
Modelling and Validation of Synthesis of Poly Lactic Acid Using an Alternative Energy Source through a Continuous Reactive Extrusion Process

 , ,
, ,
Abstract
:
1. Introduction
2. Materials and Processes
2.1. Materials Details
2.2. Experimental Process: Reactive Extrusion of PLA
2.3. Characterisation Techniques
2.3.1. Gel Permeation Chromatography (GPC)
- Poly(styrene sulfonate) (PSS) (series 1100, Agilent, Missouri, United States), at 35 °C,
- Columns: [PSS PFG 7 µm × 8 mm × 50 mm (guard column) PSS PFG 7 µm × 8 mm × 300 mm; 100 A PSS PFG 7 µm × 8 mm × 300 mm; 1000 A].
- Flow: 1, 0 mL/min, Detector: Refractive Index Detector Agilent 1100.
- Injection volume: 100 µL.
2.3.2. Proton Nuclear Magnetic Resonance (1H NMR)
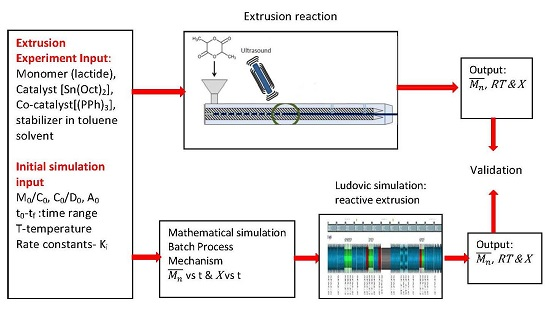
3. Mathematical Modelling of Reactive Extrusion
3.1. Reaction Kinetics Modelling and Mathematical Simulation of ROP of Lactide
3.2. Modelling of ROP Reaction Mechanism in Reactive Extrusion
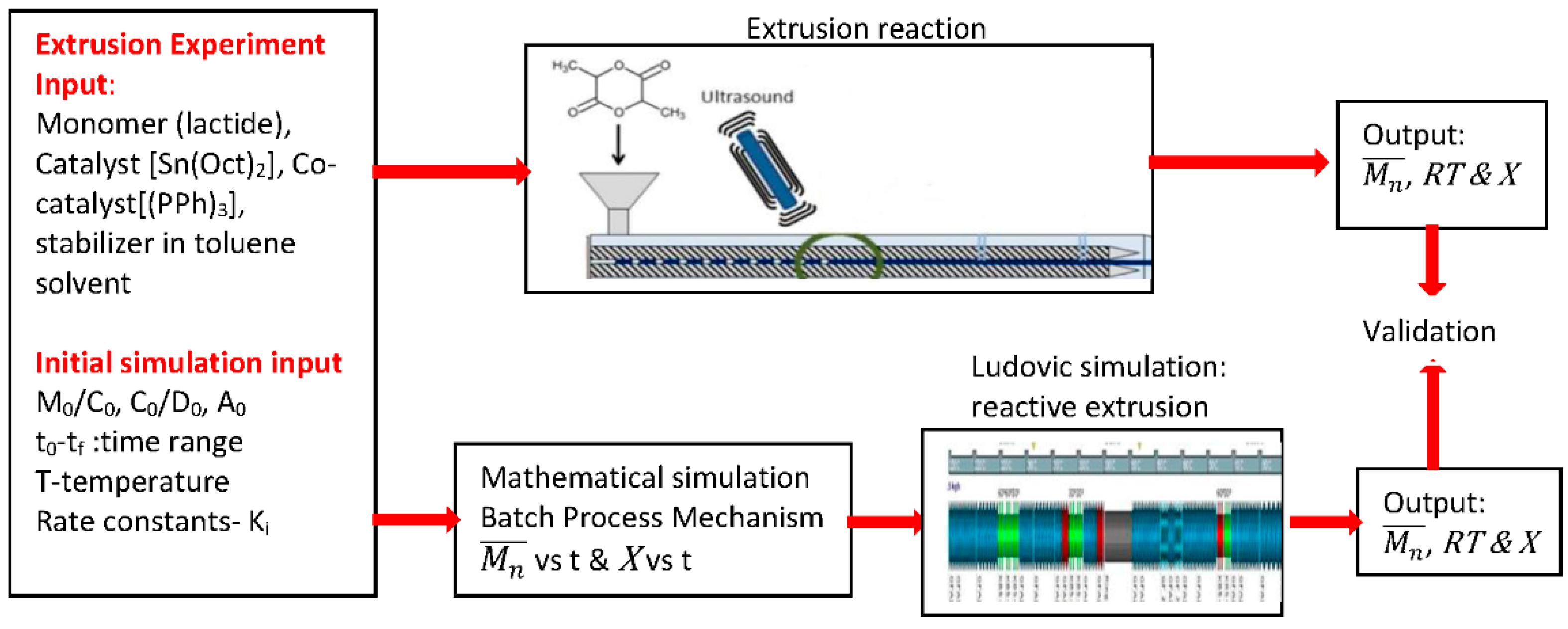
3.2.1. Mechanism of Extruder Reaction through Ludovic®
- Geometrical discretization of the channel zone–C chamber of the screw and material flow of the mixture, as shown in Figure 3
- Changes in pressure and temperature are computed for discrete volumes. Temperature and pressure both updated from the exit to the upstream part of the screw
- The computational calculation was performed in a regular iterative way
3.2.2. Alternative Energy Implementation in Ludovic® Software
- Hollow cylinder zone (Non-metal screw, kneading, etc.)
- Fully filled zone
3.2.3. Thermo-Mechanical Modelling of Ludovic
4. Results & Discussion
4.1. Experimental Results
Impact of AE Source on Extrusion Experiment
- accelerates the polymerization of the lactide
- enables polymerization at the low rotation speed observed during trial
- (the heating effect which is a side-effect of the sonication treatments (Ultrasounds)) seems to influence the polymerization positively
4.2. Results of Batch Process Simulation
Isothermal Inputs for Large-Scale Extrusion in Ludovic®
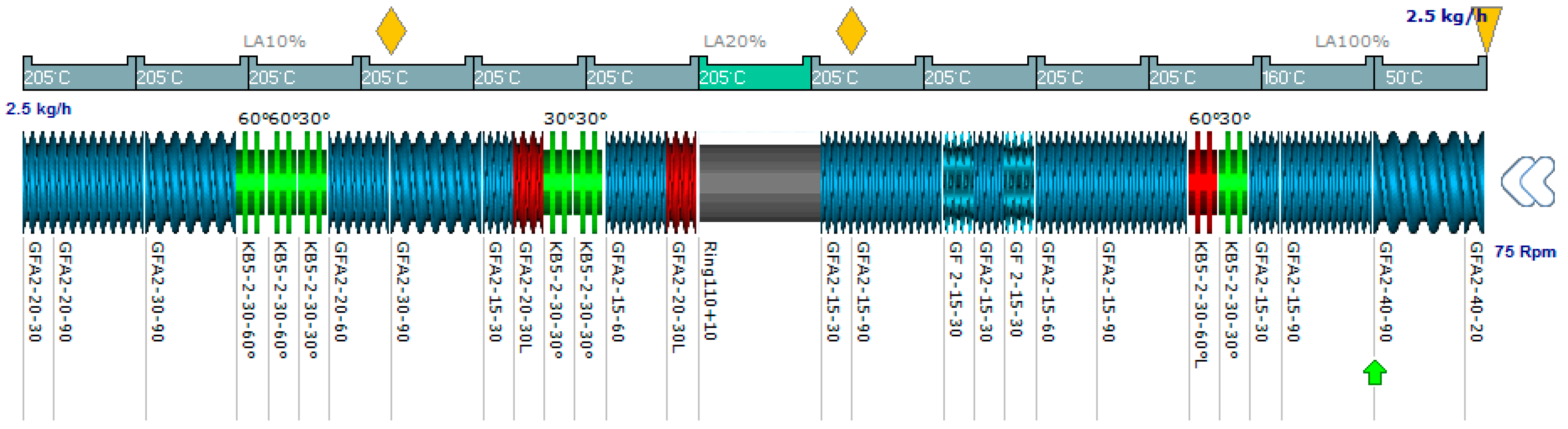
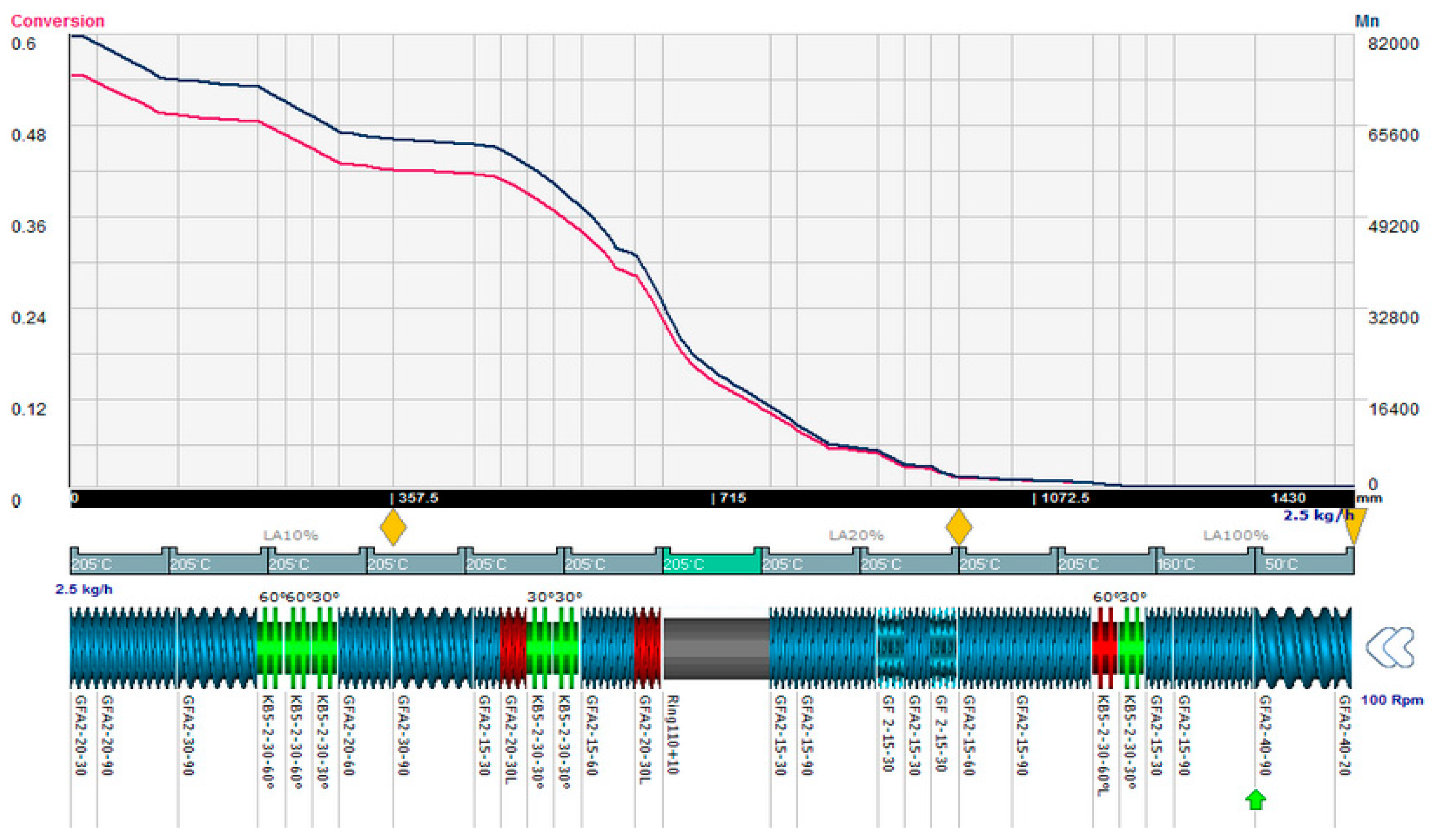
4.3. Results of Reactive Extrusion Simulation (Ludovic®)
4.4. Comparison of Extrusion Experiment and Ludovic® Simulation Results
Validation of Reactive Extrusion Output from Ludovic®
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Jacobsen, S.; Fritz, H.-G.; Degée, P.; Dubois, P.; Jérôme, R. Continuous reactive extrusion polymerisation of l-lactide—An engineering view. Macromol. Symp. 2000, 153, 261–273. [Google Scholar] [CrossRef]
- Kaplan, D.L. Introduction to biopolymers from renewable resources. In Biopolymers from Renewable Resources; Kaplan, D.D.L., Ed.; Springer-Berlin: Heidelberg, Germany, 1998; pp. 1–29. [Google Scholar]
- Nampoothiri, K.M.; Nair, N.R.; John, R.P. An overview of the recent developments in polylactide (PLA) research. Bioresour. Technol. 2010, 101, 8493–8501. [Google Scholar] [CrossRef] [PubMed]
- Platzer, N.A.J. Polymerization Kinetics and Technology; American Chemical Society: Washington, WA, USA, 1973. [Google Scholar]
- PlasticsEurope—Plastics—the Facts 2013. Available online: http://www.plasticseurope.org/Document/plastics-the-facts-2013.aspx?FolID=2 (accessed on 14 January 2016).
- Inkinen, S.; Hakkarainen, M.; Albertsson, A.-C.; Södergård, A. From lactic acid to poly(lactic acid) (PLA): Characterization and analysis of PLA and its precursors. Biomacromolecules 2011, 12, 523–532. [Google Scholar] [CrossRef] [PubMed]
- Auras, R.A.; Harte, B.; Selke, S.; Hernandez, R. Mechanical, physical, and barrier properties of poly(lactide) films. J. Plast. Film Sheet. 2003, 19, 123–135. [Google Scholar] [CrossRef]
- Ray, S.S.; Okamoto, M. Biodegradable polylactide and its nanocomposites: Opening a new dimension for plastics and composites. Macromol. Rapid Commun. 2003, 24, 815–840. [Google Scholar] [CrossRef]
- Vink, E.T.H.; Rábago, K.R.; Glassner, D.A.; Gruber, P.R. Applications of life cycle assessment to NatureWorksTM polylactide (PLA) production. Polym. Degrad. Stable 2003, 80, 403–419. [Google Scholar] [CrossRef]
- Leng, J.; Lu, H.; Liu, Y.; Huang, W.M.; Du, S. Shape-memory polymers—A class of novel smart materials. MRS Bull. 2009, 34, 848–855. [Google Scholar] [CrossRef]
- Inoue, K.; Yamashiro, M.; Iji, M. Recyclable shape-memory polymer: Poly(lactic acid) crosslinked by a thermo-reversible Diels–Alder reaction. J. Appl. Polym. Sci. 2009, 112, 876–885. [Google Scholar] [CrossRef]
- Dubois, P.; Jacobs, C.; Jerome, R.; Teyssie, P. Macromolecular engineering of polylactones and polylactides. 4. Mechanism and kinetics of lactide homopolymerization by aluminum isopropoxide. Macromolecules 1991, 24, 2266–2270. [Google Scholar] [CrossRef]
- Witzke, D.R.; Narayan, R.; Kolstad, J.J. Reversible kinetics and thermodynamics of the homopolymerization of l-lactide with 2-ethylhexanoic acid Tin(II) salt. Macromolecules 1997, 30, 7075–7085. [Google Scholar] [CrossRef]
- Char, J.; Brulé, E.; Gros, P.C.; Rager, M.-N.; Guérineau, V.; Thomas, C.M. Synthesis of heterotactic PLA from rac-lactide using hetero-bimetallic Mg/Zn–Li systems. J. Organomet. Chem 2015, 796, 47–52. [Google Scholar] [CrossRef]
- Amass, W.; Amass, A.; Tighe, B. A review of biodegradable polymers: Uses, current developments in the synthesis and characterization of biodegradable polyesters, blends of biodegradable polymers and recent advances in biodegradation studies. Polym. Int. 1998, 47, 89–144. [Google Scholar] [CrossRef]
- Achmad, F.; Yamane, K.; Quan, S.; Kokugan, T. Synthesis of polylactic acid by direct polycondensation under vacuum without catalysts, solvents and initiators. Chem. Eng. J. 2009, 151, 342–350. [Google Scholar] [CrossRef]
- Kamber, N.E.; Jeong, W.; Waymouth, R.M.; Pratt, R.C.; Lohmeijer, B.G.G.; Hedrick, J.L. Organocatalytic ring-opening polymerization. Chem. Rev. 2007, 107, 5813–5840. [Google Scholar] [CrossRef] [PubMed]
- Başaran, İ.; Oral, A. Synthesis and characterization of poly(l-lactic acid)/clay nanocomposite via metal-free process. Polym.-Plast. Technol. Eng. 2013, 52, 1271–1276. [Google Scholar] [CrossRef]
- Mespouille, L.; Coulembier, O.; Kawalec, M.; Dove, A.P.; Dubois, P. Implementation of metal-free ring-opening polymerization in the preparation of aliphatic polycarbonate materials. Prog. Polym. Sci. 2014, 39, 1144–1164. [Google Scholar] [CrossRef]
- InnoREX. Available online: http://www.innorex.eu/about.php (accessed on 14 January 2016).
- Jing, S.; Peng, W.; Tong, Z.; Baoxiu, Z. Microwave-irradiated ring-opening polymerization of d,l-lactide under atmosphere. J. Appl. Polym. Sci. 2006, 100, 2244–2247. [Google Scholar] [CrossRef]
- Albert, P.; Warth, H.; Mülhaupt, R.; Janda, R. Comparison of thermal and microwave-activated polymerization of ε-caprolactone with titanium tetrabutylate as catalyst. Macromol. Chem. Phys. 1996, 197, 1633–1641. [Google Scholar] [CrossRef]
- Zong, L.; Zhou, S.; Sgriccia, N.; Hawley, M.C.; Kempel, L.C. A review of microwave-assisted polymer chemistry (MAPC). J. Microw. Power Electromagn. Energy Publ. Int. Microw. Power Inst. 2003, 38, 49–74. [Google Scholar]
- Liu, L.J.; Zhang, C.; Liao, L.Q.; Wang, X.L.; Zhuo, R.X. Microwave-assisted polymerization of d,l-lactide with Stannous octanoate as catalyst. Chin. Chem. Lett. 2001, 12, 663–664. [Google Scholar]
- Cheng, Z.; Zhu, X.; Zhou, N.; Zhu, J.; Zhang, Z. Atom transfer radical polymerization of styrene under pulsed microwave irradiation. Radiat. Phys. Chem. 2005, 72, 695–701. [Google Scholar] [CrossRef]
- Vukomanović, M.; Mitrić, M.; Škapin, S.D.; Žagar, E.; Plavec, J.; Ignjatović, N.; Uskoković, D. Influence of ultrasonic processing on the macromolecular properties of poly(d,l-lactide-co-glycolide) alone and in its biocomposite with hydroxyapatite. Ultrason. Sonochem. 2010, 17, 902–908. [Google Scholar] [CrossRef] [PubMed]
- Jevtić, M.; Radulović, A.; Ignjatović, N.; Mitrić, M.; Uskoković, D. Controlled assembly of poly(d,l-lactide-co-glycolide)/hydroxyapatite core–shell nanospheres under ultrasonic irradiation. Acta Biomater. 2009, 5, 208–218. [Google Scholar] [CrossRef] [PubMed]
- Price, G.J.; Lenz, E.J.; Ansell, C.W.G. The effect of high-intensity ultrasound on the ring-opening polymerisation of cyclic lactones. Eur. Polym. J. 2002, 38, 1753–1760. [Google Scholar] [CrossRef] [Green Version]
- Dubey1, S.P.; Abhyankar, H.A.; Marchante, V.; Brighton, J.L.; Bergmann, B. Mathematical modeling for continuous reactive extrusion of poly lactic acid formation by ring opening polymerization considering metal/organic catalyst and alternative energies. World Acad. Sci. Eng. Technol. Int. J. Chem. Nuclear Mater. Metall. Eng. 2015, 9, 2. [Google Scholar]
- Home—SCConsultants. Available online: http://www.scconsultants.com/ (accessed on 14 January 2016).
- Compounding and Extrusion—Fraunhofer ICT. Available online: http://www.ict.fraunhofer.de/en/comp/pe/ce.html (accessed on 14 January 2016).
- Banu, I.; Puaux, J.-P.; Bozga, G.; Nagy, I. Modeling of l-lactide polymerization by reactive extrusion. Macromol. Symp. 2010, 289, 108–118. [Google Scholar] [CrossRef]
- Puaux, J.-P.; Banu, I.; Nagy, I.; Bozga, G. A Study of l-lactide ring-opening polymerization kinetics. Macromol. Symp. 2007, 259, 318–326. [Google Scholar] [CrossRef]
- Ludovic-Twin Screw Extrusion—SCConsultants. Available online: http://www.scconsultants.com/en/ludovic-twin-screw-simulation-software.html (accessed on 14 January 2016).
- Kye, H.; White, J.L. Continuous polymerization of caprolactam in a modular intermeshing corotating twin screw extruder integrated with continuous melt spinning of polyamide 6 fiber: Influence of screw design and process conditions. J. Appl. Polym. Sci. 1994, 52, 1249–1262. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Parameter | Value (Unit) |
|---|---|---|
| M0 | Initial concentration of monomer | 8.3 mol/L |
| C0 | Initial concentration of catalyst | 0.008 mol/L |
| D0 | Initial concentration of co-catalyst | 0.008 mol/L |
| T0 | Initial temperature | 50 °C |
| M | Monomer mass flow | 1.2–2.5 m/kg |
| RPM | Rotational speed | 75 or 600 rpm |
| RT (min) | T (°C) | Ultrasounds | (g/mol) | (g/mol) | RPM | X (%) |
|---|---|---|---|---|---|---|
| 2.30 | 190 | Yes | 12,396 | 15,500 | 75 | 80 |
| No | 7,720 | 10,600 | 75 | 58 | ||
| 6.10 | 200 | Yes | 14,800 | 20,200 | 75 | 92 |
| No | 13,500 | 17,600 | 75 | 85 | ||
| 7.3 | 205 | Yes | 30,100 | 50,000 | 600 | 94 |
| No | 13,700 | 18,400 | 600 | 86 |
| t (min) | T (°C) | (g/mol) | (g/mol) | X (%) |
|---|---|---|---|---|
| 2.30 | 190 | 8,500 | 11,645 | 50 |
| 6.10 | 200 | 31,100 | 40,430 | 74 |
| 7.3 | 205 | 35,000 | 87,500 | 82 |
| Symbol | Parameter | Value (Unit) |
|---|---|---|
| M0 | Initial concentration of monomer | 8.326 mol/L |
| C0 | Initial concentration of catalyst | 0.008 mol/L |
| D0 | Initial concentration of co-catalyst | 0.008 mol/L |
| T0 | Initial temperature | 50 °C |
| A0 | Octanoic acid (OctOH) | 0.24 mol/L |
| Me | Monomer equilibrium concentration | 0.225 mol/L |
| S.No | Temp (°C) | (Expt.)g/mol | (Ludovic®)g/mol |
|---|---|---|---|
| 1 | 190 | 7,700 | 10,000 |
| 2 | 200 | 14,500 | 16,000 |
| 3 | 205 | 31,000 | 25,000 |
© 2016 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dubey, S.P.; Abhyankar, H.A.; Marchante, V.; Brighton, J.L.; Blackburn, K.; Temple, C.; Bergmann, B.; Trinh, G.; David, C. Modelling and Validation of Synthesis of Poly Lactic Acid Using an Alternative Energy Source through a Continuous Reactive Extrusion Process. Polymers 2016, 8, 164. https://doi.org/10.3390/polym8040164
Dubey SP, Abhyankar HA, Marchante V, Brighton JL, Blackburn K, Temple C, Bergmann B, Trinh G, David C. Modelling and Validation of Synthesis of Poly Lactic Acid Using an Alternative Energy Source through a Continuous Reactive Extrusion Process. Polymers. 2016; 8(4):164. https://doi.org/10.3390/polym8040164
Chicago/Turabian StyleDubey, Satya P., Hrushikesh A. Abhyankar, Veronica Marchante, James L. Brighton, Kim Blackburn, Clive Temple, Björn Bergmann, Giang Trinh, and Chantal David. 2016. "Modelling and Validation of Synthesis of Poly Lactic Acid Using an Alternative Energy Source through a Continuous Reactive Extrusion Process" Polymers 8, no. 4: 164. https://doi.org/10.3390/polym8040164
APA StyleDubey, S. P., Abhyankar, H. A., Marchante, V., Brighton, J. L., Blackburn, K., Temple, C., Bergmann, B., Trinh, G., & David, C. (2016). Modelling and Validation of Synthesis of Poly Lactic Acid Using an Alternative Energy Source through a Continuous Reactive Extrusion Process. Polymers, 8(4), 164. https://doi.org/10.3390/polym8040164