

FDM 3D Printing and Properties of PBAT/PLA Blends

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Testing and Characterization
2.3.1. Mechanical Testing
2.3.2. Morphology Observation
2.3.3. Thermal Stability Assessment
2.3.4. Melt and Crystallization Behavior Determination
2.3.5. Water Contact Angle Measurement
2.3.6. Melt Flow Index Measurement
3. Results and Discussion
3.1. Mechanical Properties
3.2. Morphology
3.3. Thermal Stability
3.4. Melt and Crystallization Behavior by DSC
3.5. Wettability
3.6. Melt Flow Index
4. Conclusions
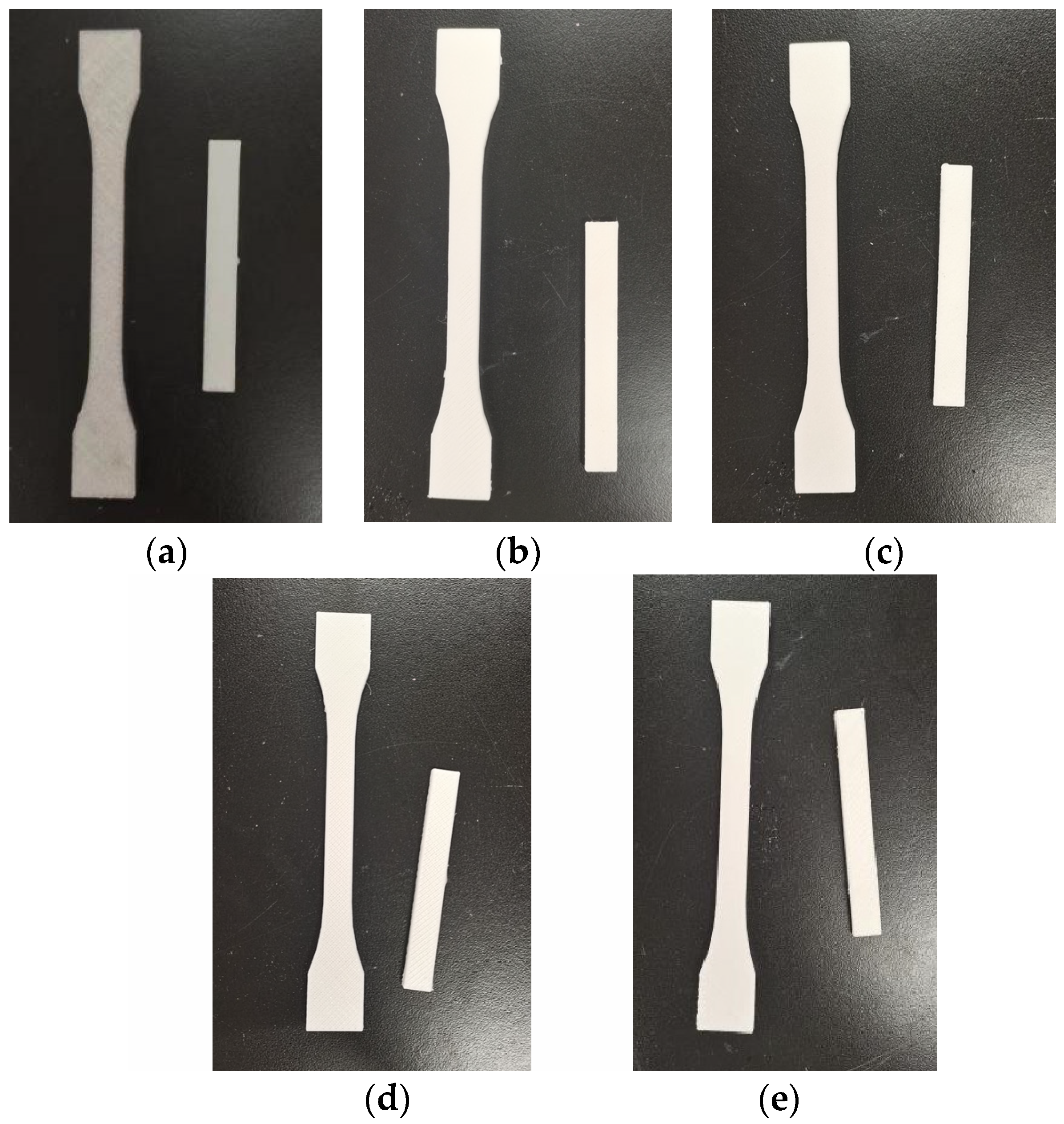
- PBAT incorporation into PLA could improve the flexibility and ductility of PLA, but not significantly, and also at the expense of reducing tensile and flexural strength and stiffness. The highest elongation at break was obtained for the 30% PBAT/PLA blend, but even so, it was only 10.15%. All the printed samples would fracture mainly in a brittle manner. The results of the morphology characterization were consistent with the mechanical properties, and the mixing of PBAT changed the fracture morphology from smooth and flat to rough, but only slightly;
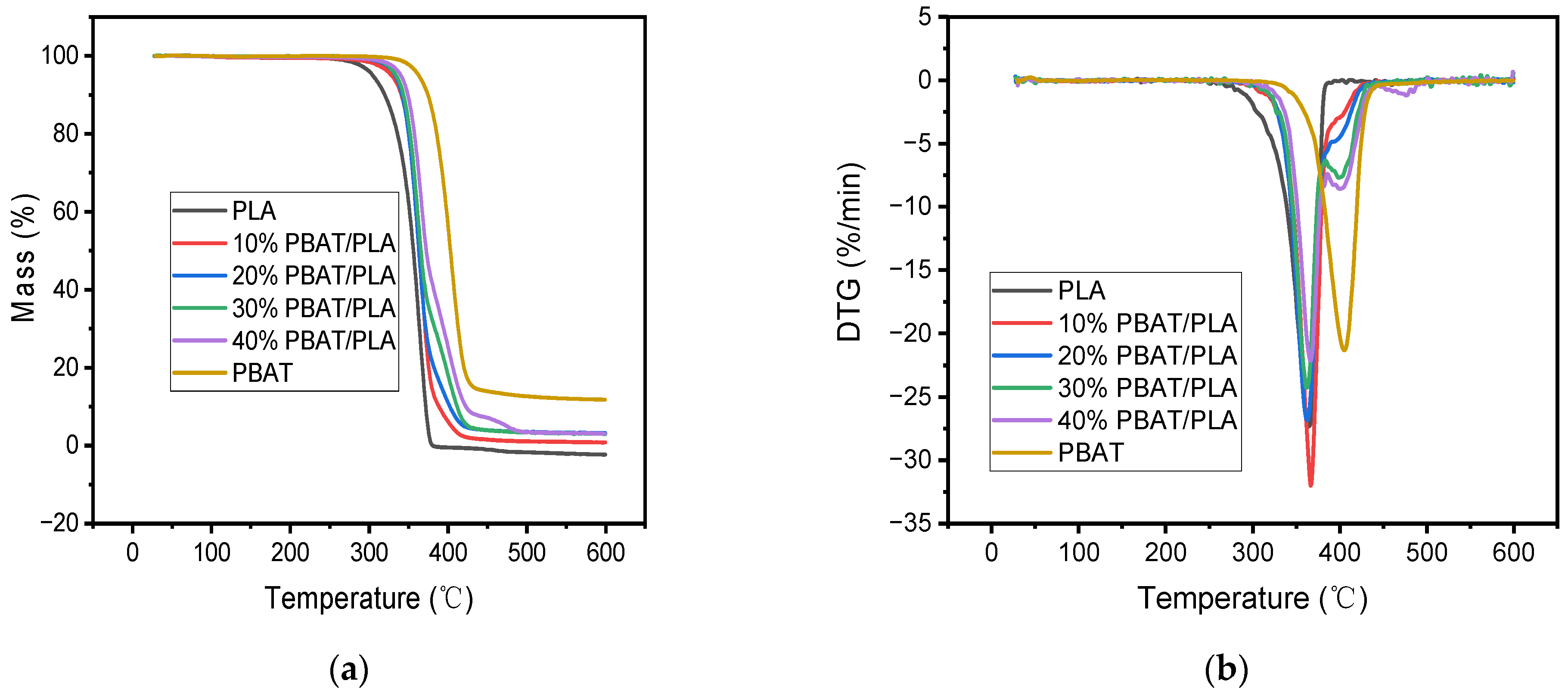
- The addition of PBAT was found to improve the thermal stability of the PLA, and the crystallinity increased monotonically with the PBAT content; the crystallinity of the 30% PBAT/PLA sample increased from that of PLA by 142.97%;
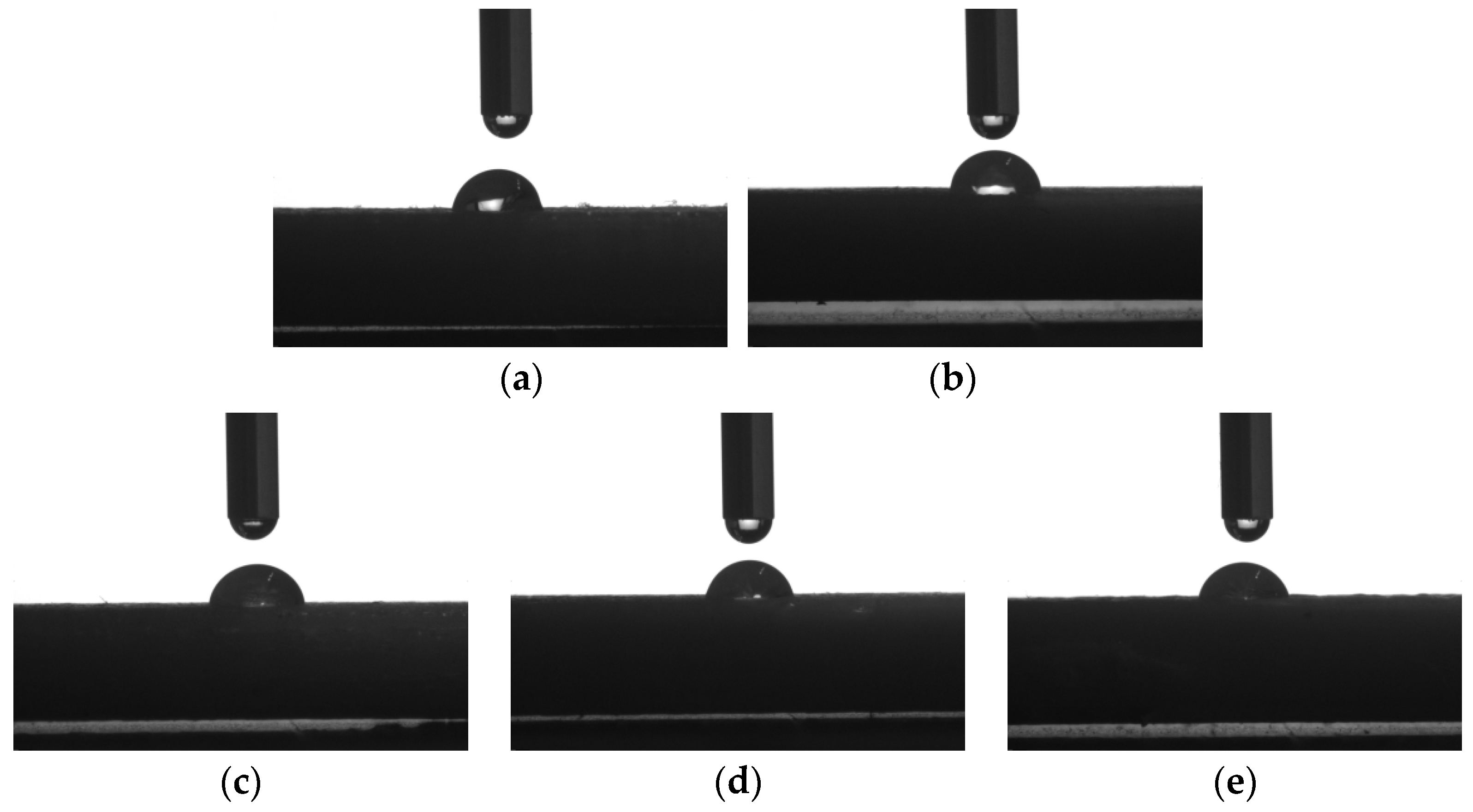
- The hydrophilicity of the blend was enhanced when more PBAT content was used, which was favorable for compounding with natural fibers.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Kim, S.; Korolovych, V.F.; Muhlbauer, R.L.; Tsukruk, V.V. 3D-printed polymer packing structures: Uniformity of morphology and mechanical properties via microprocessing Conditions. J. Appl. Polym. Sci. 2020, 137, e49381. [Google Scholar] [CrossRef]
- Davood, R.; Kianoosh, S.; Mostafa, P.; Mohammad, A.; Elyas, S.; Ismaeil, G.; Majid, B.; Karen, A.; Mahdi, B.; Mostafa, B. Shape memory performance assessment of FDM 3D printed PLA-TPU composites by Box-Behnken response surface methodology. Int. J. Adv. Manuf. Technol. 2023, 127, 935–950. [Google Scholar]
- Vorkapić, M.; Mladenović, I.; Ivanov, T.; Kovačević, A.; Hasan, M.S.; Simonović, A.; Trajković, I. Enhancing mechanical properties of 3D printed thermoplastic polymers by annealing in moulds. Adv. Mech. Eng. 2022, 14, 16878132221120737. [Google Scholar] [CrossRef]
- Liu, H.; He, H.; Peng, X.D.; Huang, B.; Li, J.X. Three-dimensional printing of poly(lactic acid) bio-based composites with sugarcane bagasse fiber: Effect of printing orientation on tensile performance. Polym. Adv. Technol. 2019, 30, 910–922. [Google Scholar] [CrossRef]
- Davood, R.; Ismaeil, G.; Majid, B.; Karen, A.; Mostafa, B. 4D printing of PLA-TPU blends: Effect of PLA concentration, loading mode, and programming temperature on the shape memory effect. J. Mater. Sci. 2023, 58, 7227–7243. [Google Scholar]
- Borah, J.; Chandrasekaran, M.; Selvarajan, L. Taguchi-Based Experimental Investigation and Modeling of 3D-Printed PEEK Parts as Biomedical Implants using Fused Deposition Modeling for Improving Mechanical Strength and Surface Quality. J. Mater. Eng. Perform. 2023, 1–13. [Google Scholar] [CrossRef]
- Joseph, T.M.; Kallingal, A.; Suresh, A.M.; Mahapatra, D.K.; Hasanin, M.S.; Haponiuk, J.; Thomas, S. 3D printing of polylactic acid: Recent advances and opportunities. Int. J. Adv. Manuf. Technol. 2023, 125, 1015–1035. [Google Scholar] [CrossRef] [PubMed]
- Agaliotis, E.M.; Ake-Concha, B.D.; May-Pat, A.; Morales-Arias, J.P.; Bernal, C.; Valadez-Gonzalez, A.; Herrera-Franco, P.J.; Proust, G.; Koh-Dzul, J.F.; Carrillo, J.G.; et al. Tensile behavior of 3D printed polylactic acid (PLA) based composites reinforced with natural fiber. Polymers 2022, 14, 3976. [Google Scholar] [CrossRef] [PubMed]
- Davood, R.; Mohammad, A.; Kianoosh, S.; Elyas, S.; Ismaeil, G.; Majid, B.; Karen, A.; Mahdi, B.; Mostafa, B. Toughening PVC with Biocompatible PCL Softeners for Supreme Mechanical Properties, Morphology, Shape Memory Effects, and FFF Printability. Macromol. Mater. Eng. 2023, 308, 2300114. [Google Scholar]
- Liu, D.; Cai, H.; Zhou, W.; Lei, D.; Cao, C.; Xia, X.; Xiao, L.; Qian, Q.; Chen, Q. Application of 3D printing technology for green synthesis of Fe2O3 using ABS/TPU/chlorella skeletons for methyl orange removal. RSC Adv. 2024, 14, 1501. [Google Scholar] [CrossRef]
- Thavornyutikarn, B.; Aumnate, C.; Kosorn, W.; Nampichai, N.; Janvikul, W. Acrylonitrile butadiene styrene/thermoplastic polyurethane blends for material extrusion three-dimensional printing: Effects of blend composition on printability and properties. ACS Omega 2023, 8, 45013–45025. [Google Scholar] [CrossRef]
- Duigou, A.L.; Castro, M.; Bevan, R.; Martin, N. 3D printing of wood fibre biocomposites: From mechanical to actuation functionality. Mater. Des. 2016, 96, 106–114. [Google Scholar] [CrossRef]
- Xu, W.; Pranovich, A.; Uppstu, P.; Wang, X.; Kronlund, D.; Hemming, J.; Öblom, H.; Moritz, N.; Preis, M.; Sandler, N.; et al. Novel biorenewable composite of wood polysaccharide and polylactic acid for three dimensional printing. Carbohydr. Polym. 2018, 187, 51–58. [Google Scholar] [CrossRef]
- Zhao, Y.Q.; Yang, J.H.; Ding, X.K.; Ding, X.J.; Duan, S.; Xu, F.J. Polycaprolactone/polysaccharide functional composites for low-temperature fused deposition modelling. Bioact. Mater. 2020, 5, 185–191. [Google Scholar] [CrossRef]
- Fekete, I.; Ronkay, F.; Lendvai, L. Highly toughened blends of poly(lactic acid) (PLA) and natural rubber (NR) for FDM-based 3D printing applications: The effect of composition and infill pattern. Polym. Test. 2021, 99, 107205. [Google Scholar] [CrossRef]
- Hassim, D.H.A.I.; Ismail, N.I.N.; Sarkawi, S.S.; Ngeow, Y.W.; Ibrahim, S.; Yong, K.C. The feasibility of using ethylene-vinyl acetate/natural rubber (EVA/NR)-based thermoplastic elastomer as filament material in fused deposition modelling (FDM)-3D printing application. J. Rubber Res. 2021, 24, 659–668. [Google Scholar] [CrossRef]
- Wattanachai, P.; Paritat, M.; Akira, I.; Supaphorn, T.; Takashi, K.; Hiroshi, I. Properties of 3D printable poly(lactic acid)/poly(butylene adipate-co-terephthalate) blends and nano talc composites. J. Nanomater. 2020, 2020, 8040517. [Google Scholar]
- Virnna, C.S.B.; de Sousa, A.M.F.; da Silva, A.L.N. Influence of processing parameters on mechanical and thermal behavior of PLA/PBAT blend. Polímeros 2022, 32, e2022033. [Google Scholar]
- Schmitz, L.; Harada, J.; Ribeiro, W.B.; Rosa, D.S.; Brandalise, R.N. Toughening of poly(lactic acid) (PLA) with poly(butylene adipate-co-terephthalate) (PBAT): A morphological, thermal, mechanical, and degradation evaluation in a simulated marine environment. Colloid Polym. Sci. 2023, 301, 1405–1419. [Google Scholar] [CrossRef]
- Da Silva, J.M.F.; Soares, B.G. Epoxidized cardanol-based prepolymer as promising biobased compatibilizing agent for PLA/PBAT blends. Polym. Test. 2021, 93, 106889. [Google Scholar]
- Yu, W.; Shi, J.; Sun, L.; Lei, W. Effects of Printing Parameters on Properties of FDM 3D Printed Residue of Astragalus/Polylactic Acid Biomass Composites. Molecules 2022, 27, 7373. [Google Scholar] [CrossRef] [PubMed]
- ASTM D638-22; Standard Test Method for Tensile Properties of Plastics. ASTM International (ASTM): West Conshohocken, PA, USA, 2022.
- ASTM D 790-2010; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International (ASTM): West Conshohocken, PA, USA, 2010.
- Aversa, C.; Barletta, M.; Puopolo, M.; Vesco, S. Cast extrusion of low gas permeability bioplastic sheets in PLA/PBS and PLA/PHB binary blends. Polym.-Plast. Technol. Mater. 2020, 59, 231–240. [Google Scholar] [CrossRef]
- GB/T 3682-2000; Determination of the Melt Mass-Flow Rate (MFR) and the Melt Volume-Flow Rate (MVR) of Thermoplastics. Standardization Administration of China: Beijing, China, 2001.
- Narlıoğlu, N. Effect of butyric anhydride modification on properties of wood-polylatictic acid 3D-printed composites. Bioresources 2022, 17, 132–143. [Google Scholar] [CrossRef]
- Nofar, M.; Salehiyan, R.; Ciftci, U.; Jalali, A.; Durmuş, A. Ductility improvements of PLA-based binary and ternary blends with controlled morphology using PBAT, PBSA, and nanoclay. Compos. Part B 2020, 182, 107661. [Google Scholar] [CrossRef]
- Chaiwutthinan, P.; Chuayjuljit, S.; Srasomsub, S.; Boonmahitthisud, A. Composites of poly(lactic acid)/poly(butylene adipate-co-terephthalate) blend with wood fiber and wollastonite: Physical properties, morphology, and biodegradability. J. Appl. Polym. Sci. 2019, 136, 47543. [Google Scholar] [CrossRef]
- Dhakal, H.N.; Zhang, Z.Y.; Richard, M.O.W. Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 2007, 67, 1674–1683. [Google Scholar] [CrossRef]
- Samarthya, B.; Richard, R.; Donald, E., III; Miguel, R.J.; Bethany, A.H.; Ines, R.M.S.; Nidia, C.G.; Pu, Y.; Wellington, M.; Vlastimil, K.; et al. Tensile properties of 3D-printed wood-filled PLA materials using poplar trees. Appl. Mater. Today 2020, 21, 100832. [Google Scholar]
- Hedayati, S.K.; Behravesh, A.H.; Hasannia, S.; Saed, A.B.; Akhoundi, B. 3D printed PCL scaffold reinforced with continuous biodegradable fiber yarn: A study on mechanical and cell viability properties. Polym. Test. 2020, 83, 106347. [Google Scholar] [CrossRef]
- Rojas-Martínez, L.E.; Flores-Hernandez, C.G.; López-Marín, L.M.; Martinez-Hernandez, A.L.; Thorat, S.B.; Vasquez, R.C.D.; Rio-Castillo, A.E.D.; Velasco-Santos, C. 3D printing of PLA composites scaffolds reinforced with keratin and chitosan: Effect of geometry and structure. Eur. Polym. J. 2021, 141, 110088. [Google Scholar] [CrossRef]
- Morales, M.A.; Atencio Martinez, C.L.; Maranon, A.; Hernandez, C.; Michaud, V.; Porras, A. Development and characterization of rice husk and recycled polypropylene composite filaments for 3D printing. Polymers 2021, 13, 1067. [Google Scholar] [CrossRef]
- Yu, W.; Sun, L.; Li, M.; Li, M.; Lei, W.; Wei, C. FDM 3D printing and properties of PBS/PLA blends. Polymers 2023, 15, 4305. [Google Scholar] [CrossRef] [PubMed]
- Chuayjuljit, S.; Wongwaiwattanakul, C.; Chaiwutthinan, P.; Prasassarakich, P. Biodegradable poly(lactic acid)/poly(butylene succinate)/wood flour composites: Physical and morphological properties. Polym. Compos. 2017, 38, 2841–2851. [Google Scholar] [CrossRef]
- Mofokeng, J.P.; Luyt, A.S.; Tábi, T.; Kovács, J. Comparison of injection moulded, natural fibre-reinforced composites with PP and PLA as matrices. J. Thermoplast. Compos. Mater. 2012, 25, 927–948. [Google Scholar] [CrossRef]
- Gao, X.; Zhang, D.; Qi, S.; Wen, X.; Su, Y. Mechanical properties of 3D parts fabricated by fused deposition modeling: Effect of various fillers in polylactide. J. Appl. Polym. Sci. 2019, 136, 47824. [Google Scholar] [CrossRef]
- de Kergariou, C.; Saidani-Scott, H.; Perriman, A.; Scarpa, F.; Le Duigou, A. The influence of the humidity on the mechanical properties of 3D printed continuous flax fibre reinforced poly(lacticacid) composites. Compos. Part A 2022, 155, 106805. [Google Scholar] [CrossRef]
- Das, A.; Gilmer, E.L.; Biria, S.; Bortner, M.J. Importance of polymer rheology on material extrusion additive manufacturing: Correlating process physics to print properties. ACS Appl. Polym. Mater. 2021, 3, 1218–1249. [Google Scholar] [CrossRef]
- Arrigo, R.; Frache, A. FDM Printability of PLA Based-Materials: The Key Role of the Rheological Behavior. Polymers 2022, 14, 1754. [Google Scholar] [CrossRef] [PubMed]
- Gama, N.; Magina, S.; Barros-Timmons, A.; Ferreira, A. Enhanced compatibility between coconut fibers/PP via chemical modification for 3D printing. Prog. Addit. Manuf. 2022, 7, 213–223. [Google Scholar] [CrossRef]
- Moreno, D.D.P.; de Camargo, R.V.; dos Santos Luiz, D.; Branco, L.T.P.; Grillo, C.C.; Saron, C. Composites of recycled polypropylene from cotton swab waste with pyrolyzed rice husk. J. Polym. Environ. 2021, 29, 350–362. [Google Scholar] [CrossRef]
- Ju, Q.; Tang, Z.; Shi, H.; Zhu, Y.; Shen, Y.; Wang, T. Thermoplastic starch based blends as a highly renewable filament for fused deposition modeling 3D printing. Int. J. Biol. Macromol. 2022, 19, 175–184. [Google Scholar] [CrossRef]
- Kaczor, D.; Fiedurek, K.; Bajer, K.; Raszkowska-Kaczor, A.; Domek, G.; Macko, M.; Madajski, P.; Szroeder, P. Impact of the graphite fillers on the thermal processing of graphite/poly(lactic acid) composites. Materials 2021, 14, 5346. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Codes | PLA | 10% PBAT/PLA | 20% PBAT/PLA | 30% PBAT/PLA | 40% PBAT/PLA |
|---|---|---|---|---|---|
| PLA/wt% | 100 | 90 | 80 | 70 | 60 |
| PBAT/wt% | 0 | 10 | 20 | 30 | 40 |
| Sample Codes | Tg/°C | Tcc/°C | ∆Hc (J/g) | ∆Hm (J/g) | Xc (%) |
|---|---|---|---|---|---|
| PLA | 59.9 | 109.9 | 25.49 | 26.69 | 1.28 |
| 10% PBAT/PLA | 59.8 | 104.1 | 32.05 | 33.54 | 1.77 |
| 20% PBAT/PLA | 59.5 | 104.0 | 23.92 | 25.47 | 2.07 |
| 30% PBAT/PLA | 61.4 | 107.6 | 17.50 | 19.54 | 3.11 |
| 40% PBAT/PLA | 60.3 | 105.9 | 15.54 | 17.78 | 3.98 |
| PBAT | / | / | / | 8.252 | 7.23 |
| Sample Codes | PLA | 10% PBAT/PLA | 20% PBAT/PLA | 30% PBAT/PLA | 40% PBAT/PLA |
|---|---|---|---|---|---|
| Contact angle/° | 82.96 | 79.16 | 77.64 | 76.06 | 73.84 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, W.; Li, M.; Lei, W.; Chen, Y. FDM 3D Printing and Properties of PBAT/PLA Blends. Polymers 2024, 16, 1140. https://doi.org/10.3390/polym16081140
Yu W, Li M, Lei W, Chen Y. FDM 3D Printing and Properties of PBAT/PLA Blends. Polymers. 2024; 16(8):1140. https://doi.org/10.3390/polym16081140
Chicago/Turabian StyleYu, Wangwang, Mengya Li, Wen Lei, and Yong Chen. 2024. "FDM 3D Printing and Properties of PBAT/PLA Blends" Polymers 16, no. 8: 1140. https://doi.org/10.3390/polym16081140
APA StyleYu, W., Li, M., Lei, W., & Chen, Y. (2024). FDM 3D Printing and Properties of PBAT/PLA Blends. Polymers, 16(8), 1140. https://doi.org/10.3390/polym16081140