
A Study on the Architecture of Artificial Neural Network Considering Injection-Molding Process Steps

Abstract
:1. Introduction
2. Experiment
2.1. Material and Molding Equipment
2.2. Experimental Conditions
3. Neural Network Architectures and Implementation
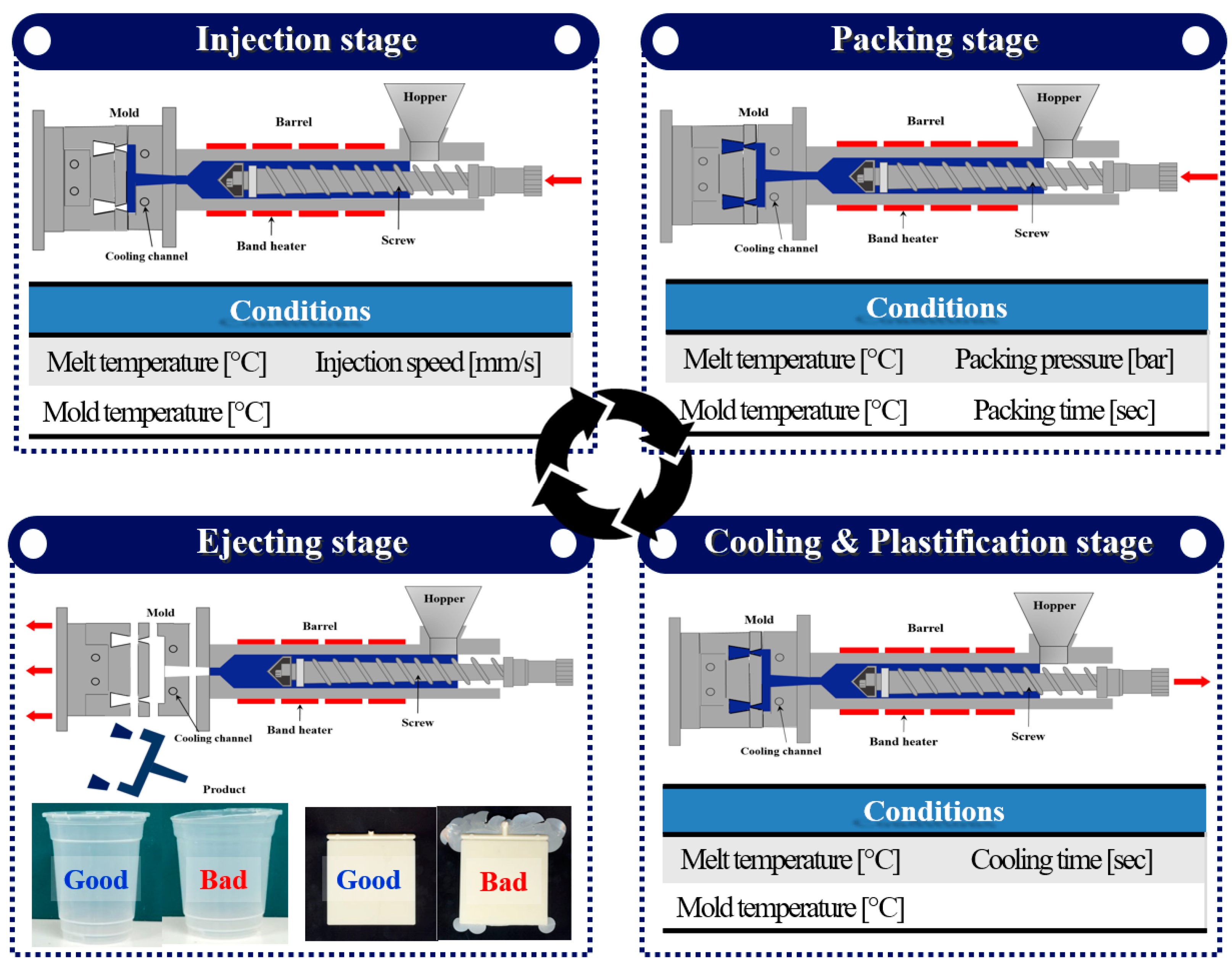
3.1. Injection Molding
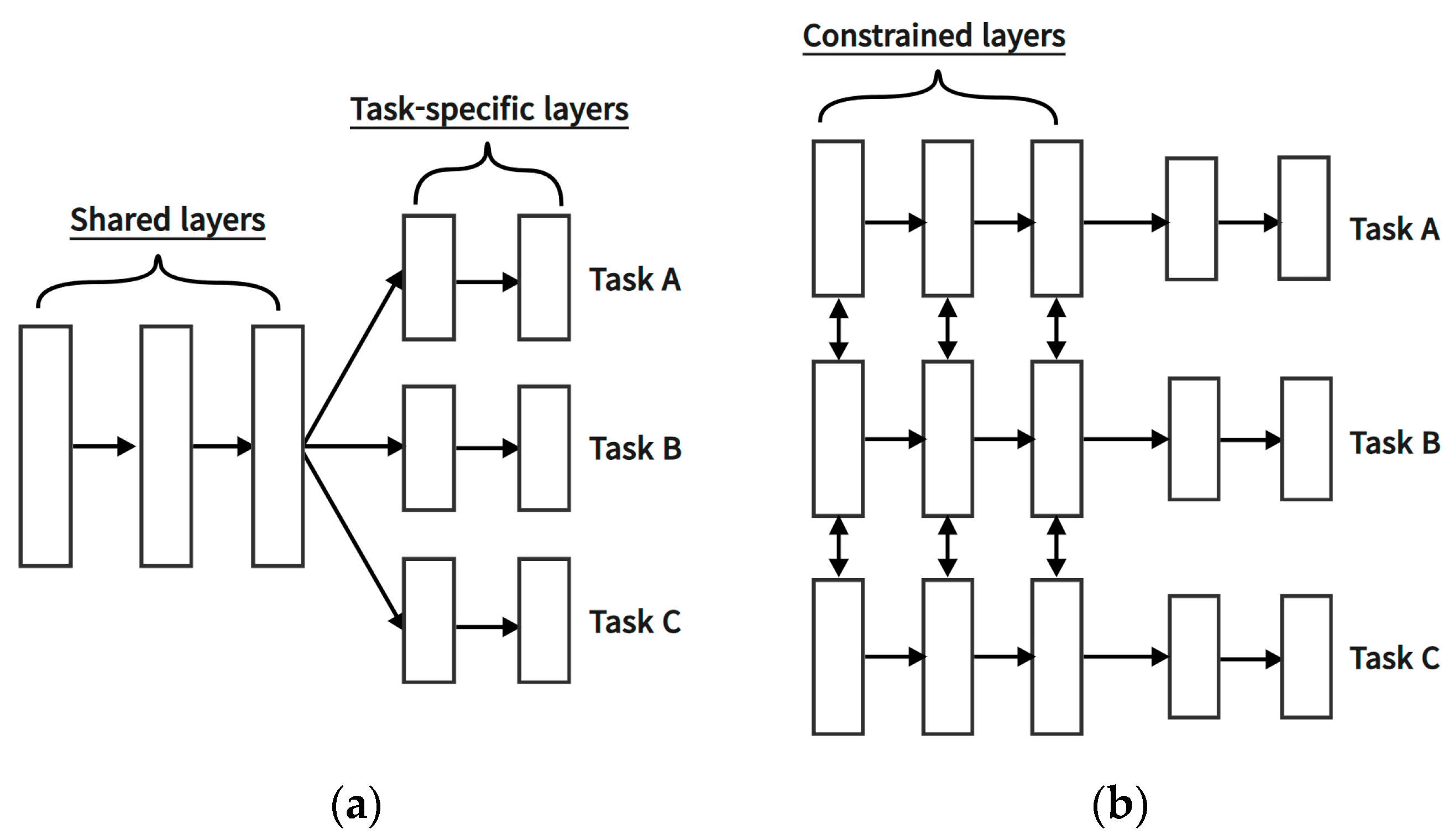
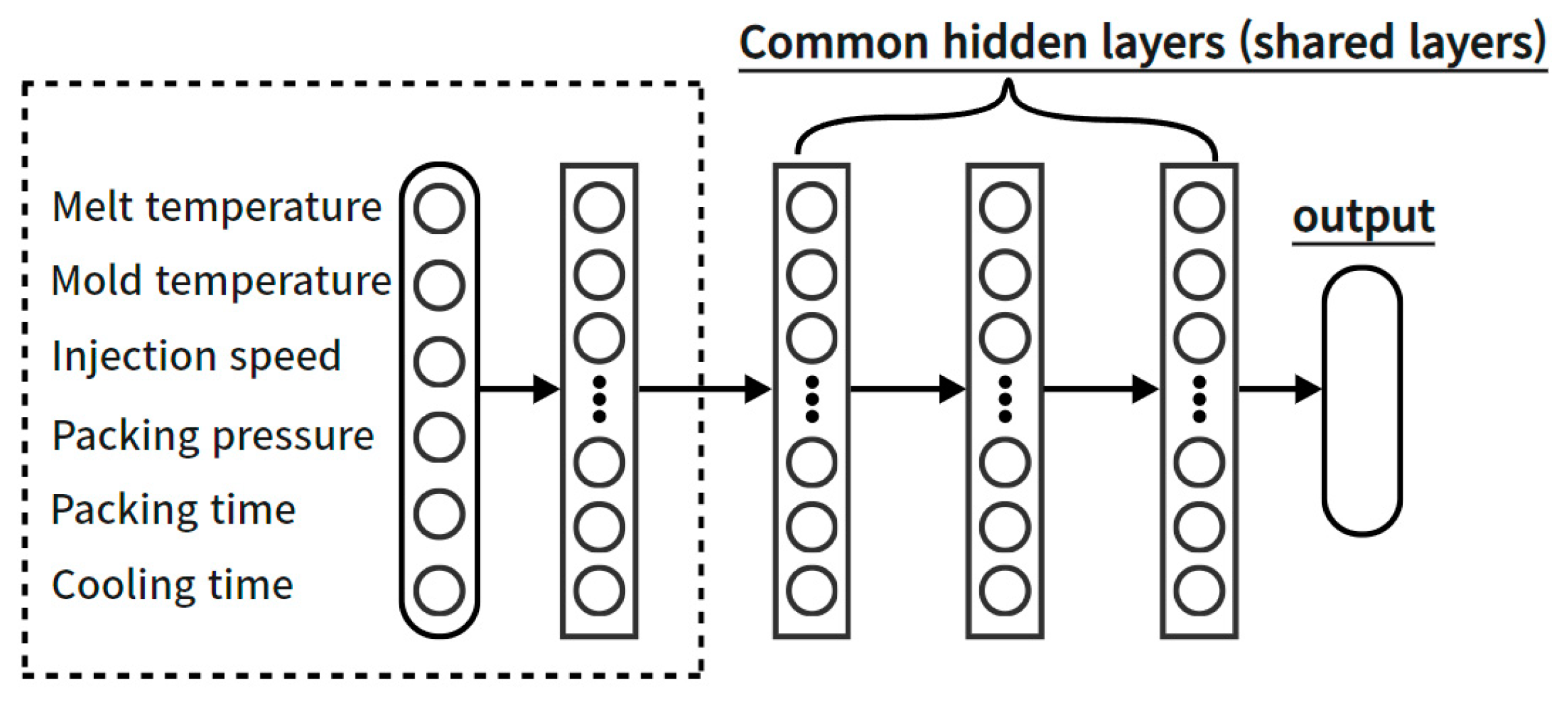
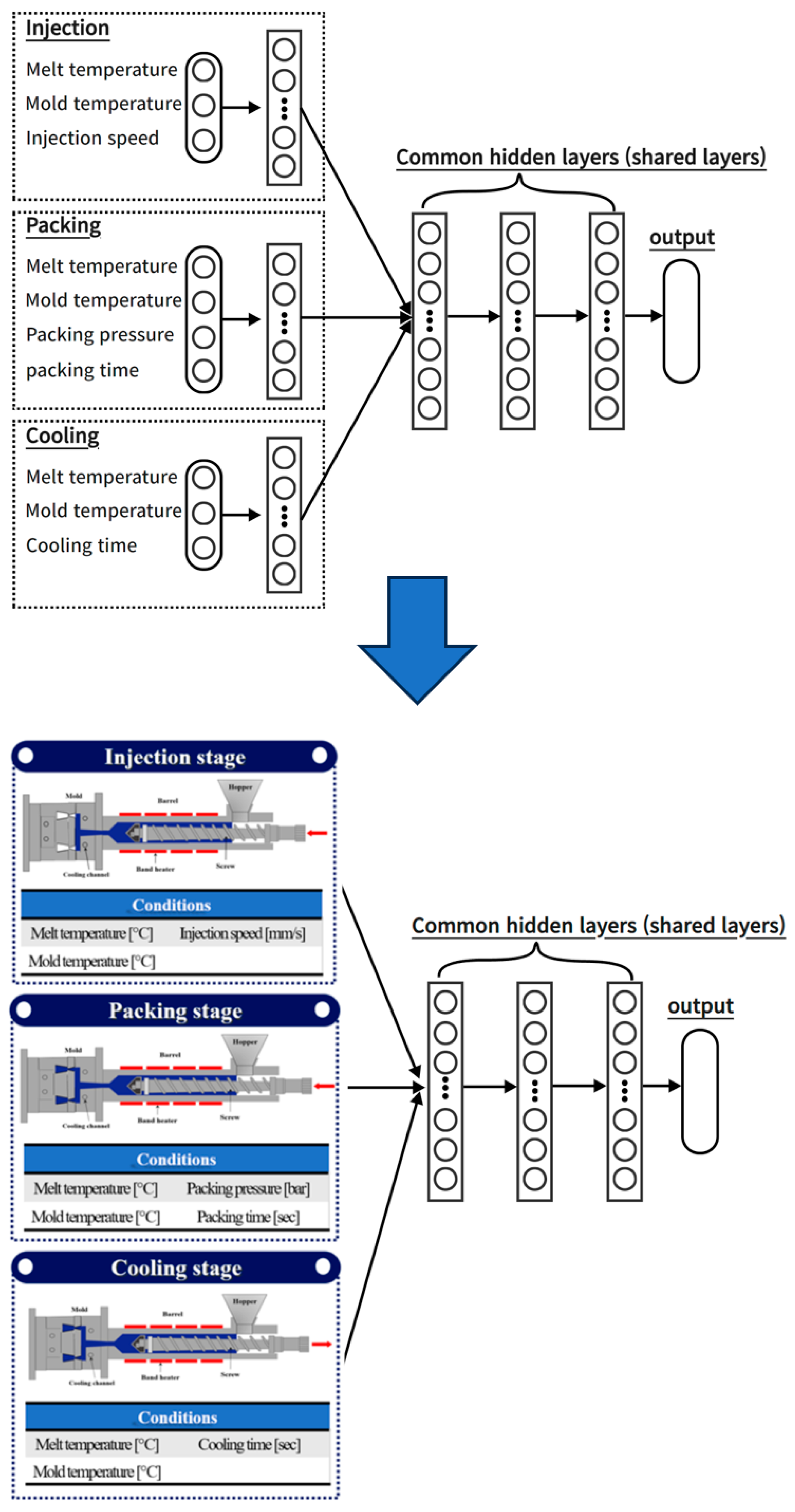
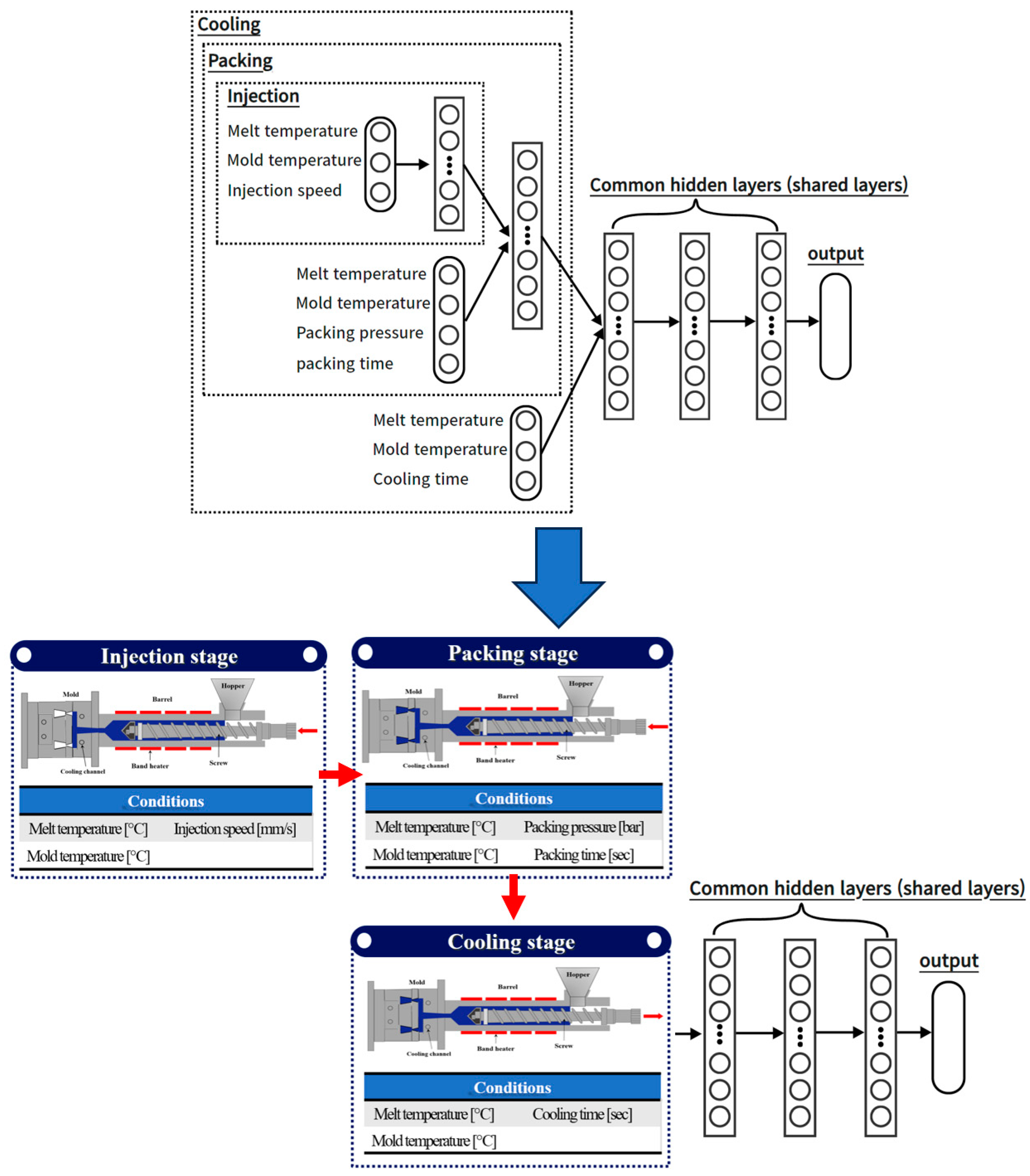
3.2. Neural Network Archtectures
3.3. Data Processing
3.4. The Search for Optimal Hyperparameters
4. Results
4.1. Relationship between Process Conditions and Injection-Molded Quality: Experiment Dataset
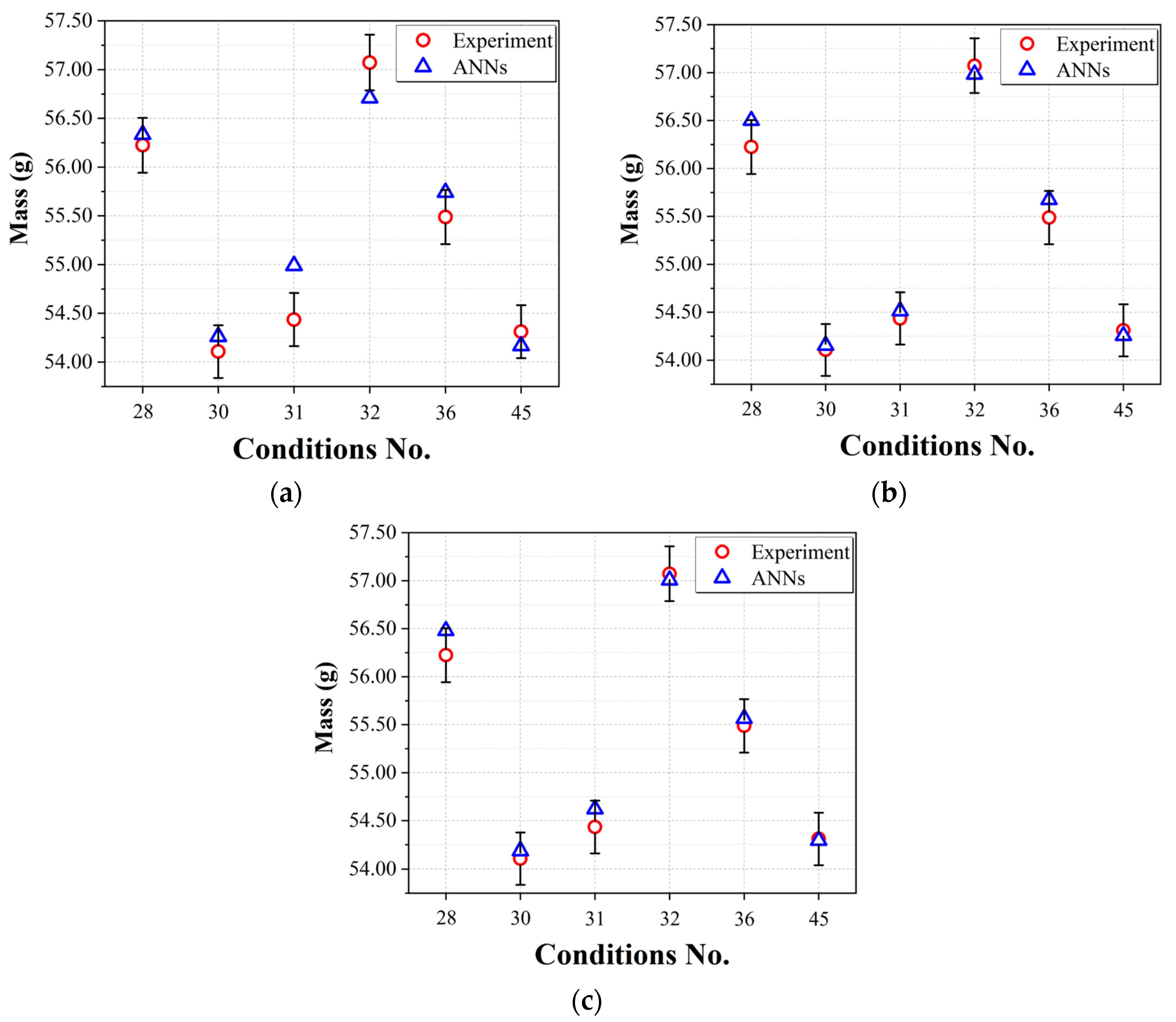
4.2. Comparison of the Single-Output Models with Mass as the Output Parameter
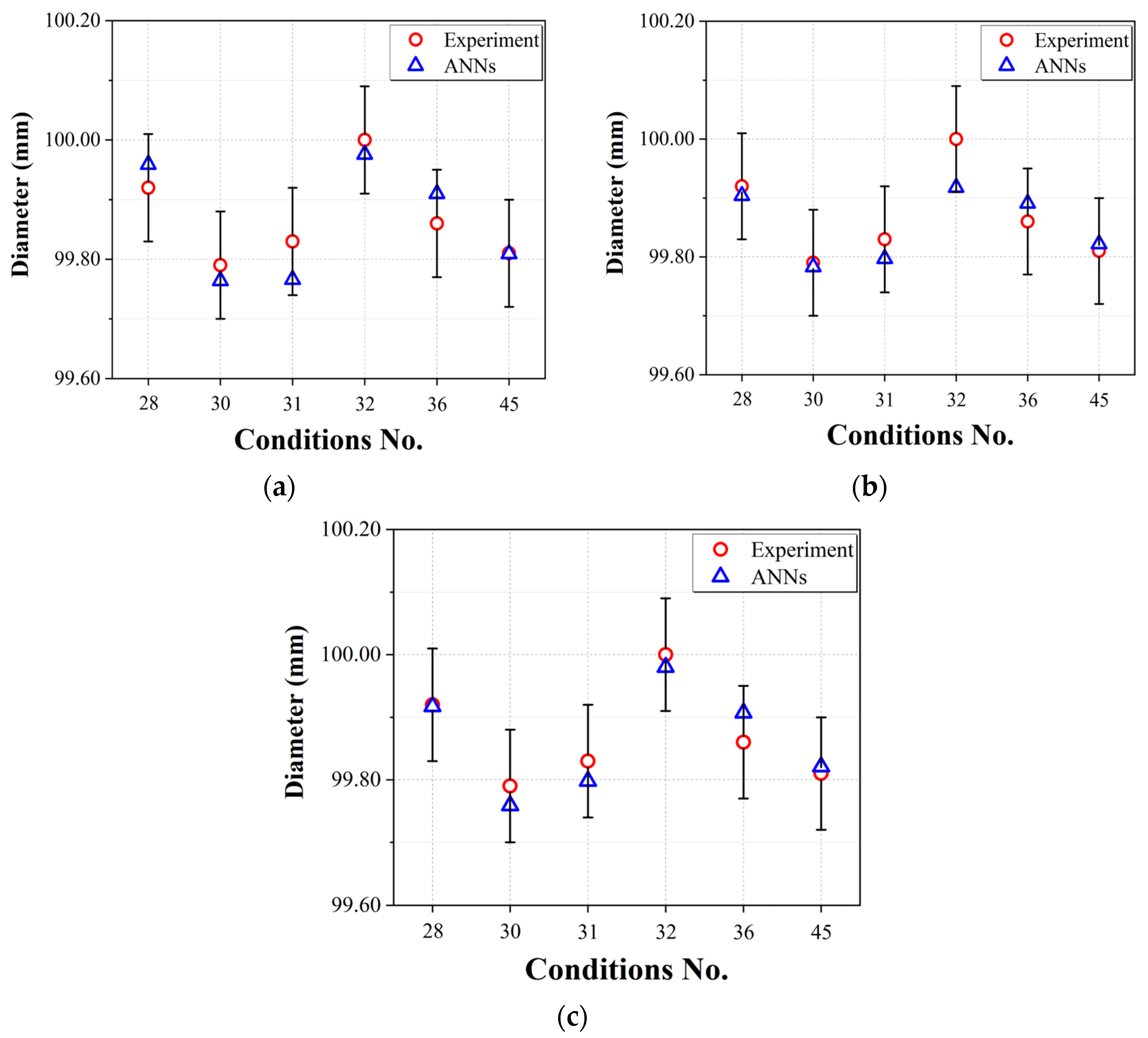
4.3. Comparison of the Single-Output Models with Diameter as the Output Parameter
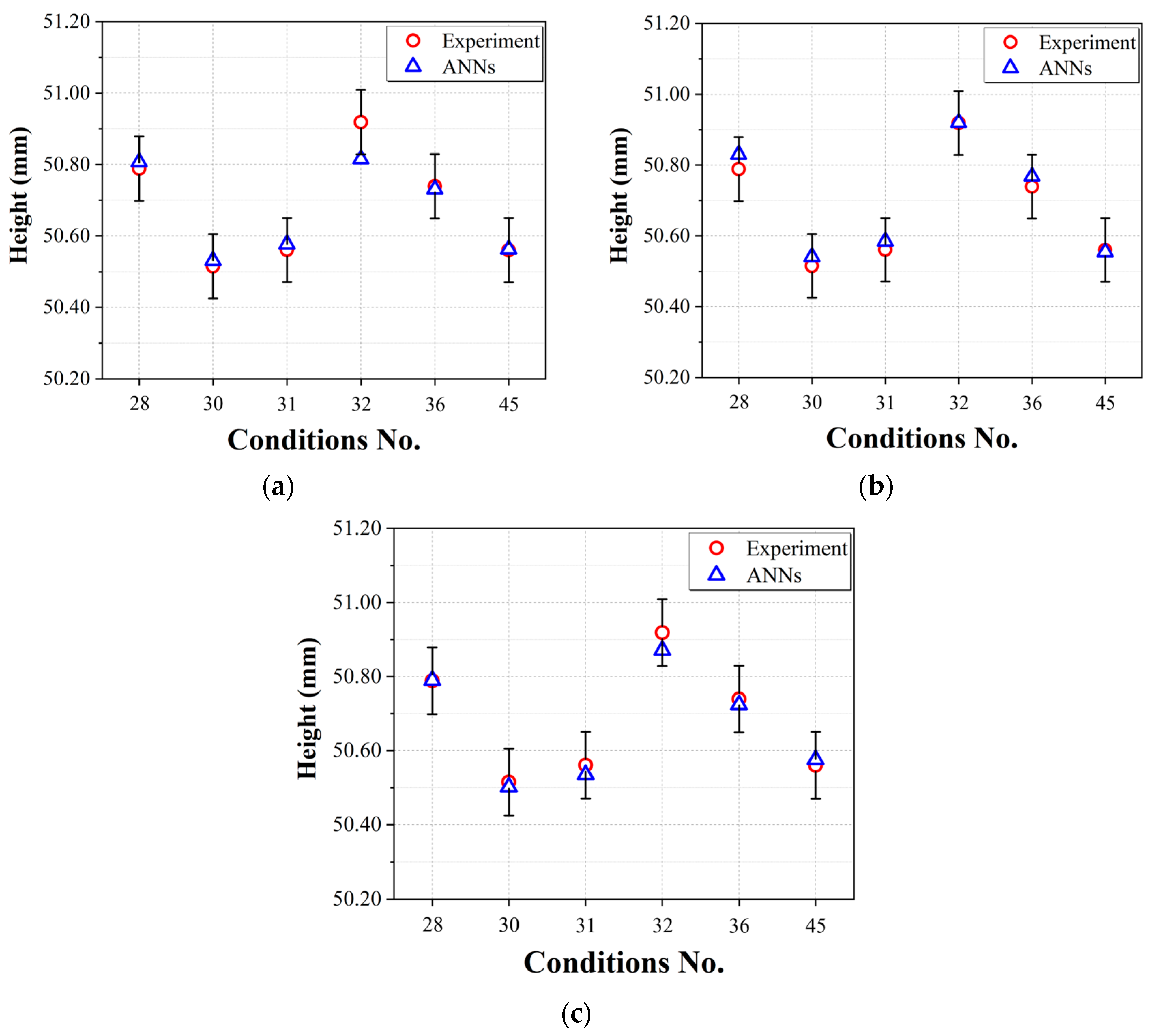
4.4. Comparison of the Single-Output Models with Height as the Output Parameter
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hyperparameters | Value |
|---|---|
| Seed number | 16 |
| Batch size | 16 |
| Optimizer | Adams |
| Learning rate | 0.0027 |
| Beta 1 | 0.7 |
| Beta 2 | 0.999 |
| Number of hidden layers | 4 |
| Number of neurons | 12-6-6-3 |
| Initializer | He normal (hidden layers) Xavier normal (output layer) |
| Activation function | Elu |
| Drop number | 0.0-0.0-0.1-0.3 |
| Coefficient of L2 normalization | 0.001 |
| Hyperparameters | Value |
|---|---|
| Seed number | 41 |
| Batch size | 16 |
| Optimizer | Adams |
| Learning rate | 0.0086 |
| Beta 1 | 0.9 |
| Beta 2 | 0.999 |
| Number of hidden layers | 1 (process layer for injection stage) |
| 1 (process layer for packing stage) | |
| 1 (process layer for cooling stage) | |
| 3 (common layers) | |
| Number of neurons | 7 (process layer for injection stage) |
| 7 (process layer for packing stage) | |
| 4 (process layer for cooling stage) | |
| 13-13-8 (common layers) | |
| Initializer | He normal (hidden layers) |
| Xavier normal (output layer) | |
| Activation function | Elu |
| Drop number | 0.0 (process layer for injection stage) |
| 0.3 (process layer for packing stage) | |
| 0.0 (process layer for cooling stage) | |
| 0.1-0.1-0.2 (common layers) | |
| Coefficient of L2 normalization | 0.001 |
| Hyperparameters | Value |
|---|---|
| Seed number | 9 |
| Batch size | 16 |
| Optimizer | Adams |
| Learning rate | 0.0076 |
| Beta 1 | 0.2 |
| Beta 2 | 0.9999 |
| Number of hidden layers | 1 (process layer for injection stage) |
| 1 (process layer for packing stage) | |
| 3 (common layers) | |
| Number of neurons | 2 (process layer for injection stage) |
| 9 (process layer for packing stage) | |
| 8-4-1 (common layers) | |
| Initializer | He normal (hidden layers) |
| Xavier normal (output layer) | |
| Activation function | Elu |
| Drop number | 0.2 (process layer for injection stage) |
| 0.0 (process layer for packing stage) | |
| 0.3-0.1-0.0 (common layers) | |
| Coefficient of L2 normalization | 0.001 |
| Hyperparameters | Value |
|---|---|
| Seed number | 4 |
| Batch size | 32 |
| Optimizer | Adams |
| Learning rate | 0.0029 |
| Beta 1 | 0.3 |
| Beta 2 | 0.99 |
| Number of hidden layers | 4 |
| Number of neurons | 5-5-4-2 |
| Initializer | He normal (hidden layers) |
| Xavier normal (output layer) | |
| Activation function | Elu |
| Drop number | 0.2-0.2-0.1-0.2 |
| Coefficient of L2 normalization | 0.001 |
| Hyperparameters | Value |
|---|---|
| Seed number | 25 |
| Batch size | 16 |
| Optimizer | Adams |
| Learning rate | 0.0043 |
| Beta 1 | 0.8 |
| Beta 2 | 0.9 |
| Number of hidden layers | 1 (process layer for injection stage) |
| 1 (process layer for packing stage) | |
| 1 (process layer for cooling stage) | |
| 3 (common layers) | |
| Number of neurons | 8 (process layer for injection stage) |
| 9 (process layer for packing stage) | |
| 4 (process layer for cooling stage) | |
| 21-14-14 (common layers) | |
| Initializer | He normal (hidden layers) |
| Xavier normal (output layer) | |
| Activation function | Elu |
| Drop number | 0.0 (process layer for injection stage) |
| 0.3 (process layer for packing stage) | |
| 0.1 (process layer for cooling stage) | |
| 0.2-0.1-0.4 (common layers) | |
| Coefficient of L2 normalization | 0.01 |
| Hyperparameters | Value |
|---|---|
| Seed number | 44 |
| Batch size | 16 |
| Optimizer | Adams |
| Learning rate | 0.006 |
| Beta 1 | 0.2 |
| Beta 2 | 0.99 |
| Number of hidden layers | 1 (process layer for injection stage) |
| 1 (process layer for packing stage) | |
| 3 (common layers) | |
| Number of neurons | 6 (process layer for injection stage) |
| 9 (process layer for packing stage) | |
| 15-10-1 (common layers) | |
| Initializer | He normal (hidden layers) |
| Xavier normal (output layer) | |
| Activation function | Elu |
| Drop number | 0.3 (process layer for injection stage) |
| 0.0 (process layer for packing stage) | |
| 0.1-0.3-0.2 (common layers) | |
| Coefficient of L2 normalization | 0.001 |
| Hyperparameters | Value |
|---|---|
| Seed number | 30 |
| Batch size | 16 |
| Optimizer | Adams |
| Learning rate | 0.0019 |
| Beta 1 | 0.2 |
| Beta 2 | 0.9999 |
| Number of hidden layers | 4 |
| Number of neurons | 8-3-2-2 |
| Initializer | He normal (hidden layers) |
| Xavier normal (output layer) | |
| Activation function | Elu |
| Drop number | 0.3-0.1-0.1-0.0 |
| Coefficient of L2 normalization | 0.01 |
| Hyperparameters | Value |
|---|---|
| Seed number | 35 |
| Batch size | 16 |
| Optimizer | Adams |
| Learning rate | 0.0089 |
| Beta 1 | 0.2 |
| Beta 2 | 0.9999 |
| Number of hidden layers | 1 (process layer for injection stage) |
| 1 (process layer for packing stage) | |
| 1 (process layer for cooling stage) | |
| 3 (common layers) | |
| Number of neurons | 8 (process layer for injection stage) |
| 6 (process layer for packing stage) | |
| 3 (process layer for cooling stage) | |
| 17-12-5 (common layers) | |
| Initializer | He normal (hidden layers) |
| Xavier normal (output layer) | |
| Activation function | Elu |
| Drop number | 0.1 (process layer for injection stage) |
| 0.2 (process layer for packing stage) | |
| 0.0 (process layer for cooling stage) | |
| 0.4-0.0-0.3 (common layers) | |
| Coefficient of L2 normalization | 0.01 |
| Hyperparameters | Value |
|---|---|
| Seed number | 48 |
| Batch size | 16 |
| Optimizer | Adams |
| Learning rate | 0.0067 |
| Beta 1 | 0.3 |
| Beta 2 | 0.9999 |
| Number of hidden layers | 1 (process layer for injection stage) |
| 1 (process layer for packing stage) | |
| 3 (common layers) | |
| Number of neurons | 1 (process layer for injection stage) |
| 9 (process layer for packing stage) | |
| 6-6-3 (common layers) | |
| Initializer | He normal (hidden layers) |
| Xavier normal (output layer) | |
| Activation function | Elu |
| Drop number | 0.2 (process layer for injection stage) |
| 0.4 (process layer for packing stage) | |
| 0.0-0.3-0.0 (common layers) | |
| Coefficient of L2 normalization | 0.001 |
References
- Rosato, D.V.; Rosato, M.G. Injection Molding Handbook; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Fernandes, C.; Pontes, A.J.; Viana, J.C.; Gaspar-Cunha, A. Modeling and optimization of the injection-molding process: A review. Adv. Polym. Technol. 2018, 37, 429–449. [Google Scholar] [CrossRef]
- Oktem, H.; Erzurumlu, T.; Uzman, I. Application of Taguchi optimization technique in determining plastic injection molding process parameters for a thin-shell part. Mater. Des. 2007, 28, 1271–1278. [Google Scholar] [CrossRef]
- Altan, M. Reducing shrinkage in injection moldings via the Taguchi, ANOVA and neural network methods. Mater. Des. 2010, 31, 599–604. [Google Scholar] [CrossRef]
- Minh, P.S.; Nguyen, V.-T.; Nguyen, V.T.; Uyen, T.M.T.; Do, T.T.; Nguyen, V.T.T. Study on the Fatigue Strength of Welding Line in Injection Molding Products under Different Tensile Conditions. Micromachines 2022, 13, 1890. [Google Scholar] [CrossRef] [PubMed]
- Guerra, N.B.; Reis, T.M.; Scopel, T.; Lima, M.S.; Figueroa, C.A.; Michels, A.F. Influence of process parameters and post-molding condition on shrinkage and warpage of injection-molded plastic parts with complex geometry. Int. J. Adv. Manuf. Technol. 2023, 128, 479–490. [Google Scholar] [CrossRef]
- Zink, B.; Szabó, F.; Hatos, I.; Suplicz, A.; Kovács, N.K.; Hargitai, H.; Tábi, T.; Kovács, J.G. Enhanced injection molding simulation of advanced injection molds. Polymers 2017, 9, 77. [Google Scholar] [CrossRef] [PubMed]
- Hentati, F.; Hadriche, I.; Masmoudi, N.; Bradai, C. Optimization of the injection molding process for the PC/ABS parts by integrating Taguchi approach and CAE simulation. Int. J. Adv. Manuf. Technol. 2019, 104, 4353–4363. [Google Scholar] [CrossRef]
- Lee, J.H.; Bae, H.S.; Kwak, J.S. Dimensional optimization of electric component in ultra thin-wall injection molding by using Moldflow simulation. J. Korean Soc. Manuf. Process Eng. 2020, 19, 1–6. [Google Scholar] [CrossRef]
- Chen, J.; Cui, Y.; Liu, Y.; Cui, J. Design and Parametric Optimization of the Injection Molding Process Using Statistical Analysis and Numerical Simulation. Processes 2023, 11, 414. [Google Scholar] [CrossRef]
- Ozcelik, B.; Erzurumlu, T. Comparison of the warpage optimization in the plastic injection molding using ANOVA, neural network model and genetic algorithm. J. Mater. Process. Technol. 2006, 171, 437–445. [Google Scholar] [CrossRef]
- Yin, F.; Mao, H.; Hua, L.; Guo, W.; Shu, M. Back propagation neural network modeling for warpage prediction and optimization of plastic products during injection molding. Mater. Des. 2011, 32, 1844–1850. [Google Scholar] [CrossRef]
- Lee, C.H.; Na, J.W.; Park, K.H.; Yu, H.J.; Kim, J.S.; Choi, K.W.; Park, D.Y.; Park, S.J.; Rho, J.S.; Lee, S.C. Development of artificial neural network system to recommend process conditions of injection molding for various geometries. Adv. Intell. Syst. 2020, 2, 2000037. [Google Scholar] [CrossRef]
- Gim, J.; Rhee, B. Novel Analysis Methodology of Cavity Pressure Profiles in Injection-Molding Processes Using Interpretation of Machine Learning Model. Polymers 2021, 13, 3297. [Google Scholar] [CrossRef] [PubMed]
- Abdul, R.; Guo, G.; Chen, J.C.; Yoo, J.J.W. Shrinkage prediction of injection molded high polyethylene parts with taguchi/artificial neural network hybrid experimental design. Int. J. Interact. Des. Manuf. 2020, 14, 345–357. [Google Scholar] [CrossRef]
- Heinisch, J.; Lockner, Y.; Hopmann, C. Comparison of design of experiment methods for modeling injection molding experiments using artificial neural networks. J. Manuf. Process. 2021, 61, 357–368. [Google Scholar] [CrossRef]
- Huang, Y.M.; Jong, W.R.; Chen, S.C. Transfer Learning Applied to Characteristic Prediction of Injection Molded Products. Polymers 2021, 13, 3874. [Google Scholar] [CrossRef]
- Lee, J.H.; Yang, D.C.; Yoon, K.H.; Kim, J.S. Effects of Input Parameter Range on the Accuracy of Artificial Neural Network Prediction for the Injection Molding Process. Polymers 2022, 14, 1724. [Google Scholar] [CrossRef]
- Rudder, S. An overview of multi-task learning in deep neural networks. arXiv 2017, arXiv:1706.05098. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, Q. An overview of multi-task learning. Natl. Sci. Rev. 2018, 5, 30–43. [Google Scholar] [CrossRef]
- LG Chem. Available online: https://www.lgchemon.com/s/em/grade/a8S2x00000004ypEAA/llgp1007f?language=en_US (accessed on 28 November 2023).
- Li, L.; Jamieson, K.; DeSalvo, G.; Rostamizadeh, A.; Talwalkar, A. Hyperband: A novel bandit-based approach to hyper-parameter optimization. J. Mach. Learn. Res. 2017, 18, 6765–6816. [Google Scholar]
- Kingma, D.P.; Ba, J. Adam: A method for stochastic optimization. arXiv 2014, arXiv:1412.6980. [Google Scholar] [CrossRef]
- ISO 20457:2018; Plastics Moulded Parts—Tolerances and Acceptance Conditions. ISO: Geneva, Switzerland, 2018.












| Author | Input Parameters | Output Parameters | The Number of Hidden Layers | The Number of Neurons Per Hidden Layers |
|---|---|---|---|---|
| Ozcelik, B et al. [11] | 5 (Mold Temp., Melt Temp., Packing pressure, Packing time, Cooling time) | 1 (Warpage) | 2 hidden layers | 9 (1st)–9 (2nd) |
| Yin, F et al. [12] | 5 (Mold Temp., Melt Temp., Packing pressure, Packing time, Cooling time) | 1 (Warpage) | 2 hidden layers | 20 (1st)–20 (2nd) |
| Lee, C. H et al. [13] | 9 (Overall volume, Cavity volume, Overall surface area, Cavity surface area, Filling time, Melt Temp., Mold Temp., Packing pressure, Packing time) | 1 (Weight) | 2 hidden layers | 28 (1st)–28 (2nd) |
| Gim, J. et al. [14] | 10 (Time and pressure value from sensor) | 1 (Part weight) | 1 hidden layer | 8 |
| Author | Input Parameters | Output Parameters | The Number of Hidden Layers | The Number of Neurons Per Hidden Layers |
|---|---|---|---|---|
| Abdul, R et al. [15] | 3 (Injection speed, Holding time, Cooling time) | 2 (Length shrinkage, Width shrinkage) | 1 hidden layer | 4 (1st) |
| Heinisch, J et al. [16] | 6 (Mold Temp., Melt Temp., Injection time, Packing pressure, Packing time, Cooling time) | 3 (Weight, Length, Width) | 1 hidden layer | 5 (1st) |
| Huang, Y. M. et al. [17] | 5 (Injection speed, Packing time, Mold Temp., Melt Temp.) | 3 (Injection pressure, Cooling time, Z shrinkage) | 2 hidden layers | 7 (1st)–3 (2nd) |
| Gim, J. et al. [14] | 10 (Time and pressure value from sensor) | 5 (Injection pressure, Cooling time, X, Y, Z shrinkage) | 2 hidden layers | 11 (1st)–7 (2nd) |
| Lee. J. H. et al. [18] | 6 (Melt Temp., Mold Temp., Injection speed, Packing pressure, Packing time, Cooling time) | 3 (Mass, Diameter, Height) | 2 shared hidden layers, 1 specific-task hidden layer | 6 (1st)-5 (2nd)-[4(mass), 3(diameter), 4(height)] |
| Properties | Standard | Condition | Unit | Value | |
|---|---|---|---|---|---|
| Physical | Specific gravity | ASTM D792 | - | - | 0.94 |
| Melt flow rate | ASTM D1238 | 230 °C, | g/10 min | 13.0 | |
| 2.16 kg | |||||
| Mechanical | Tensile strength | ASTM D638 | 50 mm/min | kgf/cm2 | 290 |
| (3.2 mm) | |||||
| Flexural strength | ASTM D790 | 10 mm/min | kgf/cm2 | 380 | |
| (6.4 mm) | |||||
| Thermal | Heat deflection Temp. (6.4 mm) | ASTM D648 | 4.6 kg | °C | 110 |
| Conditions | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Melt temperature (°C) | 200 | 220 | 240 |
| Mold temperature (°C) | 40 | 50 | 60 |
| Injection speed (mm/s) | 40 | 70 | 100 |
| Packing pressure (bar) | 150 | 200 | 250 |
| Packing time (s) | 6.0 | 12.0 | 18.0 |
| Cooling time (s) | 38 | 48 | 58 |
| Exp. No. | Melt Temperature (°C) | Mold Temperature (°C) | Injection Speed (mm/s) | Packing Pressure (bar) | Packing Time (s) | Cooling Time (s) | Note |
|---|---|---|---|---|---|---|---|
| 1 | 200 | 40 | 40.0 | 150 | 6.0 | 38 | L27 |
| 2 | 200 | 40 | 40.0 | 150 | 12.0 | 48 | L27 |
| 3 | 200 | 40 | 40.0 | 150 | 18.0 | 58 | L27 |
| 4 | 200 | 50 | 70.0 | 200 | 6.0 | 38 | L27 |
| 5 | 200 | 50 | 70.0 | 200 | 12.0 | 48 | L27 |
| 6 | 200 | 50 | 70.0 | 200 | 18.0 | 58 | L27 |
| 7 | 200 | 60 | 100.0 | 250 | 6.0 | 38 | L27 |
| 9 | 200 | 60 | 100.0 | 250 | 18.0 | 58 | L27 |
| 10 | 220 | 40 | 70.0 | 250 | 6.0 | 48 | L27 |
| 11 | 220 | 40 | 70.0 | 250 | 12.0 | 58 | L27 |
| 12 | 220 | 40 | 70.0 | 250 | 18.0 | 38 | L27 |
| 13 | 220 | 50 | 100.0 | 150 | 6.0 | 48 | L27 |
| 14 | 220 | 50 | 100.0 | 150 | 12.0 | 58 | L27 |
| 15 | 220 | 50 | 100.0 | 150 | 18.0 | 38 | L27 |
| 16 | 220 | 60 | 40.0 | 200 | 6.0 | 48 | L27 |
| 17 | 220 | 60 | 40.0 | 200 | 12.0 | 58 | L27 |
| 18 | 220 | 60 | 40.0 | 200 | 18.0 | 38 | L27 |
| 19 | 240 | 40 | 100.0 | 200 | 6.0 | 58 | L27 |
| 20 | 240 | 40 | 100.0 | 200 | 12.0 | 38 | L27 |
| 21 | 240 | 40 | 100.0 | 200 | 18.0 | 48 | L27 |
| 22 | 240 | 40 | 40.0 | 250 | 6.0 | 58 | L27 |
| 23 | 240 | 50 | 40.0 | 250 | 12.0 | 38 | L27 |
| 24 | 240 | 50 | 40.0 | 250 | 18.0 | 48 | L27 |
| 25 | 240 | 60 | 70.0 | 150 | 6.0 | 58 | L27 |
| 26 | 240 | 60 | 70.0 | 150 | 12.0 | 38 | L27 |
| 27 | 240 | 60 | 70.0 | 150 | 18.0 | 48 | L27 |
| 28 | 214 | 55 | 82.7 | 204 | 16.3 | 52 | Random |
| 29 | 204 | 44 | 43.4 | 202 | 13.9 | 41 | Random |
| 30 | 203 | 46 | 93.6 | 205 | 13.7 | 45 | Random |
| 31 | 202 | 54 | 83.4 | 213 | 6.6 | 48 | Random |
| 32 | 206 | 43 | 61.6 | 221 | 6.9 | 39 | Random |
| 33 | 212 | 44 | 53.3 | 240 | 17.0 | 52 | Random |
| 34 | 212 | 51 | 90.8 | 224 | 6.1 | 48 | Random |
| 35 | 200 | 52 | 50.0 | 215 | 17.6 | 39 | Random |
| 36 | 229 | 51 | 46.2 | 153 | 11.7 | 45 | Random |
| 37 | 228 | 49 | 53.2 | 217 | 12.3 | 58 | Random |
| 38 | 222 | 51 | 63.7 | 167 | 8.7 | 51 | Random |
| 39 | 219 | 50 | 41.4 | 156 | 16.3 | 52 | Random |
| 40 | 228 | 46 | 96.5 | 154 | 16.7 | 57 | Random |
| 41 | 228 | 46 | 62.5 | 191 | 10.9 | 46 | Random |
| 42 | 219 | 42 | 98.4 | 237 | 17.9 | 41 | Random |
| 43 | 220 | 43 | 55.8 | 241 | 14.8 | 44 | Random |
| 44 | 233 | 42 | 50.8 | 198 | 13.5 | 55 | Random |
| 45 | 238 | 53 | 41.6 | 221 | 17.2 | 40 | Random |
| 46 | 234 | 48 | 68.2 | 222 | 8.8 | 41 | Random |
| 47 | 233 | 44 | 84.9 | 171 | 6.7 | 55 | Random |
| 48 | 234 | 43 | 56.9 | 176 | 11.1 | 48 | Random |
| 49 | 239 | 49 | 41.2 | 234 | 8.6 | 52 | Random |
| 50 | 240 | 49 | 76.1 | 241 | 6.4 | 51 | Random |
| Hyperparameters | Range | Note |
|---|---|---|
| Seed number | 0–50 | Step size was 1 |
| Batch size | 16, 32, 64,… | Increased in multiples of 2 until it could cover the number of learning data |
| Optimizer | Adams [23] | Fixed |
| Learning rate | 0.0001–0.01 [23] | Step size was 0.0001 |
| Beta 1 | 0.1–1.0 [23] | Step size was 0.1 |
| Bata 2 | 0.9, 0.99, 0.999, 0.999 [23] | - |
| Number of neurons | From the number of output parameters to twice the sum of the number of output and input parameters. | Step size was 1 |
| Initializer | He normal (hidden layer) | - |
| Xavier normal (output layer) | ||
| Activation function | Elu (hidden layer) | - |
| Linear (output layer) | ||
| Drop number | 0.0–0.4 | Step size was 0.1 |
| Coefficient of L2 normalization | 0.001, 0.01, 0.1 | - |
| Process Variable | Mean Value of Mass (g) | Rank | ||
|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | ||
| Melt temperature | 55.68 | 55.20 | 54.70 | 2 |
| Mold temperature | 55.44 | 55.22 | 54.91 | 4 |
| Injection speed | 55.31 | 55.20 | 55.06 | 5 |
| Packing pressure | 54.77 | 55.22 | 55.58 | 3 |
| Packing time | 53.74 | 55.29 | 56.55 | 1 |
| Cooling time | 55.13 | 55.19 | 55.25 | 6 |
| Process Variable | Description | Contribution for Mass (%) |
|---|---|---|
| Melt temperature | Main effect | 10.61 |
| Mold temperature | Main effect | 3.19 |
| Injection speed | Main effect | 1.83 |
| Packing pressure | Main effect | 4.64 |
| Packing time | Main effect | 78.77 |
| Cooling time | Main effect | 0.21 |
| Melt temperature × Mold temperature | 2-way interaction | 0.02 |
| Melt temperature × Injection speed | 2-way interaction | 0.01 |
| Melt temperature × Packing pressure | 2-way interaction | 0.00 |
| Melt temperature × Packing time | 2-way interaction | 0.00 |
| Melt temperature × Cooling time | 2-way interaction | 0.00 |
| Mold temperature × Injection speed | 2-way interaction | 0.00 |
| Mold temperature × Packing pressure | 2-way interaction | 0.00 |
| Mold temperature × Packing time | 2-way interaction | 0.08 |
| Mold temperature × Cooling time | 2-way interaction | 0.02 |
| Injection speed × Packing pressure | 2-way interaction | 0.01 |
| Injection speed × Packing time | 2-way interaction | 0.05 |
| Injection speed × Cooling time | 2-way interaction | 0.01 |
| Packing pressure × Packing time | 2-way interaction | 0.00 |
| Packing pressure × Cooling time | 2-way interaction | 0.00 |
| Packing time × Cooling time | 2-way interaction | 0.01 |
| Process Variable | Mean Value of Diameter (mm) | Rank | ||
|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | ||
| Melt temperature | 99.86 | 99.86 | 88.96 | 6 |
| Mold temperature | 99.86 | 99.87 | 99.85 | 4 |
| Injection speed | 99.86 | 99.85 | 99.87 | 5 |
| Packing pressure | 99.84 | 99.86 | 99.89 | 2 |
| Packing time | 99.72 | 99.90 | 99.96 | 1 |
| Cooling time | 99.86 | 99.88 | 99.84 | 3 |
| Process Variable | Description | Contribution for Diameter (%) |
|---|---|---|
| Melt temperature | Main effect | 0.11 |
| Mold temperature | Main effect | 1.98 |
| Injection speed | Main effect | 0.66 |
| Packing pressure | Main effect | 1.88 |
| Packing time | Main effect | 76.19 |
| Cooling time | Main effect | 0.40 |
| Melt temperature × Mold temperature | 2-way interaction | 0.62 |
| Melt temperature × Injection speed | 2-way interaction | 2.30 |
| Melt temperature × Packing pressure | 2-way interaction | 0.32 |
| Melt temperature × Packing time | 2-way interaction | 1.83 |
| Melt temperature × Cooling time | 2-way interaction | 1.30 |
| Mold temperature × Injection speed | 2-way interaction | 0.03 |
| Mold temperature × Packing pressure | 2-way interaction | 0.05 |
| Mold temperature × Packing time | 2-way interaction | 0.42 |
| Mold temperature × Cooling time | 2-way interaction | 1.71 |
| Injection speed × Packing pressure | 2-way interaction | 0.50 |
| Injection speed × Packing time | 2-way interaction | 0.00 |
| Injection speed × Cooling time | 2-way interaction | 0.60 |
| Packing pressure × Packing time | 2-way interaction | 0.37 |
| Packing pressure × Cooling time | 2-way interaction | 0.11 |
| Packing time × Cooling time | 2-way interaction | 0.01 |
| Process Variable | Mean Value of Diameter (mm) | Rank | ||
|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | ||
| Melt temperature | 50.72 | 50.67 | 50.62 | 6 |
| Mold temperature | 50.70 | 50.68 | 50.62 | 4 |
| Injection speed | 50.67 | 50.67 | 50.66 | 5 |
| Packing pressure | 50.58 | 50.67 | 50.75 | 2 |
| Packing time | 50.47 | 50.69 | 50.84 | 1 |
| Cooling time | 50.66 | 50.68 | 50.66 | 3 |
| Process Variable | Description | Contribution for Diameter (%) |
|---|---|---|
| Melt temperature | Main effect | 5.73 |
| Mold temperature | Main effect | 4.45 |
| Injection speed | Main effect | 0.95 |
| Packing pressure | Main effect | 10.27 |
| Packing time | Main effect | 75.78 |
| Cooling time | Main effect | 0.06 |
| Melt temperature × Mold temperature | 2-way interaction | 0.23 |
| Melt temperature × Injection speed | 2-way interaction | 0.17 |
| Melt temperature × Packing pressure | 2-way interaction | 0.03 |
| Melt temperature × Packing time | 2-way interaction | 0.23 |
| Melt temperature × Cooling time | 2-way interaction | 0.00 |
| Mold temperature × Injection speed | 2-way interaction | 0.00 |
| Mold temperature × Packing pressure | 2-way interaction | 0.03 |
| Mold temperature × Packing time | 2-way interaction | 0.00 |
| Mold temperature × Cooling time | 2-way interaction | 0.01 |
| Injection speed × Packing pressure | 2-way interaction | 0.04 |
| Injection speed × Packing time | 2-way interaction | 0.07 |
| Injection speed × Cooling time | 2-way interaction | 0.01 |
| Packing pressure × Packing time | 2-way interaction | 0.07 |
| Packing pressure × Cooling time | 2-way interaction | 0.01 |
| Packing time × Cooling time | 2-way interaction | 0.06 |
| Predicted Parameter | Network | ||
|---|---|---|---|
| #1 | #2 | #3 | |
| Mass | |||
| Predicted Parameter | Network | ||
|---|---|---|---|
| #1 | #2 | #3 | |
| Diameter | |||
| Predicted Parameter | Network | ||
|---|---|---|---|
| #1 | #2 | #3 | |
| Height | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, J.; Kim, J.; Kim, J. A Study on the Architecture of Artificial Neural Network Considering Injection-Molding Process Steps. Polymers 2023, 15, 4578. https://doi.org/10.3390/polym15234578
Lee J, Kim J, Kim J. A Study on the Architecture of Artificial Neural Network Considering Injection-Molding Process Steps. Polymers. 2023; 15(23):4578. https://doi.org/10.3390/polym15234578
Chicago/Turabian StyleLee, Junhan, Jongsun Kim, and Jongsu Kim. 2023. "A Study on the Architecture of Artificial Neural Network Considering Injection-Molding Process Steps" Polymers 15, no. 23: 4578. https://doi.org/10.3390/polym15234578
APA StyleLee, J., Kim, J., & Kim, J. (2023). A Study on the Architecture of Artificial Neural Network Considering Injection-Molding Process Steps. Polymers, 15(23), 4578. https://doi.org/10.3390/polym15234578