
The Influence of the Structure of Cotton Fabrics on the Adhesion of Conductive Polymer Printed with 3D Printing Technology


 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
- −
- Maximum print size: 220 × 220 × 250 mm3.
- −
- Print resolution: ±0.1 mm.
- −
- Maximum extruder temperature: 250 °C.
- −
- Maximum temperature of the printing bed: 100 °C.
- −
- Filament diameter: 1.75 mm.
3. Results
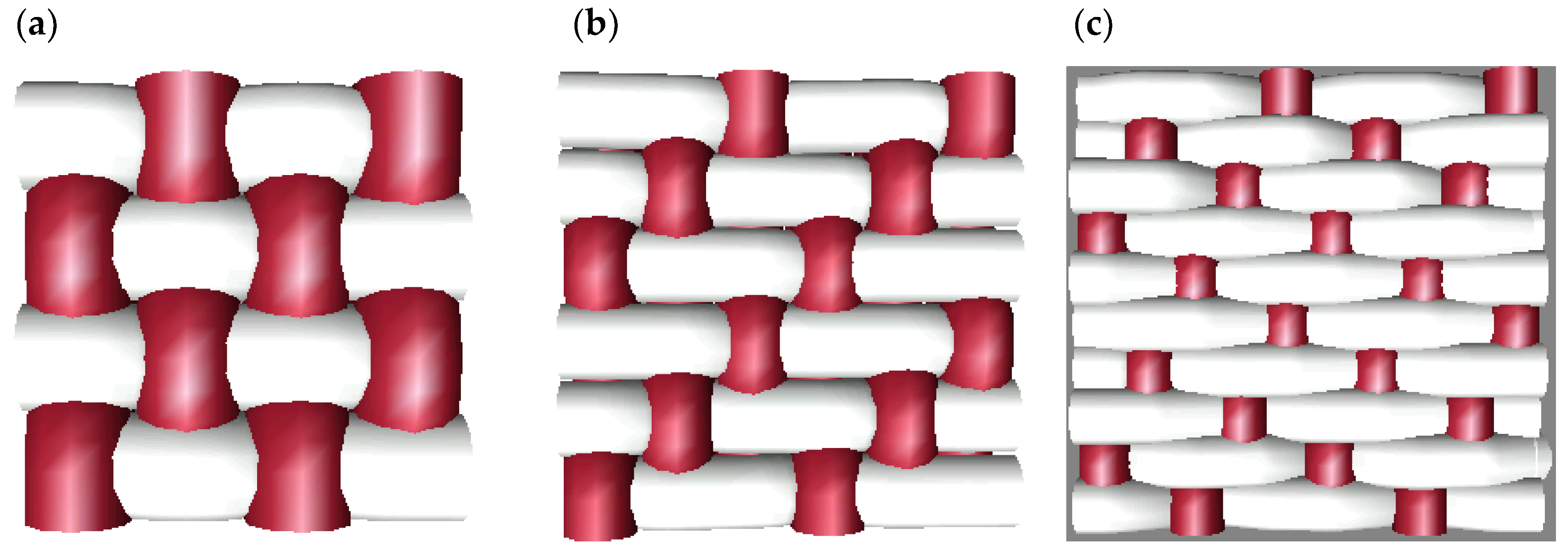
- −
- In the taffeta weave, each warp yarn makes an inflection point from the face to the underside of the fabric in every other pass.
- −
- In the case of the twill weave, the inflection of each thread to evolve from the face to the underside of the fabric occurs every three passes.
- −
- In the case of the satin weave, the inflection occurs every five passes.
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lukić, M.; Clarke, J.; Tuck, C.; Whittow, W.; Wells, G. Printability of elastomer latex for additive manufacturing or 3D printing. J. Appl. Polym. Sci. 2016, 133, 42931. [Google Scholar] [CrossRef] [Green Version]
- Parandoush, P.; Lin, D. A review on additive manufacturing of polymer-fiber composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Quan, Z.; Wu, A.; Keefe, M.; Qin, X.; Yu, J.; Suhr, J.; Chou, T.W. Additive manufacturing of multi-directional preforms for composites: Opportunities and challenges. Mater. Today 2015, 18, 503–512. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Comp. B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Berman, B. 3-D printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Shahrubudin, N.; Lee, T.C.; Ramlan, R. An overview on 3D printing technology: Technological, materials, and applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Jandyal, A.; Chaturvedi, I.; Wazir, I.; Raina, A.; Haq, M.I.U. 3D printing–A review of processes, materials and applications in industry 4.0. Sustain. Oper. Comput. 2022, 3, 33–42. [Google Scholar] [CrossRef]
- Hwang, S.; Reyes, E.I.; Moon, K.S.; Rumpf, R.C.; Kim, N.S. Thermo-mechanical characterization of metal/polymer composite filaments and printing parameter study for fused deposition modeling in the 3D printing process. J. Electron. Mater. 2015, 44, 771–777. [Google Scholar] [CrossRef]
- Pessoa, S.; Guimarães, A.S.; Lucas, S.S.; Simões, N. 3D printing in the construction industry-A systematic review of the thermal performance in buildings. Renew. Sustain. Energy Rev. 2021, 141, 110794. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Panda, B.; Paul, S.C.; Noor Mohamed, N.A.; Tan, M.J.; Leong, K.F. 3D printing trends in building and construction industry: A review. Virtual Phys. Prototyp. 2017, 12, 261–276. [Google Scholar] [CrossRef]
- Park, S. 3D printing industry trends. Int. J. Adv. Eng. Technol. 2014, 2, 30–32. [Google Scholar] [CrossRef] [Green Version]
- Buchanan, C.; Gardner, L. Metal 3D printing in construction: A review of methods, research, applications, opportunities and challenges. Eng. Struct. 2019, 180, 332–348. [Google Scholar] [CrossRef]
- Elverum, C.W.; Welo, T. On the use of directional and incremental prototyping in the development of high novelty products: Two case studies in the automotive industry. J. Eng. Technol. Manag. 2015, 38, 71–88. [Google Scholar] [CrossRef] [Green Version]
- Lim, C.W.J.; Le, K.Q.; Lu, Q.; Wong, C.H. An overview of 3-D printing in manufacturing, aerospace, and automotive industries. IEEE Potentials 2016, 35, 18–22. [Google Scholar] [CrossRef]
- Elakkad, A.S. 3D technology in the automotive industry. Int. J. Eng. Technol. Res. 2019, 8, 248–251. [Google Scholar] [CrossRef]
- Das, S.; Bourell, D.L.; Babu, S.S. Metallic materials for 3D printing. MRS Bull. 2016, 41, 729–741. [Google Scholar] [CrossRef] [Green Version]
- Eerra, T.; Mateos-Timoneda, M.A.; Planell, J.A.; Navarro, M. 3D printed PLA-based scaffolds: A versatile tool in regenerative medicine. Organogenesis 2013, 9, 239–244. [Google Scholar]
- Moroni, L.; Wijn, J.R.; van Blitterswijk, C.A. 3D fiber-deposited scaffolds for tissue engineering: Influence of pores geometry and architecture on dynamic mechanical properties. Biomaterials 2006, 27, 974–985. [Google Scholar] [CrossRef]
- Vijayavenkataraman, S.; Yan, W.C.; Lu, W.F.; Wang, C.H.; Fuh, J.Y.H. 3D bioprinting of tissues and organs for regenerative medicine. Adv. Drug Deliv. Rev. 2018, 132, 296–332. [Google Scholar] [CrossRef]
- Kantaros, A. 3D Printing in Regenerative Medicine: Technologies and Resources Utilized. Int. J. Mol. Sci. 2022, 23, 14621. [Google Scholar] [CrossRef]
- Kantaros, A.; Diegel, O. 3D printing technology in musical instrument research: Reviewing the potential. Rapid Prototyp. J. 2018, 24, 1511–1523. [Google Scholar] [CrossRef]
- Savan, J.; Simian, R. CAD modelling and 3D printing for musical instrument research: The Renaissance cornett as a case study. Early Music. 2014, 42, 537–544. [Google Scholar] [CrossRef]
- Economidou, S.N.; Lamprou, D.A.; Douroumis, D. 3D printing applications for transdermal drug delivery. Int. J. Pharm. 2018, 544, 415–424. [Google Scholar] [CrossRef] [PubMed]
- Nachal, N.; Moses, J.A.; Karthik, P.; Anandharamakrishnan, C. Applications of 3D printing in food processing. Food Eng. Rev. 2019, 11, 123–141. [Google Scholar] [CrossRef]
- Browne, M.P.; Redondo, E.; Pumera, M. 3D printing for electrochemical energy applications. Chem. Rev. 2020, 120, 2783–2810. [Google Scholar] [CrossRef]
- Vanderploeg, A.; Lee, S.E.; Mamp, M. The application of 3D printing technology in the fashion industry. Int. J. Fash. Des. Technol. Educ. 2017, 10, 170–179. [Google Scholar] [CrossRef]
- Lee, J.Y.; An, J.; Chua, C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Kim, S.; Seong, H.; Her, Y.; Chun, J. A study of the development and improvement of fashion products using a FDM type 3D printer. Fash. Text. 2019, 6, 9. [Google Scholar] [CrossRef]
- Spahiu, T.; Grimmelsmann, N.; Ehrmann, A.; Piperi, E.; Shehi, E. Effect of 3D printing on textile fabric. Eng. Entrep. 2017, 1, 1–7. [Google Scholar]
- Spahiu, T.; Canaj, E.; Shehi, E. 3D printing for clothing production. J. Eng. Fibers Fabr. 2020, 15, 1558925020948216. [Google Scholar] [CrossRef]
- Valtas, A.; Sun, D. 3D printing for garments production: An exploratory study. J. Fash. Technol. Text. Eng. 2016, 4, 1–4. [Google Scholar] [CrossRef]
- Gebler, M.; Uiterkamp, A.J.S.; Visser, C. A global sustainability perspective on 3D printing technologies. Energy Policy 2014, 74, 158–167. [Google Scholar] [CrossRef]
- Pakkanen, J.; Manfredi, D.; Minetola, P.; Iuliano, L. About the use of recycled or biodegradable filaments for sustainability of 3D printing. In Proceedings of the International Conference on Sustainable Design and Manufacturing, Bologna, Italy, 26–28 April 2017; pp. 776–785. [Google Scholar]
- Leigh, S.J.; Bradley, R.J.; Purssell, C.P.; Billson, D.R.; Hutchins, D.A. A simple, low-cost conductive composite material for 3D printing of electronic sensors. PloS One 2012, 7, 49365. [Google Scholar] [CrossRef] [PubMed]
- Distler, T.; Boccaccini, A.R. 3D printing of electrically conductive hydrogels for tissue engineering and biosensors–A review. Acta Biomater. 2020, 101, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Malengier, B.; Hertleer, C.; Van Langenhove, L.; Cardon, L. 3D printing on textiles: Testing of adhesion. In Proceedings of the International Conference on Intelligent Textiles and Mass Customisation, Ghent, Belgium, 16–18 October 2017; pp. 1–6. [Google Scholar]
- Van de Pauw, L.J. A method of measuring specific resistivity and Hall effect of discs of arbitrary shape. Philips Res. Rep. 1958, 13, 1–9. [Google Scholar]
- Oliveira, F.S.; Cipriano, R.B.; da Silva, F.T.; Romão, E.C.; Dos Santos, C.A.M. Simple analytical method for determining electrical resistivity and sheet resistance using the van der Pauw procedure. Sci. Rep. 2020, 10, 1–8. [Google Scholar] [CrossRef]
- Van der Pauw Structures. Available online: https://www.tek.com/en/documents/application-note/performing-van-der-pauw-sheet-resistance-measurements-using-keithley-s530 (accessed on 24 November 2022).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Thread Thickness (Nm) | Weave | Course | Rapport | IC | Weft Density (threads/cm) |
|---|---|---|---|---|---|---|
| CoT26 | 50.00 | Taffeta | 1 × 1 | 1 e 1 | 1 | 26 |
| CoS32 | 50.00 | Twill | 3 × 3 | 2 e 1 | 0.66 | 32 |
| CoR34 | 50.00 | Satin | 5 × 5 | 3 e 2 | 0.4 | 34 |
| CoT16 | 15 | Taffeta | 1 × 1 | 1 e 1 | 1 | 16 |
| CoS20 | 15 | Twill | 3 × 3 | 2 e 1 | 0.66 | 20 |
| CoR22 | 15 | Satin | 5 × 5 | 3 e 2 | 0.4 | 22 |
| Printing Parameters | |
|---|---|
| Conductive material | PLA graphene (Black Magic 3D) |
| Printing temperature | 220 °C |
| Bed temperature | 100 °C |
| Layer height | 0.2 mm |
| Initial layer height | 0.2 mm |
| Printing speed | 50 mm/s |
| Printing speed initial layer | 25 mm/s |
| Basic Test Parameters | |
|---|---|
| Preload | 2 N |
| LE distance | 21,948 mm |
| Test speed | 5 mm/min |
| Reference Sample | Strength (N) | Variance |
|---|---|---|
| CoT26 | 19.5 | 76.59 |
| CoS32 | 35.69 | 101.38 |
| CoR34 | 70.49 | 62.64 |
| CoT16 | 69.1 | 60.96 |
| CoS20 | 78.43 | 22.18 |
| CoR22 | 108.77 | 14.79 |
| Reference Sample | Strength (N) | IC |
|---|---|---|
| CoT26 | 19.95 | 1 |
| CoS32 | 35.69 | 0.66 |
| CoR34 | 70.49 | 0.4 |
| CoT16 | 69.1 | 1 |
| CoS20 | 78.43 | 0.66 |
| CoR22 | 108.77 | 0.4 |
| Sample | Length (mm) | Raw Filament | Annealed Filament |
|---|---|---|---|
| Resistivity (Ω·m) | Resistivity (Ω·m) | ||
| 1 | 20 | 0.0225 | 0.0126 |
| 2 | 20 | 0.0258 | 0.0127 |
| 3 | 20 | 0.0269 | 0.0184 |
| 4 | 20 | 0.0275 | 0.0267 |
| 5 | 40 | 0.0179 | 0.0087 |
| 6 | 40 | 0.0204 | 0.0095 |
| 7 | 40 | 0.0212 | 0.0107 |
| 8 | 40 | 0.0204 | 0.0156 |
| 9 | 80 | 0.0148 | 0.0112 |
| 10 | 80 | 0.0138 | 0.0113 |
| 11 | 80 | 0.0138 | 0.0088 |
| 12 | 80 | 0.0144 | 0.0106 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silvestre, R.; Garcia-Breijo, E.; Ferri, J.; Montava, I.; Bou-Belda, E. The Influence of the Structure of Cotton Fabrics on the Adhesion of Conductive Polymer Printed with 3D Printing Technology. Polymers 2023, 15, 668. https://doi.org/10.3390/polym15030668
Silvestre R, Garcia-Breijo E, Ferri J, Montava I, Bou-Belda E. The Influence of the Structure of Cotton Fabrics on the Adhesion of Conductive Polymer Printed with 3D Printing Technology. Polymers. 2023; 15(3):668. https://doi.org/10.3390/polym15030668
Chicago/Turabian StyleSilvestre, Rocio, Eduardo Garcia-Breijo, Josué Ferri, Ignacio Montava, and Eva Bou-Belda. 2023. "The Influence of the Structure of Cotton Fabrics on the Adhesion of Conductive Polymer Printed with 3D Printing Technology" Polymers 15, no. 3: 668. https://doi.org/10.3390/polym15030668
APA StyleSilvestre, R., Garcia-Breijo, E., Ferri, J., Montava, I., & Bou-Belda, E. (2023). The Influence of the Structure of Cotton Fabrics on the Adhesion of Conductive Polymer Printed with 3D Printing Technology. Polymers, 15(3), 668. https://doi.org/10.3390/polym15030668