
Oil-Based Mud Waste as a Filler Material in LDPE Composites: Evaluation of Mechanical Properties

 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Samples Preparation
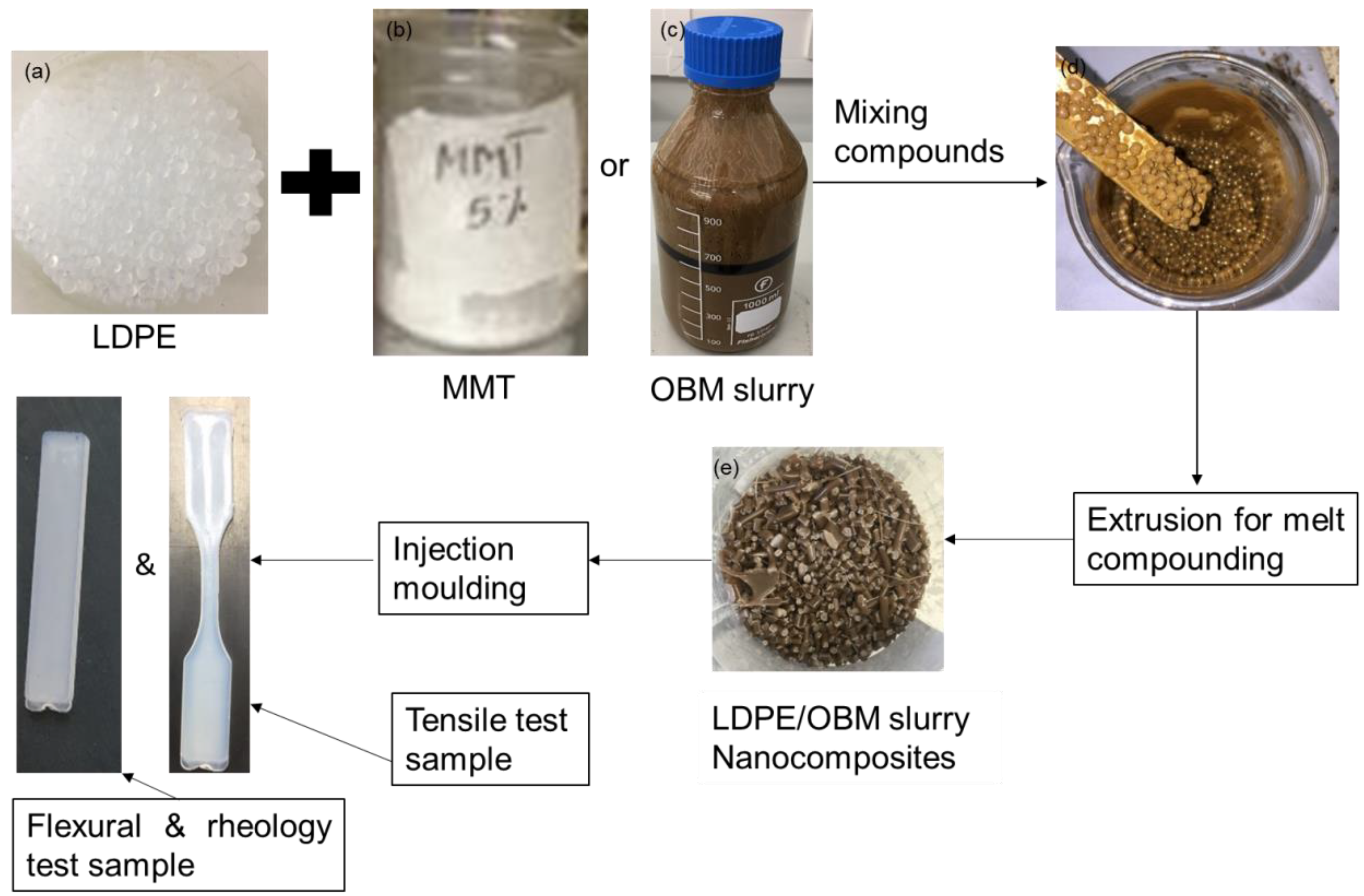
2.2. LDPE/OBM Slurry Nanocomposite Manufacturing Process
2.3. Sample Testing and Characterisation
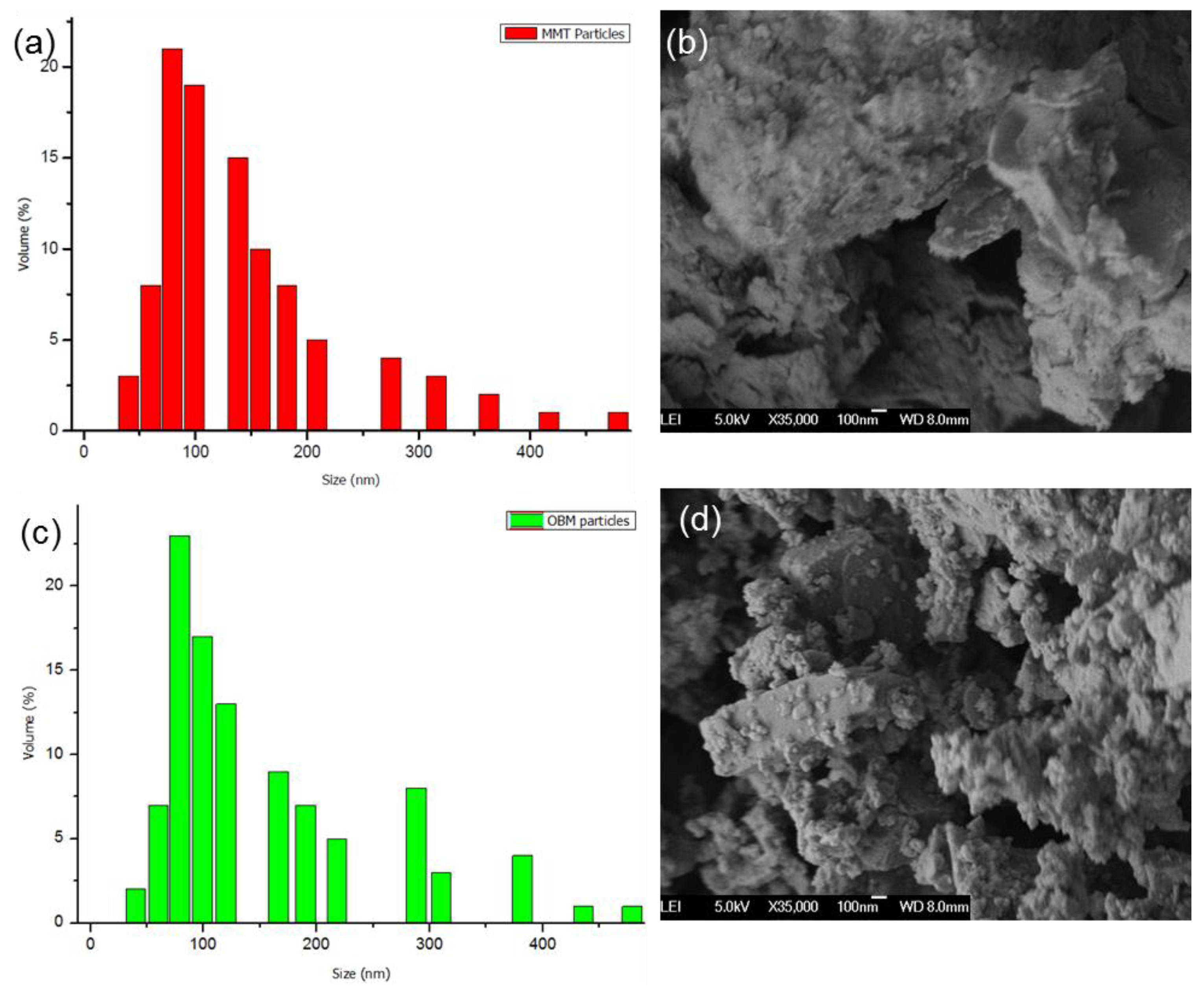
2.3.1. Particle Size and Morphology Analysis
2.3.2. Chemical Structure and Thermal Analysis
2.3.3. Mechanical Testing
3. Results and Discussion
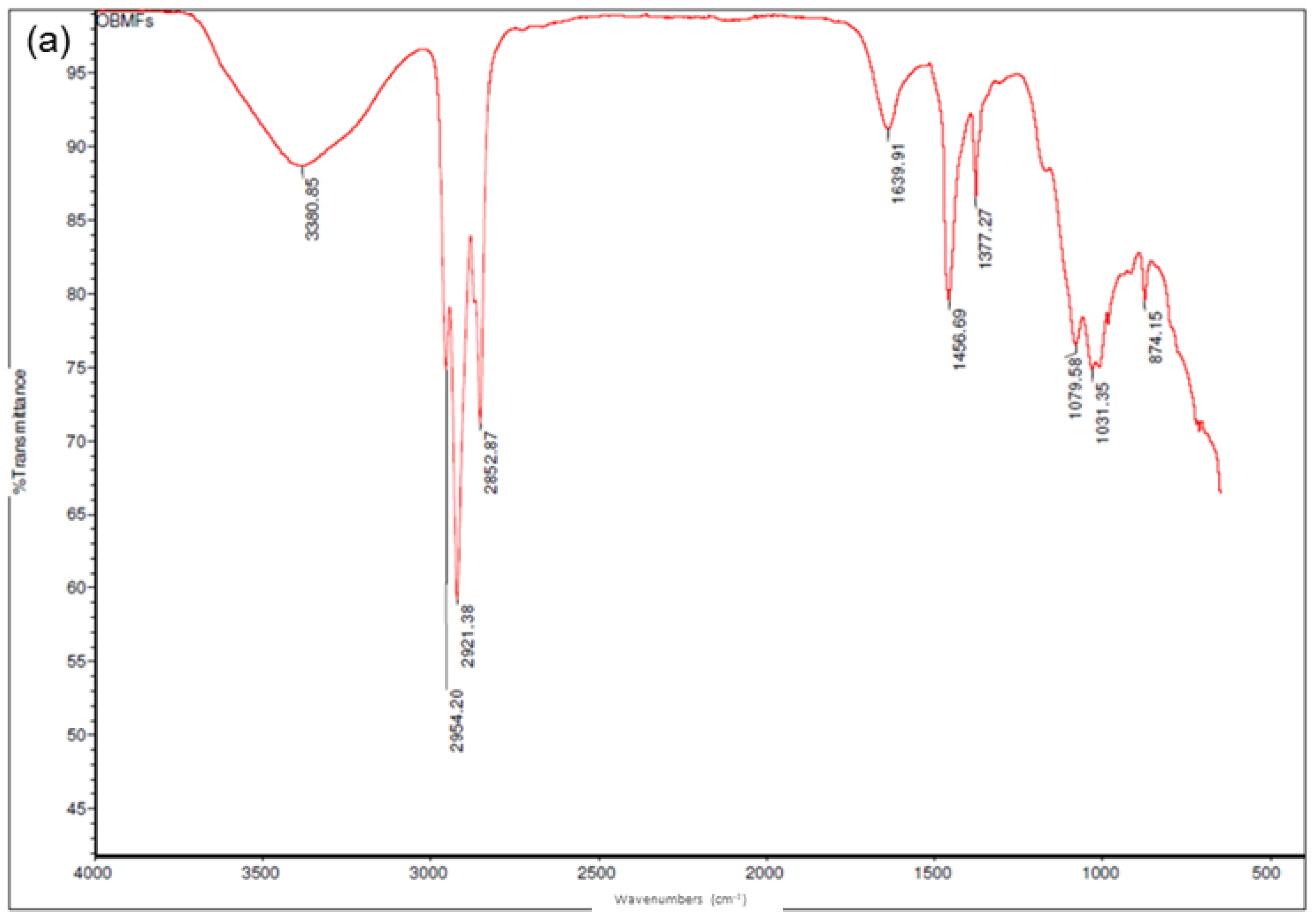
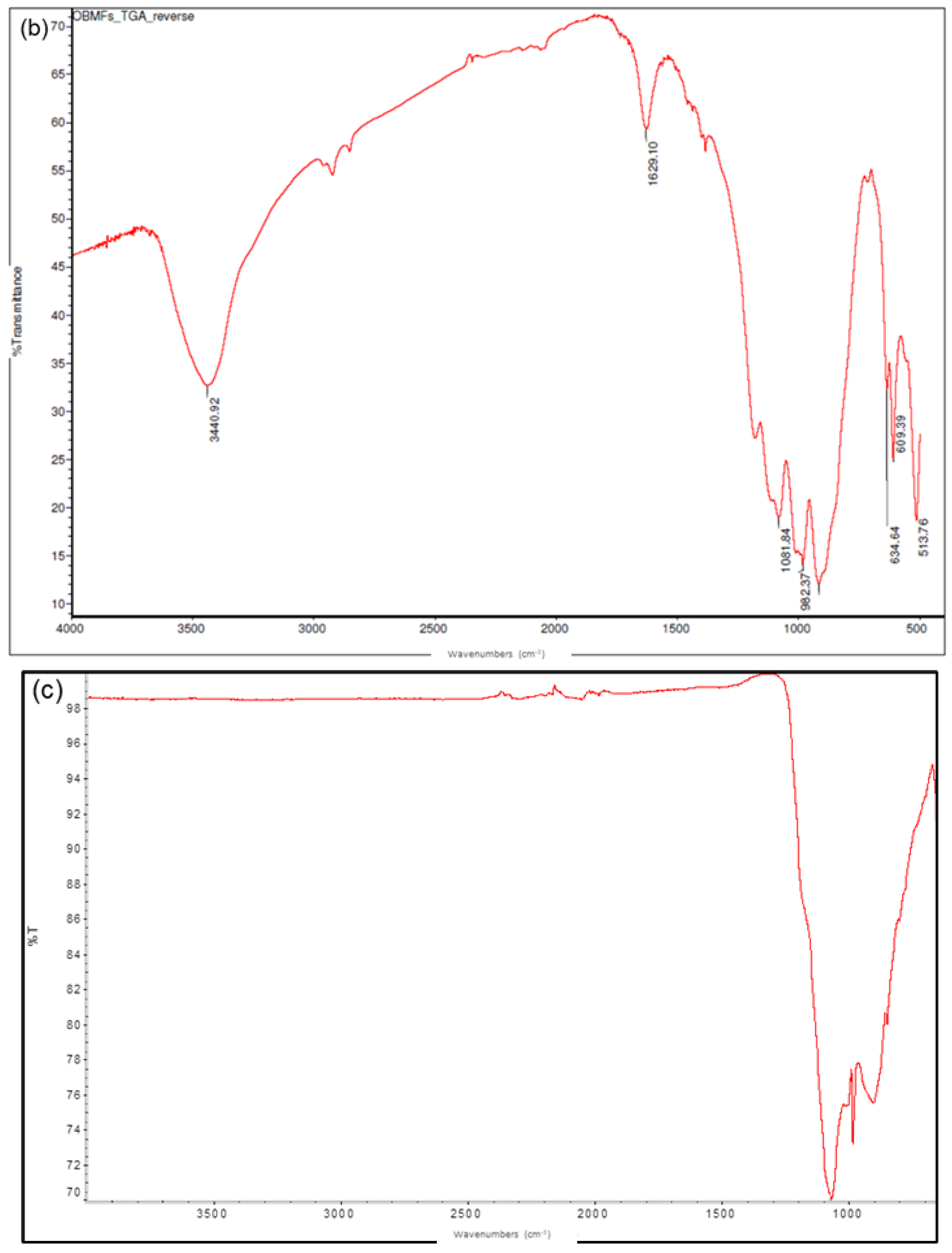
3.1. Particle Size, Morphology Study and Chemical Structure Analysis
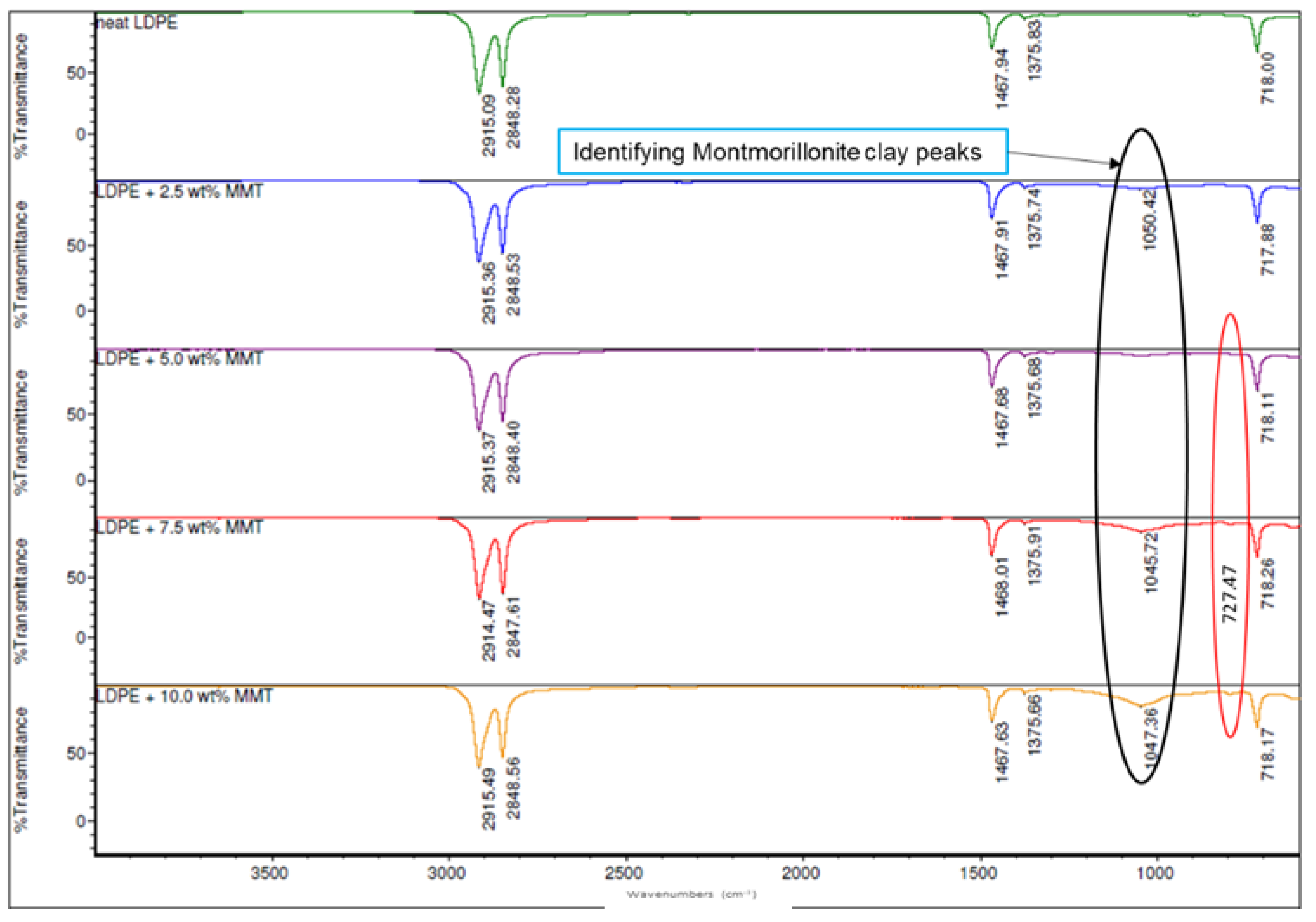
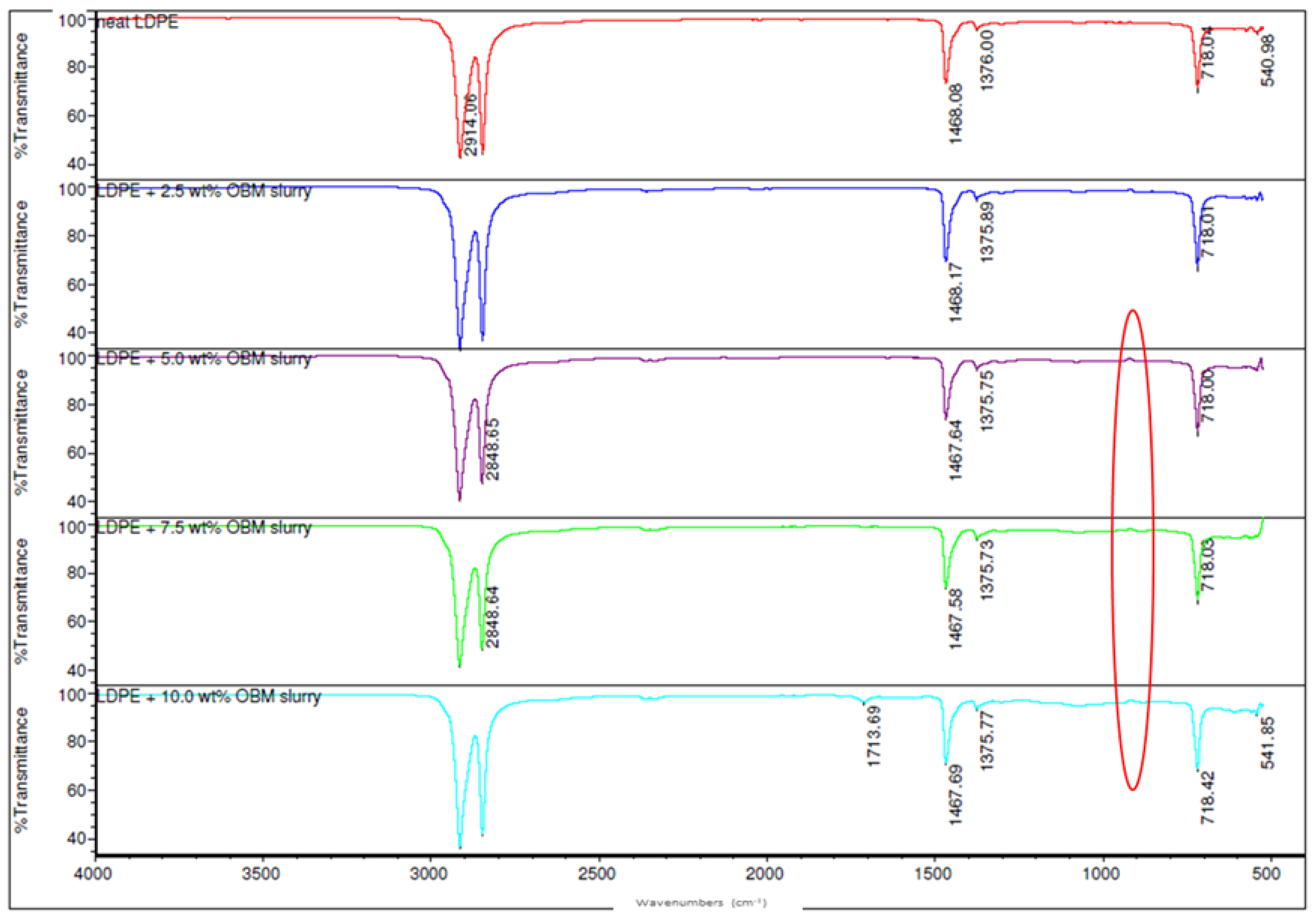
3.2. Chemical Structure Analysis of LDPE/MMT and LDPE/OBM Slurry Nanocomposites
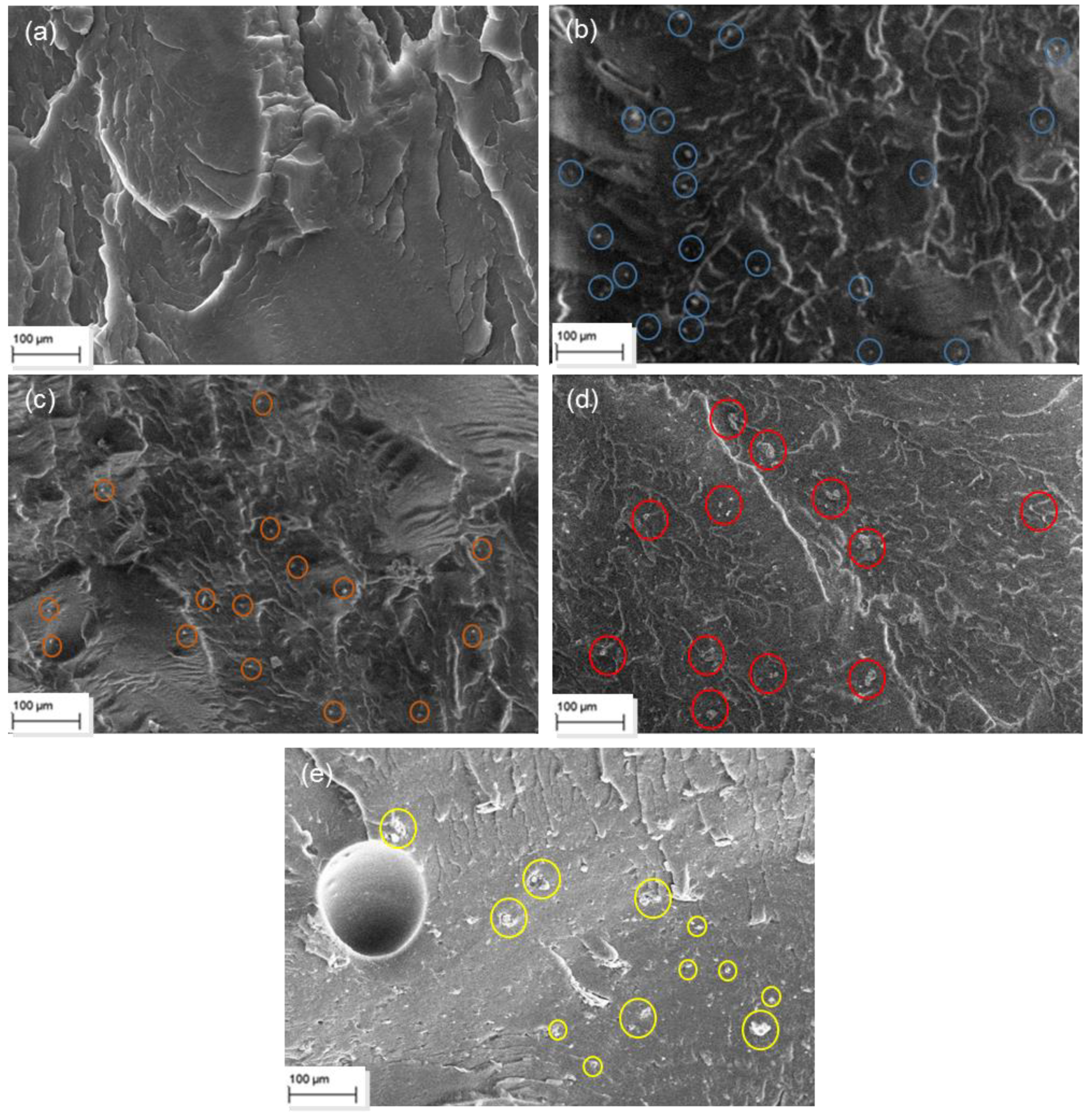
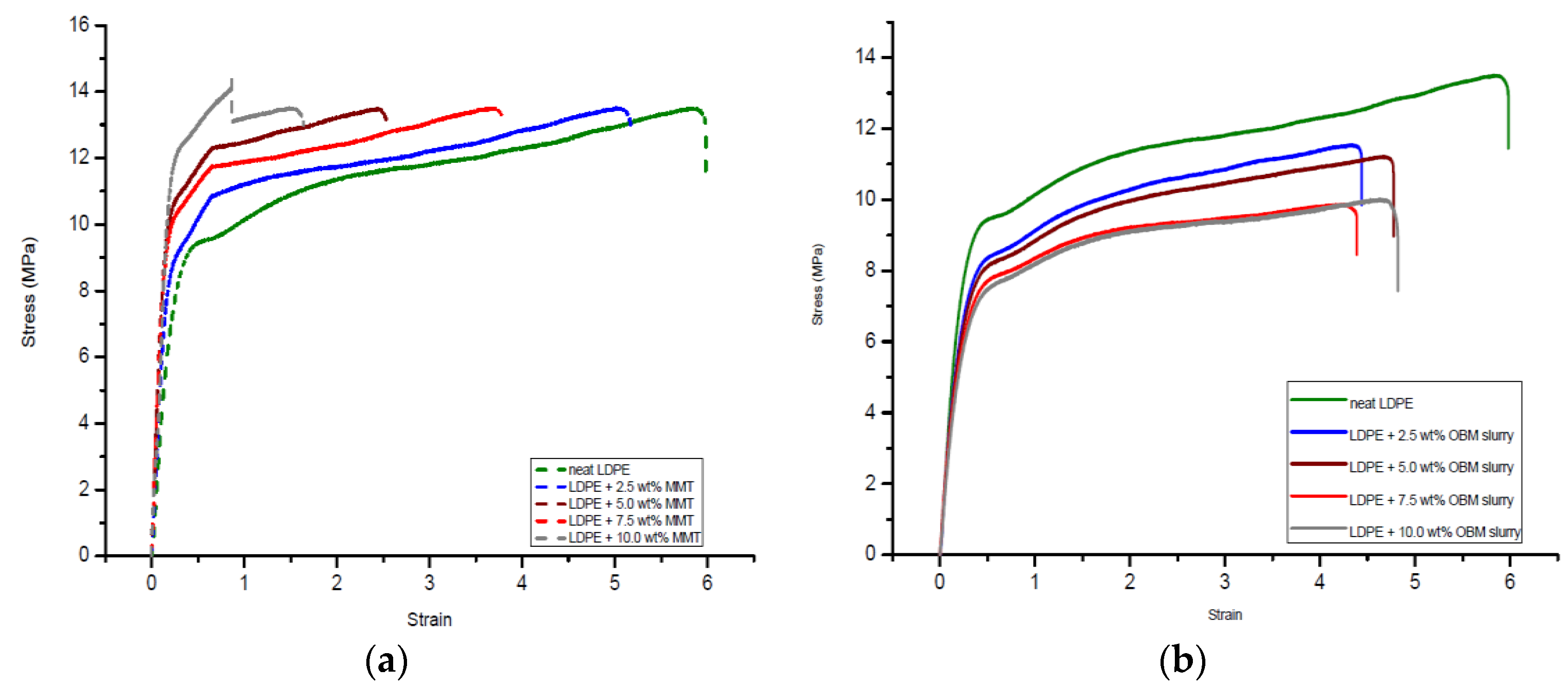
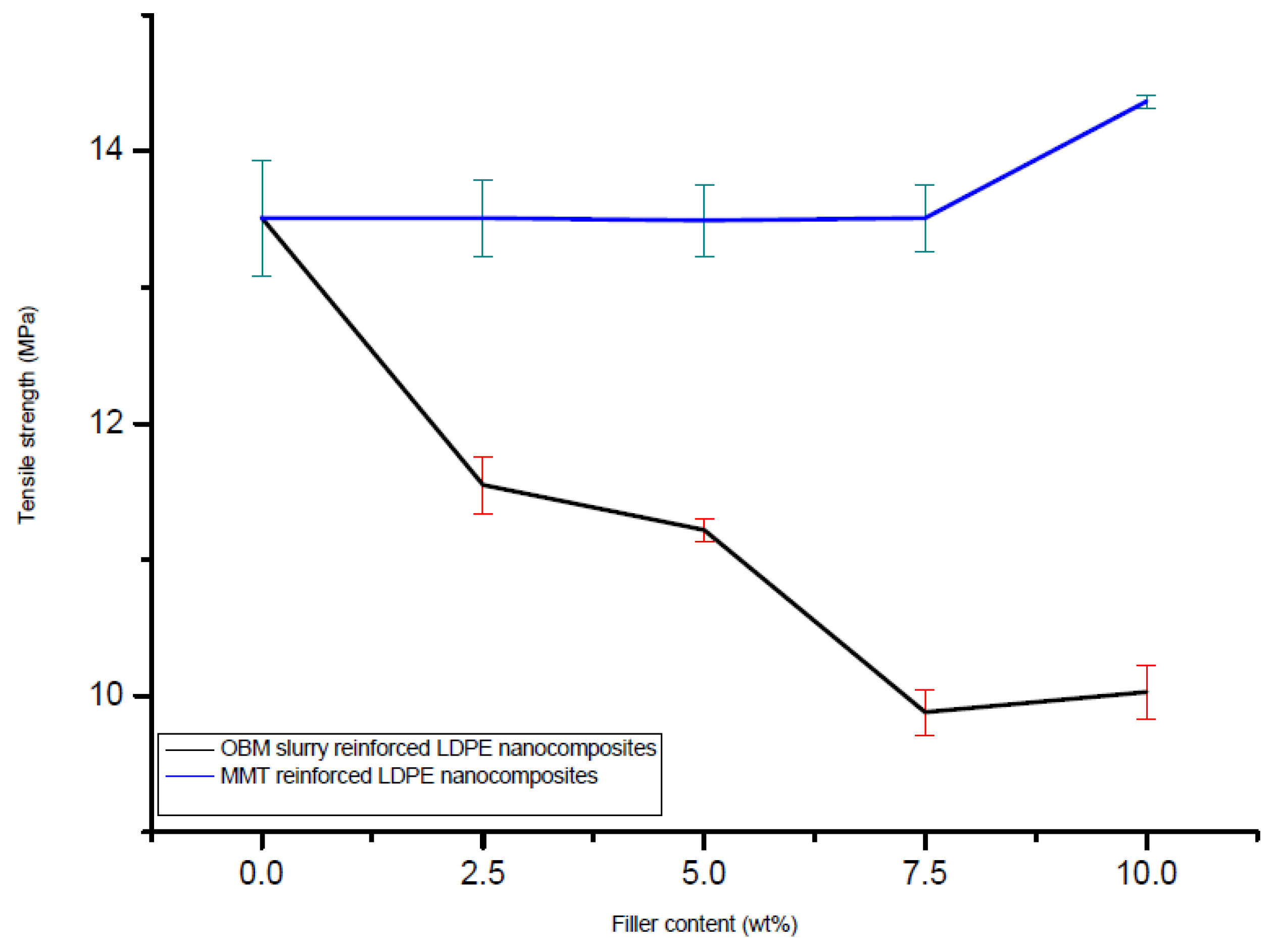
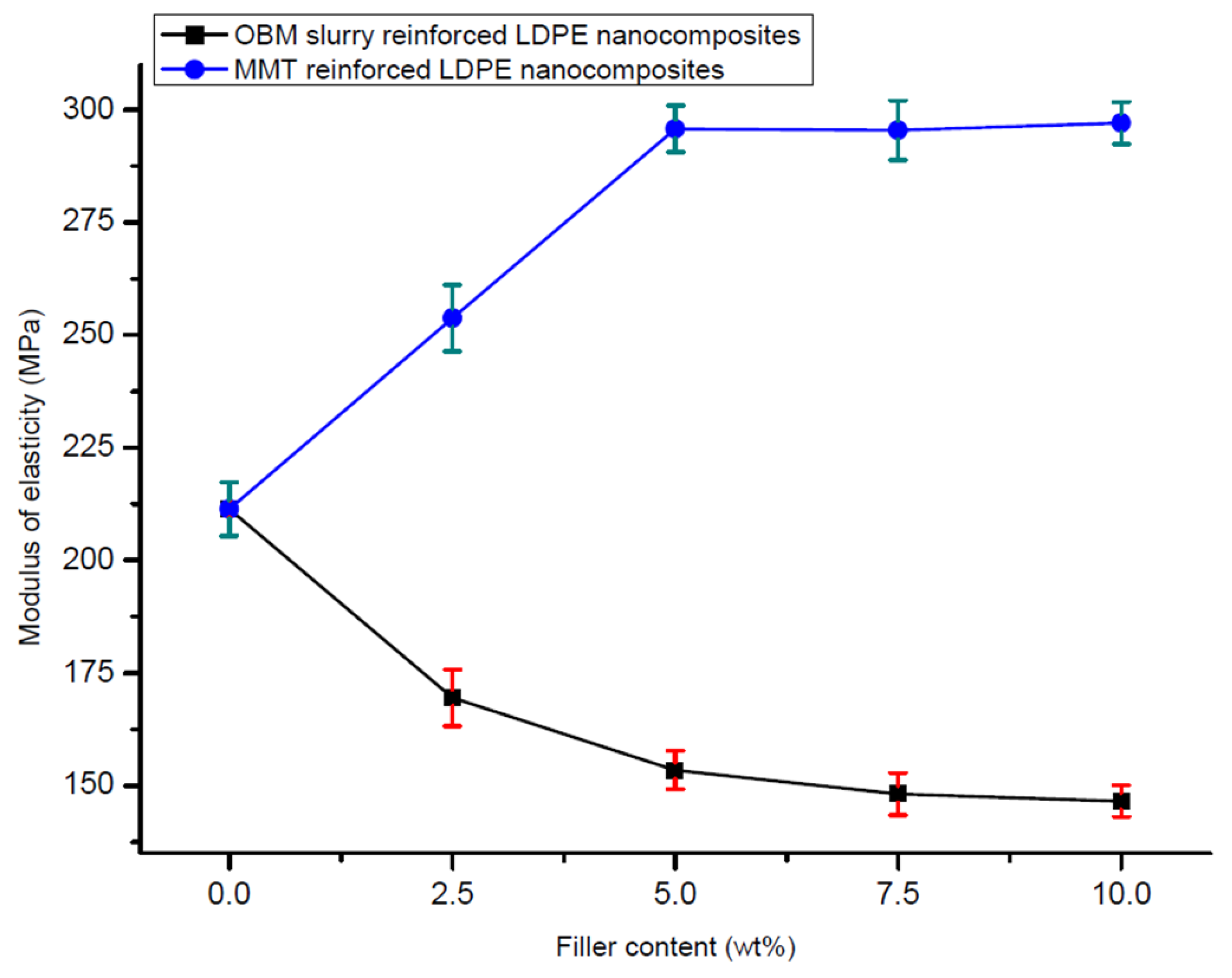
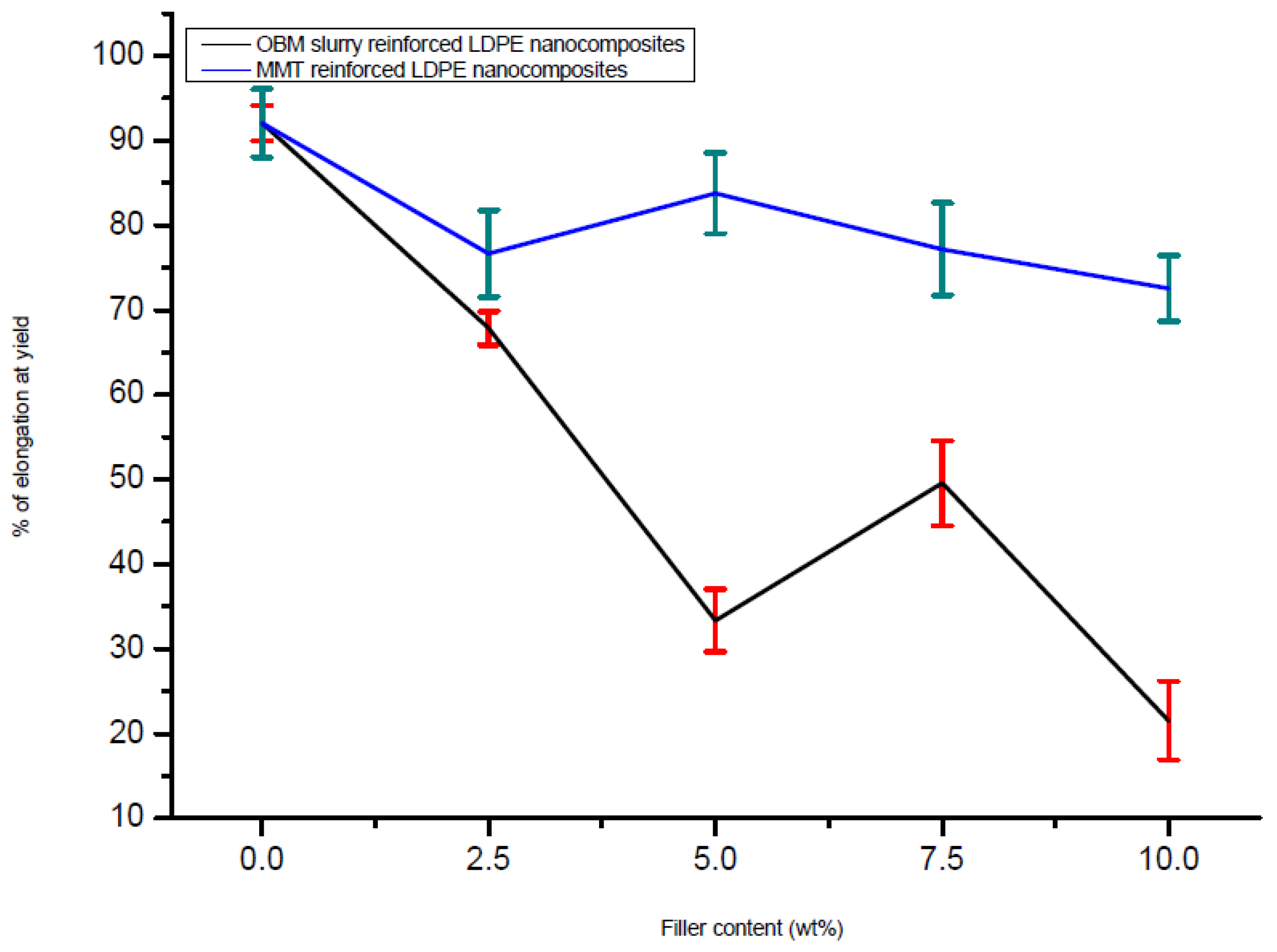
3.3. Tensile Properties of Neat LDPE, LDPE/MMT and LDPE/OBM Slurry Nanocomposites
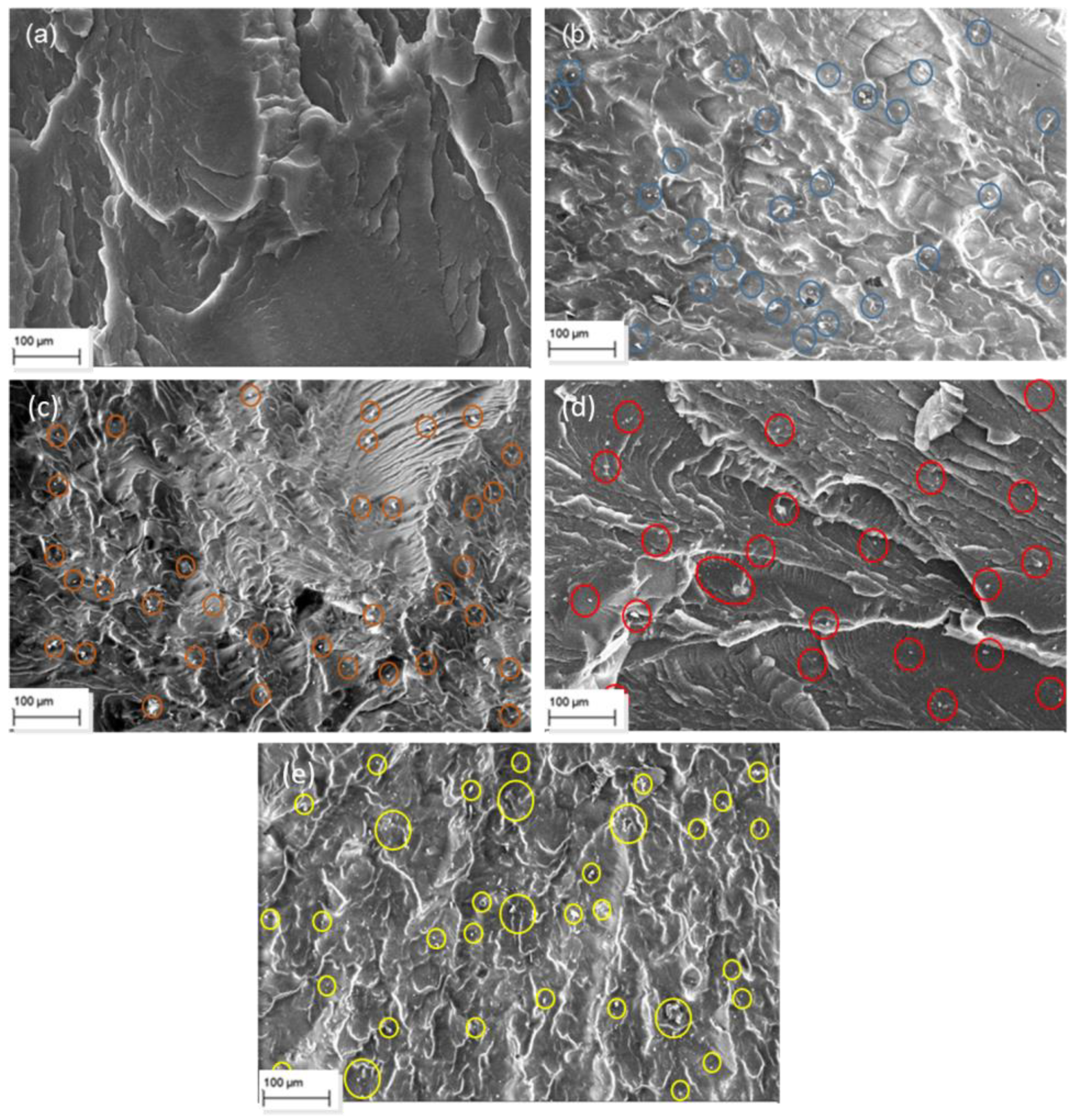
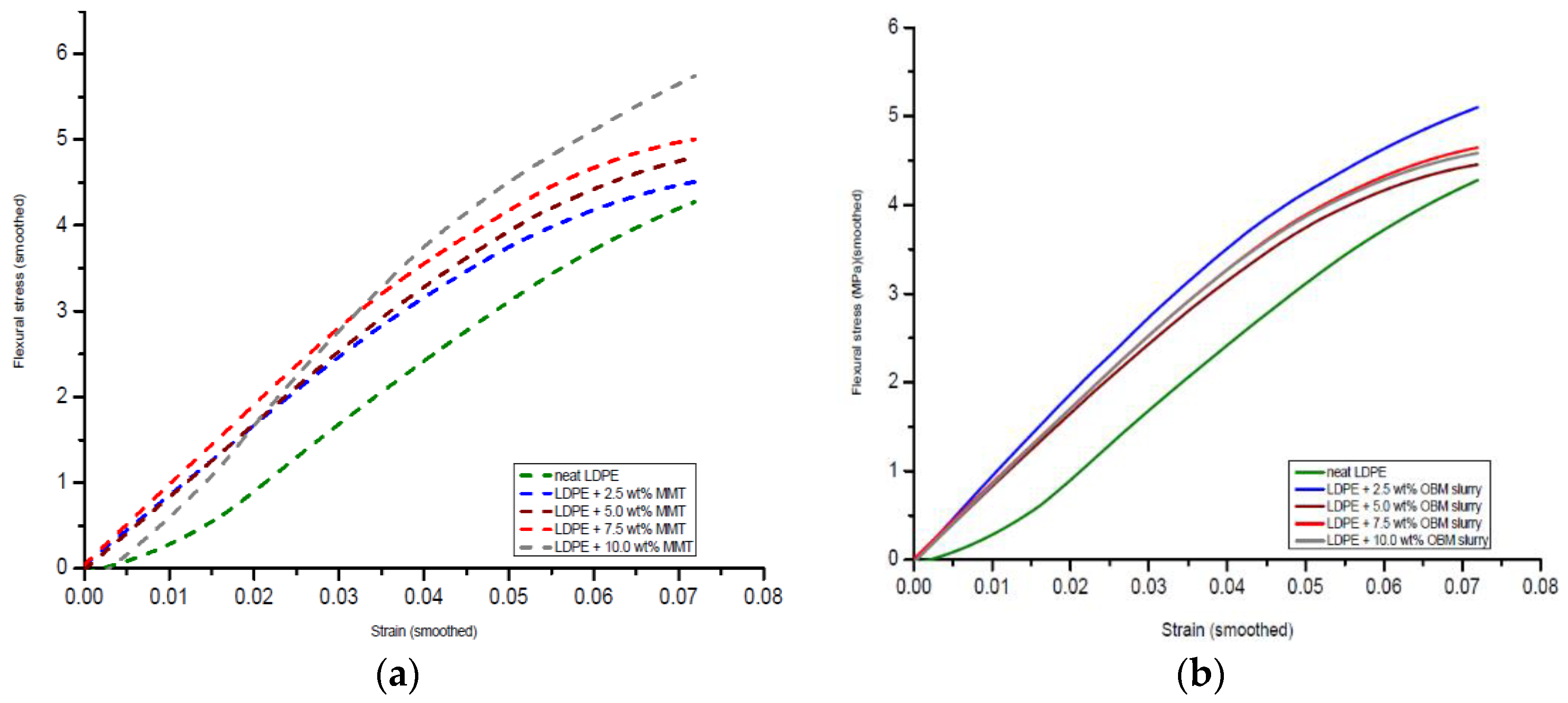
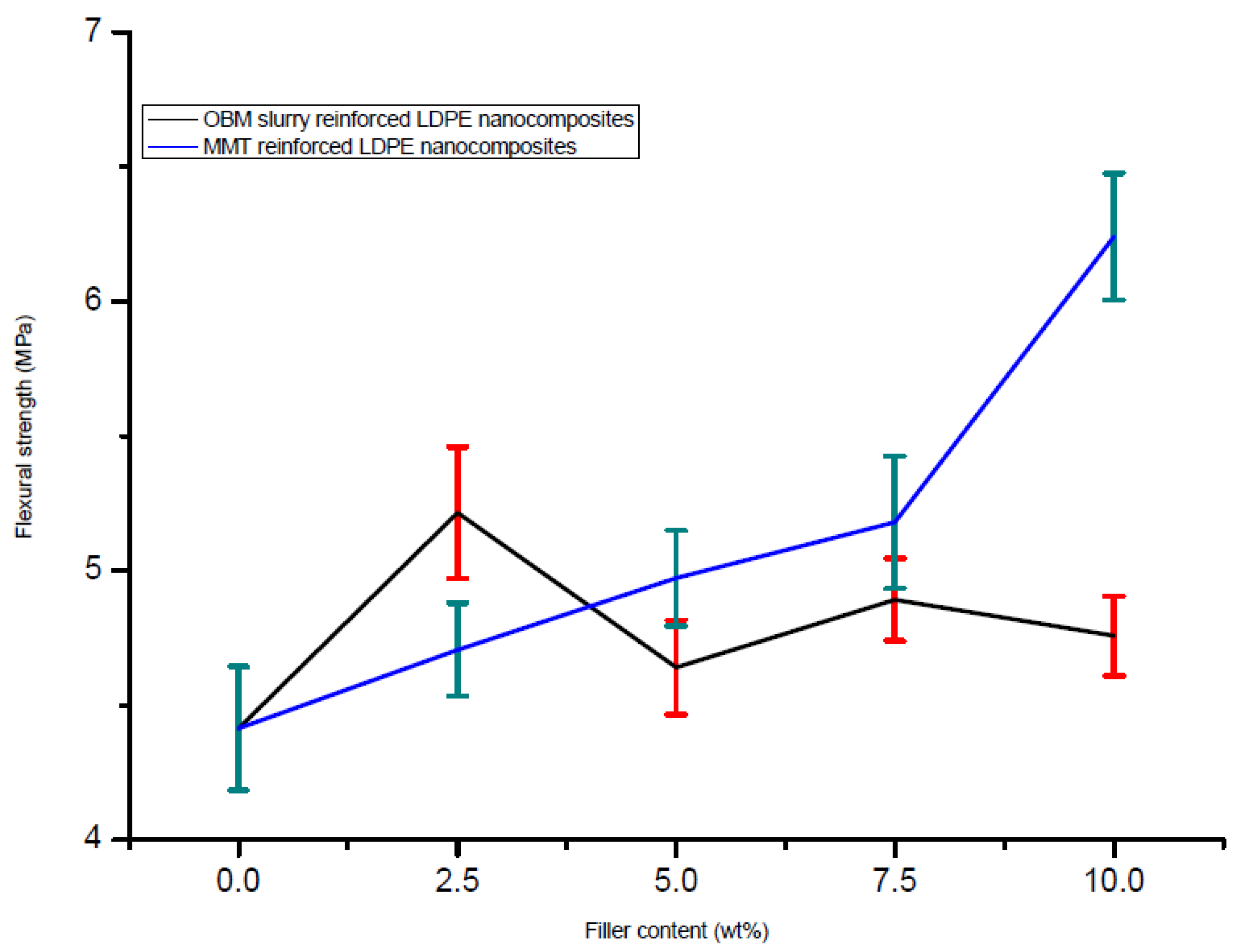
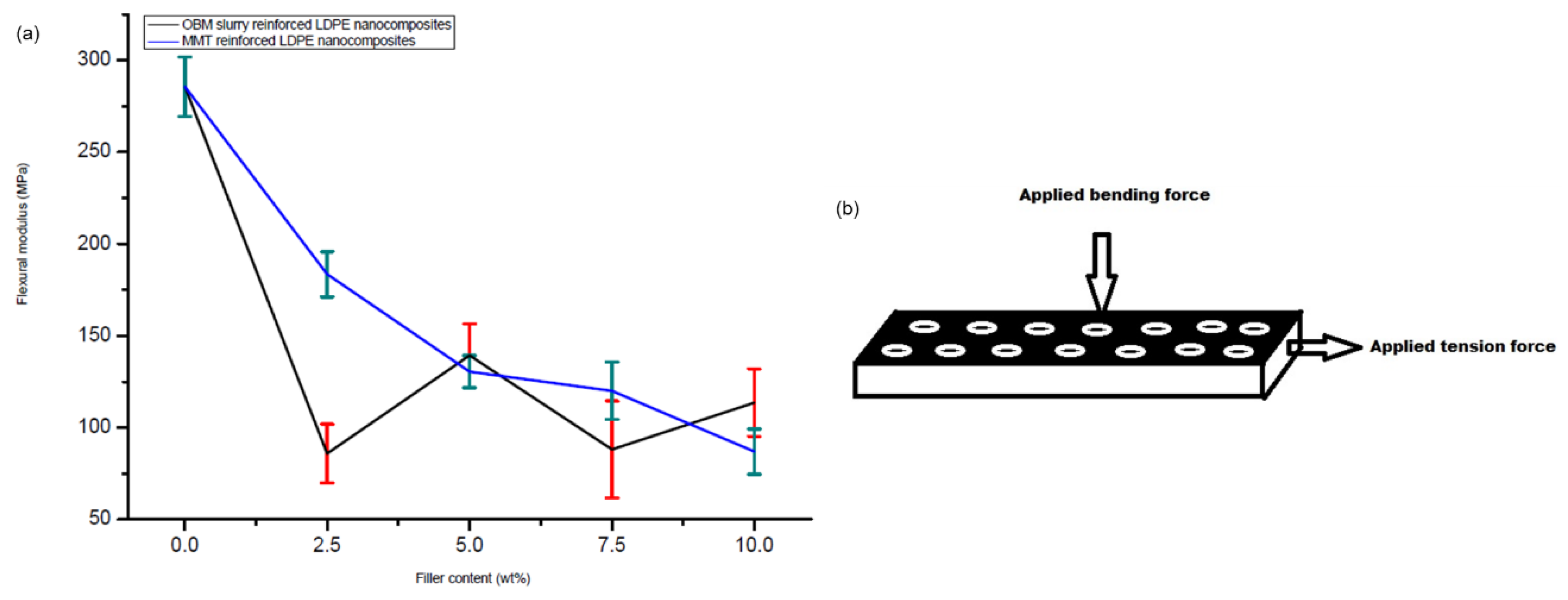
3.4. Flexural Properties of Neat LDPE, LDPE/MMT and LDPE/OBM Slurry Nanocomposites
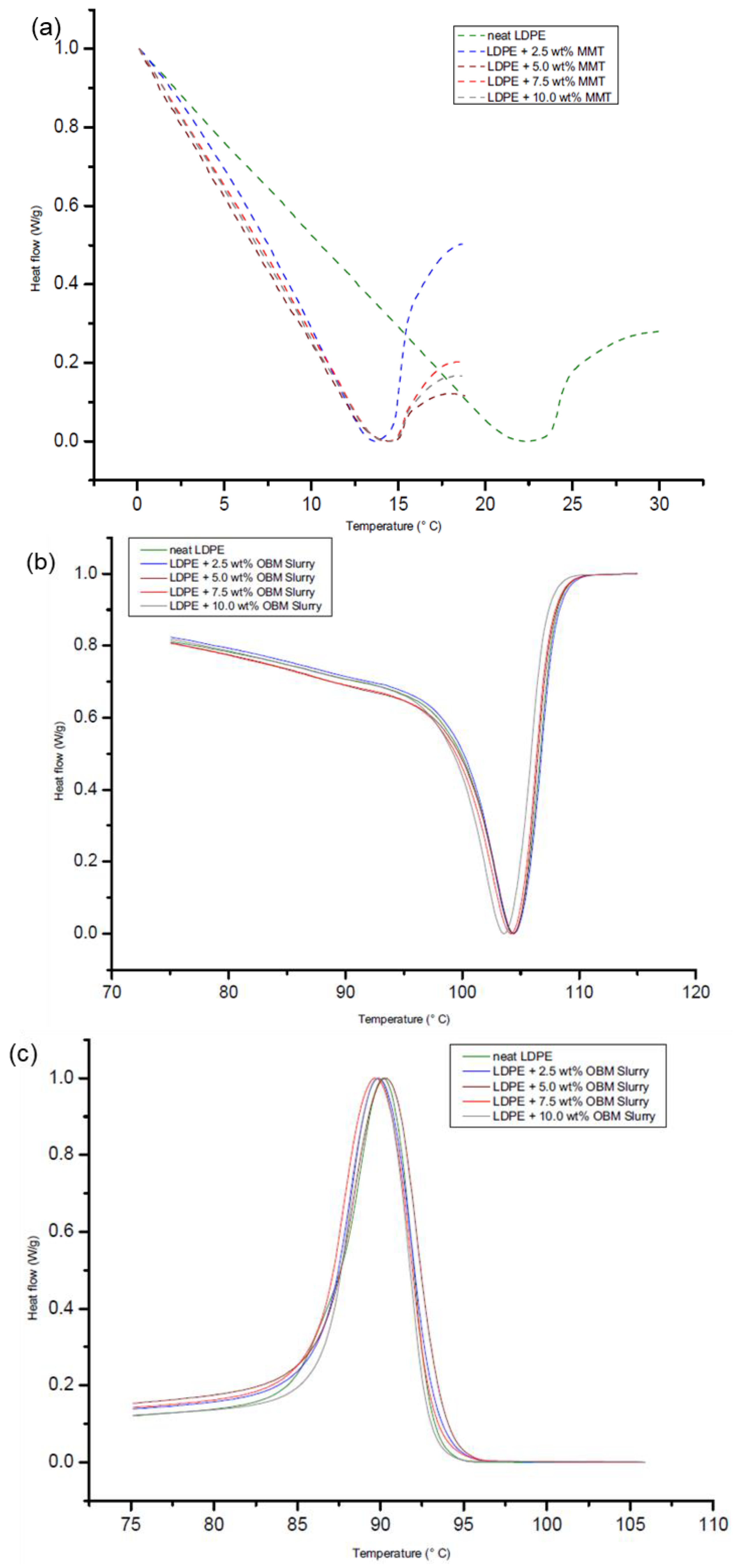
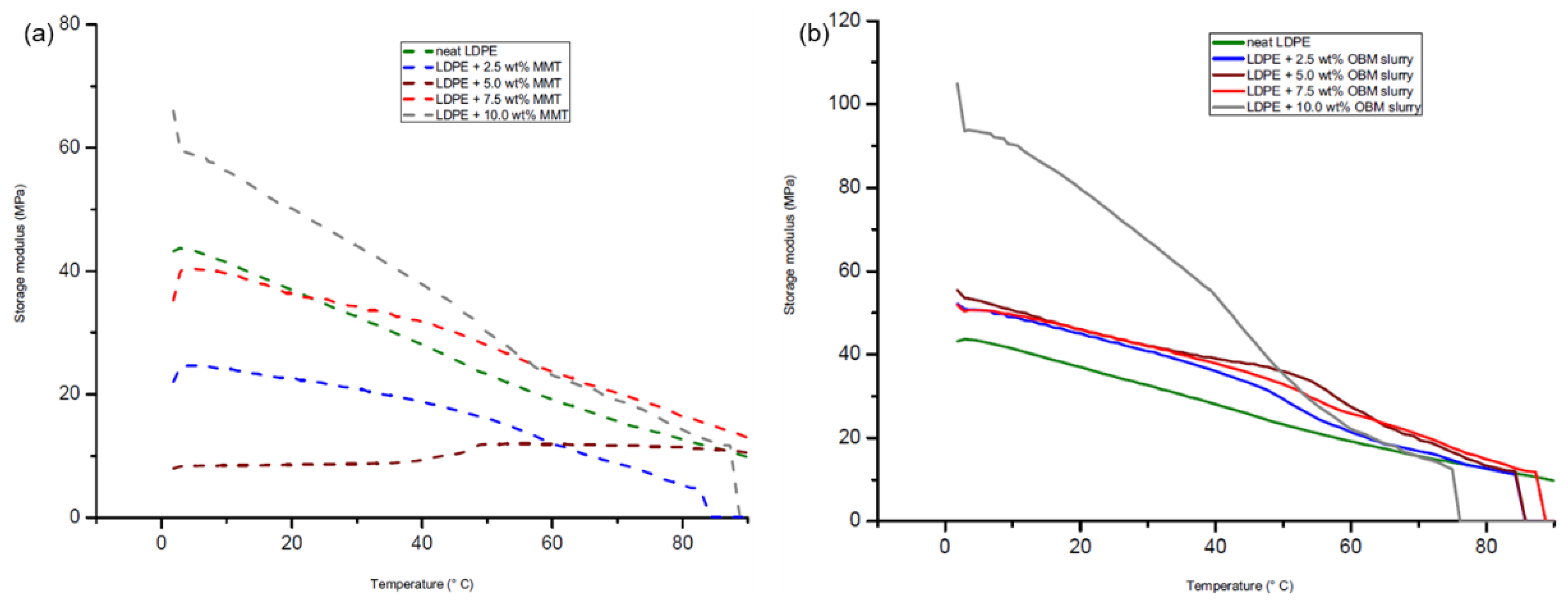
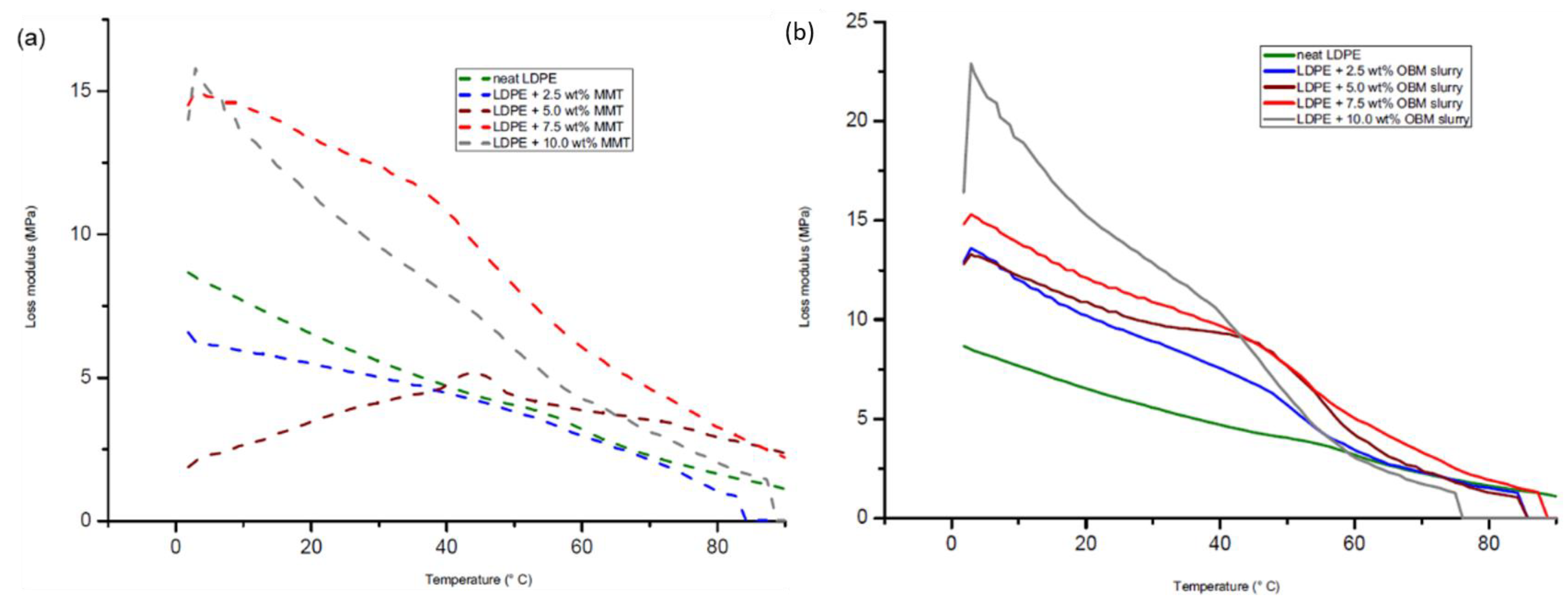
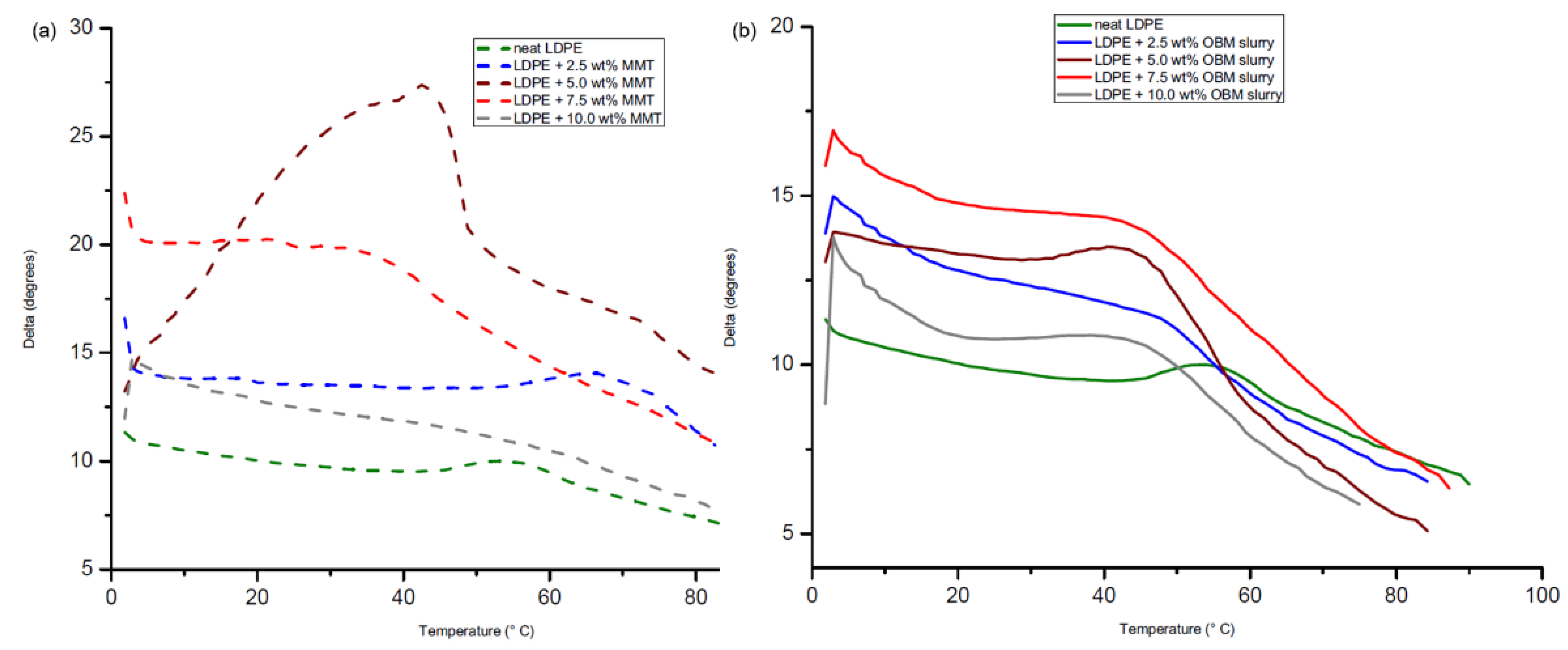
3.5. Thermo-Mechanical Characterisation of Neat LDPE, LDPE/MMT and LDPE/OBM Slurry Nanocomposites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fu, X.; Qutubuddin, S. Polymer–clay nanocomposites: Exfoliation of organophilic montmorillonite nanolayers in polystyrene. Polymer 2001, 42, 807–813. [Google Scholar] [CrossRef]
- Choudalakis, G.; Gotsis, A. Permeability of polymer/clay nanocomposites: A review. Eur. Polym. J. 2009, 45, 967–984. [Google Scholar] [CrossRef]
- Hu, H.; Onyebueke, L.; Abatan, A. Characterizing and modeling mechanical properties of nanocomposites-review and evaluation. J. Miner. Mater. Charact. Eng. 2010, 9, 275–319. [Google Scholar] [CrossRef]
- Cui, Y.; Kumar, S.; Kona, B.R.; van Houcke, D. Gas barrier properties of polymer/clay nanocomposites. RSC Adv. 2015, 5, 63669–63690. [Google Scholar] [CrossRef]
- Kashiwagi, T.; Shields, J.R.; Harris, R.H., Jr.; Awad, W.H. Flame retardant mechanism of a polymer clay nanocomposite. In Proceedings of the Fourteenth Annual BCC Conference on Flame Retardancy, Denver, CO, USA, 13–14 May 2017. [Google Scholar]
- Bhattacharya, M. Polymer nanocomposites—A comparison between carbon nanotubes, graphene, and clay as nanofillers. Materials 2016, 9, 262. [Google Scholar] [CrossRef] [PubMed]
- Siddique, S.; Kwoffie, L.; Addae-Afoakwa, K.; Yates, K.; Njuguna, J. The crystallinity and thermal degradation behaviour of polyamide 6/Oil Based Mud Fillers (PA6/OBMFs) nanocomposites. Polym. Degrad. Stab. 2019, 159, 139–152. [Google Scholar] [CrossRef]
- Follain, N.; Alexandre, B.; Chappey, C.; Colasse, L.; Médéric, P.; Marais, S. Barrier properties of polyamide 12/montmorillonite nanocomposites: Effect of clay structure and mixing conditions. Compos. Sci. Technol. 2016, 136, 18–28. [Google Scholar] [CrossRef]
- Nam, B.U.; Min, K.D.; Son, Y. Investigation of the nanostructure, thermal stability, and mechanical properties of polylactic acid/cellulose acetate butyrate/clay nanocomposites. Mater. Lett. 2015, 150, 118–121. [Google Scholar] [CrossRef]
- Dong, Y.; Marshall, J.; Haroosh, H.J.; Mohammadzadehmoghadam, S.; Liu, D.; Qi, X.; Lau, K.T. Polylactic acid (PLA)/halloysite nanotube (HNT) composite mats: Influence of HNT content and modification. Compos. Part A Appl. Sci. Manuf. 2015, 76, 28–36. [Google Scholar] [CrossRef] [Green Version]
- Scarfato, P.; Incarnato, L.; Di Maio, L.; Dittrich, B.; Schartel, B. Influence of a novel organo-silylated clay on the morphology, thermal and burning behavior of low density polyethylene composites. Compos. Part B Eng. 2016, 98, 444–452. [Google Scholar] [CrossRef]
- Zare, Y. A model for tensile strength of polymer/clay nanocomposites assuming complete and incomplete interfacial adhesion between the polymer matrix and nanoparticles by the average normal stress in clay platelets. RSC Adv. 2016, 6, 57969–57976. [Google Scholar] [CrossRef]
- Zare, Y. New models for yield strength of polymer/clay nanocomposites. Compos. Part B Eng. 2015, 73, 111–117. [Google Scholar] [CrossRef]
- Li, X.; Liu, Q.; Cheng, H.; Zhang, S.; Frost, R.L. Mechanism of kaolinite sheets curling via the intercalation and delamination process. J. Colloid Interface Sci. 2015, 444, 74–80. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Iqbal, M.; Abdala, A.; Mittal, V.; Seifert, S.; Herring, A.; Liberatore, M.W. Processable conductive graphene/polyethylene nanocomposites: Effects of graphene dispersion and polyethylene blending with oxidized polyethylene on rheology and microstructure. Polymer 2016, 98, 143–155. [Google Scholar] [CrossRef] [Green Version]
- Siddique, S.; Smith, G.D.; Yates, K.; Mishra, A.K.; Matthews, K.; Csetenyi, L.; Njuguna, J. Structural and thermal degradation behaviour of reclaimed clay nano-reinforced low-density polyethylene nanocomposites. J. Polym. Res. 2019, 26, 154. [Google Scholar] [CrossRef] [Green Version]
- Herrero, M.; Núñez, K.; Gallego, R.; Merino, J.C.; Pastor, J.M. Control of molecular weight and polydispersity in polyethylene/needle-like shaped clay nanocomposites obtained by in situ polymerization with metallocene catalysts. Eur. Polym. J. 2016, 75, 125–141. [Google Scholar] [CrossRef]
- Hossen, F.; Hamdan, S.; Rahman, R.; Rahman, M.; Liew, F.K.; Lai, J.C. Effect of fiber treatment and nanoclay on the tensile properties of jute fiber reinforced polyethylene/clay nanocomposites. Fibers Polym. 2015, 16, 479–485. [Google Scholar] [CrossRef]
- Sánchez-Valdes, S.; Ibarra-Alonso, M.C.; Ramírez-Vargas, E.; Ramos-deValle, L.F.; Espinoza-Martínez, A.B.; Valera-Zaragoza, M.; Narro-Céspedes, R.I.; Cabrera-Álvarez, E.N. Effect of Compatibilizer on Polyethylene/Clay/Silver Nanocomposite Properties. In Macromolecular Symposia; Wiley: Aveiro, Portugal, 2017; Volume 374, p. 1600115. [Google Scholar]
- Ibarra-Alonso, M.; Sanchez-Valdes, S.; Ramírez-Vargas, E.; Fernandez-Tavizón, S.; Romero-Garcia, J.; Ledezma-Pérez, A.; De Valle, L.R.; Rodríguez-Fernández, O.; Espinoza-Martinez, A.; Martínez-Colunga, J.; et al. Preparation and characterization of Polyethylene/Clay/Silver nanocomposites using functionalized polyethylenes as an adhesion promoter. J. Adhes. Sci. Technol. 2015, 29, 1911–1923. [Google Scholar] [CrossRef]
- Samper-Madrigal, M.D.; Fenollar, O.; Dominici, F.; Balart, R.; Kenny, J.M. The effect of sepiolite on the compatibilization of polyethylene–thermoplastic starch blends for environmentally friendly films. J. Mater. Sci. 2014, 50, 863–872. [Google Scholar] [CrossRef] [Green Version]
- Siddique, S.; Kwoffie, L.; Addae-Afoakwa, K.; Yates, K.; Njuguna, J. Oil based drilling fluid waste: An overview on environmentally persistent pollutants. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Aberdeen, UK, 2017; Volume 195, p. 012008. [Google Scholar]
- Ratkievicius, L.A.; Filho, F.J.V.D.C.; Neto, E.L.B.; Santanna, V.C. Modification of bentonite clay by a cationic surfactant to be used as a viscosity enhancer in vegetable-oil-based drilling fluid. Appl. Clay Sci. 2017, 135, 307–312. [Google Scholar] [CrossRef]
- Ho, C.Y.; Yusup, S.; Soon, C.V.; Arpin, M.T. Rheological behaviour of graphene nano-sheets in hydrogenated oil-based drilling fluid. Procedia Eng. 2016, 148, 49–56. [Google Scholar] [CrossRef] [Green Version]
- Ball, A.; Stewart, R.J.; Schliephake, K. A review of the current options for the treatment and safe disposal of drill cuttings. Waste Manag. Res. 2012, 30, 457–473. [Google Scholar] [CrossRef] [PubMed]
- Siddique, S.; Yates, K.; Matthews, K.; Csetenyi, L.J.; Njuguna, J. Oil-based mud waste reclamation and utilisation in low-density polyethylene composites. Waste Manag. Res. 2020, 38, 1331–1344. [Google Scholar] [CrossRef] [PubMed]
- Srinath, G.; Gnanamoorthy, R. Effect of nanoclay reinforcement on tensile and tribo behaviour of Nylon 6. J. Mater. Sci. 2005, 40, 2897–2901. [Google Scholar] [CrossRef]
- Saleh, T.A.; Tuzen, M.; Sarı, A. Polyamide magnetic palygorskite for the simultaneous removal of Hg (II) and methyl mercury; with factorial design analysis. J. Environ. Manag. 2018, 211, 323–333. [Google Scholar] [CrossRef] [PubMed]
- Saleh, T.A. Simultaneous adsorptive desulfurization of diesel fuel over bimetallic nanoparticles loaded on activated carbon. J. Clean. Prod. 2018, 172, 2123–2132. [Google Scholar] [CrossRef]
- Saleh, T.A. Nanocomposite of carbon nanotubes/silica nanoparticles and their use for adsorption of Pb (II): From surface properties to sorption mechanism. Desalination Water Treat. 2016, 57, 10730–10744. [Google Scholar] [CrossRef]
- Djomgoue, P.; Njopwouo, D. FT-IR spectroscopy applied for surface clays characterization. J. Surf. Eng. Mater. Adv. Technol. 2013, 3, 275–282. [Google Scholar] [CrossRef] [Green Version]
- Saleh, T.A. Mercury sorption by silica/carbon nanotubes and silica/activated carbon: A comparison study. J. Water Supply Res. Technol.–AQUA 2015, 64, 892–903. [Google Scholar] [CrossRef]
- Painter, P.C.; Havens, J.; Hart, W.W.; Koenig, J.L. A fourier transform infrared spectroscopic investigation of polyethylene single crystals. II. Fine structure of the CH2 rocking mode. J. Polym. Sci. Polym. Phys. Ed. 1977, 15, 1237–1249. [Google Scholar] [CrossRef]
- Depan, D.; Chirdon, W.; Khattab, A. Morphological and Chemical Analysis of Low-Density Polyethylene Crystallized on Carbon and Clay Nanofillers. Polymers 2021, 13, 1558. [Google Scholar] [CrossRef] [PubMed]
- Fu, S.Y.; Feng, X.Q.; Lauke, B.; Mai, Y.W. Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate–polymer composites. Compos. Part B Eng. 2008, 39, 933–961. [Google Scholar] [CrossRef]
- Cho, J.; Joshi, M.S.; Sun, C.T. Effect of inclusion size on mechanical properties of polymeric composites with micro and nano particles. Compos. Sci. Technol. 2006, 66, 1941–1952. [Google Scholar] [CrossRef]
- Ahmed, S.; Jones, F.R. A review of particulate reinforcement theories for polymer composites. J. Mater. Sci. 1990, 25, 4933–4942. [Google Scholar] [CrossRef]
- Lee, Y.H.; Kuboki, T.; Park, C.B.; Sain, M.; Kontopoulou, M. The effects of clay dispersion on the mechanical, physical, and flame-retarding properties of wood fiber/polyethylene/clay nanocomposites. J. Appl. Polym. Sci. 2010, 118, 452–461. [Google Scholar] [CrossRef]
- Tan, H.; Jiang, L.; Huang, Y.; Liu, B.; Hwang, K. The effect of van der Waals-based interface cohesive law on carbon nanotube-reinforced composite materials. Compos. Sci. Technol. 2007, 67, 2941–2946. [Google Scholar] [CrossRef] [Green Version]
- Frankland, S.J.; Harik, V.M.; Odegard, G.M.; Brenner, D.W.; Gates, T.S. The stress–strain behavior of polymer–nanotube composites from molecular dynamics simulation. Compos. Sci. Technol. 2003, 63, 1655–1661. [Google Scholar] [CrossRef]



















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Siddique, S.; Novak, A.; Guliyev, E.; Yates, K.; Leung, P.S.; Njuguna, J. Oil-Based Mud Waste as a Filler Material in LDPE Composites: Evaluation of Mechanical Properties. Polymers 2022, 14, 1455. https://doi.org/10.3390/polym14071455
Siddique S, Novak A, Guliyev E, Yates K, Leung PS, Njuguna J. Oil-Based Mud Waste as a Filler Material in LDPE Composites: Evaluation of Mechanical Properties. Polymers. 2022; 14(7):1455. https://doi.org/10.3390/polym14071455
Chicago/Turabian StyleSiddique, Shohel, Adam Novak, Emin Guliyev, Kyari Yates, Pak Sing Leung, and James Njuguna. 2022. "Oil-Based Mud Waste as a Filler Material in LDPE Composites: Evaluation of Mechanical Properties" Polymers 14, no. 7: 1455. https://doi.org/10.3390/polym14071455
APA StyleSiddique, S., Novak, A., Guliyev, E., Yates, K., Leung, P. S., & Njuguna, J. (2022). Oil-Based Mud Waste as a Filler Material in LDPE Composites: Evaluation of Mechanical Properties. Polymers, 14(7), 1455. https://doi.org/10.3390/polym14071455