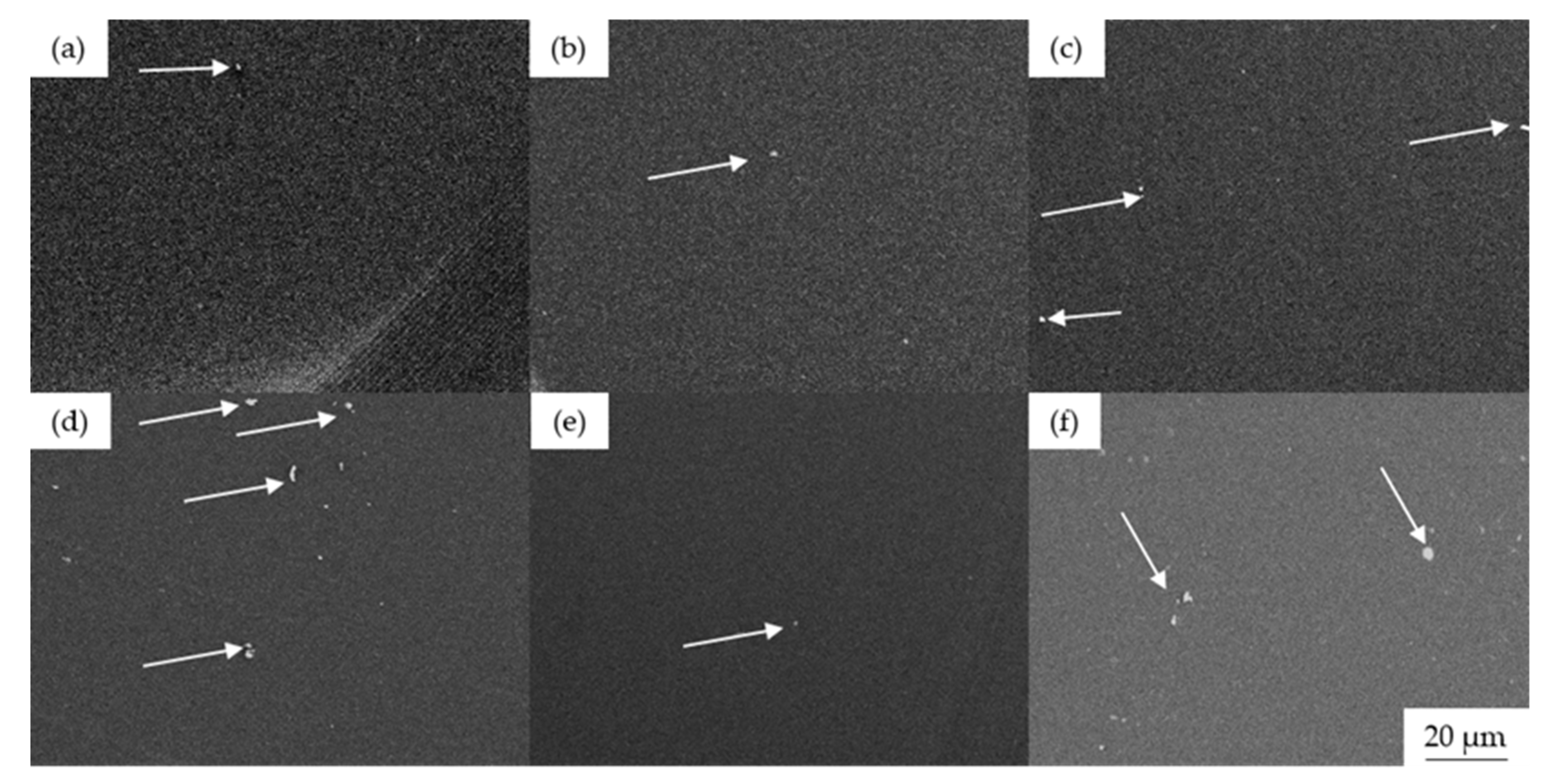
The cross-section of the master batches was analyzed by SEM as described above to determine the distribution of colorants. The samples were frozen in liquid nitrogen, fractured, and sputtered with gold prior to the measurements.
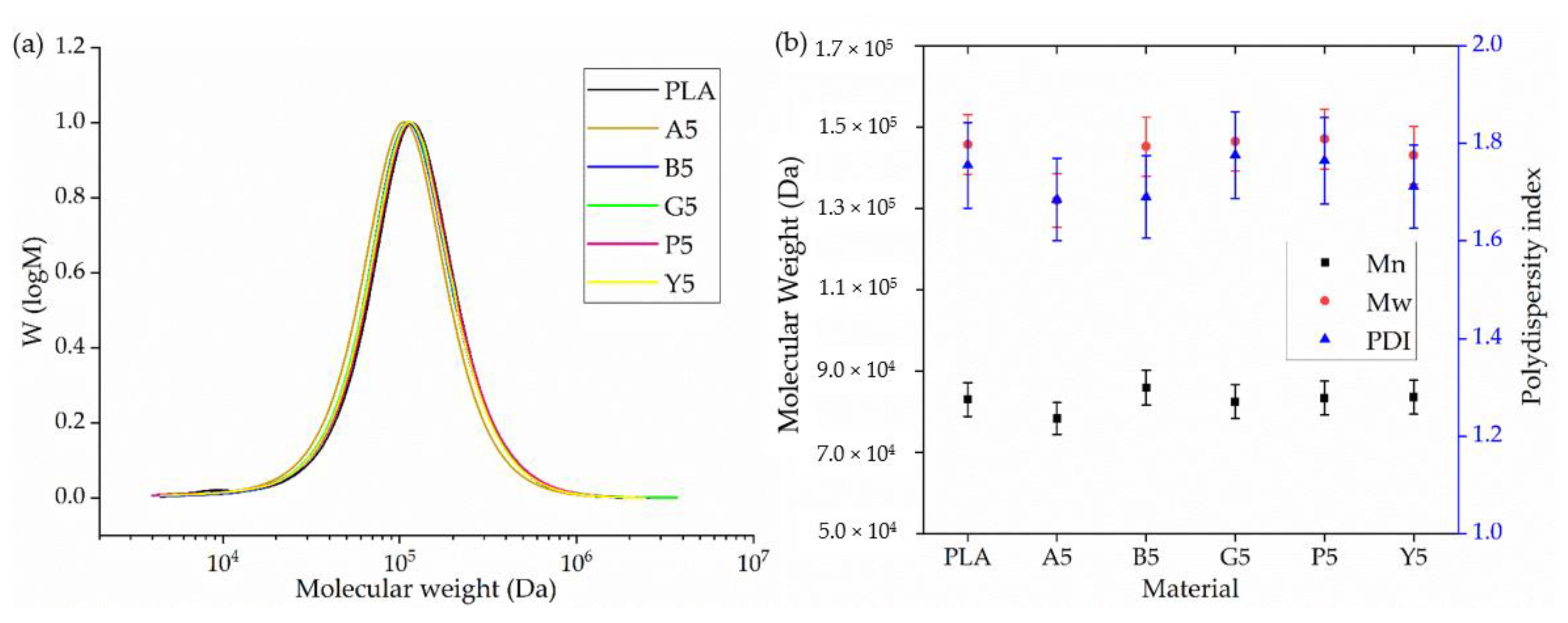
The average molecular weight (Mn), weight average molecular weight (Mw), and polydispersity index (PDI) of PLA and its master batches were determined by gel permeation chromatography (GPC) using a 1260 Infinity device (Agilent Technologies, Santa Clara, CA, USA). The mobile phase was hexafluoro-2-isopropanol (HFIP) containing 0.19% sodium trifluoroacetate. We prepared filtered solutions containing 5 mg samples and injected them into a 7 µm modified silica column. We used a standard polymethyl methacrylate polymer (1.0 × 105 g/mol) for calibration.
2.7. Characterization of Yarn
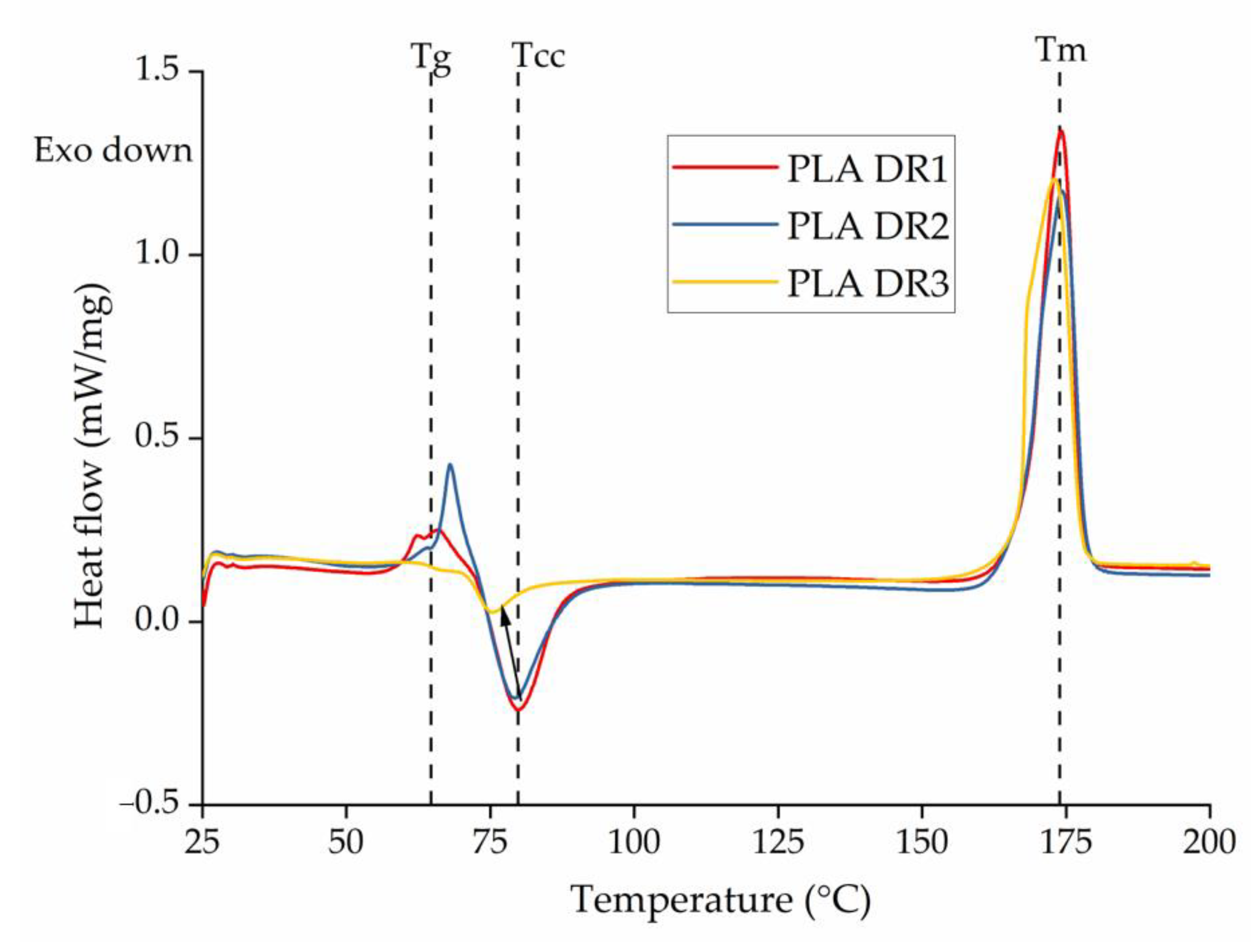
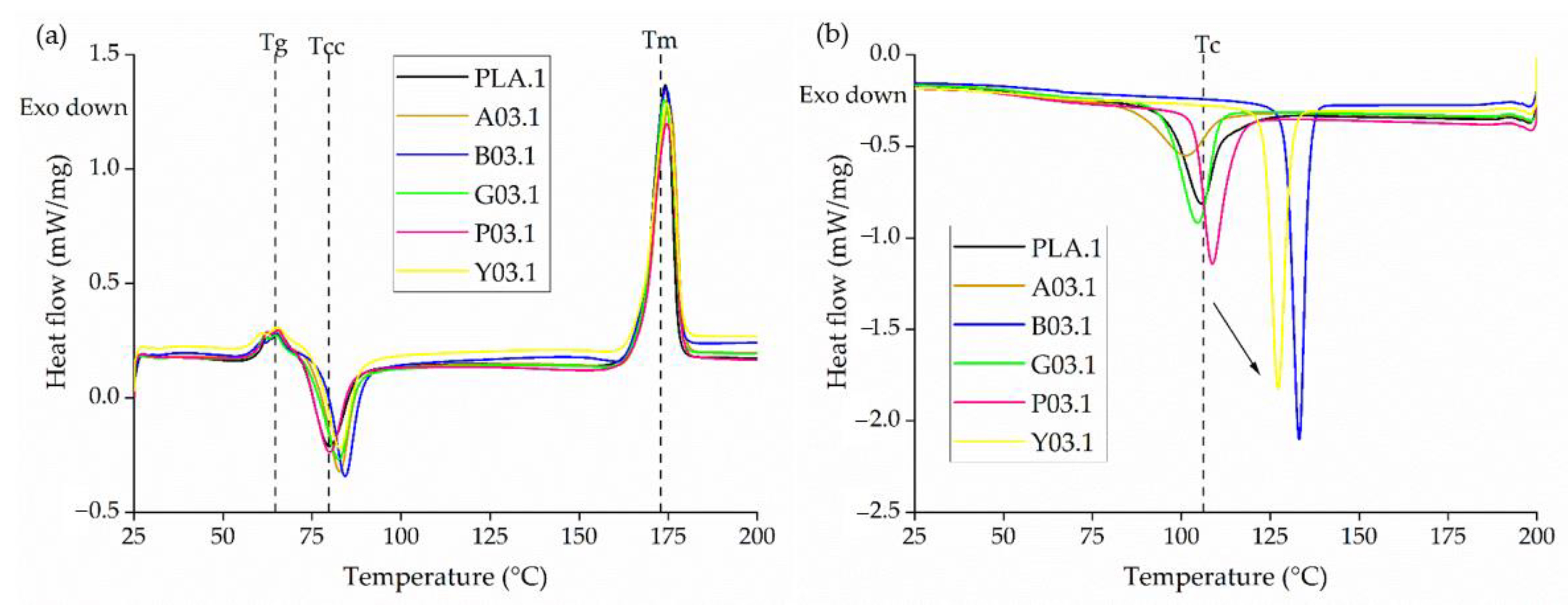
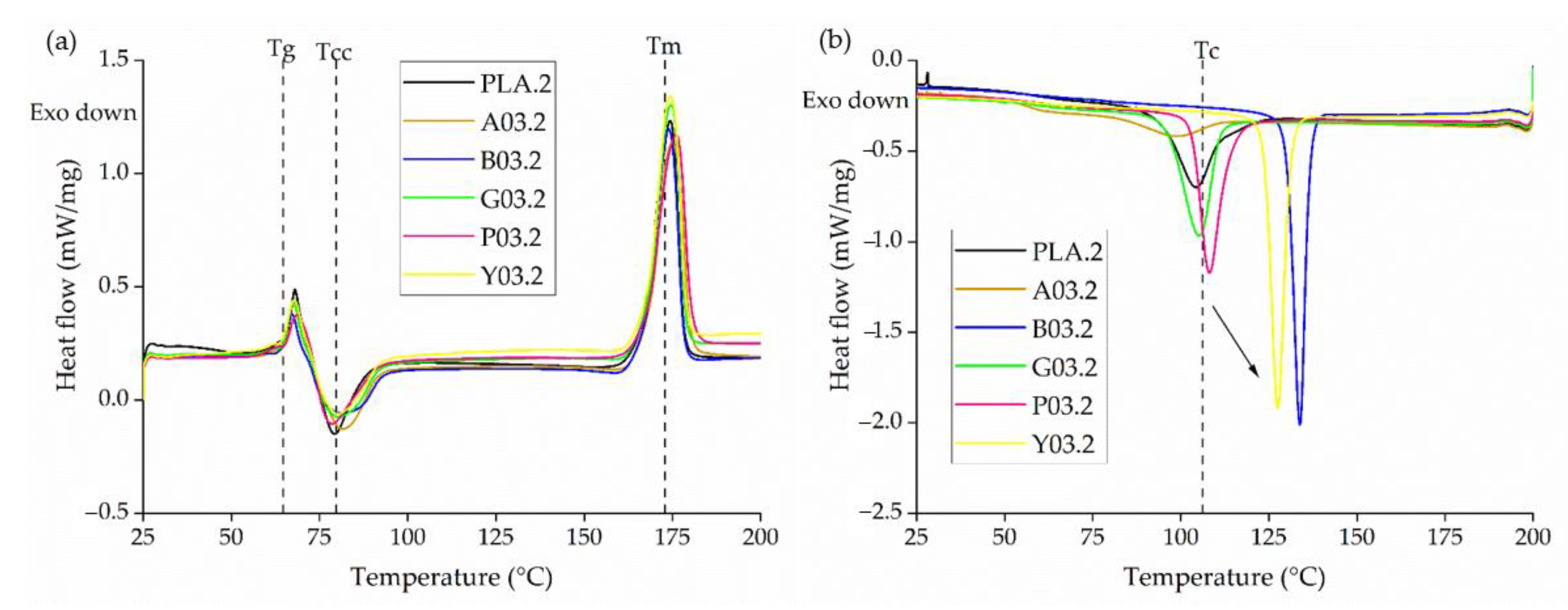
DSC over the range 35 to 200 °C was used to determine the effect of colorants, their weight percentage, and the drawing parameters on the thermal transitions of PLA yarn. We measured the T
g, T
m, and T
cc and the degree of crystallinity (X
c) of pure PLA and dyed PLA yarns. The melting enthalpy of 100% crystalline PLA is 93.7 J/g [
28,
29,
30].
The yarn linear density (weight per length) was measured according to DIN EN ISO 1973, and mechanical properties (tenacity and elongation) were measured using a ZwickLine Z2.5 instrument (Zwick Roell, Ulm, Germany) according to DIN EN ISO 2062. A starting length (L0) of 200 mm was used, and the test was carried out at 200 mm/min. All tests were carried out in triplicate.
Commission Internationale de l’Eclairage (CIE) L*a*b* color coordinates were measured using a PCE CSM 7 colorimeter (PCE Instruments, Palm Beach, FL, USA) according to EN ISO 11664-4. An aperture size of 4 mm was used. L* is the lightness index and can vary from 0 (black) to 100 (white); a higher negative a* value indicates a stronger green color; a higher positive a* value indicates a stronger red color. Similarly, a higher negative b* value indicates a stronger blue color, and a higher positive b* value indicates a stronger yellow color.
The ultraviolet (UV) light stability of the colorants in dyed yarns was measured using a blue wool scale (BWS) test according to ISO 105-B02. We exposed the samples to UVA light (0.68 W/m2) at 340 nm and 50 °C. We prepared sample swatches from the yarn dyed with 0.3% (w/w) of each colorant, and the CIE L*a*b* coordinates were measured on the left, middle, and right. The middle part of the sample was always covered to prevent UV exposure. Samples showing a visual change at level 4 of the grayscale were given a preliminary score. The left part was then covered. The test was continued, and a final score was given when the right part matched level 3 of the grayscale. After 130 h, we evaluated the effect of the UV on the samples. At this point, we graded light-fastness against the BWS and assigned a score between 1 (very poor) and 8 (excellent).
2.8. Characterization of Knitted Fabric
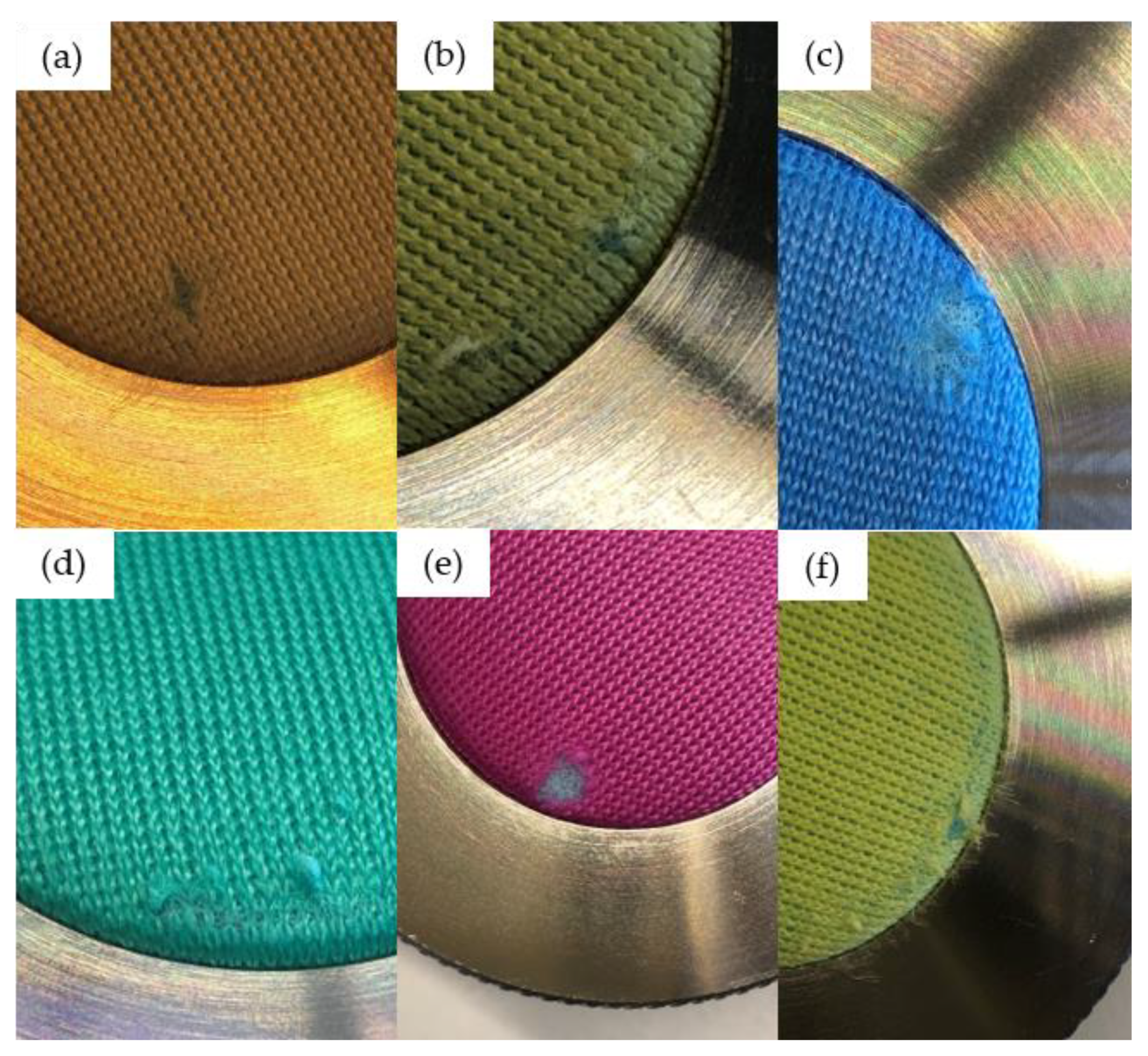
The effect of the colorants on the air permeability and water vapor permeability of knitted fabrics was investigated using an FX 3300 tester (Textest Instruments, Schwerzenbach, Switzerland) and Permetest (Sensora, Liberec, Czech Republic). Air permeability was measured on all knitted fabrics with an air pressure of 200 Pa and a test area of 20 cm2 according to DIN EN ISO 9237. Water vapor permeability was measured according to DIN EN ISO 11092. Abrasion resistance was measured using an AquAbrasion 1819 Martindale abrasion test device (James Heal, Sterling, VA, USA). The test was carried out according to DIN EN ISO 12947-2 with 15,000 cycles. After 1000, 2000, 3000, 4000, 5000, 7500, and 10,000 cycles, the test was stopped, and images were captured to record the abrasion of the knitted fabric. The CIE L*a*b* color coordinates of the fabric were also measured, according to the procedure mentioned above, before, and after the Martindale test to determine the abrasion resistance of the colorants. Five samples of each knitted fabric were tested at a nominal pressure of 12 kPa.
4. Conclusions
We investigated the effect of colorants on the structure and properties of dope-dyed PLA yarn and fabric. We produced master batches of PLA containing 5% (w/w) of each colorant using a twin-screw compounder and generated PLA yarns containing up to 0.3% (w/w) of the colorants using a pilot-scale melt spinning machine. This is a more efficient and less environmentally harmful approach to dye thermolabile biopolymers such as PLA. During spinning, we kept the winding speed constant but varied the melt composition and SSD ratio to investigate the effect of these parameters on the properties of PLA yarns. First, we analyzed the thermal properties and morphology of the colorants and found that no thermal transition occurred below the spinning temperature of 200 °C. We then analyzed the master batches to investigate the effect of colorants on the rheological and thermal properties of PLA, including its degradation. We observed that the presence of 5% (w/w) of the colorants led to an increase in viscosity. Furthermore, alizarin and the blue 15:1 and yellow 155 pigments showed nucleating activity. No change in molecular weight was observed in the master batches, suggesting the absence of PLA degradation. FTIR spectra revealed the possibility of hydrogen bonding between PLA and the colorants, which facilitated their distribution in the PLA matrix, as confirmed by SEM.
The mechanical testing of pure PLA yarns and yarns containing up to 0.3% (w/w) of the colorants spun at different drawing speeds revealed that the mechanical properties were affected most by the drawing speed, while the colorant had a negligible effect. Increasing the SSD ratio from 1 to 3 at a constant winding speed caused the tenacity of the yarn to increase by ~50%. DSC also revealed that drawing had a stronger influence on the degree of crystallinity of the yarns, but the colorant had no effect even if it acted as a nucleating agent. This may reflect the slow cooling rate during DSC (10 °C/min) compared to >200 °C/s during melt spinning, which is too rapid for nucleation to affect crystallization. Interestingly, the Tcc declined with increasing SSD ratio, suggesting that crystallization accelerates when there is already inherent orientation present in the processed yarn.
The BWS test revealed that all five colorants are UV-resistant. Furthermore, the incorporation of colorants had no effect on air permeability or water vapor permeability. The Martindale abrasion test revealed that the fabrics were suitable for decorative use. In conventional exhaust dyeing, the dyeing temperature and duration influence the mechanical properties, crystallinity, and the other physical aspects of knitted fabrics. In contrast, dope dyeing had little impact, allowing a greater degree of control over the yarn and fabric properties by modifying the process parameters. We also found that the potentially biobased colorant alizarin and the biobased pink PR122 pigment perform as well as the commercial colorants. We conclude that dope dyeing with colorants can be a sustainable alternative to conventional exhaust dyeing and offers better control of yarn properties.


 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




