
Pulverization of Waste Polyvinyl Chloride (PVC) Film by Low Temperature Heat Treatment and Properties of Pulverized Product for Blast Furnace Injection as Alternative Fuel

Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Experimental Methods
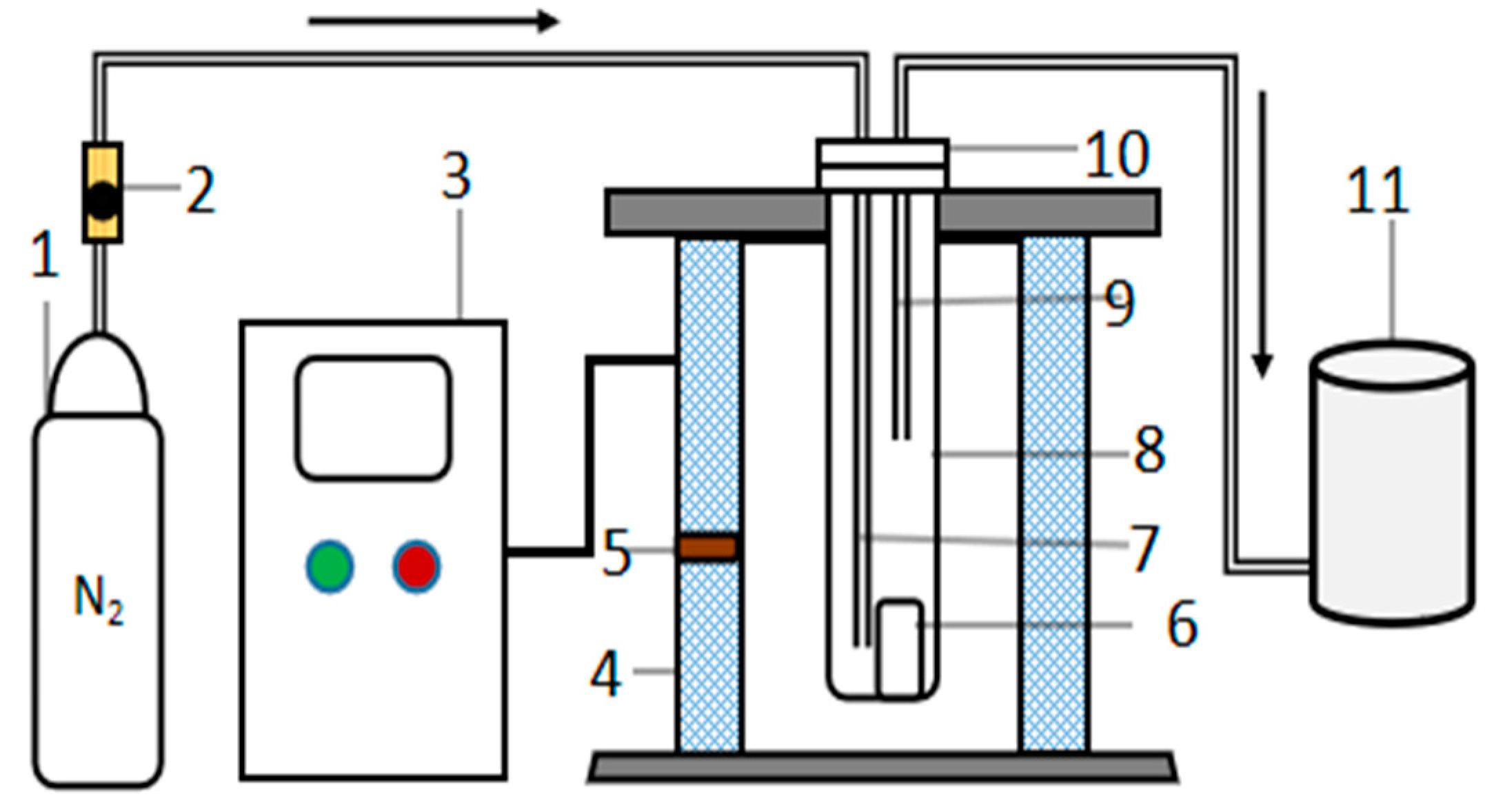
2.2.1. Low Temperature heat Treatment Experiment
2.2.2. Pulverization and Screening
2.2.3. Microstructure Characterization
2.2.4. Thermogravimetric Analysis
2.2.5. Powdery Property Analysis
2.3. Evaluation Indicator
2.3.1. De-Chlorination Ratio of Polyvinyl Chloride (PVC) Film (α)
2.3.2. Crushing Performance Index (φ)
2.3.3. Combustion Performance Index (SN)
3. Results and Discussion
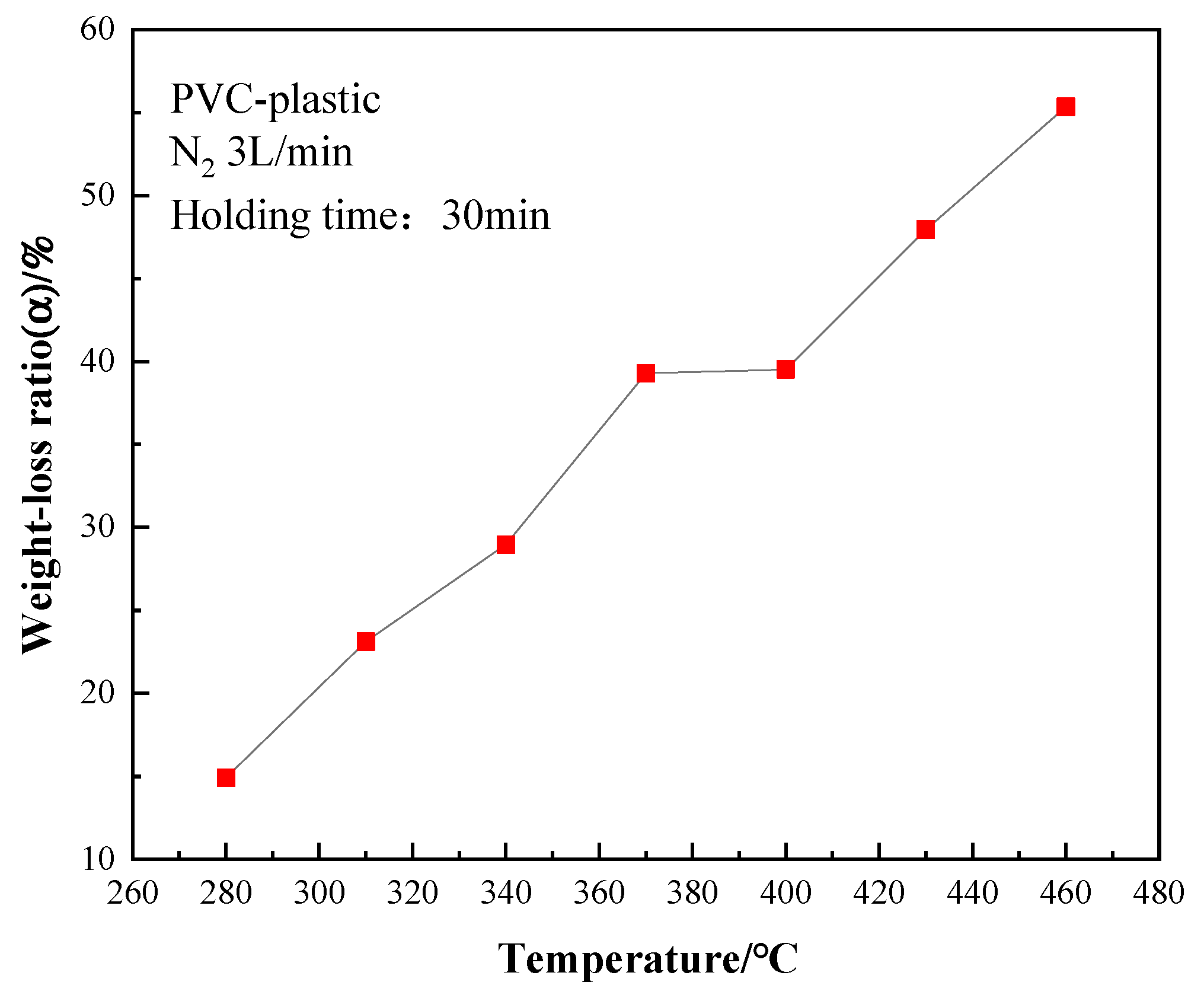
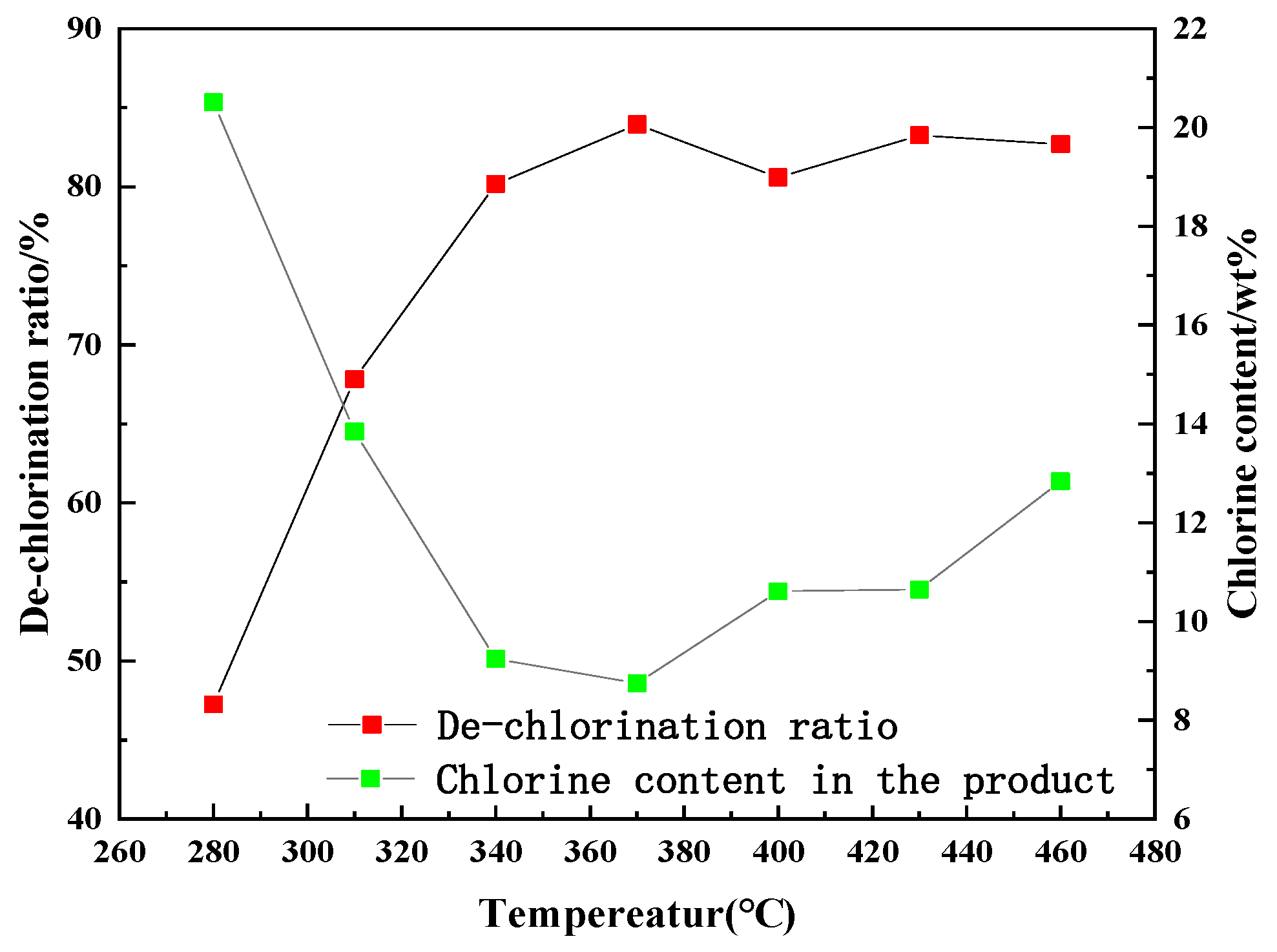
3.1. Low Temperature Heat Treatment Experiment of Polyvinyl Chloride Film
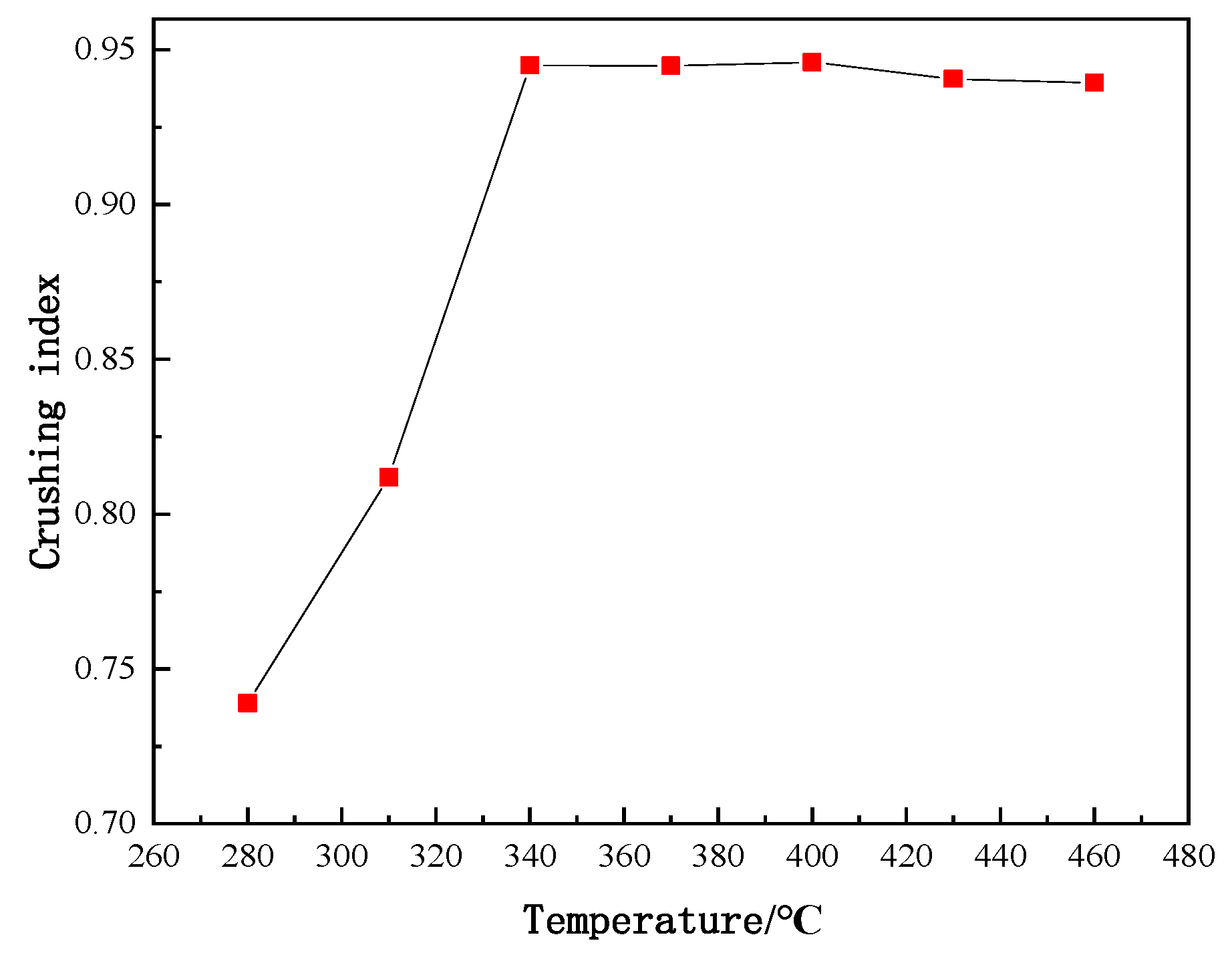
3.2. Pulverization of Polyvinyl Chloride after Heat Treatment
3.3. Microstructure Analysis of Polyvinyl Chloride after Heat Treatment
3.4. Analysis of Pulverized Polyvinyl Chloride for Blast Furnace Injection
- (1)
- Analysis of powdery properties of pulverized polyvinyl chloride
- (2)
- Combustion properties of pulverized polyvinyl chloride
- (3)
- Explosive property of pulverized polyvinyl chloride
4. Conclusions
- (1)
- The PVC film samples slowly shrank in volume with increasing temperature from 280 °C to 460 °C. The de-chlorination ratio increased significantly with increasing temperature before 370 °C. The de-chlorination rate was up to 84% at 370 °C, and the chlorine content in the product was 9%. The de-chlorination ratio decreased slightly as the temperature continued to rise, then showed no change. The pulverization performance increased with the temperature. Overall, the optimum heat treatment temperature of the PVC film was 370 °C.
- (2)
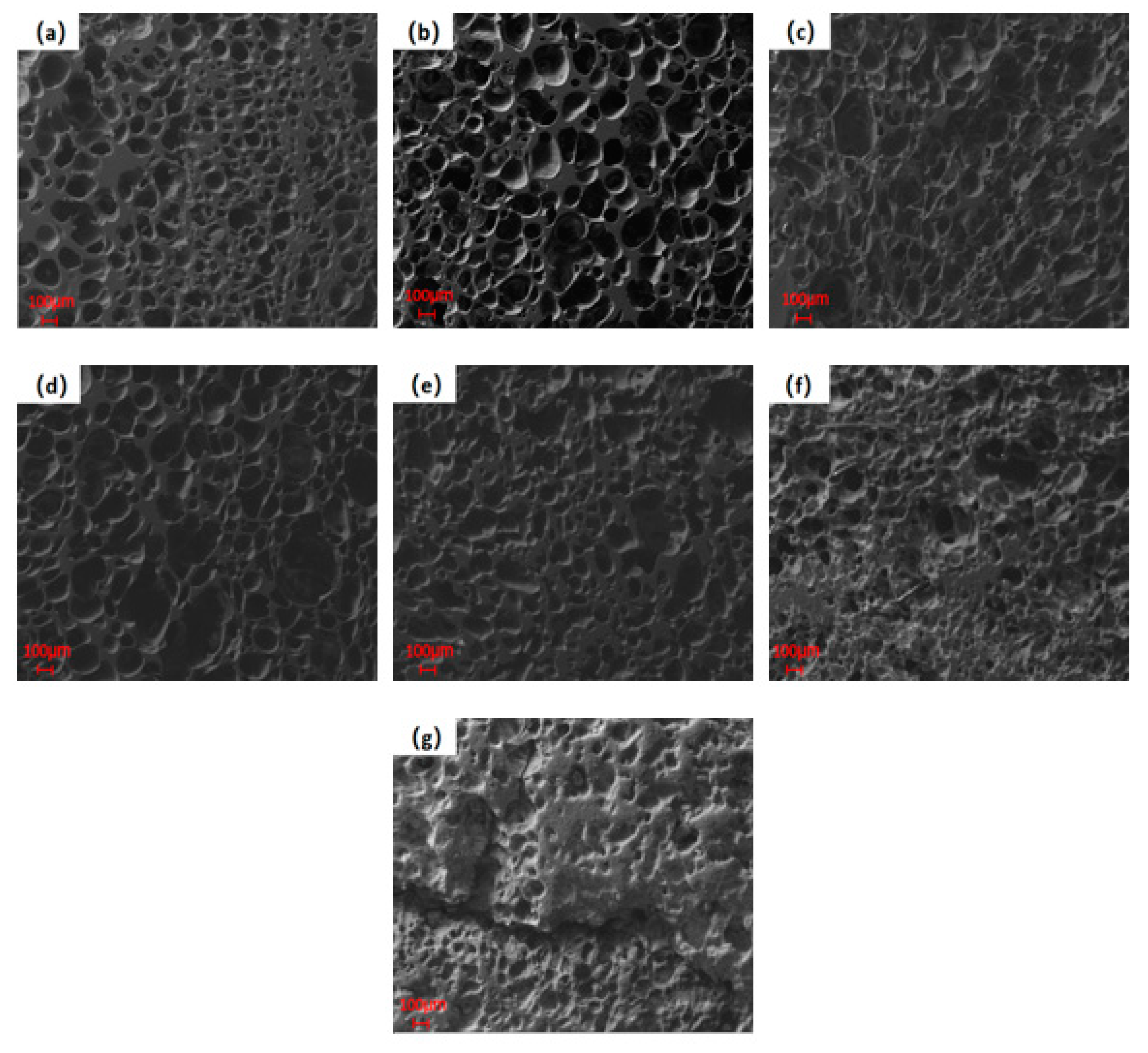
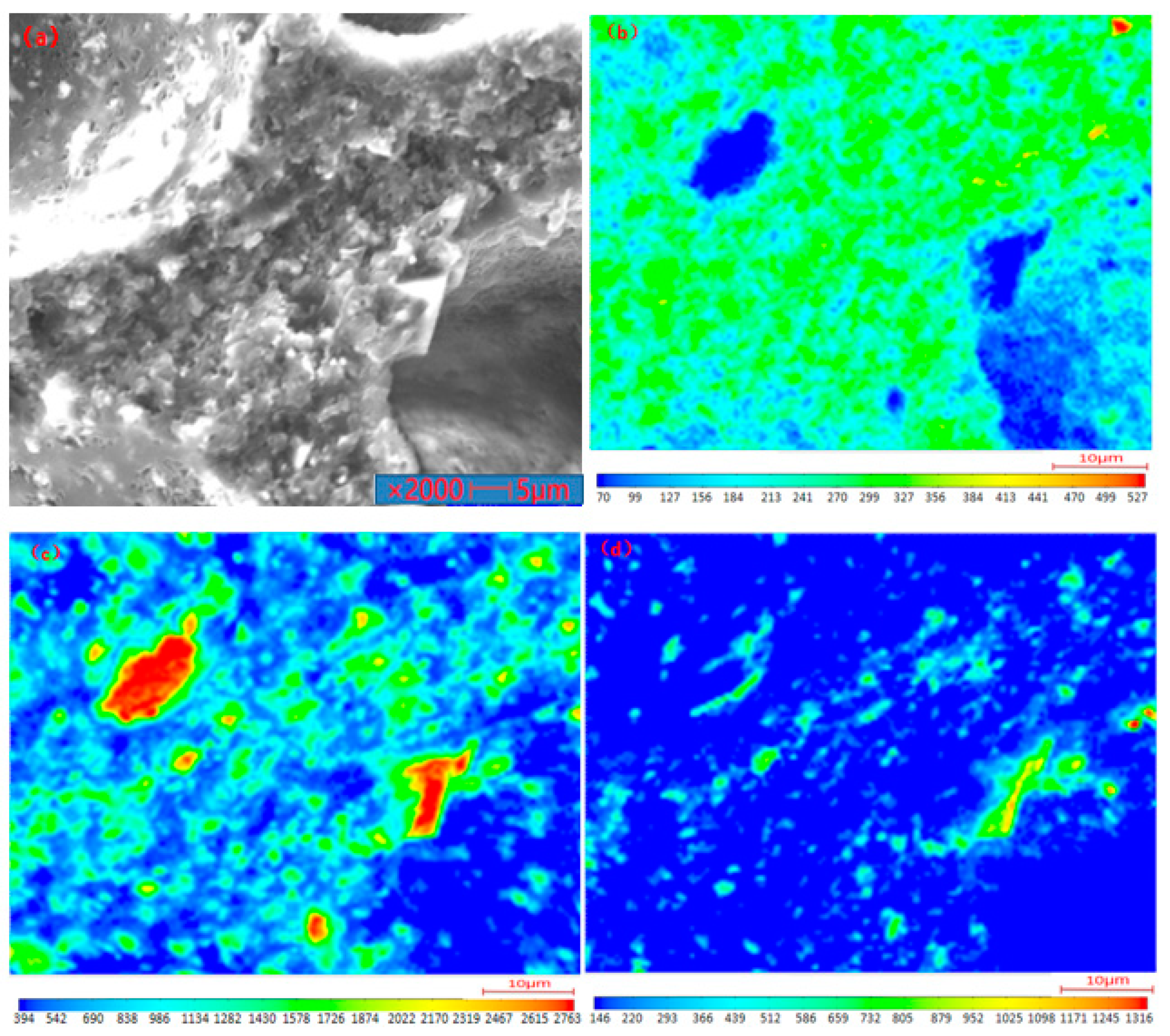
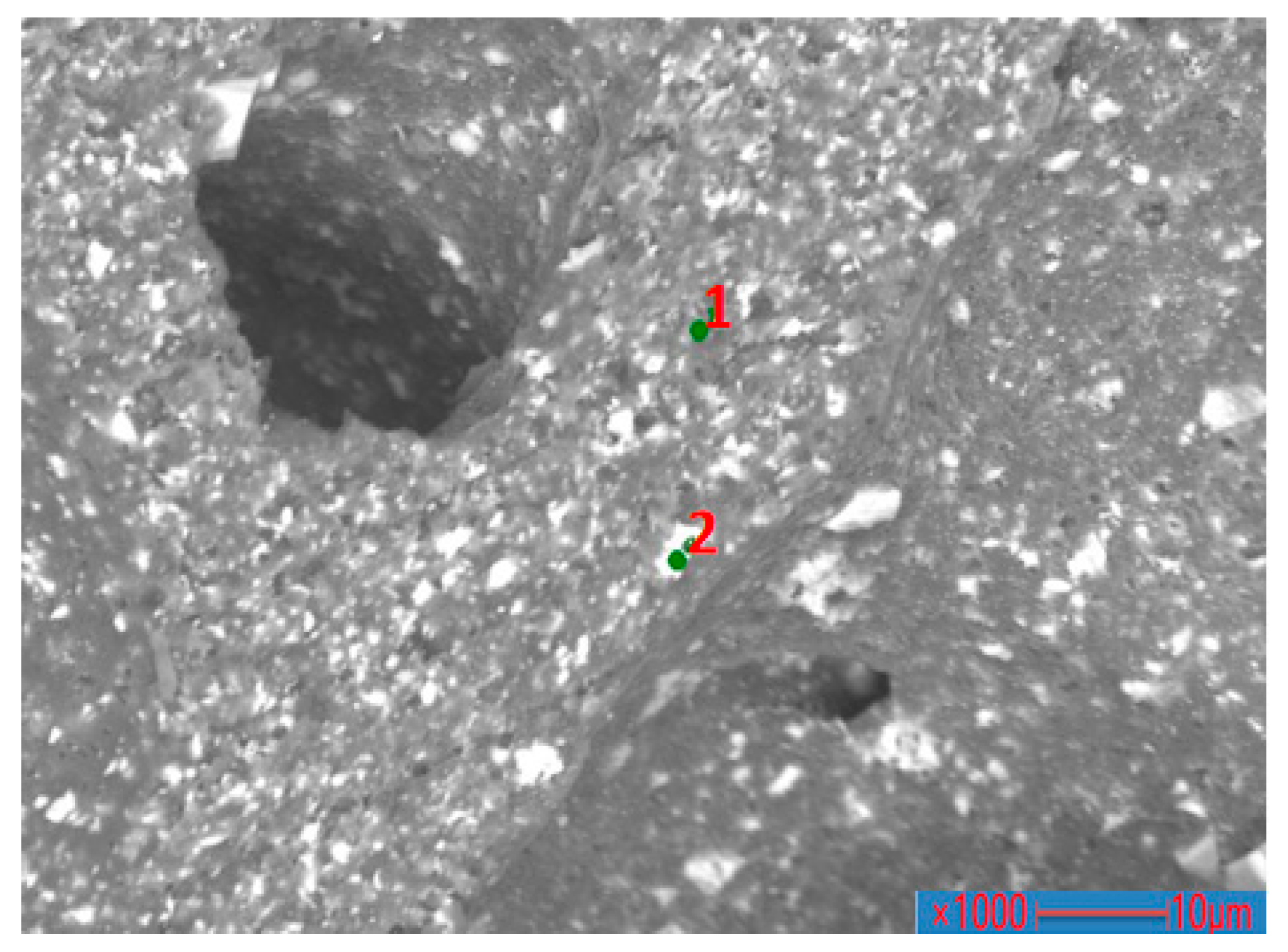
- Pores would form during the heat treatment of PVC film samples due to the emission of volatile. Before 370 °C, there were more pores in the samples, and they were deeper. At 370 °C, the samples had much larger pores, with the size of approximately 400 μm. When the temperature was further increased, the surface of the sample seemed to be damaged. The microstructure of the PVC heat treatment product obtained above 400 °C was denser. Some of the Cl remained in the residual matrix or combined with Ca, and it was difficult to remove this part of Cl.
- (3)
- After heat treatment at 370 °C (i.e., PVC370), the fluidity of pulverized polyvinyl chloride was better than the two kinds of injection coals. The jet flow was weaker than that of the injection coals, but it still reached a strong degree. PVC370 had a lower initial combustion temperature and higher combustion rate than other carbonaceous materials. PVC370 was classified as a non-explosive substance despite its high volatility.
- (4)
- The low temperature heat treatment of PVC can help remove chlorine and improve the pulverization performance of thermoplastic PVC film. The pulverized PVC heat treatment product can meet the relevant requirements of blast furnace injection to replace coal or coke from the powdery, combustion, and explosive points of view based on present study.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xu, S.L.; Li, D.G.; Yu, X.J.; Zhang, Y.L.; Yu, Y.Z.; Zhou, M.; Tang, S.Y. Study on pentaerythritol-zinc as a novel thermal stabilizer for rigid poly(vinyl chloride). J. Appl. Polym. Sci. 2012, 126, 569–574. [Google Scholar] [CrossRef]
- Janajreh, I.; Alshrah, M.; Zamzam, S. Mechanical recycling of PVC plastic waste streams from cable industry—A case study. Sustain. Cities Soc. 2015, 18, 13–20. [Google Scholar] [CrossRef]
- Li, Y.F.; Wu, X.M. Development of production technology of PVC and its market analysis. China Chlor-Alkali 2008, 10, 1–3. [Google Scholar]
- Zhou, Y.C.; Yang, N.; Hu, S.Y. Industrial metabolism of PVC in China: A dynamic material flow analysis. Resour. Conserv. Recy. 2013, 73, 33–40. [Google Scholar] [CrossRef]
- Sadat-Shojai, M.; Bakhshandeh, G.R. Recycling of PVC wastes. Polym. Degrad. Stabil. 2011, 96, 404–415. [Google Scholar] [CrossRef]
- Kim, R.; Laurens, D.; Kevin, V.G. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar]
- Zhang, J.P.; Zhang, C.C.; Zhang, F.S. A novel process for waste polyvinyl chloride recycling: Plant growth substrate development. J. Environ. Chem. Eng. 2021, 9, 105475. [Google Scholar] [CrossRef]
- Buekens, A.; Huang, H. Comparative evaluation of techniques for controlling the formation and emission of chlorinated dioxins/furans in municipal waste incineration. J. Hazard. Mater. 1998, 62, 1–33. [Google Scholar] [CrossRef]
- Babich, A.; Senk, D.; Knepper, M.; Benkert, S. Conversion of injected waste plastics in blast furnace. Ironmak. Steelmak. 2016, 43, 11–21. [Google Scholar] [CrossRef]
- Asanuma, M.; Ariyama, T.; Sato, M.; Mural, R.; Nonaka, T.; Okochi, L.; Tsukiji, H.; Nemoto, K. Development of waste plastics injection progress in blast furnace. ISIJ Int. 2000, 40, 224–251. [Google Scholar] [CrossRef] [Green Version]
- Herndndez, J.J.; Aranda-Almansa, G.; Bula, A. Gasification of biomass wastes in an entrained flow gasifier: Effect of the particle size and the residence time. Fuel Process. Technol. 2010, 91, 681–692. [Google Scholar] [CrossRef]
- Asanuma, M.; Terada, K.; Inoguchi, T.; Takashima, N. Development of waste plastics pulverization for blast furnace injection. JFE Tech. Rep. 2014, 19, 110–117. [Google Scholar]
- Wang, Q.; Wang, E.L. Kinetic analysis of the pyrolysis of hydrochar derived from PVC and its thermochemical behaviors in a blast furnace. Ind. Eng. Chem. Res. 2021, 60, 5102–5113. [Google Scholar] [CrossRef]
- Li, X.G.; Ma, B.G.; Li, X.; Hu, Z.W.; Wang, X.G. Thermogravimetric analysis of the co-combustion of the blends with high ash coal and waste tyres. Theramochim. Acta. 2006, 441, 79–83. [Google Scholar] [CrossRef]
- Pasek, R.J.; Chang, D.P.Y.; Jones, A.D. Investigation of thermal decomposition of chlorinated polymers. Hazard. Waste Hazard. Mater. 1996, 13, 23–38. [Google Scholar] [CrossRef]
- Yu, J.; Sun, L.X.; Ma, C.; Qiao, Y.; Yao, H. Thermal degradation of PVC: A review. Waste Manag. 2016, 48, 300–314. [Google Scholar] [CrossRef]
- Cao, B.; Sun, Y.K.; Gun, J.J.; Wang, S.; Yuan, J.P.; Esakkimuthu, S.; Uzoejinwa, B.B.; Yuan, C.; Abomohra, A.E.F.; Qian, L.L.; et al. Synergistic effects of co-pyrolysis of macroalgae and polyvinyl chloride on bio-oil/bio-char properties and transferring regularity of chlorine. Fuel 2019, 246, 319–329. [Google Scholar] [CrossRef]
- Kim, S. Pyrolysis kinetics of waste PVC pipe. Waste Manag. 2001, 21, 609–616. [Google Scholar] [CrossRef]
- Mcneill, I.C.; Cole, W.J.; Memetea, L. A study of the products of PVC thermal degradation. Polym. Degrad. Stabil. 1995, 49, 181–191. [Google Scholar] [CrossRef]
- Sugano, M.; Hara, M.; Ichikawa, R.; Shitara, N.; Saitoh, Y.; Kakuta, Y.; Hirano, K. Inhibition of chlorinated organic compounds production by co-pyrolysis of poly (vinyl chloride) with cation exchanged coal. Fuel 2015, 151, 164–171. [Google Scholar] [CrossRef]
- Li, B.Q.; Zhang, B.J.; Tian, F.J.; Liao, H.Q. Increasing oil and decreasing water copyrolysis of coal with coke-oven gas by adding waste plastics. J. Fuel Chem. Technol. 1999, 5, 385–388. [Google Scholar]
- Naito, M.; Takeda, K.; Matsui, Y. Ironmaking technology for the last 100 years: Deployment to advanced technologies from introduction of technological know-how, and evolution to next-generation process. ISIJ Int. 2015, 55, 7–35. [Google Scholar] [CrossRef] [Green Version]
- Zhang, P. Application of Carr index method in comprehensive evaluating properties of coal powder. China Powder Sci. Technol. 2000, 6, 33–36. [Google Scholar]
- Zhang, Y.P.; Salovey, R. Pyrolysis of poly(vinyl chloride). J. Polym. Sci. 1974, 12, 2927–2941. [Google Scholar]
- Pu, Y.K.; Hu, J.; Jia, F. Experimental studies of explosion characteristics of bituminous coal dust-air mixtures injected in blast furnace. Explos. Shock. Waves 2000, 20, 303–312. [Google Scholar]
- Zhang, C.L.; Yang, J.L.; Xiang, D.W.; Yang, L.B. Analysis of influence factors of pulverized coal use in blast furnace injection. Coal Qual. Technol. 2016, 64–67. [Google Scholar]
- Jin, L.Z.; Jin, Y.H.; Zhang, J.Y.; Wang, L.Y. Experimental study on lower explosion limit and length of return flame when blasting Luan barren coal into blast furnace. Chin. Saf. Sci. J. 2005, 61–64. [Google Scholar] [CrossRef]
- Du, G.; Ying, Z.W. Effect of preheating on explosiveness of mixed pulverized coal. China Metall. 2007, 9–12. [Google Scholar] [CrossRef]
- Basfar, A.A. Flame retardancy of radiation cross-linked poly(vinyl chloride) (PVC) used as an insulating material for wire and cable. Polym. Degrad. Stably 2002, 77, 221–226. [Google Scholar] [CrossRef]
- Yu, C.Y.; Sheng, J.W.; Li, S.B. Research and application of injection high volatile matter bituminous coal in a large proportion way in 2000 m3 BF of Nanjing Steel. Metall. Collect. 2014, 41–44. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Proximate Analysis (wt %) | Elemental Analysis (wt %) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Vd | Ad | FCd | C | H | O | N | S | Cl | |
| PVC film | 70.10 | 16.57 | 13.33 | 33.67 | 2.68 | 17.19 | <0.3 | 0.61 | 33.09 |
| Coke | 1.64 | 12.16 | 86.20 | 83.81 | 1.66 | 3.85 | 0.62 | 0.50 | - |
| Graphite | - | - | 100 | - | - | - | - | - | - |
| Anthracite | 6.4 | 11.1 | 81.4 | 77.71 | 1.21 | 8.19 | 0.55 | 1.12 | - |
| Point No. | C | O | Cl | Ca |
|---|---|---|---|---|
| 1 | 87.68 | 6.69 | 2.76 | 2.87 |
| 2 | 55.52 | 23.37 | 2.93 | 17.88 |
| Physical Property | Pulverized PVC Heat Treatment Product | Injection Coal 1 | Injection Coal 2 |
|---|---|---|---|
| Tap-density (g/mL) | 0.611 | 0.89 | 0.801 |
| Compression ratio (%) | 24 | 21 | 33 |
| Natural slope angle (°) | 22.3 | 37 | 26.2 |
| Crash angle (°) | 17.6 | 19 | 11 |
| Angle of difference (°) | 4.7 | 18 | 15.2 |
| Scoop angle (°) | 22.8 | 43 | 15.5 |
| Dispersity (%) | 26.9 | 25 | 33.9 |
| Uniformity (D60/D10) | 6.55 | 5.94 | 7.86 |
| Fluidity index | 87 | 75 | 76 |
| Degree of fluidity | Good | Good | Good |
| Jet flow index | 68 | 82 | 81 |
| Degree of jet flow | Strong | Very strong | Very strong |
| Materials | Peak | Ti (°C) | Tf (°C) | Tm (°C) | DTGmax (%/min) | SN × 109 | tg (min) |
|---|---|---|---|---|---|---|---|
| PVC370 | 1 | 264 | 513 | 467 | 7.16 | 456.58 | 24.78 |
| 2 | 542 | 606 | 572 | 0.71 | 1.56 | 6.38 | |
| 3 | 606 | 703 | 680 | 1.60 | 4.46 | 9.78 | |
| Anthracite | 1 | 446 | 749 | 628 | 7.14 | 136.10 | 30.43 |
| Graphite | 1 | 660 | 997 | 934 | 6.12 | 40.87 | 33.83 |
| Coke | 1 | 523 | 880 | 760 | 3.95 | 37.25 | 35.84 |
| Materials | T/°C | L/mm | Vd/% |
|---|---|---|---|
| PVC370 | 326 | 0 | 54.75 |
| Injection anthracite | 398 | 0 | 7.4 |
| Injection mixed coal | 334 | 30 | 18.18 |
| Bituminous coal [30] | 293 | >700 | 33.25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, G.; Liu, S.; Zhang, H.; Wang, J.; Xue, Q. Pulverization of Waste Polyvinyl Chloride (PVC) Film by Low Temperature Heat Treatment and Properties of Pulverized Product for Blast Furnace Injection as Alternative Fuel. Polymers 2022, 14, 1689. https://doi.org/10.3390/polym14091689
Wang G, Liu S, Zhang H, Wang J, Xue Q. Pulverization of Waste Polyvinyl Chloride (PVC) Film by Low Temperature Heat Treatment and Properties of Pulverized Product for Blast Furnace Injection as Alternative Fuel. Polymers. 2022; 14(9):1689. https://doi.org/10.3390/polym14091689
Chicago/Turabian StyleWang, Guang, Sixian Liu, Hongqiang Zhang, Jingsong Wang, and Qingguo Xue. 2022. "Pulverization of Waste Polyvinyl Chloride (PVC) Film by Low Temperature Heat Treatment and Properties of Pulverized Product for Blast Furnace Injection as Alternative Fuel" Polymers 14, no. 9: 1689. https://doi.org/10.3390/polym14091689
APA StyleWang, G., Liu, S., Zhang, H., Wang, J., & Xue, Q. (2022). Pulverization of Waste Polyvinyl Chloride (PVC) Film by Low Temperature Heat Treatment and Properties of Pulverized Product for Blast Furnace Injection as Alternative Fuel. Polymers, 14(9), 1689. https://doi.org/10.3390/polym14091689