
Development of a Highly Efficient Environmentally Friendly Plasticizer


Abstract
:1. Introduction
2. Materials and Methods
2.1. Starting Materials
2.2. Synthesis Methods
2.2.1. Synthesis of Phenoxyethol
2.2.2. The Synthesis of Butyl Phenoxyethyl Adipate
2.3. Methods of Analysis
2.3.1. Analysis of Physicochemical Parameters of Butyl Phenoxyethyl Adipate
2.3.2. Characterization of Butyl Phenoxyethyl Adipate
2.3.3. High-Performance Liquid Chromatography
2.3.4. Determination of PVC Compatibility with Plasticizer
2.3.5. Thermogravimetric Analysis of Butyl Phenoxyethyl Adipate
2.3.6. Differential Scanning Calorimetry of Butyl Phenoxyethyl Adipate
2.3.7. Determination of Glass Transition Temperature
2.3.8. Determination of the Melt Flow Rate
3. Results
3.1. Synthesis of Ethoxylated Alcohols
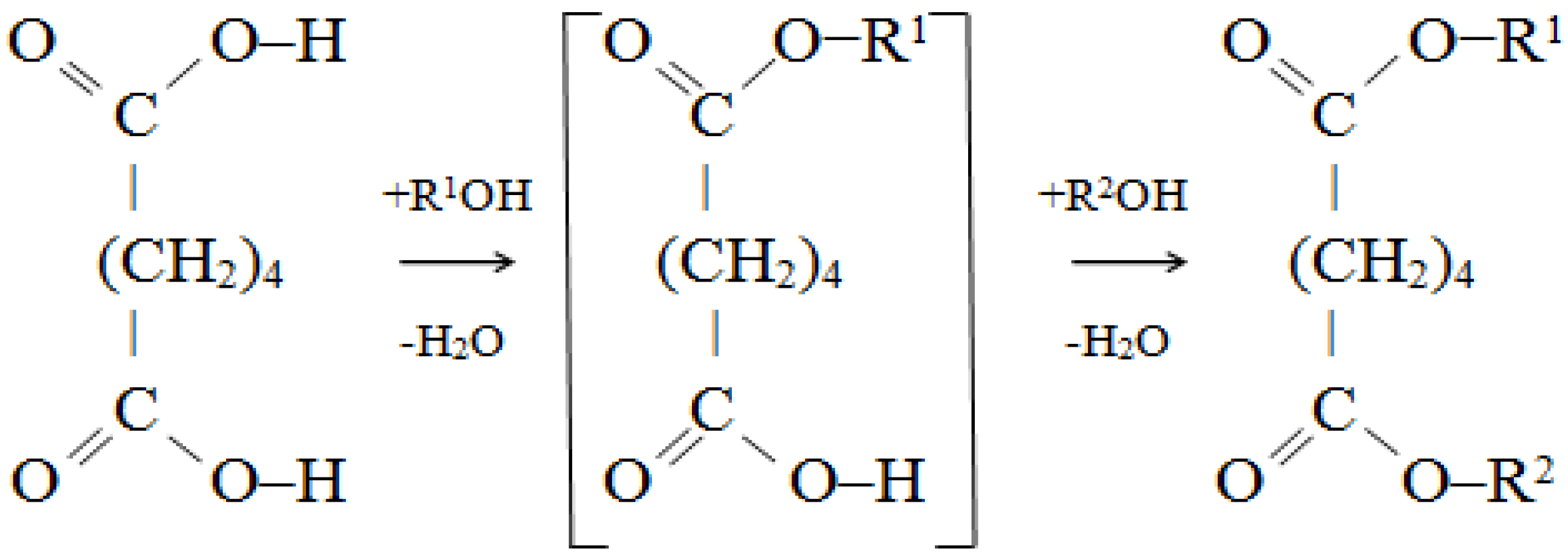
3.2. The Synthesis of Phenoxyethyladipate
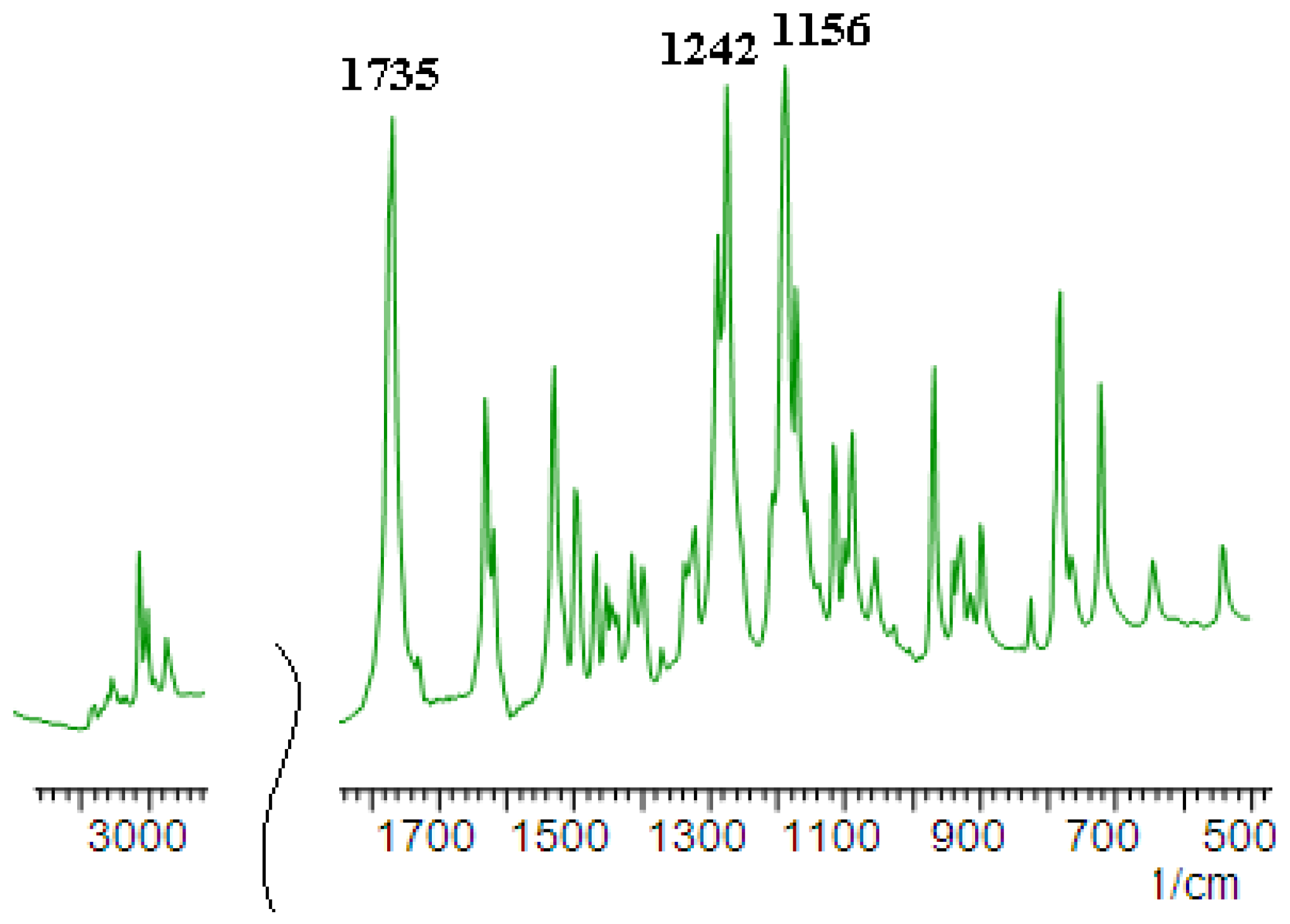
3.3. IR Spectra
3.4. Determination of the Compatibility of Butyl Phenoxyethyl Adipate with PVC
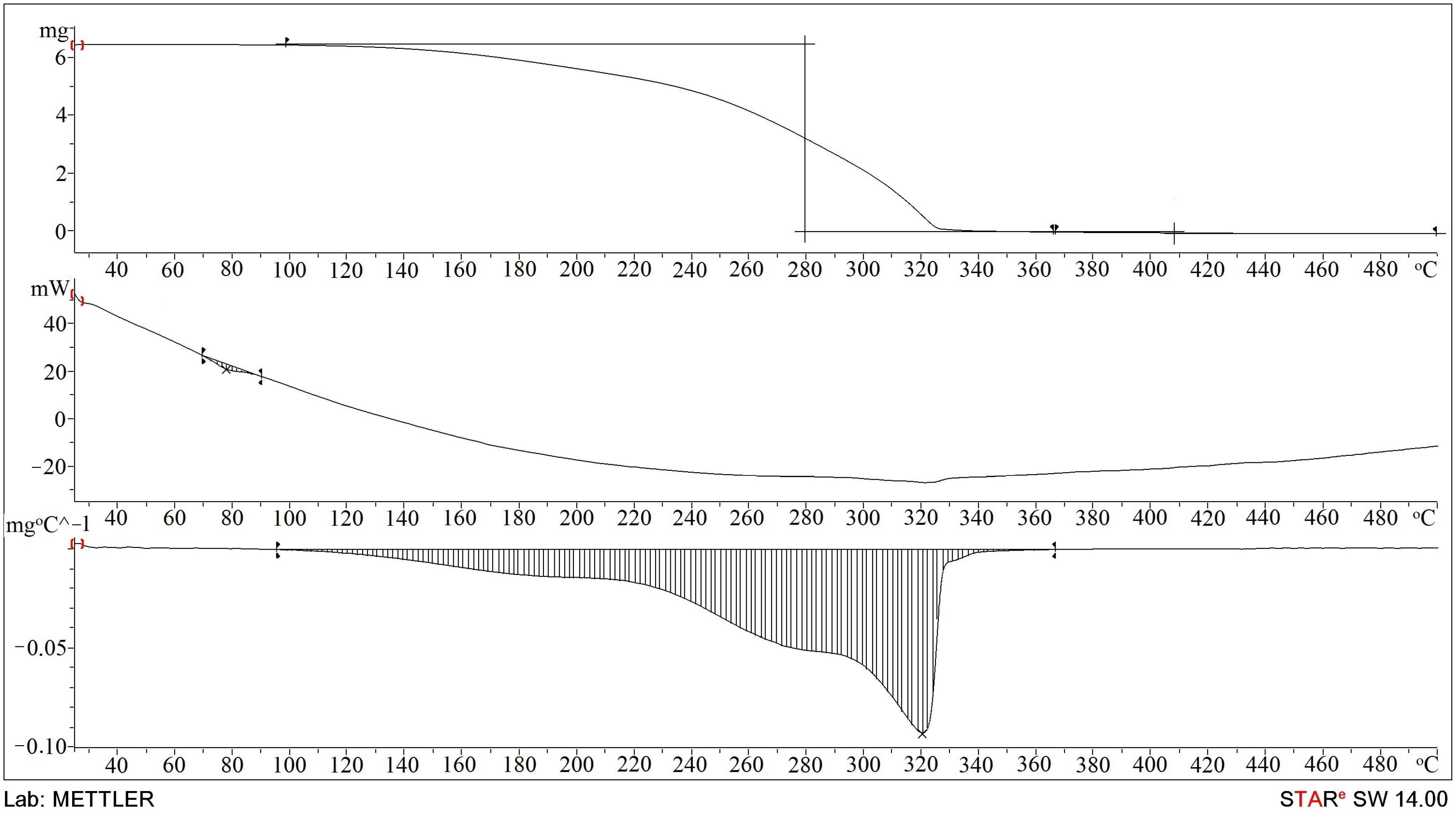
3.5. TGA of Butyl Phenoxyethyl Adipate
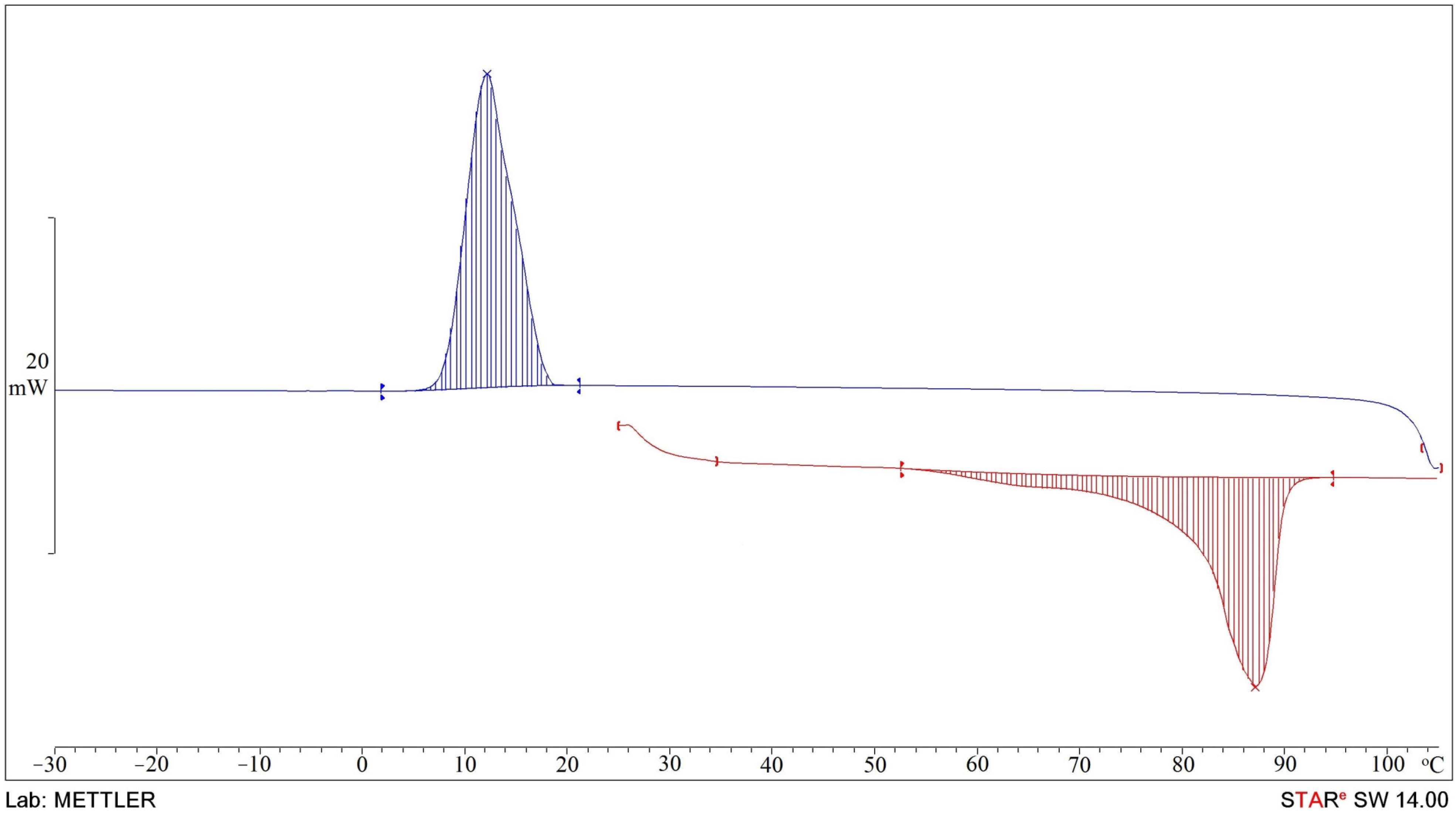
3.6. DSC Analysis of Butyl Phenoxyethyl Adipate
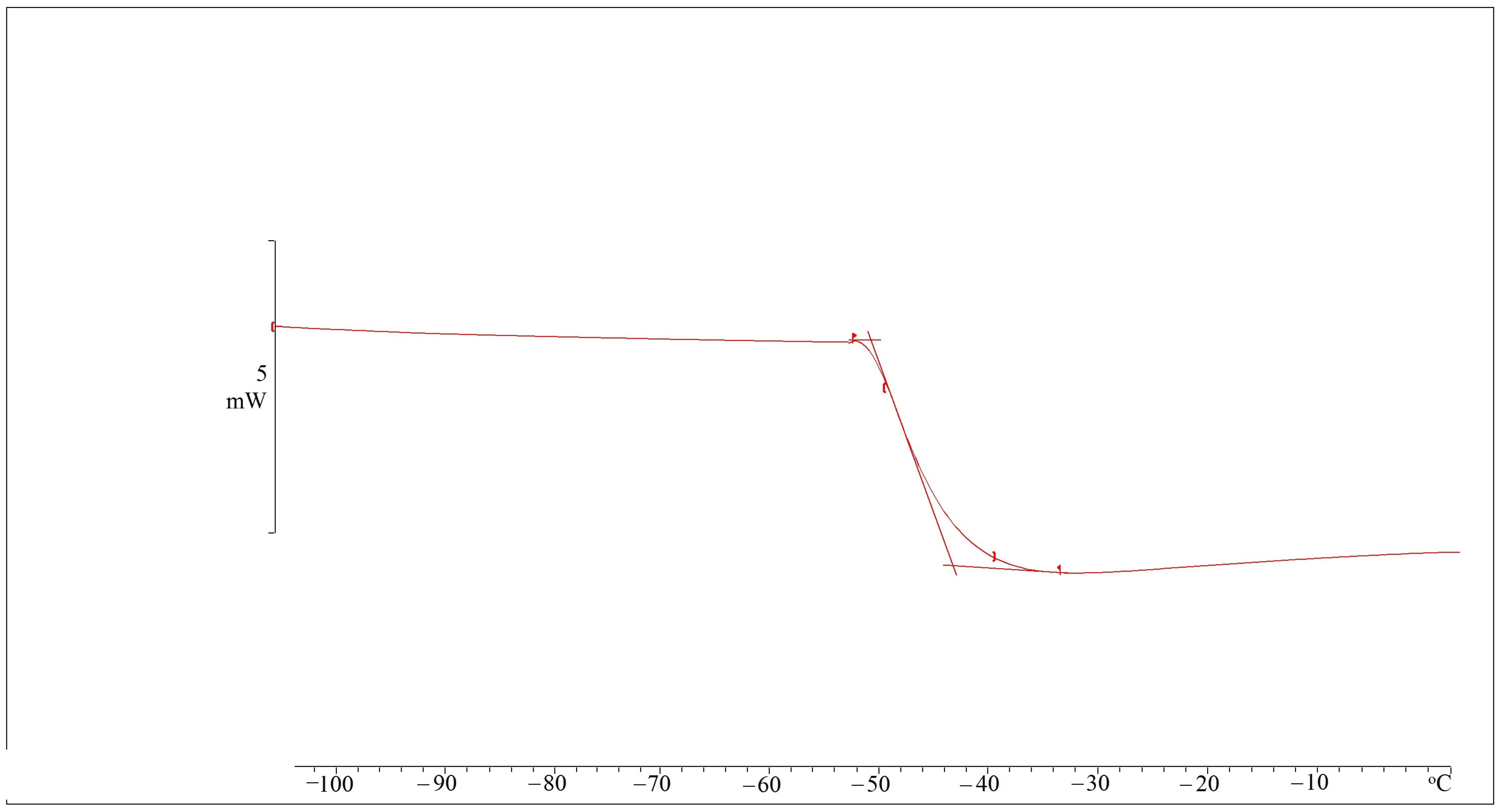
3.7. Determination of the Glass-Transition Temperatures of PVC Compositions
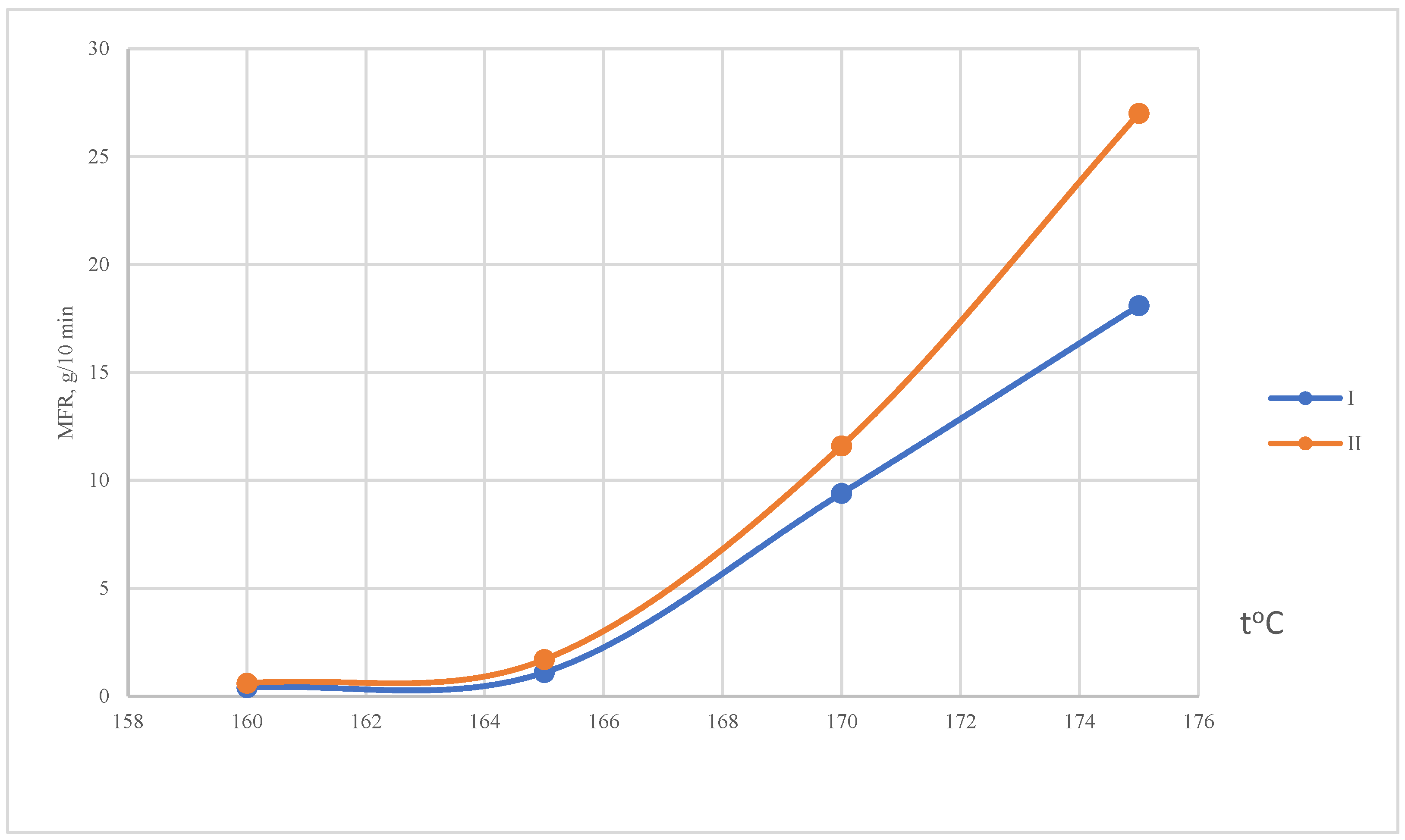
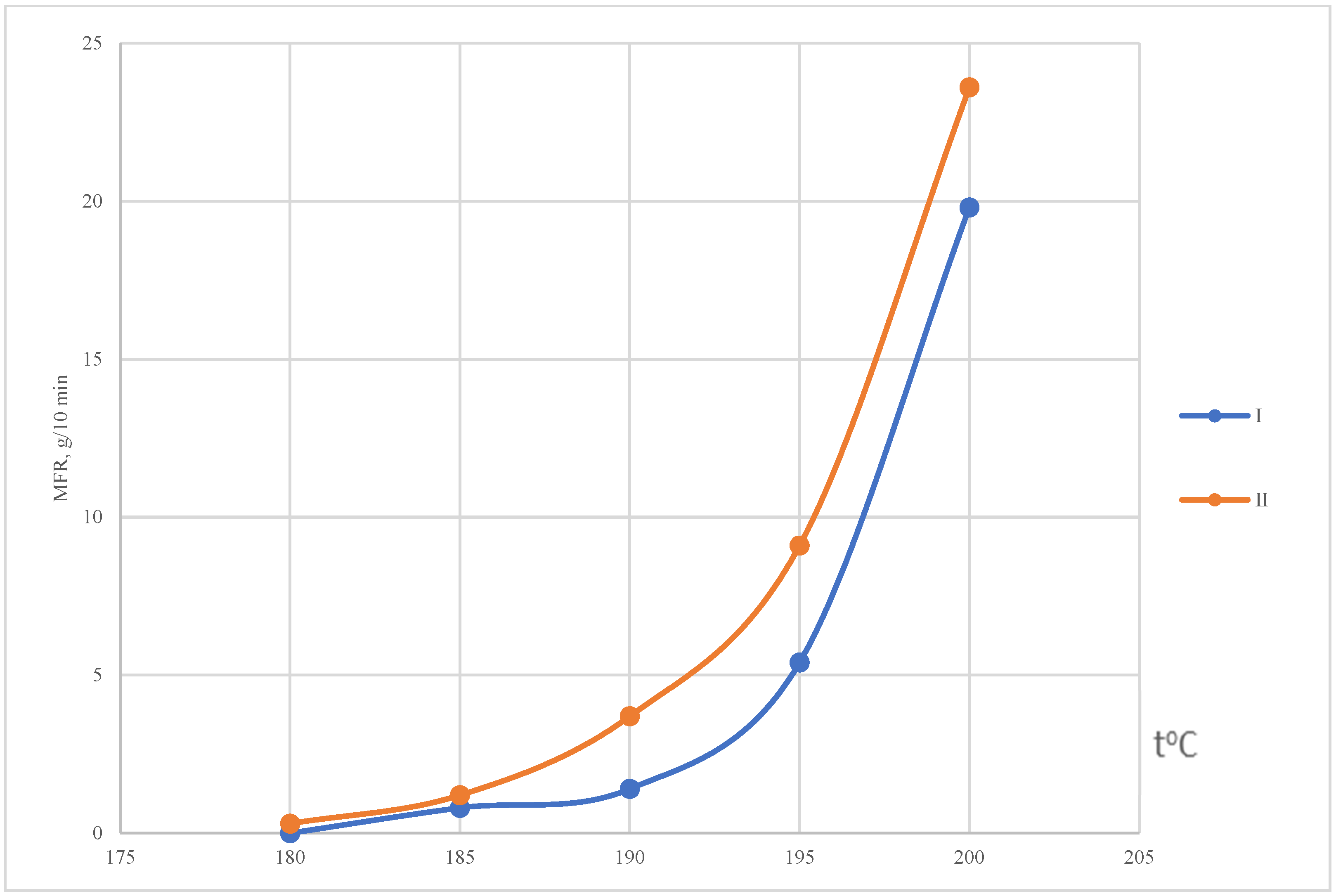
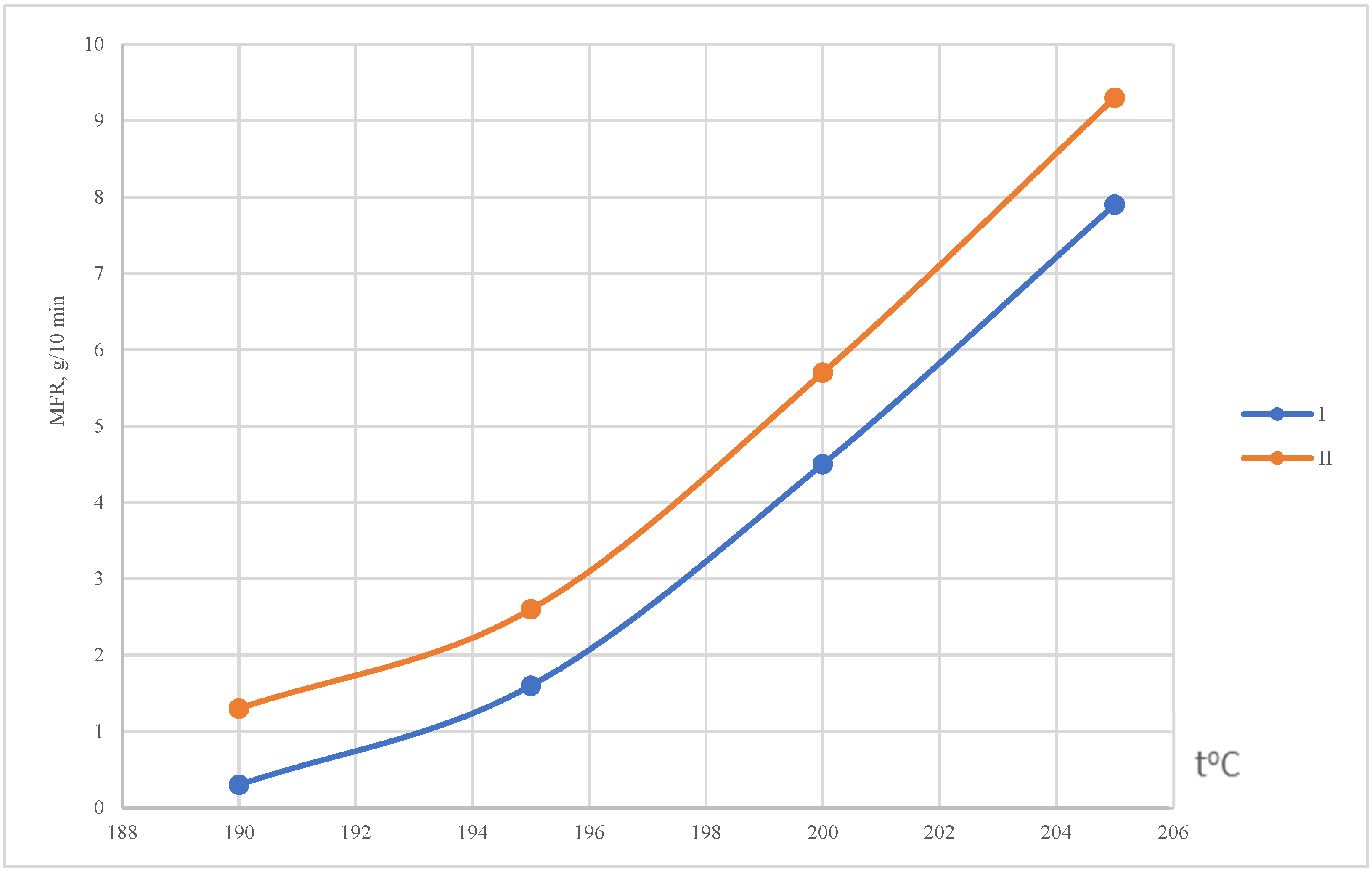
3.8. Determination of the Rheological Characteristics of PVC Composition with BPEA
4. Discussions
4.1. Synthesis of Ethoxylated Alcohols
4.2. The Synthesis of Butyl Phenoxyethyl Adipate
4.3. High-Performance Liquid Chromatography
4.4. Analysis of Physicochemical Parameters of Butyl Phenoxyethyl Adipate
4.5. Determination of the Compatibility of Butyl Phenoxyethyl Adipate with PVC
4.6. Thermal Analysis of Butyl Phenoxyethyl Adipate
4.7. Determination of Glass-Transition Temperatures of PVC Compositions
4.8. Determination of the Rheological Characteristics of PVC Composition with BPEA
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Walker, T.R.; McGuinty, E. Plastics. In The Palgrave Handbook of Global Sustainability; Palgrave Macmillan Cham: London, UK, 2020; pp. 1–12. [Google Scholar]
- Chen, Y.; Awasthi, A.K.; Wei, F.; Tan, Q.; Li, J. Single-use plastics: Production, usage, disposal, and adverse impacts. Sci. Total Environ. 2021, 752, 141772. [Google Scholar] [CrossRef] [PubMed]
- Amulya, K.; Katakojwala, R.; Ramakrishna, S.; Mohan, S.V. Low carbon biodegradable polymer matrices for sustainable future. Compos. Part C Open Access 2021, 4, 100111. [Google Scholar] [CrossRef]
- Vinod, A.; Siengchin, B.; Parameswaranpillai, J. Renewable and sustainable biobased materials: An assess-ment on biofibres, biofilms, biopolymers and biocomposites. J. Cleaner. Prod. 2020, 258, 120978. [Google Scholar] [CrossRef]
- Reichert, C.L.; Bugnicourt, E.; Coltelli, M.-B.; Cinelli, P.; Lazzeri, A.; Canesi, I.; Braca, F.; Martínez, B.M.; Alonso, R.; Agostinis, L.; et al. Bio-Based Packaging: Materials, Modifications, Industrial Applications and Sustainability. Polymers 2020, 12, 1558. [Google Scholar] [CrossRef] [PubMed]
- Atmaca, N.; Atmaca, A.; Özçetin, A.I. The impacts of restoration and reconstruction of a heritage building on life cycle energy consumption and related carbon dioxide emissions. Energy Build. 2021, 253, 111507. [Google Scholar] [CrossRef]
- Rankin, W.J. Minerals, Metals and Sustainability: Meeting Future Material Needs; CSIRO Publishing: Boca Raton, FL, USA, 2011. [Google Scholar] [CrossRef]
- Dahiya, S.; Katakojwala, R.; Ramakrishna, S.; Venkata Mohan, S. Biobased products and life cycle assess-ment in the context of circular economy and sustainability. Mat. Circ. Econ. 2020, 2, 7. [Google Scholar] [CrossRef]
- Sohn, Y.J.; Kim, H.T.; Baritugo, K.A.; Jo, S.Y.; Song, H.M.; Park, S.Y.; Park, S.K.; Pyo, J.; Cha, H.G.; Kim, H.; et al. Recent advances in sustainable plastic upcycling and biopolymers. Biotechnology 2020, 15, 1900489. [Google Scholar] [CrossRef]
- Essity; IKEA; Royal DSM; Tetra Pak. Renewable Materials for a Low-Carbon and Circular Future; Ellen MacArthur Foundation: Isle of Wight, UK, April 2018. [Google Scholar]
- UNEP. Single-Use Plastics: A Roadmap for Sustainability; UNEP: Nairobi, Kenya, 2018.
- Ramakrishna, S. Circular economy and sustainability pathways to build a new-modern so-ciety. Dry. Technol. 2020, 39, 711–712. [Google Scholar] [CrossRef]
- Bucknall, D.G. Plastics as a materials system in a circular economy. Philos. Trans. R. Soc. A. 2020, 378, 20190268. [Google Scholar] [CrossRef]
- Sarkar, O.; Katakojwala, R.; Mohan, S.V. Low carbon hydrogen production from a waste-based biorefinery system and environmental sustainability assessment. Green Chem. 2020, 23, 561–574. [Google Scholar] [CrossRef]
- Ferreira-Filipe, D.A.; Paço, A.; Duarte, A.C.; Rocha-Santos, T.; Patrício Silva, A.L. Are biobased plastics green alternatives?—A critical review. Int. J. Environ. Res. Public Health 2021, 18, 7729. [Google Scholar] [CrossRef]
- Bahl, S.; Dolma, J.; Singh, J.J.; Sehgal, S. Biodegradation of plastics: A state of the art review. Mater. Today Proc. 2020, 39, 31–34. [Google Scholar] [CrossRef]
- Ali, H.; Khan, E.; Ilahi, I. Environmental Chemistry and Ecotoxicology of Hazardous Heavy Metals: Environmental Persistence, Toxicity, and Bioaccumulation. J. Chem. 2019, 2019, 6730305. [Google Scholar] [CrossRef] [Green Version]
- ISO 14044:2006; Environmental Management: Life Cycle Assessment. Requirements and Guidelines. International Organization for Standardization: Geneva, Switzerland, 2006.
- Evode, N.; Qamar, S.A.; Bilal, M.; Barceló, D.; Iqbal, H.M. Plastic waste and its management strategies for environmental sustainability. Case Stud. Chem. Environ. Eng. 2021, 4, 100142. [Google Scholar] [CrossRef]
- Spierling, S.; Knüpffer, E.; Behnsen, H.; Mudersbach, M.; Krieg, H.; Springer, S.; Albrecht, S.; Herrmann, C.; Endres, H.J. Bio-based plastics-a review of environmental, social and economic impact assessments. J. Clean. Prod. 2018, 185, 476–491. [Google Scholar] [CrossRef]
- Ramesh, M.; Deepa, C.; Kumar, L.R.; Sanjay, M.R.; Siengchin, S. Life-cycle and environmental impact as-sessments on processing of plant fibres and its bio-composites: A critical review. J. Ind. Tex. 2020. [Google Scholar] [CrossRef]
- Moshood, T.D.; Nawanir, G.; Mahmud, F. Sustainability of biodegradable plastics: A review on social, economic, and environmental factors. Crit. Rev. Biotechnol. 2021, 1–21. [Google Scholar] [CrossRef]
- Motaung, T.E.; Linganiso, L.Z. Critical review on agrowaste cellulose applications for biopolymers. Int. J. Plast. Technol. 2018, 22, 185–216. [Google Scholar] [CrossRef]
- Vikhareva, I.; Aminova, G.; Mazitova, A. Ecotoxicity of the Adipate Plasticizers: Influence of the Structure of the Alcohol Substituent. Molecules 2021, 26, 4833. [Google Scholar] [CrossRef]
- Crawford, R.J.; Martin, P. Plastics Engineering; Butterworth-Heinemann: Oxford, UK, 2020. [Google Scholar] [CrossRef]
- Millican, J.M.; Agarwal, S. Plastic Pollution: A Material Problem? Macromolecules 2021, 54, 4455–4469. [Google Scholar] [CrossRef]
- Wagner, S.; Schlummer, M. Legacy additives in a circular economy of plastics: Current dilemma, policy analysis, and emerging countermeasures. Resour. Conserv. Recycl. 2020, 158, 104800. [Google Scholar] [CrossRef]
- White, S.R.; Moore, J.S.; Sottos, N.R.; Krull, B.P.; Santa Cruz, W.A.; Gergely, C.R. Restoration of Large Dam-age Volumes in Polymers. Science 2014, 344, 620–623. [Google Scholar] [CrossRef] [PubMed]
- Alhanish, A.; Abu Ghalia, M. Developments of biobased plasticizers for compostable polymers in the green packaging applications: A review. Biotechnol. Prog. 2021, 37, e3210. [Google Scholar] [CrossRef] [PubMed]
- Maffini, M.V.; Geueke, B.; Groh, K.; Almroth, B.C.; Muncke, J. Role of epidemiology in risk assessment: A case study of five ortho-phthalates. Environ. Heal. 2021, 20, 1–14. [Google Scholar] [CrossRef]
- Lioy, P.J.; Hauser, R.; Gennings, C.; Koch, H.M.; Mirkes, P.E.; Schwetz, B.A.; Kortenkamp, A. Assessment of phthalates/phthalate alternatives in children’s toys and childcare articles: Review of the report including conclusions and recommendation of the Chronic Hazard Advisory Panel of the Consumer Product Safety Commission. J. Expo. Sci. Environ. Epidemiol. 2015, 25, 343–353. [Google Scholar] [CrossRef]
- Özeren, H.D.; Balçık, M.; Ahunbay, M.G.; Elliott, J.R. In silico screening of green plasticizers for poly (vinyl chloride). Macromolecules 2019, 52, 2421–2430. [Google Scholar] [CrossRef]
- Zou, J.; Su, L.; You, F.; Chen, G.; Guo, S. Dynamic rheological behavior and microcrystalline structure of di-octyl phthalate plasticized poly (vinyl chloride). J. Appl. Polym. Sci. 2011, 121, 1725–1733. [Google Scholar] [CrossRef]
- Jadaun, J.S.; Bansal, S.; Sonthalia, A.; Rai, A.K.; Singh, S.P. Biodegradation of Plastics for Sustainable Environment. Bioresour. Technol. 2022, 126697. [Google Scholar] [CrossRef]
- Acciaretti, F.; Pasquale, A. Di (2-ethylhexyl) adipate (DEHA), A NEW HOPE! A sustainable and promising process for the plasticisers industry. bioRxiv. 2020. [Google Scholar] [CrossRef]
- Rios, J.; Lebeau, J.; Yang, T.; Li, S.; Lynch, M.D. A critical review on the progress and challenges to a more sustainable, cost competitive synthesis of adipic acid. Green Chem. 2021, 23, 3172–3190. [Google Scholar] [CrossRef]
- Bretschneider, L.; Heuschkel, I.; Bühler, K.; Karande, R.; Bühler, B. Rational orthologous pathway and bio-chemical process engineering for adipic acid production using Pseudomonas taiwanensis VLB120. Metab. Eng. 2022, 70, 206–217. [Google Scholar] [CrossRef]
- Lang, M.; Li, H. Sustainable Routes for the Synthesis of Renewable Adipic Acid from Biomass Derivatives. ChemSusChem 2021. [Google Scholar] [CrossRef]
- Jin, X.; Liu, M.; Zhang, G.; Wang, J.; Xia, Q.; Sun, Y.; Zhou, Z.; Zhang, W.; Wang, S.; Lam, C.H.; et al. Chemical Synthesis of Adipic Acid from Glucose and Derivatives: Challenges for Nanocatalyst Design. ACS Sustain. Chem. Eng. 2020, 8, 18732–18754. [Google Scholar] [CrossRef]
- Market Summary of Adipic Acid. Available online: https://www.reportsanddata.com/report-detail/adipic-acid-market (accessed on 1 November 2021).
- Rahman, M.; Brazel, C.S. The plasticizer market: An assessment of traditional plasticizers and research trends to meet new challenges. Prog. Polym. Sci. 2004, 29, 1223–1248. [Google Scholar] [CrossRef]
- Najafi, V.; Abdollahi, H. Internally plasticized PVC by four different green plasticizer compounds. Eur. Polym. J. 2020, 128, 109620. [Google Scholar] [CrossRef]
- Bocqué, M.; Voirin, C.; Lapinte, V.; Caillol, S.; Robin, J.-J. Petro-based and bio-based plasticizers: Chemical structures to plasticizing properties. J. Polym. Sci. Part A Polym. Chem. 2015, 54, 11–33. [Google Scholar] [CrossRef]
- Marcilla, A.; Garcia, S.; Garcia-Quesada, J.C. Study of the migration of PVC plasticizers. J. Anal. Appl. Pyrolysis 2004, 71, 457–463. [Google Scholar] [CrossRef]
- Stuart, A.; McCallum, M.M.; Fan, D.; LeCaptain, D.J.; Lee, C.Y.; Mohanty, D.K. Poly(vinyl chloride) plasticized with succinate esters: Synthesis and characterization. Polym. Bull. 2010, 65, 589–598. [Google Scholar] [CrossRef]
- Erythropel, H.C.; Dodd, P.; Leask, R.; Maric, M.; Cooper, D.G. Designing green plasticizers: Influence of alkyl chain length on biodegradation and plasticization properties of succinate based plasticizers. Chemosphere 2013, 91, 358–365. [Google Scholar] [CrossRef]
- Erythropel, H.C.; Maric, M.; Cooper, D.G. Designing green plasticizers: Influence of molecular geometry on biodegradation and plasticization properties. Chemosphere 2011, 86, 759–766. [Google Scholar] [CrossRef]
- de Lourdes, C.M.; Ringard, C.; Boissonnade, M.M.; Baszkin, A. Contact angles on polymer reference materials. In The Reference Materials of the European Communities; Springer: Dordrecht, The Netherlands, 1992; pp. 37–47. [Google Scholar]
- Rudnick, L.R. Synthetics, Mineral Oils, and Bio-Based Lubricants: Chemistry and Technology, 2nd ed.; Rudnick, L.R., Ed.; CRC Press: Boca Raton, FL, USA, 2013; p. 1008. [Google Scholar] [CrossRef]
- Jia, P.; Zhang, M.; Hu, L.; Zhou, Y. Green plasticizers derived from soybean oil for poly(vinyl chloride) as a renewable resource material. Korean J. Chem. Eng. 2016, 33, 1080–1087. [Google Scholar] [CrossRef]
- Jia, P.; Ma, Y.; Zhang, M.; Hu, L.; Li, Q.; Yang, X.; Zhou, Y. Flexible PVC materials grafted with castor oil derivative containing synergistic flame retardant groups of nitrogen and phosphorus. Sci. Rep. 2019, 9, 1–8. [Google Scholar] [CrossRef]
- Song, F.; Huang, C.; Zhu, X.; Liu, C.; Zhou, Y.; Jia, P. Synthesis and application of an environmental epoxy plasticizer with phthalate-like structure based on tung oil and cardanol for poly(vinyl chloride). J. Appl. Polym. Sci. 2021, 138, 50809. [Google Scholar] [CrossRef]
- Teng, Y.; Stewart, S.G.; Hai, Y.-W.; Li, X.; Banwell, M.G.; Lan, P. Sucrose fatty acid esters: Synthesis, emulsifying capacities, biological activities and structure-property profiles. Crit. Rev. Food Sci. Nutr. 2020, 61, 3297–3317. [Google Scholar] [CrossRef]
- Vassilev, D.; Petkova, N.; Koleva, M.; Denev, P. Optimization of ultrasound synthesis of sucrose esters by selection of a suitable catalyst and reaction conditions. J. Chem. Technol. Metall. 2021, 56, 268–274. [Google Scholar]
- Vikhareva, I.N.; Aminova, G.K.; Abdrakhmanova, L.K.; Mazitova, A.K. Biodegradation chemistry of new adipate plasticizers. J. Physics Conf. Ser. 2021, 2094. [Google Scholar] [CrossRef]
- Sun, Z.; Mi, X.; Yu, Y.; Shi, W.; Feng, A.; Moad, G.; Thang, S.H. “All-PVC” Flexible Poly (vinyl Chloride): Nonmigratory Star-Poly (vinyl Chloride) as Plasticizers for PVC by RAFT Polymerization. Macromolecules. 2021, 54, 5022–5032. [Google Scholar] [CrossRef]
- Aydin, I.; Kalaycioglu, I. Evaluation of Rheological Properties during Extrusion Compounding of Soft PVC Powder Blends. Int. J. Emerg. Technol. Adv. Eng. 2016, 6, 210–214. [Google Scholar]
- Interstate Standard 8728-88; Plasticizers. Specifications. IPK Publishing House’s Standards of Quality: Moscow, Russia, 2003; p. 11.
- ISO 1675:1985; Liquid Resins and Plasticizers. Methods for Determination of Density. FSA STANDARTIN-FORM: Moscow, Russia, 2015; p. 8.
- Vikhareva, I.N.; Aminova, G.K.; Buylova, E.A.; Mazitova, A.K. Synthesis and investigation of properties of a plasticizer based on petrochemical raw materials. Oil Gas Business. 2020, 4, 57–73. [Google Scholar] [CrossRef]
- Miller, S.A.; Bann, B.; Throver, R.D. The reaction between phenol and ethylene oxide. J. Chem. Soc. 1950, 3623–3628. [Google Scholar] [CrossRef]
- Semchikov, Y.D. High-Molecular Compounds; Publishing Center “Academy”: Moscow, Russia, 2003; p. 368. [Google Scholar]
- Grossman, R.F. Handbook of Vinyl Formulating, 2nd ed.; Grossman, F., Ed.; Scientific Foundations and Technologies: St. Petersburg, Russia, 2009; p. 608. [Google Scholar]
- Daniels, P.H.; Cabrera, A. Plasticizer compatibility testing: Dynamic mechanical analysis and glass transition temperatures. J. Vinyl. Addit. Technol. 2015, 21, 7–11. [Google Scholar] [CrossRef]
- Zou, D.; Nunes, S.P.; Vankelecom, I.F.; Figoli, A.; Lee, Y.M. Recent advances in polymer membranes employing non-toxic solvents and materials. Green Chem. 2021, 23, 9815–9843. [Google Scholar] [CrossRef]
- Navarro, R.; Perez, P.M.; Gomez, T.M.; Reinecke, H. Phthalate plasticizers covalently bound to PVC: Plasticizers with suppressed migration. Macromolecules 2010, 43, 2377–2381. [Google Scholar] [CrossRef]
- Daniels, P.H. A brief overview of theories of PVC plasticization and methods used to evaluate PVC-plasticizer interaction. J. Vinyl Addit. Technol. 2009, 15, 219–223. [Google Scholar] [CrossRef]
- Czogała, J.; Pankalla, E.; Turczyn, R. Recent attempts in the design of efficient PVC plasticizers with reduced migration. Materials. 2021, 14, 844. [Google Scholar] [CrossRef]
- Krauskopf, L.G. Prediction of plasticizer solvency using hansen solubility parameters. J. Vinyl Addit. Technol. 1999, 5, 101–106. [Google Scholar] [CrossRef]
- Halloran, M.W.; Nicell, J.A.; Leask, R.L.; Marić, M. Small molecule plasticizers for improved migration resistance: Investigation of branching and leaching behaviour in PVC blends. Mater. Today Commun. 2021, 29, 102874. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ester | Indicators | |||
|---|---|---|---|---|
| Molecular Weight | Acid Number, mg KOH/g | Ester Number, mg KOH/g | d204 | |
| Butyl phenoxyethyl adipate (BPEA) | 322 | 0.1 | 345 | 1.0510 |
| Name | Indicators | |
|---|---|---|
| Tcr, °C | A, % | |
| DOP | 112.5 | - |
| DOP + BPEA | 101 | 111.4 |
| Name | Tb, °C | Tmelt, °C | Tmax, °C | Δm180, % | Td, °C |
|---|---|---|---|---|---|
| DOP | 132 | - | 285 | 1,0 | 467 |
| BPEA | 99 | 87 | 321 | 0.9 | 499 |
| Name | Tmelt, °C | ΔHmelt, J/g | Tcryst, °C | ΔHcryst, J/g |
|---|---|---|---|---|
| BPEA | 87 | -113 | 12 | 112 |
| Composition | Glass-Transition Temperature, °C | ∆Tgt, °C |
|---|---|---|
| PVC | 87 | - |
| PVC + DOP (I) | −37 | 125 |
| PVC + DOP + BPEA (II) | −45 | 132 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vikhareva, I.N.; Aminova, G.K.; Mazitova, A.K. Development of a Highly Efficient Environmentally Friendly Plasticizer. Polymers 2022, 14, 1888. https://doi.org/10.3390/polym14091888
Vikhareva IN, Aminova GK, Mazitova AK. Development of a Highly Efficient Environmentally Friendly Plasticizer. Polymers. 2022; 14(9):1888. https://doi.org/10.3390/polym14091888
Chicago/Turabian StyleVikhareva, Irina N., Guliya K. Aminova, and Aliya K. Mazitova. 2022. "Development of a Highly Efficient Environmentally Friendly Plasticizer" Polymers 14, no. 9: 1888. https://doi.org/10.3390/polym14091888
APA StyleVikhareva, I. N., Aminova, G. K., & Mazitova, A. K. (2022). Development of a Highly Efficient Environmentally Friendly Plasticizer. Polymers, 14(9), 1888. https://doi.org/10.3390/polym14091888