

Valorization of Agricultural Waste Lignocellulosic Fibers for Poly(3-Hydroxybutyrate-Co-Valerate)-Based Composites in Short Shelf-Life Applications

 ,
,  , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composites Preparation
2.3. Morphology Characterization
2.4. Thermal Characterization
2.5. Mechanical Characterization
2.6. Thermoforming
2.7. Disintegration
3. Results and Discussion
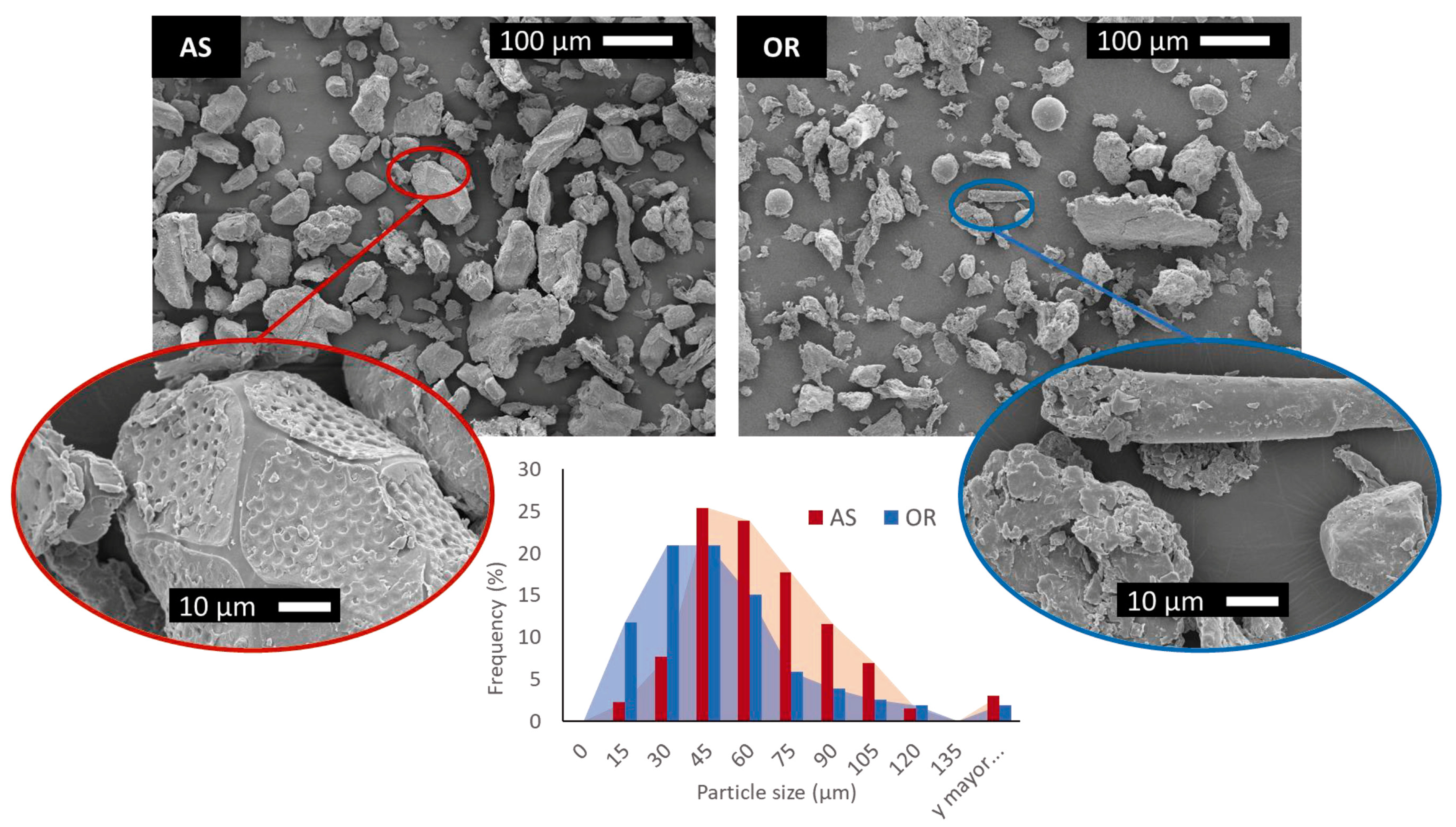
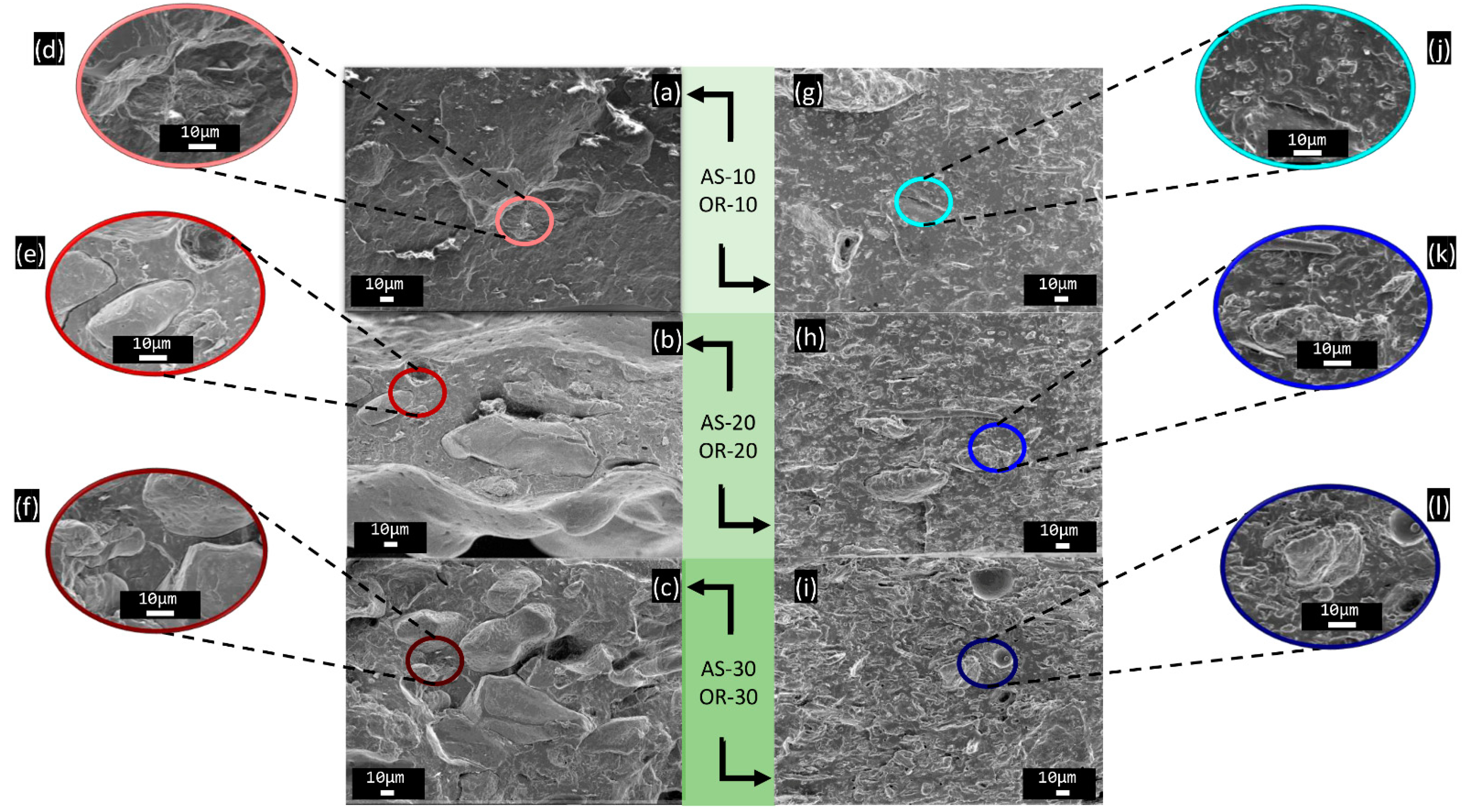
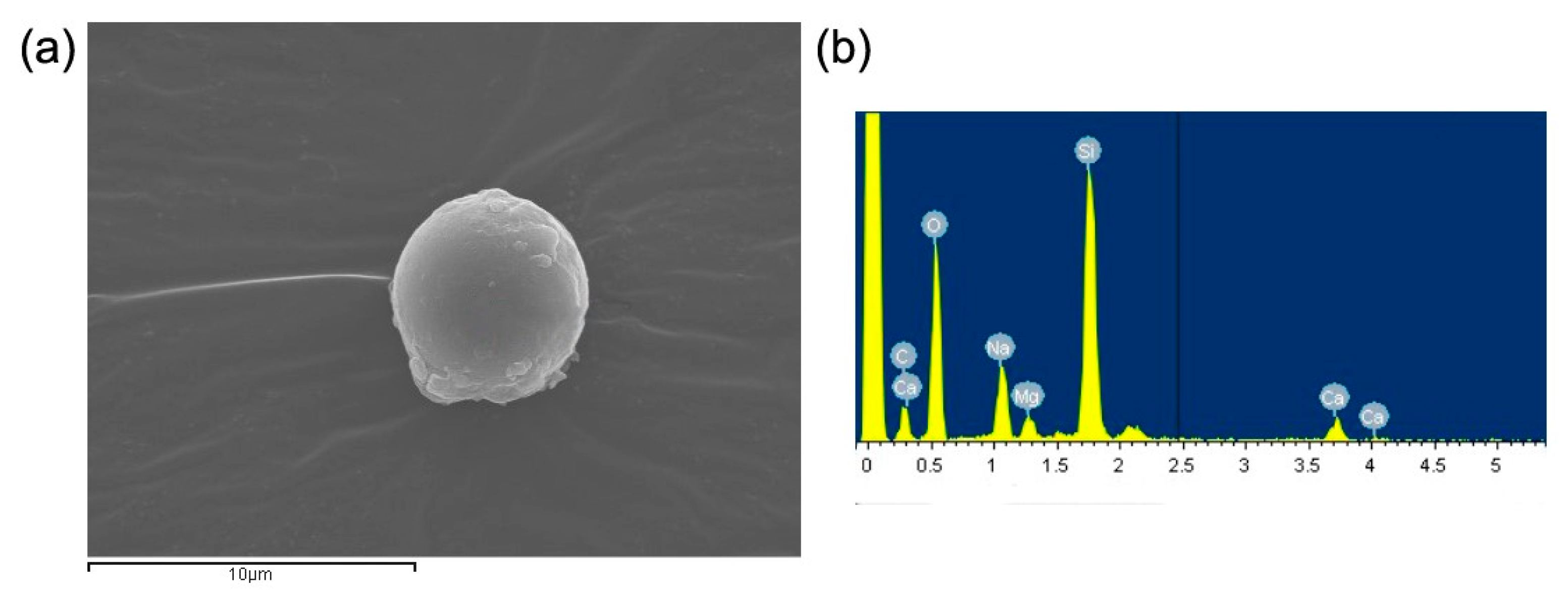
3.1. Morphology Characterization
3.2. Thermal Characterization
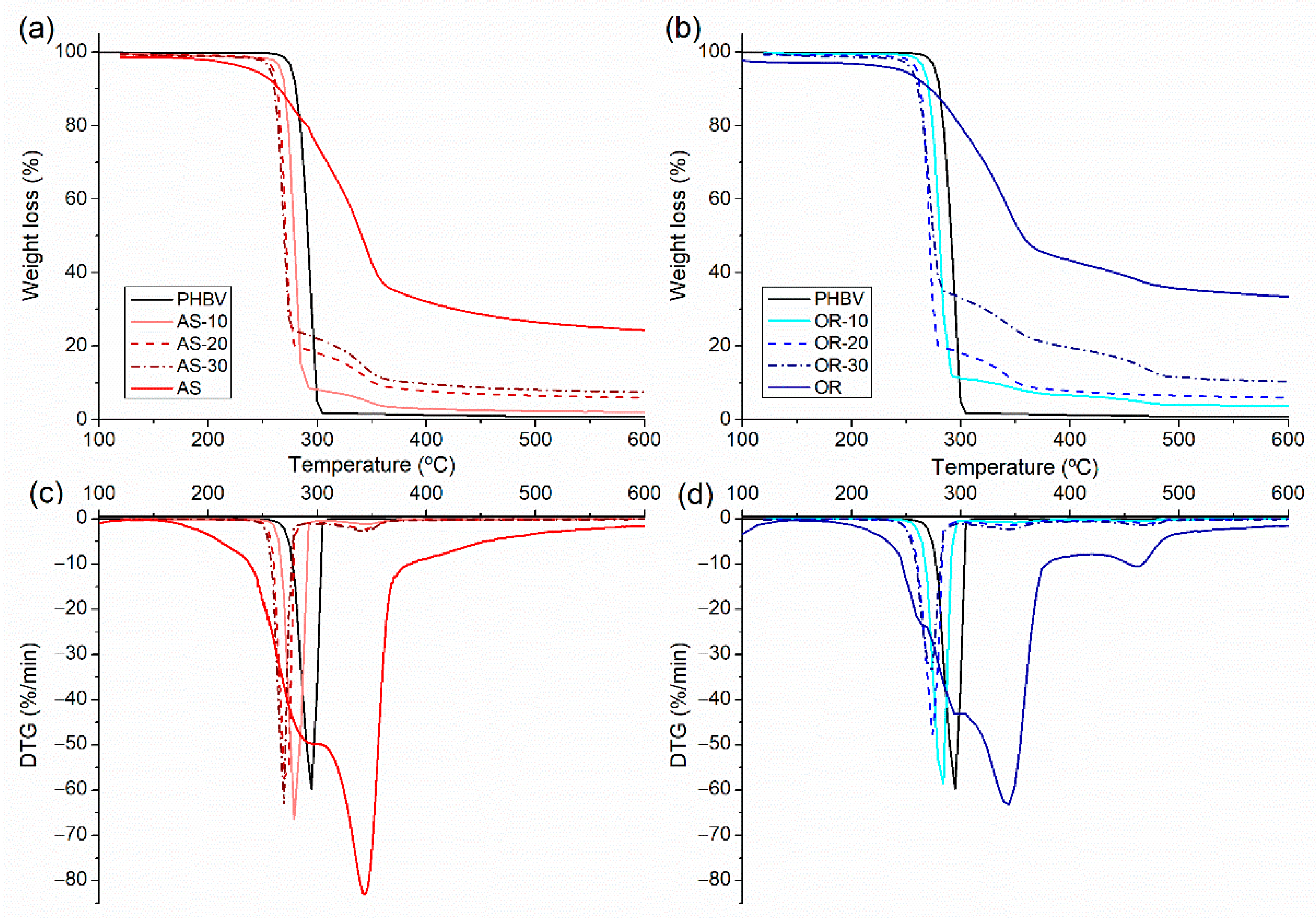
3.2.1. Thermogravimetric Analysis
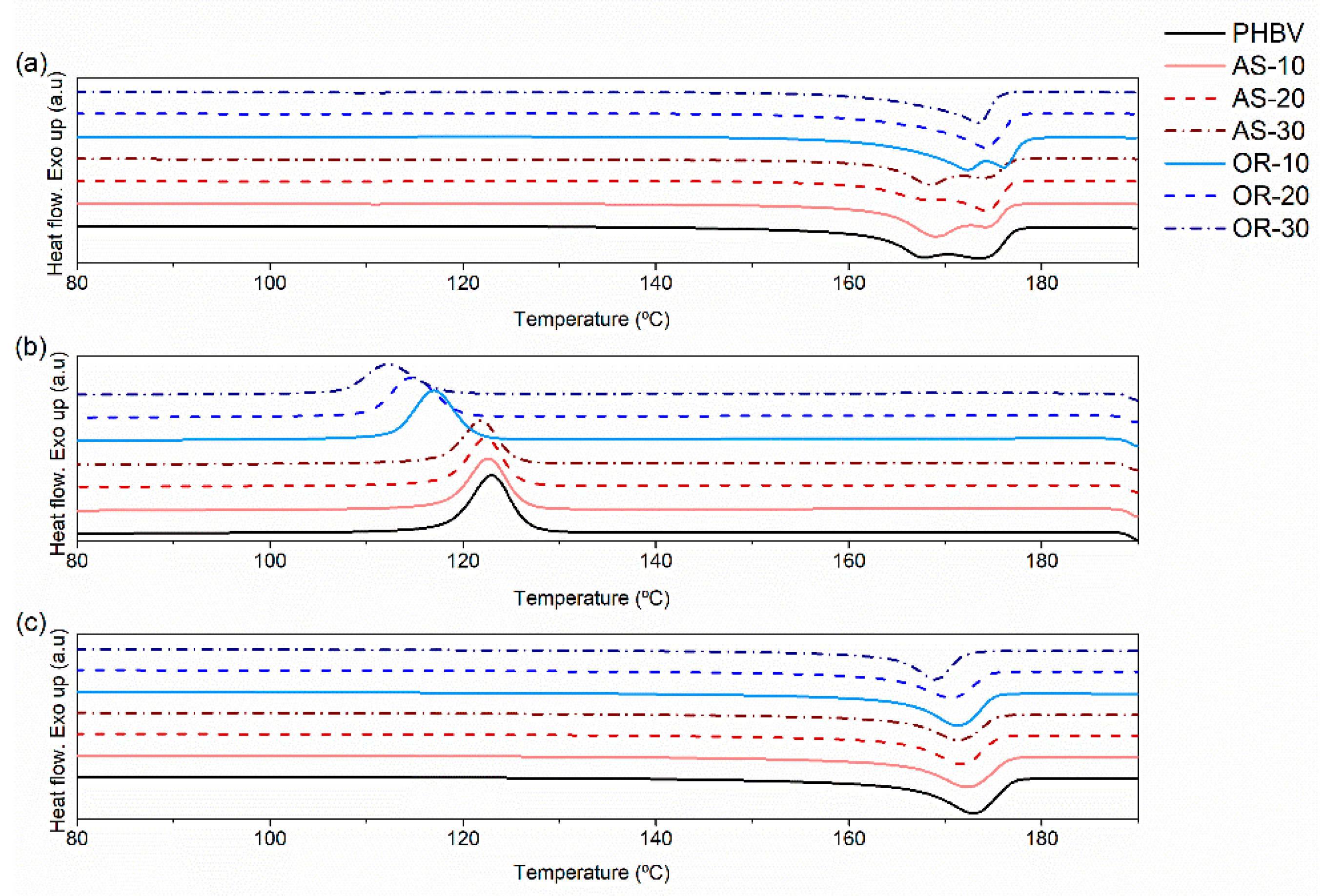
3.2.2. Differential Scanning Calorimetry
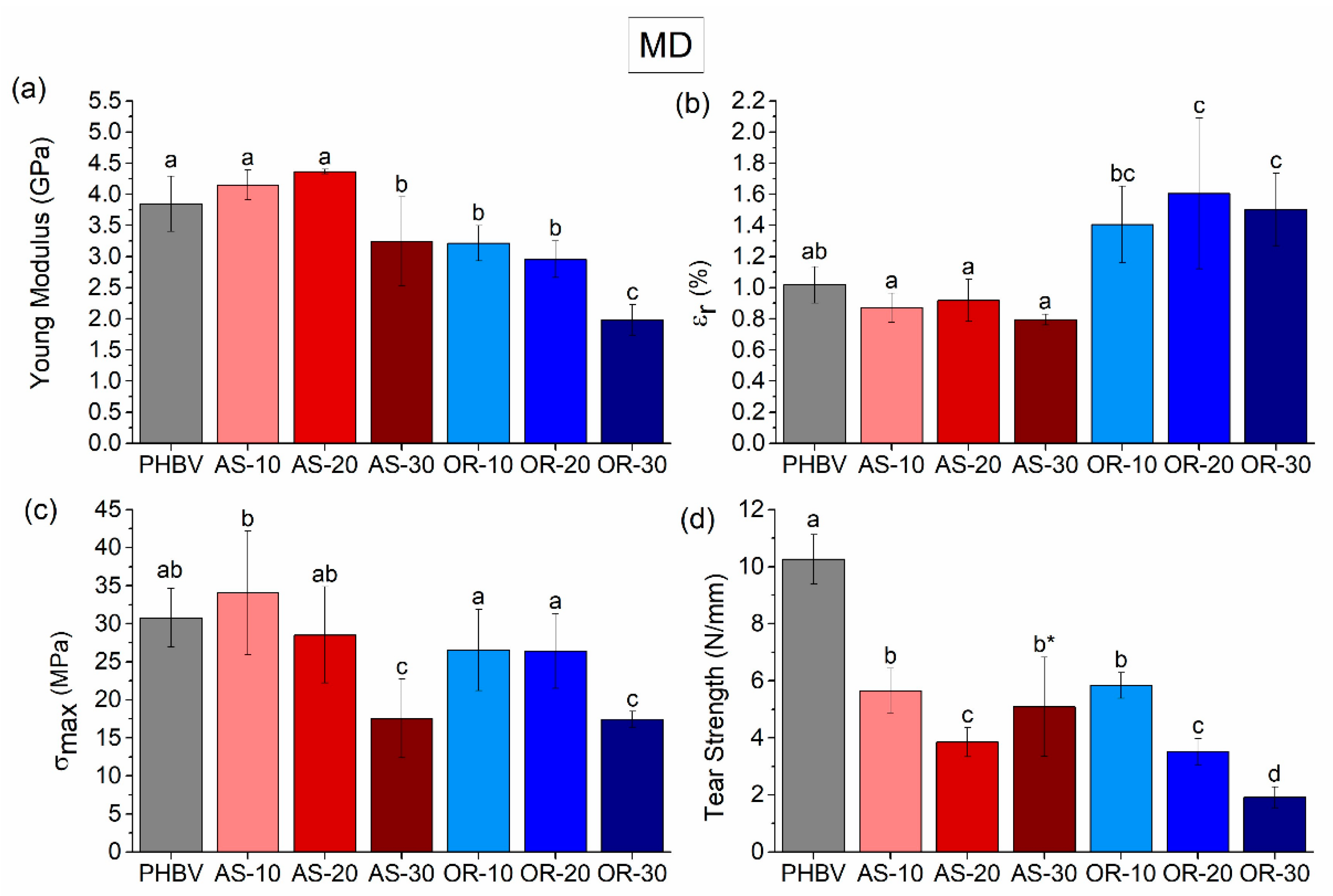
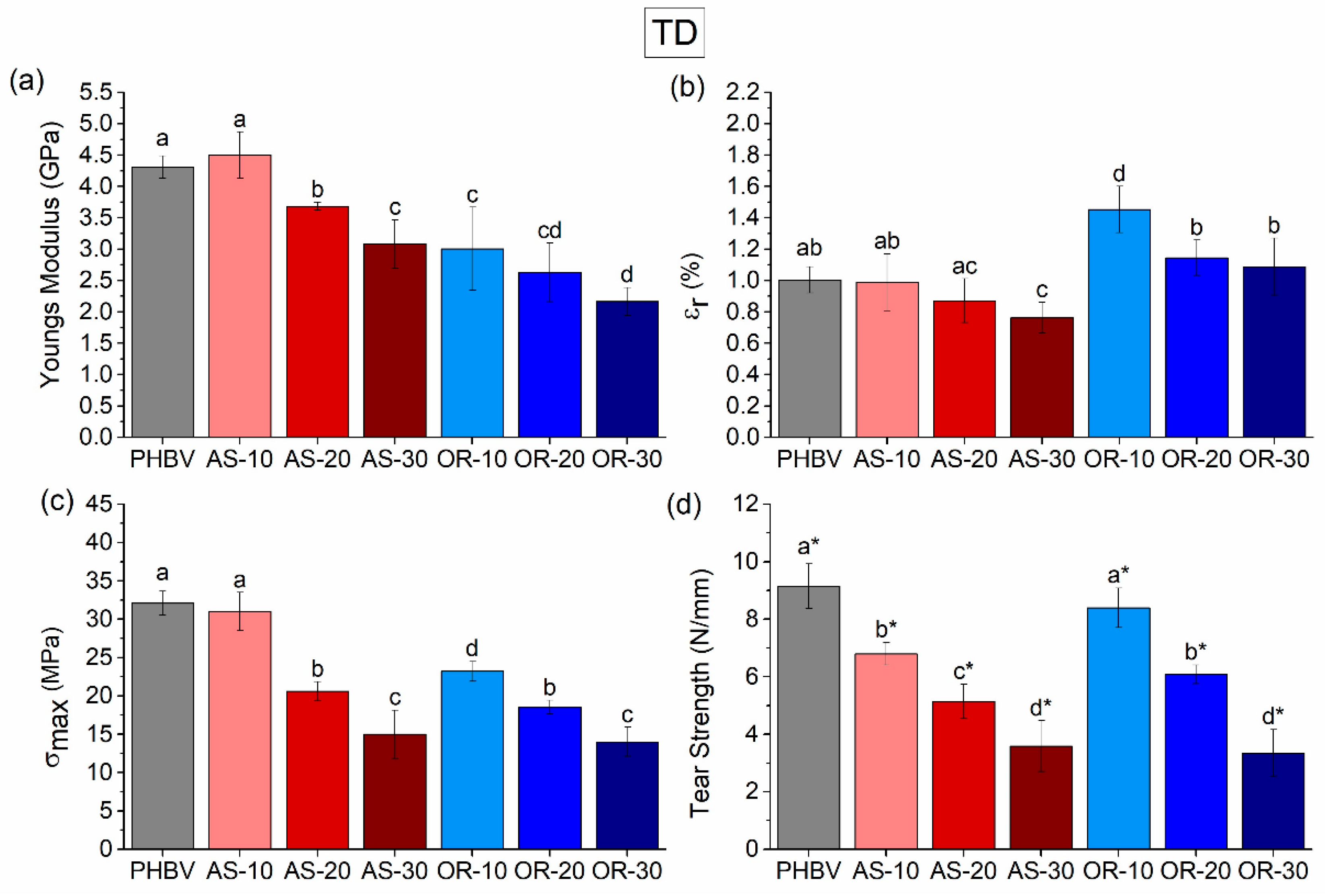
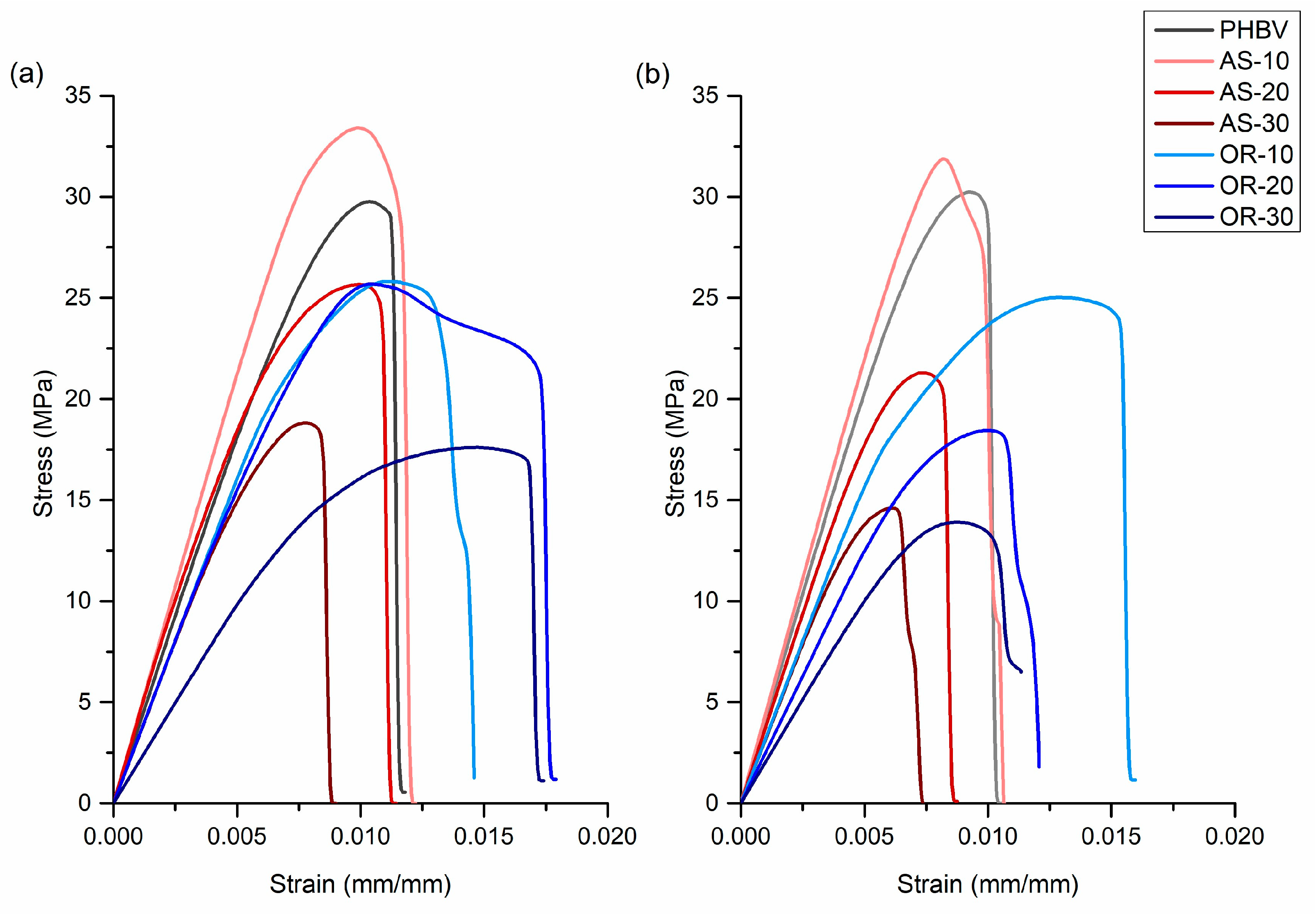
3.3. Mechanical Characterization
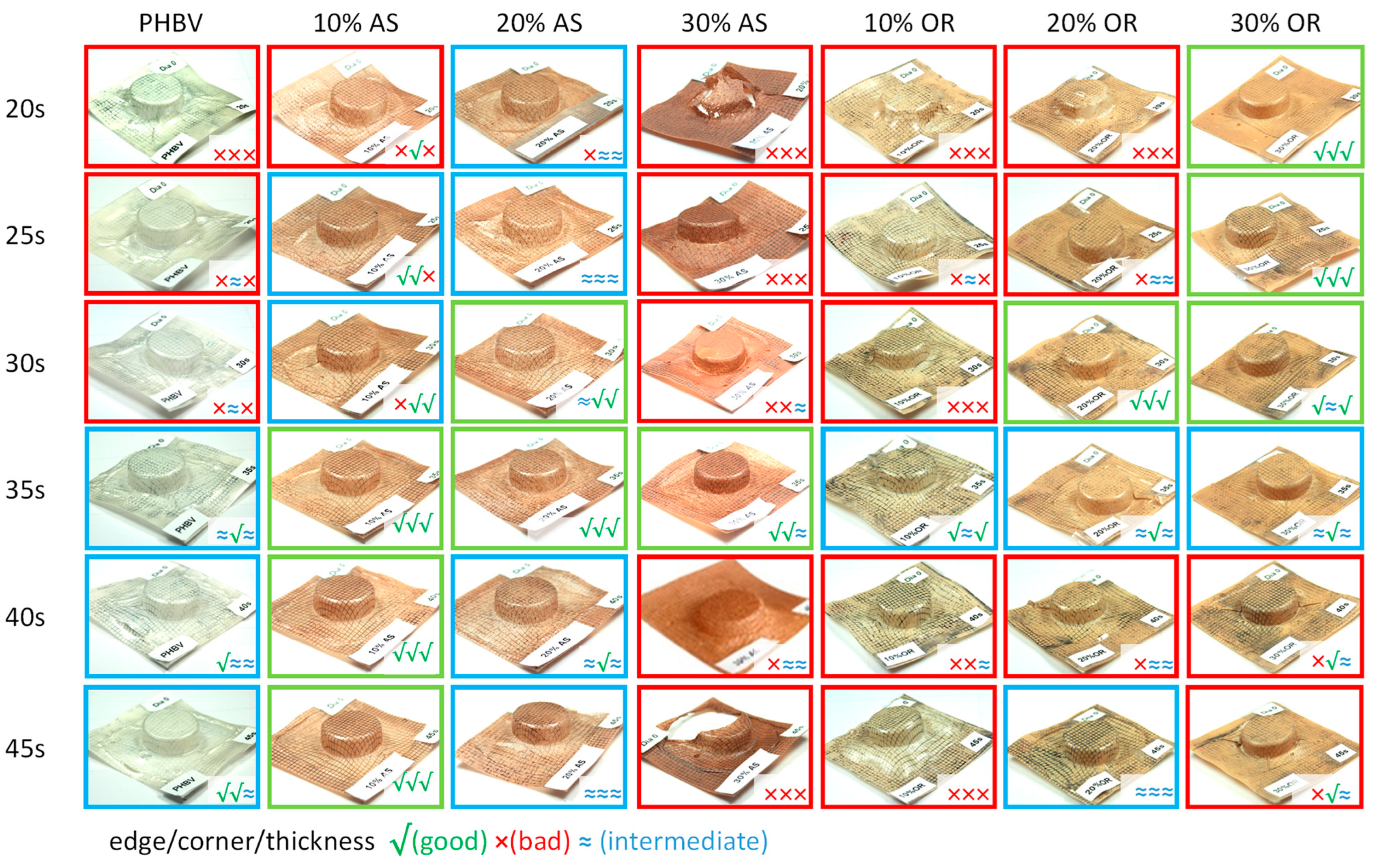
3.4. Thermoforming
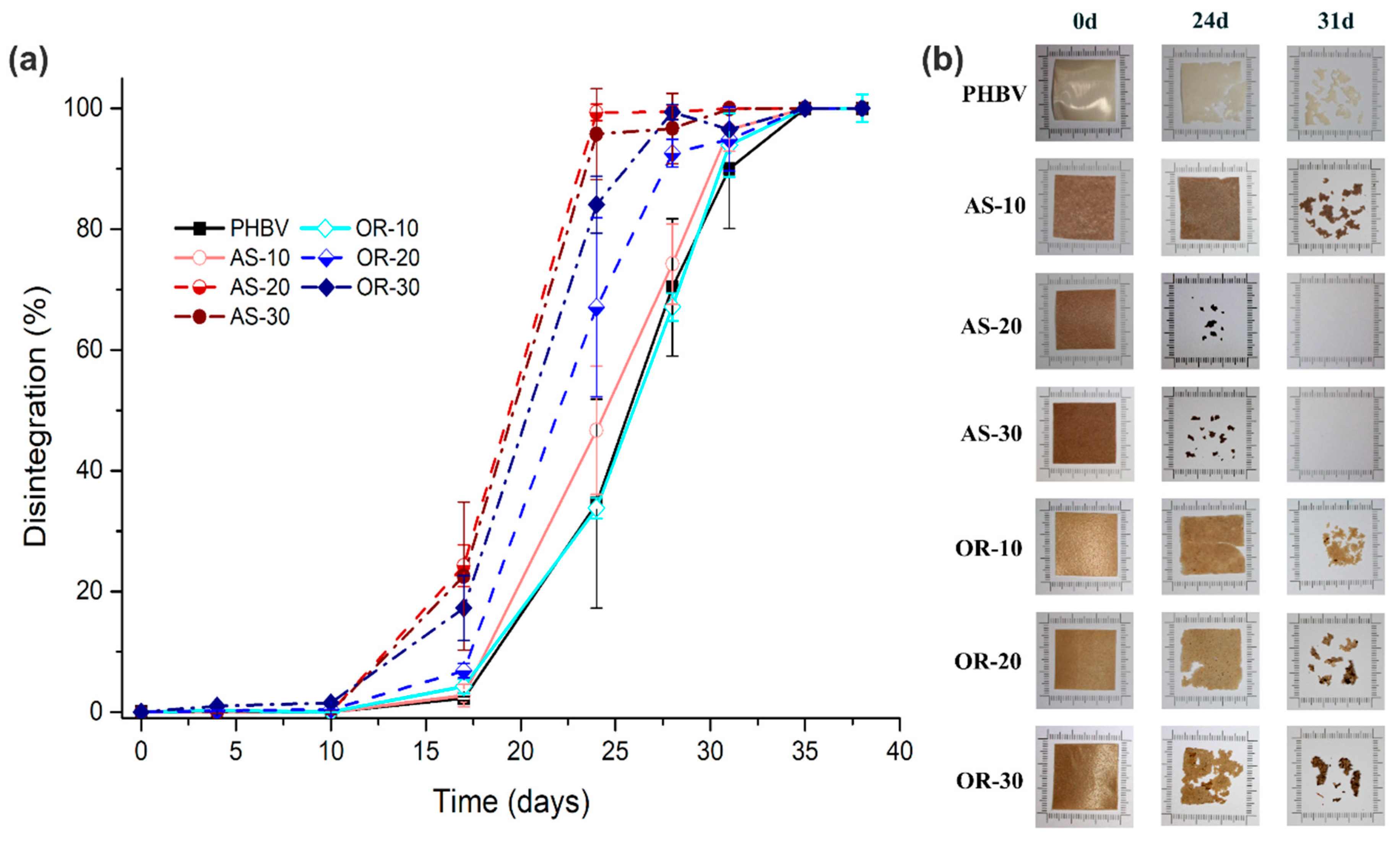
3.5. Disintegration
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composites | Young Modulus | Tensile Strenght | Elongation at Break |
|---|---|---|---|
| PHBV_MD | 0.1022 | 0.6857 | 0.7875 |
| PHBV_TD | |||
| AS-10_MD | 0.0355 | 0.5758 | 0.2666 |
| AS-10_TD | |||
| AS-20_MD | 0.0365 | 0.0525 | 0.6745 |
| AS-20_TD | |||
| AS-30_MD | 0.7042 | 0.3131 | 0.5635 |
| AS-30_TD | |||
| OR-10_MD | 0.5451 | 0.0098 | 0.7504 |
| OR-10_TD | |||
| OR-20_MD | 0.2065 | 0.0005 | 0.0924 |
| OR-20_TD | |||
| OR-30_MD | 0.2411 | 0.0012 | 0.0140 |
| OR-30_TD |
References
- Matthews, C.; Moran, F.; Jaiswal, A.K. A Review on European Union’s Strategy for Plastics in a Circular Economy and Its Impact on Food Safety. J. Clean. Prod. 2021, 283, 125263. [Google Scholar] [CrossRef]
- Lau, W.W.Y.; Shiran, Y.; Bailey, R.M.; Cook, E.; Stuchtey, M.R.; Koskella, J.; Velis, C.A.; Godfrey, L.; Boucher, J.; Murphy, M.B.; et al. Evaluating Scenarios toward Zero Plastic Pollution. Science 2020, 369, 1455–1461. [Google Scholar] [CrossRef] [PubMed]
- Burlizzi, V. The Circular Economy Challenges, Opportunities and Pathways for European Businesses. Final Rep. Eurochambres 2019, 1–48. Available online: https://circulareconomy.europa.eu/platform/en/knowledge/circular-economy-challenges-opportunities-and-pathways-european-businesses (accessed on 25 September 2023).
- Al-Salem, S.M.; Antelava, A.; Constantinou, A.; Manos, G.; Dutta, A. A Review on Thermal and Catalytic Pyrolysis of Plastic Solid Waste (PSW). J. Environ. Manag. 2017, 197, 177–198. [Google Scholar] [CrossRef]
- Hou, Q.; Zhen, M.; Qian, H.; Nie, Y.; Bai, X.; Xia, T.; Laiq Ur Rehman, M.; Li, Q.; Ju, M. Upcycling and Catalytic Degradation of Plastic Wastes. Cell Rep. Phys. Sci. 2021, 2, 100514. [Google Scholar] [CrossRef]
- PlasticsEurope. Plastics-the Facts 2022 OCTOBER 2022. Plast. Facts 2022, 2022, 81. [Google Scholar]
- de Souza Machado, A.A.; Kloas, W.; Zarfl, C.; Hempel, S.; Rillig, M.C. Microplastics as an Emerging Threat to Terrestrial Ecosystems. Glob. Chang. Biol. 2018, 24, 1405–1416. [Google Scholar] [CrossRef]
- Wang, F.; Feng, X.; Liu, Y.; Adams, C.A.; Sun, Y.; Zhang, S. Micro(Nano)Plastics and Terrestrial Plants: Up-to-Date Knowledge on Uptake, Translocation, and Phytotoxicity. Resour. Conserv. Recycl. 2022, 185, 106503. [Google Scholar] [CrossRef]
- Brown, R.W.; Chadwick, D.R.; Zang, H.; Graf, M.; Liu, X.; Wang, K.; Greenfield, L.M.; Jones, D.L. Bioplastic (PHBV) Addition to Soil Alters Microbial Community Structure and Negatively Affects Plant-Microbial Metabolic Functioning in Maize. J. Hazard. Mater. 2023, 441, 129959. [Google Scholar] [CrossRef]
- Mazur, K.E.; Jakubowska, P.; Gaweł, A.; Kuciel, S. Mechanical, Thermal and Hydrodegradation Behavior of Poly (3-Hydroxybutyrate-Co-3-Hydroxyvalerate) (PHBV) Composites with Agricultural Fibers as Reinforcing Fillers. Sustain. Mater. Technol. 2022, 31, e00390. [Google Scholar] [CrossRef]
- Major, K. Plastic Waste and Climate Change—What’s the Connection? Available online: https://wwf.org.au/blogs/plastic-waste-and-climate-change-what-is-the-connection/ (accessed on 25 September 2023).
- Sikorska, W.; Musioł, M.; Zawidlak-Wȩgrzyńska, B.; Rydz, J. End-of-Life Options for (Bio) Degradable Polymers in the Circular Economy. Adv. Polym. Technol. 2021, 2021, 6695140. [Google Scholar] [CrossRef]
- Pavon, C.; Aldas, M.; de la Rosa-Ramírez, H.; López-Martínez, J.; Arrieta, M.P. Improvement of PBAT Processability and Mechanical Performance by Blending with Pine Resin Derivatives for Injection Moulding Rigid Packaging with Enhanced Hydrophobicity. Polymers 2020, 12, 2891. [Google Scholar] [CrossRef]
- Ranakoti, L.; Gangil, B.; Mishra, S.K.; Singh, T.; Sharma, S.; Ilyas, R.A.; El-Khatib, S. Critical Review on Polylactic Acid: Properties, Structure, Processing, Biocomposites, and Nanocomposites. Materials 2022, 15, 4312. [Google Scholar] [CrossRef]
- Aliotta, L.; Seggiani, M.; Lazzeri, A.; Gigante, V.; Cinelli, P. A Brief Review of Poly (Butylene Succinate) (PBS) and Its Main Copolymers: Synthesis, Blends, Composites, Biodegradability, and Applications. Polymers 2022, 14, 844. [Google Scholar] [CrossRef]
- Kourmentza, C.; Plácido, J.; Venetsaneas, N.; Burniol-Figols, A.; Varrone, C.; Gavala, H.N.; Reis, M.A.M. Recent Advances and Challenges towards Sustainable Polyhydroxyalkanoate (PHA) Production. Bioengineering 2017, 4, 55. [Google Scholar] [CrossRef]
- Emadian, S.M.; Onay, T.T.; Demirel, B. Biodegradation of Bioplastics in Natural Environments. Waste Manag. 2017, 59, 526–536. [Google Scholar] [CrossRef] [PubMed]
- Koller, M.; Mukherjee, A. A New Wave of Industrialization of PHA Biopolyesters. Bioengineering 2022, 9, 74. [Google Scholar] [CrossRef] [PubMed]
- Luzier, W.D. Materials Derived from Biomass/Biodegradable Materials. In Proceedings of the National Academy of Sciences of the United States of America, Washington, DC, USA, 28 April 1992; Volume 89, pp. 839–842. [Google Scholar]
- Koller, M. Poly(Hydroxyalkanoates) for Food Packaging: Application and Attempts towards Implementation. Appl. Food Biotechnol. 2014, 1, 3–15. [Google Scholar]
- Samaniego-Aguilar, K.; Sánchez-Safont, E.; Arrillaga, A.; Anakabe, J.; Gamez-Perez, J.; Cabedo, L. In Service Performance of Toughened PHBV/TPU Blends Obtained by Reactive Extrusion for Injected Parts. Polymers 2022, 14, 2337. [Google Scholar] [CrossRef] [PubMed]
- Sharma, V.; Sehgal, R.; Gupta, R. Polyhydroxyalkanoate (PHA): Properties and Modifications. Polymer 2021, 212, 123161. [Google Scholar] [CrossRef]
- Samaniego, K.; Matos, A.; Sánchez-Safont, E.; Candal, M.V.; Lagaron, J.M.; Cabedo, L.; Gamez-Perez, J. Role of Plasticizers on PHB/Bio-TPE Blends Compatibilized by Reactive Extrusion. Materials 2022, 15, 1226. [Google Scholar] [CrossRef]
- Sanjay, M.R.; Siengchin, S.; Parameswaranpillai, J.; Jawaid, M.; Pruncu, C.I.; Khan, A. A Comprehensive Review of Techniques for Natural Fibers as Reinforcement in Composites: Preparation, Processing and Characterization. Carbohydr. Polym. 2019, 207, 108–121. [Google Scholar]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Biocomposites Reinforced with Natural Fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Mohanty, K.; Misra, M.; Drzal, L.T.; Selke, S.E.; Harte, B.R.; Hinrichsen, G. Natural Fibers, Biopolymers, and Biocomposites: An Introduction. In Natural Fibers, Biopolymers, and Biocomposites; CRC Press: Boca Raton, FL, USA, 2005; pp. 1–36. [Google Scholar]
- David, G.; Croxatto Vega, G.; Sohn, J.; Nilsson, A.E.; Hélias, A.; Gontard, N.; Angellier-Coussy, H. Using Life Cycle Assessment to Quantify the Environmental Benefit of Upcycling Vine Shoots as Fillers in Biocomposite Packaging Materials. Int. J. Life Cycle Assess. 2020, 26, 738–752. [Google Scholar] [CrossRef]
- Vandi, L.-J.; Chan, C.M.; Werker, A.; Richardson, D.; Laycock, B.; Pratt, S. Wood-PHA Composites: Mapping Opportunities. Polymers 2018, 10, 751. [Google Scholar] [CrossRef] [PubMed]
- Sánchez-Safont, E.L.; Aldureid, A.; Lagarón, J.M.; Cabedo, L.; Gámez-Pérez, J. Study of the Compatibilization Effect of Different Reactive Agents in Phb/Natural Fiber-Based Composites. Polymers 2020, 12, 1967. [Google Scholar] [CrossRef] [PubMed]
- Sánchez-Safont, E.L.; Aldureid, A.; Lagarón, J.M.; Gamez-Perez, J.; Cabedo, L. Effect of the Purification Treatment on the Valorization of Natural Cellulosic Residues as Fillers in PHB-Based Composites for Short Shelf Life Applications. Waste Biomass Valorization 2021, 12, 2541–2556. [Google Scholar] [CrossRef]
- Sánchez-Safont, E.L.; Aldureid, A.; Lagarón, J.M.; Gámez-Pérez, J.; Cabedo, L. Biocomposites of Different Lignocellulosic Wastes for Sustainable Food Packaging Applications. Compos. Part B Eng. 2018, 145, 215–225. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Jaszkiewicz, A. Mechanical Performance of Biocomposites Based on PLA and PHBV Reinforced with Natural Fibres—A Comparative Study to PP. Compos. Sci. Technol. 2010, 70, 1687–1696. [Google Scholar] [CrossRef]
- Orozco, V.H.; Brostow, W.; Chonkaew, W.; López, B.L. Preparation and Characterization of Poly(Lactic Acid)-g-Maleic Anhydride + Starch Blends. Macromol. Symp. 2009, 277, 69–80. [Google Scholar] [CrossRef]
- Gupta, A.; Lolic, L.; Mekonnen, T.H. Reactive Extrusion of Highly Filled, Compatibilized, and Sustainable PHBV/PBAT—Hemp Residue Biocomposite. Compos. Part A Appl. Sci. Manuf. 2022, 156, 106885. [Google Scholar] [CrossRef]
- Gómez-Gast, N.; López Cuellar, M.D.R.; Vergara-Porras, B.; Vieyra, H. Biopackaging Potential Alternatives: Bioplastic Composites of Polyhydroxyalkanoates and Vegetal Fibers. Polymers 2022, 14, 1114. [Google Scholar] [CrossRef]
- Varghese, S.A.; Pulikkalparambil, H.; Rangappa, S.M.; Siengchin, S.; Parameswaranpillai, J. Novel Biodegradable Polymer Films Based on Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate) and Ceiba Pentandra Natural Fibers for Packaging Applications. Food Packag. Shelf Life 2020, 25, 100538. [Google Scholar] [CrossRef]
- Chan, C.M.; Vandi, L.-J.; Pratt, S.; Halley, P.; Richardson, D.; Werker, A.; Laycock, B. Insights into the Biodegradation of PHA/Wood Composites: Micro- and Macroscopic Changes. Sustain. Mater. Technol. 2019, 21, e00099. [Google Scholar] [CrossRef]
- Teramoto, N.; Urata, K.; Ozawa, K.; Shibata, M. Biodegradation of Aliphatic Polyester Composites Reinforced by Abaca Fiber. Polym. Degrad. Stab. 2004, 86, 401–409. [Google Scholar] [CrossRef]
- Avella, M.; Martuscelli, E.; Raimo, M. Properties of Blends and Composites Based on Poly(3-Hydroxy)Butyrate (PHB) and Poly(3-Hydroxybutyrate-Hydroxyvalerate) (PHBV) Copolymers. J. Mater. Sci. 2000, 35, 523–545. [Google Scholar] [CrossRef]
- Lammi, S.; Gastaldi, E.; Gaubiac, F.; Angellier-Coussy, H. How Olive Pomace Can Be Valorized as Fillers to Tune the Biodegradation of PHBV Based Composites. Polym. Degrad. Stab. 2019, 166, 325–333. [Google Scholar] [CrossRef]
- David, G.; Michel, J.; Gastaldi, E.; Gontard, N.; Angellier-Coussy, H. How Vine Shoots as Fillers Impact the Biodegradation of PHBV-Based Composites. Int. J. Mol. Sci. 2019, 21, 228. [Google Scholar] [CrossRef]
- Meereboer, K.W.; Pal, A.K.; Cisneros-López, E.O.; Misra, M.; Mohanty, A.K. The Effect of Natural Fillers on the Marine Biodegradation Behaviour of Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate) (PHBV). Sci. Rep. 2021, 11, 911. [Google Scholar] [CrossRef]
- Seggiani, M.; Cinelli, P.; Balestri, E.; Mallegni, N.; Stefanelli, E.; Rossi, A.; Lardicci, C.; Lazzeri, A. Novel Sustainable Composites Based on Poly(Hydroxybutyrate-Co-Hydroxyvalerate) and Seagrass Beach-CAST Fibers: Performance and Degradability in Marine Environments. Materials 2018, 11, 772. [Google Scholar] [CrossRef]
- Avella, M.; La Rota, G.; Martuscelli, E.; Raimo, M.; Sadocco, P.; Elegir, G.; Riva, R. Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate) and Wheat Straw Fibre Composites: Thermal, Mechanical Properties and Biodegradation Behaviour. J. Mater. Sci. 2000, 35, 829–836. [Google Scholar] [CrossRef]
- Meereboer, K.W.; Misra, M.; Mohanty, A.K. Review of Recent Advances in the Biodegradability of Polyhydroxyalkanoate (PHA) Bioplastics and Their Composites. Green Chem. 2020, 22, 5519–5558. [Google Scholar] [CrossRef]
- Greff, B.; Szigeti, J.; Nagy, Á.; Lakatos, E.; Varga, L. Influence of Microbial Inoculants on Co-Composting of Lignocellulosic Crop Residues with Farm Animal Manure: A Review. J. Environ. Manage. 2022, 302, 114088. [Google Scholar] [CrossRef] [PubMed]
- Muniyasamy, S.; Ofosu, O.; Thulasinathan, B.; Thondi Rajan, A.S.; Ramu, S.M.; Soorangkattan, S.; Muthuramalingam, J.B.; Alagarsamy, A. Thermal-Chemical and Biodegradation Behaviour of Alginic Acid Treated Flax Fibres/Poly(Hydroxybutyrate-Co-Valerate) PHBV Green Composites in Compost Medium. Biocatal. Agric. Biotechnol. 2019, 22, 101394. [Google Scholar] [CrossRef]
- Gallardo-Cervantes, M.; González-García, Y.; Pérez-Fonseca, A.A.; González-López, M.E.; Manríquez-González, R.; Rodrigue, D.; Robledo-Ortíz, J.R. Biodegradability and Improved Mechanical Performance of Polyhydroxyalkanoates/Agave Fiber Biocomposites Compatibilized by Different Strategies. J. Appl. Polym. Sci. 2020, 138, 50182. [Google Scholar] [CrossRef]
- Germany, I. European Compost Network: Germany European Compost Network: Germany. Biowaste Context EU Legis. Need Approaches Realis. 2010, 49, 1–7. [Google Scholar]
- Ministerio para la Transición Ecológica y el Reto Demográfico de España Sistemas de Tratamiento. Available online: https://www.miteco.gob.es/es/calidad-y-evaluacion-ambiental/temas/prevencion-y-gestion-residuos/flujos/domesticos/gestion/sistema-tratamiento/tratamientos-biologicos-compostaje.html (accessed on 25 September 2023).
- Ganduxe Alejandro, I. An Additive for Plastics Comprising Vegetal Fiber; NIH: Bethesda, MD, USA, 2015. [Google Scholar]
- Jost, V. Blending of Polyhydroxybutyrate-Co-Valerate with Polylactic Acid for Packaging Applications—Reflections on Miscibility and Effects on the Mechanical and Barrier Properties. Chem. Biochem. Eng. Q. 2015, 29, 221–246. [Google Scholar] [CrossRef]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 Years of Image Analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef]
- Gunaratne, L.M.W.K.; Shanks, R.A. Isothermal Crystallisation Kinetics of Poly(3-Hydroxybutyrate) Using Step-Scan DSC. J. Therm. Anal. Calorim. 2006, 83, 313–319. [Google Scholar] [CrossRef]
- EN ISO 6383-1; Film and Sheeting—Determination of Tear Resistance—Trouser Tear Method. Available online: https://www.iso.org/obp/ui/en/#iso:std:iso:6383:-1:ed-2:v1:en (accessed on 25 September 2023).
- ISO 20200:2023(En); Plastics—Determination of the Degree of Disintegration of Plastic Materials under Composting Conditions in a Laboratory-Scale Test. Available online: https://www.iso.org/obp/ui/en/#iso:std:iso:20200:ed-3:v1:en (accessed on 25 September 2023).
- Marcuello, C.; Chabbert, B.; Berzin, F.; Bercu, N.B.; Molinari, M.; Aguié-Béghin, V. Influence of Surface Chemistry of Fiber and Lignocellulosic Materials on Adhesion Properties with Polybutylene Succinate at Nanoscale. Materials 2023, 16, 2440. [Google Scholar] [CrossRef]
- Peshne, H.; Satapathy, B.K. Comparative Studies of Structural, Thermal, Mechanical, Rheological and Dynamic Mechanical Response of Melt Mixed PHB/Bio-PBS and PHBV/Bio-PBS Blends. J. Polym. Res. 2022, 29, 1–22. [Google Scholar] [CrossRef]
- Carvalho Benini, K.C.C.; de Ornaghi, H.L.; de Medeiros, N.M.; Pereira, P.H.F.; Cioffi, M.O.H. Thermal Characterization and Lifetime Prediction of the PHBV/Nanocellulose Biocomposites Using Different Kinetic Approaches. Cellulose 2020, 27, 7503–7522. [Google Scholar] [CrossRef]
- Seki, Y.; Selli, F.; Erdoğan, Ü.H.; Atagür, M.; Seydibeyoğlu, M.Ö. A Review on Alternative Raw Materials for Sustainable Production: Novel Plant Fibers. Cellulose 2022, 29, 4877–4918. [Google Scholar] [CrossRef]
- Majeed, K.; Jawaid, M.; Hassan, A.; Abu Bakar, A.; Abdul Khalil, H.P.S.; Salema, A.A.; Inuwa, I. Potential Materials for Food Packaging from Nanoclay/Natural Fibres Filled Hybrid Composites. Mater. Des. 2013, 46, 391–410. [Google Scholar] [CrossRef]
- Jaiswal, D.; Devnani, G.L.; Rajeshkumar, G.; Sanjay, M.R.; Siengchin, S. Review on Extraction, Characterization, Surface Treatment and Thermal Degradation Analysis of New Cellulosic Fibers as Sustainable Reinforcement in Polymer Composites. Curr. Res. Green Sustain. Chem. 2022, 5, 100271. [Google Scholar] [CrossRef]
- Alhaji Mohammed, M.; Basirun, W.J.; Abd Rahman, N.M.M.; Salleh, N. The Effect of Particle Size of Almond Shell Powders, Temperature and Time on the Extraction of Cellulose. J. Nat. Fibers 2022, 19, 5577–5587. [Google Scholar] [CrossRef]
- Senthamaraikannan, P.; Saravanakumar, S.S.; Arthanarieswaran, V.P.; Sugumaran, P. Physico-Chemical Properties of New Cellulosic Fibers from the Bark of Acacia Planifrons. Int. J. Polym. Anal. Charact. 2016, 21, 207–213. [Google Scholar] [CrossRef]
- de Matos Costa, A.R.; Lima, J.C.; dos Santos, R.; Barreto, L.S.; Henrique, M.A.; de Carvalho, L.H.; de Almeida, Y.M.B. Rheological, Thermal and Morphological Properties of Polyethylene Terephthalate/Polyamide 6/Rice Husk Ash Composites. J. Appl. Polym. Sci. 2021, 138, 50916. [Google Scholar] [CrossRef]
- Melendez-Rodriguez, B.; Torres-Giner, S.; Aldureid, A.; Cabedo, L.; Lagaron, J.M. Reactive Melt Mixing of Poly(3-Hydroxybutyrate)/Rice Husk Flour Composites with Purified Biosustainably Produced Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate). Materials 2019, 12, 2152–2173. [Google Scholar] [CrossRef]
- Guo, Y.; Wang, L.; Chen, Y.; Luo, P.; Chen, T. Properties of Luffa Fiber Reinforced PHBV Biodegradable Composites. Polymers 2019, 11, 1765. [Google Scholar] [CrossRef]
- Yasuniwa, M.; Tsubakihara, S.; Sugimoto, Y.; Nakafuku, C. Thermal Analysis of the Double-Melting Behavior of Poly(L-Lactic Acid). J. Polym. Sci. Part B Polym. Phys. 2004, 42, 25–32. [Google Scholar] [CrossRef]
- Yoshie, N.; Menju, H.; Sato, H.; Inoue, Y. Crystallization and Melting Behavior in Blends of Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate)s with a Narrow Composition Distribution. Polym. J. 1996 281 1996, 28, 45–50. [Google Scholar] [CrossRef]
- Righetti, M.C.; Aliotta, L.; Mallegni, N.; Gazzano, M.; Passaglia, E.; Cinelli, P.; Lazzeri, A. Constrained Amorphous Interphase and Mechanical Properties of Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate). Front. Chem. 2019, 7, 790. [Google Scholar] [CrossRef] [PubMed]
- Torres-Tello, E.V.; Robledo-Ortíz, J.R.; González-García, Y.; Pérez-Fonseca, A.A.; Jasso-Gastinel, C.F.; Mendizábal, E. Effect of Agave Fiber Content in the Thermal and Mechanical Properties of Green Composites Based on Polyhydroxybutyrate or Poly(Hydroxybutyrate-Co-Hydroxyvalerate). Ind. Crop. Prod. 2017, 99, 117–125. [Google Scholar] [CrossRef]
- Yousaf, Z.; Morrison, N.F.; Parnell, W.J. Tensile Properties of All-Polymeric Syntactic Foam Composites: Experimental Characterization and Mathematical Modelling. Compos. Part B Eng. 2022, 231, 109556. [Google Scholar] [CrossRef]
- Ahmed, S.; Jones, F.R. A Review of Particulate Reinforcement Theories for Polymer Composites. J. Mater. Sci. 1990, 25, 4933–4942. [Google Scholar] [CrossRef]
- Muhammadi; Shabina; Afzal, M.; Hameed, S. Bacterial Polyhydroxyalkanoates-Eco-Friendly next Generation Plastic: Production, Biocompatibility, Biodegradation, Physical Properties and Applications. Green Chem. Lett. Rev. 2015, 8, 56–77. [Google Scholar] [CrossRef]
- Iglesias-Montes, M.L.; Soccio, M.; Luzi, F.; Puglia, D.; Gazzano, M.; Lotti, N.; Manfredi, L.B.; Cyras, V.P. Evaluation of the Factors Affecting the Disintegration under a Composting Process of Poly(Lactic Acid)/Poly(3-Hydroxybutyrate) (Pla/Phb) Blends. Polymers 2021, 13, 3171. [Google Scholar] [CrossRef]
- Chihaoui, B.; Tarrés, Q.; Delgado-Aguilar, M.; Mutjé, P.; Boufi, S. Lignin-Containing Cellulose Fibrils as Reinforcement of Plasticized PLA Biocomposites Produced by Melt Processing Using PEG as a Carrier. Ind. Crop. Prod. 2022, 175, 114287. [Google Scholar] [CrossRef]
- Sanchez-Safont, E.L.; Gonzalez-Ausejo, J.; Gamez-Perez, J.; Lagaron, J.M.; Cabedo, L. Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate)/Purifi Ed Cellulose Fiber Composites by Melt Blending: Characterization and Degradation in Composting Conditions. J. Renew. Mater. 2016, 4, 123–132. [Google Scholar] [CrossRef]
- Wu, C.S. Utilization of Peanut Husks as a Filler in Aliphatic-Aromatic Polyesters: Preparation, Characterization, and Biodegradability. Polym. Degrad. Stab. 2012, 97, 2388–2395. [Google Scholar] [CrossRef]
- de Oliveira, T.A.; de Oliveira Mota, I.; Mousinho, F.E.P.; Barbosa, R.; de Carvalho, L.H.; Alves, T.S. Biodegradation of Mulch Films from Poly(Butylene Adipate Co-Terephthalate), Carnauba Wax, and Sugarcane Residue. J. Appl. Polym. Sci. 2019, 136, 48240. [Google Scholar] [CrossRef]
- Ramos, M.; Dominici, F.; Luzi, F.; Jiménez, A.; Garrigós, M.C.; Torre, L.; Puglia, D. Effect of Almond Shell Waste on Physicochemical Properties of Polyester-Based Biocomposites. Polymers 2020, 12, 835. [Google Scholar] [CrossRef] [PubMed]








| Sample | PHBV 1 (wt%) | AS (wt%) | OR (wt%) [Masterbatch Content] 2 |
|---|---|---|---|
| PHBV | 100 | 0 | - [-] |
| AS-10 | 90 | 10 | - [-] |
| AS-20 | 80 | 20 | - [-] |
| AS-30 | 70 | 30 | - [-] |
| OR-10 | 90 | - | 10 [33] |
| OR-20 | 80 | - | 20 [66] |
| OR-30 | 70 | - | 30 [100] |
| Composition | T5% (°C) | Td1 (°C) | Td2 (°C) | Residue at 600 °C (%) |
|---|---|---|---|---|
| PHBV | 277 | 296 | - | 0.84 |
| AS | 242 | - | 344 | 24.28 |
| AS-10 | 267 | 280 | 343 | 2.02 |
| AS-20 | 259 | 271 | 344 | 5.92 |
| AS-30 | 256 | 269 | 343 | 7.42 |
| OR | 245 | - | 343 | 33.43 |
| OR-10 | 267 | 282 | 348 | 3.70 |
| OR-20 | 257 | 275 | 347 | 6.59 |
| OR-30 | 255 | 272 | 344 | 10.37 |
| First Heating | Cooling | Second Heating | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Composition | ΔHm (J/g) | Tm1 (°C) | Tm2 (°C) | Χc (%) | ΔHc (J/g) | Tc (°C) | ΔHm (J/g) | Tm (°C) | Χc (%) |
| PHBV | 85.3 | 167.5 | 173.4 | 58.4 | 89.4 | 123.9 | 99.1 | 172.4 | 67.9 |
| AS-10 | 70.3 | 168.8 | 173.9 | 53.5 | 77.4 | 123.2 | 86.6 | 171.9 | 65.9 |
| AS-20 | 58.8 | 168.0 | 173.9 | 50.3 | 68.0 | 122.8 | 75.9 | 171.3 | 65.0 |
| AS-30 | 56.0 | 168.2 | 174.0 | 54.8 | 61.3 | 122.2 | 67.5 | 171.2 | 66.1 |
| OR-10 | 70.4 | 172.0 | 175.8 | 53.6 | 75.4 | 117.5 | 84.4 | 170.9 | 64.2 |
| OR-20 | 61.4 | - | 173.7 | 52.5 | 64.7 | 115.1 | 73.1 | 170.1 | 62.6 |
| OR-30 | 48.5 | - | 173.0 | 47.5 | 53.5 | 112.5 | 60.2 | 168.6 | 58.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samaniego-Aguilar, K.; Sánchez-Safont, E.; Rodríguez, A.; Marín, A.; Candal, M.V.; Cabedo, L.; Gamez-Perez, J. Valorization of Agricultural Waste Lignocellulosic Fibers for Poly(3-Hydroxybutyrate-Co-Valerate)-Based Composites in Short Shelf-Life Applications. Polymers 2023, 15, 4507. https://doi.org/10.3390/polym15234507
Samaniego-Aguilar K, Sánchez-Safont E, Rodríguez A, Marín A, Candal MV, Cabedo L, Gamez-Perez J. Valorization of Agricultural Waste Lignocellulosic Fibers for Poly(3-Hydroxybutyrate-Co-Valerate)-Based Composites in Short Shelf-Life Applications. Polymers. 2023; 15(23):4507. https://doi.org/10.3390/polym15234507
Chicago/Turabian StyleSamaniego-Aguilar, Kerly, Estefanía Sánchez-Safont, Andreina Rodríguez, Anna Marín, María V. Candal, Luis Cabedo, and Jose Gamez-Perez. 2023. "Valorization of Agricultural Waste Lignocellulosic Fibers for Poly(3-Hydroxybutyrate-Co-Valerate)-Based Composites in Short Shelf-Life Applications" Polymers 15, no. 23: 4507. https://doi.org/10.3390/polym15234507
APA StyleSamaniego-Aguilar, K., Sánchez-Safont, E., Rodríguez, A., Marín, A., Candal, M. V., Cabedo, L., & Gamez-Perez, J. (2023). Valorization of Agricultural Waste Lignocellulosic Fibers for Poly(3-Hydroxybutyrate-Co-Valerate)-Based Composites in Short Shelf-Life Applications. Polymers, 15(23), 4507. https://doi.org/10.3390/polym15234507