
Surface Roughness, Dynamic Wettability, and Interphase of Modified Melamine Formaldehyde-Based Adhesives on Jabon Wood

 ,
,  ,
,  ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
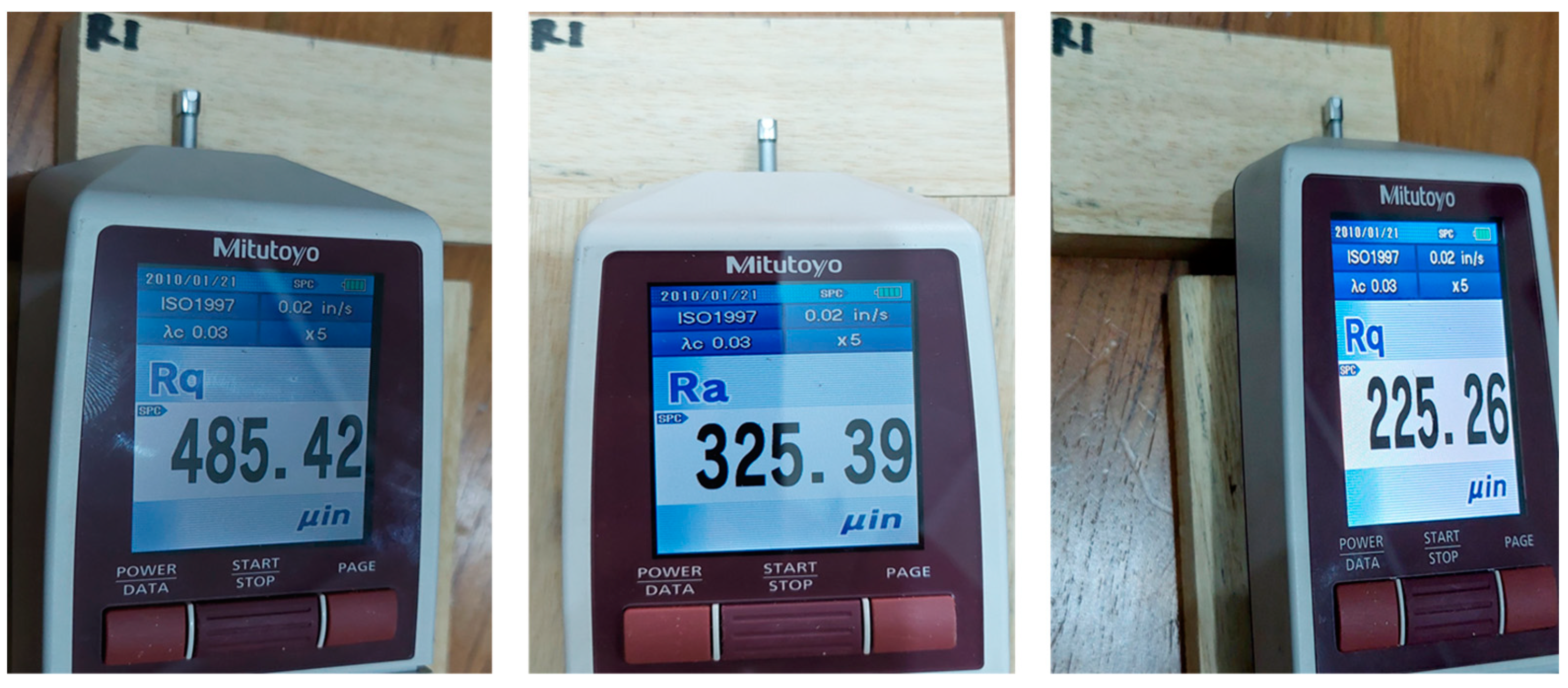
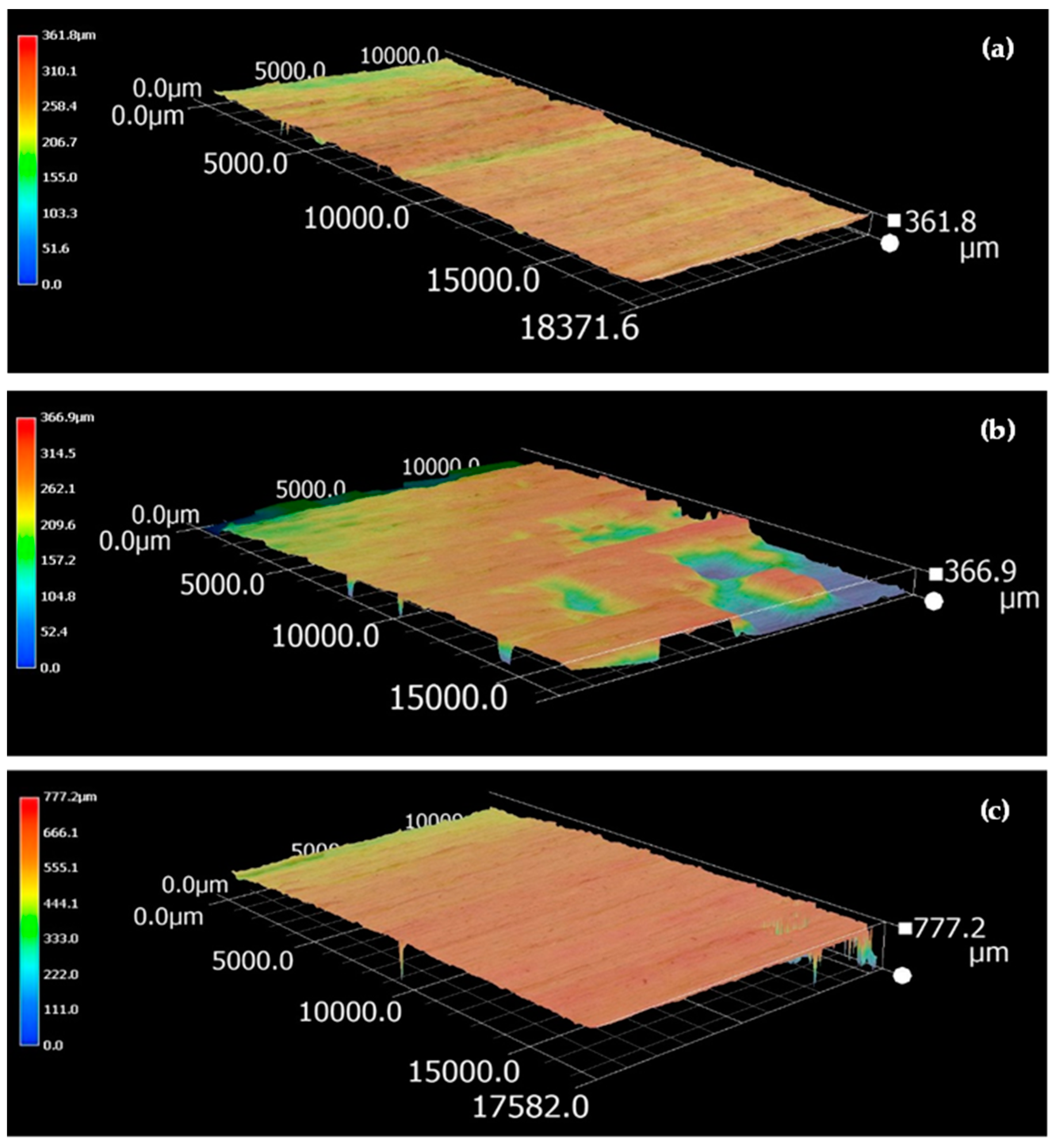
2.2.1. Surface Roughness Test
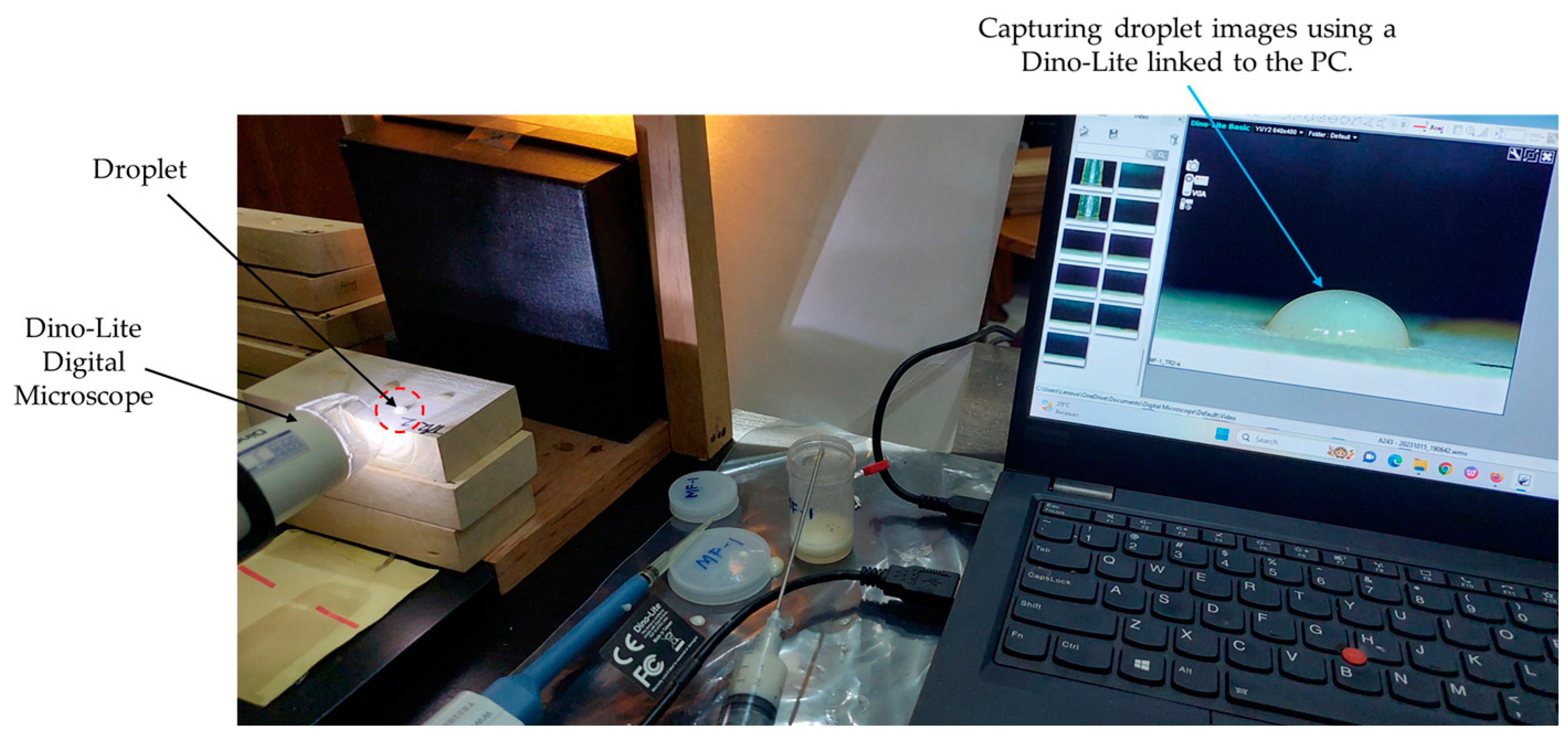
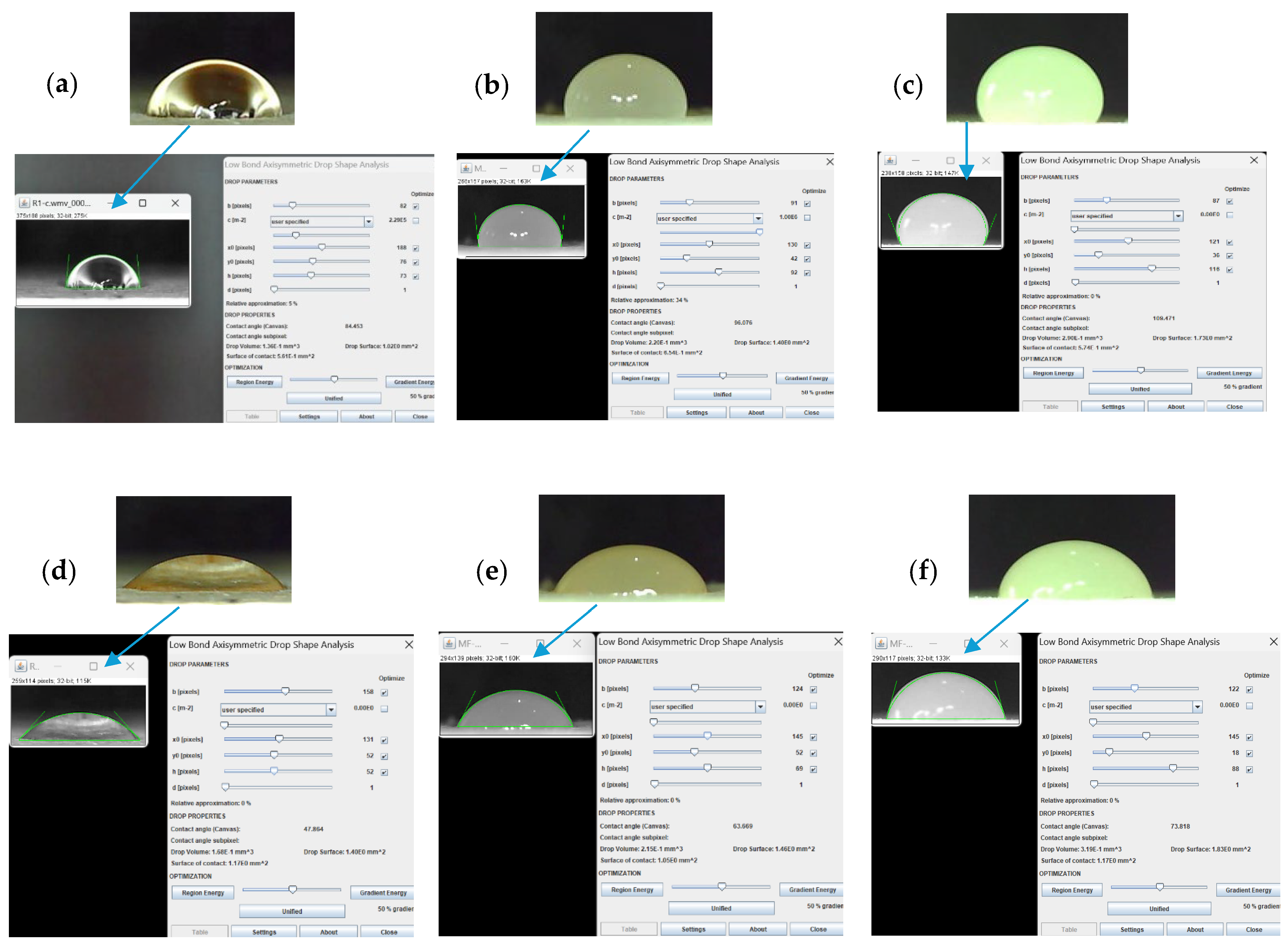
2.2.2. Contact Angle Measurement
2.2.3. Determination of Equilibrium Contact Angle and Constant Contact Angle Change Rate
2.2.4. Wood–Adhesives Interphase Analysis Using Dynamic Mechanical Analyzer
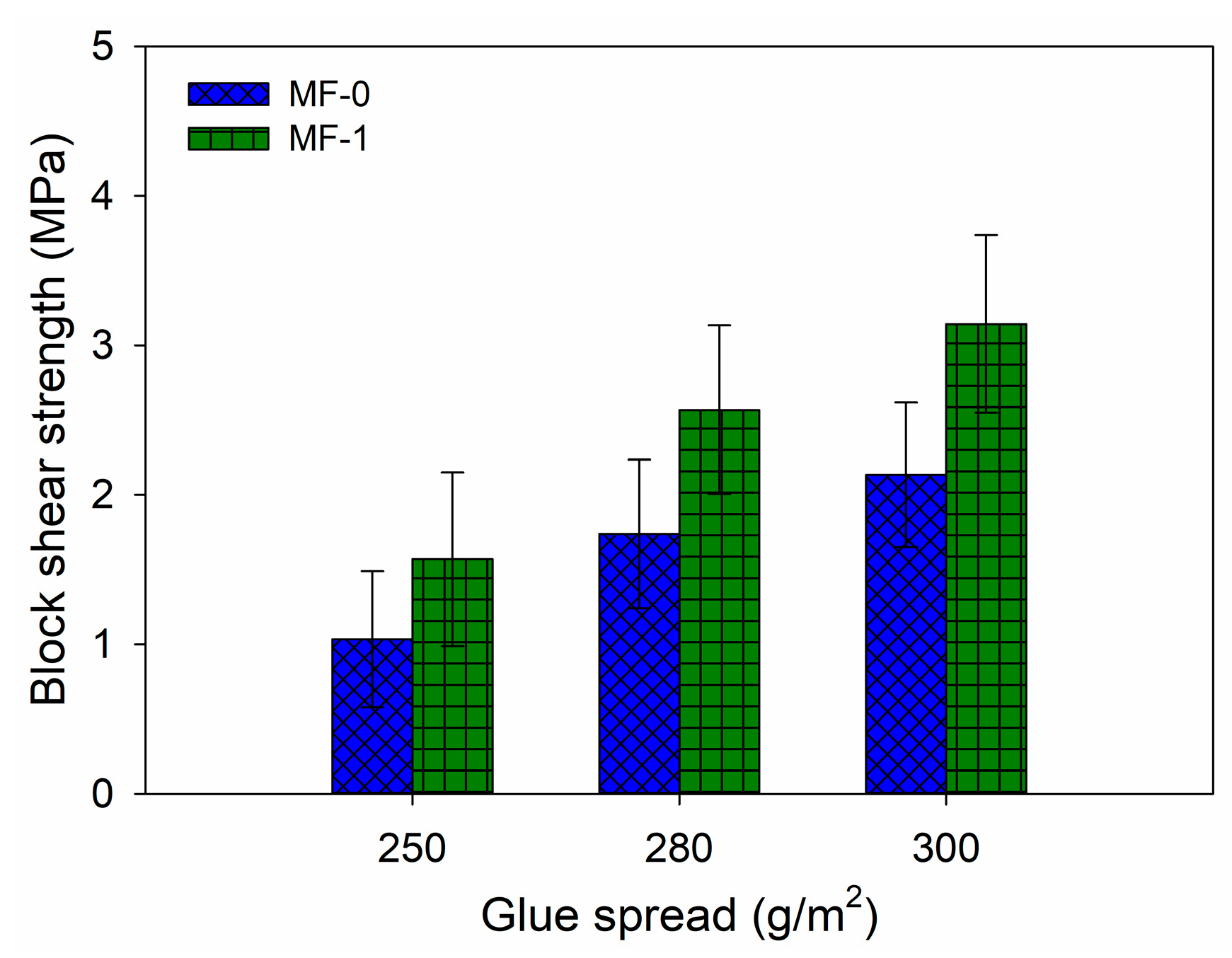
2.2.5. Mechanical Properties of Wood–MF Composites
3. Results and Discussion
3.1. Surface Roughness of Jabon Wood
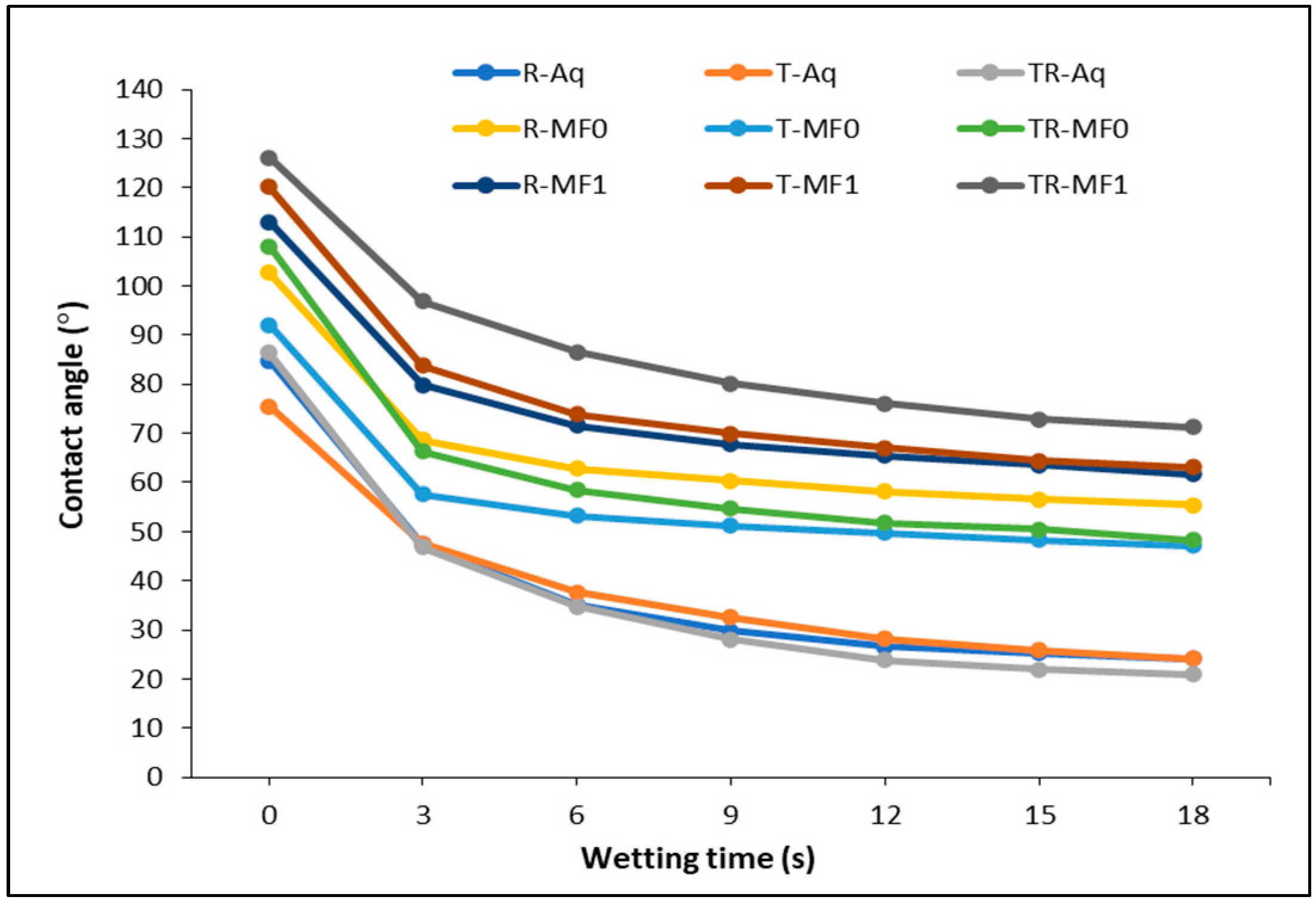
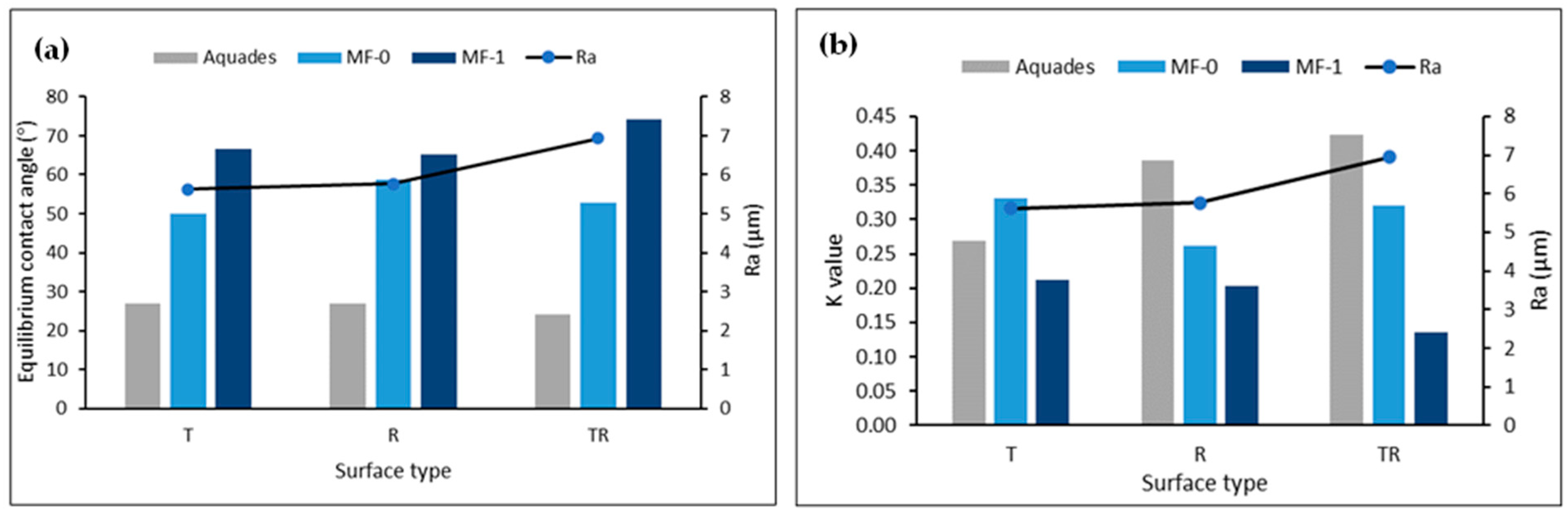
3.2. Contact Angle and Dynamic Wettability
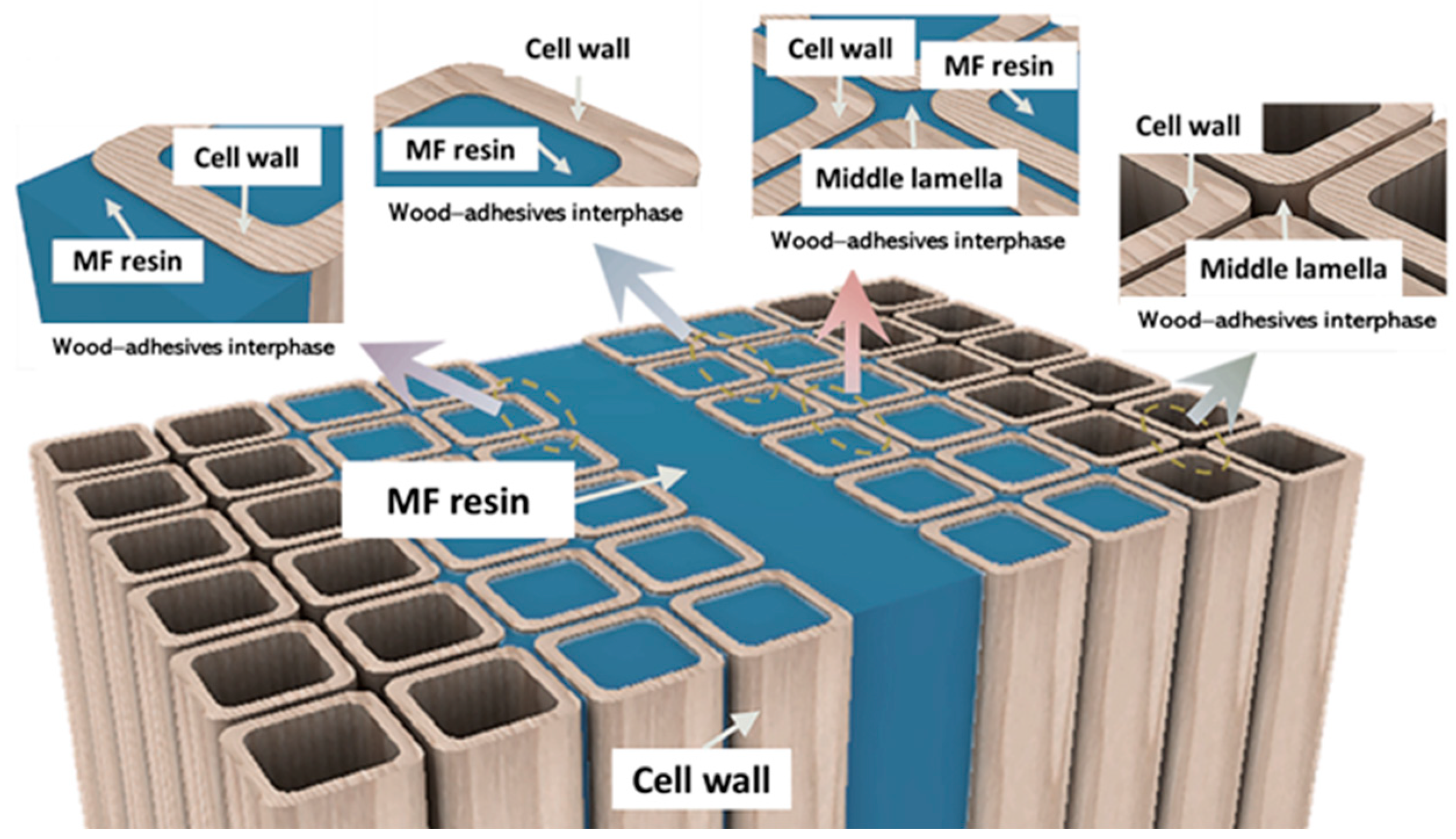
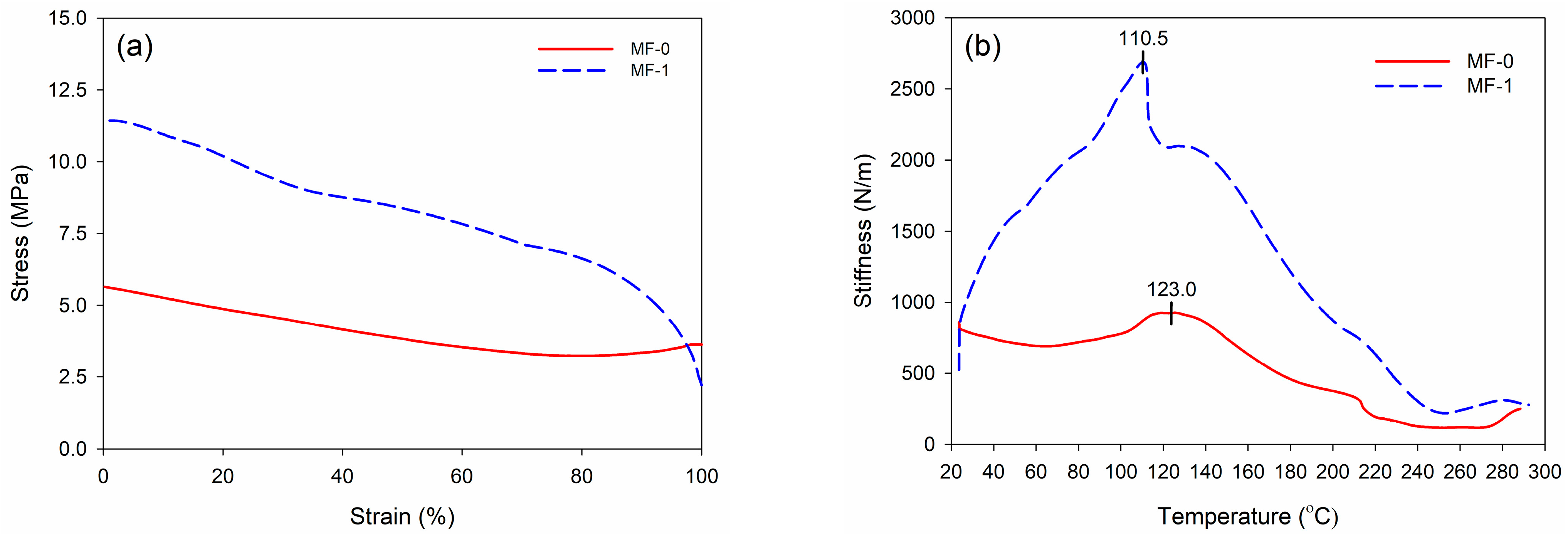
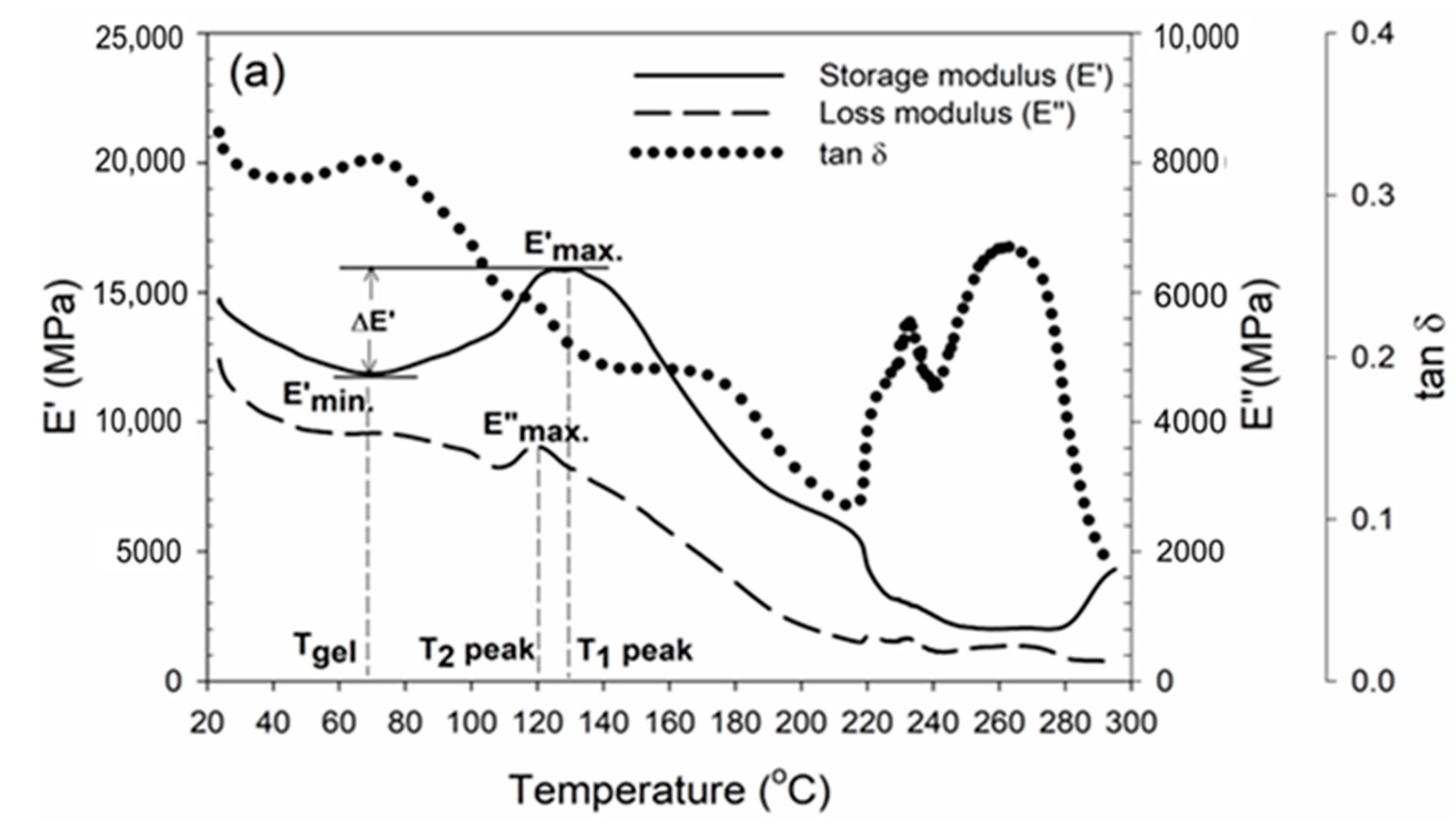
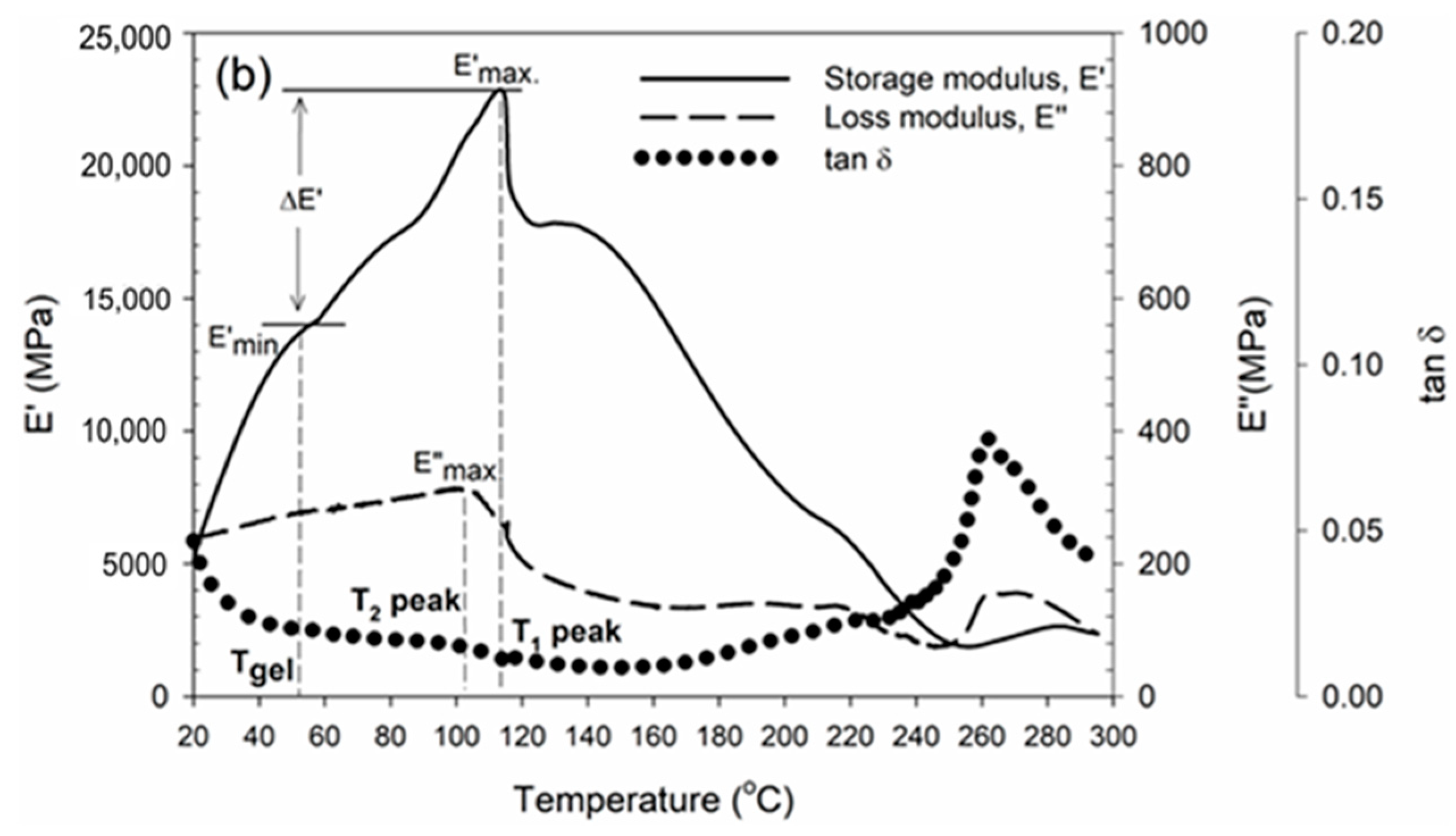
3.3. Wood–Adhesive Interphase Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Amin, Y.; Adji, R.P.; Lubis, M.A.R.; Nugroho, N.; Bahtiar, E.T.; Dwianto, W.; Karlinasari, L. Effect of Glue Spread on Bonding Strength, Delamination, and Wood Failure of Jabon Wood-Based Cross-Laminated Timber Using Cold-Setting Melamine-Based Adhesive. Polymers 2023, 15, 2349. [Google Scholar] [CrossRef] [PubMed]
- Bekhta, P.; Krystofiak, T.; Proszyk, S.; Lis, B. Evaluation of Dynamic Contact Angle of Loose and Tight Sides of Thermally Compressed Birch Veneer. Drv. Ind. 2018, 69, 387–394. [Google Scholar] [CrossRef]
- Martha, R.; Dirna, F.C.; Hasanusi, A.; Rahayu, I.S.; Darmawan, W. Surface Free Energy of 10 Tropical Woods Species and Their Acrylic Paint Wettability. J. Adhes. Sci. Technol. 2020, 34, 167–177. [Google Scholar] [CrossRef]
- Yu, Q.; Pan, X.; Yang, Z.; Zhang, L.; Cao, J. Effects of the Surface Roughness of Six Wood Species for Furniture Production on the Wettability and Bonding Quality of Coating. Forests 2023, 14, 996. [Google Scholar] [CrossRef]
- Buyuksari, U.; Akbulut, T.; Guler, C.; As, N. Wettability and Surface Roughness of Natural and Plantation-Grown Narrow-Leaved ASH (Fraxinus Angustifolia Vahl.) Wood. BioResources 2011, 6, 4721–4730. [Google Scholar] [CrossRef]
- Sinn, G.; Gindl, M.; Stanzl-Tschegg, S. Changes in the Surface Properties of Wood Due to Sanding. Holzforschung 2004, 58, 246–251. [Google Scholar] [CrossRef]
- Hendarto, B.; Shayan, E.; Ozarska, B. Analysis of Roughness of a Sanded Wood Surface. Int. J. Adv. Manuf. Technol. 2006, 28, 775–780. [Google Scholar] [CrossRef]
- Cahyono, T.D.; Wahyudi, I.; Priadi, T.; Febrianto, F.; Ohorella, S. Sudut Kontak Dan Keterbasahan Dinamis Kayu Samama Pada Berbagai Pengerjaan Kayu. J. Tek. Sipil ITB 2017, 24, 209–216. [Google Scholar] [CrossRef]
- Walinder, M. Wettability Phenomena on Wood: Factors Influencing Measurements Of Wood Wettability. Ph.D. Thesis, KTH-Royal Institute of Technology, Department of Manufacturing Systems Wood Technology and Processing, Stockholm, Sweden, 2000; p. 70. [Google Scholar]
- Shi, S.Q.; Gardner, D.J. Dynamic Adhesive Wettability of Wood. Wood Fiber Sci. 2001, 33, 58–68. [Google Scholar]
- Darmawan, W.; Nandika, D.; Noviyanti, E.; Alipraja, I.; Lumongga, D.; Gardner, D.; Gérardin, P. Wettability and Bonding Quality of Exterior Coatings on Jabon and Sengon Wood Surfaces. J. Coat. Technol. Res. 2018, 15, 95–104. [Google Scholar] [CrossRef]
- Mu, Q.; Zhang, Q.; Yu, W.; Su, M.; Cai, Z.; Cui, K.; Ye, Y.; Liu, X.; Deng, L.; Chen, B.; et al. Robust Multiscale-Oriented Thermoresponsive Fibrous Hydrogels with Rapid Self-Recovery and Ultrafast Response Underwater. ACS Appl. Mater. Interfaces 2020, 12, 33152–33162. [Google Scholar] [CrossRef] [PubMed]
- Mu, Q.; Cui, K.; Wang, Z.J.; Matsuda, T.; Cui, W.; Kato, H.; Namiki, S.; Yamazaki, T.; Frauenlob, M.; Nonoyama, T.; et al. Force-Triggered Rapid Microstructure Growth on Hydrogel Surface for on-Demand Functions. Nat. Commun. 2022, 13, 6213. [Google Scholar] [CrossRef] [PubMed]
- Qin, Z.; Gao, Q.; Zhang, S.; Li, J. Surface Free Energy and Dynamic Wettability of Differently Machined Poplar Woods. Bio. Res. 2014, 9, 3088–3103. [Google Scholar] [CrossRef]
- Karlinasari, L.; Lestari, A.T.; Priadi, T. Evaluation of Surface Roughness and Wettability of Heat-Treated, Fast-Growing Tropical Wood Species Sengon (Paraserianthes Falcataria (L.) I.C.Nielsen), Jabon (Anthocephalus Cadamba (Roxb.) Miq), and Acacia (Acacia Mangium Willd.). Int. Wood Prod. J. 2018, 9, 142–148. [Google Scholar] [CrossRef]
- Lestari, A.T.; Wahyuningsih, E.; Syaputra, M.; Anwar, H.; Suparyana, P.K.; Ritonga, F.N. Wettability and Treatability of Sengon (Paraserianthes Falcataria (L.) I.C. Nielsen) Wood from NTB. IOP Conf. Ser. Earth Environ. Sci. 2021, 891, 012015. [Google Scholar] [CrossRef]
- Vaziri, M.; Karlsson, O.; Abrahamsson, L.; Lin, C.F.; Sandberg, D. Wettability of Welded Wood-Joints Investigated by the Wilhelmy Method: Part 1. Determination of Apparent Contact Angles, Swelling, and Water Sorption. Holzforschung 2021, 75, 65–74. [Google Scholar] [CrossRef]
- Huang, Y.; Qi, Y.; Zhang, Y.; Zhu, R.; Zhang, Y.; Yu, W. Surface Properties of Novel Wood-Based Reinforced Composites Manufactured from Crushed Veneers and Phenolic Resins. Maderas Cienc. Y Tecnol. 2019, 21, 185–196. [Google Scholar] [CrossRef]
- Ashori, A. Effects of Extractives Removal on the Performance of Clear Varnish Coatings on Boards. J. Compos. Mater. 2015, 50, 3019–3024. [Google Scholar] [CrossRef]
- Kúdela, J. Wetting of Wood Surface by a Liquids of a Different Polarity. Wood Res. 2014, 59, 11–24. [Google Scholar]
- Santoni, I.; Pizzo, B. International Journal of Adhesion & Adhesives Effect of Surface Conditions Related to Machining and Air Exposure on Wettability of Different Mediterranean Wood Species. Int. J. Adhes. Adhes. 2011, 31, 743–753. [Google Scholar] [CrossRef]
- Gardner, D.J.; Generalla, N.C.; Gunnells, D.W.; Wolcott, M.P. Dynamic Wettability of Wood. Langmuir 1991, 7, 2498–2502. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, Y.; Xing, C.; Trocknungsverfahrens, E. Effect of Drying Method on the Surface Wettability of Wood Strands. Holz. Roh. Werkst 2007, 65, 437–442. [Google Scholar] [CrossRef]
- Yuan, Y.; Lee, T.R. Contact Angle and Wetting Properties; Springer: Berlin/Heidelberg, Germany, 2013; ISBN 9783642342431. [Google Scholar]
- Peng, Z.; Jiang, X.; Si, C.; Joao Cárdenas-Oscanoa, A.; Huang, C. Advances of Modified Lignin as Substitute to Develop Lignin-Based Phenol-Formaldehyde Resin Adhesives. ChemSusChem 2023, 16, e202300174. [Google Scholar] [CrossRef] [PubMed]
- Wiesner, F.; Klippel, M.; Dagenais, C.; Dunn, A.; Östman, B.; Janssens, M.L.; Kagiya, K. Requirements for Engineered Wood Products and Their Influence on the Structural Fire Performance. In Proceedings of the WCTE 2018 World Conference on Timber Engineering, Seoul, Republic of Korea, 20–23 August 2018. [Google Scholar]
- Flatscher, R.B.G.; Schickhofer, A.R.G. Cross Laminated Timber (CLT): Overview and Development. Eur. J. Wood Wood Prod. 2016, 74, 331–351. [Google Scholar] [CrossRef]
- Li, M.; Zhang, S.; Gong, Y.; Tian, Z.; Ren, H. Gluing Techniques on Bond Performance and Mechanical Properties of Cross-Laminated Timber (Clt) Made from Larix Kaempferi. Polymers 2021, 13, 733. [Google Scholar] [CrossRef] [PubMed]
- Lan, P.; Yang, R.; Mao, H.Y.; Cui, J.Q.; Brosse, N. Production of Melamine Formaldehyde Resins Used in Impregnation by Incorporation of Ethylene Glycol and Caprolactam with High Flexibility, Storage Stability, and Low Formaldehyde Content. BioResources 2019, 14, 9916–9927. [Google Scholar] [CrossRef]
- Frihart, C.R. Introduction to Special Issue Wood Adhesives: Past, Present, and Future. For. Prod. J. 2015, 65, 4–8. [Google Scholar] [CrossRef]
- Santos, J.; Pereira, J.; Paiva, N.; Ferra, J.; Magalhães, F.D.; Martins, J.M.; de Carvalho, L.H. Impact of Condensation Degree of Melamine-Formaldehyde Resins on Their Curing Behavior and on the Final Properties of High-Pressure Laminates. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 484–496. [Google Scholar] [CrossRef]
- Yuningsih, I.; Rahayu, I.S.; Lumongga, D. Wettability and Adherence of Acrylic Paints on Long and Short Rotation Teaks. Wood Mater. Sci. Eng. 2019, 15, 229–236. [Google Scholar] [CrossRef]
- Hartono, R.; Iswanto, A.H.; Herawati, E.; Suramana, R.E.; Sutiawan, J.; Amin, Y.; Sumardi, I. The Improvement of Sumatran Elephant (Elephas Maximus Sumatranus) Dung Particleboard Characteristics Using Bamboo Layering. Polymers 2022, 14, 3330. [Google Scholar] [CrossRef]
- Stalder, A.F.; Melchior, T.; Müller, M.; Sage, D.; Blu, T.; Unser, M. Low-Bond Axisymmetric Drop Shape Analysis for Surface Tension and Contact Angle Measurements of Sessile Drops. Colloids Surfaces A Physicochem. Eng. Asp. 2010, 364, 72–81. [Google Scholar] [CrossRef]
- Mu, Q.; Zhang, Q.; Gao, L.; Chu, Z.; Cai, Z.; Zhang, X.; Wang, K.; Wei, Y. Structural Evolution and Formation Mechanism of the Soft Colloidal Arrays in the Core of PAAm Nanofibers by Electrospun Packing. Langmuir 2017, 33, 10291–10301. [Google Scholar] [CrossRef] [PubMed]
- Mu, Q.; Hu, J. Polymer Mechanochemistry: From Single Molecule to Bulk Material. Phys. Chem. Chem. Phys. 2023, 26, 679–694. [Google Scholar] [CrossRef] [PubMed]
- Chen, B.; Zhang, S.; Zhang, Q.; Mu, Q.; Deng, L.; Chen, L.; Wei, Y.; Tao, L.; Zhang, X.; Wang, K. Microorganism Inspired Hydrogels: Fermentation Capacity, Gelation Process and Pore-Forming Mechanism under Temperature Stimulus. RSC Adv. 2015, 5, 91937–91945. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Labib, A.; Sudarmanto; Akbar, F.; Nuryawan, A.; Antov, P.; Kristak, L.; Papadopoulos, A.N. Influence of Lignin Content and Pressing Time on Plywood Properties Bonded with Cold-Setting Adhesive Based on Poly (Vinyl Alcohol), Lignin, and Hexamine. Polymers 2022, 14, 2111. [Google Scholar] [CrossRef] [PubMed]
- Hamzah, N.A.; Razak, N.A.A.; Karim, M.S.A.; Salleh, S.Z. Validation of a Roughness Parameters for Defining Surface Roughness of Prosthetic Polyethylene Pe-Lite Liner. Sci. Rep. 2022, 12, 2636. [Google Scholar] [CrossRef]
- Candan, Z.; Büyüksarı, U.; Korkut, S.; Unsal, O.; Nevzat, C. Wettability and Surface Roughness of Thermally Modified Plywood Panels. Ind. Crops Prod. 2012, 36, 434–436. [Google Scholar] [CrossRef]
- Sulaiman, O.; Hashim, R.; Subari, K.; Liang, C.K. Effect of Sanding on Surface Roughness of Rubberwood. J. Mater. Process. Technol. 2009, 209, 3949–3955. [Google Scholar] [CrossRef]
- De Moura, L.F.; Hernández, R.E. Evaluation of Varnish Coating Performance for Three Surfacing Methods on Sugar Maple Wood. For. Prod. J. 2006, 56, 130–136. [Google Scholar]
- Zhong, Z.W.; Hiziroglu, S.; Chan, C.T.M. Measurement of the Surface Roughness of Wood Based Materials Used in Furniture Manufacture. Meas. J. Int. Meas. Confed. 2013, 46, 1482–1487. [Google Scholar] [CrossRef]
- Ugulino, B.; Hernández, R.E. Analysis of Sanding Parameters on Surface Properties and Coating Performance of Red Oak Wood. Wood Mater. Sci. Eng. 2018, 13, 64–72. [Google Scholar] [CrossRef]
- Cool, J.; Hernández, R.E. Improving the Sanding Process of Black Spruce Wood for Surface Quality and Water-Based Coating Adhesion. For. Prod. J. 2011, 61, 372–380. [Google Scholar] [CrossRef]
- Dai, Q.; Li, M.; Khonsari, M.M.; Huang, W.; Wang, X. The Thermocapillary Migration on Rough Surfaces. Lubr. Sci. 2019, 31, 163–170. [Google Scholar] [CrossRef]
- Rezaee Niaraki, P.; Krause, A. Correlation between Physical Bonding and Mechanical Properties of Wood Plastic Composites: Part 1: Interaction of Chemical and Mechanical Treatments on Physical Properties. J. Adhes. Sci. Technol. 2020, 34, 744–755. [Google Scholar] [CrossRef]
- Von Fraunhofer, J.A. Adhesion and Cohesion. Int. J. Dent. 2012, 2012, 951324. [Google Scholar] [CrossRef] [PubMed]
- Karlinasari, L.; Adzkia, U.; Sudarsono, A.S.; Larasatie, P.; Amin, Y.; Nugroho, N. Surface Characteristics and Acoustical Properties of Bamboo Particle Board Coated with Polyurethane Varnish. Forests 2021, 12, 1285. [Google Scholar] [CrossRef]
- Piao, C.; Winandy, J.E.; Shupe, T.F. From Hydrophilicity To Hydrophobicity: A Critical Review: Part I. Wettability and Surface Behavior. Wood Fiber Sci. 2010, 42, 490–510. [Google Scholar]
- Whitesides, G.M.; Biebuyck, H.A.; Folkers, J.P.; Prime, K.L. Acid-Base Interactions in Wetting. J. Adhes. Sci. Technol. 1991, 5, 57–69. [Google Scholar] [CrossRef]
- Basri, E.; Martha, R.; Damayanti, R.; Rahayu, I.; Darmawan, W.; Gérardin, P. Durability and Wettability of Varnishes on the Modified and Aged Surfaces of Short Rotation Teak Wood. Pigment Resin Technol. 2022, in press. [Google Scholar] [CrossRef]
- Gavrilovic-Grmusa, I.; Dunky, M.; Miljkovic, J.; Djiporovic-Momcilovic, M. Influence of the Viscosity of UF Resins on the Radial and Tangential Penetration into Poplar Wood and on the Shear Strength of Adhesive Joints. Holzforschung 2012, 66, 849–856. [Google Scholar] [CrossRef]
- Darmawan, W.; Ginting, M.B. Influence of Surface Roughness of Ten Tropical Woods Species on Their Surface Free Energy, Varnishes Wettability and Bonding Quality. Pigment. Resin Technol. 2020, 49, 441–447. [Google Scholar] [CrossRef]
- Kim, M.; Park, B.D. Effects of Molecular Weight of Urea–Formaldehyde Resins on Wettability and Adhesion at Wood Surface, Interphase, and Plywood. Wood Sci. Technol. 2022, 56, 1675–1703. [Google Scholar] [CrossRef]
- Ülker, O. Wood Adhesives and Bonding Theory. In Adhesives—Applications and Properties; InTechOpen: London, UK, 2016. [Google Scholar] [CrossRef]
- Karliati, T.; Lubis, M.A.R.; Dungani, R.; Maulani, R.R.; Hadiyane, A.; Rumidatul, A.; Antov, P.; Savov, V.; Lee, S.H. Performance of Particleboard Made of Agroforestry Residues Bonded with Thermosetting Adhesive Derived from Waste Styrofoam. Polymers 2024, 16, 543. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Adhesive | Properties | |||
|---|---|---|---|---|
| Solids Content (%) | Gelation Time (min, T = 100 °C) | Viscosity (cPs, T = 25 °C) | pH | |
| MF-0 | 51.89 ± 0.36 | 30.27 ± 0.15 | 484.51 ± 3.69 | 7.67 ± 0.58 |
| MF-1 | 48.56 ± 0.08 | 6.90 ± 0.10 | 570.75 ± 14.80 | 6.67 ± 0.58 |
| Roughness Parameter | Tangential Surface (T) | Radial Surface (R) | Semi-Radial Surface (T/R) |
|---|---|---|---|
| Ra (mm) | 5.62 ± 1.54 | 5.77 ± 1.65 | 6.94 ± 1.63 |
| Rq (mm) | 7.27 ± 2.13 | 7.14 ± 2.13 | 8.68 ± 1.89 |
| Rz (mm) | 33.21 ± 9.52 | 32.09 ± 10.64 | 39.09 ± 7.07 |
| Liquid | Surface Type | Time to Reach the Equilibrium Contact Angle | θi | θe | Contact Angle Reduction Ratio | Wettability | |
|---|---|---|---|---|---|---|---|
| (s) | (°) | (°) | (%) | K Value | R2 | ||
| Aquades | T | 11.13 | 75.5 | 26.914 | 64.35 | 0.269 | 0.981 |
| R | 8.46 | 84.77 | 26.790 | 68.40 | 0.385 | 0.998 | |
| T/R | 8.93 | 86.4 | 24.056 | 72.16 | 0.422 | 0.991 | |
| MF-0 | T | 5.25 | 92.10 | 49.902 | 45.82 | 0.331 | 0.875 |
| R | 5.74 | 102.65 | 58.682 | 42.83 | 0.262 | 0.904 | |
| T/R | 5.95 | 108.06 | 52.752 | 51.18 | 0.320 | 0.930 | |
| MF-1 | T | 7.95 | 120.13 | 66.611 | 44.55 | 0.212 | 0.962 |
| R | 7.80 | 112.99 | 65.087 | 42.40 | 0.203 | 0.956 | |
| T/R | 11.50 | 126.08 | 74.124 | 41.21 | 0.136 | 0.977 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Amin, Y.; Nugroho, N.; Bahtiar, E.T.; Dwianto, W.; Lubis, M.A.R.; Adzkia, U.; Karlinasari, L. Surface Roughness, Dynamic Wettability, and Interphase of Modified Melamine Formaldehyde-Based Adhesives on Jabon Wood. Polymers 2024, 16, 1084. https://doi.org/10.3390/polym16081084
Amin Y, Nugroho N, Bahtiar ET, Dwianto W, Lubis MAR, Adzkia U, Karlinasari L. Surface Roughness, Dynamic Wettability, and Interphase of Modified Melamine Formaldehyde-Based Adhesives on Jabon Wood. Polymers. 2024; 16(8):1084. https://doi.org/10.3390/polym16081084
Chicago/Turabian StyleAmin, Yusup, Naresworo Nugroho, Effendi Tri Bahtiar, Wahyu Dwianto, Muhammad Adly Rahandi Lubis, Ulfa Adzkia, and Lina Karlinasari. 2024. "Surface Roughness, Dynamic Wettability, and Interphase of Modified Melamine Formaldehyde-Based Adhesives on Jabon Wood" Polymers 16, no. 8: 1084. https://doi.org/10.3390/polym16081084
APA StyleAmin, Y., Nugroho, N., Bahtiar, E. T., Dwianto, W., Lubis, M. A. R., Adzkia, U., & Karlinasari, L. (2024). Surface Roughness, Dynamic Wettability, and Interphase of Modified Melamine Formaldehyde-Based Adhesives on Jabon Wood. Polymers, 16(8), 1084. https://doi.org/10.3390/polym16081084