
Integral Valorization of Posidonia oceanica Balls: An Abundant and Potential Biomass

 , ,
, ,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material and Chemicals
2.2. Autohydrolysis Process
2.3. Delignification Processes
2.4. Cellulose Nanofiber (CNF) Production
2.5. Characterization Methods
2.5.1. Solids and Liquid Phases Chemical Characterization
2.5.2. Products General Characterization
3. Results and Discussion
3.1. Raw Material Characterization
3.2. Autohydrolysis
3.3. Delignification
3.4. Bleaching
3.5. Characterization of the Resulting Fractions
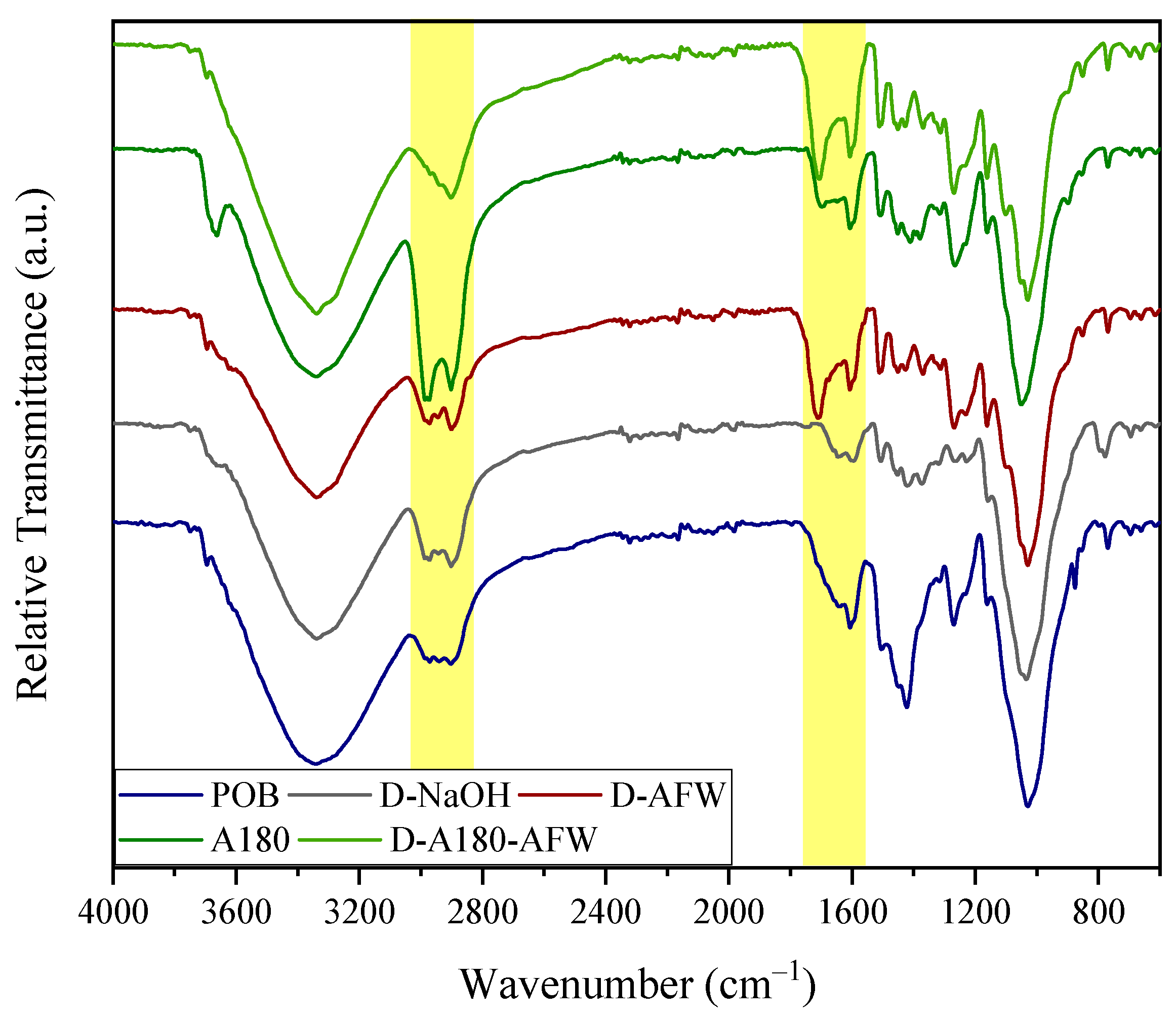
3.5.1. Resulting Solids from Each Treatment
3.5.2. Biorefinery Products
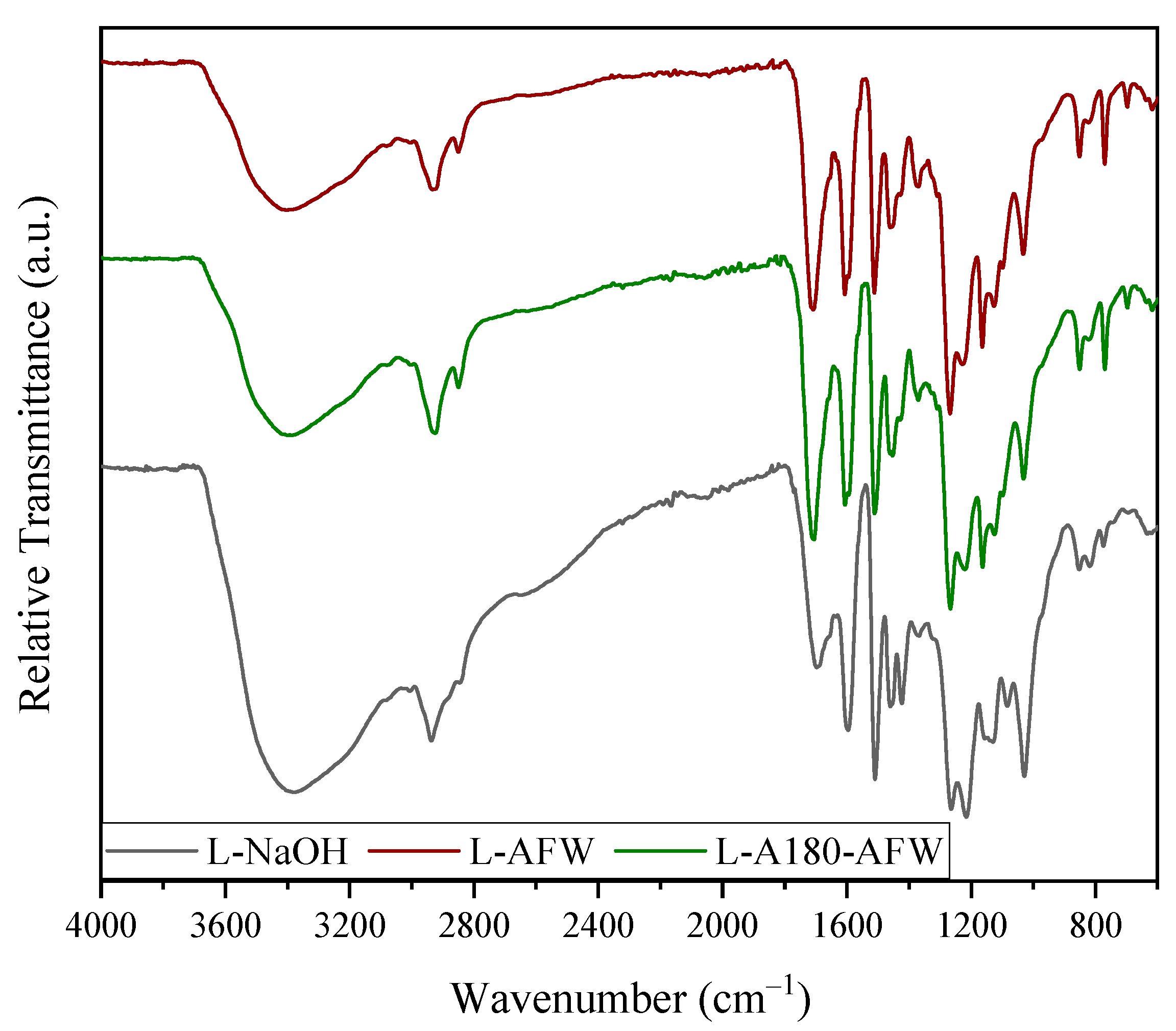
Lignin Characterization
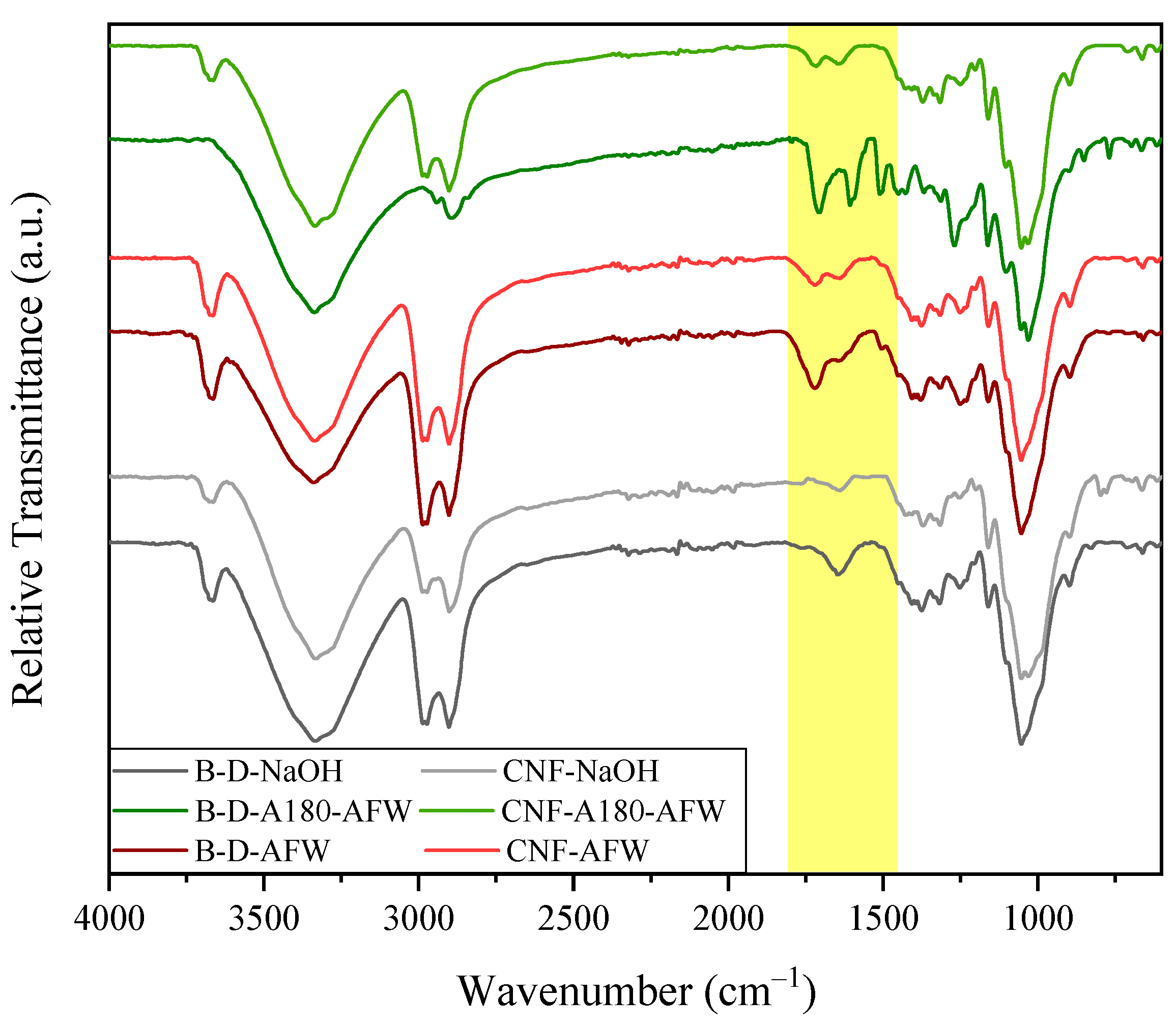
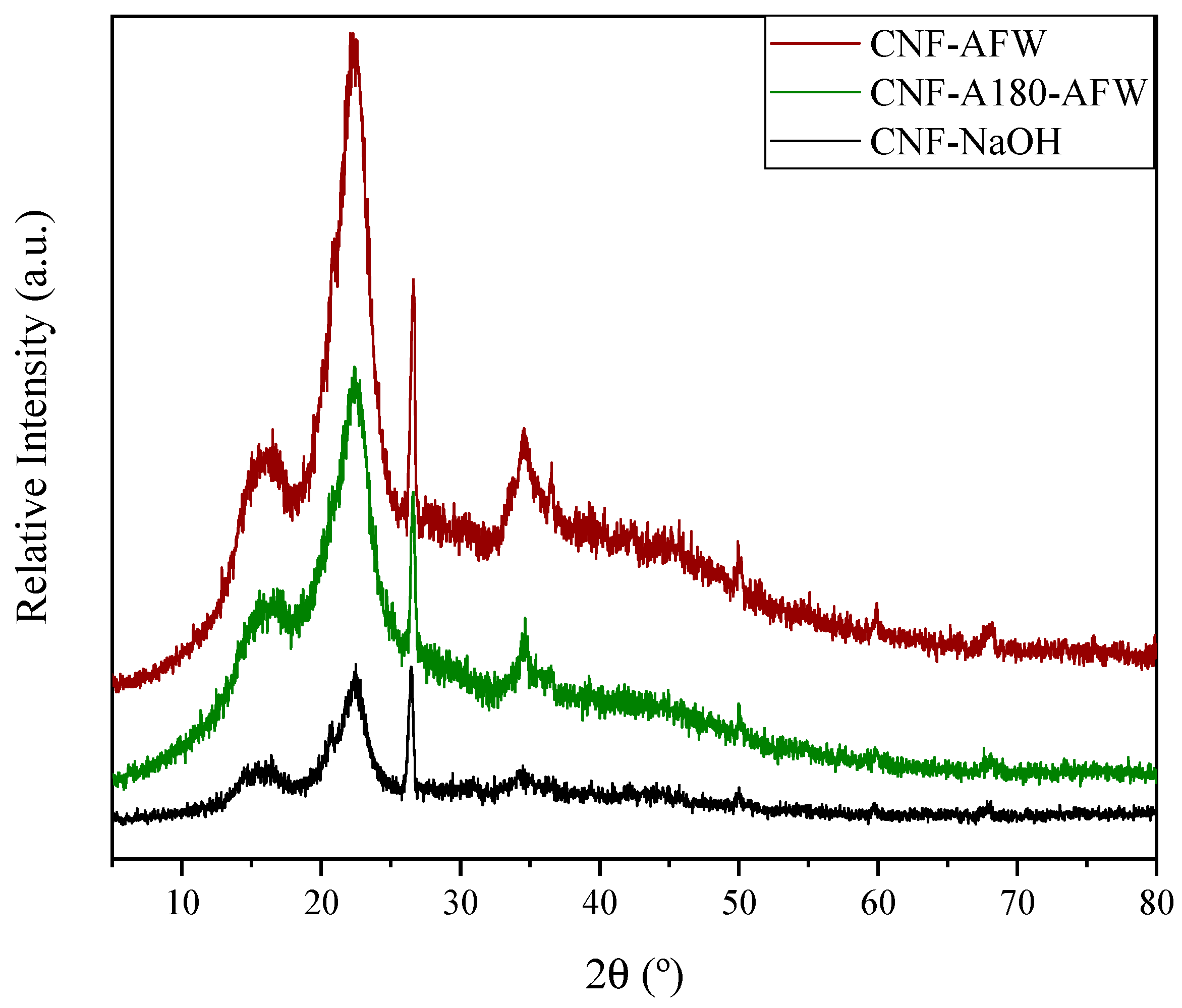
CNF Characterization
3.6. Selection of the Most Suitable Process
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| Posidonia oceanica balls | POB |
| Autohydrolyzed raw material (130 °C) | A130 |
| Autohydrolyzed raw material (150 °C) | A150 |
| Autohydrolyzed raw material (180 °C) | A180 |
| Acetoformosolv delignified autohydrolyzed raw material (180 °C) | D-A180-AFW |
| Alkali delignification of the raw material | D-NaOH |
| Acetoformosolv delignified raw material | D-AFW |
| Bleached alkali delignified raw material | B-D-NaOH |
| Bleached acetoformosolv delignified raw material | B-D-AFW |
| Bleached acetoformosolv delignified autohydrolyzed raw material (180 °C) | B-D-A180-AFW |
| CNF from bleached delignified autohydrolyzed raw material (180 °C) | CNF-A180-AFW |
| CNF from bleached alkali delignified raw material | CNF-NaOH |
| CNF from bleached acetoformosolv delignified raw material | CNF-AFW |
| Lignin from acetoformosolv delignification after autohydrolysis (180 °C) | L-A180-AFW |
| Lignin from acetoformosolv delignification | L-AFW |
| Lignin from alkali delignification | L-NaOH |
References
- Trache, D.; Tarchoun, A.F.; De Vita, D.; Kennedy, J.F. Posidonia oceanica (L.) Delile: A Mediterranean Seagrass with Potential Applications but Regularly and Erroneously Referred to as an Algal Species. Int. J. Biol. Macromol. 2023, 230, 122624. [Google Scholar] [CrossRef] [PubMed]
- Lefebvre, L.; Compère, P.; Léonard, A.; Plougonven, E.; Vandewalle, N.; Gobert, S. Mediterranean Aegagropiles from Posidonia oceanica (L.) Delile (1813): A First Complete Description from Macroscopic to Microscopic Structure. Mar. Biol. 2021, 168, 37. [Google Scholar] [CrossRef]
- Mirpoor, S.F.; Giosafatto, C.V.L.; Di Pierro, P.; Di Girolamo, R.; Regalado-González, C.; Porta, R. Valorisation of Posidonia Oceanica Sea Balls (Egagropili) as a Potential Source of Reinforcement Agents in Protein-Based Biocomposites. Polymers 2020, 12, 2788. [Google Scholar] [CrossRef] [PubMed]
- Restaino, O.F.; Giosafatto, C.V.L.; Mirpoor, S.F.; Cammarota, M.; Hejazi, S.; Mariniello, L.; Schiraldi, C.; Porta, R. Sustainable Exploitation of Posidonia Oceanica Sea Balls (Egagropili): A Review. Int. J. Mol. Sci. 2023, 24, 7301. [Google Scholar] [CrossRef] [PubMed]
- Vacchi, M.; De Falco, G.; Simeone, S.; Montefalcone, M.; Morri, C.; Ferrari, M.; Bianchi, C.N. Biogeomorphology of the Mediterranean Posidonia Oceanica Seagrass Meadows. Earth Surf. Process. Landforms 2017, 42, 42–54. [Google Scholar] [CrossRef]
- Velvizhi, G.; Goswami, C.; Shetti, N.P.; Ahmad, E.; Kishore Pant, K.; Aminabhavi, T.M. Valorisation of Lignocellulosic Biomass to Value-Added Products: Paving the Pathway towards Low-Carbon Footprint. Fuel 2022, 313, 122678. [Google Scholar] [CrossRef]
- Rajesh Banu, J.; Preethi; Kavitha, S.; Tyagi, V.K.; Gunasekaran, M.; Karthikeyan, O.P.; Kumar, G. Lignocellulosic Biomass Based Biorefinery: A Successful Platform towards Circular Bioeconomy. Fuel 2021, 302, 121086. [Google Scholar] [CrossRef]
- Isikgor, F.H.; Becer, C.R. Lignocellulosic Biomass: A Sustainable Platform for the Production of Bio-Based Chemicals and Polymers. Polym. Chem. 2015, 6, 4497–4559. [Google Scholar] [CrossRef]
- Khiari, R.; Mhenni, M.F.; Belgacem, M.N.; Mauret, E. Chemical Composition and Pulping of Date Palm Rachis and Posidonia Oceanica—A Comparison with Other Wood and Non-Wood Fibre Sources. Bioresour. Technol. 2010, 101, 775–780. [Google Scholar] [CrossRef]
- Benito-González, I.; López-Rubio, A.; Martínez-Abad, A.; Ballester, A.-R.; Falcó, I.; González-Candelas, L.; Sánchez, G.; Lozano-Sánchez, J.; Borrás-Linares, I.; Segura-Carretero, A.; et al. In-Depth Characterization of Bioactive Extracts from Posidonia Oceanica Waste Biomass. Mar. Drugs 2019, 17, 409. [Google Scholar] [CrossRef]
- Aguir, C.; M’Henni, M.F. Experimental Study on Carboxymethylation of Cellulose Extracted FromPosidonia Oceanica. J. Appl. Polym. Sci. 2006, 99, 1808–1816. [Google Scholar] [CrossRef]
- Guezguez, I.; Dridi-Dhaouadi, S.; Mhenni, F. Sorption of Yellow 59 on Posidonia Oceanica, a Non-Conventional Biosorbent: Comparison with Activated Carbons. Ind. Crops Prod. 2009, 29, 197–204. [Google Scholar] [CrossRef]
- International Energy Agency (IEA); Bioenergy, I. Task 42: Biorefining in a Circular Economy; International Energy Agency (IEA): Paris, France.
- Ferreira, A.F. Biorefinery Concept. In Biorefineries. Targeting Energy, High Value Products and Waste Valorisation; Rabaçal, M., Ferreira, A.F., Silva, C.A.M., Costa, M., Eds.; Springer: Cham, Switzerland, 2017; volume 57, pp. 1–20. ISBN 9783319482880. [Google Scholar]
- Dragone, G.; Kerssemakers, A.A.J.; Driessen, J.L.S.P.; Yamakawa, C.K.; Brumano, L.P.; Mussatto, S.I. Innovation and Strategic Orientations for the Development of Advanced Biorefineries. Bioresour. Technol. 2020, 302, 122847. [Google Scholar] [CrossRef] [PubMed]
- Zabed, H.M.; Akter, S.; Yun, J.; Zhang, G.; Awad, F.N.; Qi, X.; Sahu, J.N. Recent Advances in Biological Pretreatment of Microalgae and Lignocellulosic Biomass for Biofuel Production. Renew. Sustain. Energy Rev. 2019, 105, 105–128. [Google Scholar] [CrossRef]
- Ruiz, H.A.; Conrad, M.; Sun, S.N.; Sanchez, A.; Rocha, G.J.M.; Romaní, A.; Castro, E.; Torres, A.; Rodríguez-Jasso, R.M.; Andrade, L.P.; et al. Engineering Aspects of Hydrothermal Pretreatment: From Batch to Continuous Operation, Scale-up and Pilot Reactor under Biorefinery Concept. Bioresour. Technol. 2020, 299, 122685. [Google Scholar] [CrossRef] [PubMed]
- Nitsos, C.; Rova, U.; Christakopoulos, P. Organosolv Fractionation of Softwood Biomass for Biofuel and Biorefinery Applications. Energies 2017, 11, 50. [Google Scholar] [CrossRef]
- Assonfack, H.L.; Yona Cheumani, A.M.; Ndinteh, D.; Lembe, J.T.; Nga, J.B.; Ndikontar, M.K. Preparation and Characterisation of Cellulose by Delignification of Eteng (Ceiba pentandra) Wood in Formic Acid-Acetic Acid-Water Solvent Mixtures. J. Polym. Environ. 2023, 31, 913–921. [Google Scholar] [CrossRef]
- Pham, T.A.; Ngo, D.S.; To, K.A. Formic Acid-Based Organosolv Delignification of Sugarcane Bagasse for Efficient Enzymatic Saccharification. Sugar Tech 2022, 24, 779–787. [Google Scholar] [CrossRef]
- Linan, L.Z.; Gonçalves, M.P.X.; Cidreira, A.C.M.; Hatami, T.; Junior, A.A.C.; Mei, L.H.I. Acid-Based Organosolv Lignin Extraction from Acai Berry Bagasse. Bioresour. Technol. Reports 2023, 22, 101493. [Google Scholar] [CrossRef]
- Labauze, H.; Cachet, N.; Benjelloun-Mlayah, B. Acid-Based Organosolv Lignin Extraction from Wheat Straw: Kinetic and Structural Analysis. Ind. Crops Prod. 2022, 187, 115328. [Google Scholar] [CrossRef]
- Karagoz, P.; Khiawjan, S.; Marques, M.P.C.; Santzouk, S.; Bugg, T.D.H.; Lye, G.J. Pharmaceutical Applications of Lignin-Derived Chemicals and Lignin-Based Materials: Linking Lignin Source and Processing with Clinical Indication. Biomass Convers. Bioref. 2023. [Google Scholar] [CrossRef]
- Beaucamp, A.; Muddasar, M.; Amiinu, I.S.; Moraes Leite, M.; Culebras, M.; Latha, K.; Gutiérrez, M.C.; Rodriguez-Padron, D.; del Monte, F.; Kennedy, T.; et al. Lignin for Energy Applications—State of the Art, Life Cycle, Technoeconomic Analysis and Future Trends. Green Chem. 2022, 24, 8193–8226. [Google Scholar] [CrossRef]
- Chen, Y.; Xie, Y.; Ajuwon, K.M.; Zhong, R.; Li, T.; Chen, L.; Zhang, H.; Beckers, Y.; Everaert, N. Xylo-Oligosaccharides, Preparation and Application to Human and Animal Health: A Review. Front. Nutr. 2021, 8, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Ko, C.H.; Yang, B.Y.; Lin, L.D.; Chang, F.C.; Chen, W.H. Impact of Pretreatment Methods on Production of Bioethanol and Nanocrystalline Cellulose. J. Clean. Prod. 2020, 254, 119914. [Google Scholar] [CrossRef]
- Mishra, R.K.; Sabu, A.; Tiwari, S.K. Materials Chemistry and the Futurist Eco-Friendly Applications of Nanocellulose: Status and Prospect. J. Saudi Chem. Soc. 2018, 22, 949–978. [Google Scholar] [CrossRef]
- Ruiz, H.A.; Vicente, A.A.; Teixeira, J.A. Kinetic Modeling of Enzymatic Saccharification Using Wheat Straw Pretreated under Autohydrolysis and Organosolv Process. Ind. Crops Prod. 2012, 36, 100–107. [Google Scholar] [CrossRef]
- Erdocia, X.; Prado, R.; Corcuera, M.Á.; Labidi, J. Effect of Different Organosolv Treatments on the Structure and Properties of Olive Tree Pruning Lignin. J. Ind. Eng. Chem. 2014, 20, 1103–1108. [Google Scholar] [CrossRef]
- Morales, A.; Hernández-Ramos, F.; Sillero, L.; Fernández-Marín, R.; Dávila, I.; Gullón, P.; Erdocia, X.; Labidi, J. Multiproduct Biorefinery Based on Almond Shells: Impact of the Delignification Stage on the Manufacture of Valuable Products. Bioresour. Technol. 2020, 315, 123896. [Google Scholar] [CrossRef]
- Morales, A.; Gullón, B.; Dávila, I.; Eibes, G.; Labidi, J.; Gullón, P. Optimization of Alkaline Pretreatment for the Co-Production of Biopolymer Lignin and Bioethanol from Chestnut Shells Following a Biorefinery Approach. Ind. Crops Prod. 2018, 124, 582–592. [Google Scholar] [CrossRef]
- Haddar, M.; Elloumi, A.; Koubaa, A.; Bradai, C.; Migneault, S.; Elhalouani, F. Synergetic Effect of Posidonia Oceanica Fibres and Deinking Paper Sludge on the Thermo-Mechanical Properties of High Density Polyethylene Composites. Ind. Crops Prod. 2018, 121, 26–35. [Google Scholar] [CrossRef]
- Pilavtepe, M.; Celiktas, M.S.; Sargin, S.; Yesil-Celiktas, O. Transformation of Posidonia Oceanica Residues to Bioethanol. Ind. Crops Prod. 2013, 51, 348–354. [Google Scholar] [CrossRef]
- Gullón, B.; Eibes, G.; Dávila, I.; Moreira, M.T.; Labidi, J.; Gullón, P. Hydrothermal Treatment of Chestnut Shells (Castanea sativa) to Produce Oligosaccharides and Antioxidant Compounds. Carbohydr. Polym. 2018, 192, 75–83. [Google Scholar] [CrossRef]
- Huang, C.; Wang, X.; Liang, C.; Jiang, X.; Yang, G.; Xu, J.; Yong, Q. A Sustainable Process for Procuring Biologically Active Fractions of High-Purity Xylooligosaccharides and Water-Soluble Lignin from Moso Bamboo Prehydrolyzate. Biotechnol. Biofuels 2019, 12, 189. [Google Scholar] [CrossRef] [PubMed]
- Cocero, M.J.; Cabeza, Á.; Abad, N.; Adamovic, T.; Vaquerizo, L.; Martínez, C.M.; Pazo-Cepeda, M.V. Understanding Biomass Fractionation in Subcritical & Supercritical Water. J. Supercrit. Fluids 2018, 133, 550–565. [Google Scholar] [CrossRef]
- Carvalheiro, F.; Silva-Fernandes, T.; Duarte, L.C.; Gírio, F.M. Wheat Straw Autohydrolysis: Process Optimization and Products Characterization. Appl. Biochem. Biotechnol. 2009, 153, 84–93. [Google Scholar] [CrossRef]
- Bassani, A.; Fiorentini, C.; Vadivel, V.; Moncalvo, A.; Spigno, G. Implementation of Auto-Hydrolysis Process for the Recovery of Antioxidants and Cellulose from Wheat Straw. Appl. Sci. 2020, 10, 6112. [Google Scholar] [CrossRef]
- del Río, P.G.; Domínguez, V.D.; Domínguez, E.; Gullón, P.; Gullón, B.; Garrote, G.; Romaní, A. Comparative Study of Biorefinery Processes for the Valorization of Fast-Growing Paulownia Wood. Bioresour. Technol. 2020, 314, 123722. [Google Scholar] [CrossRef]
- Morales, A.; Labidi, J.; Gullón, P. Hydrothermal Treatments of Walnut Shells: A Potential Pretreatment for Subsequent Product Obtaining. Sci. Total Environ. 2021, 764, 142800. [Google Scholar] [CrossRef]
- Domínguez, E.; del Río, P.G.; Romaní, A.; Garrote, G.; Gullón, P.; de Vega, A. Formosolv Pretreatment to Fractionate Paulownia Wood Following a Biorefinery Approach: Isolation and Characterization of the Lignin Fraction. Agronomy 2020, 10, 1205. [Google Scholar] [CrossRef]
- Agwuncha, S.C.; Anusionwu, C.G.; Owonubi, S.J.; Sadiku, E.R.; Busuguma, U.A.; Ibrahim, I.D. Extraction of Cellulose Nanofibers and Their Eco/Friendly Polymer Composites. In Sustainable Polymer Composites and Nanocomposites; Inamuddin, Thomas, S., Kumar Mishra, R., Asiri, A., Eds.; Springer: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- Zhao, X.; Liu, D. Chemical and Thermal Characteristics of Lignins Isolated from Siam Weed Stem by Acetic Acid and Formic Acid Delignification. Ind. Crops Prod. 2010, 32, 284–291. [Google Scholar] [CrossRef]
- Xiao, Y.; Liu, Y.; Wang, X.; Li, M.; Lei, H.; Xu, H. Cellulose Nanocrystals Prepared from Wheat Bran: Characterization and Cytotoxicity Assessment. Int. J. Biol. Macromol. 2019, 140, 225–233. [Google Scholar] [CrossRef] [PubMed]
- Tan, M.; Ma, L.; Rehman, M.S.U.; Ahmed, M.A.; Sajid, M.; Xu, X.; Sun, Y.; Cui, P.; Xu, J. Screening of Acidic and Alkaline Pretreatments for Walnut Shell and Corn Stover Biorefining Using Two Way Heterogeneity Evaluation. Renew. Energy 2019, 132, 950–958. [Google Scholar] [CrossRef]
- Chen, L.; Wang, X.; Yang, H.; Lu, Q.; Li, D.; Yang, Q.; Chen, H. Study on Pyrolysis Behaviors of Non-Woody Lignins with TG-FTIR and Py-GC/MS. J. Anal. Appl. Pyrolysis 2015, 113, 499–507. [Google Scholar] [CrossRef]
- Morales, A.; Labidi, J.; Gullón, P. Impact of the Lignin Type and Source on the Characteristics of Physical Lignin Hydrogels. Sustain. Mater. Technol. 2022, 31, e00369. [Google Scholar] [CrossRef]
- Rencoret, J.; Marques, G.; Serrano, O.; Kaal, J.; Martínez, A.T.; del Río, J.C.; Gutiérrez, A. Deciphering the Unique Structure and Acylation Pattern of Posidonia Oceanica Lignin. ACS Sustain. Chem. Eng. 2020, 8, 12521–12533. [Google Scholar] [CrossRef]
- Hoeger, I.C.; Nair, S.S.; Ragauskas, A.J.; Deng, Y.; Rojas, O.J.; Zhu, J.Y. Mechanical Deconstruction of Lignocellulose Cell Walls and Their Enzymatic Saccharification. Cellulose 2013, 20, 807–818. [Google Scholar] [CrossRef]
- Trifol, J.; Marin Quintero, D.C.; Moriana, R. Pine Cone Biorefinery: Integral Valorization of Residual Biomass into Lignocellulose Nanofibrils (LCNF)-Reinforced Composites for Packaging. ACS Sustain. Chem. Eng. 2021, 9, 2180–2190. [Google Scholar] [CrossRef]
- Zhao, J.; Zhang, W.; Zhang, X.; Zhang, X.; Lu, C.; Deng, Y. Extraction of Cellulose Nanofibrils from Dry Softwood Pulp Using High Shear Homogenization. Carbohydr. Polym. 2013, 97, 695–702. [Google Scholar] [CrossRef]
- Yao, C.; Li, F.; Chen, T.; Tang, Y. Green Preparation of Cellulose Nanofibers via High-Pressure Homogenization and Their Film-Forming Properties. Ind. Crops Prod. 2023, 206, 117575. [Google Scholar] [CrossRef]
- Kasiri, N.; Fathi, M. Production of Cellulose Nanocrystals from Pistachio Shells and Their Application for Stabilizing Pickering Emulsions. Int. J. Biol. Macromol. 2018, 106, 1023–1031. [Google Scholar] [CrossRef]
- Bettaieb, F.; Khiari, R.; Dufresne, A.; Mhenni, M.F.; Putaux, J.L.; Boufi, S. Nanofibrillar Cellulose from Posidonia Oceanica: Properties and Morphological Features. Ind. Crops Prod. 2015, 72, 97–106. [Google Scholar] [CrossRef]
- Xu, J.; Krietemeyer, E.F.; Boddu, V.M.; Liu, S.X.; Liu, W.C. Production and Characterization of Cellulose Nanofibril (CNF) from Agricultural Waste Corn Stover. Carbohydr. Polym. 2018, 192, 202–207. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment | Solubility (%) | Elimination (%) | ||||
|---|---|---|---|---|---|---|
| Glucan | Xylan | Arabinan | Acetyl Groups | Klason Lignin | ||
| A130 | 8.76 | 0 | 0 | 0 | 0 | 28.79 |
| A150 | 12.10 | 4.73 | 0 | 0 | 0 | 23.41 |
| A180 | 18.46 | 10.82 | 15.40 | 47.36 | 0 | 28.93 |
| D-A180-AFW | 23.63 | 27.00 | 70.94 | 87.84 | 63.61 | 35.58 |
| D-AFW | 31.63 | 31.48 | 69.42 | 89.24 | 0 | 42.89 |
| D-NaOH | 29.44 | 34.22 | 29.59 | 26.86 | 70.74 | 63.81 |
| Treatment | Lignin (wt.%) | Glucan (wt.%) | Hemicellulose (wt.%) |
|---|---|---|---|
| A130 | 27.92 ± 1.13 | 27.91 ± 0.29 | 27.04 ± 0.47 |
| A150 | 32.35 ± 0.71 | 26.04 ± 0.81 | 25.90 ± 0.28 |
| A180 | 34.88 ± 0.75 | 28.33 ± 0.27 | 20.61 ± 0.38 |
| D-A180-AFW | 38.53 ± 0.91 | 35.46 ± 0.73 | 8.65 ± 0.06 |
| D-AFW | 39.87 ± 0.17 | 30.96 ± 0.22 | 9.52 ± 0.06 |
| D-NaOH | 23.72 ± 0.48 | 27.90 ± 0.58 | 25.63 ± 0.46 |
| B-D-A180-AFW | 0.13 ± 0.00 | 59.24 ± 1.47 | 8.03 ± 0.04 |
| B-D-AFW | 22.72 ± 0.62 | 49.33 ± 1.80 | 17.62 ± 0.22 |
| B-D-NaOH | 1.54 ± 0.05 | 48.48 ± 0.59 | 19.44 ± 0.13 |
| Lignin Sample | Purity (%) | Mn (g/mol) | Mw (g/mol) | Mw/Mn |
|---|---|---|---|---|
| L-NaOH | 73.3 | 1649 | 11,009 | 6.68 |
| L-AFW | 83.5 | 3537 | 11,552 | 3.27 |
| L-A180-AFW | 92.0 | 3316 | 10,106 | 3.05 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mnafki, R.; Morales, A.; Sillero, L.; Khiari, R.; Moussaoui, Y.; Labidi, J. Integral Valorization of Posidonia oceanica Balls: An Abundant and Potential Biomass. Polymers 2024, 16, 164. https://doi.org/10.3390/polym16010164
Mnafki R, Morales A, Sillero L, Khiari R, Moussaoui Y, Labidi J. Integral Valorization of Posidonia oceanica Balls: An Abundant and Potential Biomass. Polymers. 2024; 16(1):164. https://doi.org/10.3390/polym16010164
Chicago/Turabian StyleMnafki, Rim, Amaia Morales, Leyre Sillero, Ramzi Khiari, Younes Moussaoui, and Jalel Labidi. 2024. "Integral Valorization of Posidonia oceanica Balls: An Abundant and Potential Biomass" Polymers 16, no. 1: 164. https://doi.org/10.3390/polym16010164
APA StyleMnafki, R., Morales, A., Sillero, L., Khiari, R., Moussaoui, Y., & Labidi, J. (2024). Integral Valorization of Posidonia oceanica Balls: An Abundant and Potential Biomass. Polymers, 16(1), 164. https://doi.org/10.3390/polym16010164