


The Effect of Powder and Emulsion Binders on the Tribological Properties of Particulate Filled Glass Fiber Reinforced Polymer Composites

 ,
,  ,
,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Tested Samples
2.2. Tribological Tests
2.3. Additional Tests
3. Results and Discussion
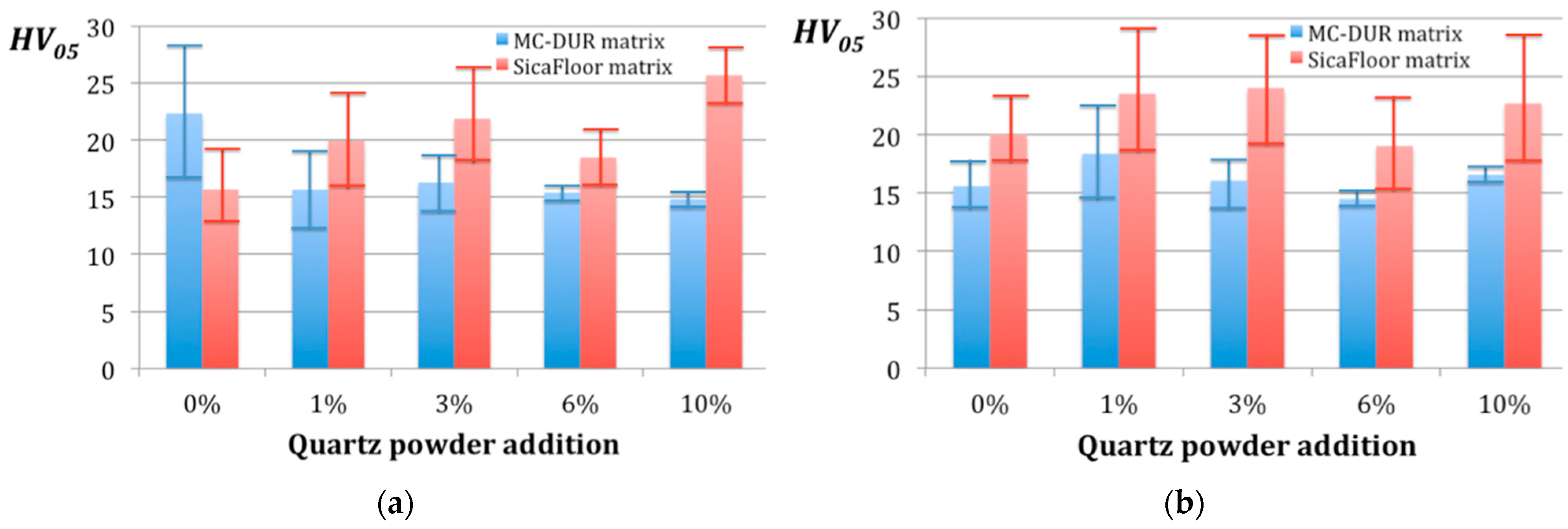
3.1. Microhardness
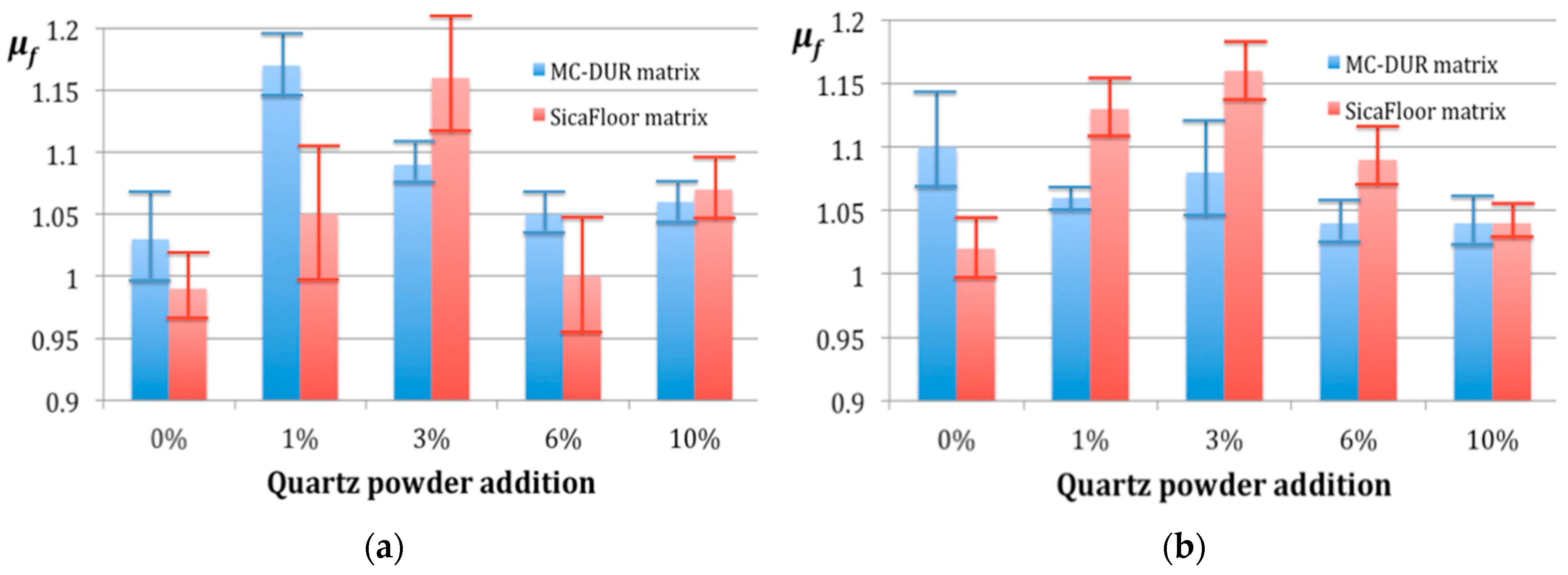
3.2. Friction Coefficient
3.3. Specific Wear Rate
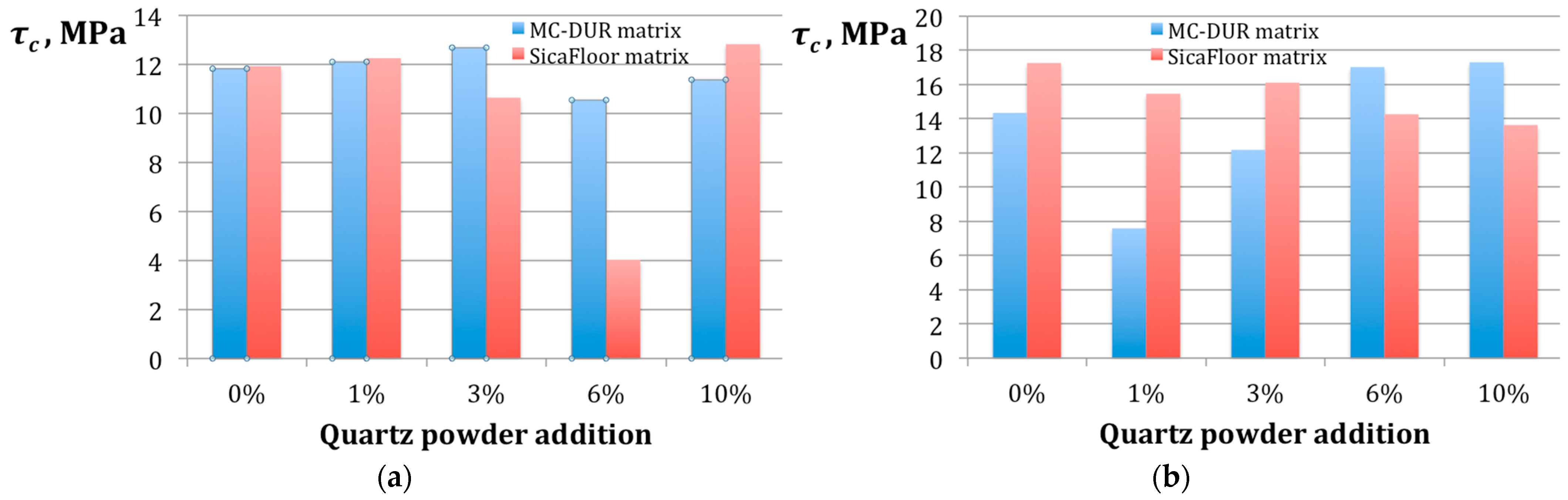
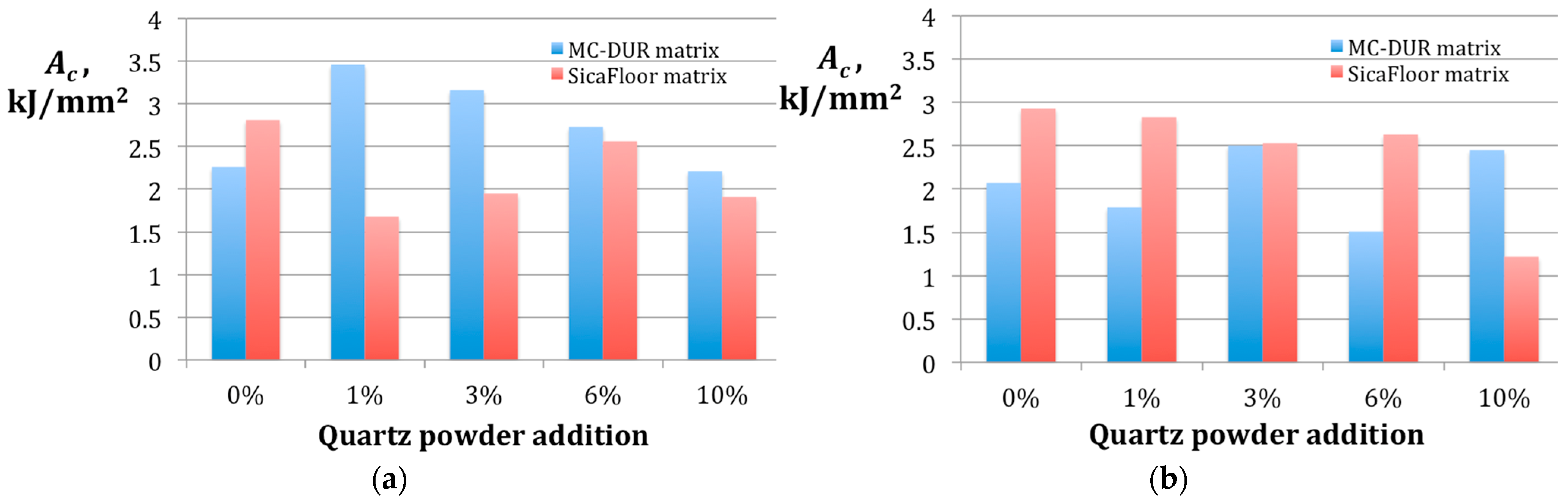
3.4. Strength
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ho, M.; Lau, K. Design of an impact resistant glass fibre/epoxy composites using short silk fibres. Mater. Des. 2012, 35, 664–669. [Google Scholar] [CrossRef]
- Borowiec, M.; Gawryluk, J.; Bocheński, M. Influence of mechanical couplings on the dynamical behavior and energy harvesting of a composite structure. Polymers 2021, 13, 66. [Google Scholar] [CrossRef] [PubMed]
- Figlus, T.; Kozioł, M.; Kuczyński, Ł. The Effect of Selected Operational Factors on the Vibroactivity of Upper Gearbox Housings Made of Composite Materials. Sensors 2019, 19, 4240. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Attia, K.; Alnahhal, W.; Elrefai, A.; Rihan, Y. Flexural behavior of basalt fiber-reinforced concrete slab strips reinforced with BFRP and GFRP bars. Compos. Struct. 2019, 211, 1–12. [Google Scholar] [CrossRef]
- Chen, Y. Glass Fiber-Reinforced Polymer Composites for Power Equipment. In Polymer Composites for Electrical Engineering; Huang, X., Tanaka, T., Eds.; John Wiley & Sons Ltd.: Hoboken, NJ, USA, 2022; pp. 377–418. [Google Scholar] [CrossRef]
- Krzyżak, A.; Relich, S.; Kosicka, E.; Szczepaniak, R.; Mucha, M. Selected Construction Properties of Hybrid Epoxy Composites Reinforced with Carbon Fabric and Alumina. Adv. Sci. Technol. Res. J. 2022, 16, 240–248. [Google Scholar] [CrossRef]
- Park, S.J.; Seo, M.K. Interface Science and Technology; Elsevier: Amsterdam, The Netherlands, 2011; Volume 18. [Google Scholar] [CrossRef]
- Srivastava, J.P.; Kumar, P. Introduction to Glass Fiber-Based Composites and Structures. In Natural and Synthetic Fiber Reinforced Composites: Synthesis, Properties, and Applications; Rangappa, S.M., Rajak, D.K., Siengchin, S., Eds.; WILEY-VCH GmbH: Weinheim, Germany, 2022; pp. 1–16. [Google Scholar]
- Patti, A.; Nele, L.; Zarrelli, M.; Graziosi, L.; Acierno, D. A Comparative Analysis on the Processing Aspects of Basalt and Glass Fibers Reinforced Composites. Fibers Polym. 2021, 22, 1449–1459. [Google Scholar] [CrossRef]
- Friedrich, K. Polymer composites for tribological applications. Adv. Ind. Eng. Polym. Res. 2018, 1, 3–39. [Google Scholar] [CrossRef]
- Xian, G.; Guo, R.; Li, C. Combined effects of sustained bending loading, water immersion and fiber hybrid mode on the mechanical properties of carbon/glass fiber reinforced polymer composite. Compos. Struct. 2022, 281, 115060. [Google Scholar] [CrossRef]
- Sharma, R.; Gupta, P.K. Synthesis and chemical resistance of aluminum oxide and silicon carbide (1:1) filled Bi-Directional woven E-glass fiber reinforcement epoxy polymer composites. Mater. Today Proc. 2022, 62 Pt 2, 767–772. [Google Scholar] [CrossRef]
- Raj, M.K.A.; Muthusamy, S.; Panchal, H.; Ibrahim, A.M.M.; Alsoufi, M.S.; Elsheikh, A.H. Investigation of mechanical properties of dual-fiber reinforcement in polymer composite. J. Mater. Res. Technol. 2022, 18, 3908–3915. [Google Scholar] [CrossRef]
- Kobyliukh, A.; Olszowska, K.; Szeluga, U.; Pusz, S. Iron oxides/graphene hybrid structures—Preparation, modification, and application as fillers of polymer composites. Adv. Colloid Interface Sci. 2020, 285, 102285. [Google Scholar] [CrossRef] [PubMed]
- Hasilová, K.; Vališ, D. Composite laminates reliability assessment using diffusion process backed up by perspective forms of non-parametric kernel estimators. Eng. Fail. Anal. 2022, 138, 106326. [Google Scholar] [CrossRef]
- Figlus, T.; Kozioł, M. Diagnosis of early-stage damage to polymer-glass fibre composites using non-contact measurement of vibration signals. J. Mech. Sci. Technol. 2016, 30, 3567–3576. [Google Scholar] [CrossRef]
- Ciecieląg, K.; Skoczylas, A.; Matuszak, J.; Zaleski, K.; Kęcik, K. Defect detection and localization in polymer composites based on drilling force signal by recurrence analysis. Measurement 2021, 186, 110126. [Google Scholar] [CrossRef]
- Walczak, M.; Szala, M.; Pieniak, D. Effect of Water Absorption on Tribological Properties of Thermoplastics Matrix Composites Reinforced with Glass Fibres. Adv. Sci. Technol. Res. J. 2022, 16, 232–239. [Google Scholar] [CrossRef]
- Miedzianowska, J.; Masłowski, M.; Rybiński, P.; Strzelec, K. Straw/Nano-Additive Hybrids as Functional Fillers for Natural Rubber Biocomposites. Materials 2021, 14, 321. [Google Scholar] [CrossRef] [PubMed]
- Scaffaro, R.; Di Bartolo, A.; Dintcheva, N.T. Matrix and Filler Recycling of Carbon and Glass Fiber-Reinforced Polymer Composites: A Review. Polymers 2021, 13, 3817. [Google Scholar] [CrossRef]
- Somaiah, A.; Prasad, A.B.; Kishore Nath, N. A comprehensive review: Characterization of glass fiber reinforced polymer composites with fillers from a Thermo-mechanical perspective. Mater. Today Proc. 2022, 62 Pt 6, 3226–3232. [Google Scholar] [CrossRef]
- Elfarhani, M.; Guesmi, F.; Mkaddem, A.; Ghazali, S.; Rubaiee, S.; Jarraya, A. Thermal Aspects in Edge Trimming of Bio-Filled GFRP: Influence of Fiber Orientation and Silica Sand Filler in Heat Generation. Materials 2022, 15, 4792. [Google Scholar] [CrossRef]
- Sattar, S.; Laredo, B.B.; Pedrazzoli, D.; Zhang, M.; Kravchenko, S.G.; Kravchenko, O.G. Mechanical behavior of long discontinuous glass fiber nylon composite produced by in-situ polymerization. Compos. Part A Appl. Sci. Manuf. 2022, 154, 106779. [Google Scholar] [CrossRef]
- Mao, K.; Greenwood, D.; Ramakrishnan, R.; Goodship, V.; Shrouti, C.; Chetwynd, D.; Langlois, P. The wear resistance improvement of fibre reinforced polymer composite gears. Wear 2019, 426–427 Pt B, 1033–1039. [Google Scholar] [CrossRef]
- Muhammad, A.F.; Abidin, M.S.Z.; Hassan, M.H.; Mustafa, Z.; Anjang, A. Effect of eggshell fillers on the tensile and flexural properties of glass fiber reinforced polymer composites. Mater. Today Proc. 2022, 66 Pt 5, 2938–2942. [Google Scholar] [CrossRef]
- Lal, L.P.J.; Ramesh, S.; Parasuraman, S.; Natarajan, E.; Elamvazuthi, I. Compression after Impact Behaviour and Failure Analysis of Nanosilica-Toughened Thin Epoxy/GFRP Composite Laminates. Materials 2019, 12, 3057. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Thiagarajan, A.; Velmurugan, K.; Sangeeth, P.P. Synthesis and mechanical properties of pistachio shell filler on glass fiber polymer composites by VARIM process. Mater. Today Proc. 2021, 39 Pt 1, 610–614. [Google Scholar] [CrossRef]
- Zurowski, W.; Zepchło, J.; Krzyzak, A.; Gevorkyan, E.; Rucki, M.; Siek, E.; Białkowska, A. Wear Resistance of the Glass-Fiber Reinforced Polymer Composite with the Addition of Quartz Filler. Materials 2021, 14, 3825. [Google Scholar] [CrossRef]
- Zurowski, W.; Zepchlo, J.; Krzyzak, A.; Gevorkyan, E.; Rucki, M. Effect of the quartz powder on the performance of the two layers glass fiber reinforced polymer composite with emulsion binder. Compos. Struct. 2022, 298, 116024. [Google Scholar] [CrossRef]
- Gürgen, S. Wear performance of UHMWPE based composites including nano-sized fumed silica. Compos. Part B Eng. 2019, 173, 106967. [Google Scholar] [CrossRef]
- Birleanu, C.; Pustan, M.; Pop, G.; Cioaza, M.; Popa, F.; Lazarescu, L.; Contiu, G. Experimental Investigation of the Tribological Behaviors of Carbon Fiber Reinforced Polymer Composites under Boundary Lubrication. Polymers 2022, 14, 3716. [Google Scholar] [CrossRef]
- Amenta, F.; Bolelli, G.; Pedrazzi, S.; Allesina, G.; Santeramo, F.; Bertarini, A.; Sassatelli, P.; Lusvarghi, L. Sliding wear behaviour of fibre-reinforced PTFE composites against coated and uncoated steel. Wear 2021, 486–487, 204097. [Google Scholar] [CrossRef]
- Carmona-Cervantes, I.A.; Paredes-Mogica, E.A.; López-Cabrera, H.R.; Figueroa-López, U.; Vieyra-Ruíz, H.; Guevara-Morales, A. Tribological behavior of glass fiber reinforced polyamide (PA-GF) and recycled polyvinyl butyral (r-PVB) blends. Mater. Lett. 2022, 319, 132261. [Google Scholar] [CrossRef]
- Declaration of Performance, MC-DUR 1200 VK. Available online: https://www.mc-bauchemie.com/assets/downloads/products/en/dop/MC-DUR_1200_VK_EN_EN_DOP.pdf (accessed on 10 November 2022).
- Declaration of Performance, Sikafloor®-156. (In Polish). Available online: https://pol.sika.com/dms/getdocument.get/82f9e38e-5e7a-3e9d-aa2b-e5c21fb21734/DoP_Sikafloor_156_33825004-DE_EN13813_pol.pdf (accessed on 10 November 2022).
- Bhat, T.; Chevali, V.; Liu, X.; Feih, S.; Mouritz, A.P. Fire structural resistance of basalt fibre composite. Compos. Part A Appl. Sci. Manuf. 2015, 71, 107–115. [Google Scholar] [CrossRef]
- Amurin, L.G.; Felisberto, M.D.; Ferreira, F.L.Q.; Soraes, P.H.V.; Oliveira, P.N.; Santos, B.F.; Valeriano, J.C.S.; de Miranda, D.C.; Silva, G.G. Multifunctionality in ultra high molecular weight polyethylene nanocomposites with reduced graphene oxide: Hardness, impact and tribological properties. Polymer 2022, 240, 124475. [Google Scholar] [CrossRef]
- McKeen, L.W. Fatigue and Tribological Properties of Plastics and Elastomers, 3rd ed.; William Andrew Publishing: Oxford, UK, 2016; pp. 27–44. [Google Scholar] [CrossRef]
- Batchelor, A.W.; Lam, L.N.; Chandrasekaran, M. Material Degradation and Its Control by Surface Engineering; World Scientific Publishing: London, UK, 2011. [Google Scholar]
- Żurowski, W.; Zepchło, J.; Kanaška, D.; Rucki, M. Concept and assessment of the novel design of tribological tester. Measurement 2021, 170, 108724. [Google Scholar] [CrossRef]
- Ellison, S.L.R.; Barwick, V.J.; Farrant, T.J.D. Practical Statistics for the Analytical Scientist: A Bench Guide, 2nd ed.; RSC Publishing: Cambridge, UK, 2009; pp. 49–50. [Google Scholar]
- Walczak, M.; Zwierzchowski, M.; Bieniaś, J.; Caban, J. The tribological characteristics of Al-Si/Graphite composite. Tribologia 2017, 271, 97–104. [Google Scholar] [CrossRef] [Green Version]
- Rajak, D.K.; Wagh, P.H.; Linul, E. Manufacturing Technologies of Carbon/Glass Fiber-Reinforced Polymer Composites and Their Properties: A Review. Polymers 2021, 13, 3721. [Google Scholar] [CrossRef] [PubMed]
- Kaundal, R. Role of Process Variables on Solid Particle Erosion of Polymer Composites: A Critical Review. Silicon 2017, 9, 223–238. [Google Scholar] [CrossRef]
- Stachowiak, G.W.; Batchelor, A.W. Engineering Tribology, 3rd ed.; Elsevier Butterworth-Heinemann: Oxford, UK, 2005; pp. 501–526. [Google Scholar]
- Neale, M.J. Lubrication and Reliability Handbook; Butterworth-Heinemann: Oxford, UK, 2001. [Google Scholar] [CrossRef]
- Rajamahendran, S.; Suresh, G.; Srinivasan, T.; Logesh, D.; Mohamed Yusuf, M.; Mohana Krishnan, L. An analysis on mechanical and sliding wear behavior of E-Glass fiber reinforced IPN composites. Mater. Today Proc. 2021, 45 Pt 2, 1388–1392. [Google Scholar] [CrossRef]
- Wypych, G. Handbook of Material Weathering, 6th ed.; ChemTec Publishing: Toronto, ON, Canada, 2018; pp. 293–367. [Google Scholar] [CrossRef]
- Tilak, S.R.; Shuib Pasha, S.A.; Ahmed, M.N.; Daniel, S. An experimental investigation of flexural and inter laminar shear stress on hybrid polymer based composites (E glass fibre—Kevlar fibre with Epoxy resin 5052) for different thickness. Mater. Today Proc. 2021, 46 Pt 18, 8991–8994. [Google Scholar] [CrossRef]
- Liu, K.; Piggott, M.R. Shear strength of polymers and fibre composites: 1. thermoplastic and thermoset polymers. Composites 1995, 26, 829–840. [Google Scholar] [CrossRef]
- Dang, C.-Y.; Tang, B.-L.; Zeng, X.-L.; Xu, J.; Feng, M.-J.; Jiang, Y.; Shen, X.-J. Improved interlaminar shear strength of glass fiber/epoxy composites by graphene oxide modified short glass fiber. Mater. Res. Express 2019, 6, 085324. [Google Scholar] [CrossRef]
- Setyanto, D.; Jayatun, Y.A.; Basoeki, P.D.; De Fretes, A. Physical Properties of Glass-Fibre-Reinforced Polymer Filled with Alumina Trihydrate and Calcium Carbonate. Polymers 2022, 14, 2464. [Google Scholar] [CrossRef] [PubMed]
- deJager, N.; Münker, T.J.A.G.; Guilardi, L.F.; Jansen, V.J.; Sportel, Y.G.E.; Kleverlaan, C.J. The relation between impact strength and flexural strength of dental materials. J. Mech. Behav. Biomed. Mater. 2021, 122, 104658. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Matrix | Binder | Quartz Powder Filler Percentage, % | ||||
|---|---|---|---|---|---|---|
| MC-DUR 1200VK | Emulsion | 0 | 1 | 3 | 6 | 10 |
| Powder | 0 | 1 | 3 | 6 | 10 | |
| Sikafloor 156 | Emulsion | 0 | 1 | 3 | 6 | 10 |
| Powder | 0 | 1 | 3 | 6 | 10 | |
| Sample No. | Quartz Filler Proportion | ||||
|---|---|---|---|---|---|
| 0% | 1% | 3% | 6% | 10% | |
| 1 | 1.0787 | 1.0989 | 0.9207 | 1.0412 | 1.0584 |
| 2 | 0.9306 | 1.1974 | 1.0625 | 1.1310 | 1.0157 |
| 3 | 0.9996 | 1.0579 | 0.9107 | 1.0894 | 1.0361 |
| 4 | 1.0220 | 1.0970 | 0.9220 | 1.0334 | 1.0675 |
| 5 | 1.0093 | 1.1517 | 0.9929 | 1.1479 | 1.0533 |
| 6 | 1.0546 | 1.1611 | 1.0165 | 1.0931 | 1.0286 |
| Average | 1.02 | 1.13 | 0.97 | 1.09 | 1.04 |
| Standard deviation | 0.05 | 0.05 | 0.06 | 0.05 | 0.02 |
| Percent standard deviation | 5.03% | 4.56% | 6.43% | 4.24% | 1.89% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zurowski, W.; Zepchlo, J.; Cep, R.; Cepova, L.; Rucki, M.; Krzysiak, Z.; Caban, J.; Samociuk, W. The Effect of Powder and Emulsion Binders on the Tribological Properties of Particulate Filled Glass Fiber Reinforced Polymer Composites. Polymers 2023, 15, 245. https://doi.org/10.3390/polym15010245
Zurowski W, Zepchlo J, Cep R, Cepova L, Rucki M, Krzysiak Z, Caban J, Samociuk W. The Effect of Powder and Emulsion Binders on the Tribological Properties of Particulate Filled Glass Fiber Reinforced Polymer Composites. Polymers. 2023; 15(1):245. https://doi.org/10.3390/polym15010245
Chicago/Turabian StyleZurowski, Wojciech, Jaroslaw Zepchlo, Robert Cep, Lenka Cepova, Miroslaw Rucki, Zbigniew Krzysiak, Jacek Caban, and Waldemar Samociuk. 2023. "The Effect of Powder and Emulsion Binders on the Tribological Properties of Particulate Filled Glass Fiber Reinforced Polymer Composites" Polymers 15, no. 1: 245. https://doi.org/10.3390/polym15010245
APA StyleZurowski, W., Zepchlo, J., Cep, R., Cepova, L., Rucki, M., Krzysiak, Z., Caban, J., & Samociuk, W. (2023). The Effect of Powder and Emulsion Binders on the Tribological Properties of Particulate Filled Glass Fiber Reinforced Polymer Composites. Polymers, 15(1), 245. https://doi.org/10.3390/polym15010245