

Development of New Accelerated Aging Test for Comparison of the Quality of Different Insulating Papers Based on Cellulose


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Preparatory Aging Tests—Continuous Comparing to Cyclic Aging
3.2. Impact of Water and Copper
3.3. Paper/Oil Aging Markers
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Lundgaard, L.E.; Hansen, W.; Linhjell, D.; Painter, T.J. Aging of Oil-Impregnated Paper in Power Transformers. IEEE Trans. Power Deliv. 2004, 19, 230–239. [Google Scholar] [CrossRef]
- Prevost, T.A. Thermally upgraded insulation in transformers. In Proceedings of the Electrical Insulation Conference and Electrical Manufacturing Expo, Indianapolis, IN, USA, 23–26 October 2005; pp. 120–125. [Google Scholar] [CrossRef]
- CIGRE 738; Ageing of Liquid Impregnated Cellulose for Power Transformers. CIGRE: Paris, France, August 2018.
- IEC 62332-2; Electrical Insulation Systems (EIS)—Thermal Evaluation of Combined Liquid and Solid Components—Part 2: Simplified Test. IEC: Geneva, Switzerland, 2014.
- C57.100-2011; IEEE Standard Test Procedure for Thermal Evaluation of Insulation Systems for Liquid-Immersed Distribution and Power Transformers. IEEE: Piscataway, NJ, USA, 2011.
- Vasovic, V.; Lukic, J.; Mihajlovic, D.; Pejovic, B.; Radakovic, Z.; Radoman, U.; Orlovic, A. Aging of Transformer Insulation—Experimental Transformers and Laboratory Models with different Moisture Contents: Part I—DP and Furans Aging Profiles. IEEE Trans. Dielectr. Electr. Insul. 2019, 26, 1840–1846. [Google Scholar] [CrossRef]
- Fernandez, O.H.A.; Fofana, I.; Jalbert, J.; Gagnon, S.; Rodriguez-Celis, E.; Duchesne, S.; Ryadi, M. Aging characterization of electrical insulation papers impregnated with synthetic ester and mineral oil: Correlations between mechanical properties, depolymerization and some chemical markers. IEEE Trans. Dielectr. Electr. Insul. 2018, 25, 217–227. [Google Scholar] [CrossRef]
- Lelekakis, N.; Martin, D.; Wijaya, J. Ageing Rate of Paper Insulation used in Power Transformers Part 1: Oil/paper System with Low Oxygen Concentration. IEEE Trans. Dielectr. Electr. Insul. 2012, 19, 1999–2008. [Google Scholar] [CrossRef]
- Matharage, S.Y.; Liu, Q.; Wang, Z.; Wilson, G.; Krause, C. Aging assessment of synthetic ester impregnated thermally non-upgraded kraft paper through chemical markers in oil. IEEE Trans. Dielectr. Electr. Insul. 2018, 25, 507–515. [Google Scholar] [CrossRef] [Green Version]
- IEC 60450; Measurement of the Average Viscometric Degree of Polymerization of New and Aged Cellulosic Electrically Insulating Materials, Edition 2.1. IEC: Geneva, Switzerland, 2007.
- IEC 60076-7; Loading Guide for Oil-Immersed Power Transformers. IEC: Geneva, Switzerland, 2005.
- Lukic, J.; Vasovic, V.; Planojevic, J.; Kolarski, D.; Ivancevic, V. Insulating papers ageing in mineral and natural ester oil and use of FTIR-ATR for paper screening & ageing monitoring. In Proceedings of the 89th International Conference of Doble Clients, Boston, MA USA, 6–11 March 2022. [Google Scholar]
- Arroyo-Fernandez, O.H.; Fofana, I.; Jalbert, J.; Rodriguez, E.; Rodriguez, L.B.; Ryadi, M. Assessing changes in thermally upgraded papers with different nitrogen contents under accelerated aging. IEEE Trans. Dielectr. Electr. Insul. 2017, 24, 1829–1839. [Google Scholar] [CrossRef]
- Arroyo-Fernández, O.H.; Jalbert, J.; Rodriguez-Celis, E.M.; Duchesne, S.; Morin, B.; Fofana, I. Changes in mechanical properties of impregnated Nomex papers 410 and 910 during accelerated aging. Polym. Test. 2020, 83, 106358. [Google Scholar] [CrossRef]
- Liang, N.; Liao, R.; Xiang, M.; Mo, Y.; Yuan, Y. Influence of Amine Compounds on the Thermal Stability of Paper-Oil Insulation. Polymers 2018, 10, 891. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vasovic, V.; Lukic, J.; Perrier, C.; Coulibaly, M.-L. Equilibrium charts for moisture in paper and pressboard insulations in mineral and natural ester transformer oils. IEEE Electr. Insul. Mag. 2014, 30, 10–16. [Google Scholar] [CrossRef]
- Lukic, J.; Planojevic, J.; Rankovic, J.; Vasovic, V.; Mihajlovic, D.; Schmidt, E.L.; Jovalekic, M. Differences in ageing pattern and ageing markers detection in kraft and thermally upgraded papers immersed in mineral and natural ester oilCIGRE. In Proceedings of the 2022 Paris Session–CIGRE, Paris, France, 28 August–2 September 2022. [Google Scholar]
- Jalbert, J.; Rodriguez-Celis, E.; Duchesne, S.; Morin, B.; Ryadi, M.; Gilbert, R. Kinetics of the production of chain-end groups and methanol from the depolymerization of cellulose during the ageing of paper/oil systems. Part 3: Extension of the study under temperature conditions over 120 °C. Cellulose 2014, 22, 829–848. [Google Scholar] [CrossRef]
- Trnka, P.; Hornak, J.; Prosr, P.; Michal, O.; Wang, F. Various Aging Processes in a Paper-Natural Ester Insulation System in the Presence of Copper and Moisture. IEEE Access 2020, 8, 61989–61998. [Google Scholar] [CrossRef]
- Gutierrez, C.M.; Fernandez, A.O.; Estebanez, C.J.R.; Salas, C.O.; Maina, R. Understanding the Ageing Performance of Alternative Dielectric Fluids. IEEE Access 2023, 11, 9656–9671. [Google Scholar] [CrossRef]
- Tokunaga, J.; Koide, H.; Mogami, K.; Hikosaka, T. Comparative studieson the aging of thermally upgraded paper insulation in palm fatty acid ester, mineral oil, and natural ester. IEEE Trans. Dielectr. Electr. Insul. 2016, 23, 258–265. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Insulating Paper | T, °C | |||
|---|---|---|---|---|
| 150 | 160 | 170 | 180 | |
| Thermally upgraded, TU 1 | continuous/cycle | cycle | cycle | |
| Thermally upgraded, TU 2 | continuous/cycle | cycle | ||
| Thermally upgraded, TU 3 | cycle | |||
| Kraft | cycle | |||
| Properties | Measurement Equipment | Method | Before Aging | After Every Cycle, 7 Days | At the End of Aging |
|---|---|---|---|---|---|
| Water content in paper | Methrom 737 KF Coulometer with 832 KF Thermoprep | IEC 60814 | x | x | x |
| DPv of the cellulose materials | Viscometer tube | IEC 60450 | x | x | x |
| Tensile strength | EZ-LX Test Shimadzu | ISO 1924-3 | x | x | |
| Dielectric dissipation factor | Baur Oil Tester DTL C | IEC 60247 | x | x | |
| Interfacial tension | Krus GMbH model K11 | ASTM D971-12 | x | x | |
| Acidity | Colorimetric titration | IEC 62021-1 | x | x | |
| Water content in oil | Methrom 831 KF Coulometer | IEC 60814 | x | x | |
| Furan | Thermo Scientific DIONEX Ultimate 3000 | IEC 61198 | x | x | |
| Methanol/Ethanol | Agilent 7890B TOGA | IEC TR 63025 | x | x | |
| DICY index | FT-IR Nicolet iS10 | FTIR-ATR in-house | x |
| Insulating Papers | Thickness, mm | DICY Index |
|---|---|---|
| Kraft | 0.06–0.125 | / |
| Thermally upgraded, TU 1 | 0.06–0.125 | 0.04 [12] |
| Thermally upgraded, TU 2 | 0.06–0.125 | 0.15 [12] |
| Thermally upgraded, TU 3 | 0.06–0.125 | 0.02 |
| Insulating Oil | Insulating Paper | Aging Hours | Dry System Paper and Pressboard | Wet System Paper and Pressboard | Wet System Paper Only | ||||
|---|---|---|---|---|---|---|---|---|---|
| WC Paper, % | WC Pressboard, % | DPv | WC Paper, % | WC Pressboard, % | DPv | DPv | |||
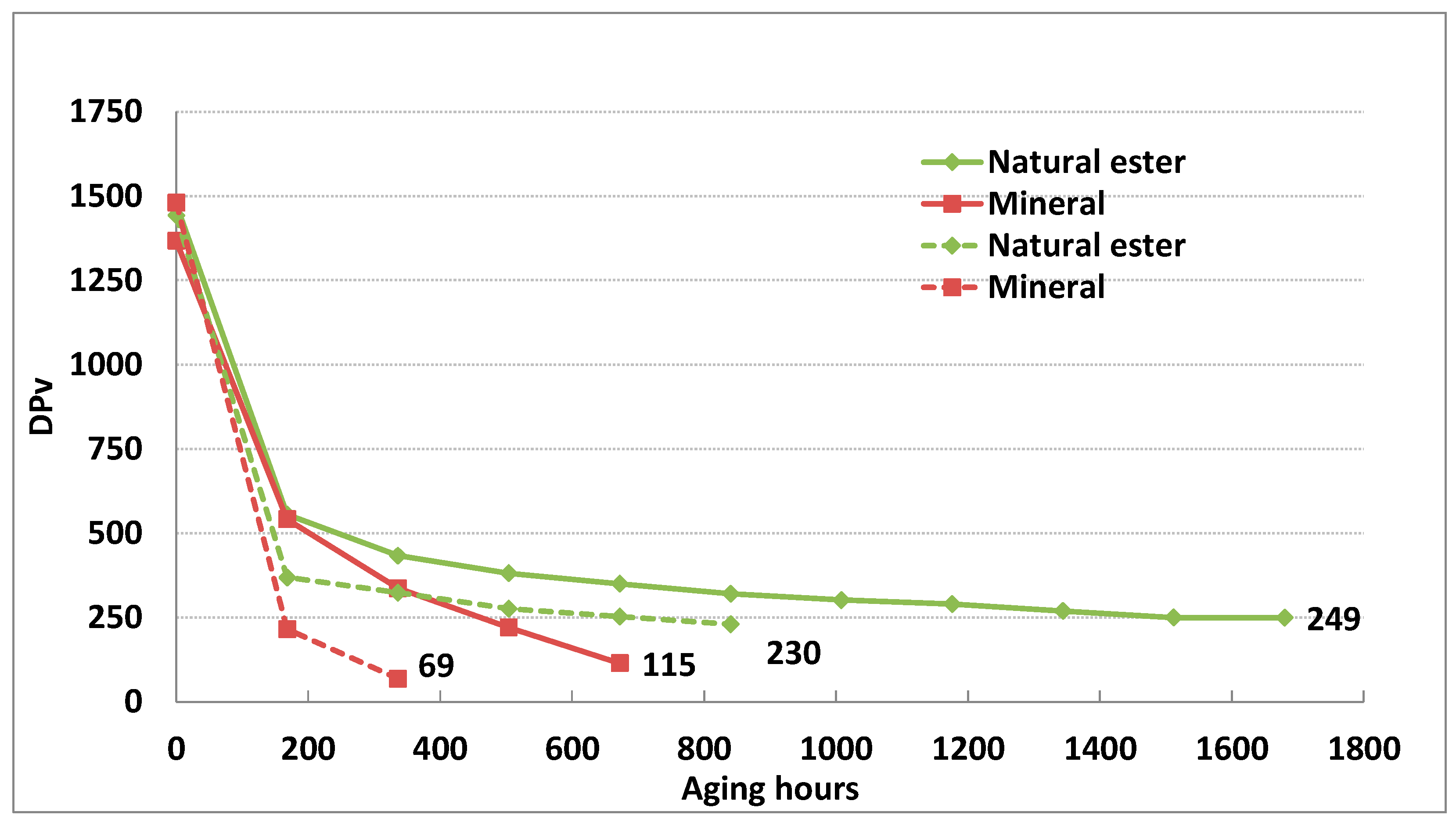
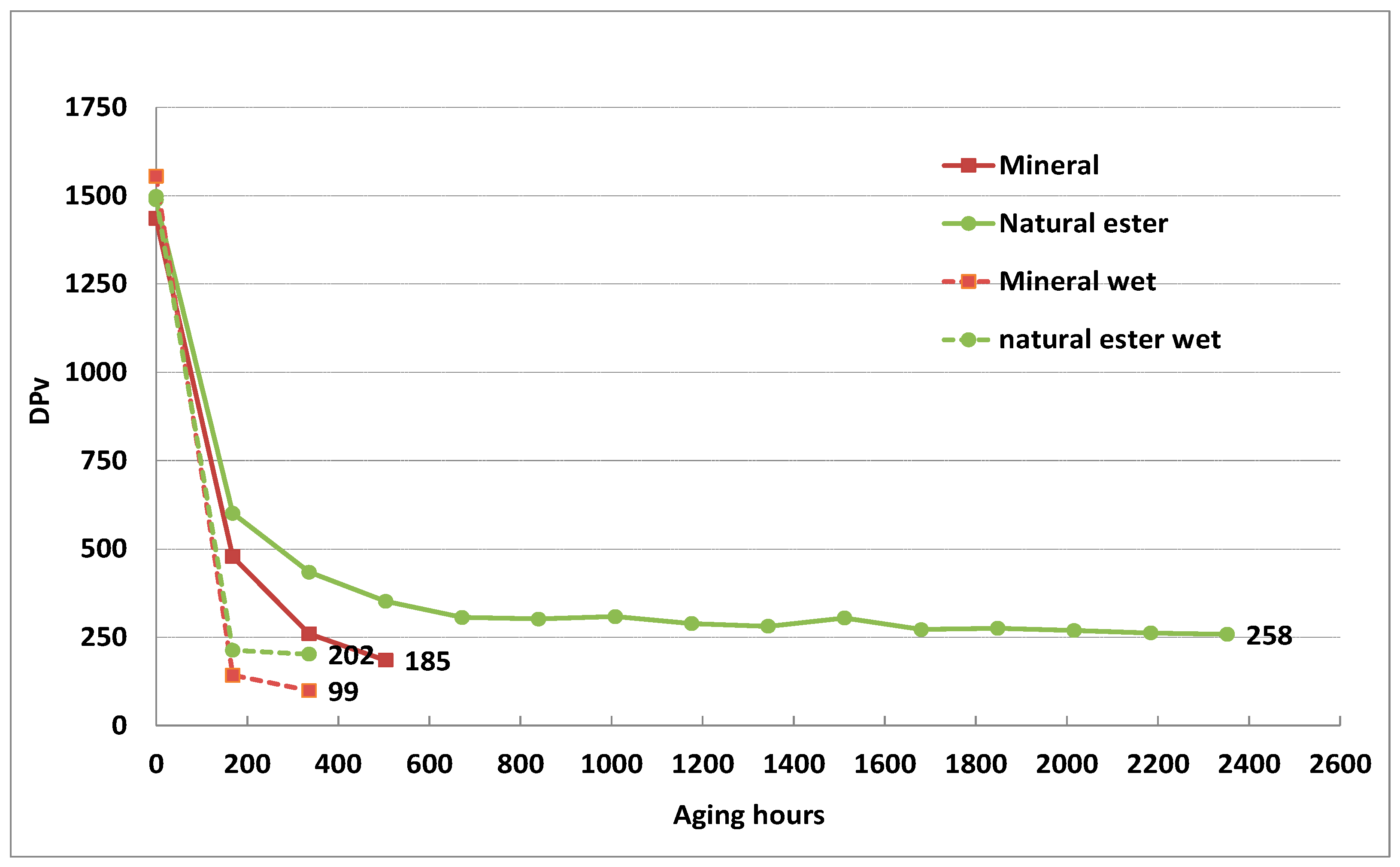
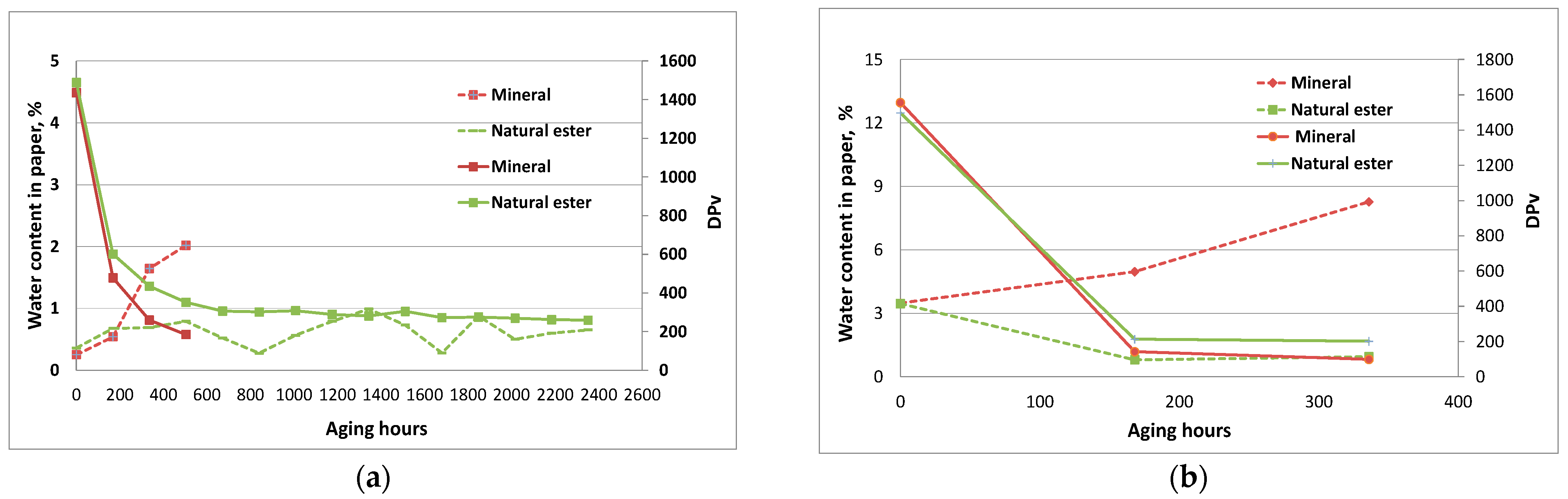
| Mineral | TU 1 | initial | 0.35 | 0.11 | 1236 | 3.32 | 3.10 | 1236 | 1236 |
| 192 | 2.00 | 1.10 | 426 | 8.93 | 8.43 | 94 | 236 | ||
| 336 | 1.74 | 0.60 | 220 | 118 | |||||
| 504 | 3.66 | 2.06 | 147 | ||||||
| 672 | 12.26 | 4.67 | 75 | ||||||
| TU 2 | initial | 0.44 | 0.11 | 1385 | 3.14 | 3.10 | 1385 | ||
| 192 | 1.45 | 0.70 | 557 | 5.00 | 6.00 | 152 | |||
| 336 | 0.21 | 0.24 | 417 | ||||||
| 504 | 1.44 | 0.65 | 318 | ||||||
| 672 | 3.51 | 1.73 | 192 | ||||||
| Natural ester | TU 1 | initial | 0.41 | 0.13 | 1249 | 3.56 | 3.37 | 1249 | 1249 |
| 192 | 0.97 | 0.23 | 516 | 0.57 | 0.07 | 353 | 304 | ||
| 336 | 0.33 | 0.11 | 385 | 0.92 | 0.22 | 312 | 244 | ||
| 504 | 0.64 | 0.15 | 326 | 0.7 | 0.39 | 239 | 238 | ||
| 672 | 0.33 | 0.19 | 260 | 0.94 | 0.24 | 209 | |||
| 840 | 0.93 | 0.24 | 239 | 1.1 | 0.42 | ||||
| 1008 | 0.43 | 0.32 | 208 | ||||||
| TU 2 | initial | 0.41 | 0.13 | 1417 | 3.40 | 3.37 | 1417 | 1417 | |
| 192 | 0.78 | 0.18 | 547 | 0.60 | 0.20 | 427 | 420 | ||
| 336 | 0.28 | 0.13 | 420 | 0.68 | 0.29 | 314 | 335 | ||
| 504 | 0.23 | 0.24 | 372 | 0.53 | 0.24 | 272 | 296 | ||
| 672 | 0.15 | 0.15 | 322 | 256 | |||||
| 840 | 0.37 | 0.16 | 308 | ||||||
| 1008 | 0.45 | 0.14 | 294 | ||||||
| 1176 | 0.84 | 0.17 | 267 | ||||||
| 1344 | 1.28 | 0.25 | 239 | ||||||
| Insulating Paper | Insulating Oil | Aging Hours | DPv | |
|---|---|---|---|---|
| Paper Only | Paper and Copper | |||
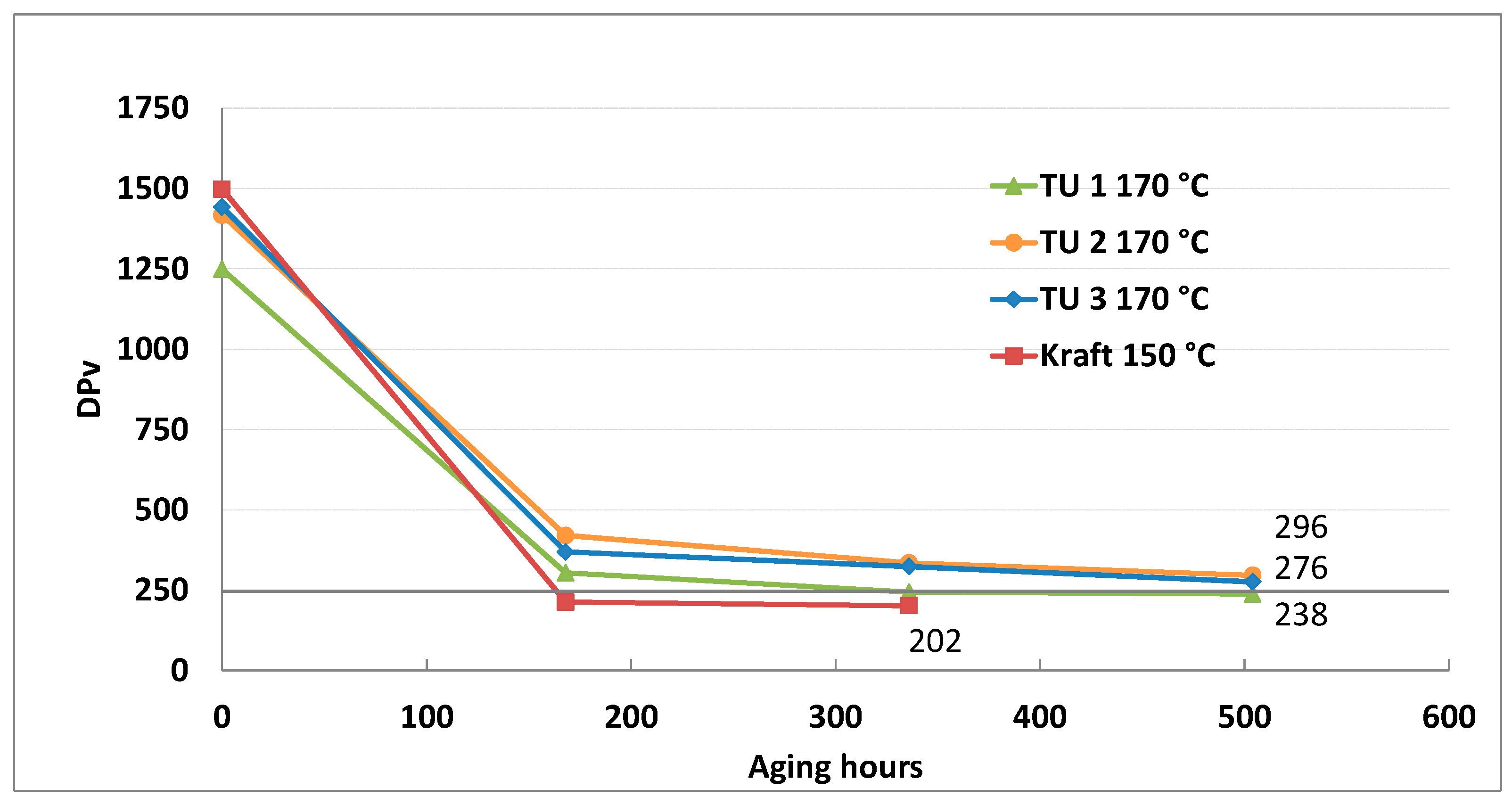
| TU 1 | Mineral | 0 | 1236 | 1236 |
| 192 | 299 | 281 | ||
| 336 | 167 | 146 | ||
| Natural ester | 0 | 1249 | 1249 | |
| 192 | 364 | 378 | ||
| 336 | 299 | 300 | ||
| 504 | 266 | 249 | ||
| 672 | 237 | 238 | ||
| 840 | 210 | 218 | ||
| Insulating Oil | Insulating Paper and Aging Temperature | |
|---|---|---|
| Normal Kraft, 150 °C | Thermally Upgraded, TU 3, 170 °C | |
| Mineral | dry/wet | dry/wet |
| Natural ester | dry/wet | dry/wet |
| Insulating Paper | Experimental Setup | Insulating Oil | Aging Hours | Oil Properties | |||||
|---|---|---|---|---|---|---|---|---|---|
| Furans mg/kg | MetOH µg/kg | EtOH µg/kg | Acidity, mgKOH/goil | Interfacial Tension, mN/m | Dissipation Factor, ‰ | ||||
| TU 3 170 °C | dry | NE | 1680 | 2.3 | 7 | 62 | 13.2 | 18 | 1540 |
| MO | 672 | 12.04 | 6863 | 873 | 0.305 | 28 | 7.295 | ||
| wet | NE | 840 | 3.73 | 92 | 61 | 21 | 13 | 3196 | |
| MO | 336 | 30.2 | 3955 | 190 | 0.44 | 27 | 3.18 | ||
| Kraft 150 °C | dry | NE | 2352 | 10.61 | 35 | 3 | 9.3 | 18 | 569.1 |
| MO | 504 | 83.06 | 3673 | 908 | 0.09 | 22 | 5.48 | ||
| wet | NE | 336 | 6.49 | 102 | 8 | 20.3 | 15 | 251 | |
| MO | 336 | 183.92 | 1778 | 438 | 0.28 | 31 | 2.295 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mihajlovic, D.; Vasovic, V.; Lukic, J. Development of New Accelerated Aging Test for Comparison of the Quality of Different Insulating Papers Based on Cellulose. Polymers 2023, 15, 2556. https://doi.org/10.3390/polym15112556
Mihajlovic D, Vasovic V, Lukic J. Development of New Accelerated Aging Test for Comparison of the Quality of Different Insulating Papers Based on Cellulose. Polymers. 2023; 15(11):2556. https://doi.org/10.3390/polym15112556
Chicago/Turabian StyleMihajlovic, Draginja, Valentina Vasovic, and Jelena Lukic. 2023. "Development of New Accelerated Aging Test for Comparison of the Quality of Different Insulating Papers Based on Cellulose" Polymers 15, no. 11: 2556. https://doi.org/10.3390/polym15112556
APA StyleMihajlovic, D., Vasovic, V., & Lukic, J. (2023). Development of New Accelerated Aging Test for Comparison of the Quality of Different Insulating Papers Based on Cellulose. Polymers, 15(11), 2556. https://doi.org/10.3390/polym15112556