
Effects of Steam Heat and Dry Heat Sterilization Processes on 3D Printed Commercial Polymers Printed by Fused Deposition Modeling

 ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Samples Preparation and Sterilization Processes
2.3. Samples Characterization
2.3.1. Mechanical Characterization
Tensile and Flexural Tests
Hardness
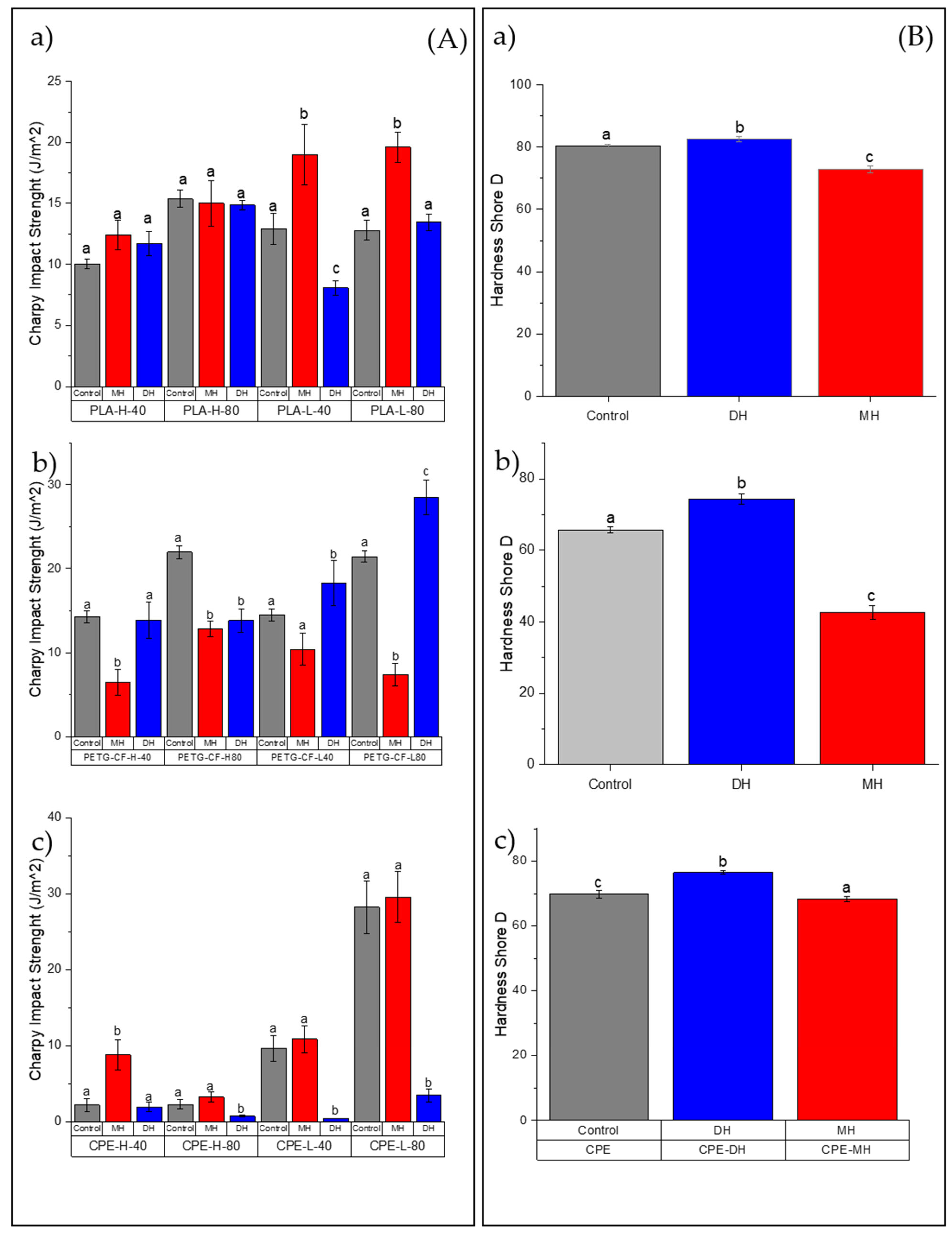
Charpy Impact Test
2.3.2. Microstructural Analysis
2.3.3. Thermomechanical-Analysis
2.3.4. Colorimetric Measurements
2.3.5. Thermal Characterization
Thermogravimetric Analysis
Differential Scanning Calorimetry
2.3.6. Attenuated Total Reflectance-Fourier Transformed Infrared Spectroscopy
2.3.7. Statistical Analyses
3. Results
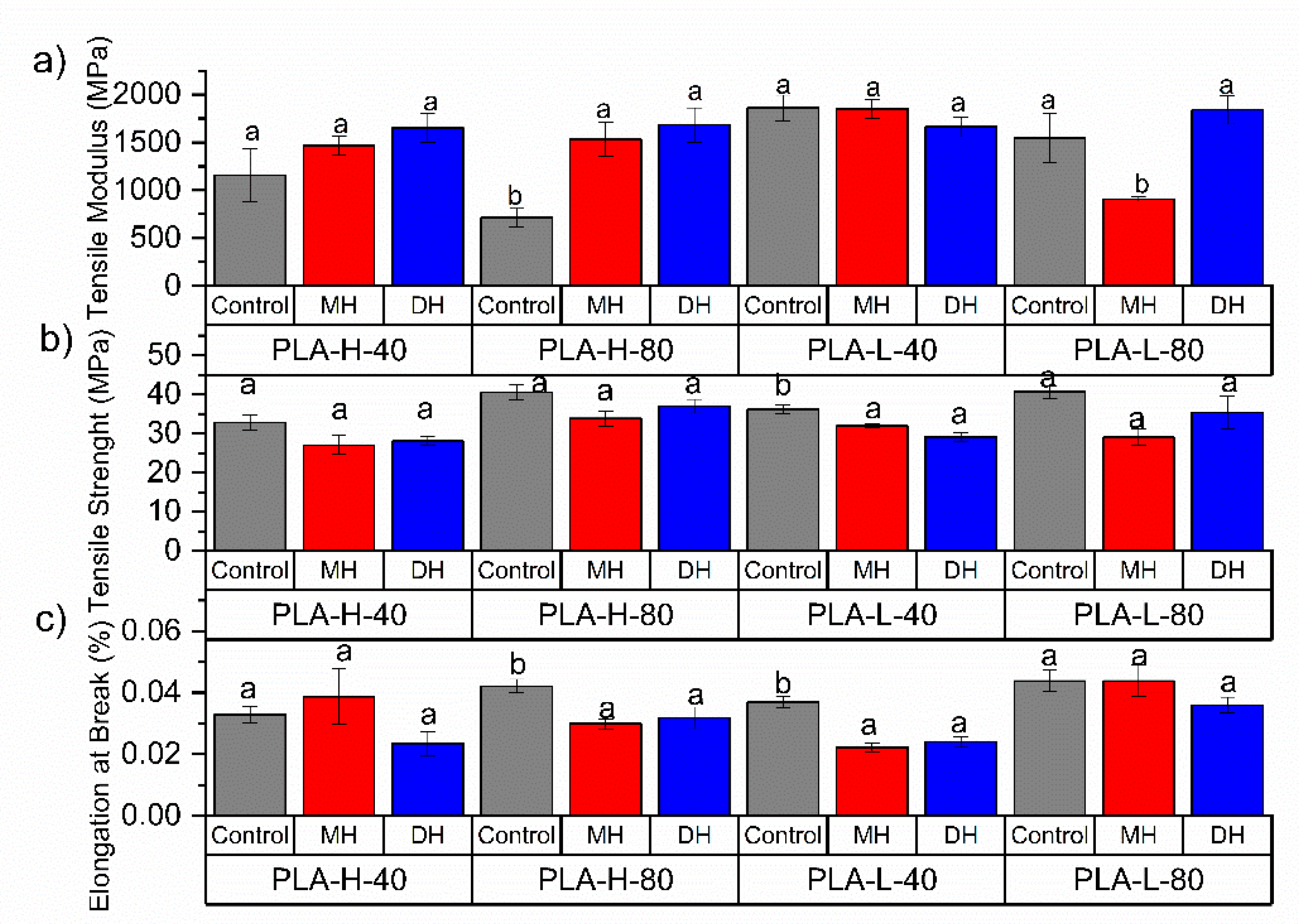
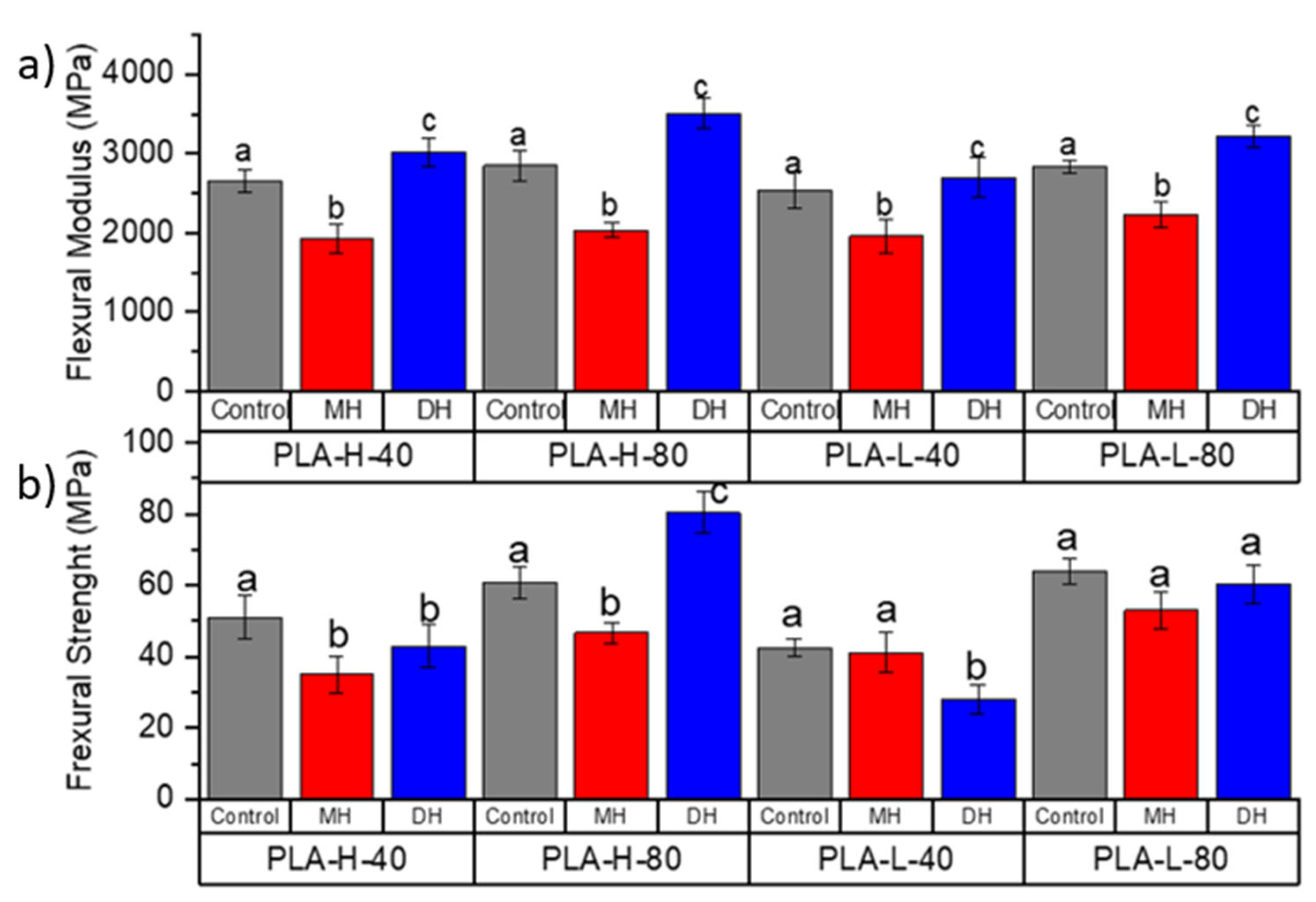
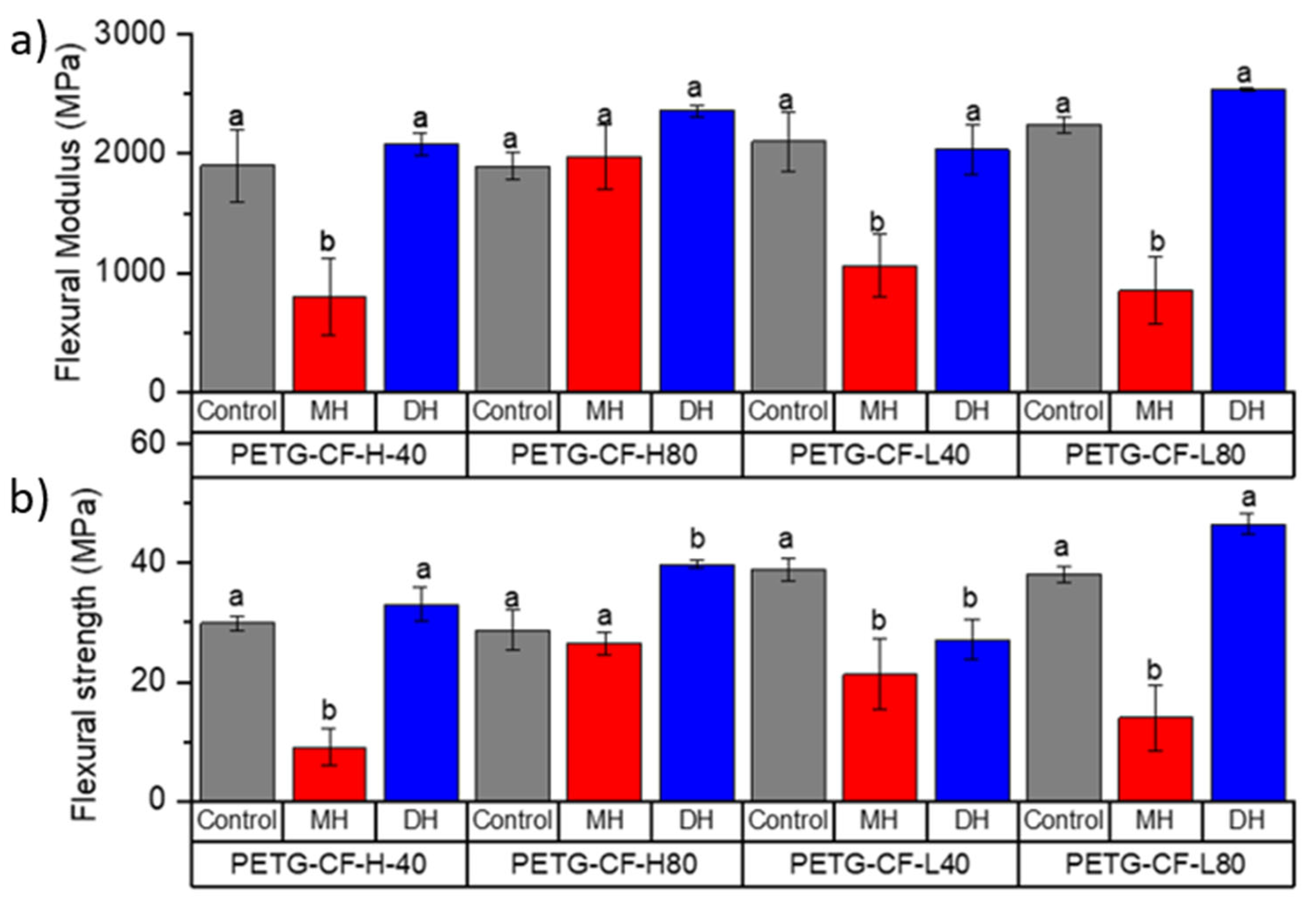
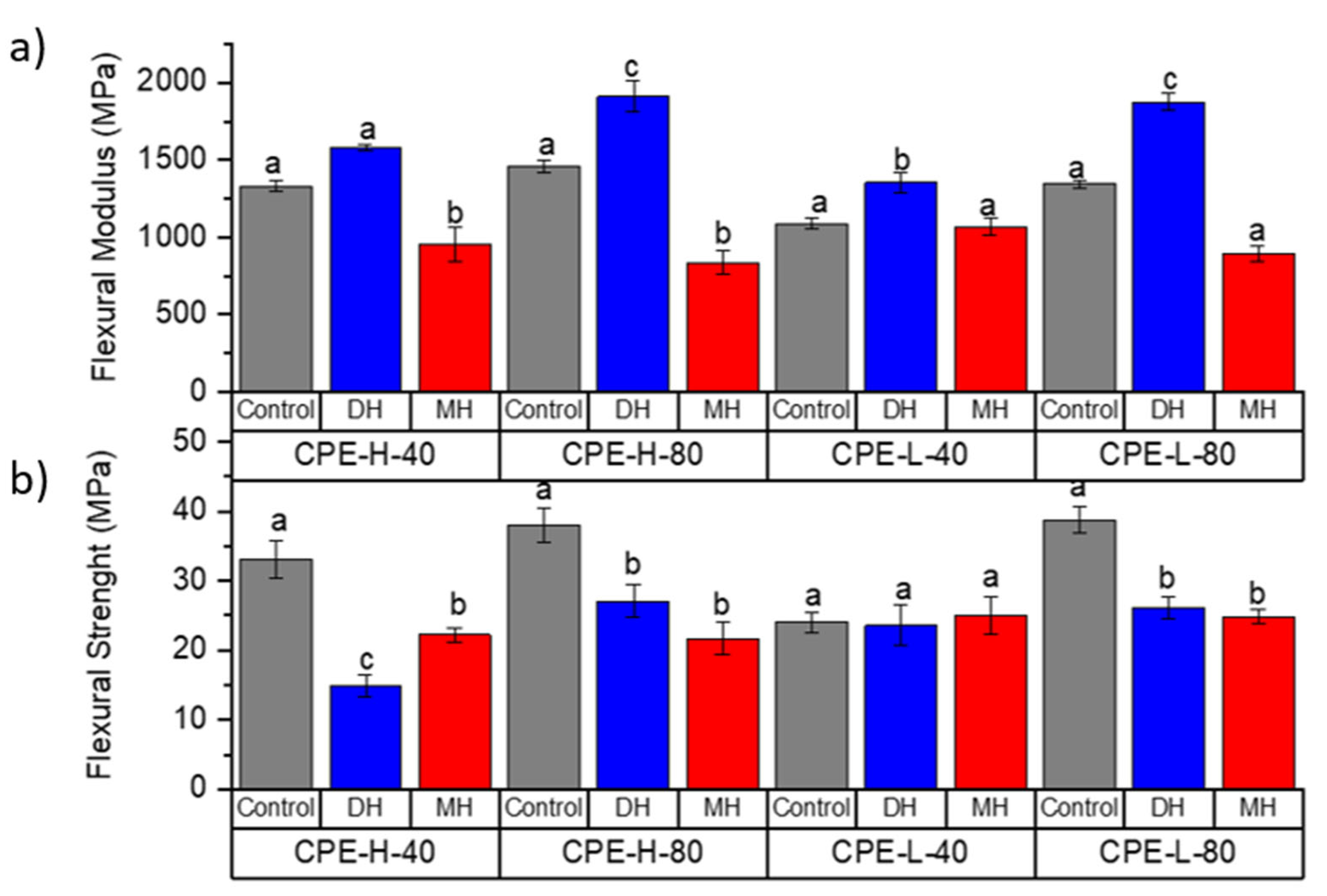
3.1. Mechanical Characterization
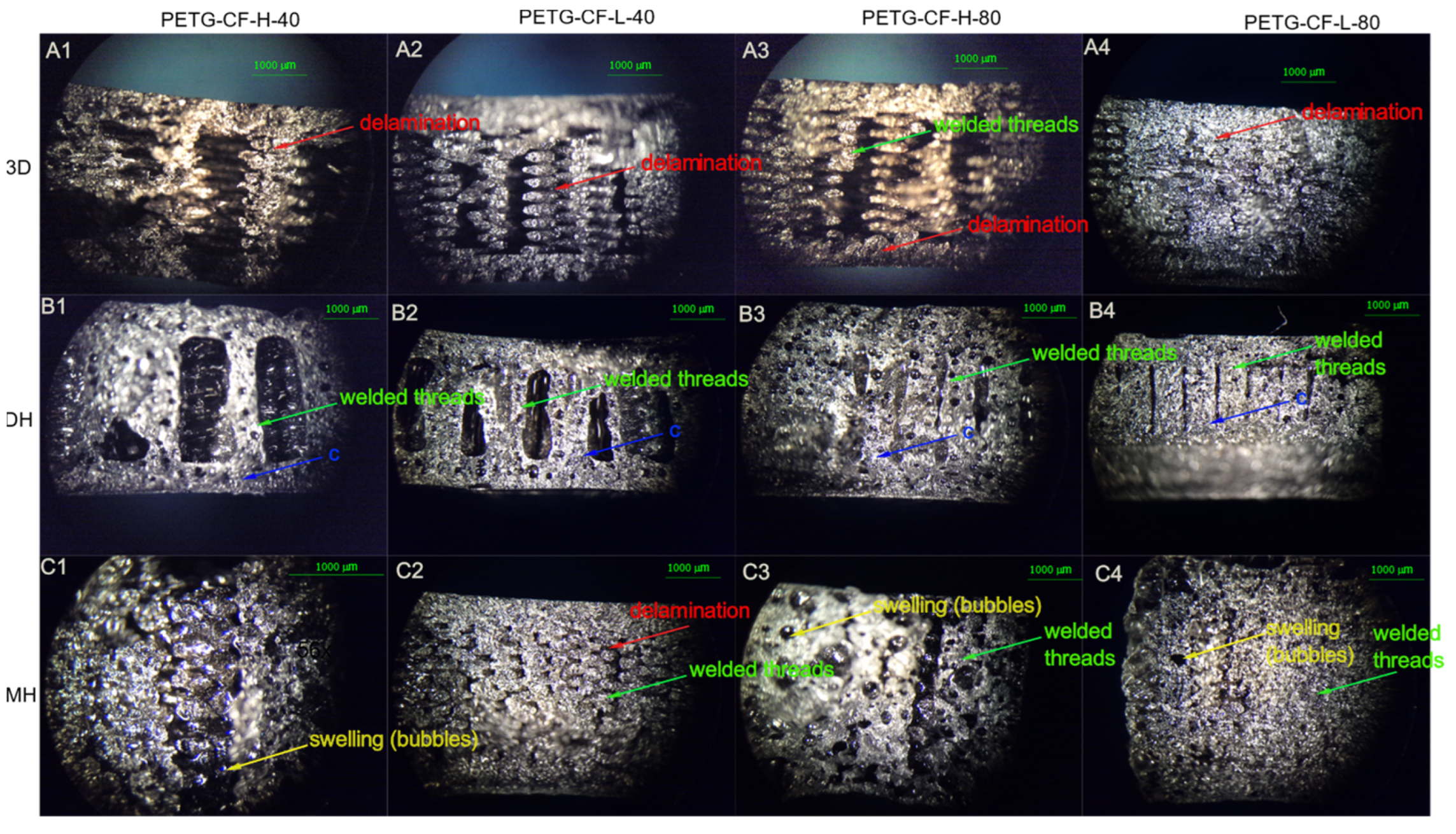
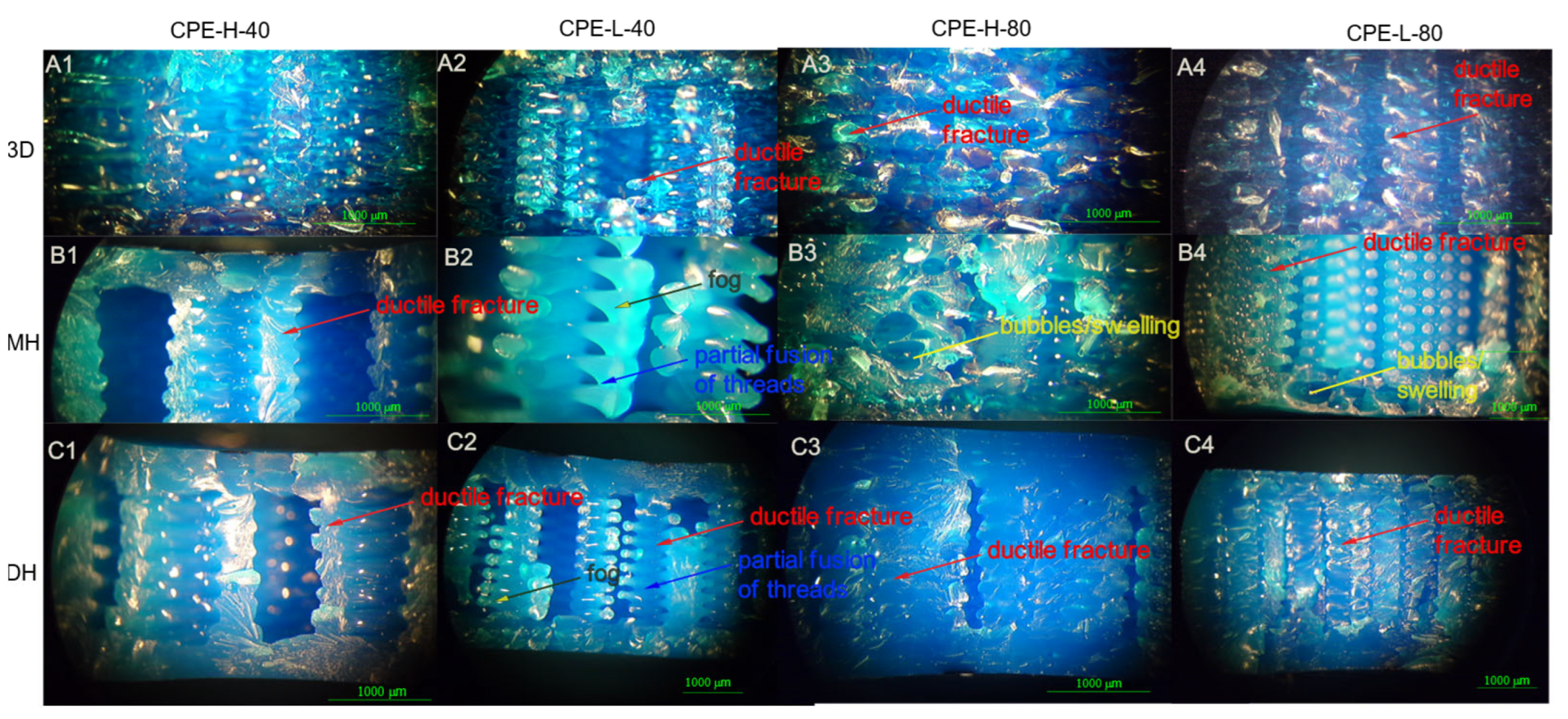
3.2. Microstructural Analysis
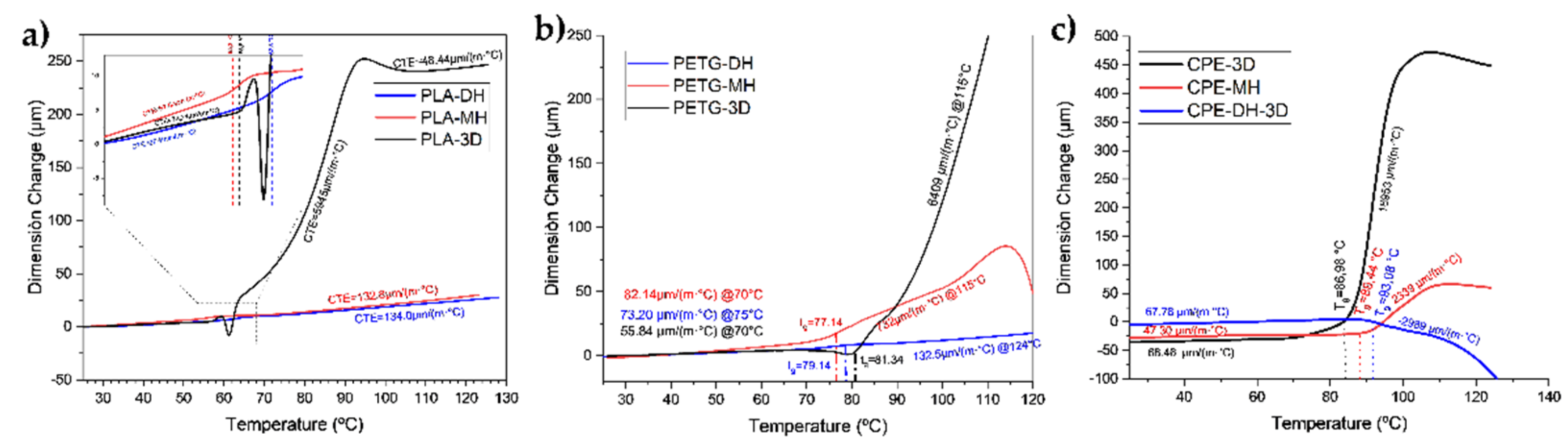
3.3. Thermomechanical Analysis
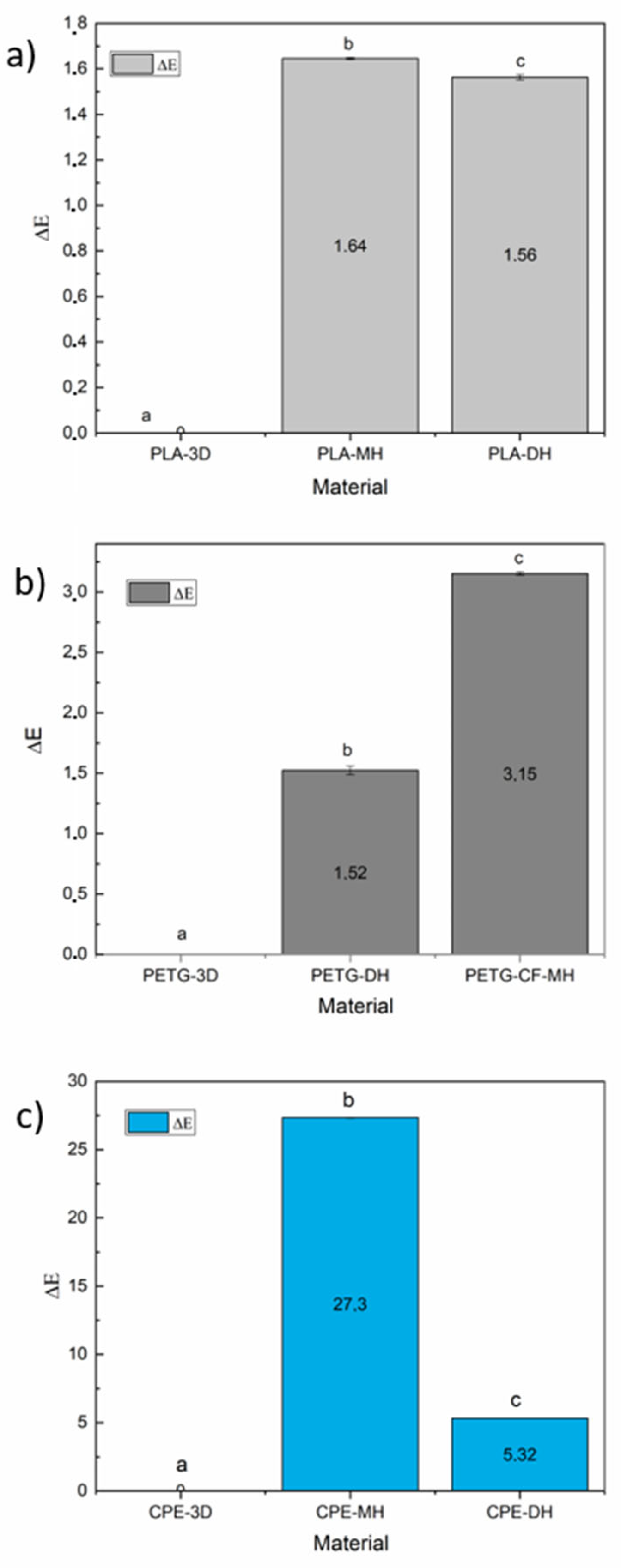
3.4. Colorimetric Measurements
3.5. Thermal Characterization
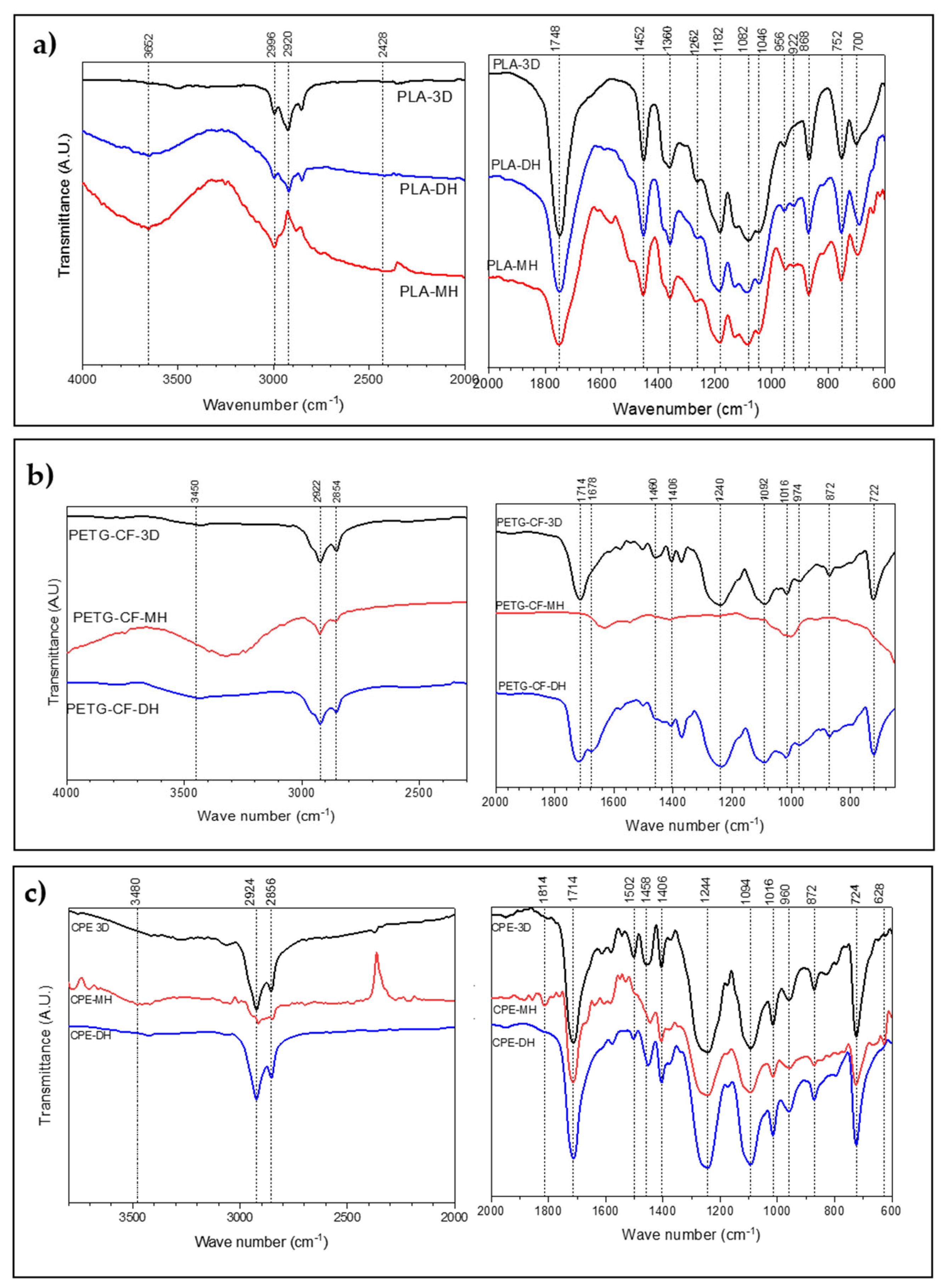
3.6. ATR-FTIR Characterization
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Markvicka, E.; Lackas, K.; Frederick, T.; Bartels, J.; Farritor, S.; Oleynikov, D. Gross Positioning System for In Vivo Surgical Devices. J. Med. Devices 2013, 7, 030922. [Google Scholar] [CrossRef]
- Berman, B. 3-D Printing: The New Industrial Revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- González-Henríquez, C.M.; Sarabia-Vallejos, M.A.; Rodriguez-Hernandez, J. Polymers for Additive Manufacturing and 4d-Printing: Materials, Methodologies, and Biomedical Applications. Prog. Polym. Sci. 2019, 94, 57–166. [Google Scholar] [CrossRef]
- Ferrández-Montero, A.; Lieblich, M.; Benavente, R.; González-Carrasco, J.L.; Ferrari, B. Study of the Matrix-Filler Interface in Pla/Mg Composites Manufactured by Material Extrusion Using a Colloidal Feedstock. Addit. Manuf. 2020, 33, 101142. [Google Scholar] [CrossRef]
- Pavon, C.; Aldas, M.; López-Martínez, J.; Ferrándiz, S. New Materials for 3d-Printing Based on Polycaprolactone with Gum Rosin and Beeswax as Additives. Polymers 2020, 12, 334. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, R.F.; Wang, P.Y.; Yang, M.; Dong, X.; Liu, X.; Sang, Y.; Tong, A. Retracted Article: Application of 3d Printing Technology in Orthopedic Medical Implant-Spinal Surgery as an Example. Int. J. Bioprint. 2019, 5, 168. [Google Scholar] [CrossRef]
- Cingöz, İ.D.; Özyörük, S.; HÜSEMOĞLU, B.; ŞAHİN, M.C. Surgery Dissector: Surgical Device Production with 3d Print Technology. J. Med. Innov. Technol. 2019, 1, 5–8. [Google Scholar]
- Perez, M.; Block, M.; Espalin, D.; Winker, R.; Hoppe, T.; Medina, F.; Wicker, R. Sterilization of Fdm-Manufactured Parts. In Proceedings of the 23rd Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 6–8 August 2012. [Google Scholar]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive Manufacturing: Scientific and Technological Challenges, Market Uptake and Opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Sangiorgi, A.; Gonzalez, Z.; Ferrandez-Montero, A.; Yus, J.; Sanchez-Herencia, A.J.; Galassi, C.; Sanson, A.; Ferrari, B. 3d Printing of Photocatalytic Filters Using a Biopolymer to Immobilize Tio2 Nanoparticles. J. Electrochem. Soc. 2019, 166, H3239. [Google Scholar] [CrossRef]
- Abdullah, K.A.; Reed, W. 3d Printing in Medical Imaging and Healthcare Services. J. Med. Radiat. Sci. 2018, 65, 237–239. [Google Scholar] [CrossRef] [Green Version]
- Fraise, A.P.; Lambert, P.A.; Maillard, J.-Y. Russell, Hugo & Ayliffe’s Principles and Practice of Disinfection, Preservation and Sterilization; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar]
- Rogers, W.J. Steam and Dry Heat Sterilization of Biomaterials and Medical Devices. In Sterilisation of Biomaterials and Medical Devices; Elsevier: Amsterdam, The Netherlands, 2012; pp. 20–55. [Google Scholar]
- Arrieta, M.P.; Samper, M.D.; Aldas, M.; López, J. On the Use of Pla-Phb Blends for Sustainable Food Packaging Applications. Materials 2017, 10, 1008. [Google Scholar] [CrossRef] [PubMed]
- Roman, N.; Cojocaru, D.; Coman, C.; Repanovici, A.; Bou, S.F.; Miclaus, R.S. Materials for Respiratory Masks in the Context of Covid 19 Pandemic. Mater. Plast. 2021, 57, 236–247. [Google Scholar] [CrossRef]
- Beltrán, F.R.; Arrieta, M.P.; Moreno, E.; Gaspar, G.; Muneta, L.M.; Carrasco-Gallego, R.; Yáñez, S.; Hidalgo-Carvajal, D.; de la Orden, M.U.; Urreaga, J.M. Evaluation of the Technical Viability of Distributed Mechanical Recycling of Pla 3d Printing Wastes. Polymers 2021, 13, 1247. [Google Scholar] [CrossRef] [PubMed]
- Muñoz, V.G.; Muneta, L.M.; Carrasco-Gallego, R.; Marquez, J.J.; Hidalgo-Carvajal, D. Evaluation of the Circularity of Recycled Pla Filaments for 3d Printers. Appl. Sci. 2020, 10, 8967. [Google Scholar] [CrossRef]
- Luzi, F.; Torre, L.; Kenny, J.M.; Puglia, D. Bio- and Fossil-Based Polymeric Blends and Nanocomposites for Packaging: Structure-Property Relationship. Materials 2019, 12, 471. [Google Scholar] [CrossRef] [Green Version]
- Balart, R.; Garcia-Garcia, D.; Fombuena, V.; Quiles-Carrillo, L.; Arrieta, M.P. Biopolymers from Natural Resources. Polymers 2021, 13, 2532. [Google Scholar] [CrossRef]
- Agüero, A.; Morcillo, M.C.; Quiles-Carrillo, L.; Balart, R.; Boronat, T.; Lascano, D.; Torres-Giner, S.; Fenollar, O. Study of the Influence of the Reprocessing Cycles on the Final Properties of Polylactide Pieces Obtained by Injection Molding. Polymers 2019, 11, 1908. [Google Scholar] [CrossRef] [Green Version]
- Frizziero, L.; Santi, G.M.; Leon-Cardenas, C.; Ferretti, P.; Sali, M.; Gianese, F.; Crescentini, N.; Donnici, G.; Liverani, A.; Trisolino, G.; et al. Heat Sterilization Effects on Polymeric, Fdm-Optimized Orthopedic Cutting Guide for Surgical Procedures. J. Funct. Biomater. 2021, 12, 63. [Google Scholar] [CrossRef]
- Chen, T.; Zhang, J.; You, H. Photodegradation Behavior and Mechanism of Poly (Ethylene Glycol-Co-1, 4-Cyclohexanedimethanol Terephthalate)(Petg) Random Copolymers: Correlation with Copolymer Composition. RSC Adv. 2016, 6, 102778–102790. [Google Scholar] [CrossRef]
- Fernandez-Vicente, M.; Calle, W.; Ferrandiz, S.; Conejero, A. Effect of Infill Parameters on Tensile Mechanical Behavior in Desktop 3d Printing. 3D Print. Addit. Manuf. 2016, 3, 183–192. [Google Scholar] [CrossRef]
- International Standards Organization. ISO 527-1:2012-Plastics—Determination of Tensile Properties—Part 1: General Principles; International Standards Organization: Geneva, Switzerland, 2012. [Google Scholar]
- International Standards Organization. ISO 178:2010—Plastics—Determination of Flexural Properties; International Standards Organization: Geneva, Switzerland, 2010. [Google Scholar]
- International Standards Organization. ISO 868:2003—Plastics and Ebonite—Determination of Indentation Hardness by Means of a Durometer (Shore Hardness); International Standards Organization: Geneva, Switzerland, 2003. [Google Scholar]
- International Standards Organization. ISO 179:2010—Plastics—Determination of Charpy Impact Properties; International Standards Organization: Geneva, Switzerland, 2010. [Google Scholar]
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. Fdm Process Parameters Influence over the Mechanical Properties of Polymer Specimens: A Review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Ćwikła, G.; Grabowik, C.; Kalinowski, K.; Paprocka, I.; Ociepka, P. The Influence of Printing Parameters on Selected Mechanical Properties of Fdm/Fff 3d-Printed Parts. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Busan, Korea, 25–27 August 2017. [Google Scholar]
- Santana, L.; Alves, J.L.; Netto, A.d.S. A Study of Parametric Calibration for Low Cost 3d Printing: Seeking Improvement in Dimensional Quality. Mater. Des. 2017, 135, 159–172. [Google Scholar] [CrossRef]
- Ferreira, I.; Vale, D.; Machado, M.; Lino, J. Additive Manufacturing of Polyethylene Terephthalate Glycol/Carbon Fiber Composites: An Experimental Study from Filament to Printed Parts. Proc. Inst. Mech. Eng. L J. Mater. Des. Appl. 2019, 233, 1866–1878. [Google Scholar] [CrossRef]
- Vega, L.Y.; Mesa, L.M. Integración De La Impresión 3d En El Proceso De Cera Perdida Para La Producción De Joyas, Con Fines De Estandarización. Inf. Téc. 2019, 83, 51–65. [Google Scholar] [CrossRef]
- Ghomi, E.R.; Khosravi, F.; Neisiany, R.E.; Singh, S.; Ramakrishna, S. Future of Additive Manufacturing in Healthcare. Curr. Opin. Biomed. Eng. 2021, 17, 100255. [Google Scholar] [CrossRef]
- Louvrier, A.; Marty, P.; Barrabé, A.; Euvrard, E.; Chatelain, B.; Weber, E.; Meyer, C. How Useful Is 3d Printing in Maxillofacial Surgery? J. Stomatol. Oral Maxillofac. Surg. 2017, 118, 206–212. [Google Scholar] [CrossRef]
- Hoang, D.; Perrault, D.; Stevanovic, M.; Ghiassi, A. Surgical Applications of Three-Dimensional Printing: A Review of the Current Literature & How to Get Started. Ann. Transl. Med. 2016, 4, 456. [Google Scholar]
- Shilo, D.; Emodi, O.; Blanc, O.; Noy, D.; Rachmiel, A. Printing the Future—Updates in 3d Printing for Surgical Applications. Rambam Maimonides Med. J. 2018, 9, e0020. [Google Scholar] [CrossRef] [Green Version]
- Nagarajan, N.; Dupret-Bories, A.; Karabulut, E.; Zorlutuna, P.; Vrana, N.E. Enabling Personalized Implant and Controllable Biosystem Development through 3d Printing. Biotechnol. Adv. 2018, 36, 521–533. [Google Scholar] [CrossRef]
- Jin, Y.-A.; Plott, J.; Chen, R.; Wensman, J.; Shih, A. Additive Manufacturing of Custom Orthoses and Prostheses—A Review. Procedia CIRP 2015, 36, 199–204. [Google Scholar] [CrossRef] [Green Version]
- Arrieta, M.P.; Castro-López, M.M.; Rayón, E.; Barral-Losada, L.F.; López-Vilariño, J.M.; López, J.; González-Rodríguez, M.V. Plasticized Poly(Lactic Acid)–Poly(Hydroxybutyrate) (Pla–Phb) Blends Incorporated with Catechin Intended for Active Food-Packaging Applications. J. Agric. Food Chem. 2014, 62, 10170–10180. [Google Scholar] [CrossRef] [PubMed]
- Arrieta, M.P.; López, J.; Rayón, E.; Jiménez, A. Disintegrability under Composting Conditions of Plasticized Pla–Phb Blends. Polym. Degrad. Stab. 2014, 108, 307–318. [Google Scholar] [CrossRef] [Green Version]
- Meskinfam, M. Polymer Scaffolds for Bone Regeneration. In Characterization of Polymeric Biomaterials; Elsevier: Amsterdam, The Netherlands, 2017; pp. 441–475. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Infill Percentage | Type of Filling | Sterilization Process |
|---|---|---|---|
| PLA-L-80 | 80% | Rectilinear-L | - |
| PLA-L-80-DM | 80% | Rectilinear-L | DM |
| PLA-L-80-MH | 80% | Rectilinear-L | MH |
| PLA-L-40 | 40% | Rectilinear-L | - |
| PLA-L-40-DM | 40% | Rectilinear-L | DM |
| PLA-L-40-MH | 40% | Rectilinear-L | MH |
| PLA-H-80 | 80% | Honeycomb-H | - |
| PLA-H-80-DM | 80% | Honeycomb-H | DM |
| PLA-H-80-MH | 80% | Honeycomb-H | MH |
| PLA-H-40 | 40% | Honeycomb-H | - |
| PLA-H-40-DM | 40% | Honeycomb-H | DM |
| PLA-H-40-MH | 40% | Honeycomb-H | MH |
| PETG+CF-L-80 | 80% | Rectilinear-L | - |
| PETG+CF-L-80-DM | 80% | Rectilinear-L | DM |
| PETG+CF-L-80-MH | 80% | Rectilinear-L | MH |
| PETG+CF-L-40 | 40% | Rectilinear-L | - |
| PETG+CF-L-40-DM | 40% | Rectilinear-L | DM |
| PETG+CF-L-40-MH | 40% | Rectilinear-L | MH |
| CPE-H-80 | 80% | Honeycomb-H | - |
| CPE-H-80-DM | 80% | Honeycomb-H | DM |
| CPE-H-80-MH | 80% | Honeycomb-H | MH |
| CPE-H-40 | 40% | Honeycomb-H | - |
| CPE-H-40-DM | 40% | Honeycomb-H | DM |
| CPE-H-40-MH | 40% | Honeycomb-H | MH |
| Sample | Tg (°C) | Tcc (°C) | Tm (°C) | T5% (°C) | Tmax (°C) | T95% (°C) |
|---|---|---|---|---|---|---|
| PLA (control) | 64.4 | 114.2 | 150.5 | 348.6 | 380.6 | 402.8 |
| PLA 3D printed | 57.7 | 112.0 | 150.1 | 330.4 | 365.0 | 385.0 |
| PLA-MH | 57.6 | - | 152.3 | 353.5 | 383.5 | 404.5 |
| PLA-DH | 54.1 | - | 151.2 | 342.5 | 380.0 | 392.9 |
| PETG (control) | 80.0 | - | - | 340.8 | 438.8 | >700 |
| PETG 3D printed | 76.5 | - | - | 377.5 | 433.5 | >700 |
| PETG-MH | 84.3 | - | - | 414.0 | 458.5 | >700 |
| PETG-DH | 85.0 | - | - | 383.0 | 453.0 | >700 |
| CPE (control) | 83.7 | - | - | 406.2 | 439.0 | >700 |
| CPE 3D printed | 81.1 | - | - | 396.0 | 428.5 | >700 |
| CPE-MH | 76.2 | - | - | 407.5 | 443.2 | >700 |
| CPE-DH | 88.9 | - | - | 406.5 | 444.0 | >700 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fuentes, J.M.; Arrieta, M.P.; Boronat, T.; Ferrándiz, S. Effects of Steam Heat and Dry Heat Sterilization Processes on 3D Printed Commercial Polymers Printed by Fused Deposition Modeling. Polymers 2022, 14, 855. https://doi.org/10.3390/polym14050855
Fuentes JM, Arrieta MP, Boronat T, Ferrándiz S. Effects of Steam Heat and Dry Heat Sterilization Processes on 3D Printed Commercial Polymers Printed by Fused Deposition Modeling. Polymers. 2022; 14(5):855. https://doi.org/10.3390/polym14050855
Chicago/Turabian StyleFuentes, Jorge Mauricio, Marina Patricia Arrieta, Teodomiro Boronat, and Santiago Ferrándiz. 2022. "Effects of Steam Heat and Dry Heat Sterilization Processes on 3D Printed Commercial Polymers Printed by Fused Deposition Modeling" Polymers 14, no. 5: 855. https://doi.org/10.3390/polym14050855
APA StyleFuentes, J. M., Arrieta, M. P., Boronat, T., & Ferrándiz, S. (2022). Effects of Steam Heat and Dry Heat Sterilization Processes on 3D Printed Commercial Polymers Printed by Fused Deposition Modeling. Polymers, 14(5), 855. https://doi.org/10.3390/polym14050855