
Off-Stoichiometry Thiol–Ene Polymers: Inclusion of Anchor Groups Using Allylsilanes

 ,
,  , , and
, , and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. OSTE-AS Preparation
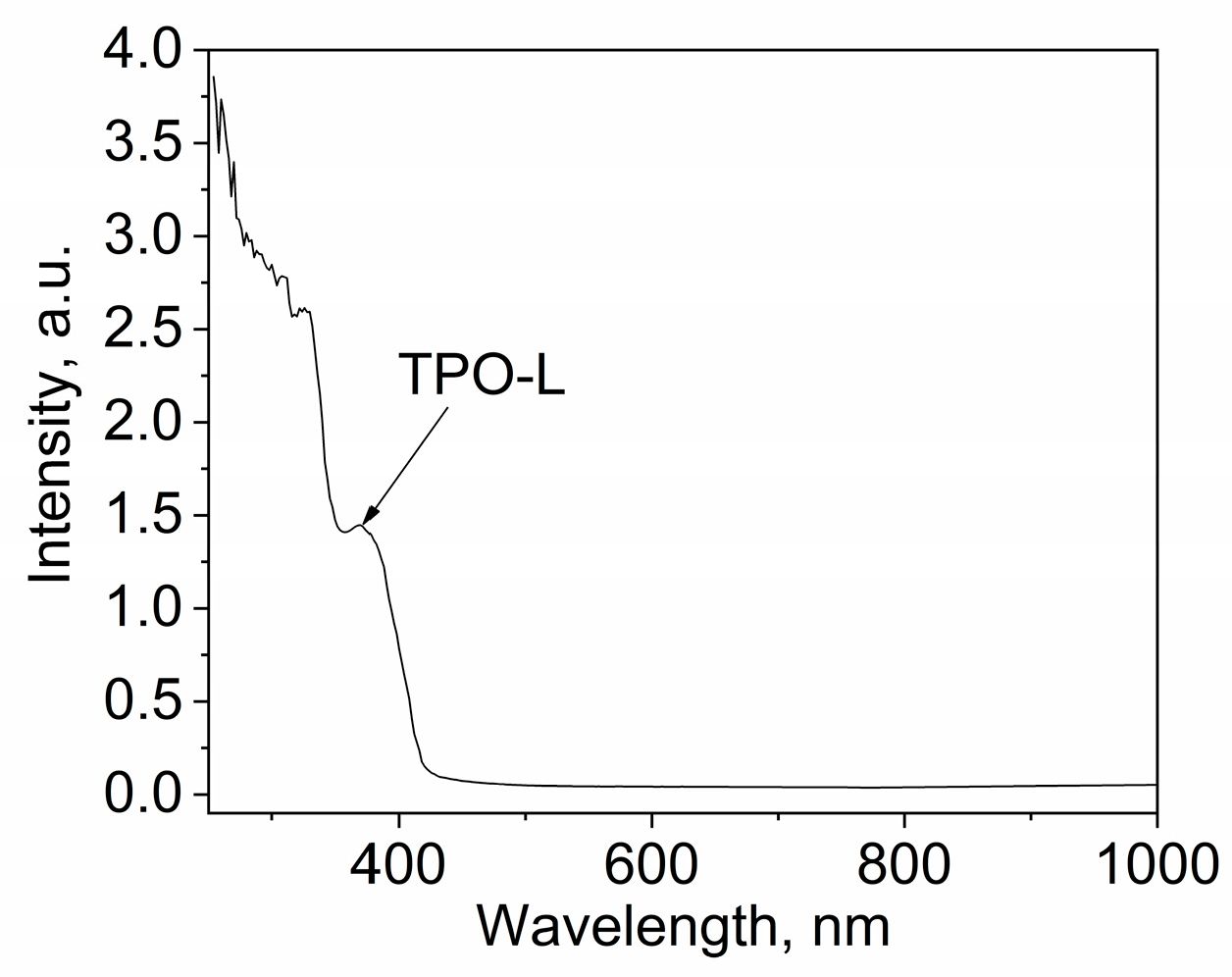
2.3. Characterization
2.4. Formation of Microfluidic System
3. Results and Discussion
3.1. Preparation of OSTE-AS Polymers
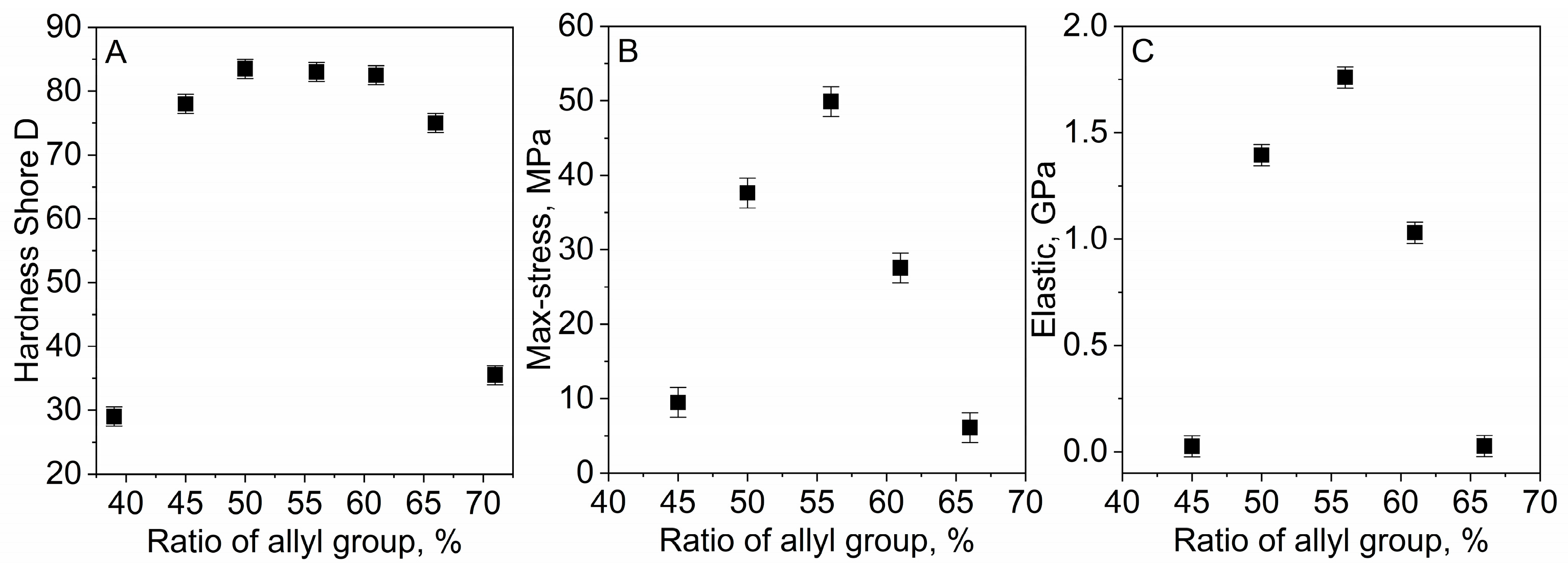
3.2. Optimization of Polymer Composition
3.3. Physicochemical Properties of OSTE-AS Polymer
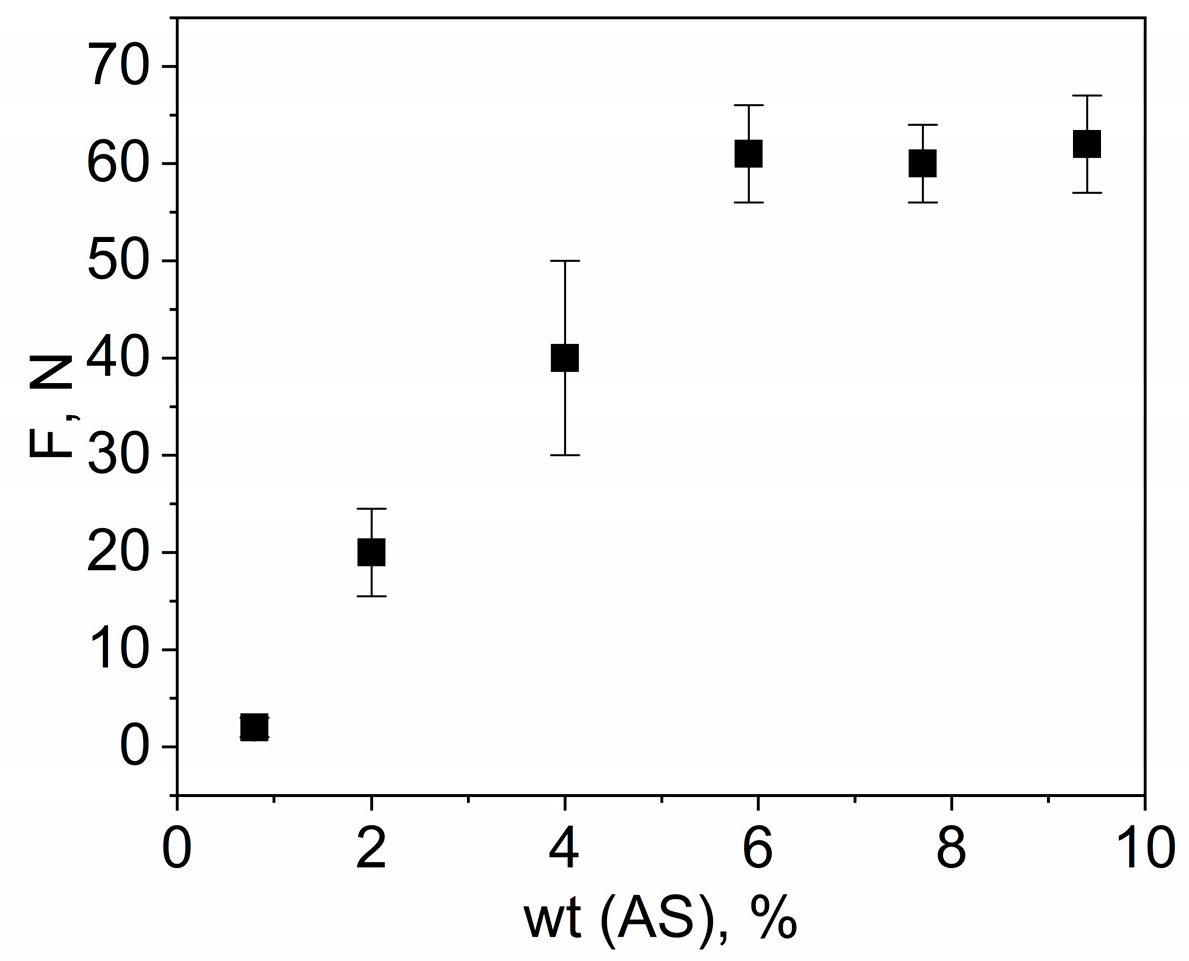
3.4. Creation of Microfluidic Systems
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sommonte, F.; Denora, N.; Lamprou, D.A. Combining 3D printing and microfluidic techniques: A powerful synergy for nanomedicine. Pharmaceuticals 2023, 16, 69. [Google Scholar] [CrossRef]
- Liu, K.-K.; Wu, R.-G.; Chuang, Y.-J.; Khoo, H.S.; Huang, S.-H.; Tseng, F.-G. Microfluidic systems for biosensing. Sensors 2010, 10, 6623–6661. [Google Scholar] [CrossRef] [Green Version]
- Alrifaiy, A.; Lindahl, O.A.; Ramser, K. Polymer-based microfluidic devices for pharmacy, biology and tissue engineering. Polymers 2012, 4, 1349–1398. [Google Scholar] [CrossRef]
- Khan, S.M.; Gumus, A.; Nassar, J.M.; Hussain, M.M. CMOS enabled microfluidic systems for healthcare based applications. Adv. Mater. 2018, 30, 1705759. [Google Scholar] [CrossRef] [Green Version]
- Becker, H.; Gärtner, C. Polymer microfabrication technologies for microfluidic systems. Anal. Bioanal. Chem. 2008, 390, 89–111. [Google Scholar] [CrossRef]
- Sia, S.K.; Whitesides, G.M. Microfluidic devices fabricated in poly(dimethylsiloxane) for biological studies. Electrophoresis 2003, 24, 3563–3576. [Google Scholar] [CrossRef] [PubMed]
- Ng, J.M.K.; Gitlin, I.; Stroock, A.D.; Whitesides, G.M. Components for integrated poly(dimethylsiloxane) microfluidic systems. Electrophoresis 2002, 23, 3461–3473. [Google Scholar] [CrossRef] [PubMed]
- Carlborg, C.F.; Haraldsson, T.; Oberg, K.; Malkoch, M.; van der Wijngaart, W. Beyond PDMS: Off-stoichiometry thiol-ene (OSTE) based soft lithography for rapid prototyping of microfluidic devices. Lab Chip 2011, 11, 3136–3147. [Google Scholar] [CrossRef] [Green Version]
- Sandström, N.; Shafagh, R.Z.; Carlborg, C.F.; Haraldsson, T.; Stemme, G.; van der Wijngaart, W. One step integration of gold coated sensors with OSTE polymer cartridges by low temperature dry bonding. In Proceedings of the 2011 16th International Solid-State Sensors, Actuators and Microsystems Conference, Beijing, China, 5–9 June 2011; pp. 2778–2781. [Google Scholar] [CrossRef] [Green Version]
- Kuusisto, E.; Heikkinen, J.J.; Järvinen, P.; Sikanen, T.; Franssila, S.; Jokinen, V. Inkjet-printed flexible silver electrodes on thiol-enes. Sens. Actuators B Chem. 2021, 336, 129727. [Google Scholar] [CrossRef]
- Ko, J.M.; Kang, Y.H.; Lee, C.; Cho, S.Y. Electrically and thermally stable gate dielectrics from thiol-ene cross-linked systems for use in organic thin-film transistors. J. Mater. Chem. C 2013, 1, 3091–3097. [Google Scholar] [CrossRef]
- Xiao, Z.; Sun, L.; Yang, Y.; Feng, Z.; Dai, S.; Yang, H.; Zhang, X.; Sheu, C.-L.; Guo, W. High-performance passive plasma separation on OSTE pillar forest. Biosensors 2021, 11, 355. [Google Scholar] [CrossRef] [PubMed]
- Svejdal, R.R.; Sticker, D.; Sønderby, C.; Kutter, J.P.; Rand, K.D. Thiol-ene microfluidic chip for fast on-chip sample clean-up, separation and ESI mass spectrometry of peptides and proteins. Anal. Chim. Acta 2020, 1140, 168–179. [Google Scholar] [CrossRef]
- Lu, N.; Sticker, D.; Kretschmann, A.; Petersen, N.J.; Kutter, J.P. A thiol-ene microfluidic device enabling continuous enzymatic digestion and electrophoretic separation as front-end to mass spectrometric peptide analysis. Anal. Bioanal. Chem. 2020, 412, 3559–3571. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Deng, L.; Huang, S.; Zhang, P.; Linnros, J.; Zhong, H.; Sychugov, I. Photodegradation of organometal hybrid perovskite nanocrystals: Clarifying the role of oxygen by single-dot photoluminescence. J. Phys. Chem. Lett. 2019, 10, 864–869. [Google Scholar] [CrossRef]
- Hu, Y.; Shu, J.; Zhang, X.; Zhao, A.; Liu, Y.; Li, R.; Di, Y.; Xu, H.; Gan, Z. Encapsulation of colloid perovskite nanocrystals into solid polymer matrices: Impact on electronic transition and photoluminescence. J. Lumin. 2020, 219, 116938. [Google Scholar] [CrossRef]
- Huang, J.; Zhou, J.; Haraldsson, T.; Clemments, A.; Fujii, M.; Sugimoto, H.; Xu, B.; Sychugov, I. Triplex glass laminates with silicon quantum dots for luminescent solar concentrators. Sol. RRL 2020, 4, 2000195. [Google Scholar] [CrossRef]
- Bhagat, S.D.; Chatterjee, J.; Chen, B.; Stiegman, A.E. High refractive index polymers based on thiol−ene cross-linking using polarizable inorganic/organic monomers. Macromolecules 2012, 45, 1174–1181. [Google Scholar] [CrossRef]
- Roth, M.; Oesterreicher, A.; Mostegel, F.H.; Moser, A.; Pinter, G.; Edler, M.; Piock, R.; Griesser, T. Silicon-based mercaptans: High-performance monomers for thiol-ene photopolymerization. J. Polym. Sci. Part A Polym. Chem. 2016, 54, 418–424. [Google Scholar] [CrossRef]
- Rezaeia, F.; Dickey, M.D.; Hauser, P.J. Corrosion resistant coating based on thiol-ene polymeric system. Prog. Org. Coat. 2019, 133, 350–356. [Google Scholar] [CrossRef]
- Saharil, F.; Carlborg, C.F.; Haraldsson, T.; van der Wijngaart, W. Biocompatible “click” wafer bonding for microfluidic devices. Lab Chip 2012, 12, 3032–3035. [Google Scholar] [CrossRef] [Green Version]
- Saharil, F.; Forsberg, F.; Liu, Y.; Kumar, N.; Niklaus, F.; Haraldsson, T.; van der Wijngaart, W.; Gylfason, K.B. Dry adhesive bonding of nanoporous inorganic membranes to microfluidic devices using the OSTE(+) dual-cure polymer. J. Micromech. Microeng. 2013, 23, 25021. [Google Scholar] [CrossRef] [Green Version]
- Puchnin, K.; Ryazantsev, D.; Grudtsov, V.; Golubev, Y.; Kuznetsov, A. Off-stoichiometry thiol–enes polymers containing silane groups for advanced packaging technologies. Polymers 2022, 14, 1988. [Google Scholar] [CrossRef] [PubMed]
- Ramasasstry, C.; Syamasundara Rao, Y. A simple method for determining the dielectric constants of solids. J. Phys. E: Sci. Instrum. 1979, 12, 1023. [Google Scholar] [CrossRef]
- Pardon, G.; Saharil, F.; Karlsson, J.M.; Supekar, O.; Carlborg, C.F.; van der Wijngaart, W.; Haraldsson, T. Rapid mold-free manufacturing of microfluidic devices with robust and spatially directed surface modifications. Microfluid. Nanofluidics 2014, 17, 773–779. [Google Scholar] [CrossRef] [Green Version]
- Hoffmann, C.; Grey, C.; Pinelo, M.; Woodley, J.M.; Daugaard, A.E.; Adlercreutz, P. Improved alkyl glycoside synthesis by trans-glycosylation through tailored microenvironments of immobilized β-glucosidase. ChemPlusChem 2020, 85, 137–141. [Google Scholar] [CrossRef] [Green Version]
- Bourg, S.; d’Orlyé, F.; Griveau, S.; Bedioui, F.; da Silva, J.A.F.; Varenne, A. Multiple zones modification of open off-stoichiometry thiol-ene microchannel by aptamers: A methodological study & a proof of concept. Chemosensors 2020, 8, 24. [Google Scholar] [CrossRef] [Green Version]
- Çakmakçi, E.; Yuce-Dursun, B.; Demir, S. Maleic anhydride functionalization of OSTE based coatings via thiol-ene “Click” reaction for the covalent immobilization of xylanase. React. Funct. Polym. 2017, 111, 38–43. [Google Scholar] [CrossRef]
- Hoffmann, C.; Pereira Rosinha Grundtvig, I.; Thrane, J.; Garg, N.; Gernaey, K.V.; Pinelo, M.; Woodley, J.M.; Krühne, U.; Daugaard, A.E. Experimental and computational evaluation of area selectively immobilized horseradish peroxidase in a microfluidic device. Chem. Eng. J. 2018, 332, 16–23. [Google Scholar] [CrossRef] [Green Version]
- Carlborg, C.F.; Vastesson, A.; Liu, Y.; van der Wijngaart, W.; Johansson, M.; Haraldsson, T. Functional off-stoichiometry thiol-ene-epoxy thermosets featuring temporally controlled curing stages via an UV/UV dual cure process. J. Polym. Sci. Part A Polym. Chem. 2014, 52, 2604–2615. [Google Scholar] [CrossRef]
- Aswal, D.K.; Lenfant, S.; Guerin, D.; Yakhmi, J.V.; Vuillaume, D. Self assembled monolayers on silicon for molecular electronics. Anal. Chim. Acta 2006, 568, 84–108. [Google Scholar] [CrossRef]
- Liu, W.; Li, Y.; Ding, X. Cell adhesion pattern created by OSTE polymers. Biofabrication 2017, 9, 025006. [Google Scholar] [CrossRef]
- Zulkifli, A. Polymer dielectric materials. In Dielectric Material; Silaghi, M.A., Ed.; IntechOpen: London, UK, 2012. [Google Scholar] [CrossRef] [Green Version]
- Geczy, R.; Sticker, D.; Bovet, N.; Häfeli, U.O.; Kutter, J.P. Chloroform compatible, thiol-ene based replica molded micro chemical devices as an alternative to glass microfluidic chips. Lab Chip 2019, 19, 798–806. [Google Scholar] [CrossRef] [PubMed]
- Gubanova, O.; Andrianova, M.; Saveliev, M.; Komarova, N.; Kuznetsov, E.; Kuznetsov, A. Fabrication and package of ISFET biosensor for micro volume analysis with the use of direct ink writing approach. Mater. Sci. Semicond. Process. 2017, 60, 71–78. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solvent | Chemical Resistance 1 |
|---|---|
| Methanol | Good |
| Ethanol | Good |
| 2-Propanol | Good |
| Hexane | Good |
| White spirit | Good |
| Toluene | Good |
| Tetrachloromethane | Good |
| Benzene | Good |
| Acetic acid | Good |
| Ethyl acetate | Good |
| 2-Butanone | Normal |
| Tetrahydrofuran | Normal |
| Acetone | Normal |
| Dimethyl sulfoxide | Normal |
| Acetonitrile | Satisfactory |
| Dimethylformamide | Satisfactory |
| Chloroform | Unsatisfactory |
| Dichloromethane | Unsatisfactory |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Puchnin, K.; Ryazantsev, D.; Latipov, E.; Grudtsov, V.; Kuznetsov, A. Off-Stoichiometry Thiol–Ene Polymers: Inclusion of Anchor Groups Using Allylsilanes. Polymers 2023, 15, 1329. https://doi.org/10.3390/polym15061329
Puchnin K, Ryazantsev D, Latipov E, Grudtsov V, Kuznetsov A. Off-Stoichiometry Thiol–Ene Polymers: Inclusion of Anchor Groups Using Allylsilanes. Polymers. 2023; 15(6):1329. https://doi.org/10.3390/polym15061329
Chicago/Turabian StylePuchnin, Kirill, Dmitriy Ryazantsev, Egor Latipov, Vitaliy Grudtsov, and Alexander Kuznetsov. 2023. "Off-Stoichiometry Thiol–Ene Polymers: Inclusion of Anchor Groups Using Allylsilanes" Polymers 15, no. 6: 1329. https://doi.org/10.3390/polym15061329
APA StylePuchnin, K., Ryazantsev, D., Latipov, E., Grudtsov, V., & Kuznetsov, A. (2023). Off-Stoichiometry Thiol–Ene Polymers: Inclusion of Anchor Groups Using Allylsilanes. Polymers, 15(6), 1329. https://doi.org/10.3390/polym15061329