

Incorporation of the Multi-Layer Plastic Packaging in the Asphalt Binders: Physical, Thermal, Rheological, and Storage Properties Evaluation


Abstract
:
1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixing Conditions | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Origin | Plastic Type | Density (g/cm3) | Tm 1 (°C) | Shape/Size (mm) | Binder Grade | OPT (%) | MT 2 (°C) | Mix Speed (RPM) | Time (min) | Notes | REF 3 |
| Computer parts | Electronic- Acrylonitrile Butadiene Styrene (ABS), Acrylonitrile Butadiene Styrene-Polycarbonate (ABS-PC) and High Impact Polystyrene (HIPS) | N/A | ABS = 105, ABS-PC = 125, HIPS = 180–260 | Powder/0.3 | PG58–28 | 5 | N/A | 5000 + 3000 | 45 + 15 | E-waste plastics were treated with cumene hydroperoxide. The results showed untreated e-waste modified asphalt binders were stiffer and had more elastic behavior than the control binder; however, in treated e-waste plastics, the increases were significantly higher. Thus, treated e-waste modifiers have significantly improved the resistance to rutting of asphalt binders than untreated. | [23] |
| Waste petrochemical | Recycle Waste Polyethylene (RPE) | RPE = 0.92 | RPE = 190 | Powder/N/A | Aryl Hydrocarbon Bitumen AH-70 | 4 | 180 | 2000 + 5000 + <100 | 20 + 90 + 30 | After adding 2% of RPE into asphalt binders, the performance grade changed and enhanced at the high-temperature performance, whereas at the low-temperature, the performance was kept unchanged after modification. | [24] |
| Waste packaging | Waste Polyethylene (WPE) | N/A | WPE = N/A | Powder/N/A | Non-waxy crude only A90 | 4 | 150, 175, 190, 205 | 3700 | 90 | 190 °C was the most suitable and recommended preparation temperature to mix WPE into the asphalt binder. | [25] |
| Waste milk packaging | Waste Packaging Polyethylene (WPE) | WPE = 1.8 | WPE = N/A | Powder/N/A | A90 | 4 | 150 | 3750 | 90 min (with 10-min rest periods every half hour) | Organic montmorillonite (OMt) was mix with WPE modified asphalt. The results revealed that the addition of OMt improved the storage stability of WPE-modified asphalt, and meanwhile, OMt does not compromise WPE-modified asphalt’s excellent high-temperature rheological properties. | [26] |
| Waste bottles | High-density polyethylene (HDPE) | N/A | HDPE = N/A | Powder/0.149–0.074 | PG 64–16 | 10 | 180 | 4500 | 40 | When 6 and 10% of HDPE were added to the asphalt binder, the fatigue life was improved. | [27] |
| Waste bottles | Waste rubber and polypropylene (PP), a blend of crumb rubber (CR) and PP powder by a ratio of 40:1 mixed with base asphalt to form plastic rubber asphalt (PRA) | PP = N/A, and CR = N/A | PP = N/A, and CR = N/A | PP and CR = Powder/Max 0.6 to 0.05 | Shell 70 | 20 | 190 | 3600 | N/A | Using plastic–rubber asphalt PRA mixture was matched with the SBS mixture for the low, high-temperature performances and water susceptibility, and it was more environmentally friendly in terms of energy consumption and greenhouse gas GHGs. | [28] |
| Waste pipe | Waste polyvinylchloride (PVC) | PVC = N/A | PVC = N/A | PVC = Powder/2–4 | 80/100 | 5 | N/A | 2000 | 120–180 | The addition of waste PVC increased the rutting and fatigue life resistance of the asphalt mix. | [29] |
| Waste packaging | Waste polyethylene packaging (WPE) | WPE = N/A | WPE = N/A | WPE = Powder/4 | N/A | 6 | N/A | 3600 | 120 | Modified asphalt with 10 wt% and below of WPE was the recommended percentage to obtain better service performances. | [16] |
| Waste packaging | Recycle polypropylene (PP), high- and low-density polyethylene (HDPE), and (LDPE) | PP, HDPE and LDPE = N/A | PP = 162, HDPE = 132 and LDPE = 110 | PP, HDPE and LDPE = N/A | PG 64–22 | 4 | PP = 190, HDPE = 180 and LDPE = 160 | 5000 | PP = 50, HDPE = 60 and LDPE = 30 | The recycled plastic wastes were pre-soaked in the asphalt for 60 min at 160 °C before mixing to ease the blending process. | [22] |
| N/A | Recycled polyethylene called PE1 and PE2 | PE1 = 132.3 PE2 = 129.1 | N/A | N/A | Trademark bitumen BNK 40/180 | PE1= 5.4 PE2 = 3.9 | 180 | 420 | 180 | When recycled polyethylene was introduced into the asphalt binder, the plasticity interval and viscosity of the asphalt binder increased significantly. The compatibility of asphalt binder and recycled polyethylene depends on the bulk properties of the polymer used. The Two mechanisms of the modifying action of recycled polyethylene were revealed: 1. Polyethylene with a higher melting temperature and narrow crystalline melting range does not interact with the dispersion medium of asphalt binder and serves as an inert filler, increasing the amount of disperse phase. 2. Polyethylene with a lower melting temperature and wide crystalline melting range combines with asphalt binder better. | [30] |
| Waste PET-based drinking bottles | Waste Polyethylene Terephthalate (PET) | PET = N/A | PET = 254 PET–TETA = <122, and PET–EA = 235 | PET = Shredded/≤ 10, and CR = Powder/< 0.0232 | 60/70 | CR = 18, PET–TETA = 2, and PET–EA = 2 | 180 | 3500 | CR = 60, and 18CRMA2PET–TETA = 30 and 18CRMA2PET–EA = 30 | The overall performance of rubberized bitumen improved when it was modified with treated waste PET. However, the incorporation of PET–TETA to modify the rubberized bitumen showed a significant increase in fatigue resistance. Whereas incorporation of PET–EA exhibited better resistance to permanent deformation. | [14] |
2. Materials and Methods
2.1. Materials
2.1.1. Asphalt Cement Properties
2.1.2. Multi-Layer Plastic Packaging
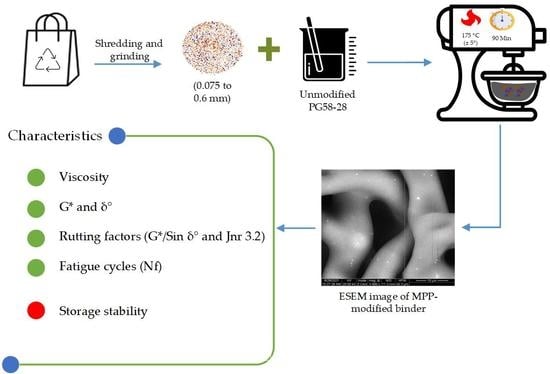
2.1.3. The MPP Additives Preparation
2.1.4. The MPP-Modified Asphalt Preparation
- Step 1: the hot asphalt binder was mixed with the additives using a stirring bar until the additives and asphalt binder produced a homogenous blend.
- Step 2: a high shear mixer was used to enhance the homogeneity of the blend at a temperature of 175 °C (±5 °C) at a rotational speed of 3500 rpm for one hour.
2.2. Experimental Methods
2.2.1. Thermal Analysis
Differential Scanning Calorimetry
Thermogravimetric Analysis
2.2.2. Morphology Observation
Environmental Scanning Electron Microscopy
2.2.3. Physical Properties
Rotational Viscometer
2.2.4. Rheological Performance
Dynamic Shear Rheometer
Multiple Stress Creep Recovery
Linear Amplitude Sweep
Complex Shear Modulus under Frequency Sweep
2.2.5. Storage Stability
The Separation Ratio
3. Results and Discussion
3.1. Differential Scanning Calorimetry
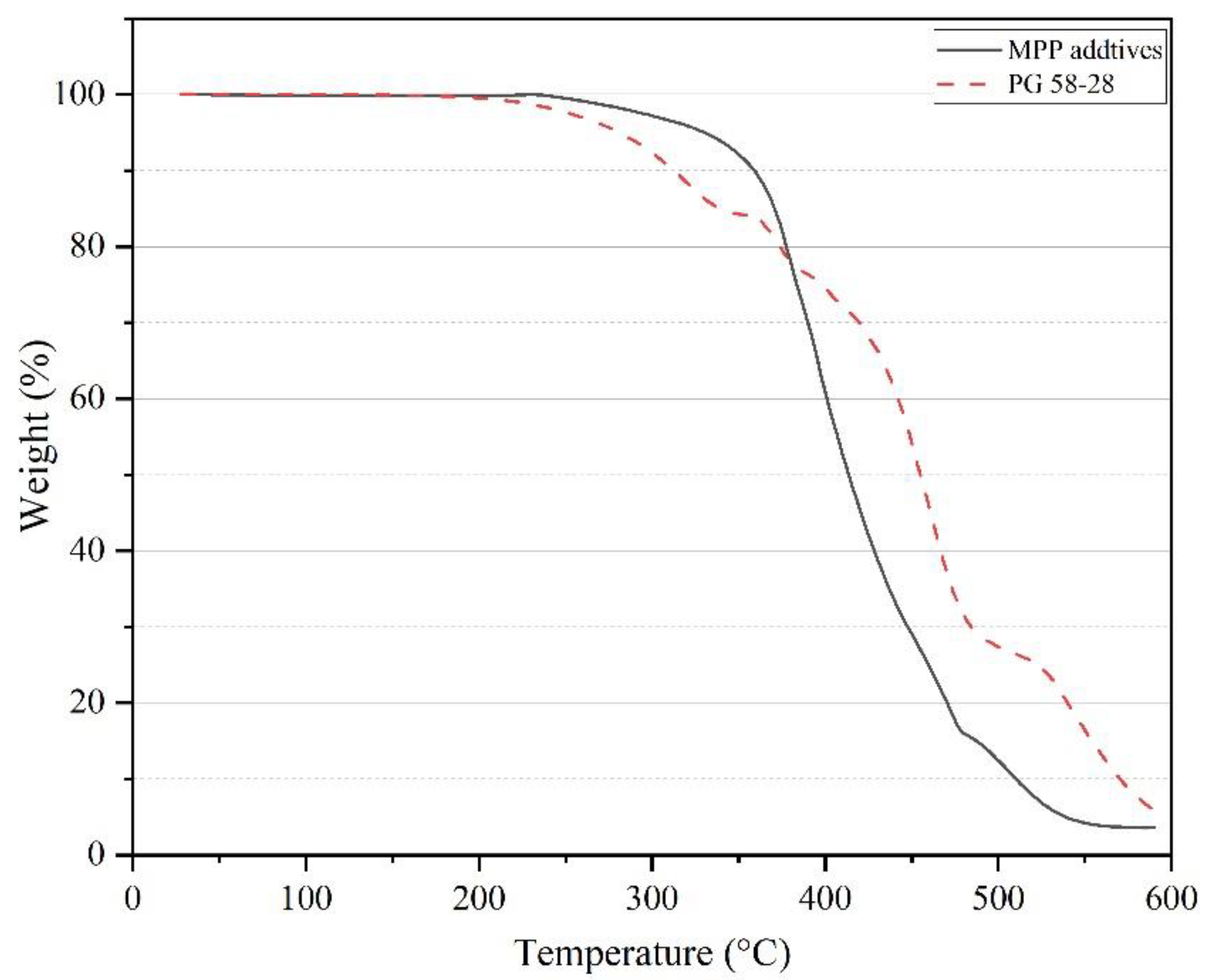
3.2. Thermogravimetric Analysis
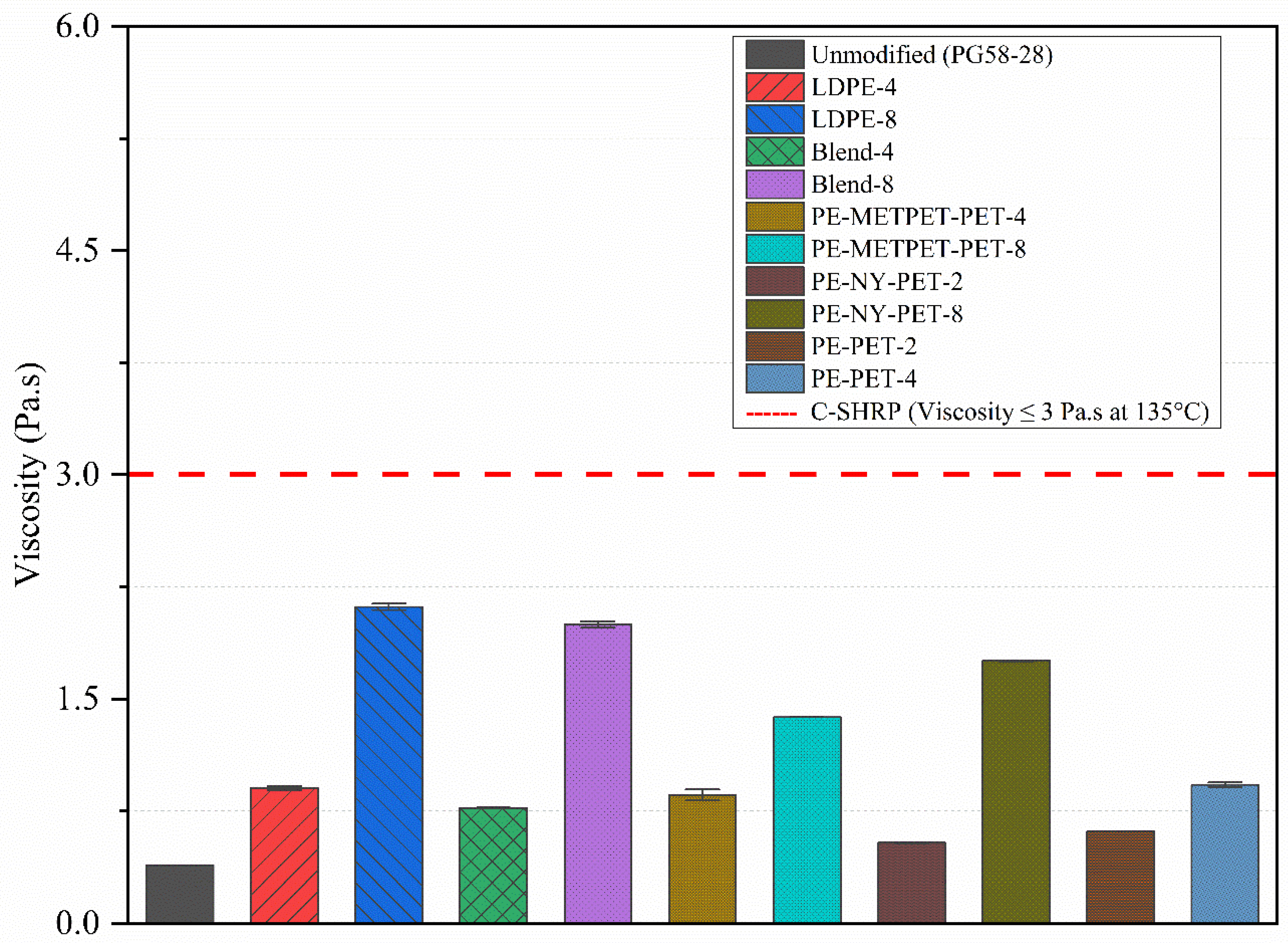
3.3. Rotational Viscometer
3.4. Rheological Characterization
3.4.1. Dynamic Shear Rheometer
Rutting and Fatigue Parameters
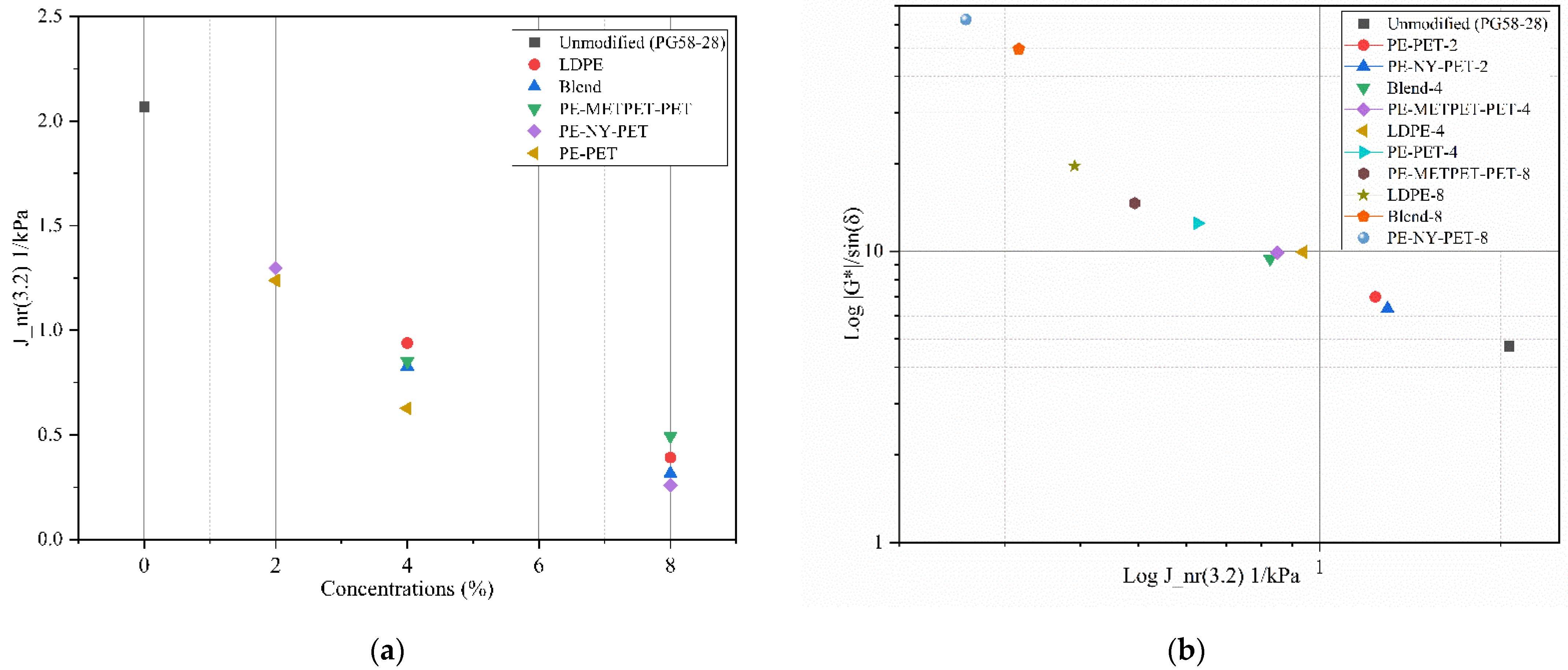
3.4.2. Multiple Stress Creep Recovery
3.4.3. Linear Amplitude Sweep
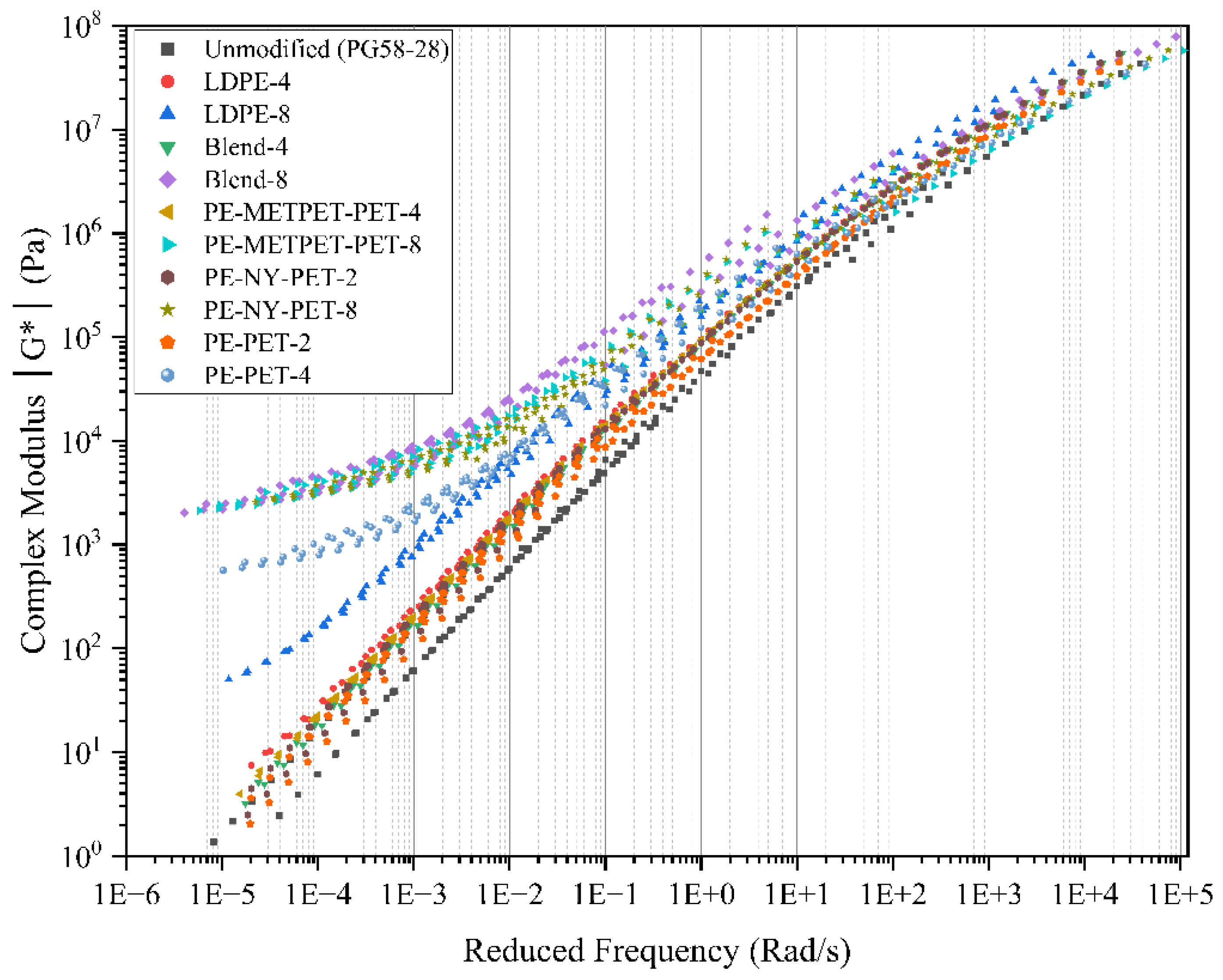
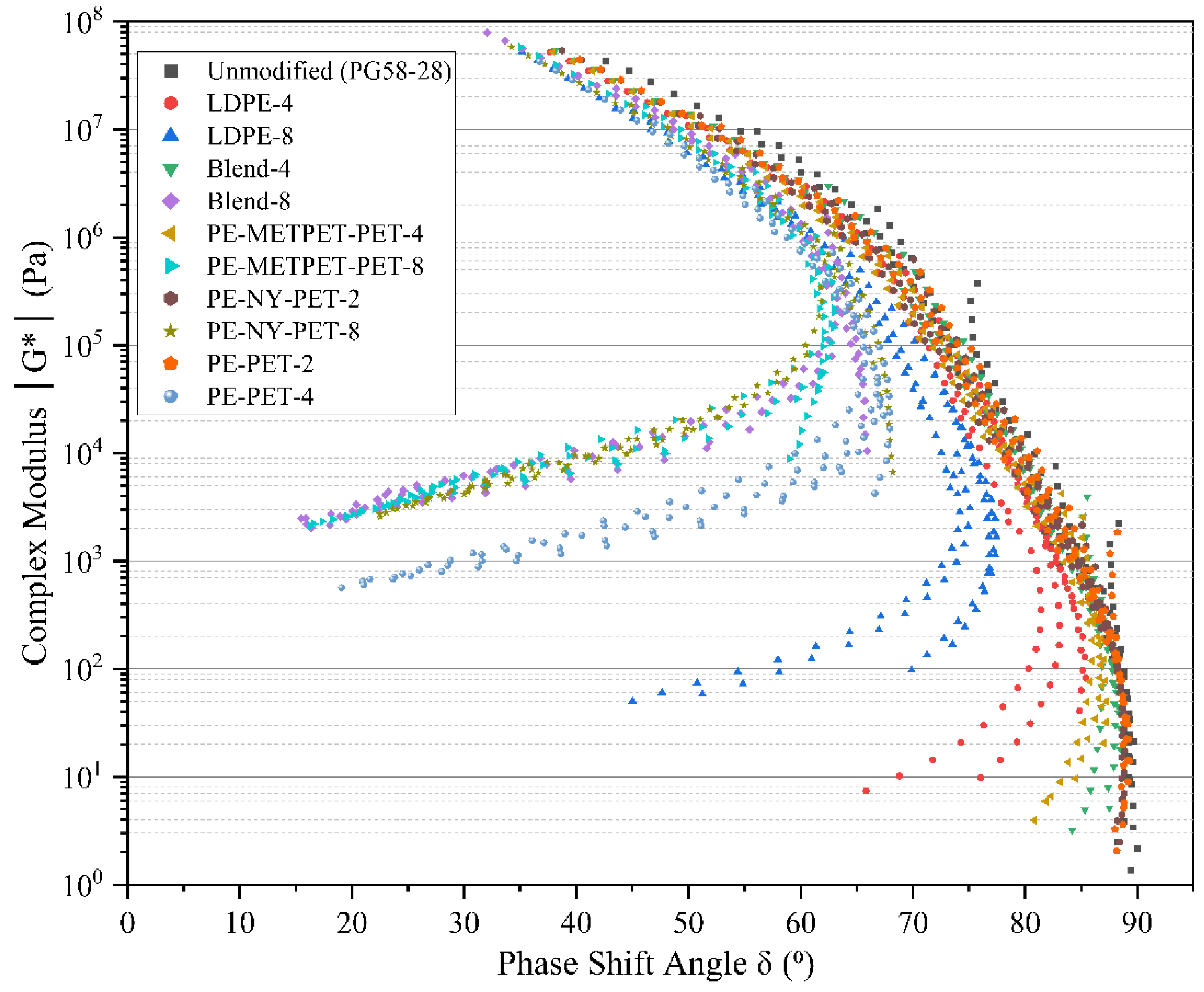
3.4.4. Complex Shear Modulus under Frequency Sweep
3.5. Storage Stability
3.5.1. The Separation Ratio
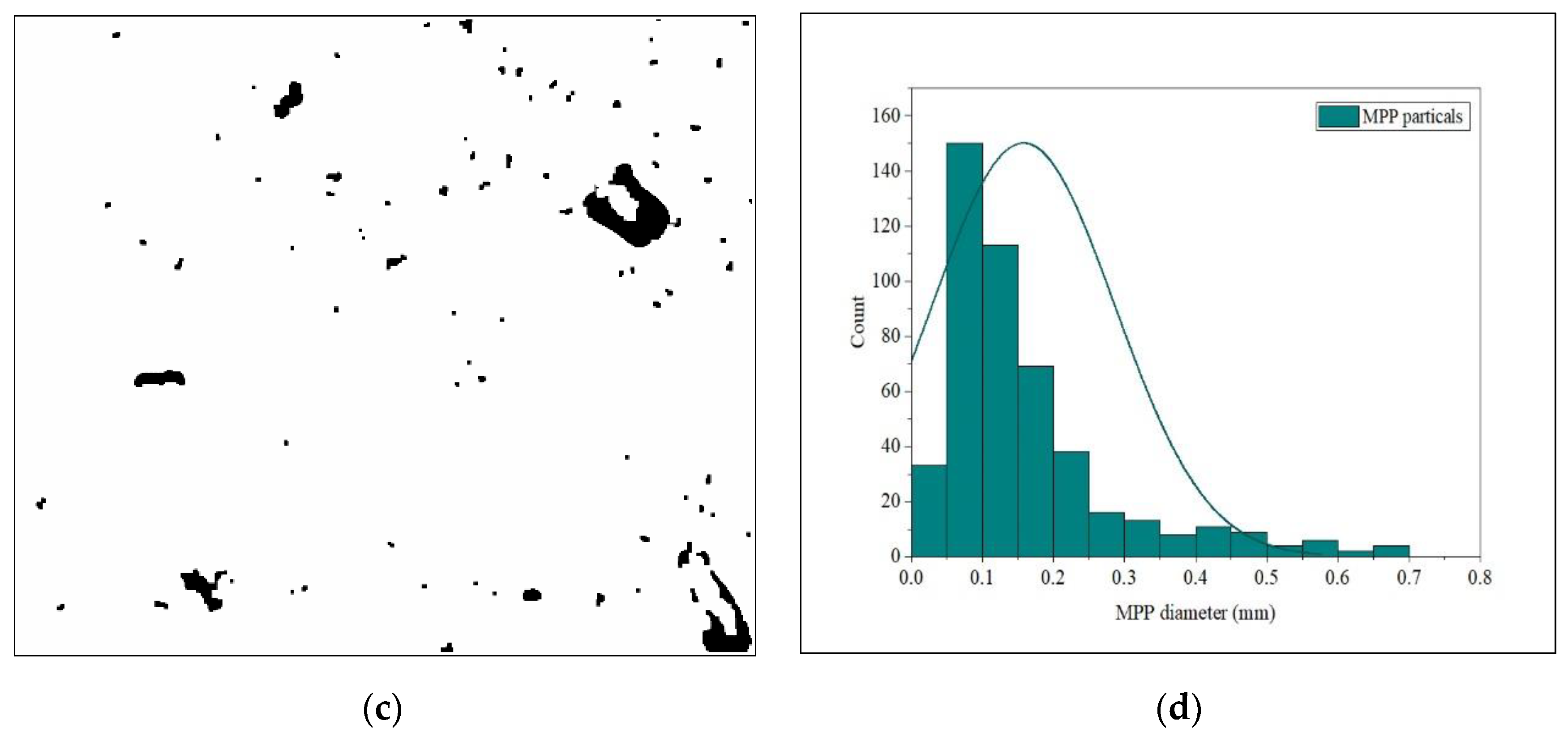
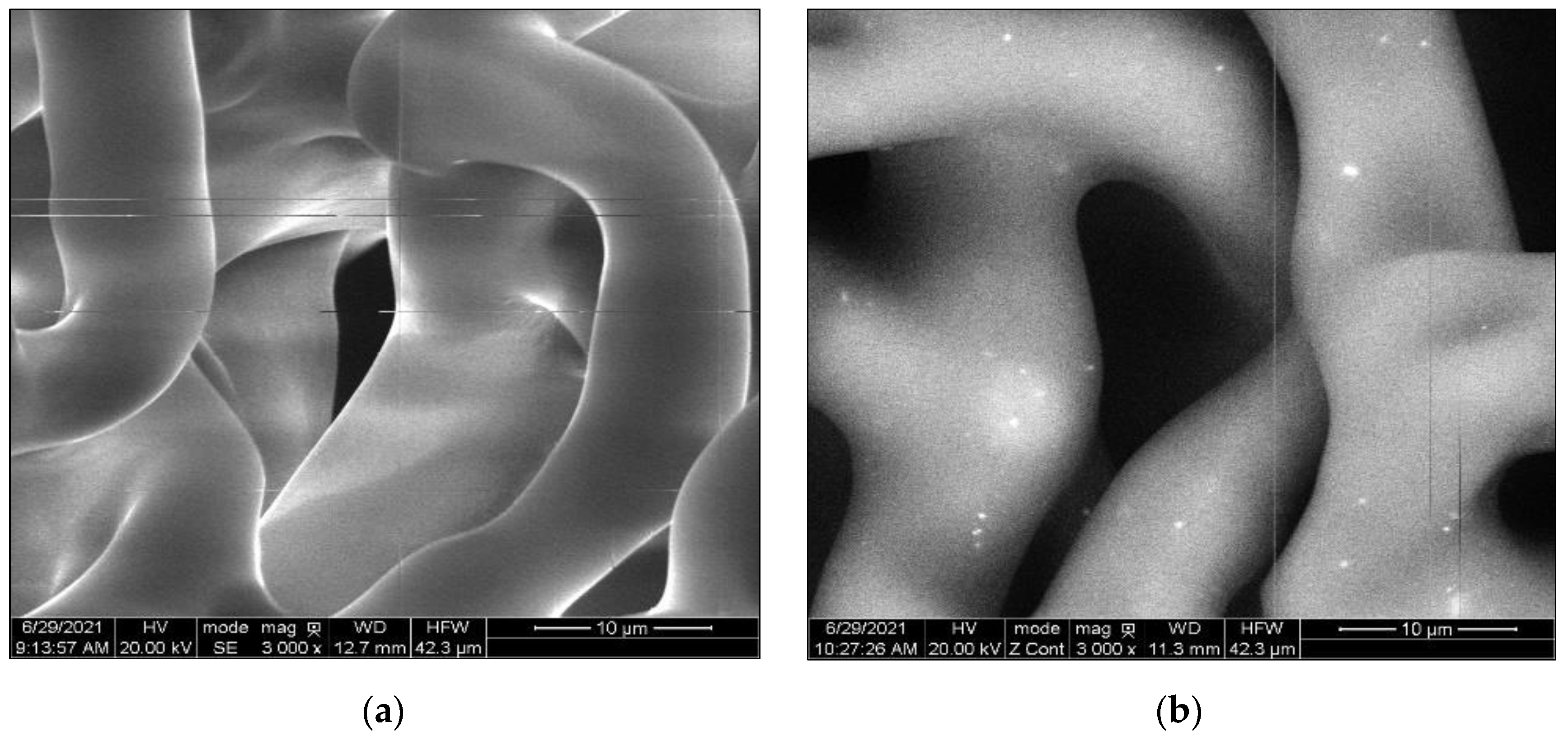
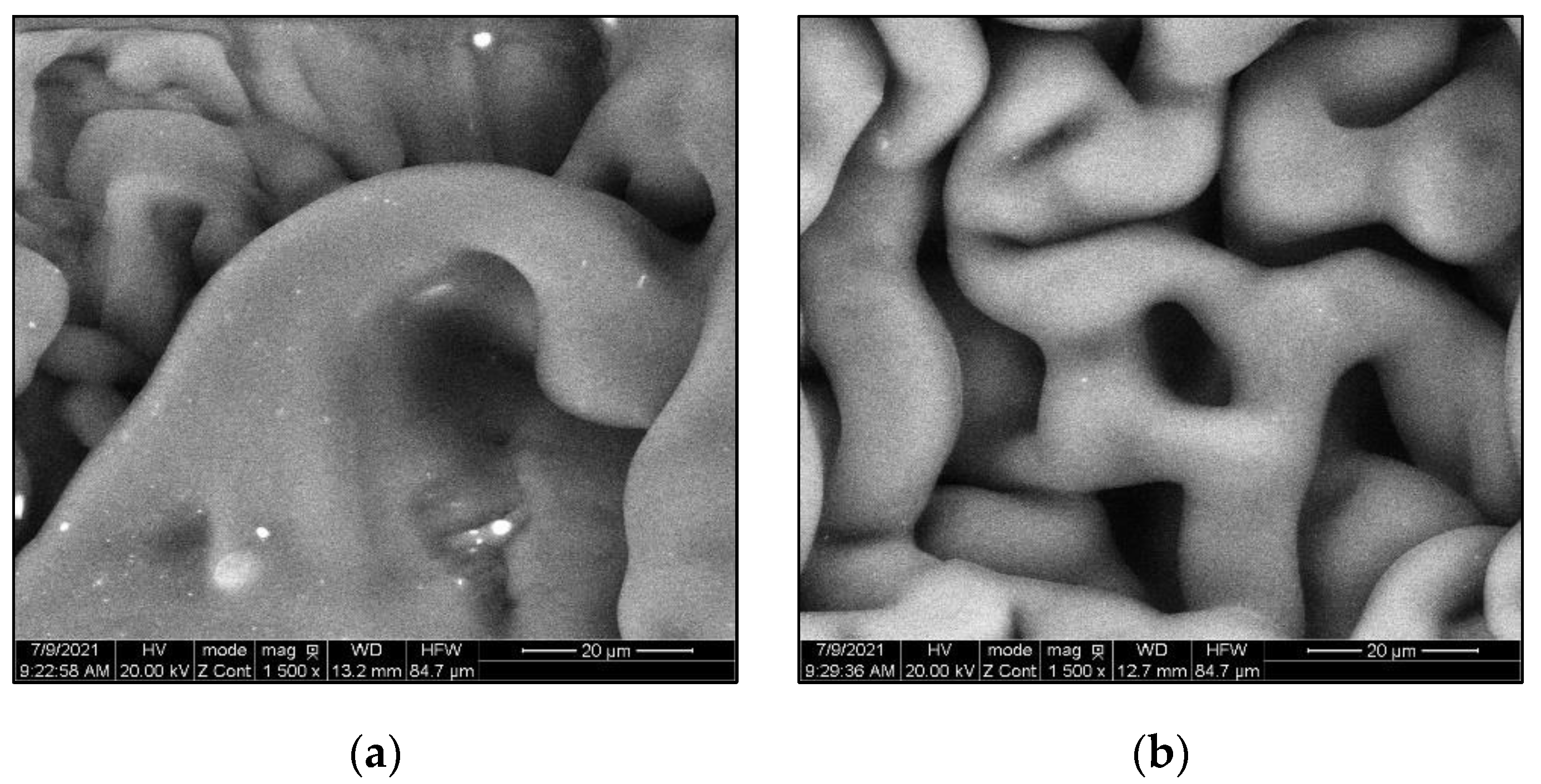
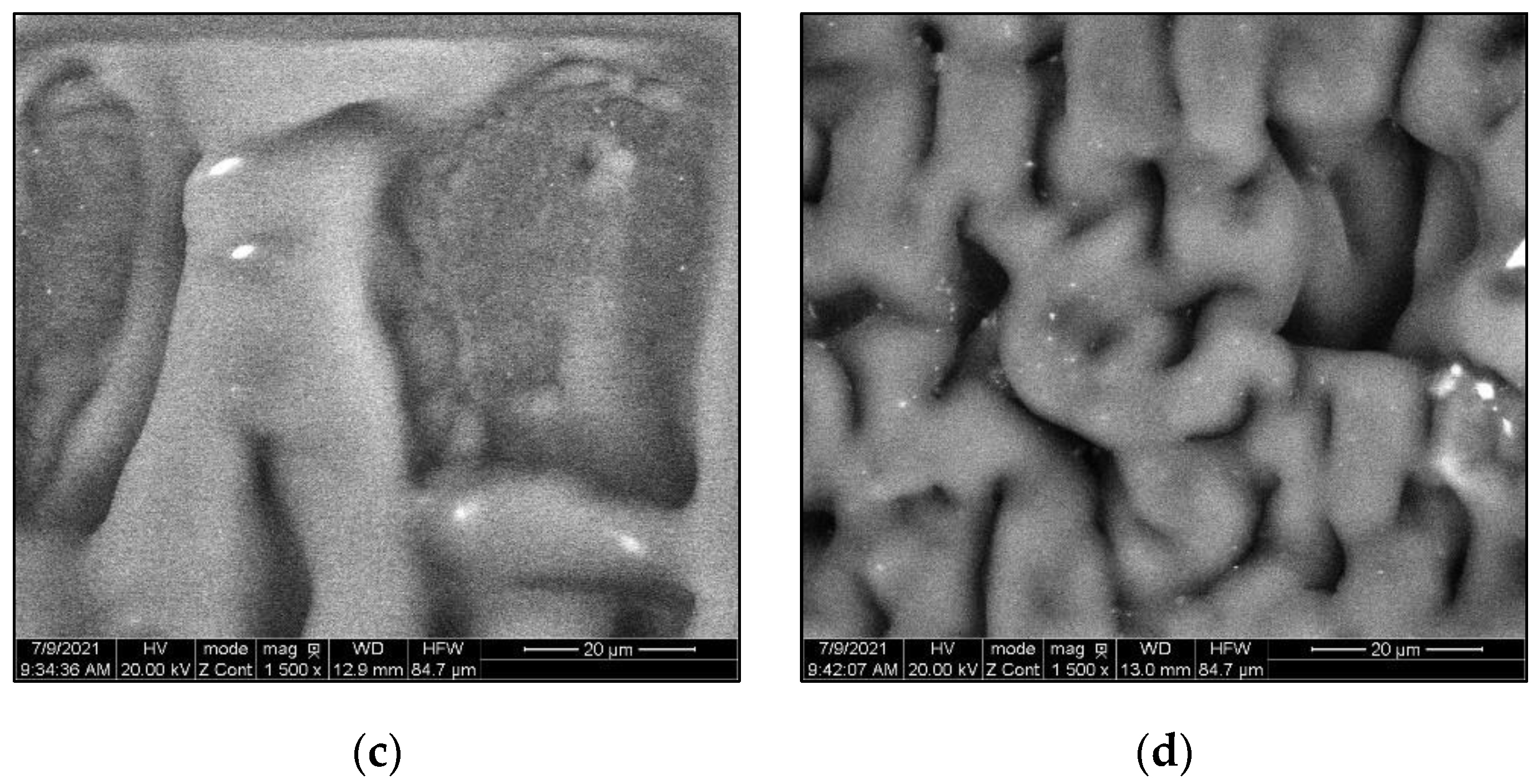
3.5.2. Storage Stability Using ESEM
4. Conclusions
- TGA results revealed multiple melting points ranging from 110 °C to 254 °C for all MPPs tested. Similarly, mass losses for asphalt samples and MPP additives, up to 320 °C, were negligible. These results, along with DSC, were used as criteria to determine the blending temperature.
- ESEM images showed that the MPP particle became significantly smaller after blending with the virgin asphalt and that most of the MPP additives were well integrated into the asphalt blend.
- The Brookfield viscosity test results confirmed that all MPP and LDPE additives would increase the viscosity and reduce the flow without exceeding the SHRP allowable limit (i.e., 3 Pa.s at 135 °C), resulting in acceptable workability performance.
- The rutting factor (G*/Sin δ°) exhibited an increase by adding the MPP and LDPE additives, which indicates the ability of asphalt binders to resist permanent deformation. Similarly, MSCR test results showed a noticeable reduction of Jnr-3.2 with the increase of all MPP and LDPE additives, which is also an indicator of higher resistance to permanent deformation. Blends that contain NYLON (PE-NY-PET and Blend-8) had a higher percentage recovery, reflecting more elasticity compared to other mixes.
- The temperature-sweep test showed that all MPP and LDPE-modified binders exhibited a shift from predominantly viscous to elastic behavior when the testing temperature increased from 46 °C to 82 °C, at a 4% modification rate and higher, which is a strong indication of an improved rutting resistance.
- The results of the Linear Amplitude Sweep (LAS) test exhibited an increase in the number of cycles to failure under fatigue cycles (Nf) in MPP- and LDPE-modified binders compared to the virgin binder. This indicates a potential improvement of fatigue cracking resistance in MPP-and LDPE-modified binders.
- MPP- and LDPE-modified binders would face some issues with storage stability. Due to their higher polarity, aromaticity, and density compared to PE, the blends that included NY, METPET, and PET have shown better stability and potential to reduce separation at high concentrations.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Economic Study of the Canadian Plastic Industry, Markets and Waste: Summary Report to Environment and Climate Change Canada; Environment and Climate Change Canada: Gatineau, QC, Canada, 2019; p. 43.
- Lu, X.; Isacsson, U. Modification of Road Bitumens with Thermoplastic Polymers. Polym. Test. 2000, 20, 77–86. [Google Scholar] [CrossRef]
- González, O.; Peña, J.J.; Muñoz, M.E.; Santamaría, A.; Pérez-Lepe, A.; Martínez-Boza, F.; Gallegos, C. Rheological Techniques as a Tool To Analyze Polymer− Bitumen Interactions: Bitumen Modified with Polyethylene Polyethylene-Based Blends. Energy Fuels 2002, 16, 1256–1263. [Google Scholar] [CrossRef]
- Yildirim, Y. Polymer Modified Asphalt Binders. Constr. Build. Mater. 2007, 21, 66–72. [Google Scholar] [CrossRef]
- Satapathy, S.; Nag, A.; Nando, G.B. Thermoplastic Elastomers from Waste Polyethylene and Reclaim Rubber Blends and Their Composites with Fly Ash. Process Saf. Environ. Prot. 2010, 88, 131–141. [Google Scholar] [CrossRef]
- Kalantar, Z.N.; Karim, M.R.; Mahrez, A. A Review of Using Waste and Virgin Polymer in Pavement. Constr. Build. Mater. 2012, 33, 55–62. [Google Scholar] [CrossRef] [Green Version]
- Zheng, Y.; Shen, Z.; Cai, C.; Ma, S.; Xing, Y. The Reuse of Nonmetals Recycled from Waste Printed Circuit Boards as Reinforcing Fillers in the Polypropylene Composites. J. Hazard. Mater. 2009, 163, 600–606. [Google Scholar] [CrossRef]
- Hınıslıoğlu, S.; Ağar, E. Use of Waste High Density Polyethylene as Bitumen Modifier in Asphalt Concrete Mix. Mater. Lett. 2004, 58, 267–271. [Google Scholar] [CrossRef]
- Garcia-Morales, M.; Partal, P.; Navarro, F.J.; Gallegos, C. Effect of Waste Polymer Addition on the Rheology of Modified Bitumen. Fuel 2006, 85, 936–943. [Google Scholar] [CrossRef]
- Casey, D.; McNally, C.; Gibney, A.; Gilchrist, M.D. Development of a Recycled Polymer Modified Binder for Use in Stone Mastic Asphalt. Resour. Conserv. Recycl. 2008, 52, 1167–1174. [Google Scholar] [CrossRef]
- Al-Hadidy, A.I.; Yi-Qiu, T. Mechanistic Approach for Polypropylene-Modified Flexible Pavements. Mater. Des. 2009, 30, 1133–1140. [Google Scholar] [CrossRef]
- Fang, C.; Yu, R.; Zhang, Y.; Hu, J.; Zhang, M.; Mi, X. Combined Modification of Asphalt with Polyethylene Packaging Waste and Organophilic Montmorillonite. Polym. Test. 2012, 31, 276–281. [Google Scholar] [CrossRef]
- Maharaj, C.; Maharaj, R.; Maynard, J. The Effect of Polyethylene Terephthalate Particle Size and Concentration on the Properties of Asphalt and Bitumen as an Additive. Prog. Rubber Plast. Recycl. Technol. 2015, 31, 1–23. [Google Scholar] [CrossRef]
- Xu, X.; Leng, Z.; Lan, J.; Wang, W.; Yu, J.; Bai, Y.; Sreeram, A.; Hu, J. Sustainable Practice in Pavement Engineering through Value-Added Collective Recycling of Waste Plastic and Waste Tyre Rubber. Engineering 2021, 7, 857–867. [Google Scholar] [CrossRef]
- Wang, S.; Yuan, C.; Jiaxi, D. Crumb Tire Rubber and Polyethylene Mutually Stabilized in Asphalt by Screw Extrusion. J. Appl. Polym. Sci. 2014, 131, 7. [Google Scholar] [CrossRef]
- Fang, C.; Zhang, Y.; Yu, Q.; Zhou, X.; Guo, D.; Yu, R.; Zhang, M. Preparation, Characterization and Hot Storage Stability of Asphalt Modified by Waste Polyethylene Packaging. J. Mater. Sci. Technol. 2013, 29, 434–438. [Google Scholar] [CrossRef]
- Yan, K.; Xu, H.; You, L. Rheological Properties of Asphalts Modified by Waste Tire Rubber and Reclaimed Low Density Polyethylene. Constr. Build. Mater. 2015, 83, 143–149. [Google Scholar] [CrossRef]
- White, G.; Reid, G. Recycled Waste Plastic for Extending and Modifying Asphalt Binders. In Proceedings of the 8th Symposium on Pavement Surface Characteristics (SURF), Melbourne, Australia, 6–8 March 2018; ARRB Group Ltd: Brisbane, Queensland, Australia, 2018; pp. 1–13. [Google Scholar]
- Naskar, M.; Chaki, T.K.; Reddy, K.S. Effect of Waste Plastic as Modifier on Thermal Stability and Degradation Kinetics of Bitumen/Waste Plastics Blend. Thermochim. Acta 2010, 509, 128–134. [Google Scholar] [CrossRef]
- Ahmad, A.F.; Razali, A.R.; Razelan, I.S.M. Utilization of Polyethylene Terephthalate (PET) in Asphalt Pavement: A Review. IOP Conf. Ser. Mater. Sci. Eng. 2017, 203. [Google Scholar] [CrossRef] [Green Version]
- Silva, J.D.A.A.E.; Rodrigues, J.K.G.; de Carvalho, M.W.; Lucena, L.C.D.F.L.; Cavalcante, E.H. Mechanical Performance of Asphalt Mixtures Using Polymer-Micronized PET-Modified Binder. Road Mater. Pavement Des. 2018, 19, 1001–1009. [Google Scholar] [CrossRef]
- Dalhat, M.A.; Al-Abdul Wahhab, H.I. Performance of Recycled Plastic Waste Modified Asphalt Binder in Saudi Arabia. Int. J. Pavement Eng. 2017, 18, 349–357. [Google Scholar] [CrossRef]
- Hasan, M.R.M.; Colbert, B.; You, Z.; Jamshidi, A.; Heiden, P.A.; Hamzah, M.O. A Simple Treatment of Electronic-Waste Plastics to Produce Asphalt Binder Additives with Improved Properties. Constr. Build. Mater. 2016, 110, 79–88. [Google Scholar] [CrossRef] [Green Version]
- Ge, D.; Yan, K.; You, Z.; Xu, H. Modification Mechanism of Asphalt Binder with Waste Tire Rubber and Recycled Polyethylene. Constr. Build. Mater. 2016, 126, 66–76. [Google Scholar] [CrossRef]
- Fang, C.; Zhang, M.; Yu, R.; Liu, X. Effect of Preparation Temperature on the Aging Properties of Waste Polyethylene Modified Asphalt. J. Mater. Sci. Technol. 2015, 31, 320–324. [Google Scholar] [CrossRef]
- Yu, R.; Fang, C.; Liu, P.; Liu, X.; Li, Y. Storage Stability and Rheological Properties of Asphalt Modified with Waste Packaging Polyethylene and Organic Montmorillonite. Appl. Clay Sci. 2015, 104, 1–7. [Google Scholar] [CrossRef]
- Arabani, M.; Pedram, M. Laboratory Investigation of Rutting and Fatigue in Glassphalt Containing Waste Plastic Bottles. Constr. Build. Mater. 2016, 116, 378–383. [Google Scholar] [CrossRef]
- Yu, B.; Jiao, L.; Ni, F.; Yang, J. Evaluation of Plastic-Rubber Asphalt: Engineering Property and Environmental Concern. Constr. Build. Mater. 2014, 71, 416–424. [Google Scholar] [CrossRef]
- Behl, A.; Sharma, G.; Kumar, G. A Sustainable Approach: Utilization of Waste PVC in Asphalting of Roads. Constr. Build. Mater. 2014, 54, 113–117. [Google Scholar] [CrossRef]
- Okhotnikova, E.S.; Ganeeva, Y.M.; Frolov, I.N.; Yusupova, T.N.; Firsin, A.A. Plastic Properties and Structure of Bitumen Modified by Recycled Polyethylene. Pet. Sci. Technol. 2018, 36, 356–360. [Google Scholar] [CrossRef]
- Aurilio, M.; Qabur, A.; Mikhailenko, P.; Baaj, H. Comparing the Fatigue Performance of HMA Samples with PMA to Their Multiple Stress Creep Recovery and Double Notched Tension Test Properties. In Proceedings of the Sixth-Third Annual Conference of the Canadian Technical Asphalt Association (CTAA), Regina, SK, Canada, 2 July 2018; Canadian Technical Asphalt Association 2018: Regina, SK, Canada, 2018; p. 26. [Google Scholar]
- Mikhailenko, P.; Kadhim, H.; Baaj, H.; Tighe, S. Observation of Asphalt Binder Microstructure with ESEM. J. Microsc. 2017, 267, 347–355. [Google Scholar] [CrossRef] [PubMed]
- Superpave Mix Design (SP-2); Asphalt Institute: Lexington, KY, USA, 1996; ISBN 10: 0614071828.
- AASHTO T 316 Standard Method of Test for Viscosity Determination of Asphalt Binder Using Rotational Viscometer; American Association of State Highway and Transportation Officials (AASHTO): Washington, DC, USA, 2013; p. 7.
- AASHTO T 315 Standard Method of Test for Determining the Rheological Properties of Asphalt Binder Using a Dynamic Shear Rheometer (DSR); American Association of State Highway and Transportation Officials (AASHTO): Washington, DC, USA, 2019; p. 32.
- AASHTO M 332 Standard Specification for Performance-Graded Asphalt Binder Using Multiple Stress Creep Recovery (MSCR) Test; American Association of State Highway and Transportation Officials (AASHTO): Washington, DC, USA, 2018; p. 8.
- Hintz, C.; Velasquez, R.; Johnson, C.; Bahia, H. Modification and Validation of Linear Amplitude Sweep Test for Binder Fatigue Specification. Transp. Res. Rec. 2011, 99–106. [Google Scholar] [CrossRef]
- Hintz, C.; Bahia, H. Simplification of Linear Amplitude Sweep Test and Specification Parameter. Transp. Res. Rec. 2013, 2370, 10–16. [Google Scholar] [CrossRef]
- Nur, N.I.; Mounier, D.; Marc-Stéphane, G.; Rosli Hainin, M.; Airey, G.D.; Di Benedetto, H. Modelling the Rheological Properties of Bituminous Binders Using the 2S2P1D Model. Constr. Build. Mater. 2013, 38, 395–406. [Google Scholar] [CrossRef]
- ASTM D7173 Standard Practice for Determining the Separation Tendency of Polymer from Polymer Modified Asphalt; ASTM International: West Conshohocken, PA, USA, 2020; p. 2.
- Roja, K.L.; Rehman, A.; Ouederni, M.; Krishnamoorthy, S.K.; Abdala, A.; Masad, E. Influence of Polymer Structure and Amount on Microstructure and Properties of Polyethylene-Modified Asphalt Binders. Mater. Struct./Mater. Et Constr. 2021, 54, 91. [Google Scholar] [CrossRef]
- Youtcheff, J.; Wijayatilleke, N.; Shenoy, A. Evaluation of the Laboratory Asphalt Stability Test (NCHRP) 9-10; Federal Highway Administration: 6300 Georgetown Pike McLean, VA, USA, 2005; p. 54. [Google Scholar]
- Behnood, A.; Gharehveran, M.M. Morphology, Rheology, and Physical Properties of Polymer-Modified Asphalt Binders. Eur. Polym. J. 2019, 112, 766–791. [Google Scholar] [CrossRef]
- Deacon, J.A.; Harvey, J.T.; Tayebali, A.; Monismith, C.L. Influence of Binder Loss Modulus on the Fatigue Performance of Asphalt Concrete Pavements. In Asphalt Paving Technology 1997; Association of Asphalt Paving Technologists (AAPT): Salt Lake City, Utah, USA, 1997; Volume 66, pp. 633–685. [Google Scholar]
- Chen, J.-S.; Tsai, C.-J. How Good Are Linear Viscoelastic Properties of Asphalt Binder to Predict Rutting and Fatigue Cracking? J. Mater. Eng. Perform. 1999, 8, 443–449. [Google Scholar] [CrossRef]
- Di Benedetto, H.; Olard, F.; Sauzéat, C.; Delaporte, B. Linear Viscoelastic Behaviour of Bituminous Materials: From Binders to Mixes. Road Mater. Pavement Des. 2004, 5, 163–202. [Google Scholar] [CrossRef]
- Zhou, F.; Mogawer, W.; Li, H.; Andriescu, A.; Copeland, A. Evaluation of Fatigue Tests for Characterizing Asphalt Binders. J. Mater. Civ. Eng. 2013, 25, 610–617. [Google Scholar] [CrossRef]
- Subhy, A. Advanced Analytical Techniques in Fatigue and Rutting Related Characterisations of Modified Bitumen: Literature Review. Constr. Build. Mater. 2017, 156, 28–45. [Google Scholar] [CrossRef]
- OPSS MUNI 1101 Municipal Material Specifications; Performance Graded Asphalt Cement; Ontario Provincial Standard Specification: Brampton, ON, Canada, 2020; p. 9.
- Sabouri, M.; Mirzaeian, D.; Moniri, A. Effectiveness of Linear Amplitude Sweep (LAS) Asphalt Binder Test in Predicting Asphalt Mixtures Fatigue Performance. Constr. Build. Mater. 2018, 171, 281–290. [Google Scholar] [CrossRef]
- Qabur, A. Fatigue Characterization of Asphalt Mixes with Polymer Modified Asphalt Cement; University of Waterloo: Waterloo, Ontario, Canada, 2018. [Google Scholar]
- Airey, G.D. Rheological Properties of Styrene Butadiene Styrene Polymer Modified Road Bitumens☆. Fuel 2003, 82, 1709–1719. [Google Scholar] [CrossRef]
- Ferry, J.D. Viscoelastic Properties of Polymers; John Wiley & Sons: Hoboken, NJ, USA, 1980; ISBN 0-471-04894-1. [Google Scholar]
- Rodríguez-Alloza, A.M.; Gallego, J.; Giuliani, F. Complex Shear Modulus and Phase Angle of Crumb Rubber Modified Binders Containing Organic Warm Mix Asphalt Additives. Mater Struct 2017, 50, 77. [Google Scholar] [CrossRef]
- Kakar, M.R.; Mikhailenko, P.; Piao, Z.; Bueno, M.; Poulikakos, L. Analysis of Waste Polyethylene (PE) and Its by-Products in Asphalt Binder. Constr. Build. Mater. 2021, 280, 122492. [Google Scholar] [CrossRef]
- Yousefi, A.A. Polyethylene Dispersions in Bitumen: The Effects of the Polymer Structural Parameters. J. Appl. Polym. Sci. 2003, 90, 3183–3190. [Google Scholar] [CrossRef]
- McKeen, L.W. Introduction to Plastics and Polymers. In Film Properties of Plastics and Elastomers; Elsevier: The Boulevard, Langford Lane, Kidlington, Oxford, OX5 1GB, UK, 2017; pp. 1–24. [Google Scholar]
















| Property | Test Method | PG 58–28 |
|---|---|---|
| Original Material | ||
| Ash Content, % | ASTM D2939–09 | 0.03 |
| Viscosity (Pa.s), At 135 °C | AASHTO T316 | 0.266 |
| G*/sin(δ°), kPa | AASHTO T315 | 1.18 |
| RTFO Residue | AASHTO T240 | |
| Mass Loss (%) | AASTHO T240 | 0.37 |
| G*/sin(δ°), kPa | AASHTO T315 | 3.05 |
| PAV Residue | ||
| G*sin(δ°), kPa | AASHTO T315 | 3550 |
| m-Value at Pass Temperature | AASHTO T313 | 0.358 |
| Stiffness, MPa at Pass Temperature | AASHTO T313 | 187 |
| m-Value at Fail Temperature | AASHTO T313 | 0.294 |
| Stiffness, MPa at Fail Temperature | AASHTO T313 | 385 |
| True Grade | AASHTO M320 | 59.4–31.4 |
| Material | Melting Temperature (Tm °C) ASTM D7138-16 | Transition Temperature (Tg °C) ASTM D7138-16 | Density (g/cm3) |
|---|---|---|---|
| Polyethylene (PE) | 110–140 | −120 | 0.9–0.95 |
| Nylon (NY) | 252–265 | 50 | 1.1–1.2 |
| Polyester (PET) | 240–255 | 75 | 1.4 |
| Metallized Polyester (METPET) | 240–255 | 75 | 1.4 |
| Low-density polyethylene (LDPE) | 110–140 | −120 | 0.9–0.95 |
| Bag Structure | % PE | % METPET | %NY | % PET | Total |
|---|---|---|---|---|---|
| PE-METPET-PET | 87 | 8 | --- | 5 | 100 |
| PE-PET | 94 | --- | --- | 6 | 100 |
| PE-NY-PET | 86 | 0 | 8 | 6 | 100 |
| Blend * | 89 | 3 | 3 | 6 | 100 |
| LDPE | 100 | --- | --- | --- | 100 |
| Asphalt Cement | Modifier | Modifier Tested (%) | ID in the Graphs |
|---|---|---|---|
| PG 58–28 | None | 0 | Unmodified (PG58–28) |
| LDPE | 4, 8 | LDPE-4 and LDPE-8 | |
| Blend | 4, 8 | Blend-4 and Blend-8 | |
| PE-METPET-PET | 4, 8 | PE-METPET-PET-4 and PE-METPET-PET-8 | |
| PE-NY-PET | 2, 8 | PE-NY-PET-2 and PE-NY-PET-8 | |
| PE-PET | 2, 4 | PE-PET-2 and PE-PET-4 |
| Designation Traffic Level | Jnr Value at 3.2 kPa−1 | ESALs Million and Load Rate |
|---|---|---|
| “E” refers to Extremely high traffic loading | 0.0–0.5 | ≥30 and <20 km/h |
| “V” refers to Very high traffic loading | 0.0–1.0 | ≤30 or <20 km/h |
| “H” refers to High traffic loading | 1.0–2.0 | 10–30 or 20–70 km/h |
| “S” refers to Standard traffic loading | 2.0–4.0 | ≤10 and >70 km/h |
| MPP | Start | Onset | Maximum | Stop | Area |
|---|---|---|---|---|---|
| °C | °C | °C | °C | J/g | |
| PE-PET | 64.12 | 113.35 | 119.69 | 165.21 | 73.76 |
| 233.27 | 237.91 | 249.08 | 267.97 | 4.435 | |
| PE-NY-PET | 42.56 | 112.97 | 119.48 | 158.13 | 69.78 |
| 185.08 | 237.32 | 251.14 | 269.65 | 25.24 | |
| PE-METPET-PET | 62.1 | 111.11 | 120.5 | 151.39 | 55.04 |
| 215.75 | 241.03 | 253.04 | 278.08 | 16.31 | |
| LDPE | 46.6 | 101.74 | 109.42 | 141.96 | 103.7 |
| Asphalt Binder ID | Unaged Grading (°C) | RTFO-Aged Grading (°C) |
|---|---|---|
| Unmodified (PG58–28) | 63 | 64 |
| LDPE-4 | 67 | 70 |
| LDPE-8 | 76 | 76 |
| Blend-4 | 68 | 70 |
| Blend-8 | 85 * | 102 * |
| PE-METPET-PET-4 | 69 | 70 |
| PE-METPET-PET-8 | 91 * | 74 |
| PE-NY-PET-2 | 65 | 67 |
| PE-NY-PET-8 | 104 * | 109 * |
| PE-PET-2 | 65 | 67 |
| PE-PET-4 | 73 | 72 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qabur, A.; Baaj, H.; El-Hakim, M. Incorporation of the Multi-Layer Plastic Packaging in the Asphalt Binders: Physical, Thermal, Rheological, and Storage Properties Evaluation. Polymers 2022, 14, 5396. https://doi.org/10.3390/polym14245396
Qabur A, Baaj H, El-Hakim M. Incorporation of the Multi-Layer Plastic Packaging in the Asphalt Binders: Physical, Thermal, Rheological, and Storage Properties Evaluation. Polymers. 2022; 14(24):5396. https://doi.org/10.3390/polym14245396
Chicago/Turabian StyleQabur, Ali, Hassan Baaj, and Mohab El-Hakim. 2022. "Incorporation of the Multi-Layer Plastic Packaging in the Asphalt Binders: Physical, Thermal, Rheological, and Storage Properties Evaluation" Polymers 14, no. 24: 5396. https://doi.org/10.3390/polym14245396
APA StyleQabur, A., Baaj, H., & El-Hakim, M. (2022). Incorporation of the Multi-Layer Plastic Packaging in the Asphalt Binders: Physical, Thermal, Rheological, and Storage Properties Evaluation. Polymers, 14(24), 5396. https://doi.org/10.3390/polym14245396