



Effects of Bitumen Thickness on the Aging Behavior of High-Content Polymer-Modified Asphalt Mixture





Abstract
:1. Introduction
2. Objective
- (1)
- To evaluate the impact of bitumen film thickness on HCPMA porous asphalt mixture performance by assessing its indirect tensile strength, rutting resistance, fatigue resistance, and raveling resistance.
- (2)
- To examine the aging behavior of an HCPMA porous asphalt mixture and establish the correlation between bitumen film thickness and its aging durability.
- (3)
- To recommend an optimum bitumen film thickness for an HCPMA porous asphalt mixture that ensures satisfactory performance and aging durability, based on the characterization of its performance and aging behavior.
3. Materials and Methods
3.1. Bitumen and Aggregate
3.2. Mixture Design and Preparation
- TF = average film thickness (μm);
- Pbe = percentage (by weight) of effective asphalt binder in the mix;
- SA = surface area of aggregate gradation (m2/kg);
- Ps = percentage (by weight) of aggregate;
- Gb = specific gravity of asphalt binder.
- N = number of sieves considered in the surface area calculation;
- PPi = percentage of aggregates passing sieve i (defined for sieves of 9.5, 4.75, 2.36, 1.18, 0.60, 0.30, 0.15, and 0.075 mm);
- CPi = surface area factor outlined in Asphalt Institute MS-2.
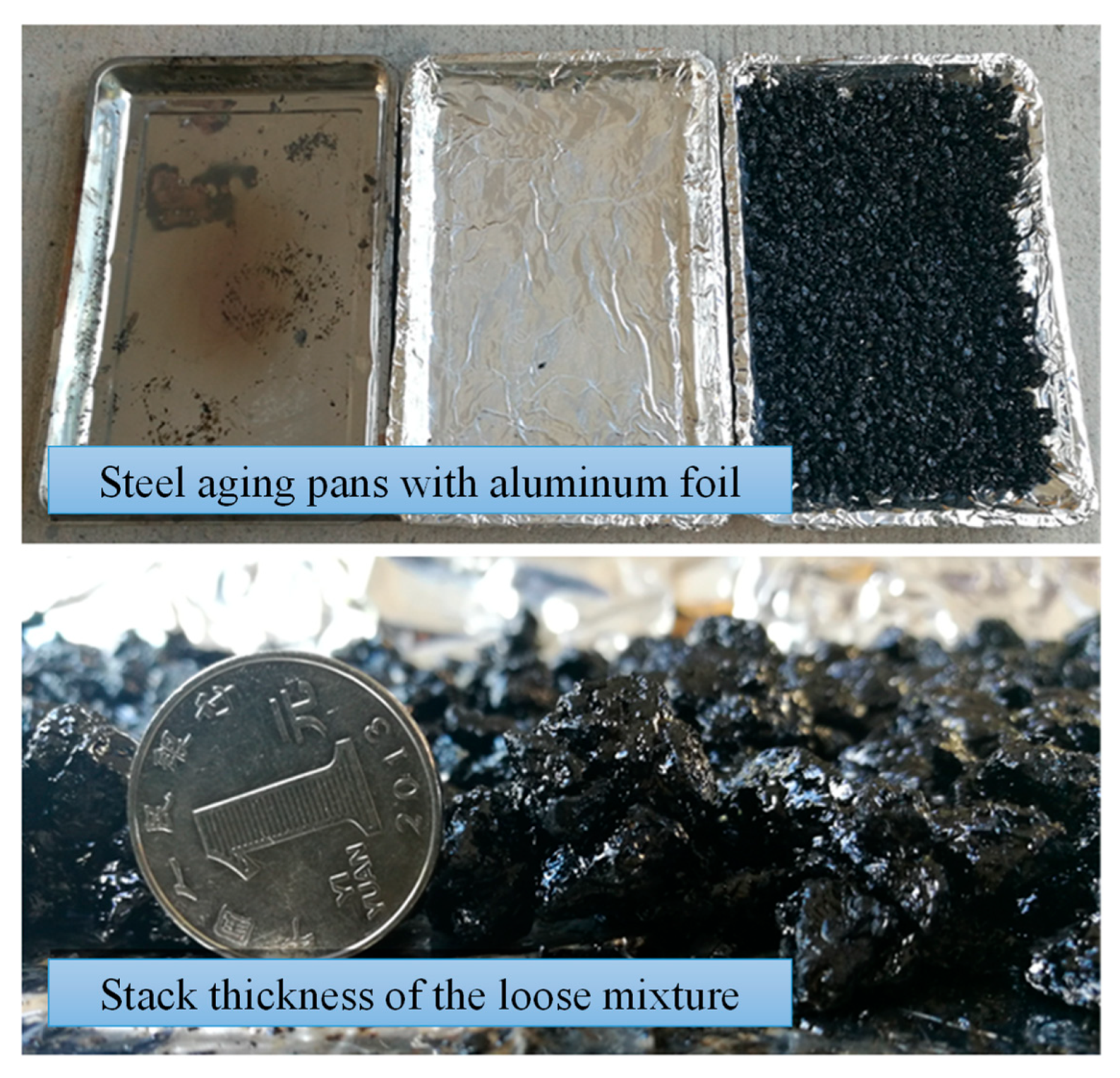
3.3. Aging Process of Asphalt Mixture
3.4. Test Methods
3.4.1. Cantabro Loss Test
3.4.2. Semicircular Bending (SCB) Strength Test
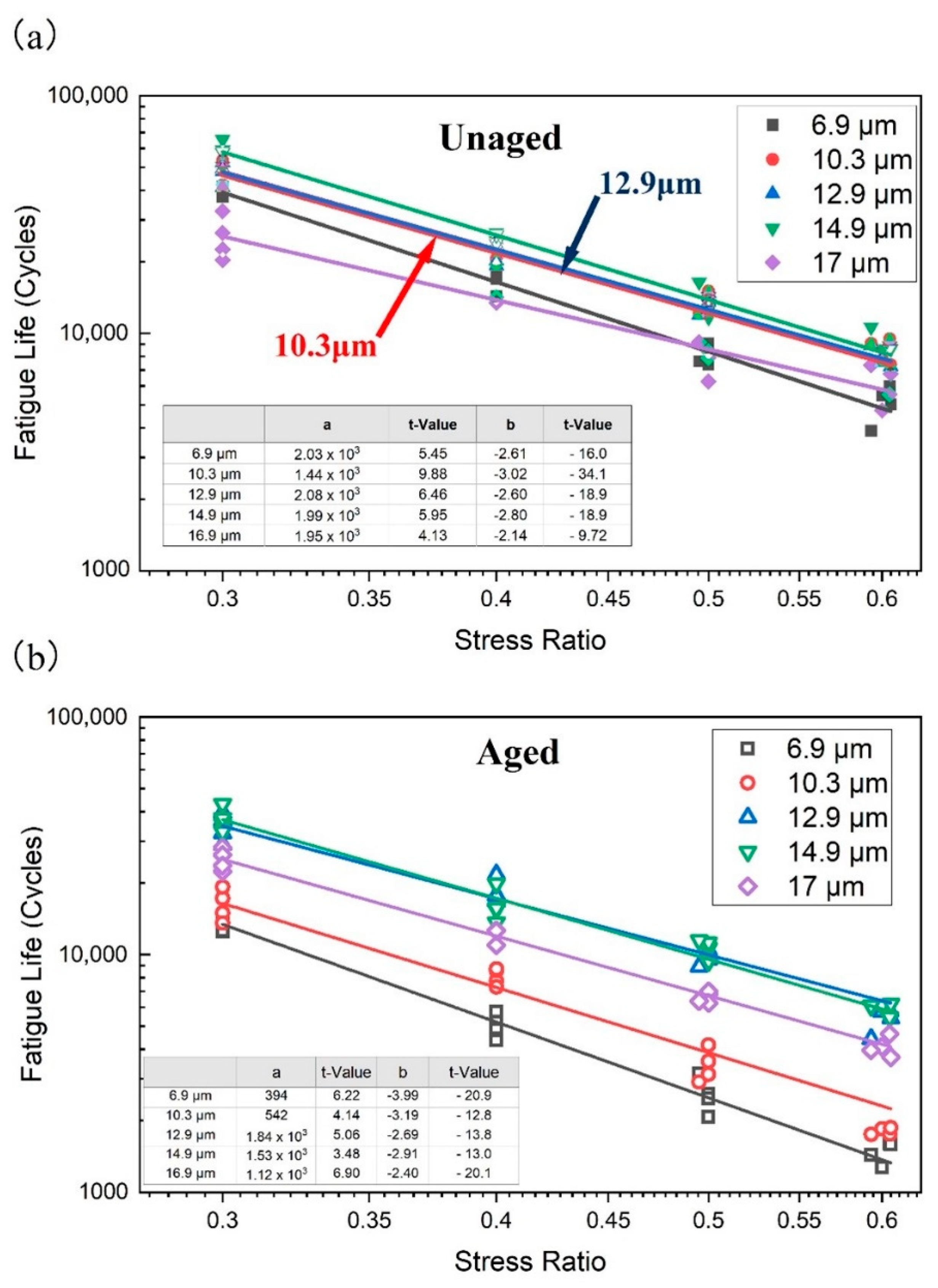
3.4.3. Semicircular Bending (SCB) Fatigue Test
- is the fatigue life in the SCB fatigue test;
- is the stress ratio, which is the ratio between the loading stress in the SCB fatigue test and the peak stress in the SCB strength test;
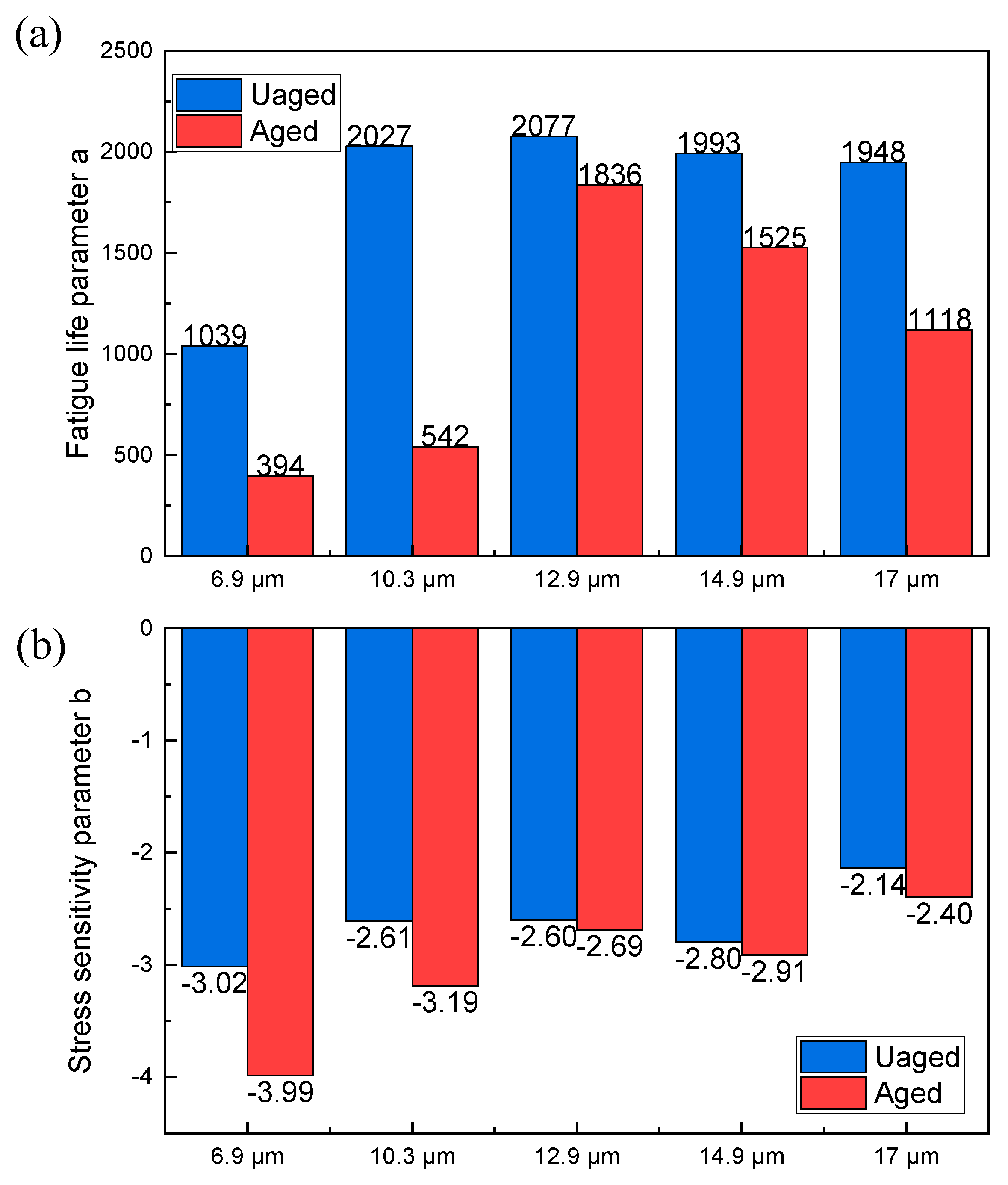
- a is a regression parameter that describes the fatigue life of the specimen;
- b is a regression parameter that describes the stress sensitivity of the specimen.
3.4.4. Hamburg Wheel-Tracking (HWT) Test
3.4.5. Aging Index of Performance Parameters
4. Results and Discussion
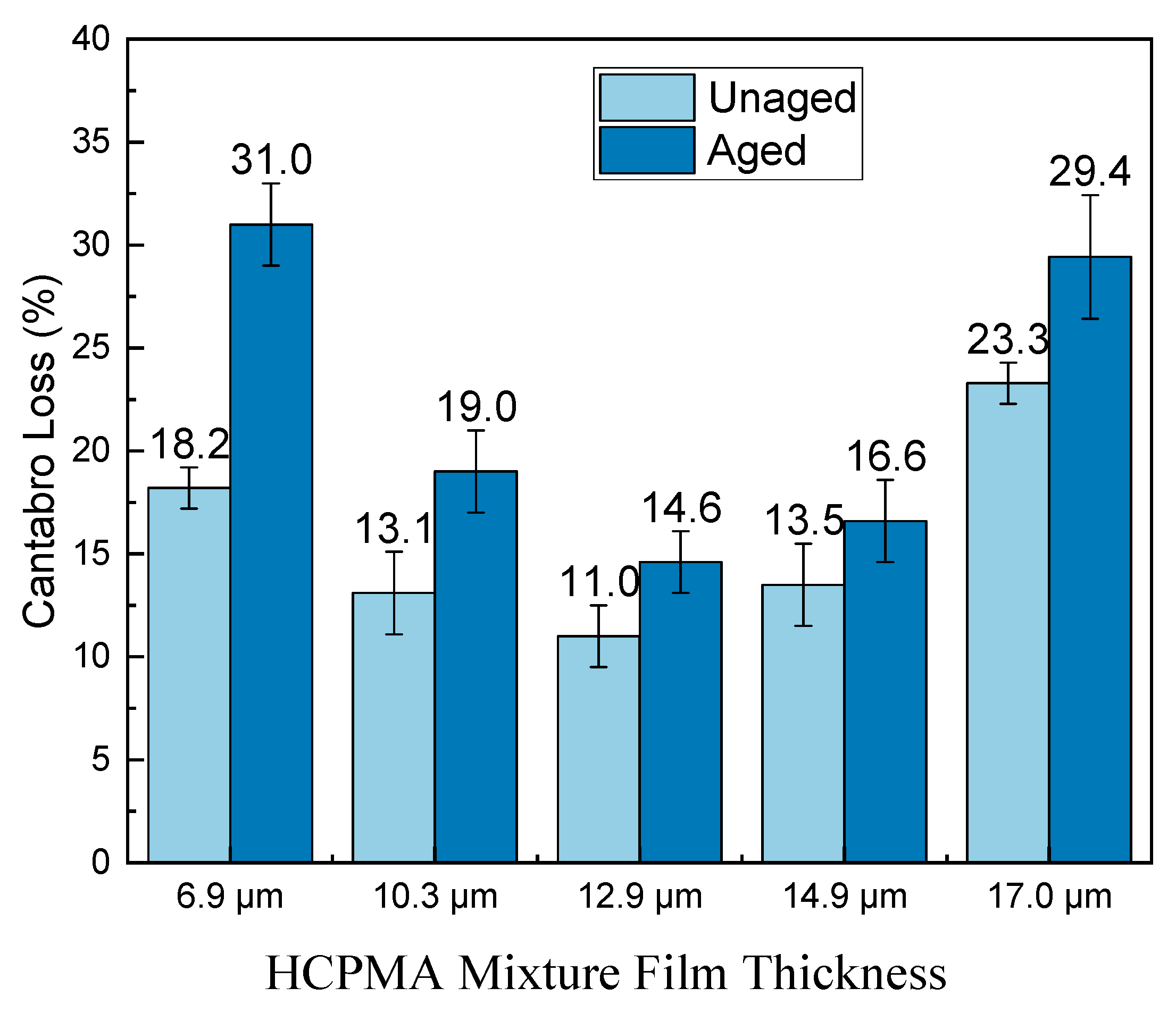
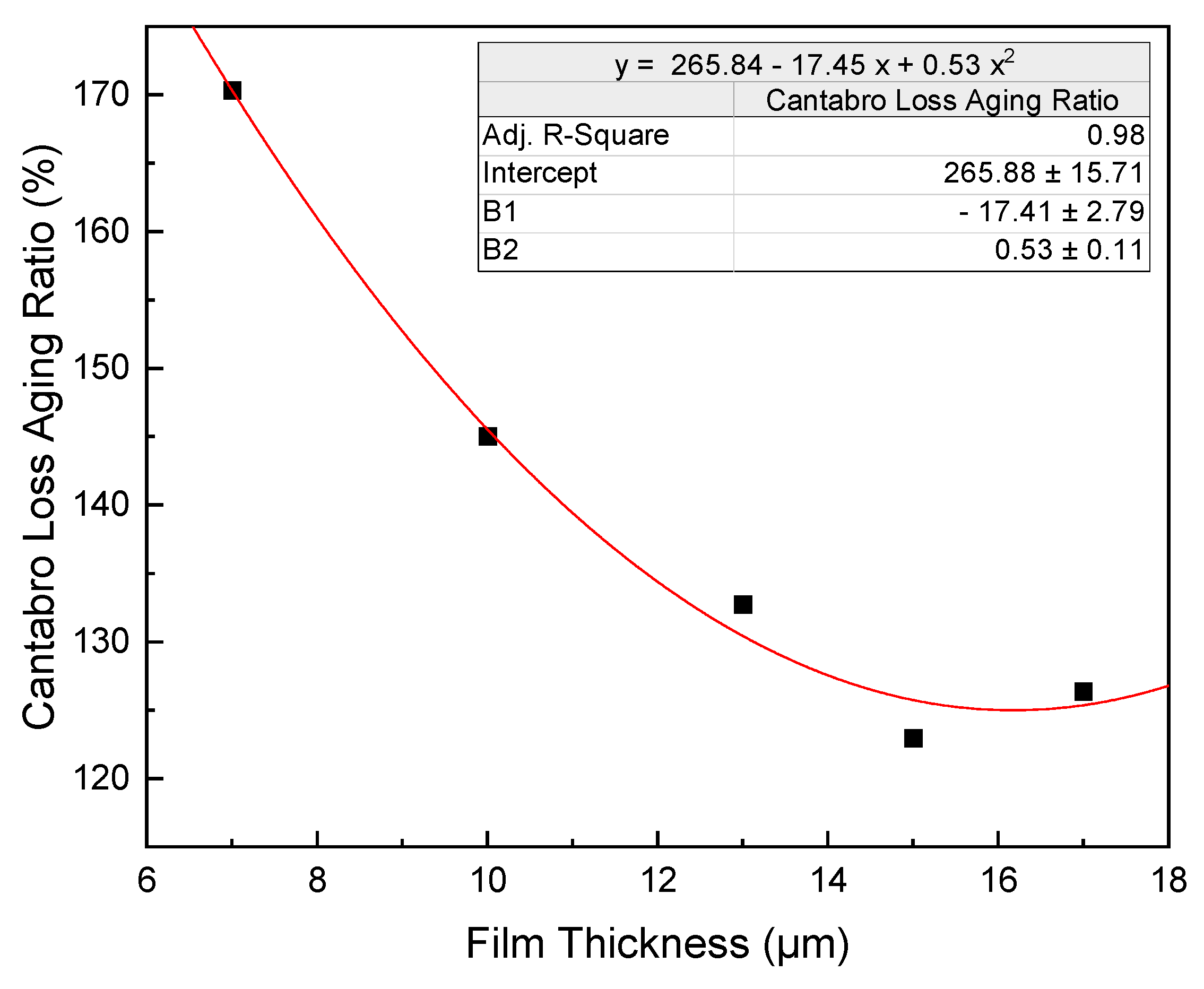
4.1. Cantabro Loss Test Results
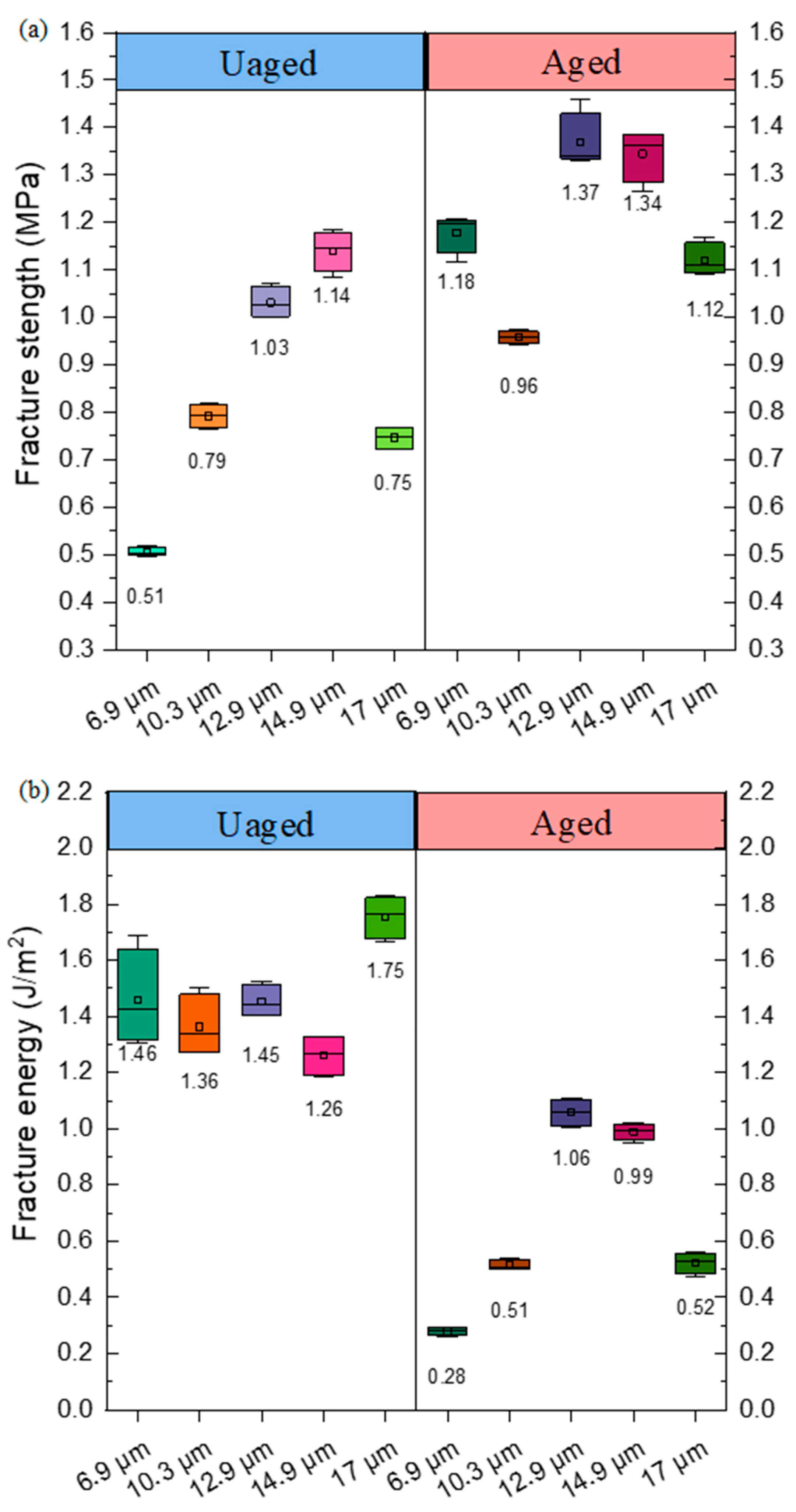
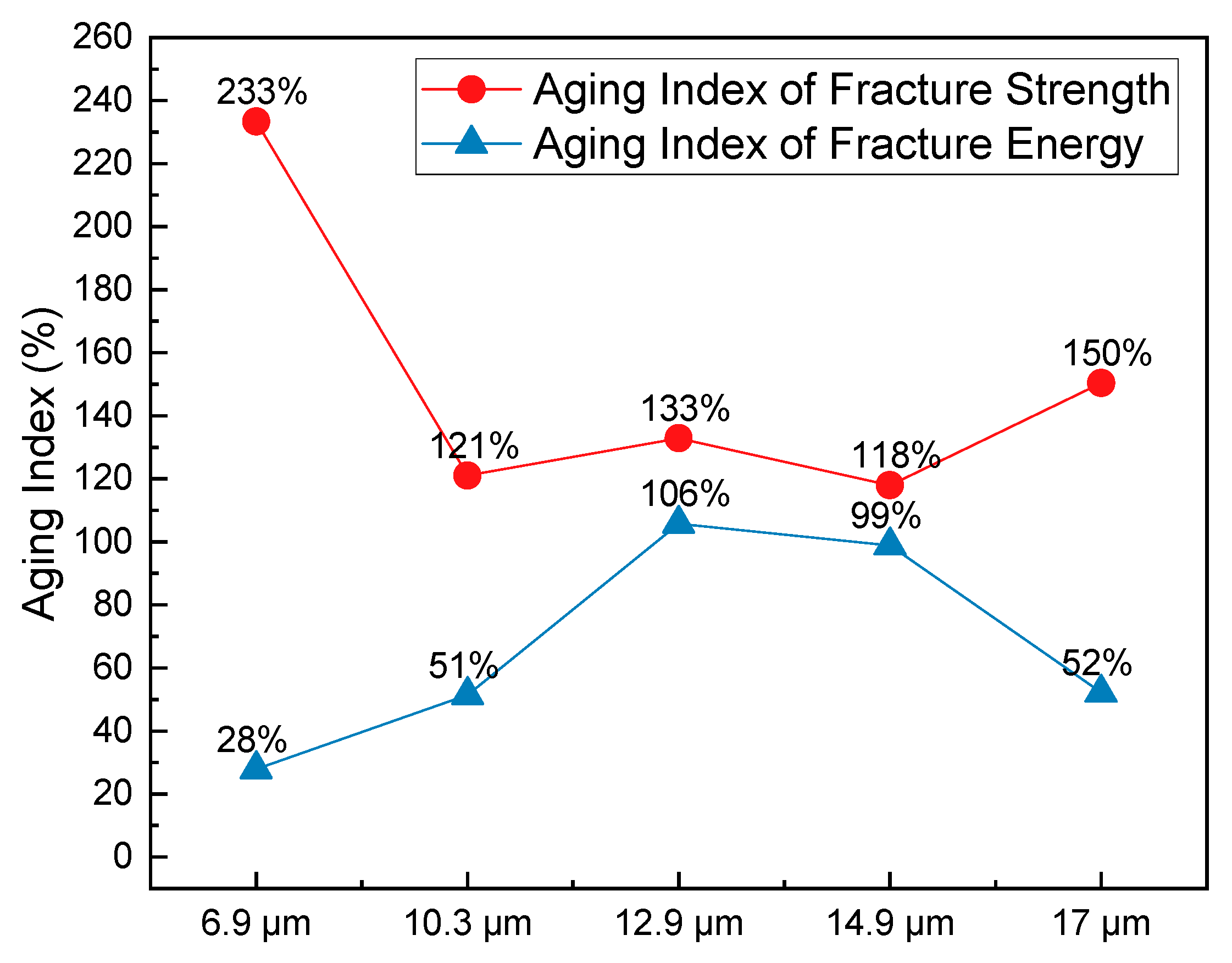
4.2. SCB Cracking Test
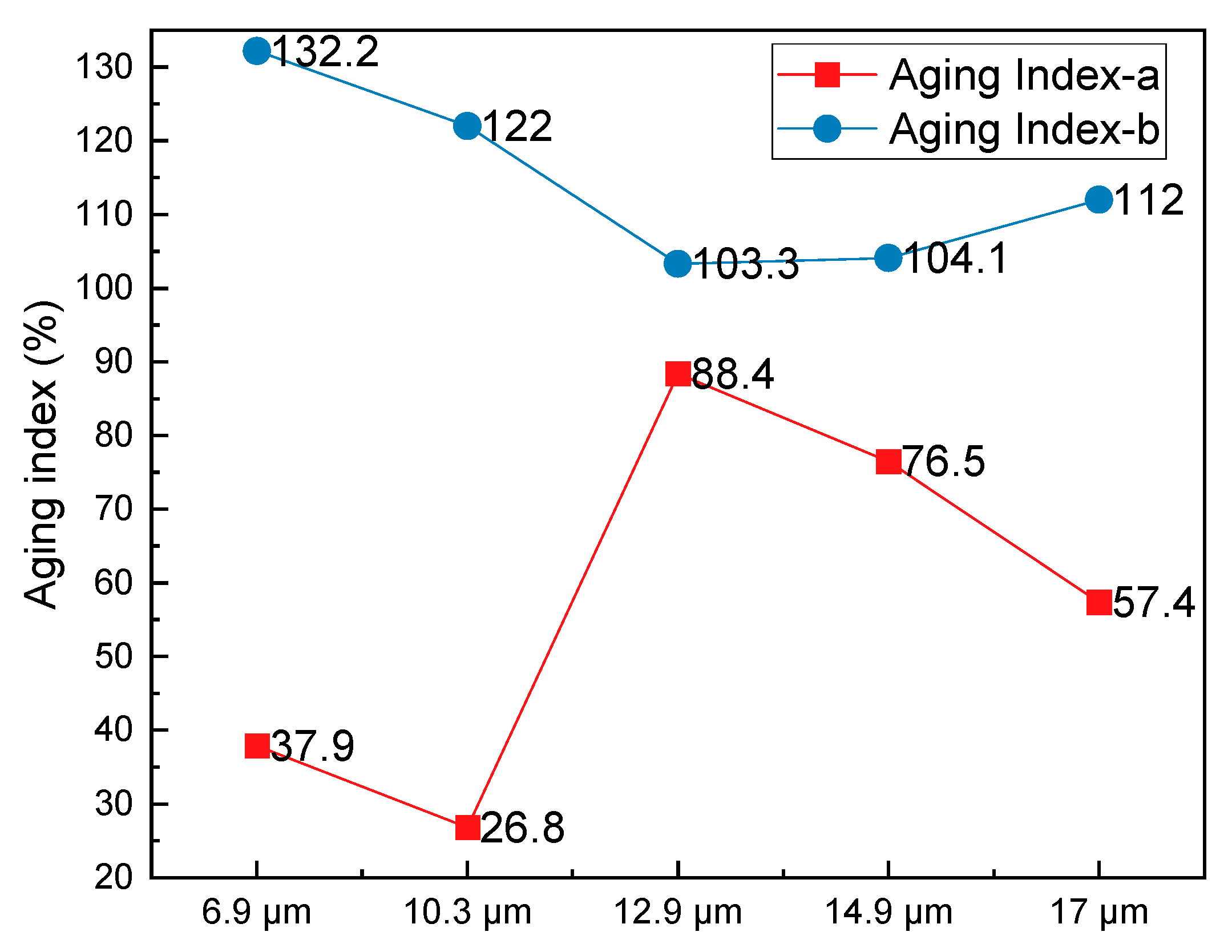
4.3. SCB Fatigue Test Results
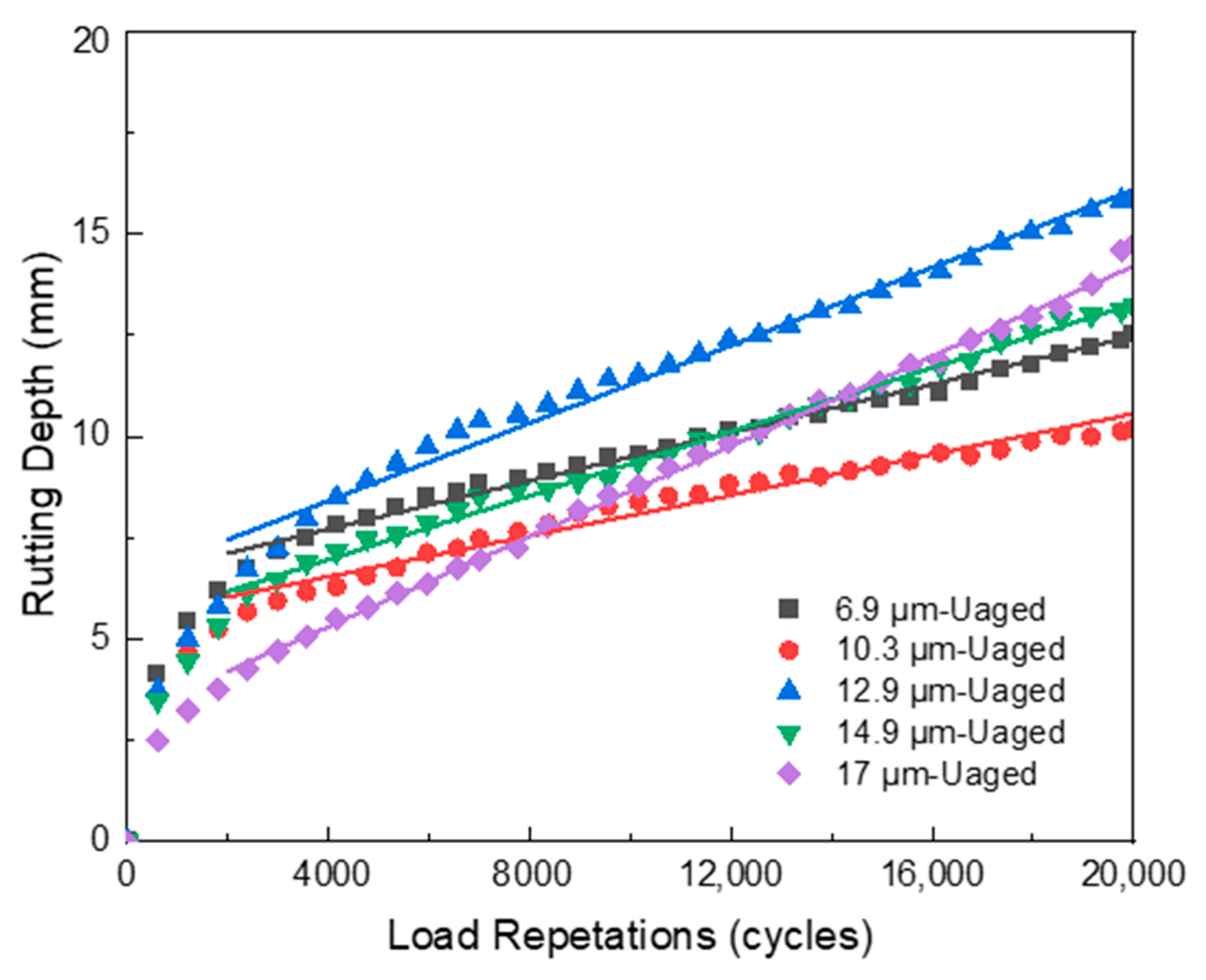
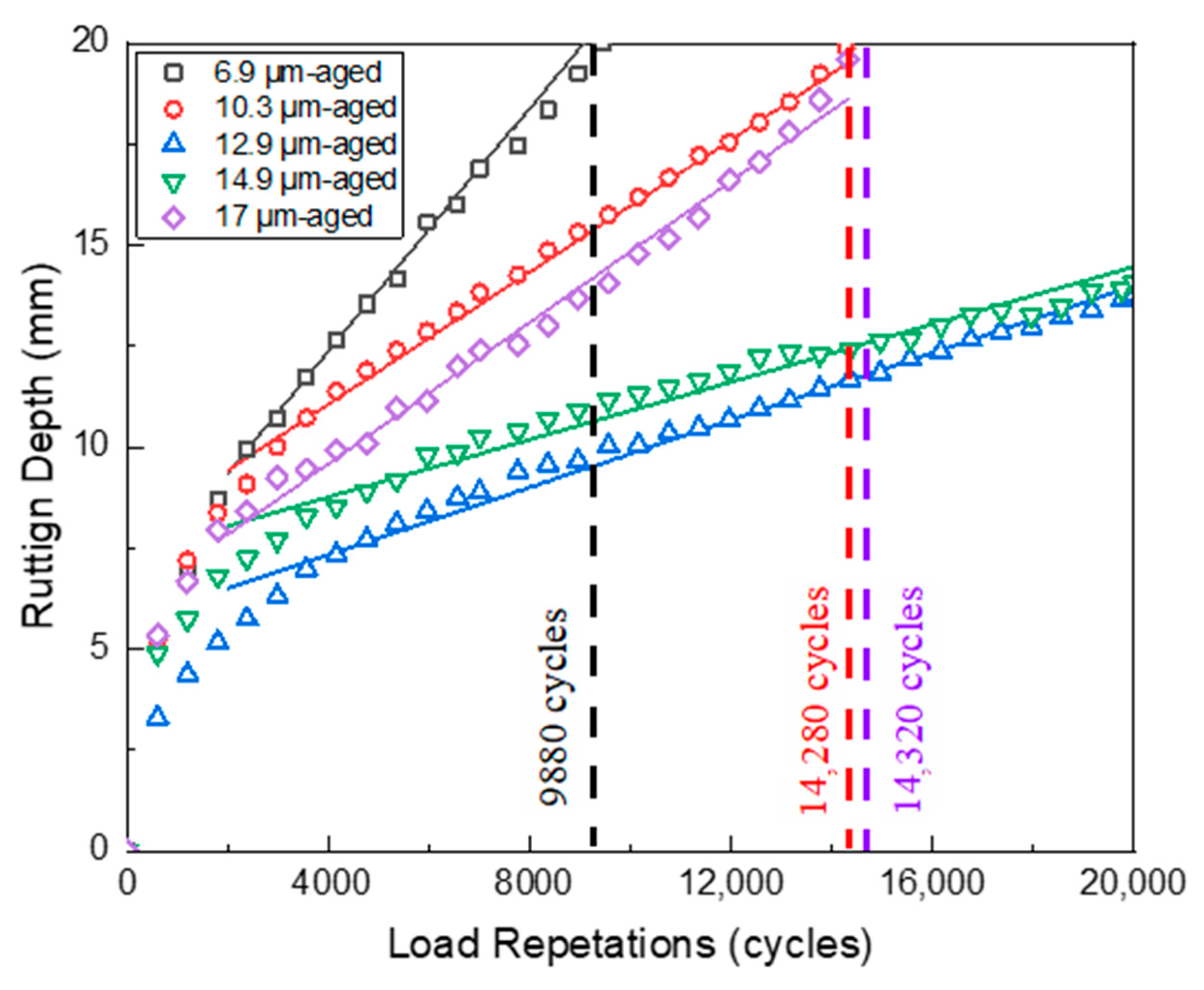
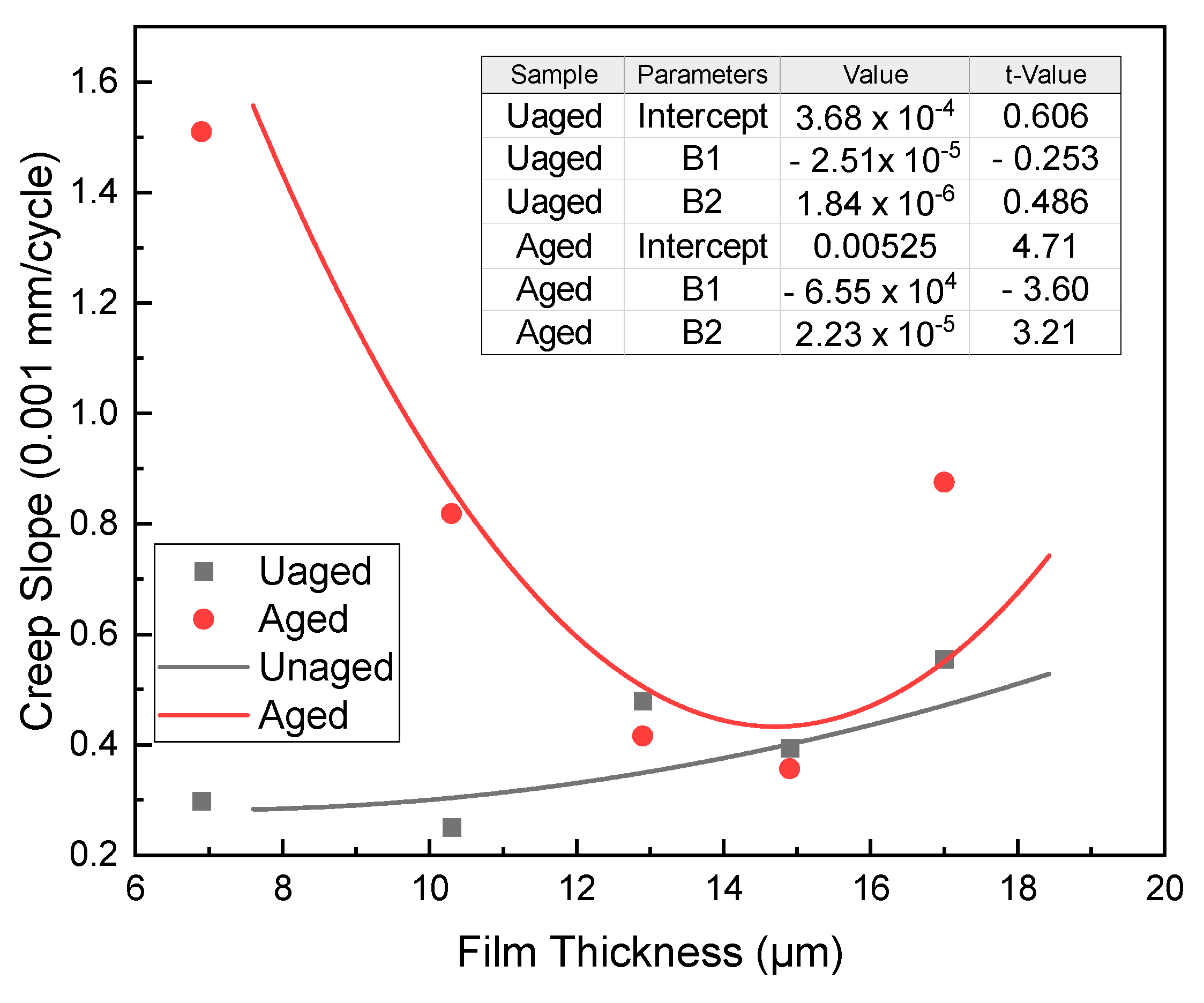
4.4. HWT Test Results
5. Conclusions and Recommendation
- (1)
- Considering all of the tests, an insufficient film thickness was found to impair the bonding between aggregates and negatively affect performance, while an excessive film thickness reduced mixture stiffness, cracking resistance and fatigue performance. The optimal film thickness ranges between 12.9 µm and 14.9 µm for various properties, such as adhesive and cohesive performance, raveling resistance, fracture strength, and fatigue performance before and after aging.
- (2)
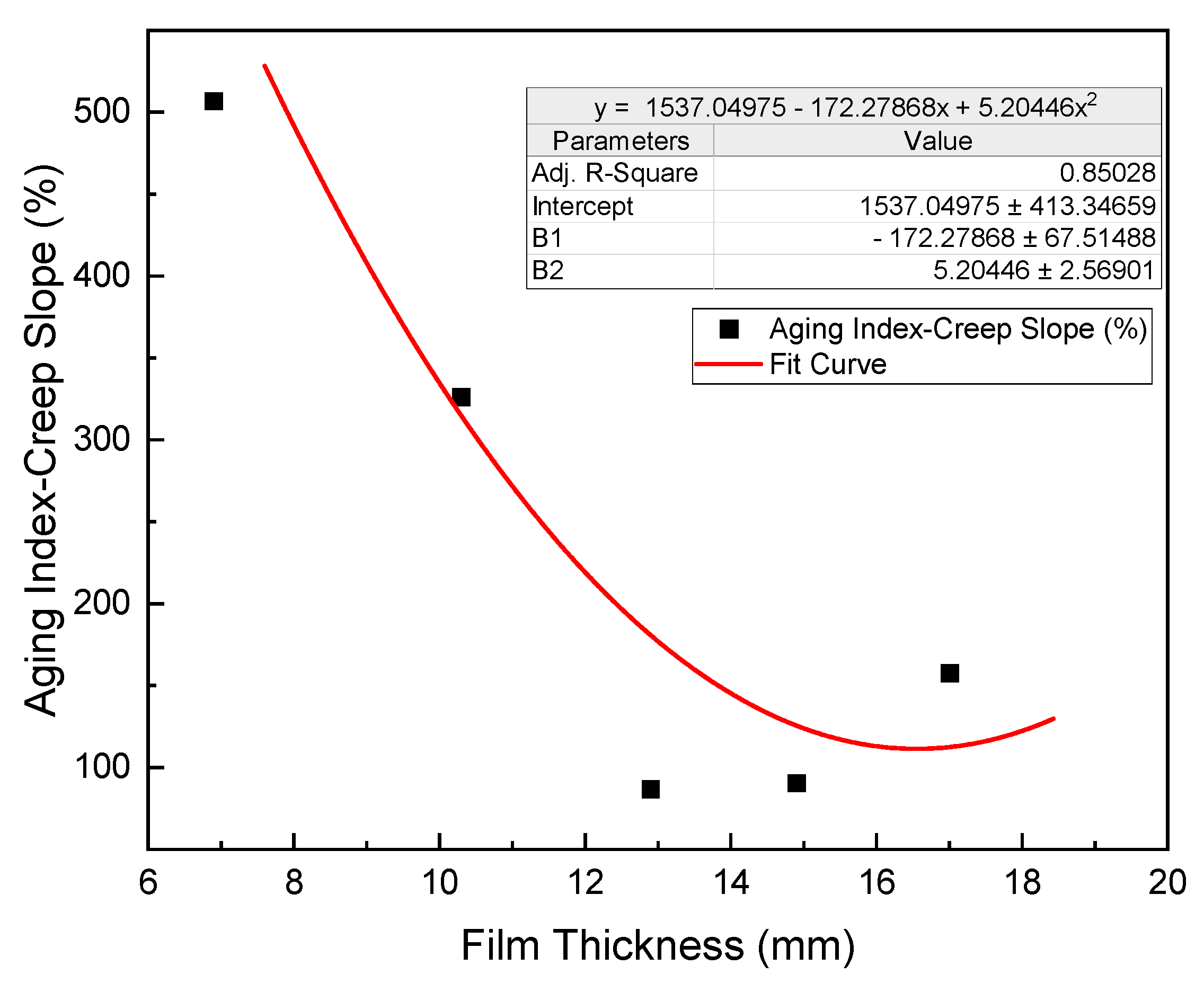
- The experimental results obtained from the Cantabro test, SCB test, SCB fatigue test, and HWTT revealed a parabolic relationship between the aging index and film thickness, indicating that the increase in film thickness improved the aging durability, but a too-thick film thickness still harmed to the aging durability.
- (3)
- The optimal film thickness, considering performance before and after aging and aging durability, is summarized in Table 4. Based on the results of all of the tests, the optimum film thickness for high-content polymer-modified asphalt (HCPMA) mixtures is within the range of 12.9 to 14.9 µm. This range ensures the best balance between performance before and after aging and aging durability.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kandhal, P.S.; Mallick, R.B. Open Graded Friction Course: State of the Practice; Transportation Research Board, National Research Council: Washington, DC, USA, 1998. [Google Scholar]
- Lu, X. Chemical and Rheological Evaluation of Ageing Properties of SBS Polymer Modified Bitumens. Fuel 1998, 77, 961–972. [Google Scholar] [CrossRef]
- Yan, C.; Huang, W.; Lin, P.; Zhang, Y.; Lv, Q. Chemical and Rheological Evaluation of Aging Properties of High Content SBS Polymer Modified Asphalt. Fuel 2019, 252, 417–426. [Google Scholar] [CrossRef]
- Liu, Q.; Cao, D. Research on Material Composition and Performance of Porous Asphalt Pavement. J. Mater. Civ. Eng. 2009, 21, 135–140. [Google Scholar] [CrossRef]
- Nakanishi, H.; Hamzah, M.O.; Hasan, M.M.; Karthigeyan, P.; Shaur, O. Mix design and application of porous asphalt pavement using Japanese technology. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Selangor, Malaysia, April 2019; Volume 512, p. 012026. [Google Scholar]
- Xia, J.; Zhang, Y.; Xiong, L.; He, S.; Wang, L.; Yu, Z. Opportunities and Challenges of the Sponge City Construction Related to Urban Water Issues in China. Sci. China Earth Sci. 2017, 60, 652–658. [Google Scholar] [CrossRef]
- Lin, P.; Yan, C.; Huang, W.; Li, Y.; Zhou, L.; Tang, N.; Xiao, F.; Zhang, Y.; Lv, Q. Rheological, Chemical and Aging Characteristics of High Content Polymer Modified Asphalt. Constr. Build. Mater. 2019, 207, 616–629. [Google Scholar] [CrossRef]
- Zhang, W.; Jia, Z.; Wang, F. Effect and prediction of aromatic oil on swelling degree of direct-to-plant SBS modifier in bitumen. Pet. Sci. Technol. 2019, 37, 1033–1040. [Google Scholar] [CrossRef]
- Chen, J.-S.; Huang, C.C. Fundamental Characterization of SBS-Modified Asphalt Mixed with Sulfur. J. Appl. Polym. Sci. 2007, 103, 2817–2825. [Google Scholar] [CrossRef]
- Rathi, A.; Elsayed, M.; Krause-Rehberg, R.; Dierkes, W.K.; Noordermeer, J.W.; Bergmann, C.; Trimbach, J.; Blume, A. Effect of aromatic oil on the S-SBR/BR blend components revealed using BDS and PALS. In Deutsche Kautschuk Tagung; DKT: Shenzhen, China, 2018. [Google Scholar]
- Zhang, F.; Hu, C. Preparation and Properties of High Viscosity Modified Asphalt. Polym. Compos. 2017, 38, 936–946. [Google Scholar] [CrossRef]
- Jing, R.; Varveri, A.; Liu, X.; Scarpas, A.; Erkens, S. Laboratory and Field Aging Effect on Bitumen Chemistry and Rheology in Porous Asphalt Mixture. Transp. Res. Rec. 2019, 2673, 365–374. [Google Scholar] [CrossRef]
- Wu, S.; Pang, L.; Mo, L.; Chen, Y.; Zhu, G. Influence of Aging on the Evolution of Structure, Morphology and Rheology of Base and SBS Modified Bitumen. Constr. Build. Mater. 2009, 23, 1005–1010. [Google Scholar] [CrossRef]
- Hou, Y.; Wang, L.; Wang, D.; Guo, M.; Liu, P.; Yu, J. Characterization of Bitumen Micro-Mechanical Behaviors Using AFM, Phase Dynamics Theory and MD Simulation. Materials 2017, 10, 208. [Google Scholar] [CrossRef]
- Ruan, Y.; Davison, R.R.; Glover, C.J. The Effect of Long-Term Oxidation on the Rheological Properties of Polymer Modified Asphalts. Fuel 2003, 82, 1763–1773. [Google Scholar] [CrossRef]
- Cuciniello, G.; Leandri, P.; Filippi, S.; Lo Presti, D.; Losa, M.; Airey, G. Effect of Ageing on the Morphology and Creep and Recovery of Polymer-Modified Bitumens. Mater. Struct. 2018, 51, 136. [Google Scholar] [CrossRef]
- Mackiewicz, P.; Szydło, A. Viscoelastic Parameters of Asphalt Mixtures Identified in Static and Dynamic Tests. Materials 2019, 12, 2084. [Google Scholar] [CrossRef]
- Yan, C.; Huang, W.; Lv, Q.; Lin, P. Investigating the Field Short-Term Aging of High Content Polymer-Modified Asphalt. Int. J. Pavement Eng. 2019, 22, 1263–1272. [Google Scholar] [CrossRef]
- Yan, C.; Huang, W.; Zheng, M.; Zhang, Y.; Lin, P. Influence of Ageing on High Content Polymer Modified Asphalt Mixture Stripping, Cracking and Rutting Performances. Road Mater. Pavement Des. 2020, 22, 1824–1841. [Google Scholar] [CrossRef]
- Campen, W.H.; Smith, J.R.; Erickson, L.G.; Mertz, L.R. The Relationships between Voids, Surface Area, Film Thickness and Stability in Bituminous Paving Mixtures. Proc. Assoc. Asph. Paving Technol. 1959, 28, 149–178. [Google Scholar]
- Goode, J.F.; Lufsey, L.A. Voids, Permeability, Film Thickness vs. Asphalt Hardening. Proc. Assoc. Asph. Paving Technol. 1965, 34, 214–222. [Google Scholar]
- Kumar, A.; Goetz, W.H. Asphalt Hardening as Affected by Film Thickness, Voids and Permeability in Asphaltic Mixtures. In Proceedings of the Association of Asphalt Paving Technologists Proc, San Antonio, TX, USA, 21 February 1977; Volume 46. [Google Scholar]
- Kandhal, P.S.; Chakraborty, S. Evaluation of Voids in the Mineral Aggregate for HMA Paving Mixtures; Report No. 9; National Center for Asphalt Technology: Auburn, AL, USA, 1996. [Google Scholar]
- Kandhal, P.S.; Foo, P.S.; Mallick, R.B. A Critical Review of VMA Requirements in Superpave: NCAT Report No. 98-1; National Center for Asphalt Technology: Tuscaloosa, AL, USA, 1998. [Google Scholar]
- McLeod, N. Void requirements for dense-graded bituminous paving mixtures. In Bituminous Paving Materials; ASTM International: West Conshohocken, PA, USA, 1959. [Google Scholar]
- Sengoz, B.; Topal, A. Minimum voids in mineral aggregate in hot-mix asphalt based on asphalt film thickness. Build. Environ. 2007, 42, 3629–3635. [Google Scholar] [CrossRef]
- Dong, M.; Sun, W.; Li, L.; Gao, Y. Effect of Asphalt Film Thickness on Shear Mechanical Properties of Asphalt-Aggregate Interface. Constr. Build. Mater. 2020, 263, 120208. [Google Scholar] [CrossRef]
- Kandhal, P.S.; Chakraborty, S. Effect of Asphalt Film Thickness on Short- and Long-Term Aging of Asphalt Paving Mixtures. Transp. Res. Rec. 1996, 1535, 83–90. [Google Scholar] [CrossRef]
- Sengoz, B.; Agar, E. Effect of Asphalt Film Thickness on the Moisture Sensitivity Characteristics of Hot-Mix Asphalt. Build. Environ. 2007, 42, 3621–3628. [Google Scholar] [CrossRef]
- Yang, S.; Jiang, J.; Leng, Z.; Ni, F. Feasibility and Performance of the Semi-Circular Bending Test in Evaluating the Low-Temperature Performance of Asphalt Mortar. Constr. Build. Mater. 2021, 269, 121305. [Google Scholar] [CrossRef]
- Zhang, R.; Sias, J.E.; Dave, E.V.; Rahbar-Rastegar, R. Impact of aging on the viscoelastic properties and cracking behavior of asphalt mixtures. Transp. Res. Rec. 2019, 2673, 406–415. [Google Scholar] [CrossRef]
- Zhang, R.; Sias, J.E.; Dave, E.V. Evaluation of the cracking and aging susceptibility of asphalt mixtures using viscoelastic properties and master curve parameters. J. Traffic Transp. Eng. (Engl. Ed.) 2022, 9, 106–119. [Google Scholar] [CrossRef]
- Zhang, R.; Sias, J.E.; Dave, E.V. Comparison and correlation of asphalt binder and mixture cracking parameters incorporating the aging effect. Constr. Build. Mater. 2021, 301, 124075. [Google Scholar] [CrossRef]
- Radovskiy, B. Analytical Formulas for Film Thickness in Compacted Asphalt Mixture. Transp. Res. Rec. 2003, 1829, 26–32. [Google Scholar] [CrossRef]
- Heitzman, M. New Approaches for Computing Film Thickness. J. Assoc. Asph. Paving Technol. 2006, 75, 1120–1168. [Google Scholar]
- Institute, A. Asphalt Mix Design Methods (2015) MS-2, 7th ed.; AI: Lexington, KY, USA, 2015; ISBN 978-1-934154-70-0. [Google Scholar]
- Van de Ven, M.; Smit, A.d.F.; Krans, R.L. Possibilities of a Semi-Circular Bending Test. In Proceedings of the Eighth International Conference on Asphalt Pavements Federal Highway Administration, Seattle, WA, USA, 10–14 August 1997. [Google Scholar]
- Gao, L.; Ni, F.; Ling, C.; Yan, J. Evaluation of Fatigue Behavior in Cold Recycled Mixture Using Digital Image Correlation Method. Constr. Build. Mater. 2016, 102, 393–402. [Google Scholar] [CrossRef]
- Jiang, J.; Ni, F.; Dong, Q.; Wu, F.; Dai, Y. Research on the Fatigue Equation of Asphalt Mixtures Based on Actual Stress Ratio Using Semi-Circular Bending Test. Constr. Build. Mater. 2018, 158, 996–1002. [Google Scholar] [CrossRef]
- Jiang, J.; Ni, F.; Dong, Q.; Zhao, Y.; Xu, K. Fatigue Damage Model of Stone Matrix Asphalt with Polymer Modified Binder Based on Tensile Strain Evolution and Residual Strength Degradation Using Digital Image Correlation Methods. Measurement 2018, 123, 30–38. [Google Scholar] [CrossRef]
- Al-Khateeb, G.; Basheer, I. A Three-Stage Rutting Model Utilising Rutting Performance Data from the Hamburg Wheel-Tracking Device (WTD). Road Transp. Res. J. Aust. New Zealand Res. Pract. 2009, 18, 12. [Google Scholar]
- Lv, Q.; Bahia, H.U.; Huang, W.; Tang, N.; Zheng, M. Effects of Modifiers and Binder Properties on the Performance of Asphalt Mixtures in the Hamburg Wheel-Tracking Device Test. Asph. Paving Technol. 2018. [Google Scholar] [CrossRef]
- Zhang, J.; Huang, W.; Zhang, Y.; Lv, Q.; Yan, C. Evaluating Four Typical Fibers Used for OGFC Mixture Modification Regarding Drainage, Raveling, Rutting and Fatigue Resistance. Constr. Build. Mater. 2020, 253, 119131. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | HCPMA |
|---|---|
| SBS content | 7.50% |
| Penetration at 25 °C, 0.1 mm | 41 |
| Softening point, °C | >100 |
| Ductility at 5 °C, cm | 44.1 |
| 135 °C, viscosity, Pa.s | 5.72 |
| 70 °C complex modulus, Pa | 5281 |
| 70 °C phase angle, ° | 48 |
| 70 °C Jnr3.2, kPa−1 | 0.011 |
| 70 °C R3.2, % | 98.8 |
| Elastic recovery at 25 °C, % | 90.3 |
| 48 h softening-point difference, °C | 1.8 |
| Basic Properties | Basalt Aggregates/Limestone Filler |
|---|---|
| Flat and elongated particles of aggregate (%) | 10.20 |
| Fine aggregate angularity (%) | 55.80 |
| LA abrasion (%) | 10.70 |
| Fracture 1 face (%) | 99.20 |
| Fracture 2 face (%) | 98.70 |
| Water absorption of limestone filler (%) | 1.21 |
| Sand equivalent of fine aggregate (0.063–2.00 mm) (%) | 72.00 |
| Sieve Size | SA Factors | HCPMA-6.9 μm | HCPMA-10.3 μm | HCPMA-12.9 μm | HCPMA-14.9 μm | HCPMA-17.0 μm | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Fine Gradation | Mid Gradation | Mid Gradation | Mid Gradation | Coarse Gradation | |||||||
| (mm) | (m2/kg) | % Passing | SA (m2/kg) | % Passing | SA (m2/kg) | % Passing | SA (m2/kg) | % Passing | SA (m2/kg) | % Passing | SA (m2/kg) |
| 19 | 0.41 | 99.9 | 0.41 | 99.9 | 0.41 | 99.9 | 0.41 | 99.9 | 0.41 | 99.9 | 0.41 |
| 12.5 | - | 92.3 | - | 92.3 | - | 92.3 | - | 92.3 | - | 92.3 | - |
| 9.5 | - | 65.1 | - | 65.0 | - | 65.0 | - | 65.0 | - | 65.0 | - |
| 4.75 | 0.41 | 19.0 | 0.08 | 18.7 | 0.08 | 18.7 | 0.08 | 18.7 | 0.08 | 18.4 | 0.08 |
| 2.36 | 0.82 | 13.6 | 0.11 | 12.1 | 0.10 | 12.1 | 0.10 | 12.1 | 0.10 | 10.2 | 0.08 |
| 1.18 | 1.64 | 11.5 | 0.19 | 9.3 | 0.15 | 9.3 | 0.15 | 9.3 | 0.15 | 7.3 | 0.12 |
| 0.6 | 2.87 | 10.0 | 0.29 | 7.2 | 0.21 | 7.2 | 0.21 | 7.2 | 0.21 | 5.2 | 0.15 |
| 0.3 | 6.14 | 8.8 | 0.54 | 5.6 | 0.35 | 5.6 | 0.35 | 5.6 | 0.35 | 3.7 | 0.22 |
| 0.15 | 12.29 | 8.4 | 1.03 | 5.0 | 0.62 | 5.0 | 0.62 | 5.0 | 0.62 | 3.0 | 0.37 |
| 0.075 | 32.77 | 7.9 | 2.62 | 4.9 | 1.64 | 4.9 | 1.64 | 4.9 | 1.64 | 2.5 | 0.83 |
| (m2/kg) | 5.27 | 3.54 | 3.54 | 3.54 | 2.27 | ||||||
| Pbe (%) | 3.63 | 3.64 | 4.56 | 5.28 | 3.84 | ||||||
| FT (μm) | 6.9 | 10.24 | 12.87 | 14.90 | 16.94 | ||||||
| Test Method | Optimal Film Thickness | ||
|---|---|---|---|
| Performance before Aging | Performance after Aging | Aging Durability | |
| Cantabro test | 12.9 µm | 12.9 µm | 14.9 µm |
| SCB cracking test | 14.9 µm | 12.9 µm | 12.9 µm |
| SCB fatigue test | 14.9 µm | 12.9 µm | 12.9 µm |
| HWTT test | - | 14.9 µm | 14.9 µm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, P.; Liu, X.; Ren, S.; Xu, J.; Li, Y.; Li, M. Effects of Bitumen Thickness on the Aging Behavior of High-Content Polymer-Modified Asphalt Mixture. Polymers 2023, 15, 2325. https://doi.org/10.3390/polym15102325
Lin P, Liu X, Ren S, Xu J, Li Y, Li M. Effects of Bitumen Thickness on the Aging Behavior of High-Content Polymer-Modified Asphalt Mixture. Polymers. 2023; 15(10):2325. https://doi.org/10.3390/polym15102325
Chicago/Turabian StyleLin, Peng, Xueyan Liu, Shisong Ren, Jian Xu, Yi Li, and Mingliang Li. 2023. "Effects of Bitumen Thickness on the Aging Behavior of High-Content Polymer-Modified Asphalt Mixture" Polymers 15, no. 10: 2325. https://doi.org/10.3390/polym15102325
APA StyleLin, P., Liu, X., Ren, S., Xu, J., Li, Y., & Li, M. (2023). Effects of Bitumen Thickness on the Aging Behavior of High-Content Polymer-Modified Asphalt Mixture. Polymers, 15(10), 2325. https://doi.org/10.3390/polym15102325