
Calcium-Lignosulfonate-Filled Rubber Compounds Based on NBR with Enhanced Physical–Mechanical Characteristics

 ,
,  and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Methods
2.2.1. Preparation and Curing of Rubber Compounds
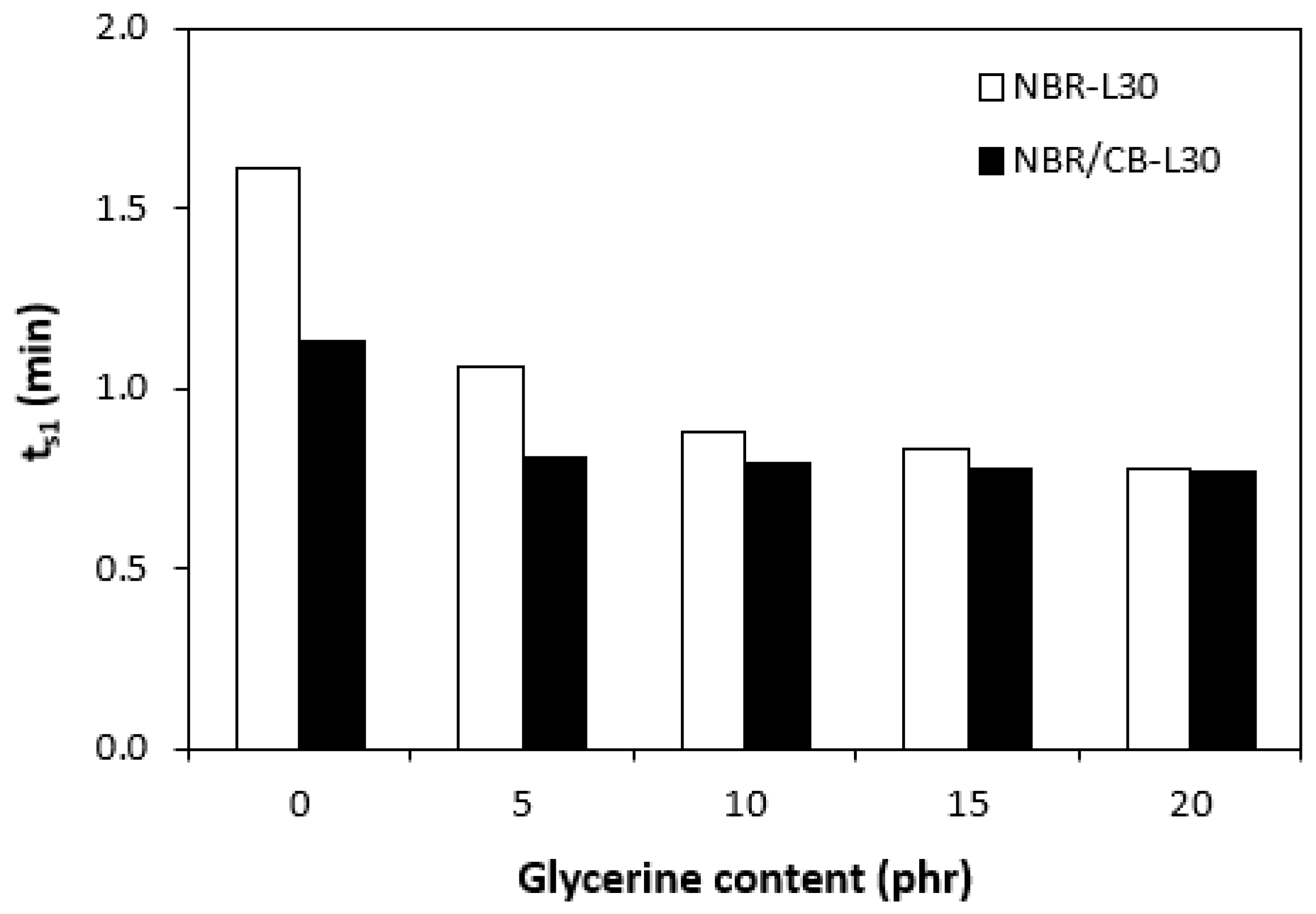
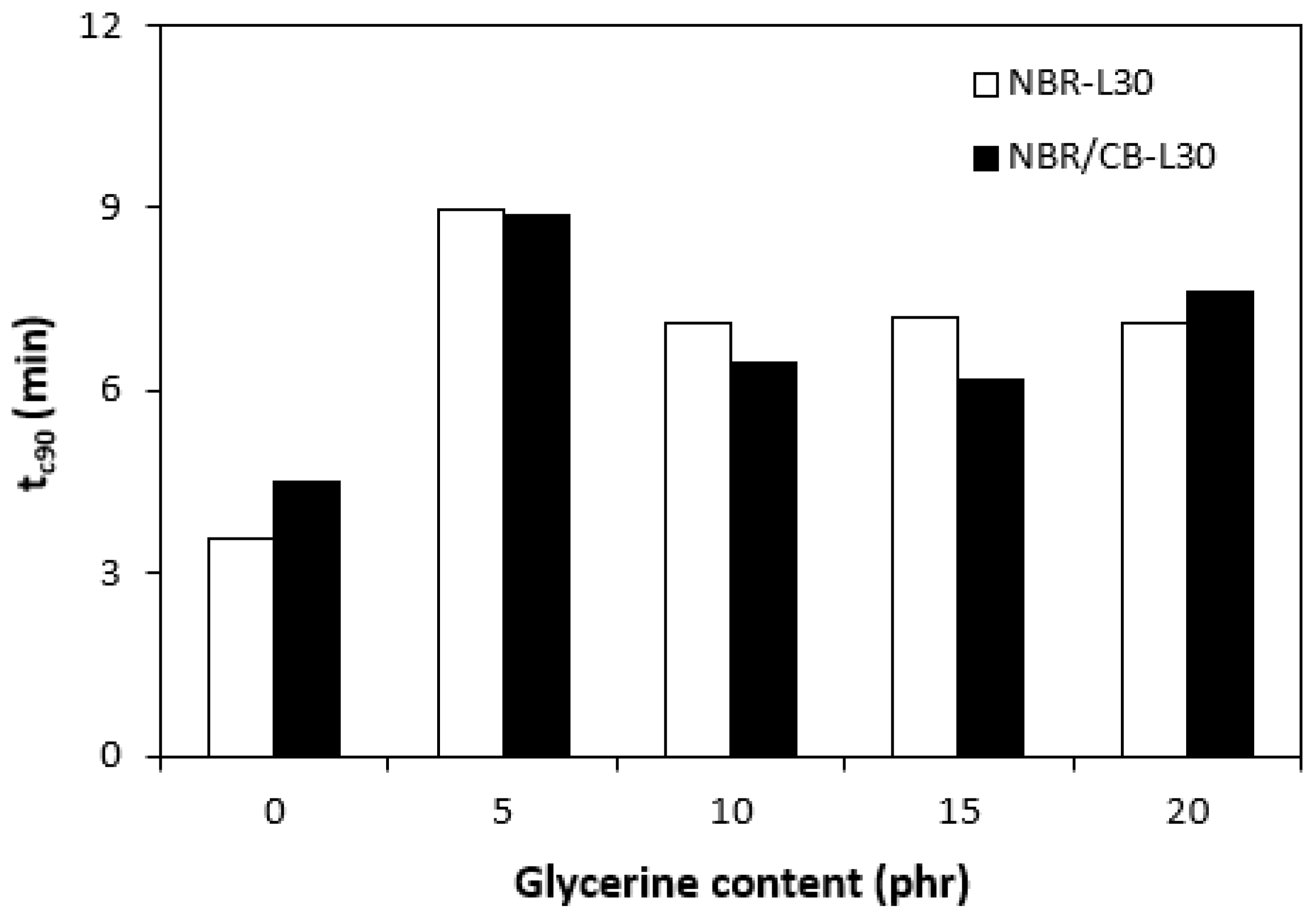
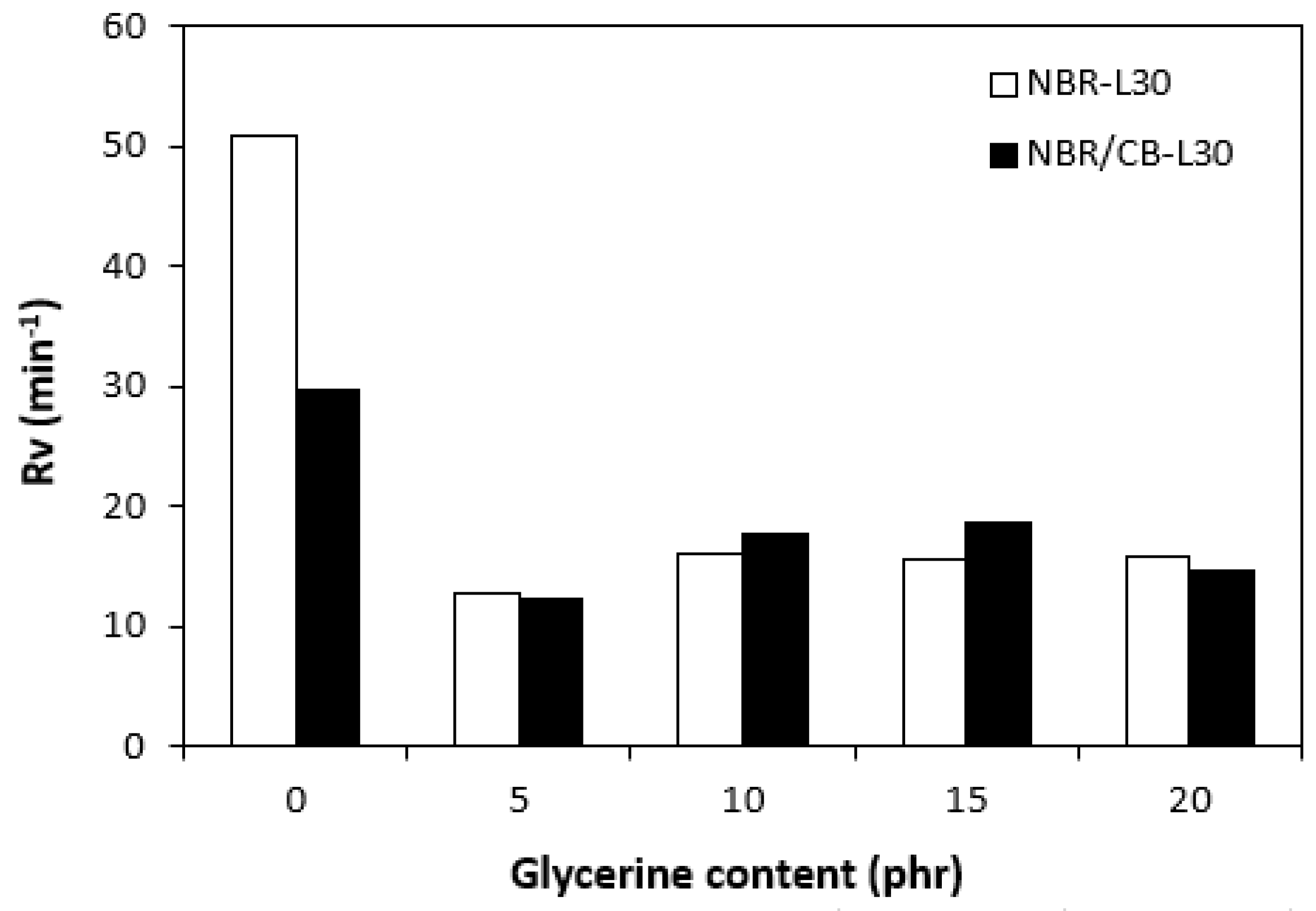
2.2.2. Determination of Curing Characteristics
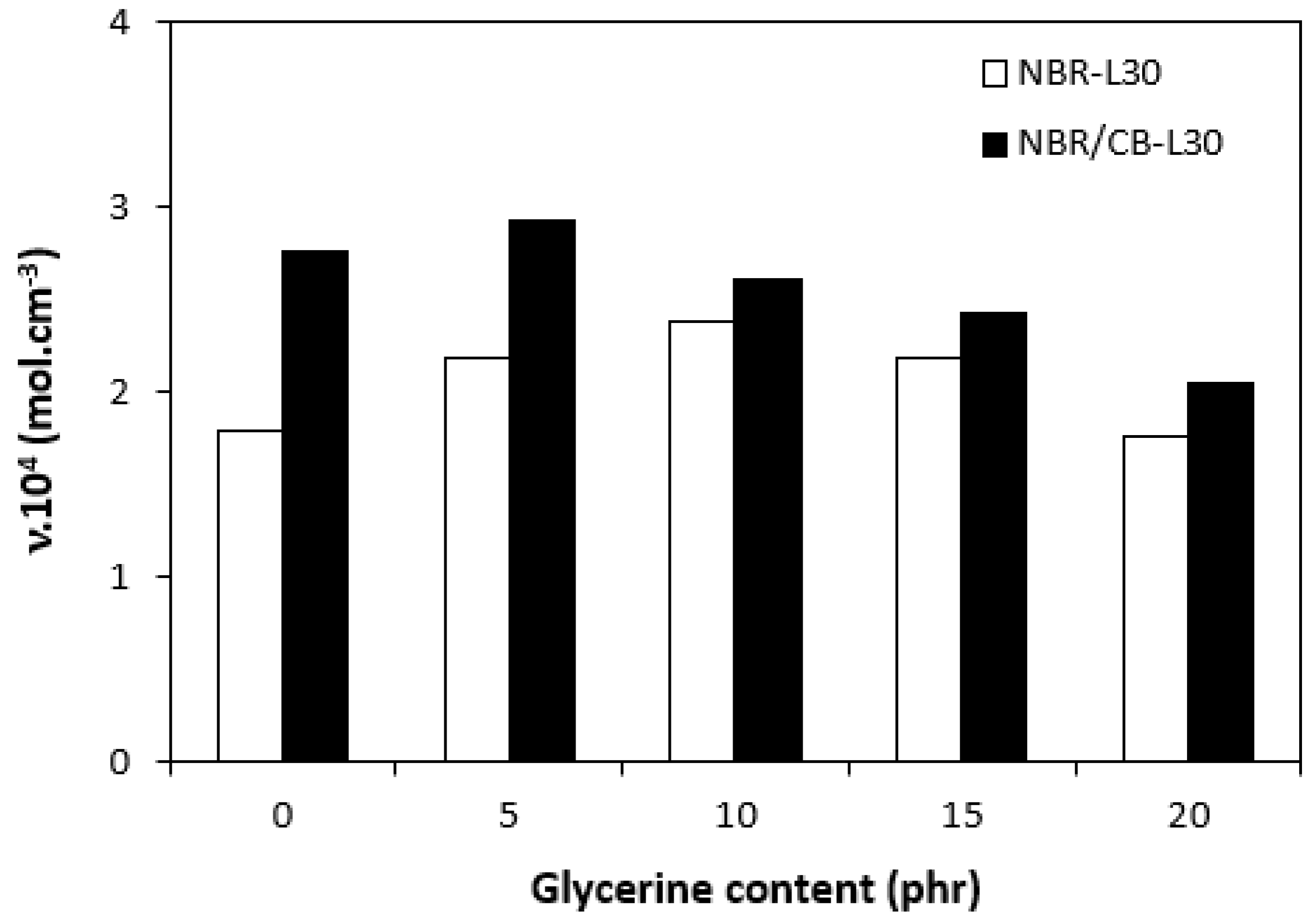
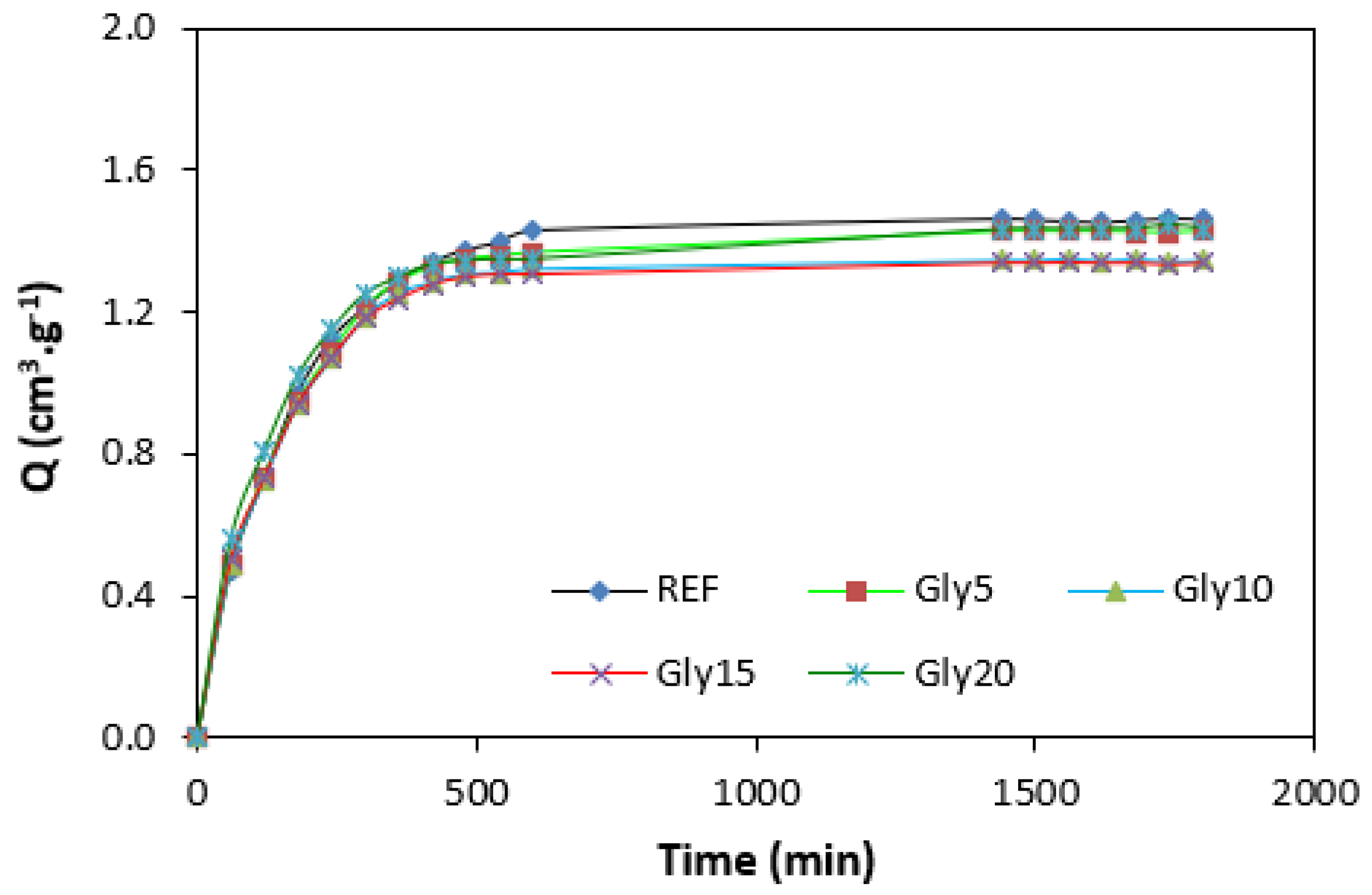
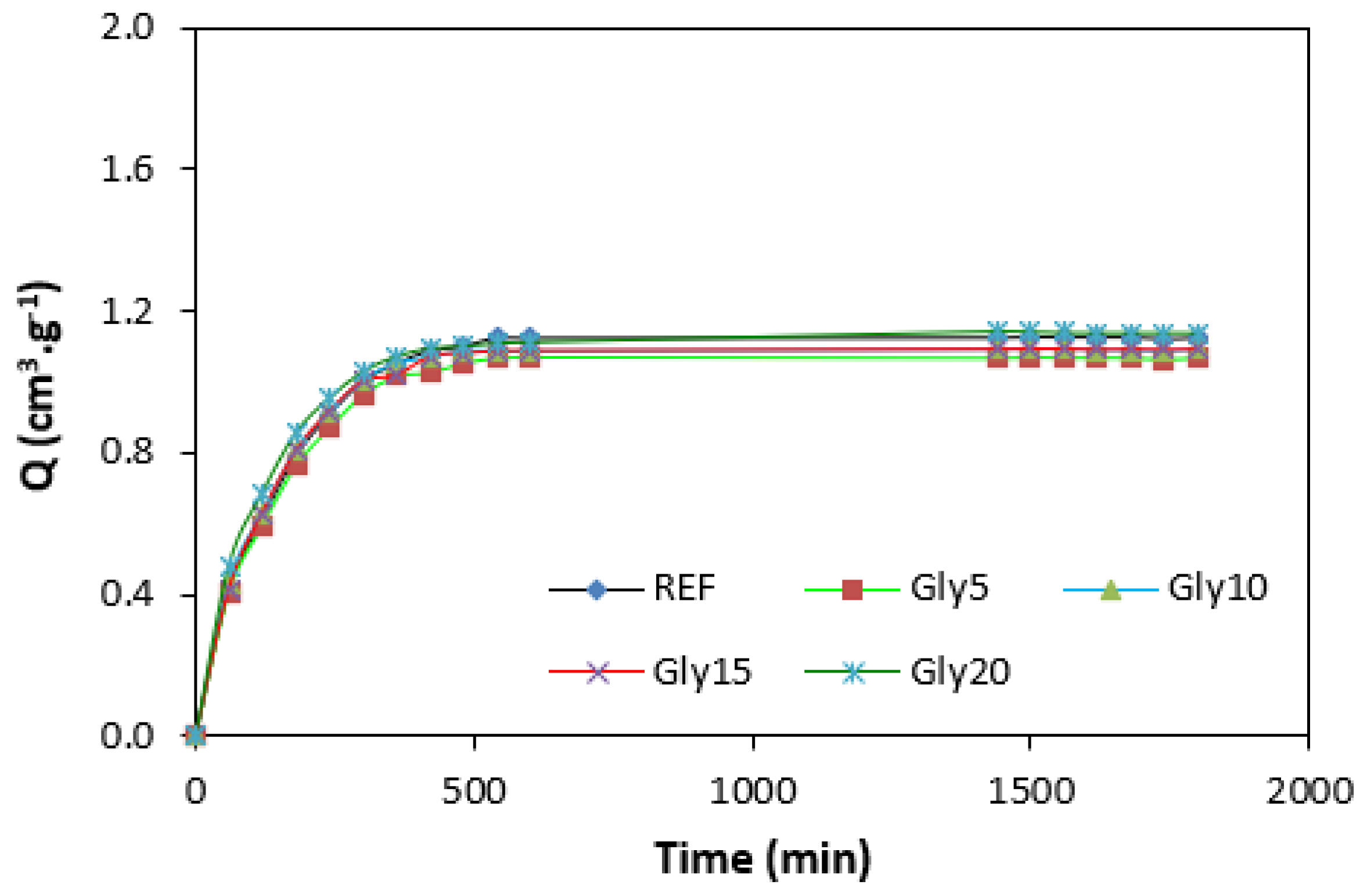
2.2.3. Determination of Cross-Link Density
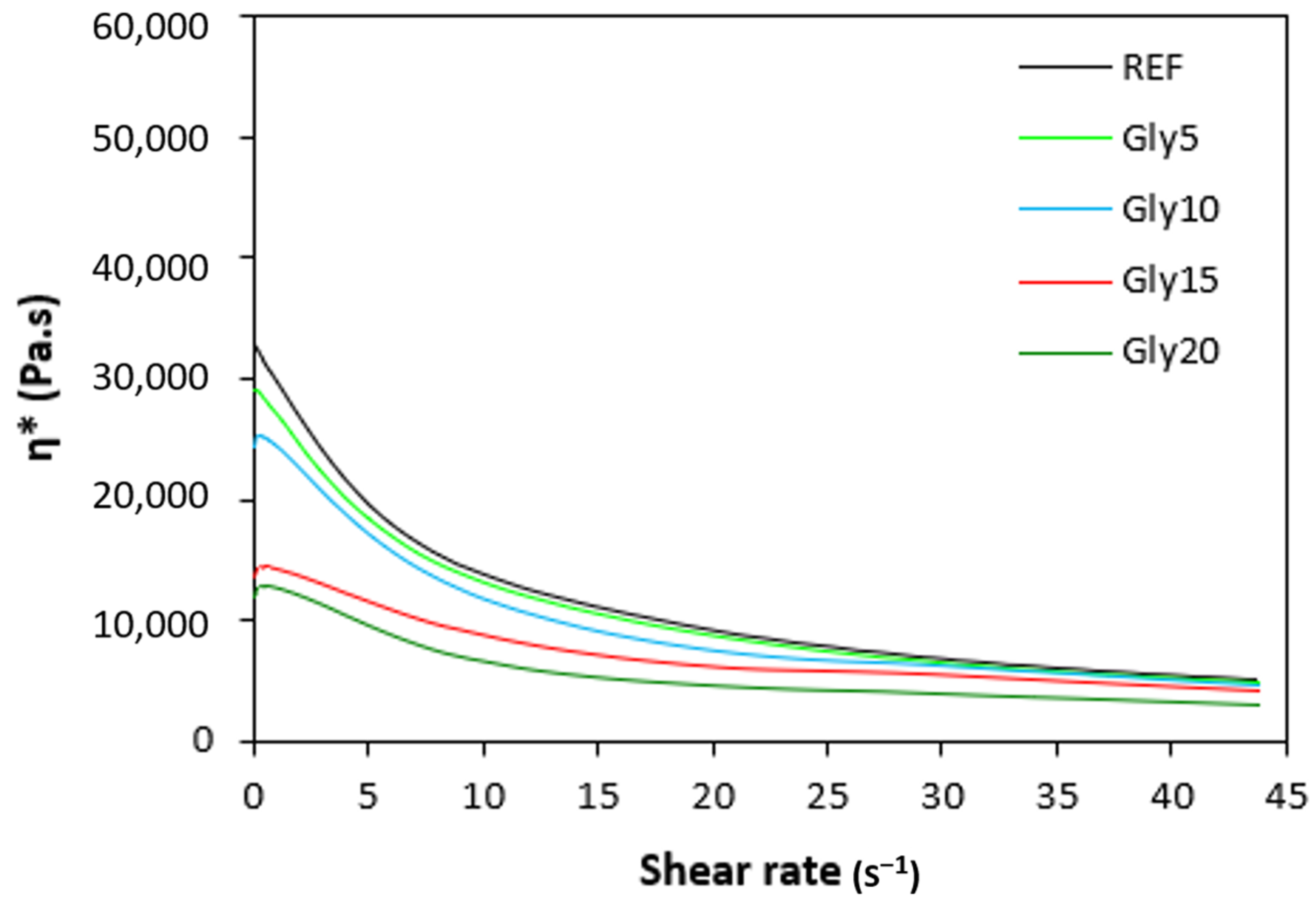
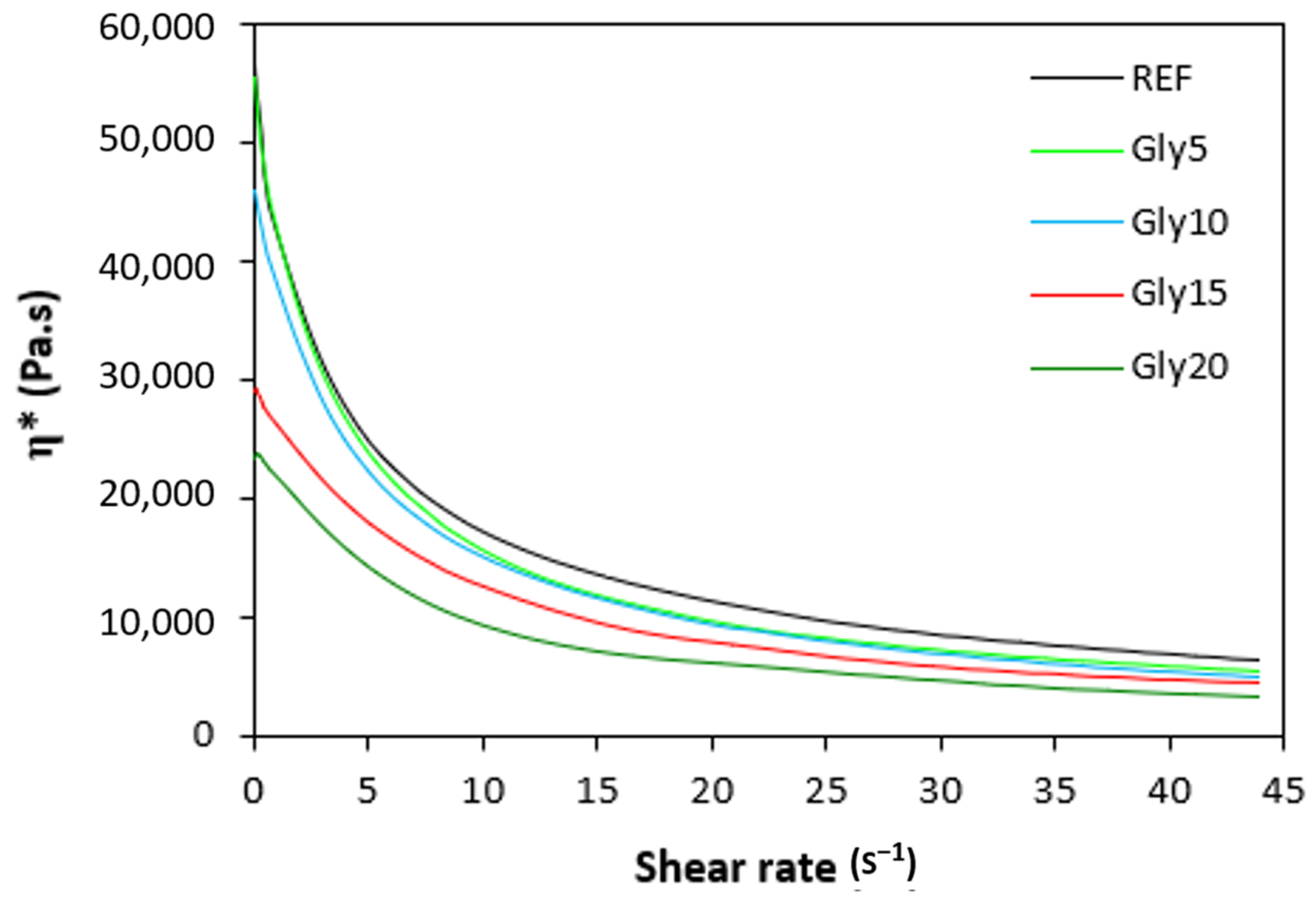
2.2.4. Rheological Measurements
2.2.5. Investigation of Physical–Mechanical Characteristics
2.2.6. Microscopic Analysis
3. Results and Discussion
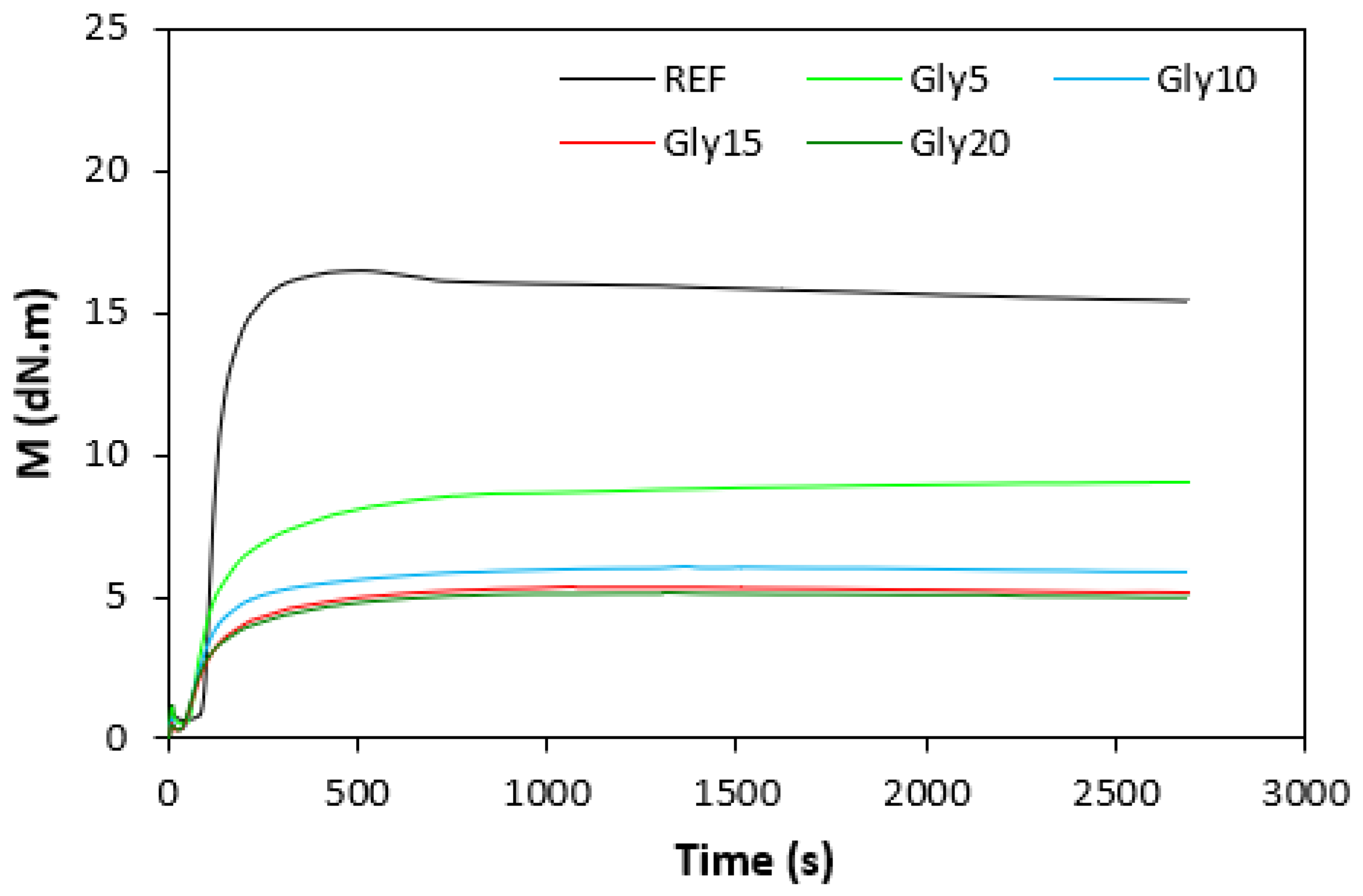
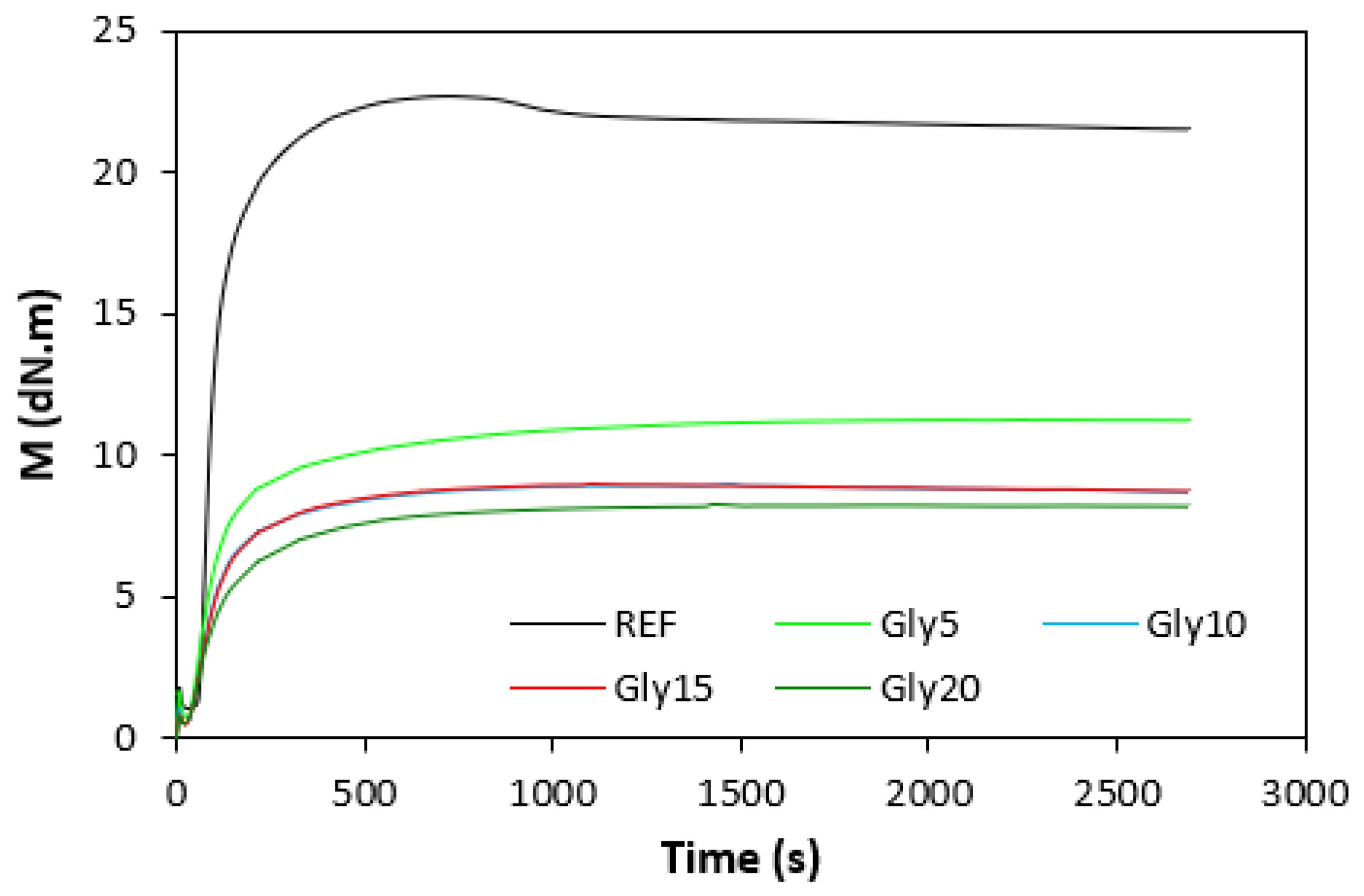
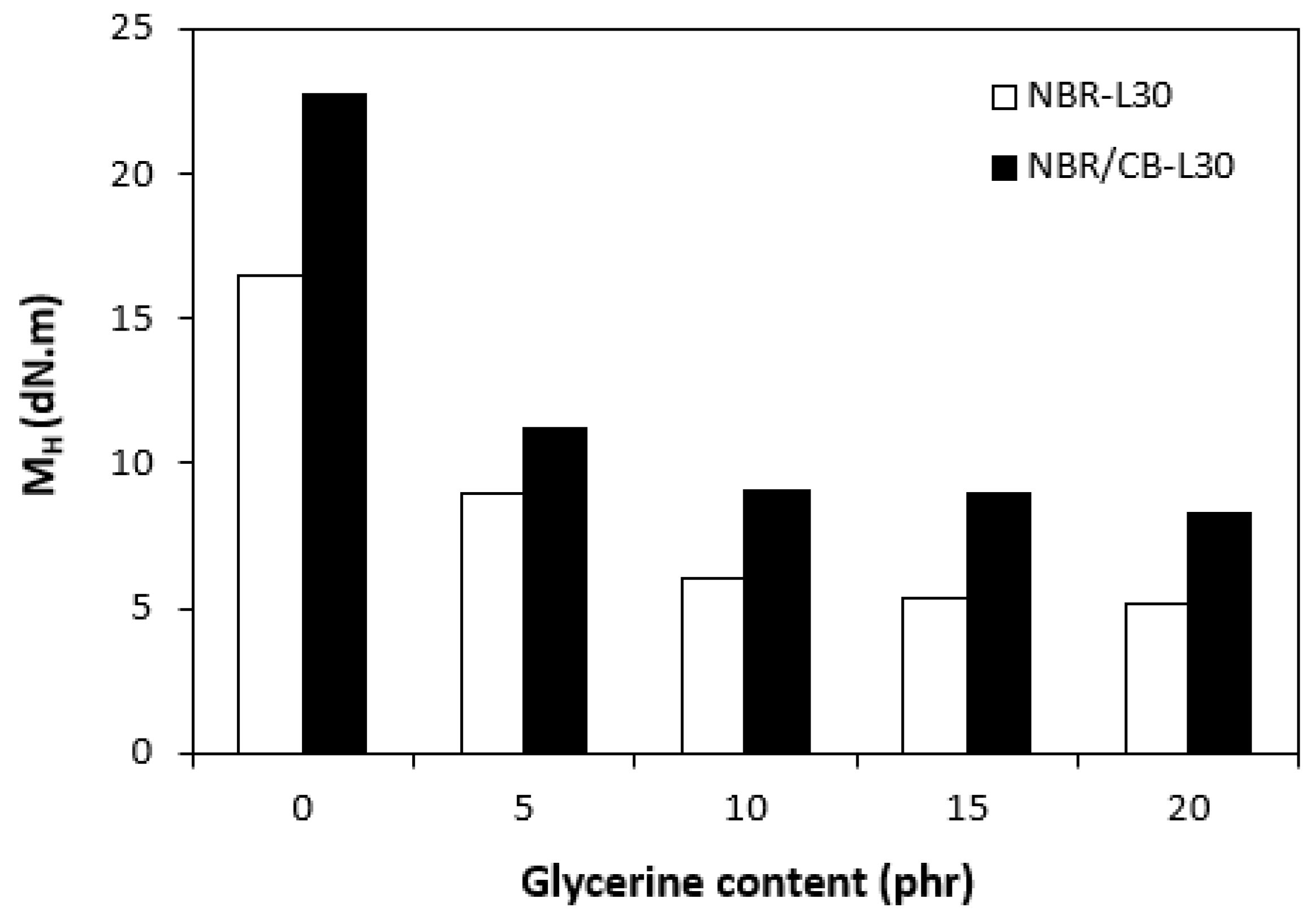
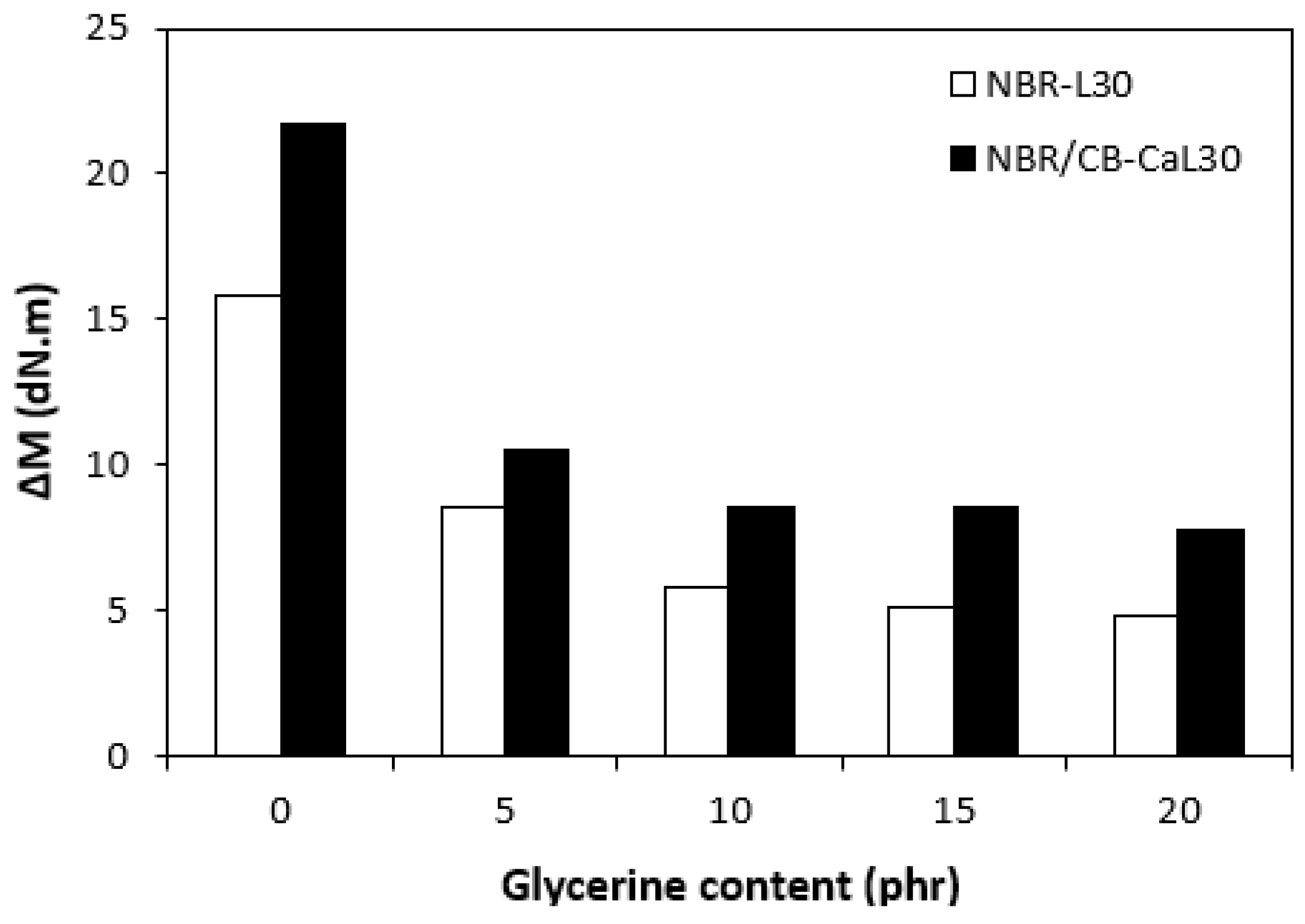
3.1. Curing Process and Cross-Link Density
3.2. Rheological Measurements
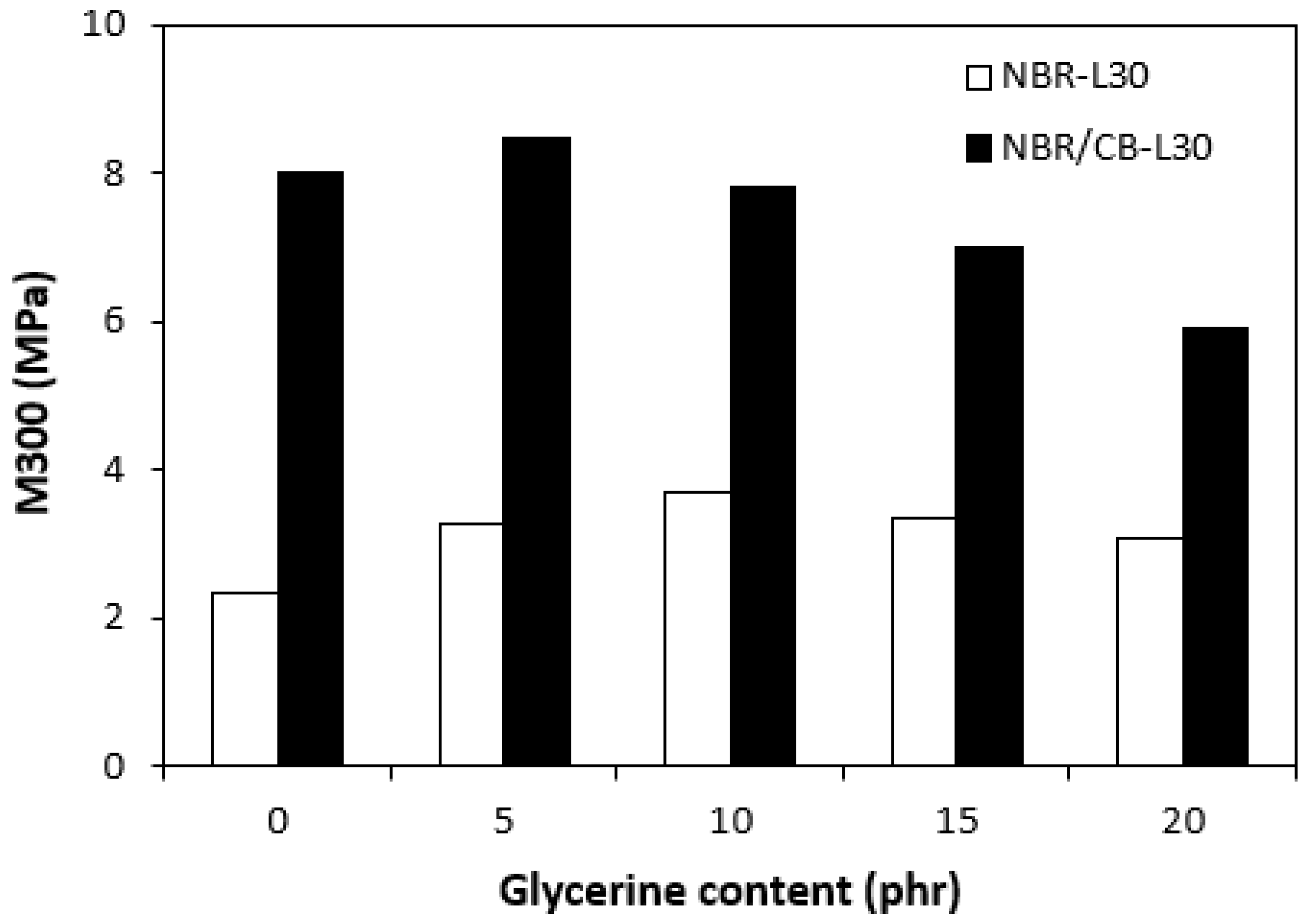
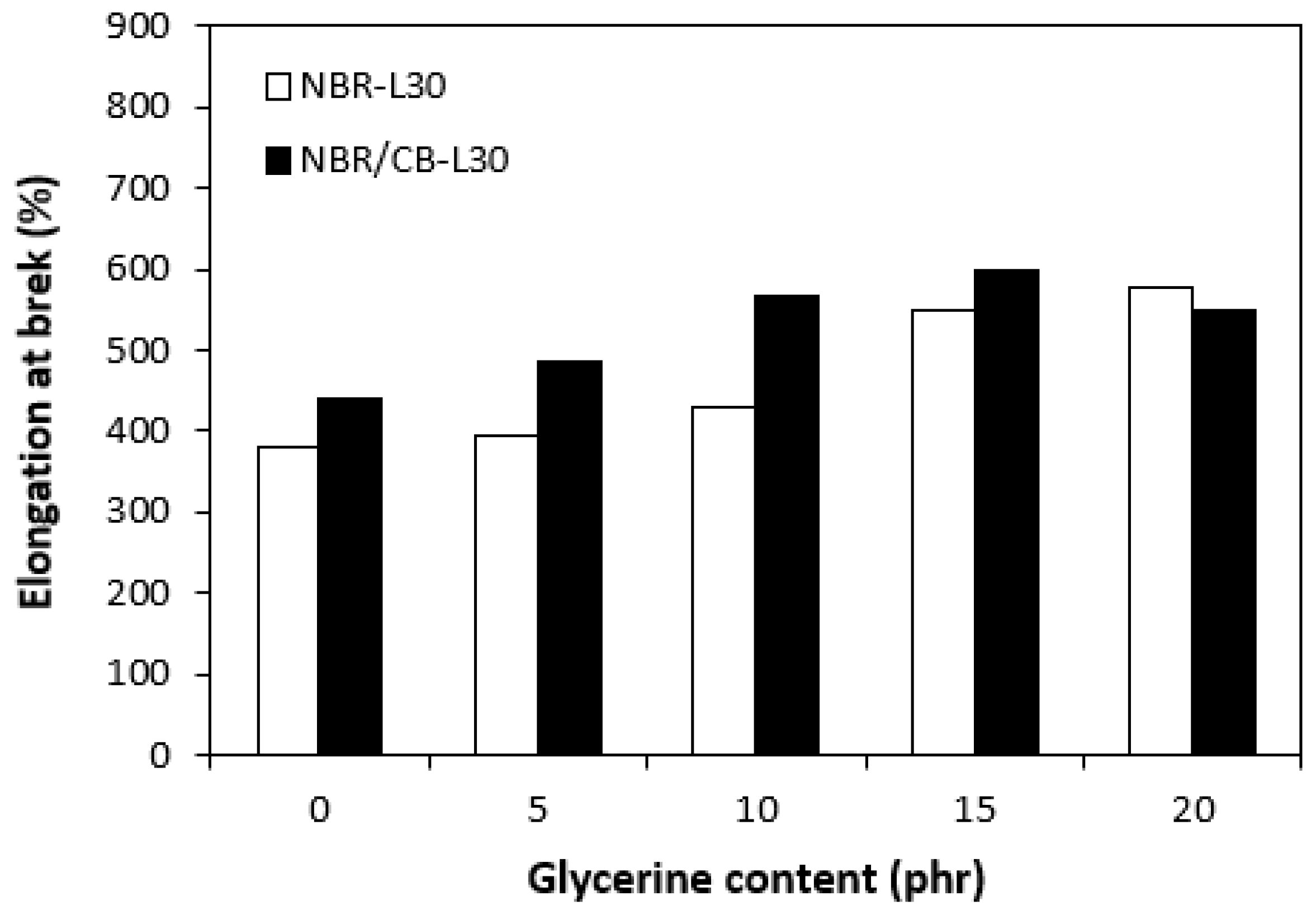
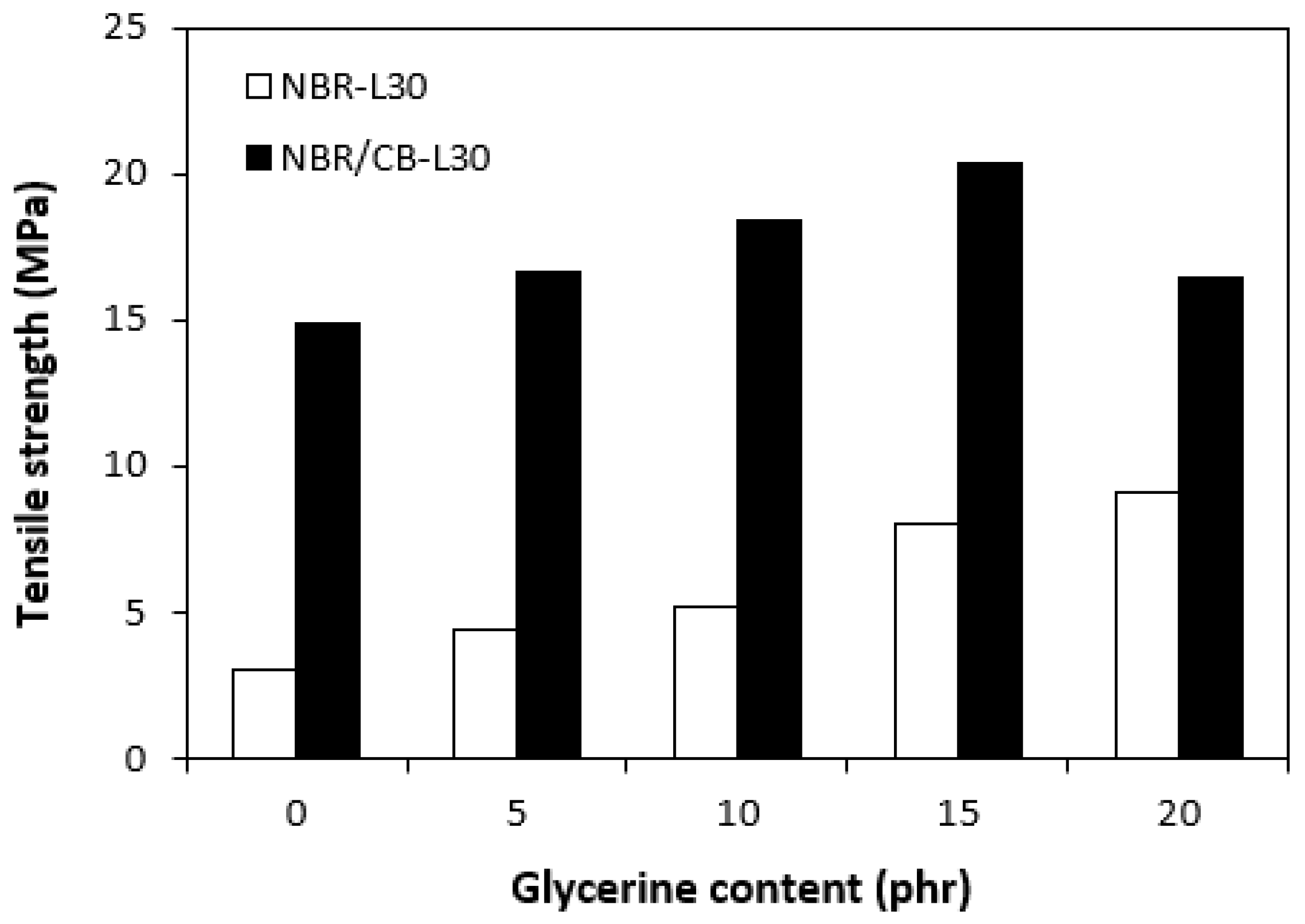
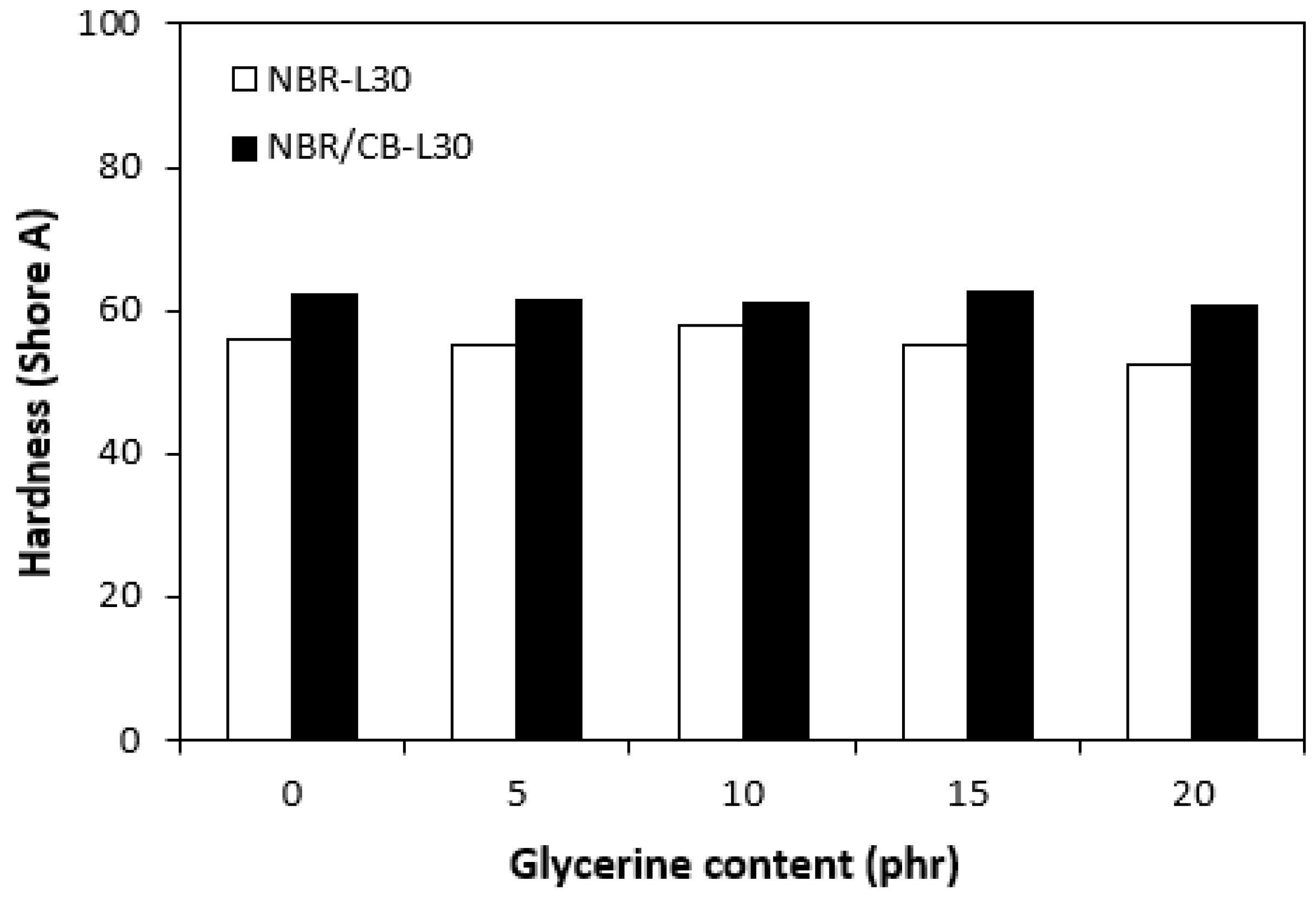
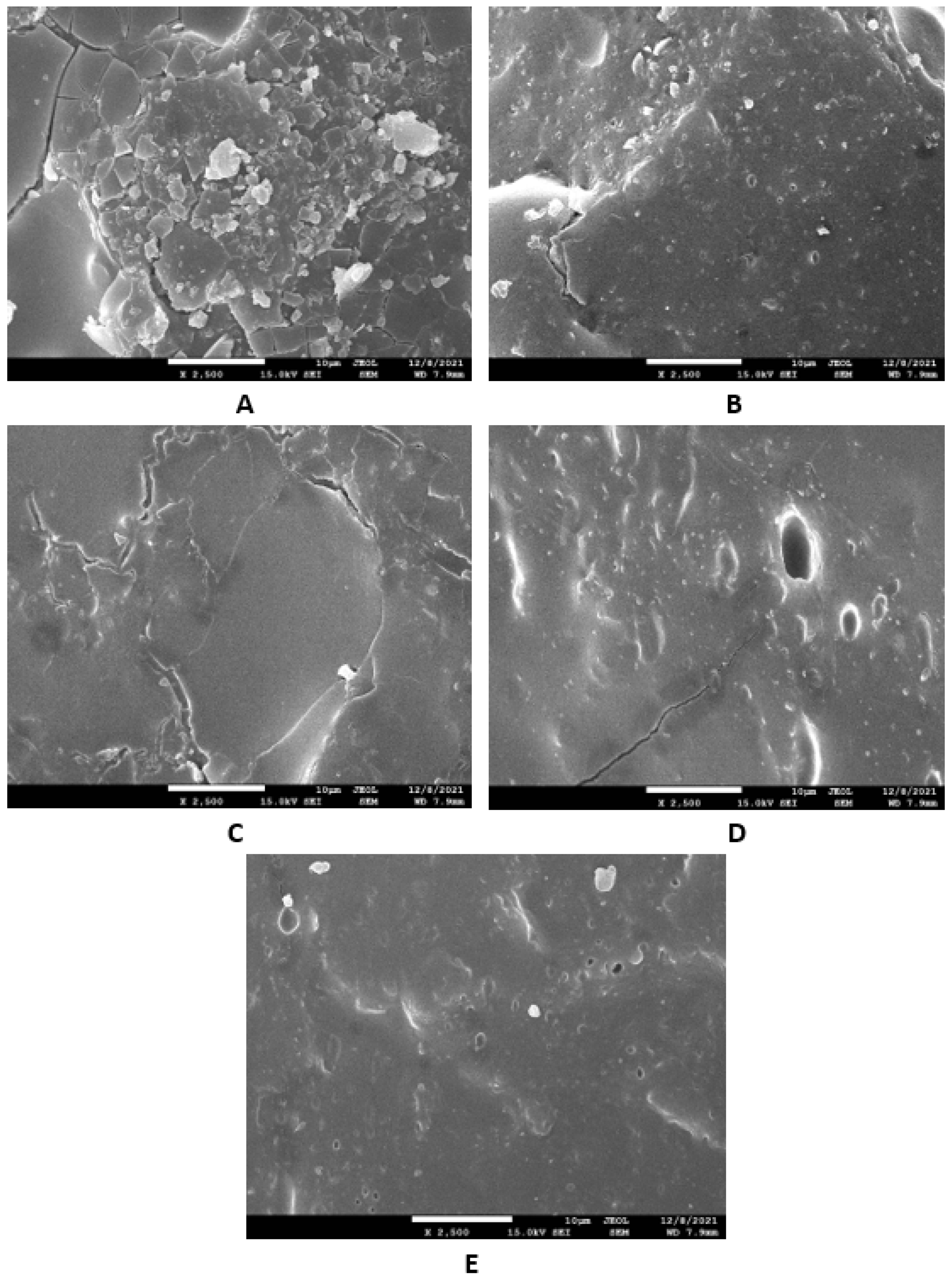
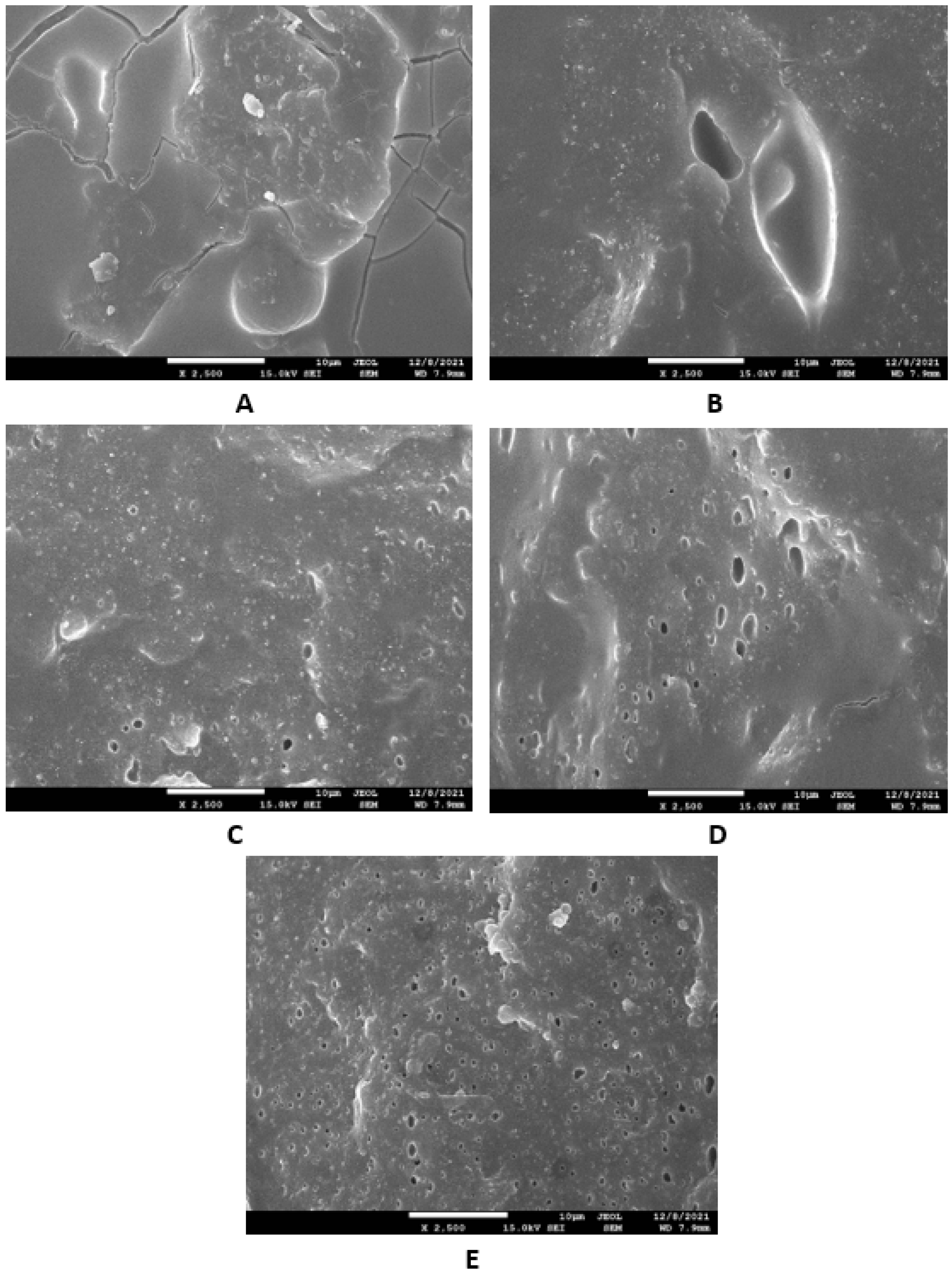
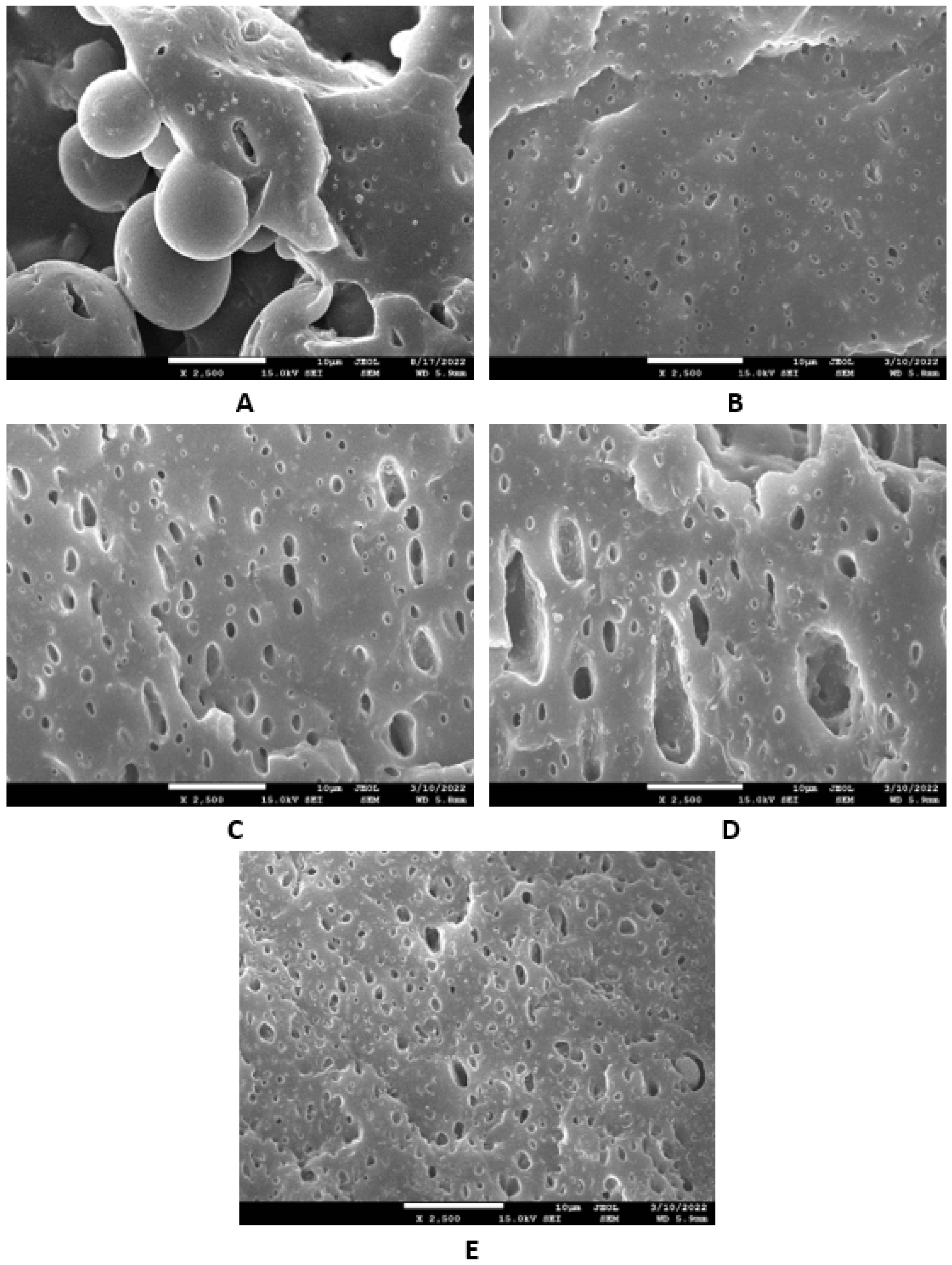
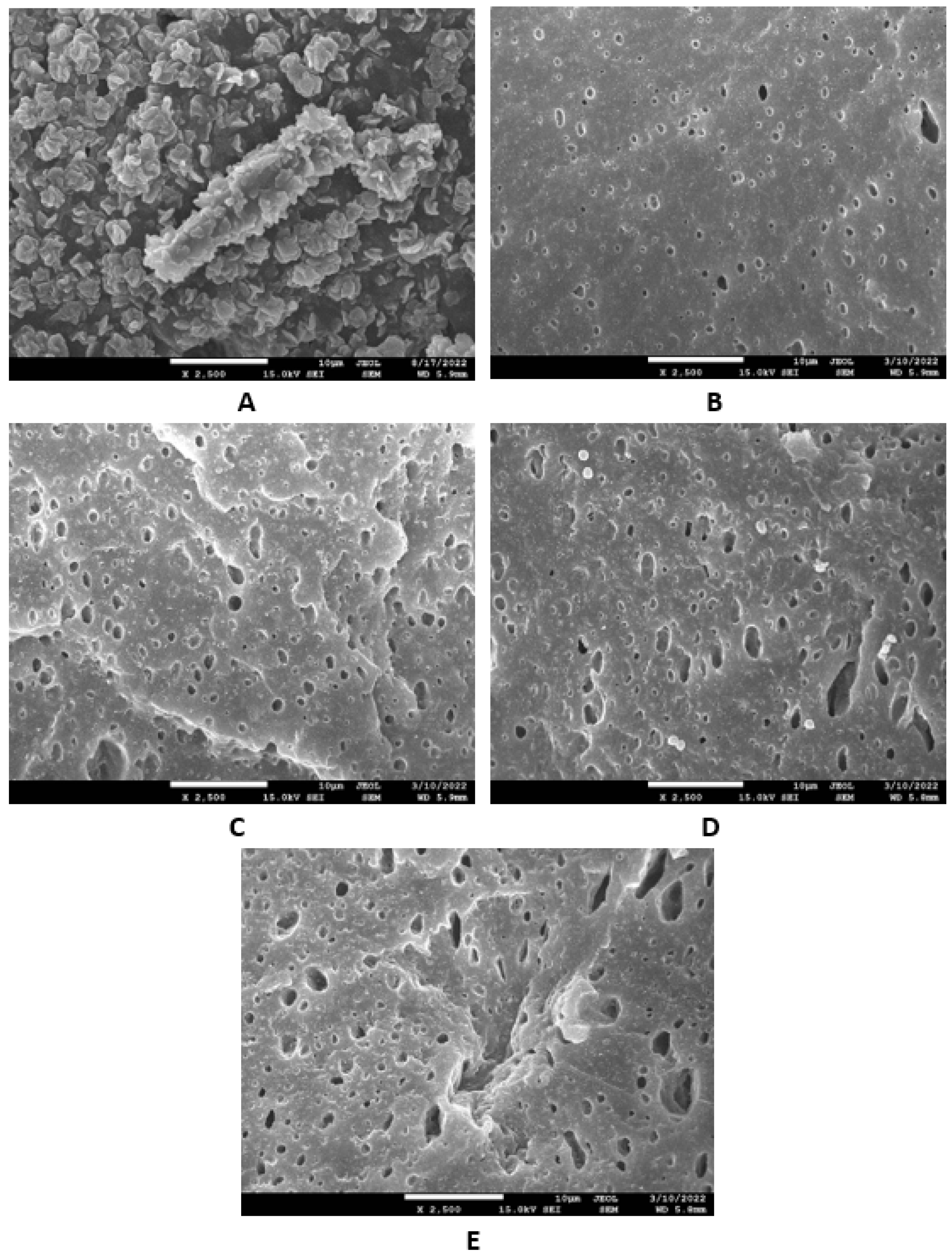
3.3. Physical–Mechanical Properties and Morphologies
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Khan, A.; Nair, V.; Colmenares, J.C.; Gläser, R. Lignin-Based Composite Materials for Photocatalysis and Photovoltaics. Top. Curr. Chem. 2018, 376, 20. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Guan, M.; Li, C.; Shan, X.; Chen, F.; Wang, S.; Dixon, R.A.; Zhao, Q. Dual Mechanisms of Coniferyl Alcohol in Phenylpropanoid Pathway Regulation. Front. Plant Sci. 2022, 13, 896540. [Google Scholar] [CrossRef]
- Kramer, C.A.C.; da Silva, A.R.L.; de Lima-Neto, P.; de Carvalho, L.S. Computational approach in lignin structural models: Influence of non-covalent intramolecular interactions on βO4 bond properties. J. Mol. Struct. 2022, 1251, 131938. [Google Scholar] [CrossRef]
- Bahl, K.; Jana, S.C. Surface modification of lignosulfonates for reinforcement of styrene-butadiene rubber compounds. J. Appl. Polym. Sci. 2014, 131, 40123. [Google Scholar] [CrossRef]
- Antonino, L.D.; Gouveia, J.R.; de Sousa Júnior, R.R.; Garcia, G.E.S.; Gobbo, L.C.; Tavares, L.B.; dos Santos, D.J. Reactivity of aliphatic and phenolic hydroxyl groups in Kraft lignin towards 4,4′ MDI. Molecules 2021, 26, 2131. [Google Scholar] [CrossRef] [PubMed]
- Laurichesse, S.; Avérous, L. Chemical modification of lignins: Towards biobased polymers. Prog. Polym. Sci. 2014, 39, 1266–1290. [Google Scholar] [CrossRef]
- Wang, H.-M.; Yuan, T.-Q.; Song, G.-Y.; Sun, R.-C. Advanced and versatile lignin-derived biodegradable composite film materials toward a sustainable world. Green Chem. 2021, 23, 3790–3817. [Google Scholar] [CrossRef]
- Domenek, S.; Louaifi, A.; Guinault, A.; Baumberger, S. Potential of Lignins as Antioxidant Additive in Active Biodegradable Packaging Materials. J. Polym. Environ. 2013, 21, 692–701. [Google Scholar] [CrossRef] [Green Version]
- Sugiarto, S.; Leow, Y.; Li Tan, C.; Wang, G.; Kai, D. How far is Lignin from being a biomedical material? Bioact. Mater. 2022, 8, 71–94. [Google Scholar] [CrossRef]
- Roy, K.; Debnath, S.C.; Potiyaraj, P. A Review on Recent Trends and Future Prospects of Lignin Based Green Rubber Composites. J. Polym. Environ. 2020, 28, 367–387. [Google Scholar] [CrossRef]
- Verdini, F.; Gaudino, E.C.; Canova, E.; Tabasso, S.; Behbahani, P.J.; Cravotto, G. Lignin as a Natural Carrier for the Efficient Delivery of Bioactive Compounds: From Waste to Health. Molecules 2022, 27, 3598. [Google Scholar] [CrossRef] [PubMed]
- Yu, O.; Kim, K.H. Lignin to Materials: A Focused Review on Recent Novel Lignin Applications. Appl. Sci. 2020, 10, 4626. [Google Scholar] [CrossRef]
- Ganewatta, M.S.; Lokupitiya, H.N.; Tang, C. Lignin Biopolymers in the Age of Controlled Polymerization. Polymers 2019, 11, 1176. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kun, D.; Pukánszky, B. Polymer/lignin blends: Interactions, properties, applications. Eur. Polym. J. 2017, 93, 618–641. [Google Scholar] [CrossRef] [Green Version]
- Jardim, J.M.; Hart, P.W.; Lucia, L.A.; Jameel, H.; Chang, H.-M. The Effect of the Kraft Pulping Process, Wood Species, and pH on Lignin Recovery from Black Liquor. Fibers 2022, 10, 16. [Google Scholar] [CrossRef]
- Ruwoldt, J. A critical review of the physicochemical properties of lignosulfonates: Chemical structure and behavior in aqueous solution, at surfaces and interfaces. Surfaces 2020, 3, 622–648. [Google Scholar] [CrossRef]
- Aro, T.; Fatehi, P. Production and Application of Lignosulfonates and Sulfonated Lignin. Chemsuschem 2017, 10, 1861–1877. [Google Scholar] [CrossRef] [Green Version]
- Vishtal, A.; Kraslawski, A. Challenges in industrial applications of technical lignins. BioResources 2011, 6, 3547–3568. [Google Scholar] [CrossRef]
- Abid, U.; Gill, Y.Q.; Irfan, M.S.; Umer, R.; Saeed, F. Potential applications of polycarbohydrates, lignin, proteins, polyacids, and other renewable materials for the formulation of green elastomers. Int. J. Biol. Macromol. 2021, 181, 1–29. [Google Scholar] [CrossRef]
- Mili, M.; Hashmi, S.A.R.; Ather, M.; Hada, V.; Markandeya, N.; Kamble, S.; Mohapatra, M.; Rathore, S.K.S.; Srivastava, A.K.; Verma, S. Novel lignin as natural-biodegradable binder for various sectors—A review. J. Appl. Polym. Sci. 2022, 139, e51951. [Google Scholar] [CrossRef]
- Qin, Z.; Liu, H.-M.; Gu, L.-B.; Sun, R.-C.; Wang, X.-D. Lignin as a Natural Antioxidant: Property-Structure Relationship and Potential Applications. In Reactive and Functional Polymers; Gutiérrez, T.J., Ed.; Springer: Berlin/Heidelberg, Germany, 2020; Volume 1. [Google Scholar] [CrossRef]
- Madyaratri, E.W.; Ridho, M.R.; Aristri, M.A.; Lubis, M.A.R.; Iswanto, A.H.; Nawawi, D.S.; Antov, P.; Kristak, L.; Majlingová, A.; Fatriasari, W. Recent Advances in the Development of Fire-Resistant Biocomposites—A Review. Polymers 2022, 14, 362. [Google Scholar] [CrossRef] [PubMed]
- Gadhave, R.V.; Srivastava, S.; Mahanwar, P.A.; Gadekar, P.T. Lignin: Renewable Raw Material for Adhesive. Open J. Polym. Chem. 2019, 9, 27–38. [Google Scholar] [CrossRef] [Green Version]
- de Carvalho, D.M.; Lahtinen, M.H.; Bhattarai, M.; Lawoko, M.; Mikkonen, K.S. Active role of lignin in anchoring wood-based stabilizers to the emulsion interface. Green Chem. 2021, 23, 9084. [Google Scholar] [CrossRef]
- Wei, D.; Wu, C.; Jiang, G.; Sheng, X.; Xie, Y. Lignin-assisted construction of well-defined 3D graphene aerogel/PEG form-stable phase change composites towards efficient solar thermal energy storage. Sol. Energy Mater. Sol. Cells 2021, 224, 111013. [Google Scholar] [CrossRef]
- Ebers, L.S.; Arya, A.; Bowland, C.; Glasser, W.; Chmely, S.; Naskar, A. 3D printing of lignin: Challenges, opportunities and road onward. Biopolymers 2021, e23431. [Google Scholar] [CrossRef] [PubMed]
- Chowdhury, S.G.; Ghosh, S.; Pal, A.; Pal, K.; Chanda, J.; Samui, B.K.; Bhattacharyya, S.K.; Mukhopadhya, R.; Bandyopadhyay, A. Evaluation of lignin as potential green filler in an optimally designed solution grade styrene–butadiene rubber (SSBR) based tyre tread compound. Plast. Rubber Compos. 2021, 1–12. [Google Scholar] [CrossRef]
- Mohamad Aini, N.A.; Othman, N.; Hussin, M.H.; Sahakaro, K.; Hayeemasae, N. Lignin as alternative reinforcing filler in the rubber industry: A review. Front. Mater. 2020, 6, 329. [Google Scholar] [CrossRef] [Green Version]
- Barana, D.; Ali, S.D.; Salanti, A.; Orlandi, M.; Castellani, L.; Hanel, T.; Zoia, L. Influence of Lignin Features on Thermal Stability and Mechanical Properties of Natural Rubber Compounds. ACS Sustain. Chem. Eng. 2016, 4, 5258–5267. [Google Scholar] [CrossRef]
- Ghosh, A. Organosolv Lignin Improved Thermoplastic Elastomeric Behavior of Polyethylene/Polyisoprene Blend. ACS Omega 2022, 7, 8483–8492. [Google Scholar] [CrossRef]
- Wang, H.; Liu, W.; Huang, J.; Yang, D.; Qiu, X. Bioinspired Engineering towards Tailoring Advanced Lignin/Rubber Elastomers. Polymers 2018, 10, 1033. [Google Scholar] [CrossRef] [Green Version]
- Mohamad Aini, N.A.; Othman, N.; Hussin, M.H.; Sahakaro, K.; Hayeemasae, N. Hydroxymethylation-modified lignin and its effectiveness as a filler in rubber composites. Processes 2019, 7, 315. [Google Scholar] [CrossRef] [Green Version]
- Frigerio, P.; Zoia, L.; Orlandi, M.; Hanel, T.; Castellani, L. Application of Sulphur-Free Lignins as a Filler for Elastomers: Effect of Hexamethylenetetramine Treatment. Bioresources 2013, 9, 1387–1400. [Google Scholar] [CrossRef]
- Shorey, R.; Gupta, A.; Mekonnen, T.H. Hydrophobic modification of lignin for rubber composites. Ind. Crop. Prod. 2021, 174, 114189. [Google Scholar] [CrossRef]
- Li, M.; Zhu, L.; Xiao, H.; Shen, T.; Tan, Z.; Zhuang, W.; Xi, Y.; Ji, X.; Zhu, C.; Ying, H. Design of a Lignin-Based Versatile Bioreinforcement for High-Performance Natural Rubber Composites. ACS Sustain. Chem. Eng. 2022, 10, 8031–8042. [Google Scholar] [CrossRef]
- Kraus, G. Swelling of filler-reinforced vulcanizates. J. Appl. Polym. Sci. 1963, 7, 861–871. [Google Scholar] [CrossRef]
- Jun-Xue, Z.; He, W.; Xin-Yan, S.; Shu-Gao, Z. Effects of Carbon Black on Chain Mobility and Dynamic Mechanical Properties of Solution Polymerized Styrene-Butadiene Rubber. J. Macromol. Sci. Part B 2012, 51, 496–509. [Google Scholar] [CrossRef]
- Poschl, M.; Vašina, M.; Zádrapa, P.; Měřínská, D.; Žaludek, M. Study of Carbon Black Types in SBR Rubber: Mechanical and Vibration Damping Properties. Materials 2020, 13, 2394. [Google Scholar] [CrossRef]
- Alexy, P.; Feranc, J.; Kramárová, Z.; Hajšová, M.; Ďuračka, M.; Mošková, D.; Chodak, I.; Ilish, S. Application of lignins in rubber compounds. Kautsch Gummi Kunstst. 2008, 61, 26–32. [Google Scholar]
- Kruželák, J.; Sýkora, R.; Hudec, I. Vulcanization of Rubber Compounds with Peroxide Curing Systems. Rubber Chem. Technol. 2017, 90, 60–88. [Google Scholar] [CrossRef]
- Maciejewska, M.; Krzywania-Kaliszewska, A.; Zaborski, M. Ionic liquids applied to improve the dispersion of calcium oxide nanoparticles in the hydrogenated acrylonitrile-butadiene elastomer. Am. J. Mater. Sci. 2013, 3, 63–69. [Google Scholar]





















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kruželák, J.; Hložeková, K.; Kvasničáková, A.; Džuganová, M.; Hronkovič, J.; Preťo, J.; Hudec, I. Calcium-Lignosulfonate-Filled Rubber Compounds Based on NBR with Enhanced Physical–Mechanical Characteristics. Polymers 2022, 14, 5356. https://doi.org/10.3390/polym14245356
Kruželák J, Hložeková K, Kvasničáková A, Džuganová M, Hronkovič J, Preťo J, Hudec I. Calcium-Lignosulfonate-Filled Rubber Compounds Based on NBR with Enhanced Physical–Mechanical Characteristics. Polymers. 2022; 14(24):5356. https://doi.org/10.3390/polym14245356
Chicago/Turabian StyleKruželák, Ján, Klaudia Hložeková, Andrea Kvasničáková, Michaela Džuganová, Ján Hronkovič, Jozef Preťo, and Ivan Hudec. 2022. "Calcium-Lignosulfonate-Filled Rubber Compounds Based on NBR with Enhanced Physical–Mechanical Characteristics" Polymers 14, no. 24: 5356. https://doi.org/10.3390/polym14245356
APA StyleKruželák, J., Hložeková, K., Kvasničáková, A., Džuganová, M., Hronkovič, J., Preťo, J., & Hudec, I. (2022). Calcium-Lignosulfonate-Filled Rubber Compounds Based on NBR with Enhanced Physical–Mechanical Characteristics. Polymers, 14(24), 5356. https://doi.org/10.3390/polym14245356