
Accelerated Aging on the Compression Properties of a Green Polyurethane Foam: Experimental and Numerical Analysis

 , ,
, ,  , and
, and 
Abstract
:1. Introduction
2. Materials
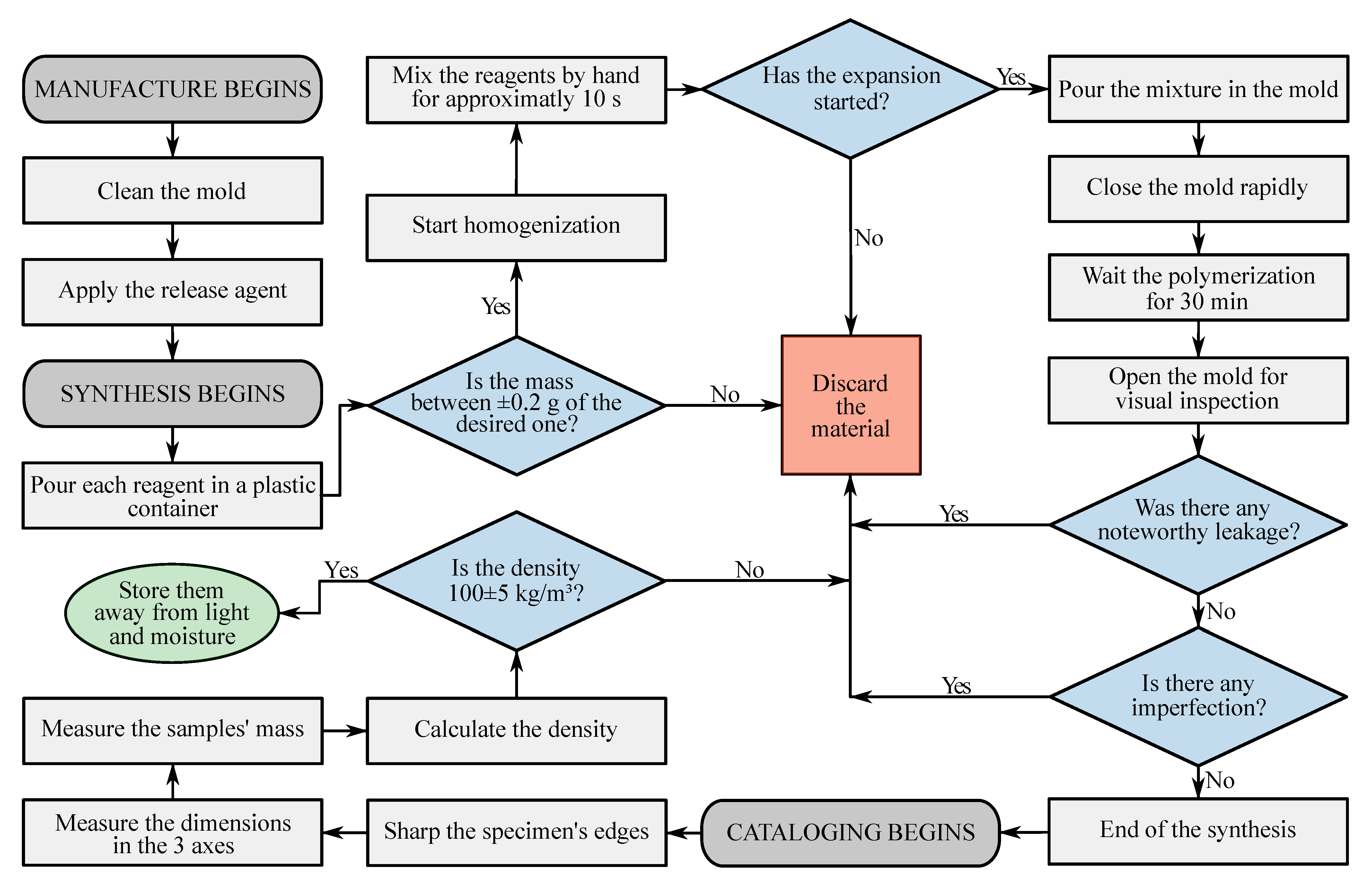
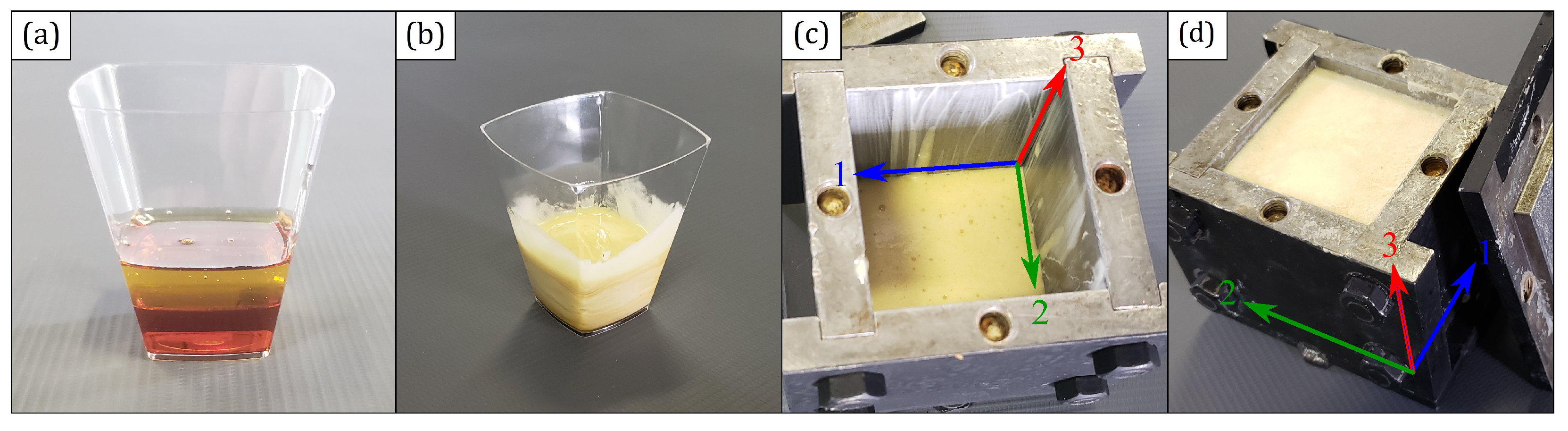
2.1. Manufacturing Process
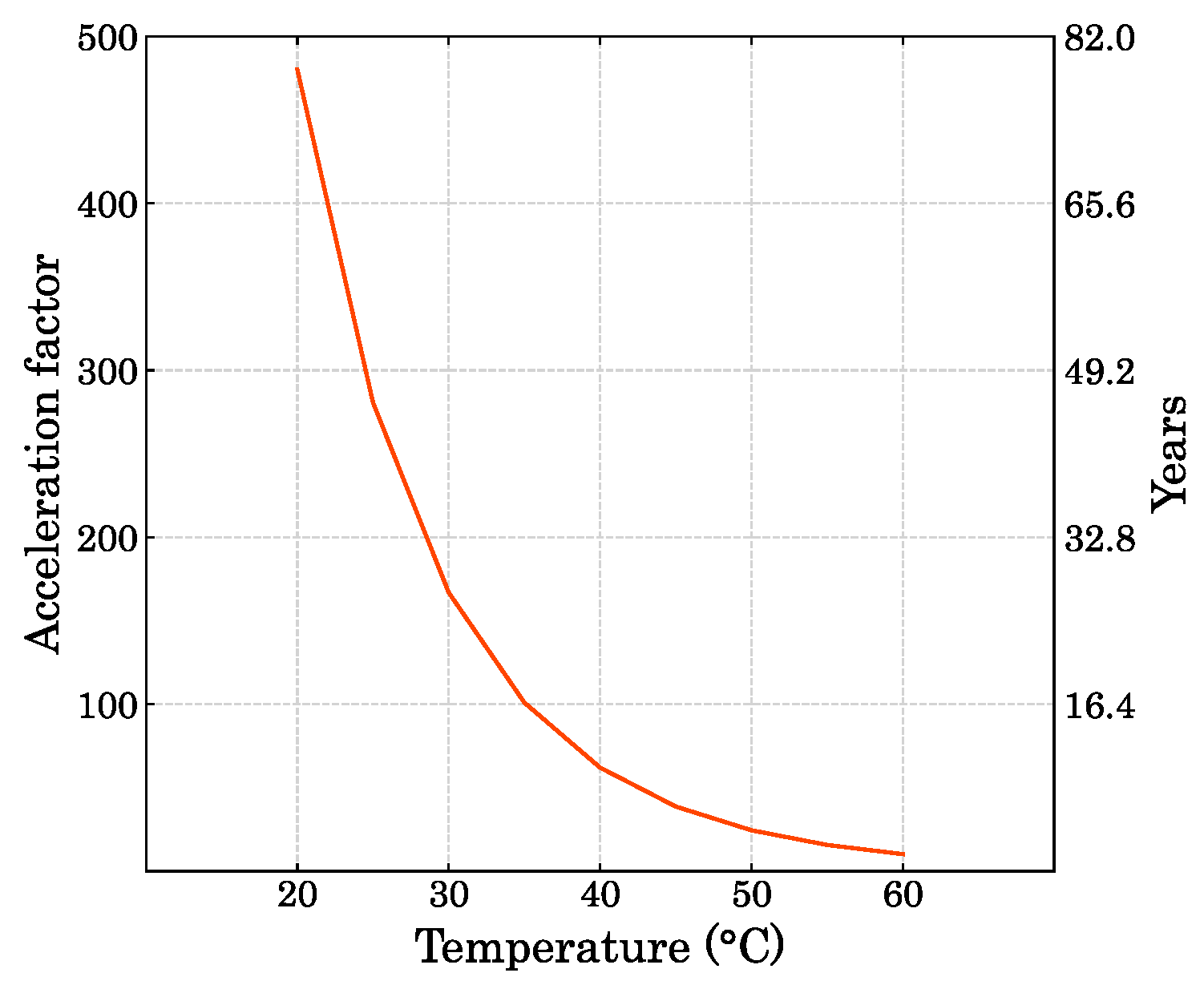
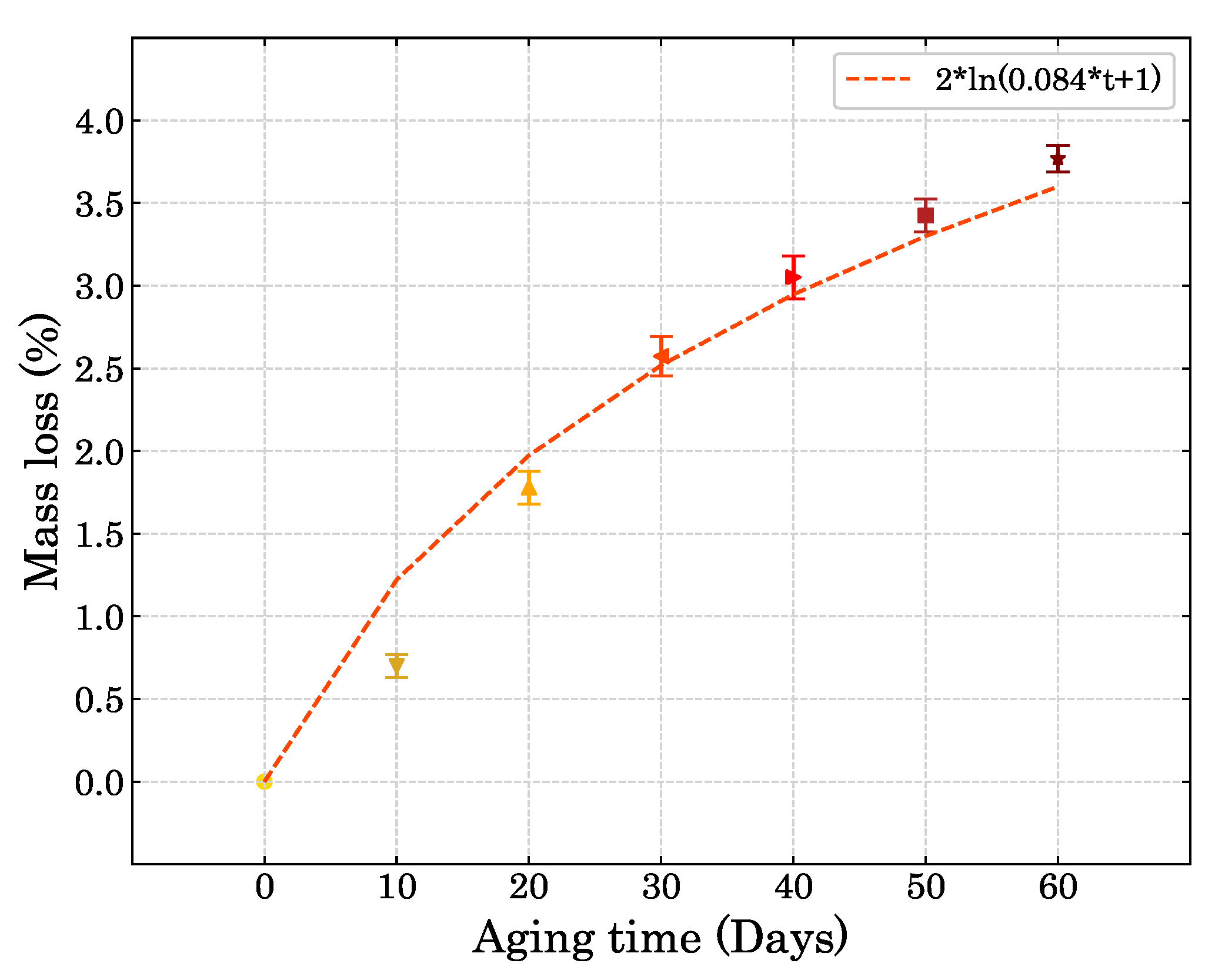
2.2. Ageing Process
3. Methods
3.1. Compression Test
3.2. Numerical Implementation
4. Results
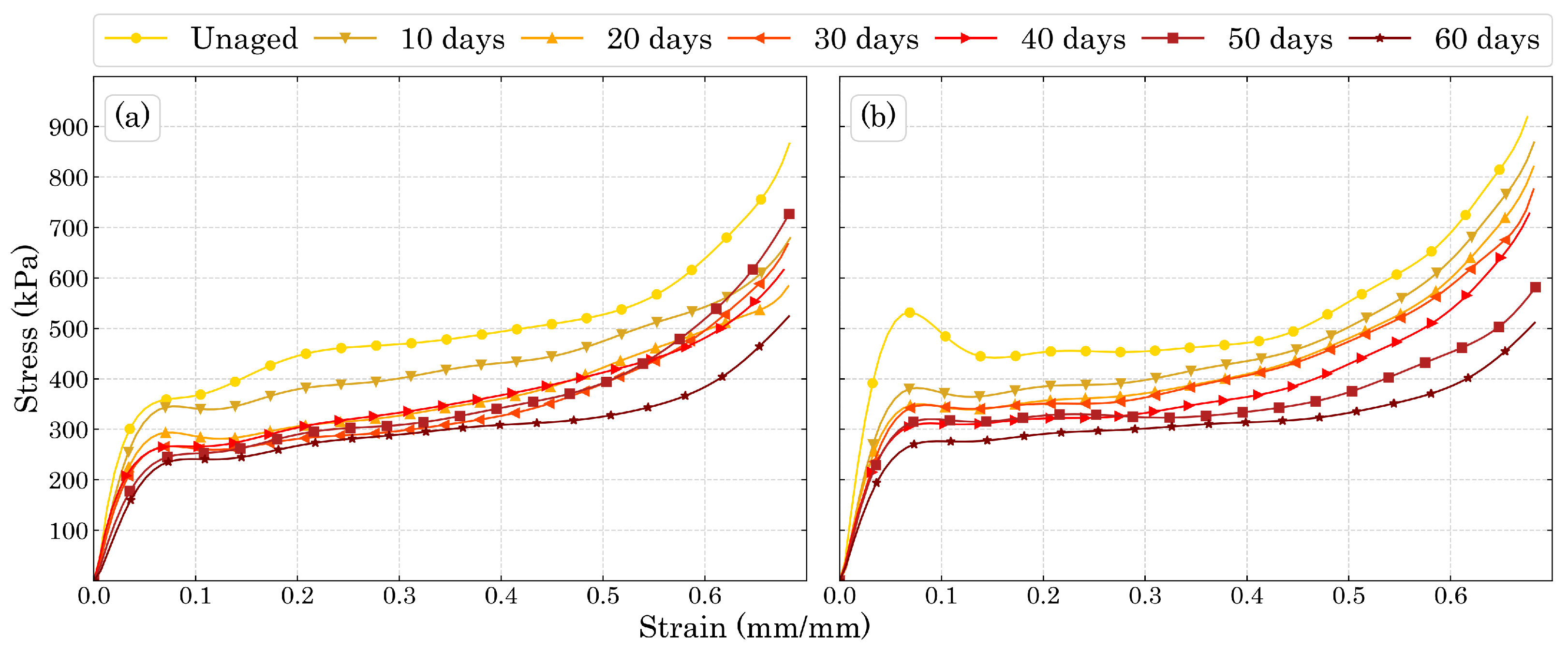
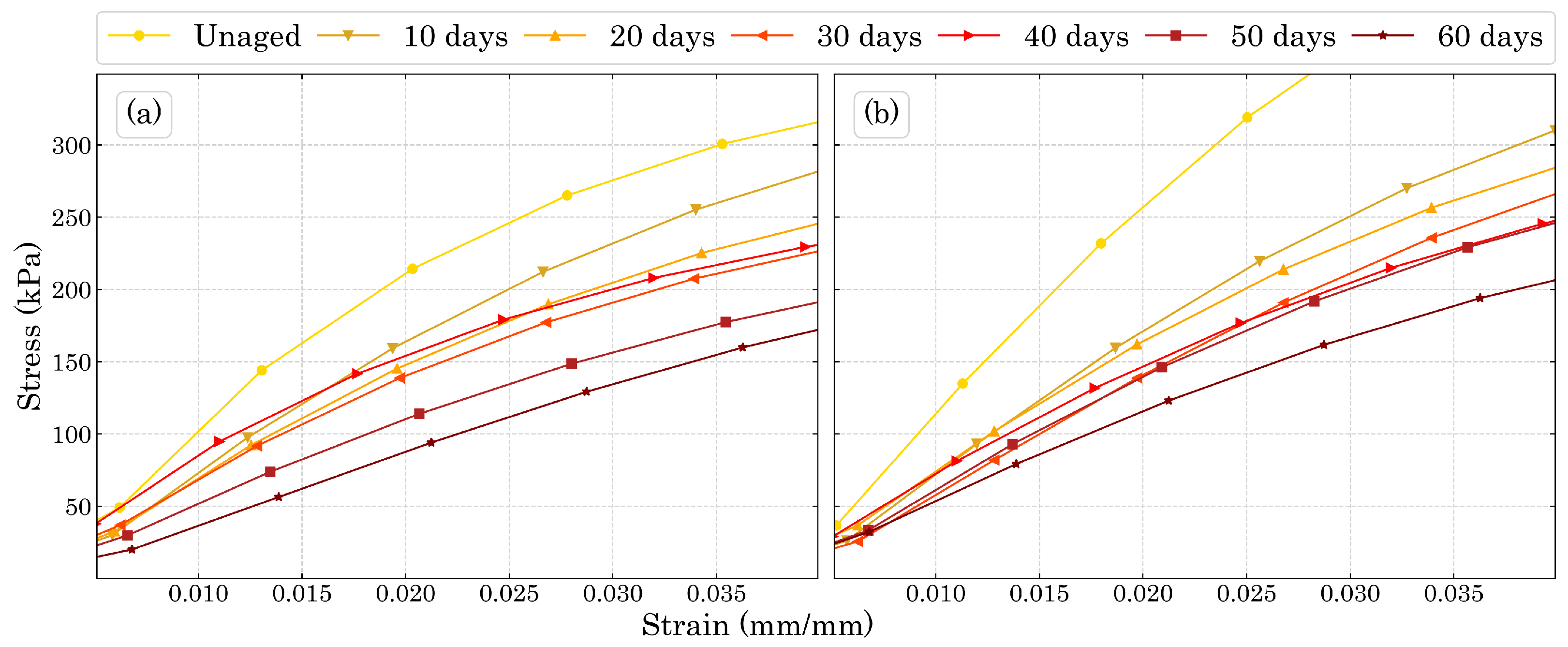
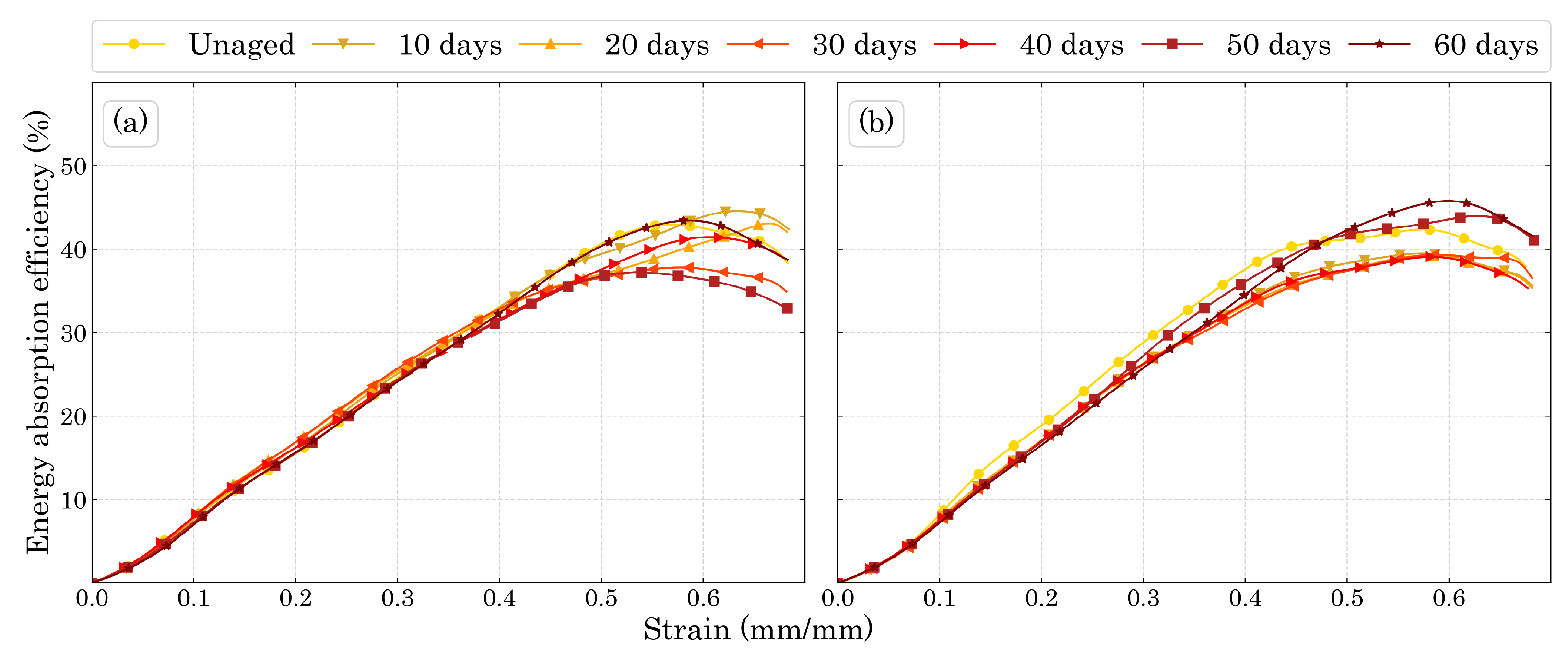
4.1. Compression Test Results
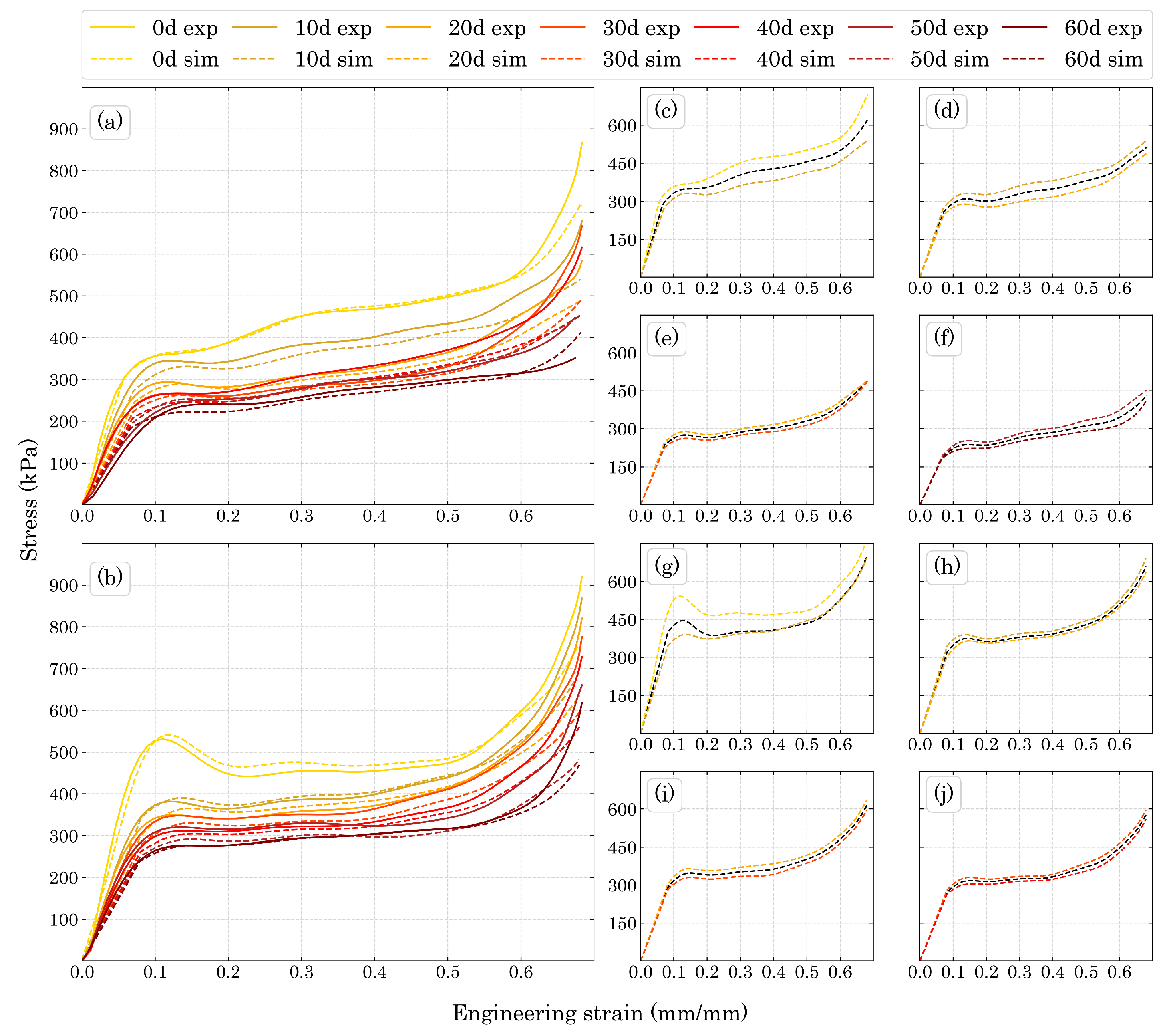
4.2. Numerical Prediction Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| PUF | Polyurethane foam |
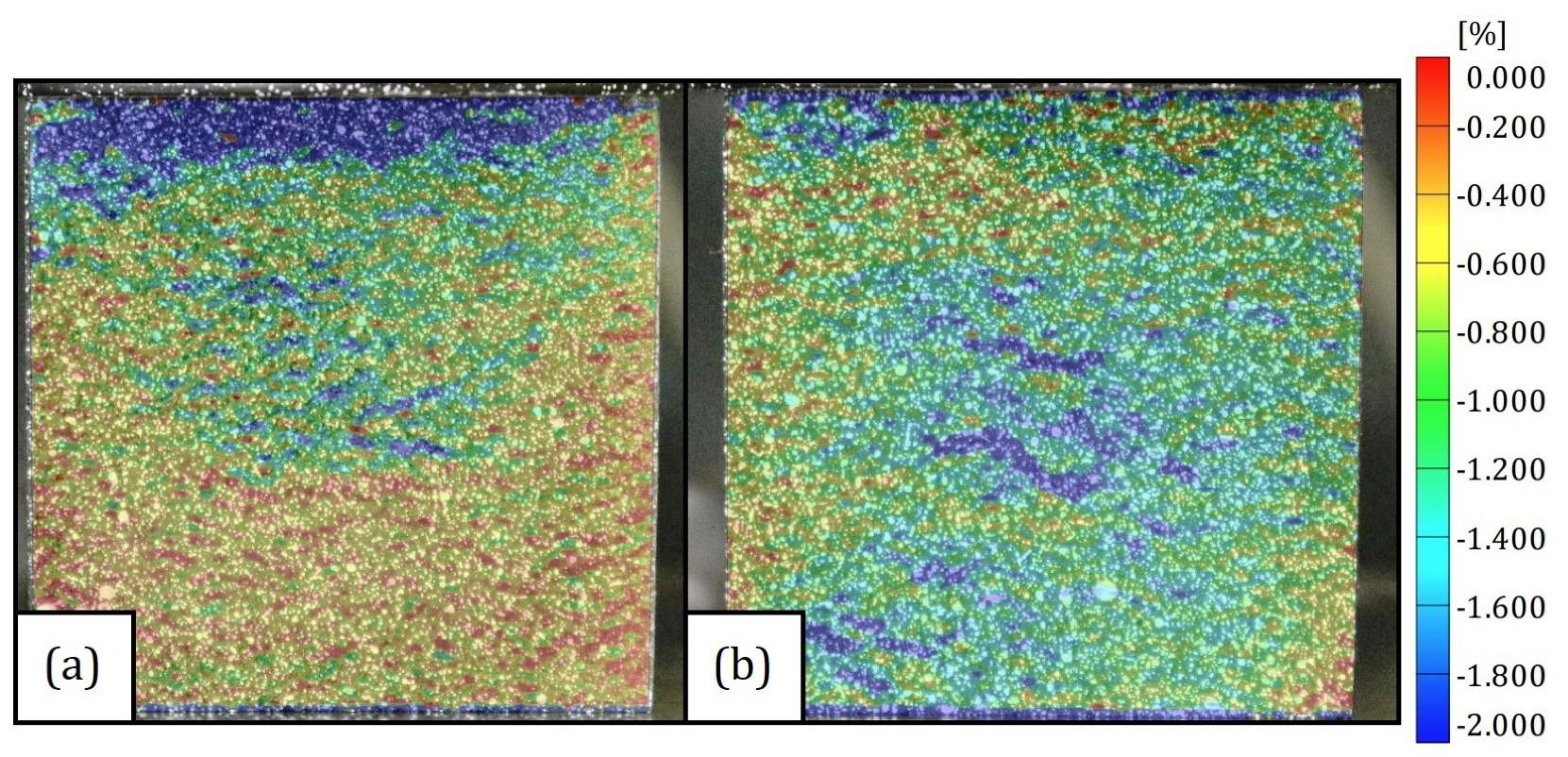
| DIC | Digital image correlation |
| Dir3 | Foaming (expansion) direction |
| Dir1 | Direction transverse to the expansion |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Direction 1 | Direction 3 |
|---|---|---|
| −7.030 × | −6.143 × | |
| 3.132 × | 7.307 × | |
| 4.842 × | 2.996 × | |
| −1.523 × | −9.450 × | |
| 2.579 × | 2.823 × | |
| 8.119 × | 5.849 × | |
| −8.608 × | −5.786 | |
| 1.551 | 1.006 | |
| 1.277 × | 7.202 × | |
| −2.756 × | −6.687 × | |
| −9.166 × | −3.947 × | |
| 4.879 × | 7.560 × | |
| 5.895 × | 5.375 |
References
- Department of Economic and Social Affairs, United Nations. World Population Prospects 2019; United Nations Publication: New York, NY, USA, 2019. [Google Scholar]
- Ncube, L.K.; Ude, A.U.; Ogunmuyiwa, E.N.; Zulkifli, R.; Beas, I.N. An Overview of Plastic Waste Generation and Management in Food Packaging Industries. Recycling 2021, 6, 12. [Google Scholar] [CrossRef]
- Ritchie, H.; Roser, M. Plastic Pollution. Our World in Data 2018. Available online: https://ourworldindata.org/plastic-pollution (accessed on 2 February 2023).
- Ita-Nagy, D.; Vázquez-Rowe, I.; Kahhat, R.; Chinga-Carrasco, G.; Quispe, I. Reviewing environmental life cycle impacts of biobased polymers: Current trends and methodological challenges. Int. J. Life Cycle Assess. 2020, 25, 2169–2189. [Google Scholar] [CrossRef]
- Pellis, A.; Malinconico, M.; Guarneri, A.; Gardossi, L. Renewable polymers and plastics: Performance beyond the green. New Biotechnol. 2021, 60, 146–158. [Google Scholar] [CrossRef]
- European Isocyanate Producers Association. Polyurethanes: Sustainable Applications; ISOPA: Bruxelles, Belgium, 2001. [Google Scholar]
- Miguel-Fernández, R.; Amundarain, I.; Asueta, A.; García-Fernández, S.; Arnaiz, S.; Miazza, N.L.; Montón, E.; Rodríguez-García, B.; Bianca-Benchea, E. Recovery of Green Polyols from Rigid Polyurethane Waste by Catalytic Depolymerization. Polymers 2022, 14, 2936. [Google Scholar] [CrossRef] [PubMed]
- Silva, E.; Souza, G.; Janes, D.; Waldow, G.; Sales, F.; Guedes, R.; Tita, V.; Costa, R. Flexural and flammability evaluation of a new bio-based polyurethane foam with alumina trihydrate. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 235, 1160–1171. [Google Scholar] [CrossRef]
- Amundarain, I.; Miguel-Fernández, R.; Asueta, A.; García-Fernández, S.; Arnaiz, S. Synthesis of Rigid Polyurethane Foams Incorporating Polyols from Chemical Recycling of Post-Industrial Waste Polyurethane Foams. Polymers 2022, 14, 1157. [Google Scholar] [CrossRef] [PubMed]
- Xu, Q.; Lin, J.; Jiang, G. Synthesis, Characterization and Properties of Soybean Oil-Based Polyurethane. Polymers 2022, 14, 2201. [Google Scholar] [CrossRef]
- Xu, G.; Zhang, X.; Qing, Q.; Gong, J. A nonlinear constitutive model of rigid polyurethane foam considering direction-dependence and tension–compression asymmetry. Constr. Build. Mater. 2022, 339, 127540. [Google Scholar] [CrossRef]
- Maiuolo, L.; Olivito, F.; Algieri, V.; Costanzo, P.; Jiritano, A.; Tallarida, M.A.; Tursi, A.; Sposato, C.; Feo, A.; De Nino, A. Synthesis, Characterization and Mechanical Properties of Novel Bio-Based Polyurethane Foams Using Cellulose-Derived Polyol for Chain Extension and Cellulose Citrate as a Thickener Additive. Polymers 2021, 13, 2802. [Google Scholar] [CrossRef]
- Niesiobędzka, J.; Datta, J. Challenges and recent advances in bio-based isocyanate production. Green Chemestry 2023. [Google Scholar] [CrossRef]
- Shchegolkov, A.V.; Nachtane, M.; Stanishevskiy, Y.M.; Dodina, E.P.; Rejepov, D.T.; Vetcher, A.A. The Effect of Multi-Walled Carbon Nanotubes on the Heat-Release Properties of Elastic Nanocomposites. J. Compos. Sci. 2022, 6, 333. [Google Scholar] [CrossRef]
- de Moura, A.P.; da Silva, E.H.; dos Santos, V.S.; Galera, M.F.; Sales, F.C.; Elizario, S.; de Moura, M.R.; Rigo, V.A.; da Costa, R.R. Structural and mechanical characterization of polyurethane-CaCO3 composites synthesized at high calcium carbonate loading: An experimental and theoretical study. J. Compos. Mater. 2021, 55, 2857–2866. [Google Scholar] [CrossRef]
- Burelo, M.; Gaytán, I.; Loza-Tavera, H.; Cruz-Morales, J.A.; Zárate-Saldaña, D.; Cruz-Gómez, M.J.; Gutiérrez, S. Synthesis, characterization and biodegradation studies of polyurethanes: Effect of unsaturation on biodegradability. Chemosphere 2022, 307, 136136. [Google Scholar] [CrossRef] [PubMed]
- Silva, E.; Aguiar, J.; Waldow, G.; Costa, R.; Tita, V.; Ribeiro, M. Compression and morphological properties of a bio-based polyurethane foam with aluminum hydroxide. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2022, 236, 1408–1418. [Google Scholar] [CrossRef]
- Lee, J.H.; Kim, S.H.; Oh, K.W. Bio-Based Polyurethane Foams with Castor Oil Based Multifunctional Polyols for Improved Compressive Properties. Polymers 2021, 13, 576. [Google Scholar] [CrossRef] [PubMed]
- Li, P.; Guo, Y.; Shim, V. A constitutive model for transversely isotropic material with anisotropic hardening. Int. J. Solids Struct. 2018, 138, 40–49. [Google Scholar] [CrossRef]
- Shiravand, A.; Asgari, M. A new method for design and calculating the mechanical properties and energy absorption behavior of cellular structures using foam microstructure modeling based on Laguerre tessellation. Structures 2022, 36, 428–444. [Google Scholar] [CrossRef]
- Hössinger-Kalteis, A.; Reiter, M.; Jerabek, M.; Major, Z. Overview and comparison of modelling methods for foams. J. Cell. Plast. 2021, 57, 951–1001. [Google Scholar] [CrossRef]
- He, Y.; Wu, J.; Qiu, D.; Yu, Z. Experimental and numerical analyses of thermal failure of rigid polyurethane foam. Mater. Chem. Phys. 2019, 233, 378–389. [Google Scholar] [CrossRef]
- Kim, J.D.; Kim, J.H.; Lee, D.H.; Yeom, D.J.; Lee, J.M. Synthesis and Investigation of Cryogenic Mechanical Properties of Chopped-Glass-Fiber-Reinforced Polyisocyanurate Foam. Materials 2021, 14, 446. [Google Scholar] [CrossRef]
- Marvi-Mashhadi, M.; Lopes, C.; Llorca, J. High fidelity simulation of the mechanical behavior of closed-cell polyurethane foams. J. Mech. Phys. Solids 2020, 135, 103814. [Google Scholar] [CrossRef] [Green Version]
- Lou, W.; Xie, C.; Guan, X. Coupled effects of temperature and compressive strain on aging of silicone rubber foam. Polym. Degrad. Stab. 2021, 195, 109810. [Google Scholar] [CrossRef]
- Linul, E.; Şerban, D.A.; Marsavina, L.; Sadowski, T. Assessment of collapse diagrams of rigid polyurethane foams under dynamic loading conditions. Arch. Civ. Mech. Eng. 2017, 17, 457–466. [Google Scholar] [CrossRef]
- Liu, K.; Liang, W.; Ren, F.; Ren, J.; Wang, F.; Ding, H. The study on compressive mechanical properties of rigid polyurethane grout materials with different densities. Constr. Build. Mater. 2019, 206, 270–278. [Google Scholar] [CrossRef]
- Mazzuca, P.; Firmo, J.P.; Correia, J.R.; Garrido, M. Mechanical behaviour in shear and compression of polyurethane foam at elevated temperature. J. Sandw. Struct. Mater. 2022, 24, 1429–1448. [Google Scholar] [CrossRef]
- Iqbal, N.; Mubashar, A.; Ahmed, S.; Arif, N.; Din, E.U. Investigating relative density effects on quasi-static response of high-density Rigid Polyurethane Foam (RPUF). Mater. Today Commun. 2022, 31, 103320. [Google Scholar] [CrossRef]
- Logan, S.R. The origin and status of the Arrhenius equation. J. Chem. Educ. 1982, 59, 279. [Google Scholar] [CrossRef]
- Panaitescu, I.; Koch, T.; Archodoulaki, V.M. Accelerated aging of a glass fiber/polyurethane composite for automotive applications. Polym. Test. 2019, 74, 245–256. [Google Scholar] [CrossRef]
- Xie, K.; Wang, W.; Li, Y.; Xu, M.; Han, Z.; Zhang, Y.; Gao, W. Study on structure-performance relationship of RGO enhanced polypropylene composites with improved atomic oxygen resistance. Compos. Part B Eng. 2022, 239, 109970. [Google Scholar] [CrossRef]
- Xie, K.; Xu, S.; Hao, W.; Wang, J.; Huang, A.; Zhang, Y. Surface effect of the MgCl2 support in Ziegler–Natta catalyst for ethylene polymerization: A computational study. Appl. Surf. Sci. 2022, 589, 153002. [Google Scholar] [CrossRef]
- Arczewska, P.; Polak, M.A.; Penlidis, A. Degradation of glass fiber reinforced polymer (GFRP) bars in concrete environment. Constr. Build. Mater. 2021, 293, 123451. [Google Scholar] [CrossRef]
- Berardi, U. The impact of aging and environmental conditions on the effective thermal conductivity of several foam materials. Energy 2019, 182, 777–794. [Google Scholar] [CrossRef]
- Kunič, R. Vacuum Insulation Panels (VIP)—An Assessment of the Impact of Accelerated Ageing on Service Life. Stroj. Vestnik J. Mech. Eng. 2012, 58, 598–606. [Google Scholar] [CrossRef] [Green Version]
- Assink, R.A.; Celina, M.C.; Elliott, J.M. Thermal Aging of the Polyurethane Foamfor the H1259 Storage Container; Sandia National Laboratories: Albuquerque, NM, USA, 2006.
- Lee, S.W.; Park, J.Y.; Park, E.Y.; Ryu, S.H.; Bae, S.H.; Kim, N.I.; Yun, J.H.; Yoon, J.H. Evaluation of Static Spring Constant and Accelerated Life Prediction for Compression Set of Polyurethane Resilient Pad in Rail Fastening System. Elastomers Compos. 2018, 53, 220–225. [Google Scholar] [CrossRef]
- Vieira, A.; Vieira, J.; Ferra, J.; Magalhães, F.; Guedes, R.; Marques, A. Mechanical study of PLA—PCL fibers during in vitro degradation. J. Mech. Behav. Biomed. Mater. 2011, 4, 451–460. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- ASTM D1621-16; Standard Test Method for Compressive Properties of Rigid Cellular Plastics. ASTM International, American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2016. [CrossRef]
- Liu, Y.; Rahimidehgolan, F.; Altenhof, W. Anisotropic compressive behavior of rigid PVC foam at strain rates up to 200 s. Polym. Test. 2020, 91, 106836. [Google Scholar] [CrossRef]
- Li, S.; Li, Q. Response of functionally graded polymeric foam under axial compression. Int. J. Mech. Sci. 2021, 210, 106750. [Google Scholar] [CrossRef]
- Tita, V.; Caliri Júnior, M.F.; Angélico, R.A.; Canto, R.B. Experimental analyses of the poly(vinyl chloride) foams’ mechanical anisotropic behavior. Polym. Eng. Sci. 2012, 52, 2654–2663. [Google Scholar] [CrossRef]
- Tagarielli, V.; Deshpande, V.; Fleck, N.; Chen, C. A constitutive model for transversely isotropic foams, and its application to the indentation of balsa wood. Int. J. Mech. Sci. 2005, 47, 666–686. [Google Scholar] [CrossRef]
- Lubliner, J.; Moran, B. Plasticity Theory. J. Appl. Mech. 1992, 59, 245–246. [Google Scholar] [CrossRef]
- Dunne, F.; Petrinic, N. Introduction to Computational Plasticity; Oxford University Press: Oxford, UK, 2005. [Google Scholar]
- Hössinger-Kalteis, A.; Reiter, M.; Jerabek, M.; Major, Z. Application of computed tomography data–based modelling technique for polymeric low density foams, Part B: Characterization of the mechanical behaviour. J. Cell. Plast. 2022, 58, 689–706. [Google Scholar] [CrossRef]
- McElroy, H.T.; Guj, L. Modeling the Temperature-Dependent Structural Performance of Rigid Polyurethane and Polyisocyanurate Foams Usinf Mean-Field Homogenization and Finite Element Analysis. In SAMPE Virtual Conference Proceedings; SAMPE: Diamond Bar, CA, USA, 2020. [Google Scholar]
- Andersons, J.; Modniks, J.; Kirpluks, M.; Cabulis, U. The effect of cell shape anisotropy on fracture toughness of low-density brittle foams. Eng. Fract. Mech. 2022, 269, 108565. [Google Scholar] [CrossRef]
- Mohammadi, H.; Morovati, V.; Poshtan, E.; Dargazany, R. Understanding decay functions and their contribution in modeling of thermal-induced aging of cross-linked polymers. Polym. Degrad. Stab. 2020, 175, 109108. [Google Scholar] [CrossRef]













| Ageing | Dir3 | Dir1 | ||||||
|---|---|---|---|---|---|---|---|---|
| (kPa) | (mm/mm) | (kPa) | (mm/mm) | |||||
| Exp 1 | Num 1 | Exp | Num | Exp | Num | Exp | Num | |
| Unaged | 367 | 367 | 0.56 | 0.61 | 460 2 | 480 2 | 0.57 | 0.55 |
| 10 days | 300 | 283 | 0.64 | 0.67 | 380 | 390 | 0.56 | 0.58 |
| 20 days | 267 | 220 | 0.67 | 0.67 | 355 | 370 | 0.57 | 0.61 |
| 30 days | 235 | 185 | 0.56 | 0.58 | 355 | 335 | 0.58 | 0.58 |
| 40 days | 330 | 280 | 0.61 | 0.66 | 320 | 310 | 0.58 | 0.57 |
| 50 days | 225 | 285 | 0.54 | 0.60 | 330 | 295 | 0.60 | 0.57 |
| 60 days | 180 | 215 | 0.58 | 0.62 | 290 | 290 | 0.56 | 0.61 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Da Silva, E.H.P.; De Barros, S.; Vieira, A.F.C.; Da Costa, R.R.C.; Ribeiro, M.L. Accelerated Aging on the Compression Properties of a Green Polyurethane Foam: Experimental and Numerical Analysis. Polymers 2023, 15, 1784. https://doi.org/10.3390/polym15071784
Da Silva EHP, De Barros S, Vieira AFC, Da Costa RRC, Ribeiro ML. Accelerated Aging on the Compression Properties of a Green Polyurethane Foam: Experimental and Numerical Analysis. Polymers. 2023; 15(7):1784. https://doi.org/10.3390/polym15071784
Chicago/Turabian StyleDa Silva, Enio H. P., Silvio De Barros, André F. C. Vieira, Romeu R. C. Da Costa, and Marcelo L. Ribeiro. 2023. "Accelerated Aging on the Compression Properties of a Green Polyurethane Foam: Experimental and Numerical Analysis" Polymers 15, no. 7: 1784. https://doi.org/10.3390/polym15071784
APA StyleDa Silva, E. H. P., De Barros, S., Vieira, A. F. C., Da Costa, R. R. C., & Ribeiro, M. L. (2023). Accelerated Aging on the Compression Properties of a Green Polyurethane Foam: Experimental and Numerical Analysis. Polymers, 15(7), 1784. https://doi.org/10.3390/polym15071784