
Optimization of Vibration Pretreatment Microwave Curing in Composite Laminate Molding Process

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Microwave and Vibration Equipment
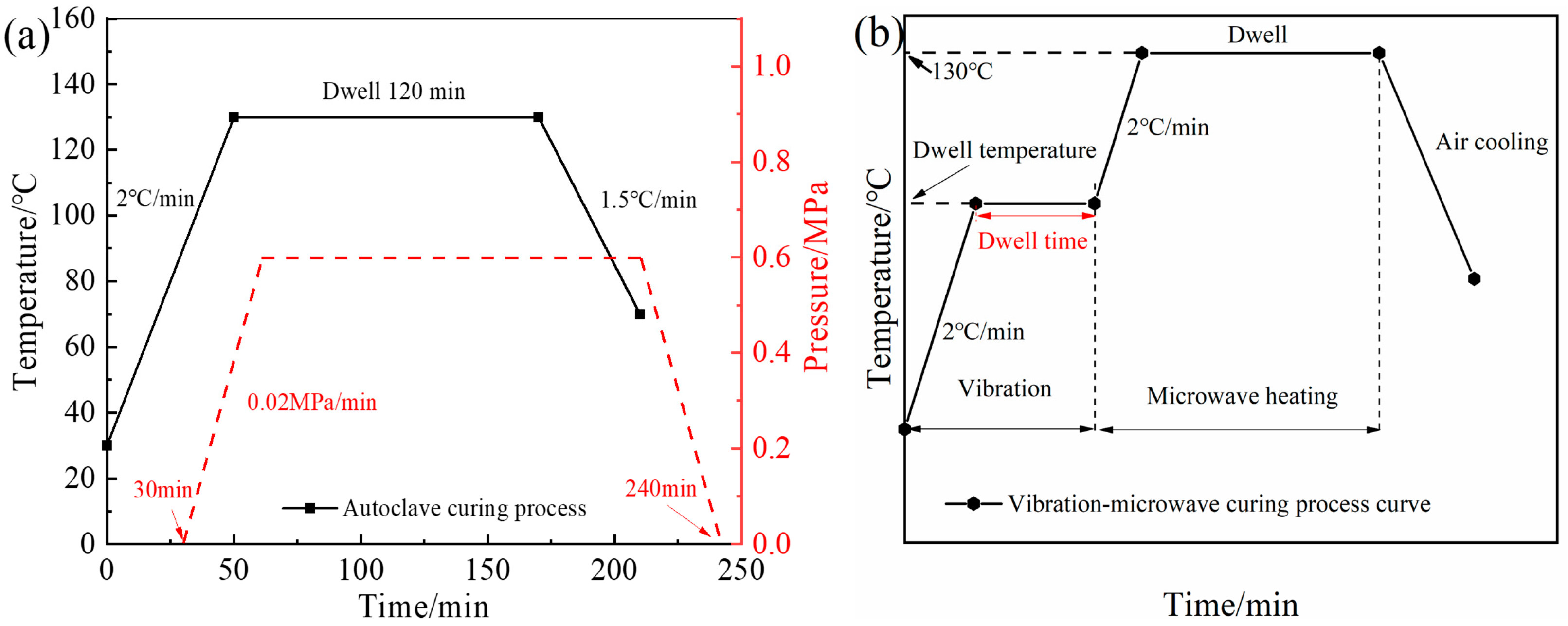
2.2. Curing Process
2.3. Mechanical Properties and Microscopic Characterization
3. Results and Discussion
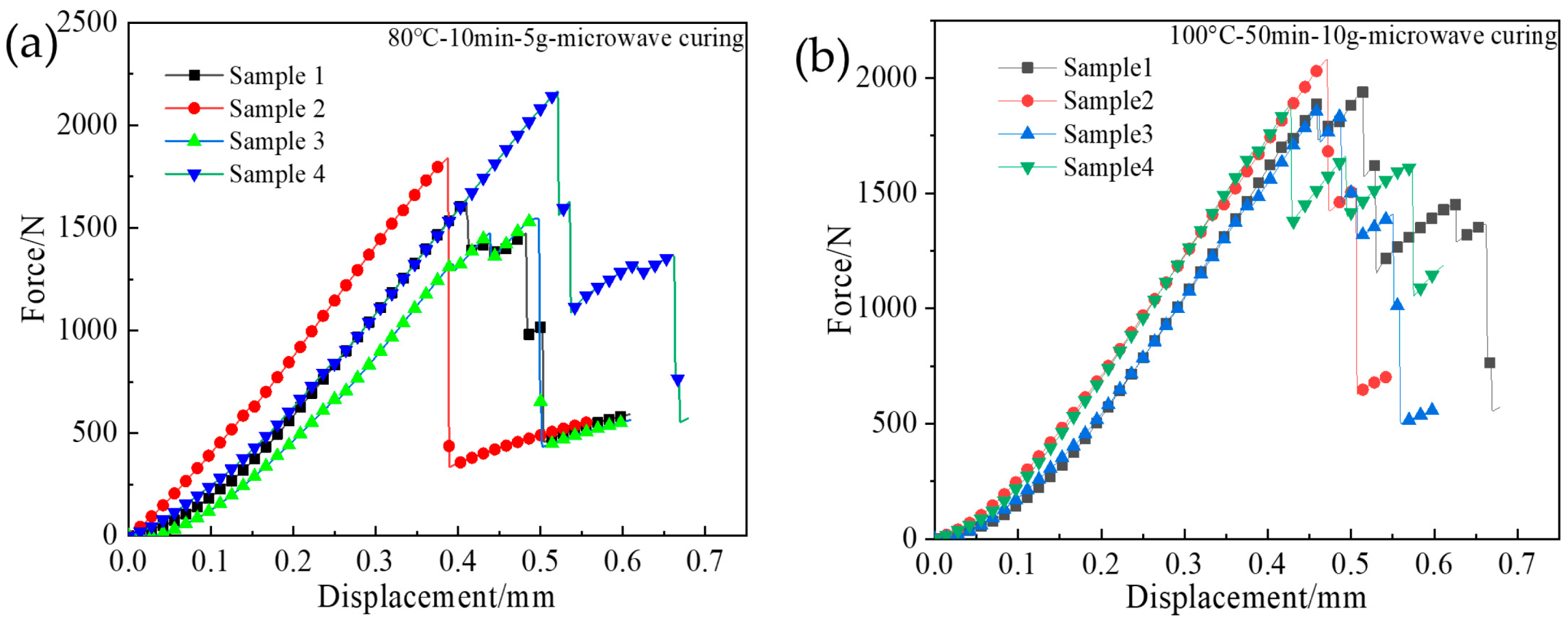
3.1. Interlaminar Shear Strength Analysis
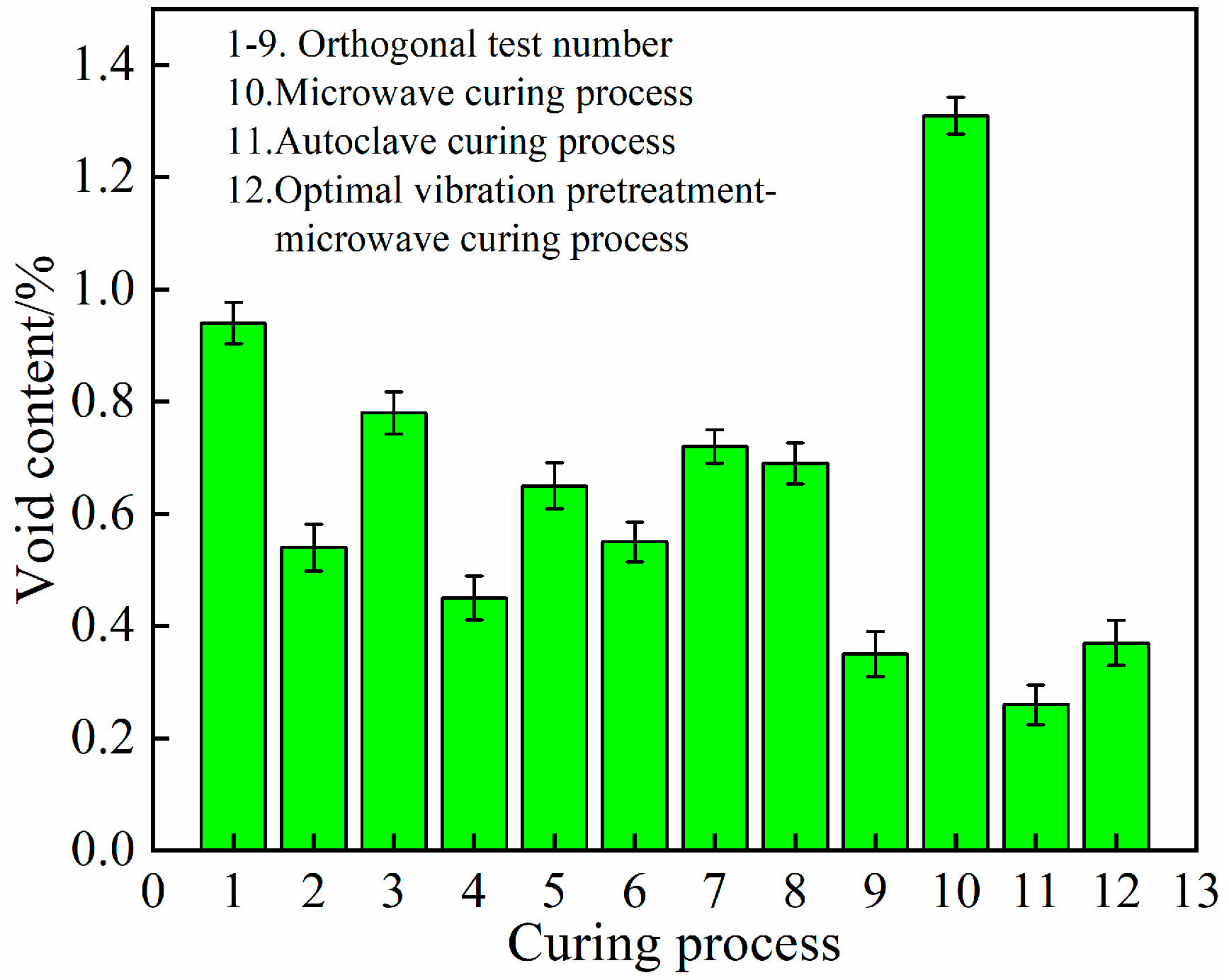
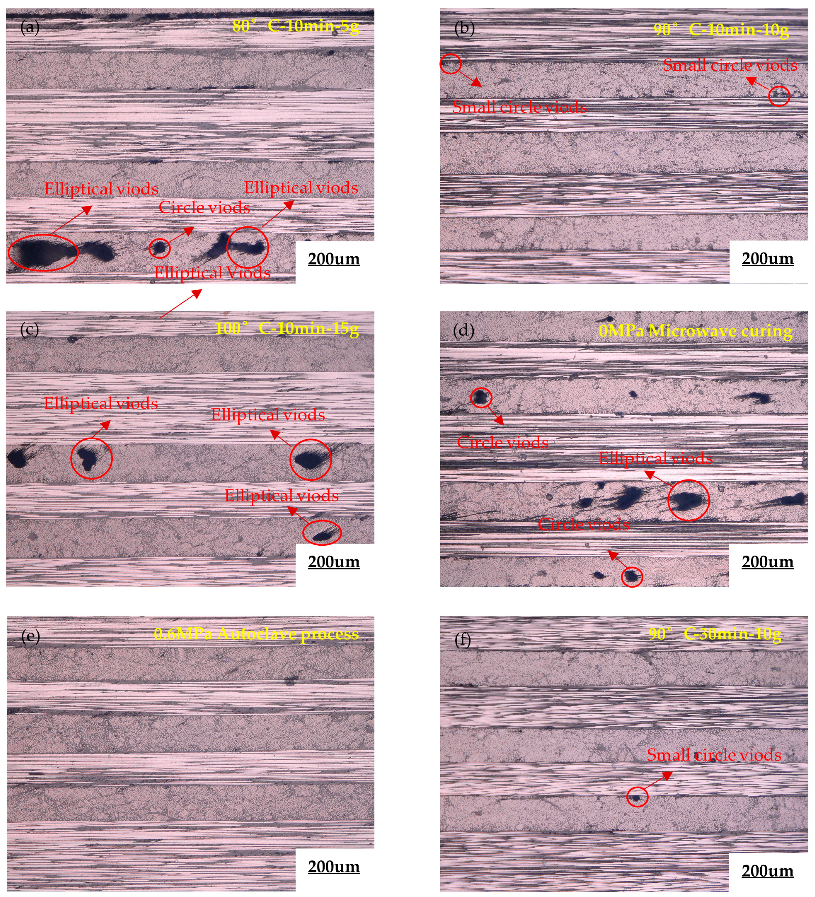
3.2. Void Morphology Statistics
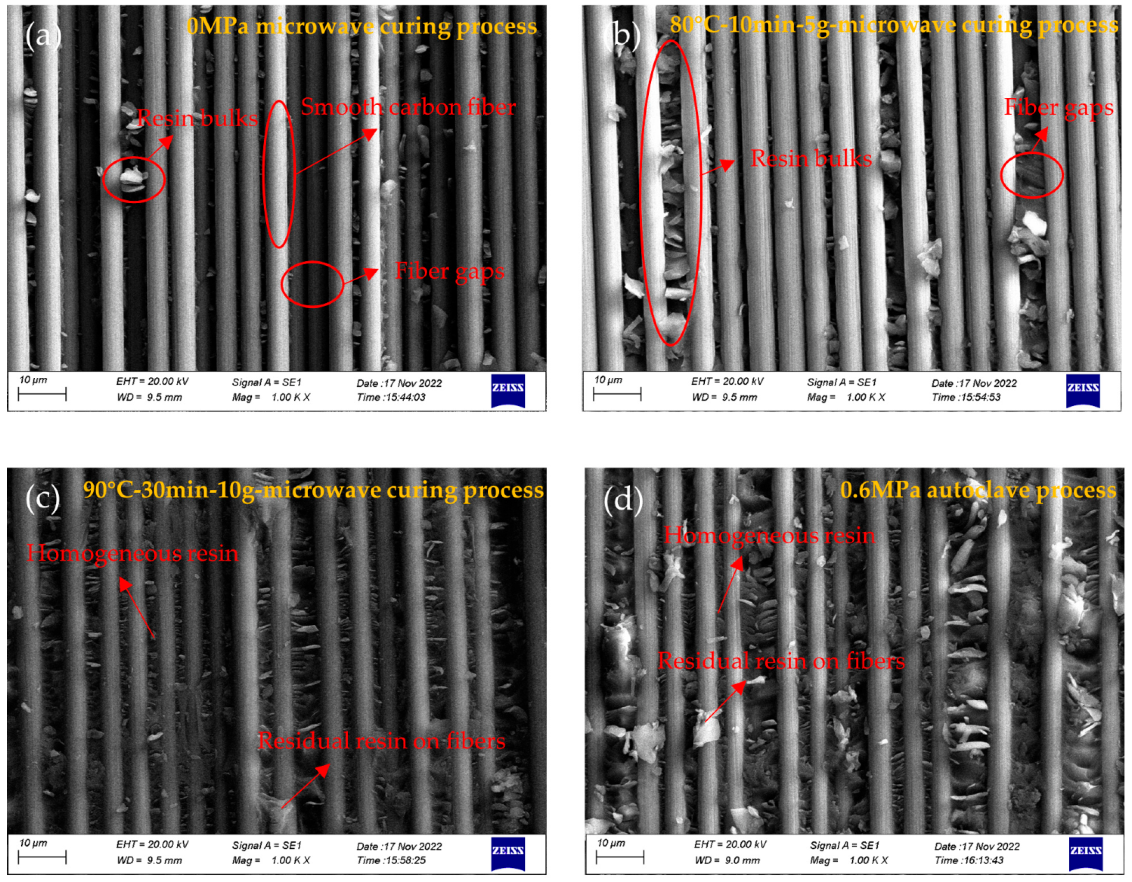
3.3. Fiber-Resin Bonding State
4. Conclusions
- With the introduction of vibration pretreatment into the microwave curing process of T800/#602 aerospace composites, the composite laminate void contents were all below 1%, meeting the acceptance standards for aerospace structural components, further verifying the applicability of a vibration pretreatment microwave curing process for different material-forming systems.
- The microscopic morphology of the specimens under different curing process conditions was characterized using ODM and SEM, and the reasons for the difference in interlaminar shear strength between the different curing processes were analyzed in terms of porosity and fiber-resin bonding state. The results show that the optimal vibration pretreatment microwave curing process reduced the void content by 71.8% and increased the interlaminar shear strength by 34.8% compared to the microwave curing process. The microscopic morphology and interlaminar shear strength levels were similar to those of the 0.6 MPa autoclave process (a standard process for aerospace components).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Min, K.J.; Lee, H.S. Composite materials characterization for aircraft application. Mater. Sci. Forum 2016, 857, 169–173. [Google Scholar] [CrossRef]
- Kitano, A. Characteristics of carbon-fiber-reinforced plastics (CFRP) and associated challenges-focusing on carbon-fiber-reinforced thermosetting resins (CFRTS) for aircraft. Int. J. Autom. Technol. 2016, 10, 300–309. [Google Scholar] [CrossRef]
- Li, N.Y.; Li, Y.G.; Jelonnek, J.; Link, G.; Gao, J. A new process control method for microwave curing of carbon fibre reinforced composites in aerospace applications. Compos. Part B-Eng. 2017, 122, 61–70. [Google Scholar] [CrossRef]
- Ausiello, P.; Gloria, A.; Maietta, S.; Watts, D.C.; Martorelli, M. Stress distributions for hybrid composite endodontic post designs with and without a ferrule: FEA study. Polymers 2020, 12, 1836. [Google Scholar] [CrossRef] [PubMed]
- Campaner, L.M.; Silveira, M.P.M.; de Andrade, G.S.; Borges, A.L.S.; Bottino, M.A.; Dal Piva, A.M.D.; Lo Giudice, R.; Ausiello, P.; Tribst, J.P.M. Influence of polymeric restorative materials on the stress distribution in posterior fixed partial dentures: 3D finite element analysis. Polymers 2021, 13, 758. [Google Scholar] [CrossRef]
- Jummaat, F.; Yahya, E.B.; Khalil, A.H.P.S.; Adnan, A.S.; Alqadhi, A.M.; Abdullah, C.K.; Sofea, A.K.A.; Olaiya, N.G.; Abdat, M. The Role of biopolymer-based materials in obstetrics and gynecology applications: A review. Polymers 2021, 13, 633. [Google Scholar] [CrossRef]
- Rizas, K.D.; Mehilli, J. Stent polymers do they make a difference? Circ.-Cardiovasc. Interv. 2016, 9, e002943. [Google Scholar] [CrossRef]
- Takagaki, K.; Hisada, S.; Minakuchi, S.; Takeda, N. Process improvement for out-of-autoclave prepreg curing supported by in-situ strain monitoring. J. Compos. Mater. 2017, 51, 1225–1237. [Google Scholar] [CrossRef]
- Lee, S.G. Preparation and characterization of carbon/phenol composite by RTM process. Text. Color. Finish. 2016, 28, 239–245. [Google Scholar]
- Babu, A.S.; Gowthamraj, S.; Jaivignesh, M. A comparative study on mechanical properties of kenaf fiber-reinforced polyester composites prepared by VARI, RTM and CM techniques. In Proceedings of the International Conference on Advances in Materials and Manufacturing Applications, Bengaluru, India, 16–18 August 2019. [Google Scholar]
- Joshi, S.C.; Bhudolia, S.K. Microwave–thermal technique for energy and time efficient curing of carbon fiber reinforced polymer prepreg composites. J. Compos. Mater. 2014, 48, 3035–3048. [Google Scholar] [CrossRef]
- Kong, X.W.; Yin, Z.; Wang, J.H. Study on microwave curing and mechanical properties quartz/UPR composites. Biotechnol. Chem. Mater. Eng. III 2014, 884–885 Pt 1–2, 329–336. [Google Scholar] [CrossRef]
- Rao, S.; Vijapur, L.; Prakash, M.R. Effect of incident microwave frequency on curing process of polymer matrix composites. J. Manuf. Process. 2020, 55, 198–207. [Google Scholar] [CrossRef]
- Tu, R.W.; Liu, T.Q.; Steinke, K.; Nasser, J.; Sodano, H.A. Laser induced graphene-based out-of-autoclave curing of fiberglass reinforced polymer matrix composites. Compos. Sci. Technol. 2022, 226, 109529. [Google Scholar] [CrossRef]
- Wang, Y.W.; Liu, K.B.; Li, F.F.; Zhang, K.C.; Li, Z.X.; Nie, B. Infrared laser heating of gfrp bars and finite element temperature field simulation. J. Mater. Res. Technol. 2022, 18, 3311–3318. [Google Scholar] [CrossRef]
- Bao, J.W.; Li, Y.; Chen, X.B.; Li, F.M. Heat-resistant composites cured by electron beam. Chin. J. Polym. Sci. 2001, 19, 53–57. [Google Scholar]
- Abliz, D.; Duan, Y.G.; Zhao, X.M.; Li, D.C. Low-energy electron beam cured tape placement for out-of-autoclave fabrication of advanced polymer composites. Compos. Part A—Appl. Sci. Manuf. 2014, 65, 73–82. [Google Scholar] [CrossRef]
- MI, O.S.; Kim, H.B. Fabrication of hat-type carbon fiber-reinforced plastic by electron beam curing. J. Radiat. Ind. 2022, 16, 109–114. [Google Scholar]
- Rizzolo, R.H.; Walczyk, D.F.; Montoney, D.; Simacek, P.; Mahbub, M.R. A high-consolidation electron beam-curing process for manufacturing three-dimensional advanced thermoset composites. J. Manuf. Sci. Eng.—Trans. Asme 2022, 144, 12. [Google Scholar] [CrossRef]
- Compston, P.; Schiemer, J.; Cvetanovska, A. Mechanical properties and styrene emission levels of a UV-cured glass-fibre/vinylester composite. Compos. Struct. 2008, 86, 22–26. [Google Scholar] [CrossRef]
- Park, S.; Kim, J.; Han, T.W.; Hwang, D.Y.; Lee, H.C.; Kim, W.B. Mechanical reinforcement of UV-curable polymer nanocomposite for nanopatterned mold. Microelectron. Eng. 2022, 25, 111791. [Google Scholar] [CrossRef]
- Zhang, X.H.; Duan, Y.G.; Zhao, X.M.; Li, D.C. UV stepwise cured fabrication of glass fiber/acrylate composites: Effects of exposure dose on curing uniformity and interlaminar shear strength. J. Compos. Mater. 2016, 50, 1395–1401. [Google Scholar] [CrossRef]
- Jang, Y.S.; Jeong, K.K.; Sun, H.G.; Lee, K.K. Analysis of chemical and mechanical properties of UV curing resin. J. Korean Soc. Manuf. Process Eng. 2020, 19, 88–95. [Google Scholar] [CrossRef]
- Muric-Nesic, J.; Compston, P.; Noble, N.; Stachurski, Z.H. Effect of low frequency vibrations on void content in composite materials. Compos. Part A 2009, 40, 548–551. [Google Scholar] [CrossRef]
- Meier, R.; Kahraman, I.; Seyhan, A.T.; Zaremba, S.; Drechsler, K. Evaluating vibration assisted vacuum infusion processing of hexagonal boron nitride sheet modified carbon fabric/epoxy composites in terms of interlaminar shear strength and void content. Compos. Sci. Technol. 2016, 128, 94–103. [Google Scholar] [CrossRef]
- Yang, X.B.; Zhan, L.H.; Jiang, C.B.; Zhao, X.; Guan, C.L. Effect of random vibration processing on void content in composite laminates. Polym. Compos. 2019, 40, 3122–3130. [Google Scholar] [CrossRef]
- Yang, X.B.; Zhan, L.H.; Jiang, C.B.; Zhao, X.; Guan, C.L.; Chang, T.F. Evaluating random vibration assisted vacuum processing of carbon/epoxy composites in terms of interlaminar shear strength and porosity. J. Compos. Mater. 2019, 53, 2367–2376. [Google Scholar] [CrossRef]
- Guan, C.L.; Zhan, L.H.; Dai, G.M.; Wu, X.T.; Xiao, Y. A unique method for curing composite materials by introducing vibration treatment into the hybrid heating process. J. Cent. South Univ. 2021, 28, 2961–2972. [Google Scholar] [CrossRef]
- Guan, C.L.; Zhan, L.H.; Yang, X.B.; Dai, G.M.; Xiao, Y. Significant effect of vibration treatment on microwave curing carbon fiber reinforced plastic. J. Reinf. Plast. Compos. 2020, 39, 373–383. [Google Scholar] [CrossRef]
- Song, Q.H.; Liu, W.P.; Chen, J.P.; Zhao, D.C.; Yi, C.; Liu, R.L.; Geng, Y.; Yang, Y.; Zheng, Y.Z.; Yuan, Y.H. Research on void dynamics during in situ consolidation of CF/high-performance thermoplastic composite. Polymers 2022, 14, 1401. [Google Scholar] [CrossRef]
- Costa, M.L.; de Almeida, S.F.M.; Rezende, M.C. The influence of porosity on the interlaminar shear strength of carbon/epoxy and carbon/bismaleimide fabric laminates. Compos. Sci. Technol. 2001, 61, 2101–2108. [Google Scholar] [CrossRef]
- Guo, Z.S.; Liu, L.; Zhang, B.M.; Du, S.Y. Critical void content for thermoset composite laminates. J. Compos. Mater. 2006, 43, 1775–1790. [Google Scholar]
- Liu, L.; Zhang, B.M.; Wang, D.F.; Wu, Z.J. Effects of cure cycles on void content and mechanical properties of composite laminates. Compos. Struct. 2006, 73, 303–309. [Google Scholar] [CrossRef]
- Kocatepe, K. Effect of low frequency vibration on porosity of lm25 and lm6 alloys. Mater. Des. 2007, 28, 1767–1775. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor Levels | Pretreatment Temperature/°C | Pretreatment Time/min | Vibration Accelerate/g |
|---|---|---|---|
| Ⅰ | 80 | 10 | 5 |
| Ⅱ | 90 | 30 | 10 |
| Ⅲ | 100 | 50 | 15 |
| Test Number | Pretreatment Temperature (°C) | Pretreatment Time (min) | Vibration Accelerate (g) | Shear Strength (MPa) |
|---|---|---|---|---|
| 1 | 80 | 10 | 5 | 67.18 |
| 2 | 80 | 30 | 10 | 78.51 |
| 3 | 80 | 50 | 15 | 71.83 |
| 4 | 90 | 10 | 10 | 80.87 |
| 5 | 90 | 30 | 15 | 75.21 |
| 6 | 90 | 50 | 5 | 78.37 |
| 7 | 100 | 10 | 15 | 73.37 |
| 8 | 100 | 30 | 5 | 74.01 |
| 9 | 100 | 50 | 10 | 83.64 |
| Factors | Pretreatment Temperature/°C | Pretreatment Time/min | Vibration Accelerate/g | ||
|---|---|---|---|---|---|
| Means | |||||
| Levels | |||||
| Ⅰ | 72.51 | 73.81 | 73.19 | ||
| Ⅱ | 78.15 | 75.91 | 81.01 | ||
| Ⅲ | 77.01 | 77.95 | 73.47 | ||
| Extreme difference values | 5.64 | 4.14 | 7.82 | ||
| Factors | Sum of Deviation Squares | Degree of Freedom | Mean Square | F | Significance |
|---|---|---|---|---|---|
| Pretreatment temperature | 53.404 | 2 | 26.702 | 15.62 | Insignificant |
| Pretreatment time | 25.712 | 2 | 12.856 | 7.52 | Extremely insignificant |
| Vibration accelerate | 118.034 | 2 | 59.017 | 34.51 | Significant |
| Error | 3.42 | 2 | 1.71 | ||
| F | F0.1(2,2) = 9 | F0.05(2,2) = 19 | F0.025(2,2) = 39 | ||
| Curing Process | Interlaminar Shear Strength/MPa |
|---|---|
| Microwave curing | 53.71 |
| Optimal vibration pretreatment microwave curing | 82.13 |
| 0.6MPa autoclave curing | 84.12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, D.; Zhan, L.; Guan, C.; Guo, J.; Ma, B.; Dai, G.; Yao, S. Optimization of Vibration Pretreatment Microwave Curing in Composite Laminate Molding Process. Polymers 2023, 15, 296. https://doi.org/10.3390/polym15020296
Zhang D, Zhan L, Guan C, Guo J, Ma B, Dai G, Yao S. Optimization of Vibration Pretreatment Microwave Curing in Composite Laminate Molding Process. Polymers. 2023; 15(2):296. https://doi.org/10.3390/polym15020296
Chicago/Turabian StyleZhang, Dechao, Lihua Zhan, Chenglong Guan, Jinzhan Guo, Bolin Ma, Guangming Dai, and Shunming Yao. 2023. "Optimization of Vibration Pretreatment Microwave Curing in Composite Laminate Molding Process" Polymers 15, no. 2: 296. https://doi.org/10.3390/polym15020296
APA StyleZhang, D., Zhan, L., Guan, C., Guo, J., Ma, B., Dai, G., & Yao, S. (2023). Optimization of Vibration Pretreatment Microwave Curing in Composite Laminate Molding Process. Polymers, 15(2), 296. https://doi.org/10.3390/polym15020296