
From Basics to Frontiers: A Comprehensive Review of Plasma-Modified and Plasma-Synthesized Polymer Films


Abstract
:1. Tracing Back the Roots of Plasma Processes for Polymer Applications


2. Cold Plasma Generation for the Treatment of Polymers
2.1. Principle of Cold Plasma Generation and Main Properties
2.2. Cold Plasma Devices for Polymer Treatment and Film Growth
2.2.1. DC Glow Plasma Devices
2.2.2. Dielectric Barrier Devices
2.2.3. Radio Frequency (RF) Plasma Devices
2.2.4. Microwave Plasma Devices
2.2.5. Piezoelectric Direct Discharge Devices
2.3. Key plasma Parameters Affecting Polymer Treatment and Film Growth
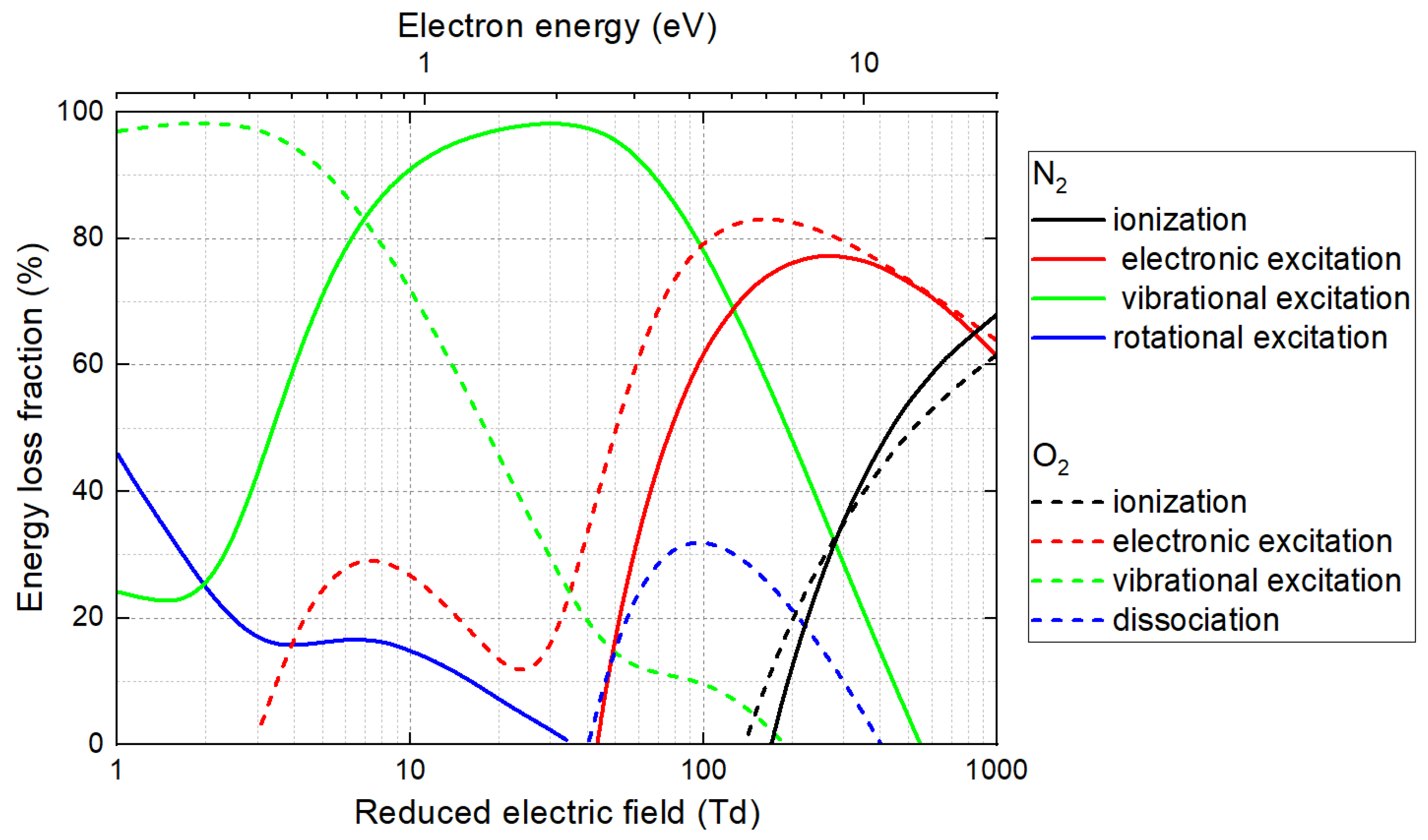
2.3.1. Reduced Electric Field
- -
- It determines the rates of various processes occurring in the gas phase (ionization, attachment or excitation) which are crucial in initiating and sustaining the reactions that lead to polymer film growth or modification [90];
- -
- It impacts the energy of ions and radicals reaching the substrate surface, which in turn can affect film properties such as density, composition and bonding structure. For instance, a high E/N might lead to more fragmentation of precursor molecules and the formation of films with different chemical and physical properties.
2.3.2. Plasma Gas Composition
- -
- O2 plasmas increase the levels of oxygen-containing functional groups such as hydroxyl (-OH), carbonyl (-C=O) and carboxyl (-COOH) to improve the wettability of polymers such as PE, polyurethane, vinyl-trimethoxysilane-grafted ethylene-propylene and PMMA [94,95,96,97]. Interestingly, oxygen plasma can also selectively erode the organic component of polydimethylsiloxane (PDMSO)-like films applied to hydrophobic polymers, leading to the creation of a hydrophilic surface [98].
- -
- N2 plasmas incorporate nitrogen atoms into polymer surfaces while ensuring lower oxidation [99] and increasing sp2/sp3 ratios of bonded carbon atoms [100]. Nitrogen plasmas find applications in the microelectronics industry (printed circuit boards, flexible displays and sensors) [101,102], in the food packaging industry (e.g., enhancing the adhesion of polymer films to metals and glass) [103] and in biomedical applications (improving cell adhesion and proliferation on PLLA scaffolds [104], increasing the self-bonding strength of PEEK surfaces [105]).
- -
- H2 plasmas can increase the roughness of PE surfaces without necessarily enhancing adhesion or surface chemistry, unlike O2 and N2 plasmas [106]. Pulsed DC PECVD supplied in H2 can also selectively etch the outer interface between hydrogenated amorphous carbon (a-C:H) films and silicon layers to improve adhesion below 300 °C [107]. More generally, hydrogen plasma can facilitate the exploration of how hydrogen ions, atoms and UV radiation interplay with polymer surfaces, such as PET [108].
- -
- Thanks to its reactive triple bond, acetylene (C2H2) is a key precursor gas in PECVD to synthesize amorphous carbon layers (a-C:H) with diamond-like properties (high hardness, chemical inertness, high electrical resistance) [109]. When combined with maleic anhydride in plasma copolymerization, it helps form gentamycin-loaded nanofibers that exhibit antibacterial and biocompatible properties for wound healing [110]. Additionally, acetylene can be decomposed to form carbon nanocoatings on polyurethane surfaces, thereby enhancing their wettability [111]. The resulting films are suitable for flexible and stress-resilient bioimplants.
- -
- Water vapor (H2O) admixed to a carrier gas such as argon generates OH and H radicals, capable of efficiently etching polystyrene (PS) [112] or inducing roughness on PMMA surfaces while integrating hydrophilic O-C=O groups [113]. Admixing water vapor to an Ar-NH3 plasma introduces other oxygen-containing groups, facilitating the deposition of a polydopamine/polyethyleneimide layer [114].
- -
- CO2 plasmas can introduce highly negative carboxylate (COO-) groups on PVDF membranes, hence improving the adsorption of toxic crystal violet dye and iron oxide nanoparticles from water [115].
- -
- CO2-C2H4 plasmas in an argon environment can be employed as a polymerization process on nanofibers to improve the adhesion of mesenchymal stem cells (MSCs) [116]. Higher CO2/C2H4 ratios yield well-defined actin microfilaments in MSCs, whereas lower ratios result in poor cell adhesion and survival. Moreover, other works show that CO2-C2H4 plasma polymerization can result in COOH plasma polymer layers deposited onto polycaprolactone (PCL) nanofibers for diabetic wound healing [117].
- -
- Fluorinated gases and vapors: fluorine (F2) and carbon tetrafluoride (CF4) plasma treatments can introduce fluorine-containing functional groups to improve the adhesion properties of polymer film such as polyethylene [118,119], but can also etch and roughen the surface of polyamide [120]. Furthermore, CF4 and hexafluoracetone (C3F6O) are employed in the synthesis of fluorocarbon films with hydrophobic properties [121,122].
2.3.3. Chemical Species Densities in the Gaseous Phase
2.3.4. Ion Energy

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Deposition Rate | High ion energy generally increases the deposition rate, as demonstrated in the synthesis of polyterpenol thin films using terpinen-4-ol and Melaleuca alternifolia oil [129]. An increase in mean ion energy from 3 eV to 17 eV augments mass deposition rates from 5.6 to 42.3 µg·m−2·s−1. Conversely, a decrease in ion energy can hinder this rate, as adsorption and desorption processes become dominant factors. |
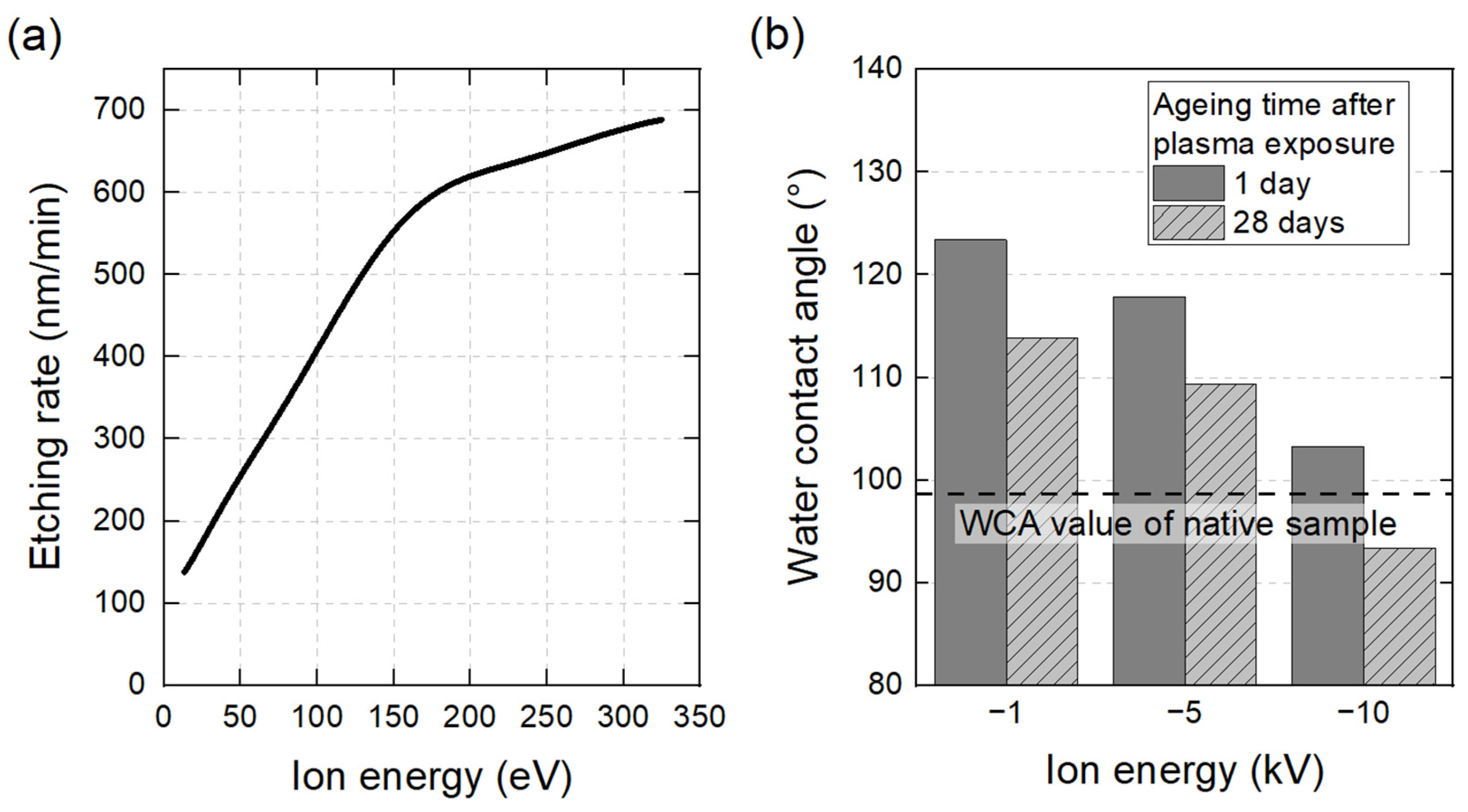
| Etching rate | Ion energy has a substantial impact on the etching rate of polymer films. This effect is evident in the case of photoresist coatings (consisting of a Novolak polymer with a photoactive compound) exposed to SF6 plasma. As shown in Figure 7a, the etching rate increases from 200 nm/min to 600 nm/min when the ion energy is increased from 30 eV to 200 eV [130]. Similar trends are observed with PET films exposed to Ar-O2 plasma, where higher ion energies not only improve etching, but result also in a heater load of the substrate [75]. |
| Cross- linking | Nanoscratching experiments on plasma-modified LDPE show that increased ion energy fluence stimulates chain crosslinking, enhancing surface shear resistance [131]. Ion energy fluences of 0, 70 and 630 kJ·m−2 result in friction forces of 10, 30 and 100 µN, respectively. A similar trend is seen in PDMS during plasma immersion ion implantation, where elevated ion energies trigger a linear increase in wrinkle amplitude and wrinkle wavelength, two key indicators of crosslinking [132]. |
| Film Density | In the DBD polymerization process, ion energy plays a key role in promoting surface interactions that contribute to film densification [133]. Specifically, when the ion energy is increased (by controlling the applied power from 30 W to 70 W), the synthesized hydrogenated amorphous carbon (a-C:H) films present densities rising from 1.1 g·cm−3 to 1.4 g·cm−3. |
| Surface Morpho-logy | Ion energy can influence the morphology or surface topography of polymer films such as PEEK, as ions with higher energy can affect the surface diffusion or mobility of polymer chains, leading to films with different surface textures [134]. |
| Surface Composition | Plasma source ion implantation (PSII) is a technique where the control of ion energy is straightforward as it is directly correlated with the applied voltage. CF4 plasma generated in a PSII device can change the surface composition of LDPE films to improve their hydrophobicity. As reported in Figure 7b, maximum WCA are obtained at ion energies of −1 kV, with values peaking at 122° and 113°, respectively, 1 day and 28 days after plasma treatment. These improvements can be attributed to the substitution of hydrocarbon and oxygen groups by fluorocarbon bonds (CF2 and CF3) [135]. However, when ion energies are further reduced to −5 kV and −10 kV, Figure 7b shows that the process becomes less effective, with WCA values close to 95°. In plasma polymerization, ion energy has a significant impact on changes to surface composition, in particular on the effective integration of specific chemical functionalities. Analyzing the polymer coatings derived from an ethyl trimethylacetate (ETMA) monomer, Saboohi et al. identified two distinct scenarios: (i) under conditions of low ion energy and flux, ions gently interact with the surface, conserving the chemical integrity of groups and enhancing the overall film development; (ii) conversely, high-energy ions can cause the fragmentation of ETMA, a large molecular monomer, subsequently causing a deviation from the expected chemical functionalities [136]. |
2.3.5. UV Radiation
2.3.6. Plasma Gas Temperature
2.3.7. Substrate Temperature
2.3.8. Plasma Operation Time vs. Plasma Exposure Time
3. Plasma Modification of Polymer Surfaces
3.1. Positioning of Plasma Processes in Relation to other Approaches for Modifying Polymer Surfaces
- -
- Wet chemical treatments involve soaking a polymer substrate into a chemical solution to modify its surface. An example of this process is acid etching (e.g., sulfuric, nitric or chromic) to enhance the surface roughness of polymer films, such as polyethylene [155]. Although simple, this technique demands strict control over reaction conditions to avoid over-etching, as well as adequate safety measures due to the use of potentially hazardous chemicals.
- -
- Laser treatment can modify polymer surfaces by creating micro to nanostructures using adjustable parameters such as wavelength, pulse duration and fluence [156]. This process has found significant application in the medical sector, such as improving the shear bond strength between PEEK and resin-based luting agents to enhance the performance of fixed dental prostheses [157].
- -
- UV/Ozone treatment is a non-thermal and dry processing method where UV light triggers the formation of ozone from ambient oxygen. This process is employed to oxidize and then enhance the wettability and adhesion strength of polymer surfaces (e.g., ethylene propylene diene methylene rubber, polyvinyl chloride and acrylonitrile butadiene styrene) [158].
- -
- Flame treatment consists of exposing the polymer surface to a flame, typically generated by a gas burner. This heating source oxidizes the surface, improving its wettability and adhesion properties. The technique is commonly used in the packaging industry, for instance, in the treatment of bottle caps to improve the adherence of inks and labels [159]. Flame treatment also finds an interest in the automotive industry for pre-treating polymer components, such as polypropylene before painting or bonding [160].
- -
- Mechanical abrasion techniques such as sandpaper or advanced sandblasting methods can be employed to introduce roughness to polymer surfaces such as HDPE, LDPE, PP and silicone [161]. This roughness boosts the subsequent adhesion of coatings. Conversely, sand-in methods can also be utilized to achieve a durable and robust superhydrophobic surface with excellent water repellency and anti-icing properties [162].
3.2. Surface Properties Modifiable by Cold Plasma
3.2.1. Surface Etching
- -
- The micro-loading effect (or lag effect) illustrated in Figure 10c refers to a decline in the etching rate observed in areas with densely packed features. The decrease is primarily due to a competition between these closely situated features to interact with a limited number of reactive species from plasma. This competition, combined with the inefficient removal of by-products, leads to non-uniformities across the substrate, as sketched in Figure 10c [172].
- -
- Aspect Ratio Dependent Etching (ARDE) is a phenomenon in which the etching speed varies according to the aspect ratio of the features undergoing etching. As shown in Figure 10d, a high aspect ratio correlates with a reduced etching speed. Figure 10d shows that an increase in the aspect ratio drives a decrease in the etching rate due to the difficulty of reactive ions reaching the bottom of the feature and the difficulty of etch by-products diffusing out. This can lead to non-uniform etch profiles and “bowing” or “notching” in the etched sidewalls [173]. Conversely, an inverse ARDE effect can also be observed depending on the specific materials being etched, the plasma chemistry, the design of the RIE system and the process parameters. In this case, the etch rate in a high-aspect-ratio feature is faster than that in an open area. This can be attributed to various factors: differences in passivation layer formation [174], charge accumulation at the bottom of high-aspect-ratio features thus locally enhancing the electric field [175] or ion focusing/funneling into narrow features, thus leading to a higher ion concentration [176].
- -
- Sidewall bowing in plasma reactive ion etching (RIE) corresponds to a non-vertical etching profile where the sidewalls of the etched feature curve inward or outward, creating a ‘bow’ shape (Figure 10e). This effect typically arises from variations in the etch rate over the feature’s depth, leading to dimensional inaccuracies or structural instability in microfabricated structures [177]. Another possible anomaly is notching, as represented in Figure 10f.
- -
- Undercutting refers to a phenomenon in which the lower parts of a patterned polymer are etched more than the upper parts, resulting in an undercut profile, which is represented in Figure 10g. While the ions primarily bombard the substrate from above, the plasma’s chemical etching components can horizontally attack the polymer, below the protective mask [178]. Undercutting is specifically lateral etching under the mask, whereas overcutting refers to etching beyond the intended area or depth in any direction (Figure 10h).
- -
- Chemical residues are non-volatile by-products resulting from interactions between plasma reactive species and the polymer to be etched. These residues can modify surface properties or form an undesirable barrier that prevents further etching [179].
- -
- Mask scattering is when the high-energy ion bombardment physically sputters or chemically erodes the etching mask before scattering it across the substrate. Then, the scattered mask particles can settle on the substrate, causing irregular etching patterns, since they effectively act as a secondary, unintended mask [180].

3.2.2. Surface Cleaning
3.2.3. Surface Roughening and Surface Texturing
- -
- Topography vs. roughness: The key difference here is the scale of the features. Topography includes all the features on the surface at various scales, while roughness is specifically concerned with the fine-scale deviations from an ideal smooth surface. As an example, the AFM pictures in Figure 11a–d indicate an increase in the surface roughness of PTFE samples after different exposure times to an RF plasma torch [194].
- -
- Roughness vs. texture: Roughness is about the degree of deviation from a smooth surface without considering any directional pattern or regularity. Texture, on the other hand, implies a certain regularity or pattern in the arrangement of surface features.
- -
- Topography vs. texture: Topography is a more general term that includes all surface features, while texture refers to the specific patterns or directional characteristics of these features. Figure 11e–g corresponds to AFM or SEM pictures showing drop-like, ripple and honeycomb patterns, respectively [195,196,197].

3.2.4. Surface Crosslinking
3.2.5. Surface Crystallinity
- -
- Lower etching rates, leading to smaller weight losses [205];
- -
- Increased surface roughness and higher incorporation of oxygen-based functionalities, as particularly illustrated in Figure 13a for PET surfaces exposed to an inductively coupled RF oxygen plasma. Consequently, semi-crystalline PET surfaces show higher levels of C-O, C=O and O-C=O functional groups, which contribute to superior wettability than amorphous surfaces [206].
- -
- Enhanced thermal resilience: unlike the amorphous samples that heat up in 30 s, they can endure up to 2 min of plasma exposure without exhibiting thermal-induced damages [206].
- -
- Slower ageing process, typically due to the restricted mobility of functional groups on the crystalline parts of the polymer [205].
3.2.6. Surface Functionalization by Chemical Activation
- -
- First, water molecules in a droplet are bonded together through a combination of covalent and hydrogen bonds [224]. Covalent bonds, which are exceptionally strong due to shared electrons, unite the two hydrogen atoms with the oxygen atom within a single water molecule (Figure 14a). Conversely, hydrogen bonds link separate water molecules within the droplet. Here, the slightly positive hydrogen atom of one water molecule is attracted to the slightly negative oxygen atom of another water molecule (dashed lines in Figure 14a). While individually weaker than covalent bonds, the combined force of numerous hydrogen bonds imparts unique characteristics to water, including its high surface tension, heat capacity and ability to dissolve many substances.
- -
- The outermost layer of polyethylene consists of carbon and hydrogen atoms (see Figure 14b). The electronegativity values of these elements (2.55 for carbon and 2.20 for hydrogen) are so similar that the resulting C-H covalent bond can be considered non-polar. This means that the surface energy of polyethylene is extremely low and that no complete hydrogen bond can be formed between the H atoms from the PE surface and the O atom from the water droplet [225]. However, a native polyethylene surface is always, albeit minimally, oxidized, meaning that some sites present O atoms inserted between C and H atoms. With an electronegativity value of 3.44 for O, the C-H and C-O bonds are therefore covalently polar. The singular C-O-H site, as depicted in Figure 14b, can then create an effective hydrogen bond with the water droplet.
- -
- Figure 14c depicts the ideal situation of a thoroughly oxidized PE surface following plasma exposure. As the topmost layer entirely consists of polar covalent bonds, the surface energy is high enough to surpass the water droplet’s surface tension, causing it to reshape and maximize the droplet-PE interface area.
3.2.7. Surface Functionalization by Chemical Grafting
3.2.8. Surface Wettability: A Property Resulting from Chemical Activation and Roughening
3.3. Comparing Wet Chemical Approach with Dry Plasma Approach
4. Plasma-Synthesis of Polymer Films
4.1. Positioning of PECVD in Relation to other CVD Techniques
4.2. Main PECVD Approaches
4.3. From Molecular Precursors in the Gas Phase to the Synthesis of Polymer Films

- -
- The plasma-induced deposition path corresponds to the conventional molecular polymerization of the substrate that is directly exposed to the plasma. The monomers must contain polymerizable structures (e.g., vinyl groups, double bonds, triple bonds, cyclic structures) so that the active species from the plasma can break the double bonds or other reactive sites present in the monomers, hence creating free radicals to initiate polymerization reaction [298]. Then, this reaction propagates on the substrate to gradually form and grow polymer films (see Figure 18b). As an example, plasma-induced polymerization from a liquid phase precursor (allyl-substituted cyclic carbonate, A6CC) can drive the synthesis of films bearing functional pendant cyclic carbonates [299]. In addition, the plasma-induced deposition path can be activated at atmospheric pressure; for example, when the plasma treats a layer of liquid monomer (silsesquioxane) covering a porous substrate. The result is the deposition of a highly selective nanocomposite membrane for gas separation [300].
- -
- The plasma-state deposition path involves the formation of polymer-forming intermediate species within the plasma, which then deposit onto the substrate to gradually deposit the polymer film. This path is not based on conventional molecular polymerization but rather on the unique environment and reactive species generated within the plasma [296].
- -
- As illustrated in Figure 18b, silane (SiH4) can be used as a starting material, leading to various gas products such as H2 and SiHX (where x = 1, 2 or 3), while some possible film-forming intermediates can include Si(OH)4 but also SiH3• (silyl radical), SiH2• (disilanyl radical) and SiH• (trisilanyl radical). Typically, the deposited film is a silicon-based material that is not necessarily a silicon-based polymer, especially if the resulting plasma-film is a hydrogenated amorphous silicon layer (a-Si:H). Another notable example is HMDSO: a monomer widely used to deposit PDMS-like films on various substrates (e.g., UHMWPE, PTFE, glass) to regulate their wettability properties [153]. Exposure of this monomer in the plasma phase gives rise to various polymer-forming intermediates species, typically •(CH3)2SiO• species, following the reaction pathway suggested by Hegemann et al. and reported in Figure 19 [301]. This mechanism involves several reactions such as dissociation, dissociative ionization and dissociative recombination, which are articulated around electron impact threshold energies that typically lie between 3 and 16 eV.

4.4. Precursor Selection: A Pivotal Factor in Determining Semiconductor Film Properties
5. Technological Transfer and Future Research Avenues
5.1. Motivations for Processing Polymers with Cold Plasma
5.2. Bridging the Gap: Current and Future Prospects for Cold Plasma Applications
6. Conclusions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Feldman, D. Polymer history. Des. Monomers Polym. 2008, 11, 1–15. [Google Scholar] [CrossRef]
- Coleman, J.H. Polymerizing Method and Apparatus. U.S. Patent US3068510A, 18 December 1962. [Google Scholar]
- Anderson, F.R.; Holland, V.F. Ion-bombardment etching of synthetic fibers. J. Appl. Phys. 1960, 31, 1516–1518. [Google Scholar] [CrossRef]
- Split, B.J. Gas discharge etching as a new approach in electron microscopy research into high polymers. Polymer 1963, 4, 109–117. [Google Scholar] [CrossRef]
- Sterling, H.F.; Swann, R.C.G. Chemical vapour deposition promoted by R.F. discharge. Solid-State Electron. 1965, 8, 653–654. [Google Scholar] [CrossRef]
- Schonhorn, H.; Hansen, R.H. Surface treatment of polymers for adhesive bonding. J. Appl. Polym. Sci. 1967, 11, 1461–1474. [Google Scholar] [CrossRef]
- Kim, C.Y. Surface Modification of Polymers in Corona Discharge. Master’s Thesis, McGill University, Montreal, QC, Canada, 1968. [Google Scholar]
- Knox, J.R.; Heights, P.; Teumer, K.-H. Condensation of Monomer Vapors to Increase Polymerization Rates in a Glow Discharge. U.S. Patent US3475307A, 28 October 1969. [Google Scholar]
- Hollahan, J.R. Radio-frequency plasma reactor for polymer surface treatment. J. Phys. E Sci. Instrum. 1969, 2, 203–205. [Google Scholar] [CrossRef]
- Hollahan, J.R.; Stafford, B.B.; Falb, R.D.; Payne, S.T. Attachment of amino groups to polymer surfaces by radiofrequency plasmas. J. Appl. Polym. Sci. 1969, 13, 807–816. [Google Scholar] [CrossRef]
- Blais, P.; Carlsson, D.J.; Wiles, D.M. Effects of corona treatment on composite formation. Adhesion between incompatible polymers. J. Appl. Polym. Sci. 1971, 15, 129–143. [Google Scholar] [CrossRef]
- Rice, D.W.; O’Kane, D.F. Glow Discharge Polymerization of Tetrafluoroethylene, 1,1 Difluoroethylene, and Chlorotrifluoroethylene. J. Electrochem. Soc. Electrochem. Sci. Technol. 1976, 123, 1308–1312. [Google Scholar] [CrossRef]
- Yasuda, H.; Marsh, H.C.; Brandt, E.S.; Reilley, C.N. ESCA study of polymer surfaces treated by plasma. J. Polym. Sci. Polym. Chem. Ed. 1977, 15, 991–1019. [Google Scholar] [CrossRef]
- Kny, E.; Levenson, L.L.; James, W.J.; Auerbach, R.A. The composition of organo-tin polymer films on metallic substrate materials. Thin Solid Film. 1979, 64, 395–401. [Google Scholar] [CrossRef]
- Westwood, A.R. Glow discharge polymerization—I: Rates and mechanisms of polymer formation. Eur. Polym. J. 1971, 7, 363–375. [Google Scholar] [CrossRef]
- Yasuda, H.; Hsu, T. Some aspects of plasma polymerization investigated by pulsed R.F. discharge. J. Polym. Sci. Polym. Chem. Ed. 1977, 15, 81–97. [Google Scholar] [CrossRef]
- Lam, D.K.; Baddour, R.F.; Stancell, A.F. A mechanisms and kinetics study of polymeric thin-film deposition in glow discharge. J. Macromol. Sci. Part A-Chem. 1976, 10, 421–450. [Google Scholar] [CrossRef]
- Holm, R.; Storp, S. Surface and interface analysis in polymer technology: A review. Surf. Interface Anal. 1980, 2, 96–106. [Google Scholar] [CrossRef]
- Sowell, R.R.; Delollis, N.J.; Gregory, H.J.; Montoya, O. Effect of activated gas plasma on surface characteristics and bondability of RTV silicone and polyethylene. J. Adhes. 1972, 4, 15–24. [Google Scholar] [CrossRef]
- Wrobel, A.M.; Kryszewski, M.; Rakowski, W.; Okoniewski, M.; Kubacki, Z. Effect of plasma treatment on surface structure and properties of polyester fabric. Polymer 1978, 19, 908–912. [Google Scholar] [CrossRef]
- Inagaki, N.; Kawai, H.; Katsuura, K. Glow discharge polymerization in the CF3Br/CH4 system. Polym. Bull. 1982, 7, 65–70. [Google Scholar] [CrossRef]
- Hirotsu, T. Some surface properties of plasma polymers prepared from hexamethyldisilazane and diethylaminotrimethylsilane. J. Appl. Polym. Sci. 1979, 24, 1957–1964. [Google Scholar] [CrossRef]
- Sharma, A.K.; Yasuda, H. Effect of glow discharge treatment of substrates on parylene-susbtrate adhesion. J. Vac. Sci. Technol. Vol. 1982, 21, 994–998. [Google Scholar] [CrossRef]
- Liston, E.M. Plasma treatment for improved bonding: A review? J. Adhes. 1989, 30, 199–218. [Google Scholar] [CrossRef]
- Yasuda, H.K. Competitive ablation and polymerization (CAP) mechanisms of glow discharge polymerization. In Plasma Polymerization; ACS Publication: Washington, DC, USA, 1979; Chapter 2; pp. 37–52. [Google Scholar] [CrossRef]
- Egitto, F.D.; Emmi, F.; Horwath, R.S.; Vukanovic, V. Plasma etching of organic materials. I: Polyimide in 02-CF4. J. Vac. Sci. Technol. B Microelectron. Process. Phenom. 1985, 3, 893–904. [Google Scholar] [CrossRef]
- Kitamura, M.; Akiya, H.; Urisu, T. Polymer deposition and etching mechanisms in C2F6 radio-frequency plasma as studied by laser-induced fluorescence. J. Vac. Sci. Technol. B Microelectron. Process. Phenom. 1989, 7, 14–18. [Google Scholar] [CrossRef]
- Paraszczak, J.; Heidenreich, J.; Hatzakis, M.; Moisan, M. Methods of creation and effect of microwave plasmas upon the etching of polymers and silicon. Microelectron. Eng. 1985, 3, 397–410. [Google Scholar] [CrossRef]
- Lin, T.H.; Belser, M.; Tzeng, Y. Pulsed microwave plasma etching of polymers in oxygen and nitrogen for microelectronic applications. IEEE Trans. Plasma Sci. 1988, 16, 631–637. [Google Scholar] [CrossRef]
- Wrobel, A.M.; Lamontagne, B.; Wertheimer, M.R. Large-area microwave and radiofrequency plasma etching of polymers. Plasma Chem. Plasma Process. 1988, 8, 315–329. [Google Scholar] [CrossRef]
- Graves, D.B. Plasma processing in microelectronics manufacturing. AlChE J. 1989, 35, 1–29. [Google Scholar] [CrossRef]
- Goldblatt, R.D.; Ferreiro, L.M.; Nunes, S.L.; Thomas, R.R.; Chou, N.J.; Buchwalter, P.; Heidenreich, J.E.; Chao, T.H. Characterization of Water Vapor Plasma-Modified Polyimide. J. Appl. Polym. Sci. 1992, 46, 2189–2202. [Google Scholar] [CrossRef]
- Letts, S.A.; Cook, R.C.; Welch, P.; McEachern, R.; Fearon, E. The effect of process parameters on the surface finish of plasma polymers. In Proceedings of the 205th American Chemical Society National Meeting, Denver, CO, USA, 28 March–2 April 1993; US Government Printing Office: Washington, DC, USA, 1993. [Google Scholar]
- Bowden, N.; Huck, W.T.S.; Paul, K.E.; Whitesides, G.M. The controlled formation of ordered, sinusoidal structures by plasma oxidation of an elastomeric polymer. Appl. Phys. Lett. 1999, 75, 2557–2559. [Google Scholar] [CrossRef]
- Yasuda, T.; Lucovsky, G. Dual-function remote plasma etching/cleaning system applied to selective etching of SiO2 and removal of polymeric residues. J. Vac. Sci. Technol. A 1993, 11, 2496–2507. [Google Scholar] [CrossRef]
- Schneider, T.P.; Cho, J.; Weide, J.V.; Wells, S.E.; Lucovsky, G.; Nemanich, R.J.; Mantini, M.J.; Rudder, R.A.; Markunas, R.J. Process and surface characterization of hydrogen plasma cleaning of Si(100). MRS Online Proc. Libr. (OPL) Symp. 1990, 204, 333–338. [Google Scholar] [CrossRef]
- Liston, E.M.; Martinu, L.; Wertheimer, M.R. Plasma surface modification of polymers for improved adhesion: A critical review. J. Adhes. Sci. Technol. 1993, 7, 1091–1127. [Google Scholar] [CrossRef]
- Lee, J.H.; Jeong, B.J.; Lee, H.B. Plasma protein adsorption and platelet adhesion ontocomb-like PEO gradient surfaces. J. Biomed. Mater. Res. 1997, 34, 105–114. [Google Scholar] [CrossRef]
- Griesser, H.J.; Chatelier, R.C.; Gengenbach, T.R.; Vasic, Z.R.; Johnson, G.; Steele, J.G. Plasma surface modifications for improved biocompatibility of commercial polymers. Polym. Int. 1992, 27, 109–117. [Google Scholar] [CrossRef]
- Clarotti, G.; Schue, F.; Sledz, J.; Aoumar, A.A.B.; Geckeler, K.E.; Orsetti, A.; Paleirac, G. Modification of the biocompatible and haemocompatible properties of polymer substrates by plasma-deposited fluorocarbon coatings. Biomaterials 1992, 13, 832–840. [Google Scholar] [CrossRef]
- Halfmann, H.; Bibinov, N.; Wunderlich, J.; Awakowicz, P. A double inductively coupled plasma for sterilization of medical devices. J. Phys. D Appl. Phys. 2007, 40, 4145–4154. [Google Scholar] [CrossRef]
- Lee, M.H.; Park, B.J.; Jin, S.C.; Kim, D.; Han, I.; Kim, J.; Hyun, S.O.; Chung, K.-H.; Park, J.-C. Removal and sterilization of biofilms and planktonic bacteria by microwave-induced argon plasma at atmospheric pressure. New J. Phys. 2009, 11, 115022. [Google Scholar] [CrossRef]
- Venezia, R.A.; Orrico, M.; Houston, E.; Yin, S.-M.; Naumova, Y.Y. Lethal Activity of Nonthermal Plasma Sterilization against Microorganisms. Infect. Control Hosp. Epidemiol. 2008, 29, 430–436. [Google Scholar] [CrossRef] [PubMed]
- Lerouge, S.; Tabrizian, M.; Wertheimer, M.R.; Marchand, R.; Yahia, L.’H. Safety of plasma-based sterilization: Surface modifications of polymeric medical devices induced by Sterrad® and Plazlyte™ processes. Bio-Med. Mater. Eng. 2002, 12, 3–13. [Google Scholar]
- Nie, M.; Patel, P.; Sun, K.; Meng, D.D. Superhydrophilic anti-fog polyester film by oxygen plasma treatment. In Proceedings of the 4th IEEE International Conference on Nano/Micro Engineered and Molecular Systems, Shenzhen, China, 5–8 January 2009; pp. 1017–1020. [Google Scholar] [CrossRef]
- Howarter, J.A.; Youngblood, J.P. Self-cleaning and next generation anti-fog surfaces and coatings. Macromol. Rapid Commun. 2008, 29, 455–466. [Google Scholar] [CrossRef]
- Kannarpady, G.K.; Sharma, R.; Liu, B.; Trigwell, S.; Ryerson, C.; Biris, A.S. Silane decorated metallic nanorods for hydrophobic applications. Appl. Surf. Sci. 2010, 256, 1679–1682. [Google Scholar] [CrossRef]
- Sarkar, D.K.; Farzaneh, M. Superhydrophobic coatings with reduced ice adhesion. J. Adhes. Sci. Technol. 2009, 23, 1215–1237. [Google Scholar] [CrossRef]
- Deilmann, M.; Grabowski, M.; Theiß, S.; Bibinov, N.; Awakowicz, P. Permeation mechanisms of pulsed microwave plasma deposited silicon oxide films for food packaging applications. J. Phys. D Appl. Phys. 2008, 41, 135207. [Google Scholar] [CrossRef]
- Jiang, J.; Benter, M.; Taboryski, R.; Bechgaard, K. Oxygen barrier coating deposited by novel plasma-enhanced chemical vapor deposition. J. Appl. Polym. Sci. 2010, 115, 2767–2772. [Google Scholar] [CrossRef]
- Uemura, Y.; Maetsuru, Y.-S.; Fujita, T.; Yoshida, M.; Hatate, Y.; Yamada, K. The effect of coatings formed by low temperature tetramethoxysilane plasma treatment on water-vapor permeability of poly(L-lactic acid) film. Korean J. Chem. Eng. 2006, 23, 144–147. [Google Scholar] [CrossRef]
- Sonnenfeld, A.; Bieder, A.; Von Rohr, P.R. Influence of the gas phase on the water vapor barrier properties of SiOx films deposited from RF and dual-mode plasmas. Plasma Process. Polym. 2006, 3, 606–617. [Google Scholar] [CrossRef]
- Matienzo, L.J.; Winnacker, S.K. Dry processes for surface modification of a biopolymer: Chitosan. Macromol. Mater. Eng. 2002, 287, 871–880. [Google Scholar] [CrossRef]
- Ogino, A.; Kral, M.; Narushima, K.; Yamashita, M.; Nagatsu, M. Surface amination of biopolymer using surface-wave excited ammonia plasma. Jpn. J. Appl. Phys. 2006, 45, 8494. [Google Scholar] [CrossRef]
- Diaz, S.; Guzman, J.; Tenreiro, C.; Ramirez, R.; Hernandez, O. A Low-Cost Cold Plasma Generator Circuits Designed for Laboratory Applications. In Proceedings of the IEEE 13th Latin America Symposium on Circuits and System (LASCAS), Santiago, Chile, 1–4 March 2022. [Google Scholar] [CrossRef]
- Birania, S.; Attkan, A.K.; Kumar, S.; Kumar, N.; Singh, V.K. Cold plasma in food processing and preservation: A review. J. Food Process Eng. 2022, 45, e14110. [Google Scholar] [CrossRef]
- Douat, C.; Sousa, J.S.; Dufour, T. Les plasmas froids, de nouvelles avancées. Reflets Phys. 2023, 75, 24–30. [Google Scholar] [CrossRef]
- Primc, G.; Mozetic, M. Hydrophobic recovery of plasma-hydrophilized Polyethylene Terephthalate polymers. Polymers 2022, 14, 2496. [Google Scholar] [CrossRef]
- Yuenyao, C.; Chittrakarn, T.; Tirawanichakul, Y.; Nakajima, H. Low pressure DC-plasma system for the modification of polymeric membrane surfaces. Sains Malays. 2017, 46, 783–793. [Google Scholar] [CrossRef]
- Zuza, D.A.; Nekhoroshev, V.O.; Batrakov, A.V.; Markov, A.B.; Kurzina, I.A. Characterization of hexamethyldisiloxane plasma polymerization in a DC glow discharge in an argon flow. Vacuum 2023, 207, 111690. [Google Scholar] [CrossRef]
- Larrieu, J.; Held, B.; Clément, F.; Hiorns, R.C. DC pulsed plasma surface treatment of atactic and isotactic polystyrene thin films with oxygen, oxygen-nitrogen mixture and nitrogen: Study of wettability. Eur. Phys. J. -Appl. Phys. 2003, 22, 61–67. [Google Scholar] [CrossRef]
- Yang, S.H.; Liu, C.-H.; Hsu, W.-T.; Chen, H. Preparation of super-hydrophobic films using pulsed hexafluorobenzene plasma. Surf. Coat. Technol. 2009, 203, 1379–1383. [Google Scholar] [CrossRef]
- Yang, L.; Chen, J.; Guo, Y.; Zhang, Z. Surface modification of a biomedical polyethylene terephthalate (PET) by air plasma. Appl. Surf. Sci. 2009, 255, 4446–4451. [Google Scholar] [CrossRef]
- Vandenbroucke, A.M.; Morent, R.; De Geyter, N.; Leys, C. Non-thermal plasmas for non-catalytic and catalytic VOC abatement. J. Hazard. Mater. 2011, 195, 30–54. [Google Scholar] [CrossRef]
- Liu, S.; Zeng, Y.; Chi, F.; Li, J.; Xiao, C. Influence of electrode on discharge property in dielectric barrier discharge of atmospheric pressure helium. Vacuum 2023, 209, 111793. [Google Scholar] [CrossRef]
- Ibrahim, J.; Al-Babtaineh, S.A.; Cousens, S.; Michelmore, A.; Corr, C.; Whittle, J. A surface dielectric barrier discharge for deposition of allylamine polymer coatings. Appl. Surf. Sci. 2021, 544, 148826. [Google Scholar] [CrossRef]
- Liu, C.; Dobrynin, D.; Fridman, A. Uniform and non-uniform modes of nanosecond-pulsed dielectric barrier discharge in atmospheric air: Fast imaging and spectroscopic measurements of electric fields. J. Phys. D Appl. Phys. 2014, 47, 252003. [Google Scholar] [CrossRef]
- Rusu, B.-G.; Ursu, C.; Olaru, M.; Barboiu, M. Frequency-tuned porous polyethylene glycol films obtained in atmospheric-pressure dielectric barrier discharge (DBD) plasma. Appl. Sci. 2023, 13, 1785. [Google Scholar] [CrossRef]
- Kasih, T.P.; Kuroda, S.-I.; Kubota, H. Poly(methyl methacrylate) films deposited via non-equilibrium atmospheric pressure plasma polymerization using argon as working gas. Plasma Process. Polym. 2007, 4, 648–653. [Google Scholar] [CrossRef]
- Cools, P.; Sainz-García, E.; De Geyter, N.; Nikiforov, A.; Blajan, M.; Shimizu, K.; Alba-Elías, F.; Leys, C.; Morent, R. Influence of DBD inlet geometry on the homogeneity of plasma-polymerized acrylic acid films: The use of a microplasma–electrode inlet configuration. Plasma Process. Polym. 2015, 12, 1153–1163. [Google Scholar] [CrossRef]
- Pater, J.T.M.; Weickert, G.; van Swaaij, W.P.M. Polymerization of Liquid Propylene with a Fourth-Generation Ziegler–Natta Catalyst: Influence of Temperature, Hydrogen, Monomer Concentration, and Prepolymerization Method on Powder Morphology. J. Appl. Polym. Sci. 2003, 87, 1421–1435. [Google Scholar] [CrossRef]
- Tosun, Z.; Özmen, A. Wettability improvement of PMMA films with high frequency RF plasmas. Konya J. Eng. Sci. 2023, 11, 530–542. [Google Scholar] [CrossRef]
- Gao, J.; Yu, S.; Wu, H.; Wang, Y.; Wang, Z.; Pan, Y.; Jiang, W.; Zhang, Y. Self-consistent simulation of the impedance matching network for single frequency capacitively coupled plasma. J. Phys. D Appl. Phys. 2022, 55, 165201. [Google Scholar] [CrossRef]
- Masheyeva, R.U.; Dzhumagulova, K.N.; Myrzaly, M.; Schulze, J.; Donkó, Z. Self-bias voltage formation and charged particle dynamics in multi-frequency capacitively coupled plasmas. AIP Adv. 2021, 11, 075024. [Google Scholar] [CrossRef]
- Amberg, M.; Höhener, M.; Rupper, P.; Hanselmann, B.; Hufenus, R.; Lehner, S.; Perret, E.; Hegemann, D. Surface modification of recycled polymers in comparisonto virgin polymers using Ar/O2 plasma etching. Plasma Process. Polym. 2022, 19, e2200068. [Google Scholar] [CrossRef]
- Barnes, M.J.; Robson, A.J.; Naderi, J.; Short, R.D.; Bradley, J.W. Plasma polymerization of (2,2,6,6-tetramethylpiperidin-1-yl)oxyl in a collisional, capacitively coupled radio frequency discharge. Biointerphases 2020, 15, 061007. [Google Scholar] [CrossRef]
- Liu, Y.-X.; Jiang, W.; Lin, X.-S.; Lu, W.-Q.; Wang, Y.-N. An overview of diagnostic methods of low-pressure capacitively coupled plasmas. Thin Solid Films 2012, 521, 141–145. [Google Scholar] [CrossRef]
- Goto, H.H.; Lowe, H.-D.; Ohmi, T. Independent control of ion density and ion bombardment energy in a dual RF excitation plasma. IEEE Trans. Semicond. Manuf. 1993, 6, 58–64. [Google Scholar] [CrossRef]
- Robiche, J.; Boyle, P.C.; Turner, M.M.; Ellingboe, A.R. Analytical model of a dual frequency capacitive sheath. J. Phys. D Appl. Phys. 2003, 36, 1810–1816. [Google Scholar] [CrossRef]
- Sung, D.; Wen, L.; Tak, H.; Lee, H.; Kim, D.; Yeom, G. Investigation of SiO2 etch characteristics by C6F6/Ar/O2 plasmas generated using inductively coupled plasma and capacitively coupled plasma. Materials 2022, 15, 1300. [Google Scholar] [CrossRef] [PubMed]
- Hsieh, S.T.; Mishra, H.; Bolouki, N.; Wu, W.; Li, C.; Hsieh, J.-H. The correlation of plasma characteristics to the deposition rate of plasma polymerized methyl methacrylate thin films in an inductively coupled plasma system. Coatings 2022, 12, 1014. [Google Scholar] [CrossRef]
- Rao, S.; Vijapur, L.; Prakash, M.R. Effect of incident microwave frequency on curing process of polymer matrix composites. J. Manuf. Process. 2020, 55, 198–207. [Google Scholar] [CrossRef]
- Sasmazel, H.T.; Alazzawi, M.; Alsahib, N.K.A. Atmospheric pressure plasma surface treatment of polymers and influence on cell cultivation. Molecules 2021, 26, 1665. [Google Scholar] [CrossRef] [PubMed]
- More, S.E.; Dave, J.R.; Makar, P.K.; Bhoraskar, S.V.; Premkumar, S.; Tomar, G.B.; Mathe, V.L. Surface modification of UHMWPE using ECR plasma for osteoblast and osteoclast differentiation. Appl. Surf. Sci. 2020, 506, 144665. [Google Scholar] [CrossRef]
- Morimoto, M.; Matsui, M.; Ikeda, N.; Koga, K.; Shiratan, M. Highly selective Si3N4 etching on Si using pulsed-microwave CH3F/O2/Ar plasma. Jpn. J. Appl. Phys. 2023, 62, SN1001. [Google Scholar] [CrossRef]
- Korzec, D.; Hoppenthaler, F.; Nettesheim, S. Piezoelectric direct discharge: Devices and applications. Plasma 2021, 4, 1–41. [Google Scholar] [CrossRef]
- Vázquez Carazo, A. 50 years of piezoelectric transformers: Trends in the technology. MRS Online Proc. Libr. (OPL) Symp. D—Mater. Devices Smart Syst. 2003, 785, 17. [Google Scholar] [CrossRef]
- Korzec, D.; Hoppenthaler, F.; Andres, T.; Guentner, S.; Lerach, S. Application of nitrogen piezoelectric direct discharge for increase in surface free energy of polymers. Plasma 2022, 5, 111–129. [Google Scholar] [CrossRef]
- Chaichi, A.; Prasad, A.; Parambil, L.K.; Shaik, S.; Ettefagh, A.H.; Dasa, V.; Guo, S.; Osborn, M.L.; Devireddy, R.; Khonsari, M.M.; et al. Improvement of tribological and biocompatibility properties of orthopedic materials using piezoelectric direct discharge plasma surface modification. ACS Biomater. Sci. Eng. 2019, 5, 2147–2159. [Google Scholar] [CrossRef]
- Hegemann, D. Plasma activation mechanisms governed by specific energy input: Potential and perspectives. Plasma Process. Polym. 2023, 20, e2300010. [Google Scholar] [CrossRef]
- Wang, W.; Patil, B.; Heijkers, S.; Hessel, V.; Bogaerts, A. Nitrogen fixation by gliding arc plasma: Better insight by chemical kinetics modelling. ChemSusChem 2017, 10, 2145–2157. [Google Scholar] [CrossRef] [PubMed]
- Lietz, A.M.; Kushner, M.J. Molecular admixtures and impurities in atmospheric pressure plasma jets. J. Appl. Phys. 2018, 124, 153303. [Google Scholar] [CrossRef]
- Lieberman, M.A.; Lichtenberg, A.J. Principles of Plasma Discharges and Materials Processing; Wiley: Hoboken, NJ, USA, 2005; ISBN 9780471724254. [Google Scholar] [CrossRef]
- Jaffer, Z.J.; Mazhir, S.N.; Khalaf, M.K.; Hanon, M.S. Synthesis and surface characterization of PMMA polymer films in pure oxygen, argon, and nitrogen glow discharge plasma: 2nd Annual International Conference on Information and Sciences (AiCIS) 2020. J. Phys. Conf. Ser. 2021, 1829, 012010. [Google Scholar] [CrossRef]
- Polat, O.; Bhethanabotla, V.R.; Ayyala, R.S.; Sahiner, N. Carbon tetrafluoride, oxygen, and air RF plasma modified low-density polyethylene and polydimethylsiloxane. Plasma Chem. Plasma Process. 2023, 43, 737–756. [Google Scholar] [CrossRef]
- Owad, T.T.A.; Siddig, E.A.A.; Salih, R.E.M.; Zhang, Y.; Wang, C.; Xu, Y.; Zhang, J. Durable and recoverable hydrophilicity of polyethylene terephthalate fabric prepared with plasma selective etching. Surf. Interfaces 2022, 32, 102081. [Google Scholar] [CrossRef]
- Mrsic, I.; Bäuerle, T.; Ulitzsch, S.; Lorenz, G.; Rebner, K.; Kandelbauer, A.; Chassé, T. Oxygen plasma surface treatment of polymer films—Pellethane 55DE and EPR-g-VTMS. Appl. Surf. Sci. 2021, 536, 147782. [Google Scholar] [CrossRef]
- Mozetic, M. Plasma-stimulated super-hydrophilic surface finish of polymers. Polymers 2020, 12, 2498. [Google Scholar] [CrossRef]
- O’Kell, S.; Henshaw, T.; Farrow, G.; Aindow, M.; Jones, C. Effects of Low-power Plasma Treatment on Polyethylene Surfaces. Surf. Interface Anal. 1995, 23, 319–327. [Google Scholar] [CrossRef]
- Sharifahmadian, O.; Zhai, C.; Hung, J.; Shineh, G.; Stewart, C.A.C.; Fadzil, A.A.; Ionescu, M.; Gan, Y.; Wise, S.G.; Akhavan, B. Mechanically robust nitrogen-rich plasma polymers: Biofunctional interfaces for surface engineering of biomedical implants. Mater. Today Adv. 2021, 12, 100188. [Google Scholar] [CrossRef]
- Wu, Y.; Yang, Y.; Li, C.; Li, Y.; Chen, W. Flexible and electroactive textile actuator enabled by PEDOT: PSS/MOF-derivative electrode ink. Front. Bioeng. Biotechnol. Sec. Bionics Biomim. 2020, 8, 212. [Google Scholar] [CrossRef]
- Li, C.Y.; Liao, Y.-C. Adhesive stretchable printed conductive thin film patterns on PDMS surface with an atmospheric plasma treatment. ACS Appl. Mater. Interfaces 2016, 8, 11868–11874. [Google Scholar] [CrossRef] [PubMed]
- Sundriyal, P.; Pandey, M.; Bhattacharya, S. Plasma-assisted surface alteration of industrial polymers for improved adhesive bonding. Int. J. Adhes. Adhes. 2020, 101, 102626. [Google Scholar] [CrossRef]
- Maryin, P.V.; Fedotkin, A.Y.; Bolbasov, E.N.; Kozelskaya, A.I.; Buldakov, M.A.; Evtina, A.A.; Cherdyntseva, N.V.; Rutkowski, S.; Tverdokhlebov, S.I. Surface modification of PLLA scaffolds via reactive magnetron sputtering in mixtures of nitrogen with noble gases for higher cell adhesion and proliferation. Colloids Surf. A Physicochem. Eng. Asp. 2022, 649, 129464. [Google Scholar] [CrossRef]
- Fedel, M.; Micheli, V.; Thaler, M.; Awaja, F. Effect of nitrogen plasma treatment on the crystallinity and self-bonding of polyetheretherketone (PEEK) for biomedical applications. Polym. Adv. Technol. 2020, 31, 240–247. [Google Scholar] [CrossRef]
- Sourkova, H.J.; Weberová, Z.; Anton, J.; Spatenka, P. Wettability and adhesion of polyethylene powder treated with non-equilibrium various gaseous plasma in semi-industrial equipment. Materials 2022, 15, 686. [Google Scholar] [CrossRef]
- Leidens, L.M.; Crespi, A.E.; Boiera, C.D.; Echeverrigaray, F.G.; Figueroa, C.A. Hydrogen plasma etching mechanism at the a-C:H/a-SiCx:H interface: A key factor for a-C:H adhesion. Appl. Surf. Sci. 2018, 455, 1179–1184. [Google Scholar] [CrossRef]
- Vasquez-Borucki, S.; Achete, C.A.; Jacob, W. Hydrogen plasma treatment of poly(ethylene terephthalate) surfaces. Surf. Coat. Technol. 2001, 138, 256–263. [Google Scholar] [CrossRef]
- Schlebrowski, T.; Lüber, H.; Beucher, L.; Fritz, M.; Benjillali, Y.; Bentaouit, M.; Hahn, B.; Wehner, S.; Fischer, C.B. Plasma supported deposition of amorphous hydrogenated carbon (a-C:H) on polyamide 6: Determining interlayer completion and dehydrogenation effects during layer growth. Polymers 2021, 13, 1886. [Google Scholar] [CrossRef] [PubMed]
- Permyakova, E.S.; Polcak, J.; Slukin, P.; Ignatov, S.G.; Gloushankova, N.A.; Zajickova, L.; Shtansky, D.V.; Manakhov, A. Antibacterial biocompatible PCL nanofibers modified by COOH-anhydride plasma polymers and gentamicin immobilization. Mater. Des. 2018, 153, 60–70. [Google Scholar] [CrossRef]
- Morozova, I.A.; Kamenetskikh, A.S.; Beliaev, A.Y.; Izumov, R.I.; Bannikov, M.V. Impact of fatigue loading on the surface of polyurethane treated in argon and acetylene plasma. Procedia Struct. Integr. 2022, 40, 314–320. [Google Scholar] [CrossRef]
- Luan, P.; Kondeti, V.S.S.K.; Knoll, A.J.; Bruggeman, P.J.; Oehrlein, G.S. Effect of water vapor on plasma processing at atmospheric pressure: Polymer etching and surface modification by an Ar/H2O plasma jet featured. J. Vac. Sci. Technol. A 2019, 37, 031305. [Google Scholar] [CrossRef]
- Abdel-Fattah, E. Surface activation of poly(methyl methacrylate) with atmospheric pressure Ar + H2O plasma. Coatings 2019, 9, 228. [Google Scholar] [CrossRef]
- Sui, S.; Sun, H.; Ni, G.; Liu, Y.; Zheng, H.; Sun, T.; Kong, L.; Ma, Z.; Yuan, F. Ar-H2O-NH3 plasma grafting and polymerization of dopamine onto polytetrafluoroethylene to promote heparin immobilization. Plasma Process. Polym. 2023, 20, e2200228. [Google Scholar] [CrossRef]
- Gopakumar, D.A.; Arumukhan, V.; Gelamo, R.V.; Pasquini, D.; de Morais, L.C.; Rizal, S.; Hermawan, D.; Nzihou, A.; Khalil, H.P.S.A. Carbon dioxide plasma treated PVDF electrospun membrane for the removal of crystal violet dyes and iron oxide nanoparticles from water. Nano-Struct. Nano-Objects 2019, 18, 100268. [Google Scholar] [CrossRef]
- Manakhov, A.M.; Solovieva, A.O.; Permyakova, E.S.; Sitnikova, N.A.; Klyushova, L.S.; Kiryukhantsev-Korneev, P.V.; Konopatsky, A.S.; Shtansky, D.V. Adhesion and Proliferation of Mesenchymal Stem Cells on Plasma-Coated Biodegradable Nanofibers. J. Compos. Sci. 2022, 6, 193. [Google Scholar] [CrossRef]
- Solovieva, A.O.; Permyakova, E.S.; Ershov, K.I.; Bakhareva, K.I.; Miroshnichenko, S.M.; Kiryukhantsev-Korneev, P.V.; Konopatsky, A.S.; Polčak, J.; Shtansky, D.V.; Manakhov, A.M. Plasma-coated PCL scaffolds with immobilized platelet-rich plasma enhance the wound healing in diabetics mice. Plasma Process. Polym. 2022, 19, e2200032. [Google Scholar] [CrossRef]
- Yang, K.; Xu, Z.; Li, R.; Liu, Y.; Sun, W.; Tang, Y.; Liu, X.; Fu, Q. Thickness effects of surface direct fluorination and plasma modification on ultra-high molecular weight polyethylene Ultrathin membranes. Macromol. Mater. Eng. 2022, 308, 2200557. [Google Scholar] [CrossRef]
- Zhao, A.-X.; Chen, X.; Chen, S.-L.; Yao, C.-W.; Zhao, X.-F.; Deng, J.-B.; Zhang, G.J. Surface modification of XLPE films by CF4 DBD for dielectric properties. AIP Adv. 2019, 9, 015102. [Google Scholar] [CrossRef]
- Gao, Z.; Sun, J.; Peng, S.; Yao, L.; Qiu, Y. Surface modification of a polyamide 6 film by He/CF4 plasma using atmospheric pressure plasma jet. Appl. Surf. Sci. 2009, 256, 1496–1501. [Google Scholar] [CrossRef]
- Inagaki, N.; Tasaka, S.; Mori, K. Hydrophobic polymer films plasma-polymerized from CF4/hydrocarbon and hexafluroacetone/hydrocarbon mixtures. J. Appl. Polym. Sci. 1991, 43, 581–588. [Google Scholar] [CrossRef]
- Henry, F.; Renaux, F.; Coppée, S.; Lazzaroni, R.; Vandencasteele, N.; Reniers, F.; Snyders, R. Synthesis of superhydrophobic PTFE-like thin films by self-nanostructuration in a hybrid plasma process. Surf. Sci. 2012, 606, 1285–1829. [Google Scholar] [CrossRef]
- Coburn, J.W.; Winters, H.F. Plasma etching—A discussion of mechanisms. J. Vac. Sci. Technol. 1979, 16, 391–403. [Google Scholar] [CrossRef]
- Shohet, J.L. Plasma Science and Engineering. In Encyclopedia of Physical Science and Technology, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2003; pp. 401–423. [Google Scholar] [CrossRef]
- Conway, J.; Snelgrove, M.; Yadav, P.; Shiel, K.; Lundy, R.; Selkirk, A.; O’Connor, R.; Morris, M.A.; Turner, M.M.; Daniels, S. Use of plasma oxidation for conversion of metal salt infiltrated thin polymer films to metal oxide. J. Phys. D Appl. Phys. 2022, 55, 445206. [Google Scholar] [CrossRef]
- Saloum, S.; Shaker, S.A.; Alwazzeh, M.; Hussin, R. Polymer surface modification using He/O2 RF remote low-pressure plasma. Surf. Interface Anal. 2021, 53, 754–761. [Google Scholar] [CrossRef]
- Kelarova, S.; Pribyl, R.; Homola, V.; Polcak, J.; Campbell, A.C.; Havlicek, M.; Vrchovecka, K.; Vaclavik, R.; Zabransky, L.; Bursikova, V. Influence of the argon ratio on the structure and properties of thin films prepared using PECVD in TMSAc/Ar mixtures. Vacuum 2023, 207, 111634. [Google Scholar] [CrossRef]
- Babaeva, N.Y.; Kushner, M.J. Ion energy and angular distributions onto polymer surfaces delivered by dielectric barrier discharge filaments in air: I. Flat surfaces. Plasma Sources Sci. Technol. 2011, 20, 035017. [Google Scholar] [CrossRef]
- Grant, D.S.; Ahmed, J.; Whittle, J.D.; Michelmore, A.; Vasilev, K.; Bazaka, K.; Jacob, M.V. Comparative study of natural terpenoid precursors in reactive plasmas for thin film deposition. Molecules 2021, 26, 4762. [Google Scholar] [CrossRef] [PubMed]
- Pons, M.; Joubert, O.; Paniez, P.; Pelletier, J. Plasma etching of polymers: A reinvestigation of temperature effects. J. Appl. Phys. 1991, 70, 2376–2379. [Google Scholar] [CrossRef]
- Tajima, S.; Komvopoulos, K. Dependence of nanomechanical modification of polymers on plasma-induced crosslinking. J. Appl. Phys. 2007, 101, 014307. [Google Scholar] [CrossRef]
- Siriworakoonchai, P.; Pussadee, N.; Chaiwong, C. Spontaneous wrinkle formation on polydimethylsiloxane using plasma immersion ion implantation: Influence of ion species and pulse frequency. Plasma Chem. Plasma Process. 2023, 43, 315–327. [Google Scholar] [CrossRef]
- Hegemann, D.; Nisol, B.; Gaiser, S.; Watson, S.; Wertheimer, M.R. Energy conversion efficiency in low- and atmospheric-pressure plasma polymerization processes with hydrocarbons. Phys. Chem. Chem. Phys. 2019, 21, 8698. [Google Scholar] [CrossRef]
- Coulon, J.F.; Debarnot, D.; Poncin-Epaillard, F. Plasma Texturing of Polymers. In Plasma Modification of Polyolefins; Baneesh, N.S., Sari, P.S., Vackova, T., Thomas, S., Eds.; Engineering Materials Book Series; Springer: Cham, Switzerland, 2022. [Google Scholar] [CrossRef]
- Kim, Y.; Lee, Y.; Han, S.; Kim, K.-J. Improvement of hydrophobic properties of polymer surfaces by plasma source ion implantation. Surf. Coat. Technol. 2006, 200, 4763–4769. [Google Scholar] [CrossRef]
- Saboohi, S.; Coad, B.R.; Short, R.D.; Michelmore, A.; Griesser, H.J. Rational approaches for optimizing chemical functionality of plasma polymers: A case study with ethyl trimethylacetate. Plasma Process. Polym. 2021, 18, 2000195. [Google Scholar] [CrossRef]
- Vesel, A. Deposition of Chitosan on Plasma-Treated Polymers—A Review. Polymers 2023, 15, 1109. [Google Scholar] [CrossRef] [PubMed]
- Friedrich, J.; Kühn, G.; Mix, R.; Fritz, A.; Schönhals, A. Polymer surface modification with monofunctional groups of variable types and densities. J. Adhes. Sci. Technol. 2003, 17, 1591–1617. [Google Scholar] [CrossRef]
- Friedrich, J. Mechanisms of Plasma Polymerization—Reviewed from a Chemical Point of View. Plasma Process. Polym. 2011, 8, 783–802. [Google Scholar] [CrossRef]
- Narimisa, M.; Ghobeira, R.; Onyshchenko, Y.; De Geyter, N.; Egghe, T.; Morent, R. Different Techniques Used for Plasma Modification of Polyolefin Surfaces. In Plasma Modification of Polyolefins; Springer: Berlin/Heidelberg, Germany, 2021; pp. 15–56. ISBN 978-3-030-52264-3. [Google Scholar] [CrossRef]
- Kim, H.Y.; Kang, S.K.; Kwon, H.C.; Lee, H.W.; Lee, J.K. Gas temperature effect on reactive species generation from the atmospheric pressure air plasma. Plasma Process. Polym. 2013, 10, 686–697. [Google Scholar] [CrossRef]
- Montazersadgh, F.; Wright, A.; Ren, J.; Shaw, A.; Neretti, G.; Bandulasena, H.; Iza, F. Influence of the on-time on the Ozone Production in pulsed dielectric barrier discharges. Plasma 2019, 2, 39–50. [Google Scholar] [CrossRef]
- Korzec, D.; Andres, T.; Brandes, E.; Nettesheim, S. Visualization of activated area on polymers for evaluation of atmospheric pressure plasma jets. Polymers 2021, 13, 2711. [Google Scholar] [CrossRef] [PubMed]
- Donegan, M.; Milosavljevic, V.; Dowling, D.P. Activation of PET using an RF atmospheric plasma system. Plasma Chem. Plasma Process. 2013, 33, 941–957. [Google Scholar] [CrossRef]
- Xu, Q.-N.; Wang, H.-L.; Liang, J.-P.; Zhang, Y.; Yang, D.-Z. Atmospheric air and liquid-film DBD plasma using sine AC excitations for purpose of improving the hydrophilicity of PTFE. Vacuum 2023, 207, 111688. [Google Scholar] [CrossRef]
- Callahan, R.R.A.; Raupp, G.B.; Beaudoin, S.P. Effects of gas pressure and substrate temperature on the etching of parylene-N using a remote microwave oxygen plasma. J. Vac. Sci. Technol. B 2001, 19, 725–731. [Google Scholar] [CrossRef]
- Al-Bataineh, S.A.; Cavallaro, A.A.; Michelmore, A.; Macgregor, M.N.; Whittle, J.D.; Vasilev, K. Deposition of 2-oxazoline-based plasma polymer coatingsusing atmospheric pressure helium plasma jet. Plasma Process. Polym. 2019, 16, e1900104. [Google Scholar] [CrossRef]
- Mazankova, V.; Stahel, P.; Matouskova, P.; Brablec, A.; Cech, J.; Prokes, L.; Bursikova, V.; Stupavska, M.; Lehocky, M.; Ozaltin, K.; et al. Atmospheric pressure plasma polymerized 2-Ethyl-2-oxazoline based thin films for biomedical purposes. Polymers 2020, 12, 2679. [Google Scholar] [CrossRef]
- Favia, P.; Lamendola, R.; d’Agostino, R. The role of substrate temperature and bias in the plasma deposition from tetramethylsilane. Plasma Sources Sci. Technol. 1992, 1, 59–66. [Google Scholar] [CrossRef]
- Kumar, A.; Grant, D.S.; Bazaka, K.; Jacob, M.V. Tailoring terpenoid plasma polymer properties by controlling the substrate temperature during PECVD. J. Appl. Polym. Sci. 2018, 135, 45771. [Google Scholar] [CrossRef]
- Calleja, G.; Jourdan, A.; Ameduri, B.; Habas, J.-P. Where is the glass transition temperature of poly(tetrafluoroethylene)? A new approach by dynamic rheometry and mechanical tests. Eur. Polym. J. 2013, 49, 2214–2222. [Google Scholar] [CrossRef]
- Chan, K.V.; Asadian, M.; Onyshchenko, I.; Declercq, H.; Morent, R.; De Geyter, N. Biocompatibility of cyclopropylamine-based plasma polymers deposited at sub-atmospheric pressure on poly (ε-caprolactone) nanofiber meshes. Nanomaterials 2019, 9, 1215. [Google Scholar] [CrossRef] [PubMed]
- Egghe, T.; Ghobeira, R.; Tabaei, P.S.E.; Morent, R.; Hoogenboom, R.; De Geyter, N. Silanization of Plasma-Activated Hexamethyldisiloxane-Based Plasma Polymers for Substrate-Independent Deposition of Coatings with Controlled Surface Chemistry. ACS Appl. Mater. Interfaces 2022, 14, 4620–4636. [Google Scholar] [CrossRef] [PubMed]
- Sramkova, P.; Zahoranova, A.; Kelar, J.; Tucekova, Z.K.; Stupavska, M.; Krumpolec, R.; Jurmanova, J.; Kovacik, D.; Cernak, M. Cold atmospheric pressure plasma: Simple and efficient strategy for preparation of poly(2-oxazoline)-based coatings designed for biomedical applications. Sci. Rep. 2020, 10, 9478. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Chen, S.J.; Zhang, J. Surface treatment of LLDPE and LDPE blends by nitric acid, sulfuric acid, and chromic acid etching. Colloid Polym. Sci. 2009, 287, 541–548. [Google Scholar] [CrossRef]
- Koufaki, N.; Ranella, A.; Aifantis, K.E.; Barberoglou, M.; Psycharakis, S.; Fotakis, C.; Stratakis, E. Controlling cell adhesion via replication of laser micro/nano-textured surfaces on polymers. Biofabrication 2011, 3, 045004. [Google Scholar] [CrossRef]
- Tsuka, H.; Morita, K.; Kato, K.; Kimura, H.; Abekura, H.; Hirata, I.; Kato, K.; Tsuga, K. Effect of laser groove treatment on shear bond strength of resin-based luting agent to polyetheretherketone (PEEK). J. Prosthodont. Res. 2019, 63, 52–57. [Google Scholar] [CrossRef]
- Hamdi, M.; Poulis, J.A. Effect of UV/ozone treatment on the wettability and adhesion of polymeric systems. J. Adhes. 2021, 97, 651–671. [Google Scholar] [CrossRef]
- Tuominen, M.; Lahti, J.; Lavonen, J.; Penttinen, T.; Räsänen, J.P.; Kuusipalo, J. The influence of flame, corona and atmospheric plasma treatments on surface properties and digital print quality of extrusion coated paper. J. Adhes. Sci. Technol. 2010, 24, 471–492. [Google Scholar] [CrossRef]
- Shabanpour, M.; Mohammadhosseini, B.; Khani, M.R.; Khanjani, J.; Shokri, B.; Ghassami, A. Flame versus air atmospheric gliding arc plasma treatmentof polypropylene-based automotive bumpers:Physicochemical characterization and investigation ofcoating properties. Polym. Eng. Sci. 2021, 61, 1581–1593. [Google Scholar] [CrossRef]
- Encinas, N.; Pantoja, M.; Abenojar, J.; Martínez, M.A. Control of wettability of polymers by surface roughness modification. J. Adhes. Sci. Technol. 2012, 24, 1869–1883. [Google Scholar] [CrossRef]
- Chen, W.; Wang, W.; Luong, D.X.; Li, J.T.; Granja, V.; Advincula, P.A.; Ge, C.; Chyan, Y.; Yang, K.; Algozeeb, W.A.; et al. Robust superhydrophobic surfaces via the sand-in method. ACS Appl. Mater. Interfaces 2022, 14, 35053–35063. [Google Scholar] [CrossRef] [PubMed]
- Oh, J.-H.; Moon, M.-W.; Park, C.H. Effect of crystallinity on the recovery rate of superhydrophobicity in plasma-nanostructured polymers. RSC Adv. 2020, 10, 10939–10948. [Google Scholar] [CrossRef] [PubMed]
- Nabesawa, H.; Hiruma, T.; Hitobo, T.; Wakabayashi, S.; Asaji, T.; Abe, T.; Seki, M. Low-pressure plasma-etching of bulk polymer materials using gas mixture of CF4 and O2. AIP Advances 2013, 3, 112105. [Google Scholar] [CrossRef]
- Bohlmark, J.; Lattemann, M.; Gudmundsson, J.T.; Ehiasarian, A.P.; Gonzalvo, Y.A.; Brenning, N.; Helmersson, U. The ion energy distributions and ion flux composition from a high power impulse magnetron sputtering discharge. Thin Solid Films 2006, 515, 1522–1526. [Google Scholar] [CrossRef]
- Youngblood, J.P.; McCarthy, T.J. Ultrahydrophobic polymer surfaces prepared by simultaneous ablation of polypropylene and sputtering of poly(tetrafluoroethylene) using radio frequency plasma. Macromolecules 1999, 32, 6800–6806. [Google Scholar] [CrossRef]
- Dufour, T.; Hubert, J.; Vandencasteele, N.; Viville, P.; Lazzaroni, R.; Reniers, F. Competitive and synergistic effects between excimer VUV radiation and O radicals on the etching mechanisms of polyethylene and fluoropolymer surfaces treated by an atmospheric He-O2 post-discharge. J. Phys. D Appl. Phys. 2013, 46, 315203. [Google Scholar] [CrossRef]
- Nada, A.A.; Hauser, P.; Hudson, S.M. The grafting of per-(2,3,6-O-allyl)-beta cyclodextrin onto derivatized cotton cellulose via thermal and atmospheric plasma techniques. Plasma Chem. Plasma Process. 2011, 31, 605–621. [Google Scholar] [CrossRef]
- Joubert, O.; Pelletier, J.; Fiori, C.; Nguyen Tan, T.A. Surface mechanisms In O2 and SFs microwave plasma etching of polymers. J. Appl. Phys. 1990, 61, 4291–4296. [Google Scholar] [CrossRef]
- Fricke, K.; Steffen, H.; von Woedtke, T.; Schröder, K.; Weltmann, K.-D. High rate etching of polymers by means of an atmospheric pressure plasma jet. Plasma Process. Polym. 2011, 8, 51–58. [Google Scholar] [CrossRef]
- Gokan, H.; Esho, S.; Ohnishi, Y. Dry etch resistance of organic materials. J. Electrochem. Soc. Solid-State Sci. Technol. 1983, 130, 143–146. [Google Scholar] [CrossRef]
- Misaka, A.; Harafuji, K. Simulation study of micro-loading phenomena in silicon dioxide hole etching. IEEE Trans. Electron. Devices 1997, 44, 751–760. [Google Scholar] [CrossRef]
- Vanraes, P.; Venugopalan, S.P.; Besemer, M.; Bogaerts, A. Assessing neutral transport mechanisms in aspect ratio dependent etching by means of experiments and multiscale plasma modeling. Plasma Sources Sci. Technol. 2023, 32, 064004. [Google Scholar] [CrossRef]
- Lai, S.L.; Johnson, D.; Westerman, R. Aspect ratio dependent etching lag reduction in deep silicon etch processes. J. Vac. Sci. Technol. A 2006, 24, 1283–1288. [Google Scholar] [CrossRef]
- Rangelow, I.W. Critical tasks in high aspect ratio silicon dry etching for microelectromechanical systems. J. Vac. Sci. Technol. A 2003, 21, 1550–1562. [Google Scholar] [CrossRef]
- Huard, C.M.; Zhang, Y.; Sriraman, S.; Paterson, A.; Kushner, M.J. Role of neutral transport in aspect ratio dependent plasma etching of three-dimensional features. J. Vac. Sci. Technol. A 2017, 35, 05C301. [Google Scholar] [CrossRef]
- Panda, S.; Economoua, D.J.; Chen, L. Anisotropic etching of polymer films by high energy (100s of eV) oxygen atom neutral beams. J. Vac. Sci. Technol. A 2001, 19, 398–404. [Google Scholar] [CrossRef]
- Xiong, H.; Shi, Y.; Wang, Z. Reactive ion etching of Ge-Sb-Se ternary chalcogenide glass films in fluorine plasma. Microelectron. Eng. 2020, 225, 111259. [Google Scholar] [CrossRef]
- Seo, H.; Kim, S.B.; Song, J.; Kim, Y.; Soh, H.; Kim, Y.C.; Jeon, H. Low temperature remote plasma cleaning of the fluorocarbon and polymerized residues formed during contact hole dry etching. J. Vac. Sci. Technol. B 2002, 20, 1548–1555. [Google Scholar] [CrossRef]
- Bobinac, J.; Reiter, T.; Piso, J.; Klemenschits, X.; Baumgartner, O.; Stanojevic, Z.; Strof, G.; Karner, M.; Filipovic, L. Effect of mask geometry variation on plasma etching profiles. Micromachines 2023, 14, 665. [Google Scholar] [CrossRef]
- Kim, H.J.; Yeom, G.Y. Asynchronously pulsed plasma for high aspect ratio nanoscale Si trench etch process. ACS Appl. Nano Mater. 2023, 6, 10097–10105. [Google Scholar] [CrossRef]
- Nabesawa, H.; Hitobo, T.; Wakabayashi, S.; Asaji, T.; Abe, T.; Seki, M. Polymer surface morphology control by reactive ion etching for microfluidic devices. Sens. Actuators B Chem. 2008, 132, 637–643. [Google Scholar] [CrossRef]
- Zhu, H.; He, J.; Kim, B.C. Processing and characterization of dry-etch benzocyclobutene as substrate and packaging material for neural sensors. IEEE Trans. Compon. Packag. Technol. 2007, 30, 390–396. [Google Scholar] [CrossRef]
- Schüppert, B.; Brose, E.; Petermann, K.; Moosburger, R. Anisotropic plasma etching of polymers using a cryo-cooled resist mask. J. Vac. Sci. Technol. A 2000, 18, 385–387. [Google Scholar] [CrossRef]
- Efremov, A.M.; Murin, D.B.; Kwon, K.-H. Concerning the effect of type of fluorocarbon gas on the output characteristics of the reactive-ion etching process. Russ. Microelectron. 2020, 49, 157–165. [Google Scholar] [CrossRef]
- Kim, D.S.; Kim, J.B.; Ahn, D.W.; Choe, J.H.; Kim, J.S.; Jung, E.S.; Pyo, S.G. Atomic layer etching applications in nano-semiconductor device fabrication. Electron. Mater. Lett. 2023, 19, 424–441. [Google Scholar] [CrossRef]
- Cunge, G.; Ferrah, D.; Petit-Etienne, C.; Davydova, A.; Okuno, H.; Kalita, D.; Bouchiat, V.; Renault, O. Dry efficient cleaning of poly-methyl-methacrylate residues from graphene with high-density H2 and H2-N2 plasmas. J. Appl. Phys. 2015, 118, 123302. [Google Scholar] [CrossRef]
- Shoeb, J.; Kushner, M.J. Polymer cleaning from porous low-k dielectrics in He/H2 plasmas. IEEE Trans. Plasma Sci. 2011, 39, 2828–2829. [Google Scholar] [CrossRef]
- Krüger, P.; Knes, R.; Friedrich, J. Surface cleaning by plasma-enhanced desorption of contaminants (PEDC). Surf. Coat. Technol. 1999, 112, 240–244. [Google Scholar] [CrossRef]
- Dasan, B.G.; Onal-Ulusoy, N.; Pawlat, J.; Diatczyk, J.; Sen, Y.; Mutlu, M. A new and simple approach for decontamination of food contact surfaces with gliding arc discharge atmospheric non-thermal plasma. Food Bioprocess. Technol. 2017, 10, 650–661. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, D.; Guo, Y.; Zhou, Q.; Luo, H.; Tie, J. Surface decontamination by atmospheric pressure plasma jet: Key biological processes. J. Phys. D Appl. Phys. 2022, 55, 425203. [Google Scholar] [CrossRef]
- Mrad, O.; Saloum, S.; Al-Mariri, A. Effect of a new low pressure SF 6 plasma sterilization system on polymeric devices. Vacuum 2013, 88, 11–16. [Google Scholar] [CrossRef]
- Weltmann, K.-D.; Brandenburg, R.; von Woedtke, T.; Ehlbeck, J.; Foest, R.; Stieber, M.; Kindel, E. Antimicrobial treatment of heat sensitive products by miniaturized atmospheric pressure plasma jets. J. Phys. D Appl. Phys. 2008, 41, 194008. [Google Scholar] [CrossRef]
- Dufour, T.; Hubert, J.; Viville, P.; Duluard, C.Y.; Desbief, S.; Lazzaroni, R.; Reniers, F. PTFE surface etching in the post-discharge of a scanning RF plasma torch: Evidence of ejected fluorinated species. Plasma Process. Polym. 2012, 9, 820–829. [Google Scholar] [CrossRef]
- Dell’Orto, E.C.; Vaccaro, A.; Riccardi, C. Morphological and chemical analysis of PP film treated by Dielectric Barrier Discharge. J. Phys. Conf. Ser. 2014, 550, 012032. [Google Scholar] [CrossRef]
- Evensen, H.T.; Jiang, H.; Gotrik, K.W.; Denes, F.; Carpick, R.W. Transformations in wrinkle patterns: Cooperation between nanoscale crosslinked surface layers and the submicrometer bulk in wafer-spun, plasma-treated polydimethylsiloxane. Nanoletters 2009, 9, 2884–2890. [Google Scholar] [CrossRef] [PubMed]
- Slepička, P.; Neznalová, K.; Fajstavr, D.; Kasálková, N.S.; Švorčík, V. Honeycomb-like pattern formation on perfluoroethylenepropylene enhanced by plasma treatment. Plasma Process. Polym. 2019, 16, 1900063. [Google Scholar] [CrossRef]
- Egghe, T.; Van Guyse, J.F.R.; Ghobeira, R.; Morent, R.; Hoogenboom, R.; De Geyter, N. Evaluation of crosslinking and degradation processes occurring at polymer surfaces upon plasma activation via size-exclusion chromatography. Polym. Degrad. Stab. 2021, 187, 109543. [Google Scholar] [CrossRef]
- Song, P.; Wang, H. High-performance polymeric materials through hydrogen-bond crosslinking. Adv. Mater. 2020, 32, 1901244. [Google Scholar] [CrossRef]
- Walderhaug, H.; Söderman, O.; Topgaard, D. Self-diffusion in polymer systems studied by magnetic field-gradient spin-echo NMR methods. Prog. Nucl. Magn. Reson. Spectrosc. 2010, 56, 406–425. [Google Scholar] [CrossRef]
- Ting, Y.-H.; Liu, C.-C.; Park, S.-M.; Jiang, H.; Nealey, P.F.; Wendt, A.E. Surface roughening of polystyrene and poly(methyl methacrylate) in Ar/O2 plasma etching. Polymers 2010, 2, 649–663. [Google Scholar] [CrossRef]
- Doumeng, M.; Makhlouf, L.; Berthet, F.; Marsan, O.; Delbé; Denape, J.; Chabert, F. A comparative study of the crystallinity of polyetheretherketone by using density, DSC, XRD, and Raman spectroscopy techniques. Polym. Test. 2021, 93, 106878. [Google Scholar] [CrossRef]
- Khan, H.; Yerramilli, A.S.; D’Oliveira, A.; Alford, T.L.; Boffito, D.C.; Patience, G.S. Experimental methods in chemical engineering: X-ray diffraction spectroscopy—XRD. Can. J. Chem. Eng. 2020, 98, 1255–1266. [Google Scholar] [CrossRef]
- Dunderdale, G.J.; Davidson, S.J.; Ryan, A.J.; Mykhaylyk, O.O. Flow-induced crystallisation of polymers from aqueous solution. Nat. Commun. 2020, 11, 3372. [Google Scholar] [CrossRef]
- Jacobs, T.; De Geyter, N.; Morent, R.; Van Vlierberghe, S.; Dubruel, P.; Leys, C. Plasma modification of PET foils with different crystallinity. Surf. Coat. Technol. 2011, 205 (Suppl. S2), S511–S515. [Google Scholar] [CrossRef]
- Junkar, I.; Cvelbar, U.; Vesel, A.; Hauptman, N.; Mozetic, M. The role of crystallinity on polymer interaction with oxygen plasma. Plasma Process. Polym. 2009, 6, 667–675. [Google Scholar] [CrossRef]
- Hyun, J. A new approach to characterize crystallinity by observing the mobility of plasma treated polymer surfaces. Polymer 2001, 42, 6473–6477. [Google Scholar] [CrossRef]
- Nejatbakhsh, S.; Anagri, A.; Omran, A.V.; Pulpytel, J.; Bazin, C.; Ullah, M.; Mirshahi, M.; Rezaie, H.; Javadpour, J.; Arefi-Khonsari, F. Improvement of the bioactivity of UHMWPE by two different atmospheric plasma treatments. Plasma Chem. Plasma Process. 2021, 41, 245–264. [Google Scholar] [CrossRef]
- Kitsara, M.; Revet, G.; Vartanian-Grimaldi, J.-S.; Simon, A.; Minguy, M.; Miche, A.; Humblot, V.; Dufour, T.; Agbulut, O. Cyto- and bio-compatibility assessment of plasma-treated polyvinylidene fluoride scaffolds for cardiac tissue engineering. Front. Bioeng. Biotechnol. 2022, 4, 1008436. [Google Scholar] [CrossRef]
- Hosseini, S.; Kadivar, M.; Shekarchizadeh, H.; Abaee, M.S.; Alsharif, M.A.; Karevan, M. Cold plasma treatment to prepare active polylactic acid/ethyl cellulose film using wheat germ peptides and chitosan. Int. J. Biol. Macromol. 2022, 223, 1420–1431. [Google Scholar] [CrossRef]
- Alaburdaite, R.; Krylova, V. Polypropylene film surface modification for improving its hydrophilicity for innovative applications. Polym. Degrad. Stab. 2023, 211, 110334. [Google Scholar] [CrossRef]
- Vesel, A.; Zaplotnik, R.; Mozetic, M.; Primc, G. Surface modification of PS polymer by oxygen-atom treatment from remote plasma: Initial kinetics of functional groups formation. Appl. Surf. Sci. 2021, 561, 150058. [Google Scholar] [CrossRef]
- Kehrer, M.; Duchoslav, J.; Hinterreiter, A.; Mehic, A.; Stehrer, T.; Stifter, D. Surface functionalization of polypropylene using a cold atmospheric pressure plasma jet with gas water mixtures. Surf. Coat. Technol. 2020, 384, 125170. [Google Scholar] [CrossRef]
- Michlicek, M.; Hamaguchi, S.; Zajickova, L. Molecular dynamics simulation of amine groups formation during plasma processing of polystyrene surfaces. Plasma Sources Sci. Technol. 2020, 29, 105020. [Google Scholar] [CrossRef]
- Fotouhiardakani, F.; Laurent, M.; Profili, J.; Ravichandran, S.; Dorairaju, G.; Laroche, G. Fragmentation mechanism in a nitrogen dielectric barrier discharge plasma on fluoropolymer polymer films. Materials 2023, 16, 942. [Google Scholar] [CrossRef] [PubMed]
- Mohsenimehr, S.; Khani, M.R.; Fani, N.; Eslaminejad, M.R.B.; Shokri, B.; Ghassami, A. Surface modification of PLA scaffold using radiofrequency (RF) nitrogen plasma in tissue engineering application. Surf. Topogr. Metrol. Prop. 2020, 8, 015012. [Google Scholar] [CrossRef]
- Feibel, D.; Golda, J.; Held, J.; Awakowicz, P.; der Gathen, V.S.-V.; Suschek, C.V.; Opländer, C.; Jansen, F. Gas flow-dependent modification of plasma chemistry in μAPP jet-generated cold atmospheric plasma and its impact on human skin fibroblasts. Biomedicines 2023, 11, 1242. [Google Scholar] [CrossRef] [PubMed]
- Hao, X.; Mattson, A.M.; Edelblute, C.M.; Malik, M.A.; Heller, L.C.; Kolb, J.F. Nitric oxide generation with an air operated non-thermal plasma jet and associated microbial inactivation mechanisms. Plasma Process. Polym. 2014, 11, 1044–1056. [Google Scholar] [CrossRef]
- Hong, J.; Truica-Marasescu, F.; Martinu, L.; Wertheimer, M.R. An investigation of plasma-polymer interactions by mass spectrometry. Plasmas Polym. 2002, 7, 245–260. [Google Scholar] [CrossRef]
- Yepez, X.V.; Baykara, H.; Xu, L.; Keener, K.M. Cold plasma treatment of soybean oil with hydrogen gas. Am. Oil Chem. Soc. 2021, 98, 103–113. [Google Scholar] [CrossRef]
- Luque-Agudo, V.; Hierro-Oliva, M.; Gallardo-Moreno, A.M.; Gonzalez-Martin, M.L. Effect of plasma treatment on the surface properties of polylactic acid films. Polym. Test. 2021, 96, 107097. [Google Scholar] [CrossRef]
- Guan, W.; Wang, Y.; Fischer, C.B.; Wehner, S.; Wang, Z.; Li, J.; Wang, C.; Guo, W.; Xue, Q. Novel strategy to improve the tribological property of polymer: In-situ growing amorphous carbon coating on the surface. Appl. Surf. Sci. 2020, 505, 144626. [Google Scholar] [CrossRef]
- Vishnevskaya, O.V.; Voznesensky, E.F.; Ibragimov, R.G.; Vishnevsky, V.V.; Ostrovskaya, A.V.; Kharapudko, Y.V.; Mustafin, L.R.; Mahotkina, L.Y. Study of the composition of a hydrophobic coating obtained by a plasma chemical deposition from the gas phase on the surface of textile material. IOP Conf. Ser. J. Phys. Conf. Ser. 2019, 1328, 012011. [Google Scholar] [CrossRef]
- Le Bihan, D. Water: The Forgotten Biological Molecule, 1st ed.; Fukuyama, H., Ed.; Jenny Stanford Publishing: Singapore, 2011; ISBN 978-981-4267-52-6. [Google Scholar]
- Tahara, M.; Hayase, Y.; Honjoh, M.; Nagasawa, K.; Tanaka, Y.; Takada, T.; Yoshida, M. Charge accumulation properties in saturated and aromatic hydrocarbons by electron beam irradiation. In Proceedings of the 2008 Annual Report Conference on Electrical Insulation Dielectric Phenomena, Quebec, QC, Canada, 26–29 October 2008; pp. 165–168. [Google Scholar] [CrossRef]
- Saha, T.; Houshyar, S.; Sarker, S.R.; Ghosh, S.; Dekiwadia, C.; Padhye, R.; Wang, X. Surface-functionalized polypropylene surgical mesh for enhanced performance and biocompatibility. ACS Appl. Bio Mater. 2019, 2, 5905–5915. [Google Scholar] [CrossRef]
- Griesser, S.S.; Jasieniak, M.; Vasilev, K.; Griesser, H.J. Antimicrobial Peptides Grafted onto a Plasma Polymer Interlayer Platform: Performance upon Extended Bacterial Challenge. Coatings 2021, 11, 68. [Google Scholar] [CrossRef]
- Adib, H.; Raisi, A. Surface modification of a PES membrane by corona air plasma-assisted grafting of HB-PEG for separation of oil-in-water emulsions. RSC Adv. 2020, 10, 17143–17153. [Google Scholar] [CrossRef] [PubMed]
- Mora-Cortes, L.F.; Rivas-Muñoz, A.N.; Neira-Velázquez, M.G.; Contreras-Esquivel, J.C.; Roger, P.; Mora-Cura, Y.N.; Soria-Arguello, G.; Bolaina-Lorenzo, E.D.; Reyna-Martínez, R.; Zugasti-Cruza, A.; et al. Biocompatible enhancement of poly(ethyleneterephthalate) (PET) wastefilms by coldplasma aminolysis. J. Chem. Technol. Biotechnol. 2022, 97, 3001–3010. [Google Scholar] [CrossRef]
- Cao, S.; He, X.; Chen, M.; Han, Y.; Wang, K.; Jiang, K.; Zhou, M. A CF4 plasma functionalized polypropylene separator for dendrite-free lithium metal anodes. J. Mater. Chem. A 2023, 11, 7545–7555. [Google Scholar] [CrossRef]
- Li, K.; de Rancourt de Mimérand, Y.; Jin, X.; Yi, J.; Guo, J. Metal oxide (ZnO and TiO2) and Fe-based metal-organic-framework nanoparticles on 3D-printed fractal polymer surfaces for photocatalytic degradation of organic pollutants. ACS Appl. Nano Mater. 2020, 3, 2830–2845. [Google Scholar] [CrossRef]
- Belaud, V.; Valette, S.; Stremsdoerfer, G.; Bigerelle, M.; Benayoun, S. Wettability versus roughness: Multi-scales approach. Tribol. Int. 2015, 82 Pt B, 343–349. [Google Scholar] [CrossRef]
- Vigdorowitsch, M.; Tsygankova, L.E.; Ostrikov, V.V.; Rodionova, L.D. Beyond the Wenzel and Cassie–Baxter world: Mathematical insight into contact angles. Math. Methods Appl. Sci. 2022, 45, 11479–11497. [Google Scholar] [CrossRef]
- Bhushan, B.; Osonovsky, M.N. The rose petal effect and the modes of superhydrophobicity. Philos. Trans. R. Soc. A 2010, 368, 4713–4728. [Google Scholar] [CrossRef]
- Twardowski, A.; Makowski, P.; Malachowski, A.; Hrynyk, R.; Pietrowski, P.; Tyczkowski, J. Plasma Treatment of Thermoactive Membrane Textiles for Superhydrophobicity. Mater. Sci. 2012, 18, 163–166. [Google Scholar] [CrossRef]
- Ejenstam, L.; Tuominen, M.; Haapanenn, J.; Makela, J.M.; Pan, J.; Swerin, A.; Claesson, P.M. Long-term corrosion protection by a thin nano-composite coating. Appl. Surf. Sci. 2015, 357 Pt B, 2333–2342. [Google Scholar] [CrossRef]
- Darmanin, T.; Bombera, R.; Colpo, P.; Laugier, J.-P.; Rossi, F.; Guittard, F. Bioinspired rose petal-like substrates generated by electropolymerization on micropatterned gold substrates. ChemPlusChem 2017, 82, 352–357. [Google Scholar] [CrossRef]
- Di Mundo, R.; d’Agostino, R.; Palumbo, F. Long-Lasting Antifog Plasma Modification of Transparent Plastics. ACS Appl. Mater. Interfaces 2014, 6, 17059–17066. [Google Scholar] [CrossRef]
- Urakami, N.; Takashima, K.; Shimizu, M.; Hashimoto, Y. Thermal chemical vapor deposition of layered carbon nitride films under a hydrogen gas atmosphere. CrystEngComm 2023, 25, 877–883. [Google Scholar] [CrossRef]
- Yamashita, K.; Mori, T.; Mizutani, T. Encapsulation of organic light-emitting diode using thermal chemical-vapour-deposition polymer film. J. Phys. D Appl. Phys. 2001, 34, 740–743. [Google Scholar] [CrossRef]
- Liu, S.; Luo, X.; Huang, B.; Li, P.; Yang, Y. Role of H2 and Ar as the diluent gas in continuous hot-wire CVD synthesis of SiC fiber. J. Eur. Ceram. Soc. 2022, 42, 3135–3147. [Google Scholar] [CrossRef]
- Yanardag, D.; Ahmetli, G.; Karaman, M.; Kocaman, S. PECVD application to obtain polymer coated graphene nanoplatelets and development of new epoxy nanocomposites. Express Polym. Lett. 2022, 16, 2–20. [Google Scholar] [CrossRef]
- Rastogi, A.C.; Desu, S.B. Thermal chemical vapor deposition of fluorocarbon polymer thin films in a hot filament reactor. Polymer 2005, 46, 3440–3451. [Google Scholar] [CrossRef]
- Sevgili, E.; Karaman, M. Initiated chemical vapor deposition of poly(Hydroxypropyl methacrylate) thin films. Thin Solid Films 2019, 687, 137446. [Google Scholar] [CrossRef]
- Tu, R.; Liu, Z.; Xu, Q.; Zhang, S.; Li, Q.; Zhang, X.; Kosinova, M.L.; Goto, T. High-speed deposition of silicon nitride thick films via halide laser chemical vapor deposition. J. Eur. Ceram. Soc. 2023, 43, 5214–5222. [Google Scholar] [CrossRef]
- Manole, C.C.; Marsan, O.; Charvillat, C.; Demetrescu, I.; Maury, F. Evidences for liquid encapsulation in PMMA ultra-thin film grown by liquid injection Photo-CVD. Prog. Org. Coat. 2013, 76, 1846–1850. [Google Scholar] [CrossRef]
- Mao, F.; Yao, X.; Shen, L.; Zeng, Z. Fabricating polyethylene(PE) films on magnesium alloy by RF-PECVD for the corrosion protection of electronic products. Mater. Chem. Phys. 2023, 299, 127479. [Google Scholar] [CrossRef]
- Guo, L.; Li, J.; Zhang, X.; Guo, S. A PECVD fabricated ultra-thin bilayer coating with superior corrosion resistance and low signal loss for high-frequency PCBs. Prog. Org. Coat. 2022, 172, 107099. [Google Scholar] [CrossRef]
- Bonneville, D.B.; Miller, J.W.; Smyth, C.; Mascher, P.; Bradley, J.D.B. Low-temperature and low-pressure silicon nitride deposition by ECR-PECVD for optical waveguides. Appl. Sci. 2021, 11, 2110. [Google Scholar] [CrossRef]
- Li, D.; Bulou, S.; Gautier, N.; Elisabeth, S.; Goullet, A.; Richard-Plouet, M.; Choquet, P.; Granier, A. Nanostructure and photocatalytic properties of TiO2 films deposited at low temperature by pulsed PECVD. Appl. Surf. Sci. 2019, 466, 63–69. [Google Scholar] [CrossRef]
- O’Neill, L.; O’Sullivan, C. Polymeric coatings deposited from an aerosol-assisted non-thermal plasma jet. Chem. Vap. Depos. 2009, 15, 21–26. [Google Scholar] [CrossRef]
- Leroux, F.; Campagne, C.; Perwuelz, A.; Gengembre, L. Fluorocarbon nano-coating of polyester fabrics by atmospheric air plasma with aerosol. Appl. Surf. Sci. 2008, 254, 3902–3908. [Google Scholar] [CrossRef]
- Magnan, R.; Clergereaux, R.; Villeneuve-Faure, C.; Lantin, B.; Carnide, G.; Raynaud, P.; Naude, N. Aerosol assisted atmospheric pressure plasma jet for a high deposition rate of silica-like thin films. Eur. Phys. J. Appl. Phys. 2022, 97, 37. [Google Scholar] [CrossRef]
- Ward, L.J.; Schofield, W.C.E.; Badyal, J.P.S.; Goodwin, A.J.; Merlin, P.J. Atmospheric Pressure Plasma Deposition of Structurally Well-Defined Polyacrylic Acid Films. Chem. Mater. 2003, 15, 1466–1469. [Google Scholar] [CrossRef]
- Da Ponte, G.; Sardella, E.; Fanelli, F.; d’Agostino, R.; Gristina, R.; Favia, P. Plasma deposition of PEO-like coatings with aerosol-assisted dielectric barrier discharges. Plasma Process. Polym. 2012, 9, 1176–1183. [Google Scholar] [CrossRef]
- Palumbo, F.; Porto, C.L.; Fracassi, F.; Favia, P. Recent advancements in the use of aerosol-assisted atmospheric pressure plasma deposition. Coatings 2020, 10, 440. [Google Scholar] [CrossRef]
- Nagel, H.; Aberle, A.G.; Hezel, R. Optimised antireflection coatings for planar silicon solar cells using remote PECVD silicon nitride and porous silicon dioxide. Prog. Photovolt. Res. Appl. 1999, 7, 245–260. [Google Scholar] [CrossRef]
- Nowling, G.R.; Babayan, S.E.; Jankovic, V.; Hicks, R.F. Remote plasma-enhanced chemical vapour deposition of silicon nitride at atmospheric pressure. Plasma Sources Sci. Technol. 2022, 11, 97–103. [Google Scholar] [CrossRef]
- Rudder, R.A.; Fountain, G.G.; Markunas, R.J. Remote plasma-enhanced chemical-vapor deposition of epitaxial Ge films. J. Appl. Phys. 1986, 60, 3519–3522. [Google Scholar] [CrossRef]
- Francescangeli, A.; Palumbo, F.; d’Agostino, R.; Defranoux, C. Pulsed plasma deposition from Vinyltrimethylsilane/Oxygen mixtures. Plasma Process. Polym. 2009, 6, 132–138. [Google Scholar] [CrossRef]
- Yasuda, H. Plasma Polymerization; Academic Press Inc.: Orlando, FL, USA, 1985; ISBN 0-12768760-2. [Google Scholar]
- Fahmy, A.; Kolmangadi, M.A.; Schönhals, A.; Friedrich, J. Structure of plasma-deposited copolymer films prepared from acrylic acid and styrene: Part III sulfonation and electrochemical properties. Plasma Process. Polym. 2022, 19, 2100222. [Google Scholar] [CrossRef]
- Gürsoy, M. Vapor deposition polymerization of synthetic rubber thin film in a plasma enhanced chemical vapor deposition reactor. J. Appl. Polym. 2021, 138, 49722. [Google Scholar] [CrossRef]
- Acharya, K.; Bulou, S.; Gaulain, T.; Choquet, P. Area selective atmospheric pressure PECVD of organosilicon precursors: Role of vinyl and ethoxy groups on silicon oxycarbide deposition patterns—A case study. Surf. Coat. Technol. 2022, 451, 129001. [Google Scholar] [CrossRef]
- Wang, K.; Tan, H.; Lin, Y.; Diono, W.; Zhao, Y.; Goto, M. Direct current gas–liquid phase pulsed plasma polymerization of polypyrrole under atmospheric pressure. Plasma Process. Polym. 2020, 18, 2000186. [Google Scholar] [CrossRef]
- Igman, E.; Bayram, O.; Mavi, A.; Hasar, U.C.; Simsek, O. Photovoltaic performance of non-covalent functionalized single-layer graphene in dye-sensitized solar cells (DSSCs). J. Mater. Sci. 2021, 56, 4184–4196. [Google Scholar] [CrossRef]
- Palardonio, S.M.; Vasquez, M.R. Deposition and morphology of direct current plasma-polymerized aniline. J. Vac. Sci. Technol. B 2023, 41, 034201. [Google Scholar] [CrossRef]
- Mertz, G.; Delmée, M.; Bardon, J.; Martin, A.; Ruch, D.; Fouquet, T.; Garreau, S.; Airoud, A.; Marguier, A.; Ploux, L.; et al. Atmospheric pressure plasma co-polymerization of two acrylate precursors: Toward the control of wetting properties. Plasma Process. Polym. 2018, 15, e1800073. [Google Scholar] [CrossRef]
- Xu, L.; Wang, W.; Deng, J.; Guo, Y.; Zhang, R.; Yu, J.; Ji, F. Stable super-hydrophobic lauryl methacrylate film fabrication on the surface of cotton fabrics in plasma-enhanced chemical vapor deposition with different duty cycles. Text. Res. J. 2019, 89, 2952–2960. [Google Scholar] [CrossRef]
- Iqbal, M.; Dinh, D.K.; Abbas, Q.; Imran, M.; Sattar, H.; Ahmad, A.U. Controlled surface wettability by plasma polymer surface modification. Surfaces 2019, 2, 349–371. [Google Scholar] [CrossRef]
- Intranuovo, F.; Sardella, E.; Rossini, P.; d’Agostino, R.; Favia, P. PECVD of Fluorocarbon Coatings from Hexafluoropropylene Oxide: Glow vs. Afterglow. Chem. Vap. Depos. 2009, 15, 95–100. [Google Scholar] [CrossRef]
- Bosso, P.; Milella, A.; Armenise, V.; Fanelli, F.; Fracassi, F. Hybrid perfluorocarbon / carboxylic acid thin films via plasma deposition of hexafluoropropene and acrylic acid mixtures. Vacuum 2021, 184, 109933. [Google Scholar] [CrossRef]
- Chu, L.-Q.; Wang, L.; Liu, X.-J.; Hao, J.; Zou, X.-N. Influence of plasma polymerized dielectric buffer layer and gold film on the excitation of long-range surface plasmon resonance. Plasmonics 2016, 11, 1519–1524. [Google Scholar] [CrossRef]
- Movsesian, N.; Hirth, S.; Speros, J.; Gupta, M. Robust Vapor-Deposited Antifouling Fluoropolymer Coatings for Stainless Steel Polymerization Reactor Components. Ind. Eng. Chem. Res. 2020, 59, 15264–15270. [Google Scholar] [CrossRef]
- D’Agostino, R.; Cramarossa, F.; Fracassi, F.; Desimoni, E.; Sabbatini, L.; Zambonin, P.G.; Caporiccio, G. Polymer film formation in C2F6-H2 discharges. Thin Solid Films 1986, 143, 163–175. [Google Scholar] [CrossRef]
- Teske, M.; Lange, H.; Wulf, K.; Senz, V.; Grabow, N.; Eickner, T.; Oschatz, S. Chemical characterization of plasma polymerized allylamine coatings with addition of ammonia and oxygen by XPS. Curr. Dir. Biomed. Eng. 2022, 8, 664–667. [Google Scholar] [CrossRef]
- Teixeira, G.T.L.; Gelamo, R.V.; Obata, M.M.S.; de Andrade Silva, L.E.; da Silva, M.V.; de Oliveira, C.J.F.; da Silva, B.P.; Aoki, I.V.; Moreto, J.A.; Leite Slade, N.B. Exploring the functionalization of Ti-6Al-4V alloy with the novel antimicrobial peptide JIChis-2 via plasma polymerization. Biofouling 2023, 39, 47–63. [Google Scholar] [CrossRef] [PubMed]
- Bitar, R.; Cools, P.; De Geyter, N.; Morent, R. Acrylic acid plasma polymerization for biomedical use. Appl. Surf. Sci. 2018, 448, 168–185. [Google Scholar] [CrossRef]
- Pfluger, C.A.; Burkey, D.D.; Wang, L.; Sun, B.; Ziemer, K.S.; Carrier, R.L. Biocompatibility of plasma enhanced chemical vapor deposited poly(2-hydroxyethyl methacrylate) films for biomimetic replication of the intestinal basement membrane. Biomacromolecules 2010, 11, 1579–1584. [Google Scholar] [CrossRef]
- Bil, A.S.; Alexandrov, S.E. The effect of the process parameters on the growth rate and composition of the anti scratch films deposited from TEOS by AP-PECVD on polycarbonate. Plasma Chem. Plasma Process. 2023, 43, 901–920. [Google Scholar] [CrossRef]
- Zhang, H.; Guo, L.; Wan, Q. Nanogranular Al 2O3 proton conducting films for low-voltage oxide-based homojunction thin-film transistors. J. Mater. Chem. C 2013, 1, 2781. [Google Scholar] [CrossRef]
- Martinet, D.; Ellert, C. Rapid single-step deposition of nanostructured hematite thin films produced by PECVD using ferrocene as precursor. IEEE Trans. Plasma Sci. 2022, 50, 1841–1849. [Google Scholar] [CrossRef]
- Lin, X.; Huang, R.; Lin, K.; Yu, Y.; Wei, J.; Zhu, Z. Low-Temperature Fast Growth of Polycrystalline Silicon Thin Film from SiCl4 Light-Diluted Hydrogen by PECVD. In Proceedings of the IEEE 4th World Conference on Photovoltaic Energy Conference, Waikoloa, HI, USA, 7–12 May 2006; pp. 1700–1703. [Google Scholar] [CrossRef]
- Garcia-Barrientos, A.; Bernal-Ponce, J.L.; Plaza-Castillo, J.; Cuevas-Salgado, A.; Medina-Flores, A.; Garcia-Monterrosas, M.S.; Torres-Jacome, A. Analysis, synthesis and characterization of thin films of a-Si:H (n-type and p-type) deposited by PECVD for solar cell applications. Materials 2021, 14, 6349. [Google Scholar] [CrossRef]
- Ermakova, E.; Kolodin, A.; Fedorenko, A.; Yushina, I.; Shayapov, V.; Maksimovskiy, E.; Kosinova, M. Controlling of chemical bonding structure, wettability, optical characteristics of SiCN:H (SiC:H) films produced by PECVD using tetramethylsilane and ammonia mixture. Coatings 2023, 13, 310. [Google Scholar] [CrossRef]
- Menshakov, A.; Bruhanova, Y.; Skorynina, P.; Medvedev, A. Plasma enhanced high-rate deposition of advanced film materials by metal reactive evaporation in organosilicon vapors. Membranes 2023, 13, 374. [Google Scholar] [CrossRef]
- Jaritz, M.; Alizadeh, P.; Wilski, S.; Kleines, L.; Dahlmann, R. Comparison of HMDSO and HMDSN as precursors for high-barrier plasma-polymerized multilayer coating systems on polyethylene terephthalate films. Plasma Process. Polym. 2021, 18, 2100018. [Google Scholar] [CrossRef]
- Lim, H.; Park, Y.; Baek, N.; Jun, S.-Y.; Lee, S.; Yang, J.; Jung, D.; Yu, S. Plasma polymerized SiCOH films from octamethylcyclotetrasiloxane by dual radio frequency inductively coupled plasma chemical vapor deposition system. J. Nanosci. Nanotechnol. 2021, 21, 4477–4483. [Google Scholar] [CrossRef]
- Hubert, J.; Vandencasteele, N.; Mertens, J.; Viville, P.; Dufour, T.; Barroo, C.; de Bocarmé, T.V.; Lazzaroni, R.; Reniers, F. Chemical and Physical Effects of the Carrier Gas on the Atmospheric Pressure PECVD of Fluorinated Precursors. Plasma Process. Polym. 2015, 12, 1174–1185. [Google Scholar] [CrossRef]
- Agarwal, P.P.K.; Jensen, D.; Chen, C.-H.; Rioux, R.M.; Matsoukas, T. Surface-functionalized boron nanoparticles with reduced oxide content by nonthermal plasma processing for nanoenergetic applications. ACS Appl. Mater. Interfaces 2021, 13, 6844–6853. [Google Scholar] [CrossRef] [PubMed]
- Lue, S.J.; Hsiaw, S.-Y.; Wei, T.-C. Surface modification of perfluorosulfonic acid membranes with perfluoroheptane (C7F16)/argon plasma. J. Membr. Sci. 2007, 305, 226–237. [Google Scholar] [CrossRef]
- Choi, C.; Jung, D.; Moon, D.W.; Geol Lee, T. Surface analysis of protein-resistant, plasma-polymerized ethylene glycol thin films. Surf. Interface Anal. 2011, 43, 331–335. [Google Scholar] [CrossRef]
- Nisol, B.; Poleunis, C.; Bertrand, P.; Reniers, F. Poly(ethylene glycol) films deposited by atmospheric pressure plasma liquid deposition and atmospheric pressure plasma-enhanced chemical vapour deposition: Process, chemical composition analysis and biocompatibility. Plasma Process. Polym. 2010, 7, 715–725. [Google Scholar] [CrossRef]
- Bhatt, S.; Pulpytel, J.; Ceccone, G.; Lisboa, P.; Rossi, F.; Kumar, V.; Arefi-Khonsari, F. Nanostructure protein repellant amphiphilic copolymer coatings with optimized surface energy by inductively excited low pressure plasma. Langmuir 2011, 27, 14570–14580. [Google Scholar] [CrossRef]
- Baitukha, A.; Arefi-Khonsari, F.; Bhatt, S.; Mirshahi, M.; Pulpytel, J. Poly (ε-caprolactone)–poly (ethylene glycol) coatings deposited by catalyst free PECVD reactor for biological applications. In Proceedings of the 22nd International Symposium on Plasma Chemistry, Antwerp, Belgium, 5–10 July 2015; Available online: http://www.ispc-conference.org/ispcproc/ispc22/O-16-4.pdf (accessed on 25 July 2023).
- Thiry, D.; Reniers, F.; Snyders, R. A joint mechanistic description of plasma polymers synthesized at low and atmospheric pressure. In Surface Modification of Polymers: Methods and Applications; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2020. [Google Scholar] [CrossRef]
- Inagaki, N.; Yasuda, H. The initial and terminating stage of glow discharge polymerization investigated by thickness monitor. J. Appl. Polym. Sci. 1981, 26, 3557–3563. [Google Scholar] [CrossRef]
- Mao, Z.; Tong, W.; Ren, T.; Zhang, W.; Wu, S.; Gao, C. Chapter: Making polymeric nanofilms (grafting-to, grafting-from, spin coating, layer-by-layer, plasma polymerization). Encycl. Polym. Nanomater. 2015, 1181–1187. [Google Scholar] [CrossRef]
- Niemczyk, E.M.; Gomez-Lopez, A.; Haler, J.R.N.; Frache, G.; Sardon, H.; Quintana, R. Insights on the atmospheric-pressure plasma-induced free-radical polymerization of allyl ether cyclic carbonate liquid layers. Polymers 2021, 13, 2856. [Google Scholar] [CrossRef]
- Nagasawa, H.; Okada, T.; Kanezashi, M.; Tsuru, T. Atmospheric-pressure plasma-induced in situ polymerization of liquid silsesquioxane monomer for the synthesis of polysilsesquioxane nanocomposite membranes with sub-nanometer pores for molecular separation. ACS Appl. Nano Mater. 2023, 6, 2292–2298. [Google Scholar] [CrossRef]
- Hegemann, D.; Bülbül, E.; Hanselmann, B.; Schütz, U.; Amberg, M.; Gaiser, S. Plasma polymerization of hexamethyldisiloxane: Revisited. Plasma Process. Polym. 2020, 18, e2000176. [Google Scholar] [CrossRef]
- Yasuda, H.; Yasuda, T. The competitive ablation and polymerization (CAP) principle and the plasma sensitivity of elements in plasma polymerization and treatment. J. Polym. Sci. Part A Polym. Chem. 2000, 38, 943–953. [Google Scholar] [CrossRef]
- D’Agostino, R.; Cramarossa, F.; Illuzzi, F. Mechanisms of deposition and etching of thin films of plasma-polymerized fluorinated monomers in radio frequency discharges fed with C2F6-H2 and C2F6-O2 mixtures. J. Appl. Phys. 1987, 61, 2754–2762. [Google Scholar] [CrossRef]
- D’Agostino, R.; Cramarossa, F.; De Benedictis, S.; Fracassi, F. Optical emission spectroscopy and actinometry in CCl4-Cl2 radiofrequency discharges. Plasma Chem. Plasma Process. 1984, 4, 163–178. [Google Scholar] [CrossRef]
- Cools, P.; De Geyter, N.; Morent, R. Non-thermal plasma assisted lithography for biomedical applications: An overview. Int. J. Nanotechnol. 2016, 13, 695–715. [Google Scholar] [CrossRef]
- Asandulesa, M.; Topala, I.; Pohoata, V.; Dumitrascu, N. Influence of operational parameters on plasma polymerization process at atmospheric pressure. J. Appl. Phys. 2010, 108, 093310. [Google Scholar] [CrossRef]
- Gilliam, M.A.; Yu, Q.; Yasuda, H. Plasma polymerization behavior of fluorocarbon monomers in low-pressure AF and RF discharges. Plasma Process. Polym. 2007, 4, 165–172. [Google Scholar] [CrossRef]
- Kakaroglou, A.; Nisol, B.; Baert, K.; De Graeve, I.; Reniers, F.; Van Assche, G.; Terryn, H. Evaluation of the Yasuda parameter for the atmospheric plasma deposition of allyl methacrylate. RSC Adv. 2015, 5, 27449–27457. [Google Scholar] [CrossRef]
- Grill, A. PECVD low and ultralow dielectric constant materials: From invention and research to products. J. Vac. Sci. Technol. B 2016, 34, 020801. [Google Scholar] [CrossRef]
- Baklanov, M.R.; Green, M.L.; Maex, K. Dielectric Films for Advanced Microelectronics; Wiley: Hoboken, NJ, USA, 2007; Print ISBN 9780470013601/Online 9780470017944. [Google Scholar] [CrossRef]
- Gates, S.M.; Dubois, G.; Ryan, E.T.; Grill, A.; Liu, M.; Gidley, D. Adjusting the skeleton and pore structure of porous SiCOH dielectrics. J. Electrochem. Soc. 2009, 156, G156. [Google Scholar] [CrossRef]
- Ma, C.; Wang, L.; Nikiforov, A.; Onyshchenko, Y.; Cools, P.; Ostrikov, K.; De Geyter, N.; Morent, R. Atmospheric-pressure plasma assisted engineering of polymer surfaces: From high hydrophobicity to superhydrophilicity. Appl. Surf. Sci. 2021, 535, 147032. [Google Scholar] [CrossRef]
- Junkar, I.; Modic, M.; Mozeti, M. Modification of PET surface properties using extremely non-equilibrium oxygen plasma. J. Open Chem. 2015, 13, 490–496. [Google Scholar] [CrossRef]
- Ravandeh, M.; Mehrjoo, M.; Kharitonov, K.; Schäfer, J.; Quade, A.; Honnorat, B.; Ruiz-Lopez, M.; Keitel, B.; Kreis, S.; Pan, R.; et al. X-ray ptychographic imaging and spectroscopic studies of plasma-treated plastic films. Polymers 2022, 14, 2528. [Google Scholar] [CrossRef]
- Hossain, M.M.; Wu, S.; Nasir, A.; Mohotti, D.; Robinson, N.A.; Yuan, Y.; Agyekum-Oduro, E.; Akter, A.; Bhuiyan, K.A.; Ahmed, R.; et al. Superhydrophobic and superoleophilic surfaces prepared by one-step plasma polymerization for oil-water separation and self-cleaning function. Surf. Interfaces 2022, 35, 102462. [Google Scholar] [CrossRef]
- Piglowski, J.; Gancarz, I.; Staniszewska-Kus, J.; Paluch, D.; Szymonowicz, M.; Konieczny, A. Influence of plasma modification on biological properties of poly(ethylene terephthalate). Biomaterials 1994, 15, 909–916. [Google Scholar] [CrossRef]
- Chaiwong, C.; Rachtanapun, P.; Wongchaiya, P.; Auras, R.; Boonyawan, D. Effect of plasma treatment on hydrophobicity and barrier property of polylactic acid. Surf. Coat. Technol. 2010, 204, 2933–2939. [Google Scholar] [CrossRef]
- Louzi, V.C.; de Campos, J.S. Corona treatment applied to synthetic polymeric monofilaments (PP, PET, and PA-6). Surf. Interfaces 2019, 14, 98–107. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, T.; Gao, J.; Zhang, L.; Fay, J.D.B.; Hirth, S.; Hankett, J.; Chen, Z. Molecular behavior of 1K polyurethane adhesive at buried interfaces: Plasma treatment, annealing, and adhesion. Langmuir 2023, 39, 3273–3285. [Google Scholar] [CrossRef] [PubMed]
- Sivan, M.; Madheswaran, D.; Asadian, M.; Cools, P.; Thukkaram, M.; Van Der Voort, P.; Morent, R.; De Geyter, N.; Lukas, D. Plasma treatment effects on bulk properties of polycaprolactone nanofibrous mats fabricated by uncommon AC electrospinning: A comparative study. Surf. Coat. Technol. 2020, 399, 126203. [Google Scholar] [CrossRef]
- Sumesh, K.R.; Ghanem, Z.; Spatenka, P.; Jenikova, Z. Investigating the influence of plasma treated polyethylene powder, carbon fibers in enhancing the mechanical properties of polymer composites using rotomoulding method. Polym. Compos. 2023, 44, 1004–1016. [Google Scholar] [CrossRef]
- Joshy, K.S.; Snigdha, S.; Thomas, S. Plasma modified polymeric materials for scaffolding of bone tissue engineering. In Non-Thermal Plasma Technology for Polymeric Materials; Elsevier: Amsterdam, The Netherlands, 2019; pp. 439–458. [Google Scholar] [CrossRef]
- Janů, L.; Dvořáková, E.; Polášková, K.; Buchtelová, M.; Ryšánek, P.; Chlup, Z.; Kruml, T.; Galmiz, O.; Nečas, D.; Zajíčková, L. Enhanced adhesion of electrospun polycaprolactone nanofibers to plasma-modified polypropylene fabric. Polymers 2023, 15, 1686. [Google Scholar] [CrossRef]
- Starostin, S.A.; Creatore, M.; Bouwstra, J.B.; van de Sanden, M.C.M.; de Vries, H.W. Towards roll-to-roll deposition of high quality moisture barrier films on polymers by atmospheric pressure plasma assisted process. Plasma Process. Polym. 2015, 12, 545–554. [Google Scholar] [CrossRef]
- Stepanova, V.; Sramkova, P.; Sihelnik, S.; Zemanek, M.; Jurmanova, J.; Stupavska, M.; Kovacik, D. Adhesion improvement on the inner side of LLDPE/PAtubular film exposed to DCSBD roll-to-roll plasma systemfrom the outer side of the film. Plasma Process Polym. 2023, 20, e2200226. [Google Scholar] [CrossRef]
- Homola, T.; Kelar, J.; Cernak, M.; Kovacik, D. Large-area open air plasma sources for roll-to-roll manufacture. Vak. Forsch. Und Prax. 2022, 34, 21–25. [Google Scholar] [CrossRef]
- Krumpolec, R.; Jurmanova, J.; Zemanek, M.; Kelar, J.; Kovacik, D.; Cernak, M. Selective plasma etching of polymer-metal mesh foil in large-area hydrogen atmospheric pressure plasma. Appl. Sci. 2020, 10, 7356. [Google Scholar] [CrossRef]
- Zhu, X.; Li, F.; Guan, X.; Xu, J.; Cui, X.; Huang, J.; Liu, F.; Fang, Z. Uniform-saturation modification for hydrophilicity improvement of large-scale PET by plasma-electrified treatment. Eur. Polym. J. 2022, 181, 111656. [Google Scholar] [CrossRef]
- Astanei, D.; Burlica, R.; Cretu, D.-E.; Olariu, M.; Stoica, I.; Beniuga, O. Treatment of polymeric films used for printed electronic circuits using ambient air DBD non-thermal plasma. Materials 2022, 15, 1919. [Google Scholar] [CrossRef] [PubMed]
- Salem, D.B.; Pappas, D.; Buske, M. Atmospheric plasma activation and thin film deposition processes for adhesion improvement and corrosion resistance in the automotive industry. Plasma Process. Polym. 2023, 20, e2200211. [Google Scholar] [CrossRef]
- Wang, T.; Wang, X.; Wang, J.; Wang, S.; Yang, W.; Li, M.; Shi, L. Investigation on Localized Etching Behaviors of Polymer Film by Atmospheric Pressure Plasma Jets. Plasma Chem. Plasma Process. 2023, 43, 679–696. [Google Scholar] [CrossRef]
- Nascimento, F.D.; Quade, A.; Canesqui, M.A.; Kostov, K.G. Different configurations of transferred atmospheric pressure plasma jet and their application to polymer treatment. Contrib. Plasma Phys. 2022, 63, e202200055. [Google Scholar] [CrossRef]
- Bakhshzadmahmoudi, M.; Jamali, S.; Ahmadi, E. Wettability modification of polystyrene surface by cold atmospheric pressure plasma jet. Colloid Polym. Sci. 2022, 300, 103–110. [Google Scholar] [CrossRef]
- Nishime, T.M.C.; Wagner, R.; Kostov, K.G. Study of modified area of polymer samples exposed to a He atmospheric pressure plasma jet using different treatment conditions. Polymers 2020, 12, 1028. [Google Scholar] [CrossRef] [PubMed]
- Birleanu, E.; Mihaila, I.; Topala, I.; Borcia, C.; Borcia, G. Adhesion properties and stability of non-polar polymers treated by air atmospheric-pressure plasma. Polymers 2023, 15, 2443. [Google Scholar] [CrossRef]
- Vesel, A.; Zaplotnik, R.; Primc, G.; Mozetic, M. Evolution of the Surface Wettability of PET Polymer upon Treatment with an Atmospherc-Pressure Plasma Jet. Polymers 2020, 12, 87. [Google Scholar] [CrossRef]
- Danaee, S.; Ofoghi, H.; Heydarian, S.M. Acceleration of microalgal biofilm formation on PET by surface engineering. Korean J. Chem. Eng. 2021, 38, 2500–2509. [Google Scholar] [CrossRef]
- Boipai, B.; Banerjee, T. Study on adhesion failure of electrically conducting electroless Ni-P coating on polyethylene terephthalate substrate. Mater. Today Proc. 2022, 66, 3930–3934. [Google Scholar] [CrossRef]
- Wells, C.M.; Harris, M.; Choi, L.; Murali, V.P.; Guerra, F.D.; Jennings, J.A. Stimuli-responsive drug release from smart polymers. J. Funct. Biomater. 2019, 10, 34. [Google Scholar] [CrossRef]
- Falah, S.; Ghorbani, M.; Azimifar, M. Superamphiphilic Polymeric Coating in Membrane Application: A Mini- Review. Mini-Rev. Org. Chem. 2023, 20, 438–454. [Google Scholar] [CrossRef]
- Yu, H.-Y.; Liu, L.-Q.; Tang, Z.-Q.; Yan, M.-G.; Gu, J.-S.; Wei, X.-W. Surface modification of polypropylene microporous membrane to improve its antifouling characteristics in an SMBR: Air plasma treatment. J. Membr. Sci. 2008, 311, 216–224. [Google Scholar] [CrossRef]
- Abdullayeva, M.; Yamil, G.A. Environmental impact assessment of petroleum-based bioplastics. World Sci. 2022, 5, 77. [Google Scholar] [CrossRef]
- Zhao, X.; Wang, Y.; Chen, X.; Yu, X.; Li, W.; Zhang, S.; Meng, X.; Zhao, Z.-M.; Dong, T.; Anderson, A.; et al. Sustainable bioplastics derived from renewable natural resources for food packaging. Matter 2023, 6, 97–127. [Google Scholar] [CrossRef]
- Wang, S.; Urban, M.W. Self-healing polymers. Nat. Rev. Mater. 2020, 5, 562–583. [Google Scholar] [CrossRef]
- Cioffi, M.O.H.; Bomfim, A.S.C.; Ambrogi, V.; Advani, S.G. A review on self-healing polymers and polymer compositesfor structural applications. Polym. Compos. 2022, 43, 7643–7668. [Google Scholar] [CrossRef]
- Cornella, A.C.; Tabrizian, S.K.; Ferrentino, P.; Ferrentino, P.; Roels, E.; Terryn, S.; Vanderborght, B.; Van Assche, G.; Brancart, J. Self-healing recyclable, and degradable castor oil-based elastomers for sustainable soft robotics. ACS Sustain. Chem. Eng. 2023, 11, 3437–3450. [Google Scholar] [CrossRef]














| Gas | Dissociation Energy (eV) | Metastable Energy (eV) | Ionization Energy (eV) |
|---|---|---|---|
| He | 19.8 | 24.6 | |
| Ne | 16.6 | 21.6 | |
| Ar | 11.5 | 15.8 | |
| H2 | 4.5 | 15.6 | |
| N2 | 9.8 | 15.5 | |
| O2 | 5.1 | 12.5 |
| Bond | BDE (eV) | Bond | BDE (eV) |
|---|---|---|---|
| H–H | 4.36 | H–C | 4.13 |
| C–C | 3.48 | H–N | 3.91 |
| N–N | 1.70 | H–O | 3.66 |
| O–O | 1.45 | C=C | 6.14 |
| C–I | 2.16 | O=O | 4.98 |
| C–N | 3.08 | C–O | 3.60 |
| Gaseous Reactive Species | Gas/Vapor Sources | Functional Groups Introduced on Polymer Surface | Effects & Applications |
|---|---|---|---|
| Oxygen radicals | O2, water vapor |
| Increase in the polymer surface energy that can then improve wettability, adhesion and compatibility with other materials [211]. |
| Excited water species | Water vapor |
| Improving the wettability and adhesion of the polymer [212,213]. |
| Nitrogen radicals | N2, ammonia (NH3) |
| Improving cell adhesion of PLA samples, as evidenced by MTT and SEM [216]. Enhancing reactivity and hydrogen bonding capabilities of polymer surfaces. |
| Nitric oxide radicals | NO, NO2 |
| Polymer surfaces with antibacterial properties for biomedical applications [217,218]. |
| Hydrogen radicals | H2 | Hydrogen-containing functional groups that are both stable and unreactive. | Plasmas can effectively clean surface contaminants (e.g., residual monomers, surfactants) from polyethylene, polypropylene and polyimide [219,220]. |
| Carbon radicals | CH4, C2H6 |
| The functional groups can modify the surface properties of the polymer, such as its hydrophobicity or conductivity [223]. |
| Reactive oganic species | Styrene, vinyltrimethylsilane (VTMS) or divinylbenzene (DVB) | Vinyl groups (-CH=CH2) | Introducing unsaturation into a surface to make it more reactive and capable of undergoing further polymerization or crosslinking. |
| Fluoro (carbon) radicals | SF6, CF4 or fluorocarbon precursors. | Fluorine-containing groups (-CFX) | Enhancing hydrophobicity, chemical resistance and non-stick properties. |
| Wenzel Model | Cassie Model | |
|---|---|---|
| Water drop profile | The droplet fills all the grooves and valleys of a rough surface. The liquid is in full contact with the surface, enhancing the polymer’s intrinsic wettability. | The droplet rests atop the peaks of the roughness with air pockets trapped in the valleys. The rough surface is only partially wet. |
| Apparent contact angle (θ*) | where r is the roughness factor (ratio of the actual to the projected surface area) and θ is Young’s contact angle on a flat surface [48]. | where f1 and f2 are the respective surface fractions in contact with the liquid and air, and θ1 and θ2 are the corresponding contact angles [48]. |
| Notes |
| This model is often used to explain the superhydrophobic phenomenon, as seen on lotus leaves. |
| Plasma Processes | Wet Chemical Processes | |
|---|---|---|
| Uniformity and surface geometry compatibility | Can uniformly modify surfaces, including those with intricate geometry. | May encounter difficulties ensuring uniform treatment on surfaces with complex geometry due to limitations in chemical access and differential wetting behavior. |
| Environmental footprint | Tend to have a reduced environmental footprint as they usually do not require hazardous chemicals and generate minimal waste. | Typically involve solvents and reagents that require stringent disposal procedures to prevent environmental contamination. |
| Versatility of surface modifications | Both methods are adaptable, but plasma processes offer a wider range of possible surface activations, cleanings, etchings and graftings in a single step. | |
| Precision in controlling surface properties | Allow for fine-tuned control over surface properties by manipulating parameters such as gas type, power, pressure and duration. | May offer less precision in determining final surface properties due to factors such as inconsistent reaction kinetics and diffusion limitations. |
| Process Speed | Tend to be relatively rapid, with many procedures only requiring minutes. | Some processes can be more time-consuming, particularly those involving multiple reaction steps or prolonged diffusion times. |
| Operation temperature | Can be executed at ambient temperature, making them suitable for heat-sensitive materials. | Some wet chemical treatments might require elevated temperatures. |
| Post-treatment cleaning requirements | Generally, do not necessitate post-treatment cleaning as the process leaves no chemical residues. | Often require thorough rinsing or other cleaning procedures to ensure removal of residual reagents and by-products. |
| CVD | |||||||
|---|---|---|---|---|---|---|---|
| HF-CVD | I-CVD | L-CVD | PA-CVD | T-CVD | PE-CVD | ||
| PPD | AAPD | R-PECVD | |||||
| P (mbar) | Gas- Phase Reactions | Precursor Decom- Position | Deposition Rate | Deposition Temperature | Film Uniformity | Applications | |
|---|---|---|---|---|---|---|---|
| T-CVD | 1–1000 | Limited | Surface | Moderate | 300–1200 °C | Good | Semiconductors, dielectrics, metal films |
| HF-CVD | 10–1000 | Limited | Surface | Moderate | 300–1000 °C | Good | Thin-film solar cells, amorphous silicon, diamond coatings |
| I-CVD | 1–1000 | Yes | Surface and Gas-Phase | Moderate-Fast | 25–150 °C | Good | Polymer films, surface modification, functional coatings |
| L-CVD | 1–1000 | Limited | Surface and Gas-Phase | Moderate-Fast | 25–1000 °C | Variable | Patterned films, localized deposition, micro/nano structures |
| PA-CVD | 0.1–1000 | Limited | Surface and Gas-Phase | Moderate | 150–700 °C | Good | Hard coatings, diamond-like carbon, wear-resistant films |
| PE-CVD | 0.01–1000 | Yes | Surface and Gas-Phase | Moderate-Fast | 25–400 °C | Good | Thin-film transistors, polymers, passivation layers, solar cells |
| Precursors | Categories | Examples |
|---|---|---|
| Monomers | Vinyl monomers (Carbon-carbon double bond, C=C) | Methyl methacrylate [113]; styrene [262]; 2-methyl-1,3-butadiene (isoprene) [263]; Vinyltriethoxysilane [264] |
| Aromatic monomers | Pyrrole [265]; Thiophene [266]; Aniline [267] | |
| Acrylate monomers | 1H,1H,2H,2H-perfluorododecyl acrylate (PFDA) [268]; Dodecylacrylate (DOCA) [268]; Lauryl methacrylate (LMA) [269] | |
| Fluorinated monomers (Carbon-fluorine bonds) | Perfluorinated alkenes, e.g., tetrafluoroethylene (TFE) [270]; Hexafluoropropylene oxide (HFPO) [271]; Hexafluoropropene (HFP) [272]; Perfluorooctyl ethylene [273]; 1H,1H,2H,2H-perfluorooctyl acrylate (PFOA) [274]; Hexafluoroethane (C2F6) [275] | |
| Biocompatible monomers | Allylamine [66,276]; glycidyl methacrylate [242]; acrylic acid [262,277,278]; 2-hydroxyethyl methacrylate (HEMA) [279] | |
| Non-monomers | Metal-organic compounds |
|
| Inorganic compounds | ||
| Organosilicon compounds |
| |
| Large organic molecules or oligomers |
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dufour, T. From Basics to Frontiers: A Comprehensive Review of Plasma-Modified and Plasma-Synthesized Polymer Films. Polymers 2023, 15, 3607. https://doi.org/10.3390/polym15173607
Dufour T. From Basics to Frontiers: A Comprehensive Review of Plasma-Modified and Plasma-Synthesized Polymer Films. Polymers. 2023; 15(17):3607. https://doi.org/10.3390/polym15173607
Chicago/Turabian StyleDufour, Thierry. 2023. "From Basics to Frontiers: A Comprehensive Review of Plasma-Modified and Plasma-Synthesized Polymer Films" Polymers 15, no. 17: 3607. https://doi.org/10.3390/polym15173607
APA StyleDufour, T. (2023). From Basics to Frontiers: A Comprehensive Review of Plasma-Modified and Plasma-Synthesized Polymer Films. Polymers, 15(17), 3607. https://doi.org/10.3390/polym15173607