Effect of CO2 Laser Treatment on the Fabric Hand of Cotton and Cotton/Polyester Blended Fabric


Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Sample Preparation
2.3. Laser Irradiation
2.4. Fabric Thickness
2.5. Fabric Hand Measurement
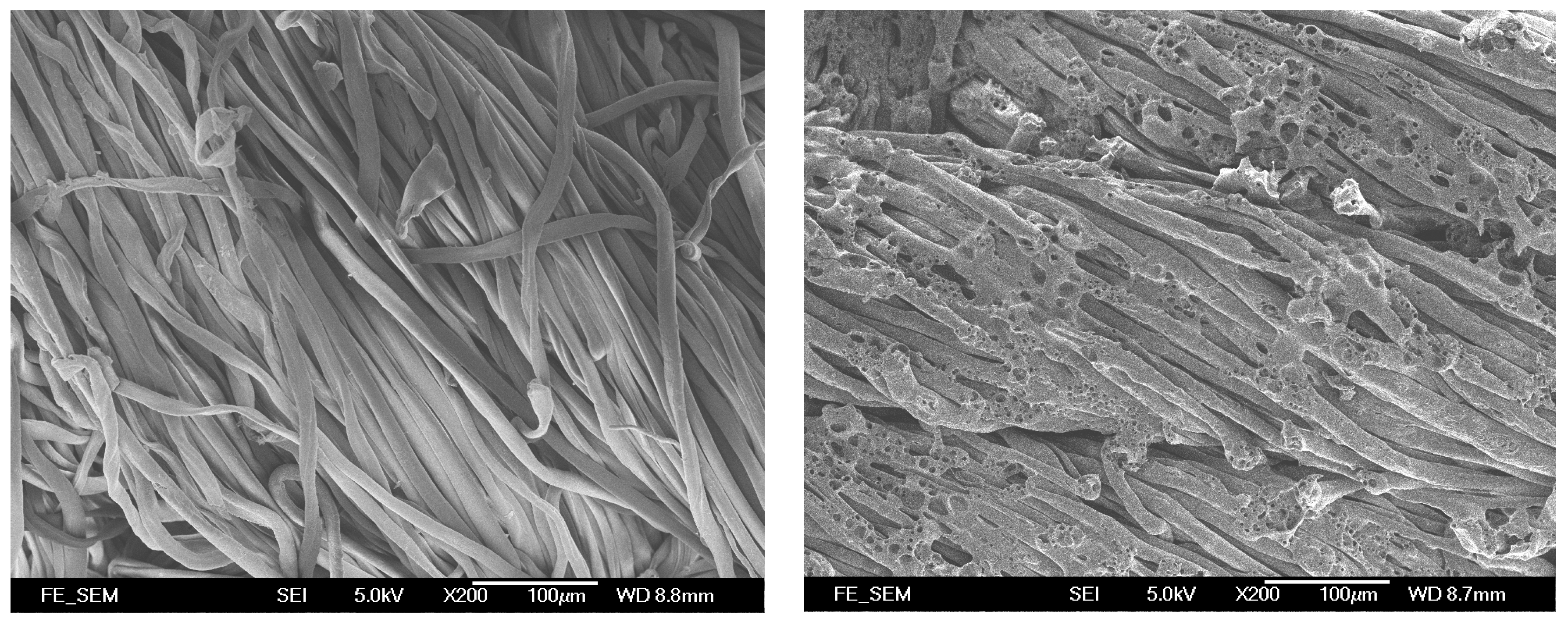
2.6. Scanning Electron Microscopy (SEM)
3. Results and Discussion
3.1. Cotton Fabric
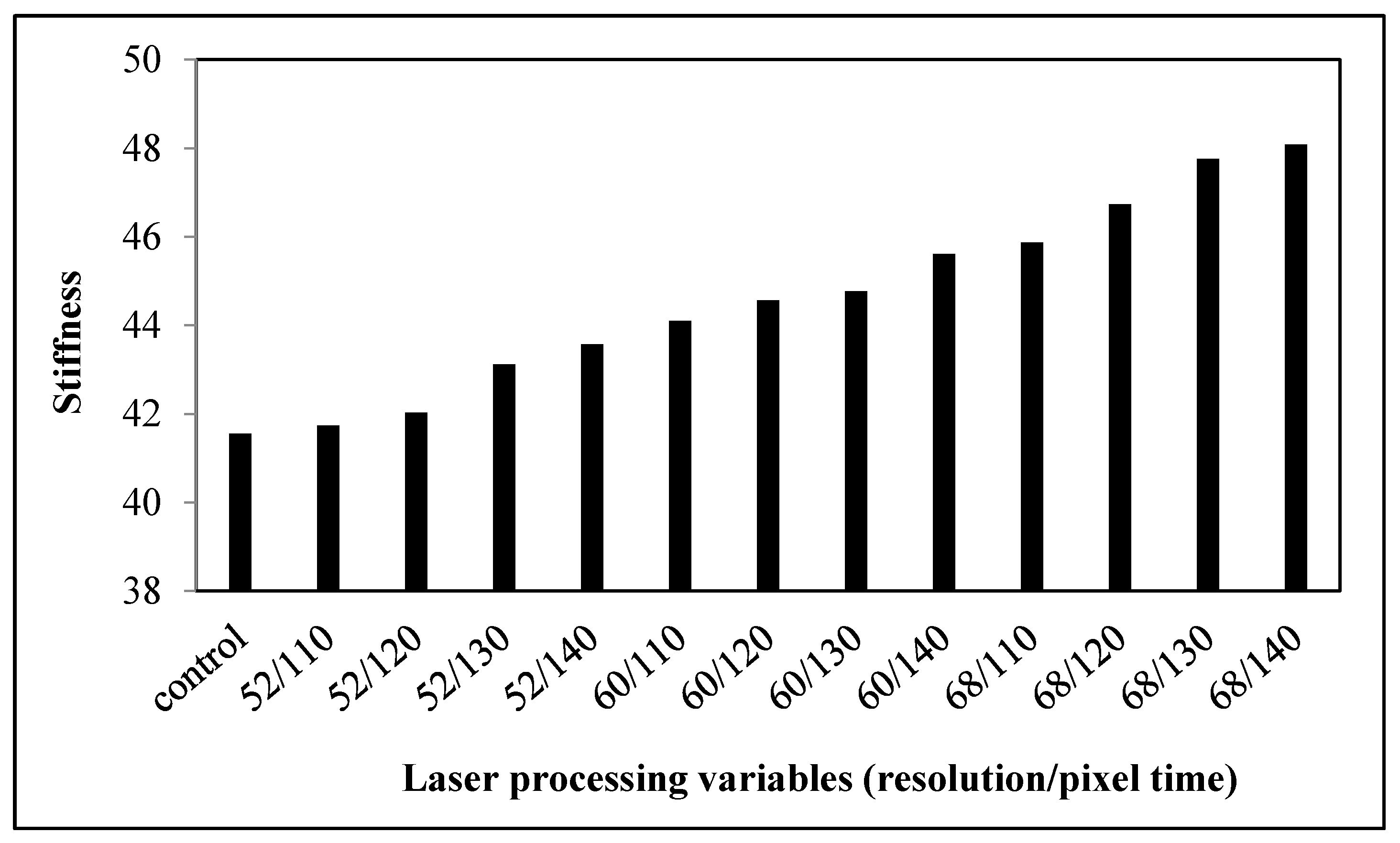
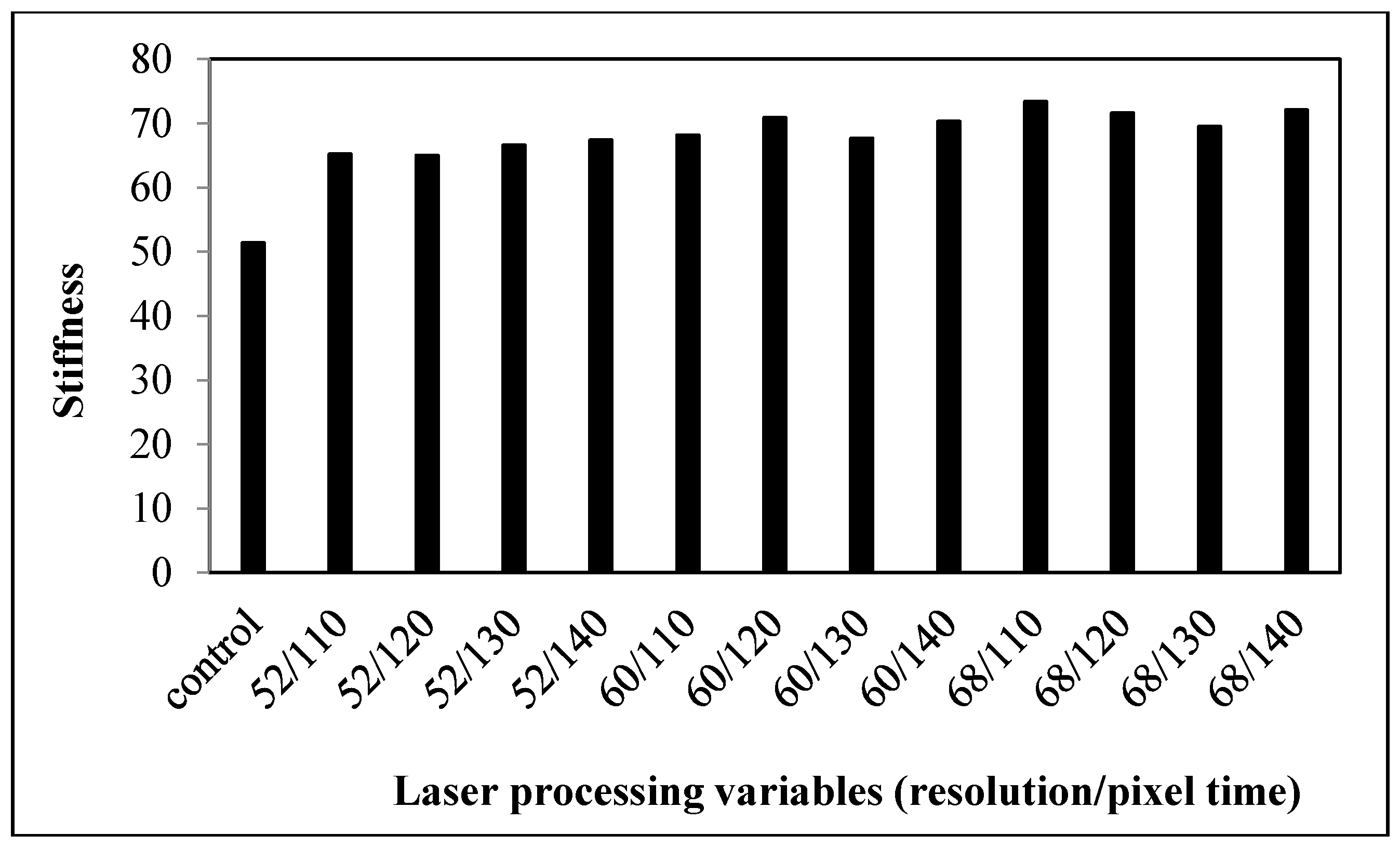
3.1.1. Stiffness
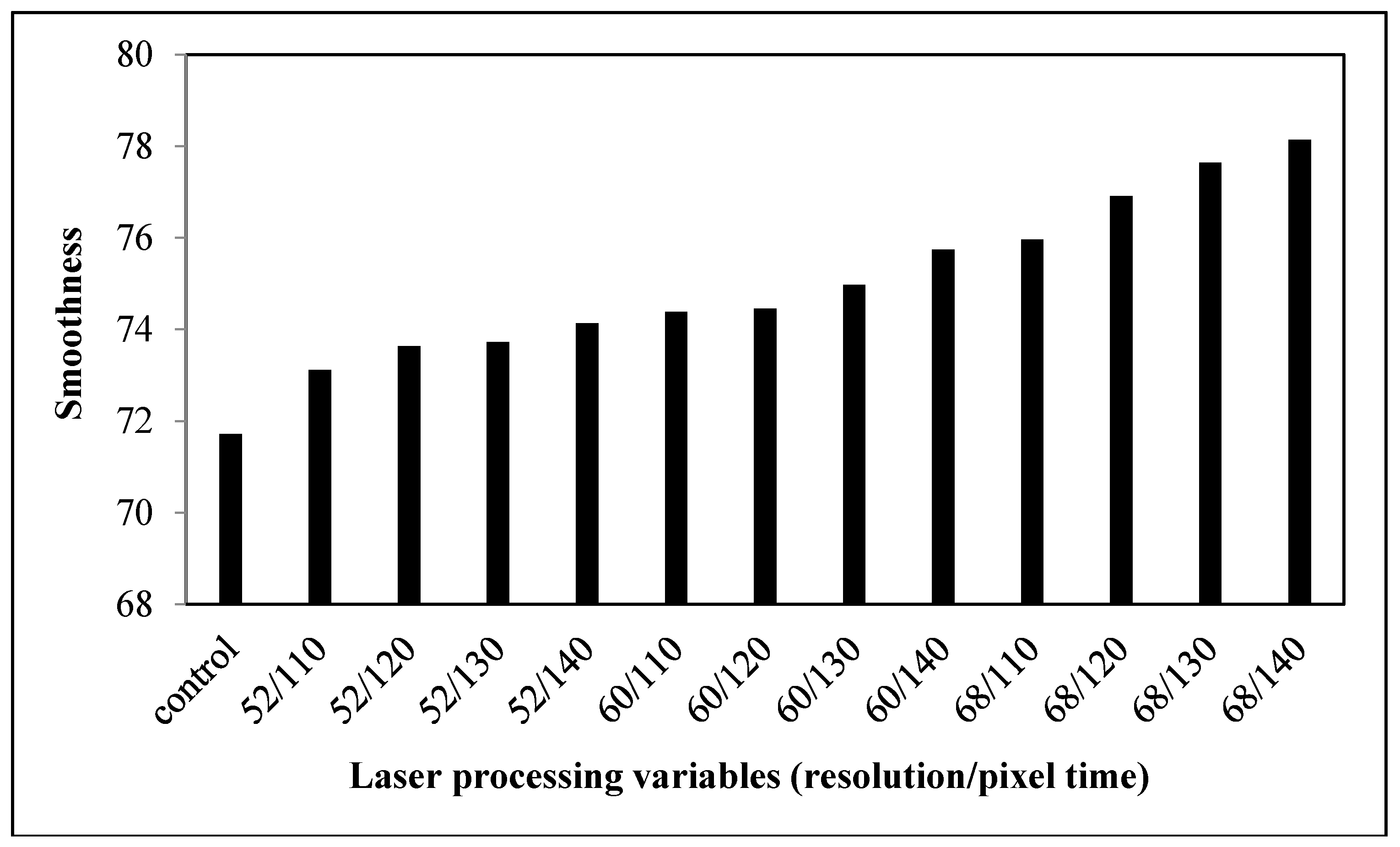
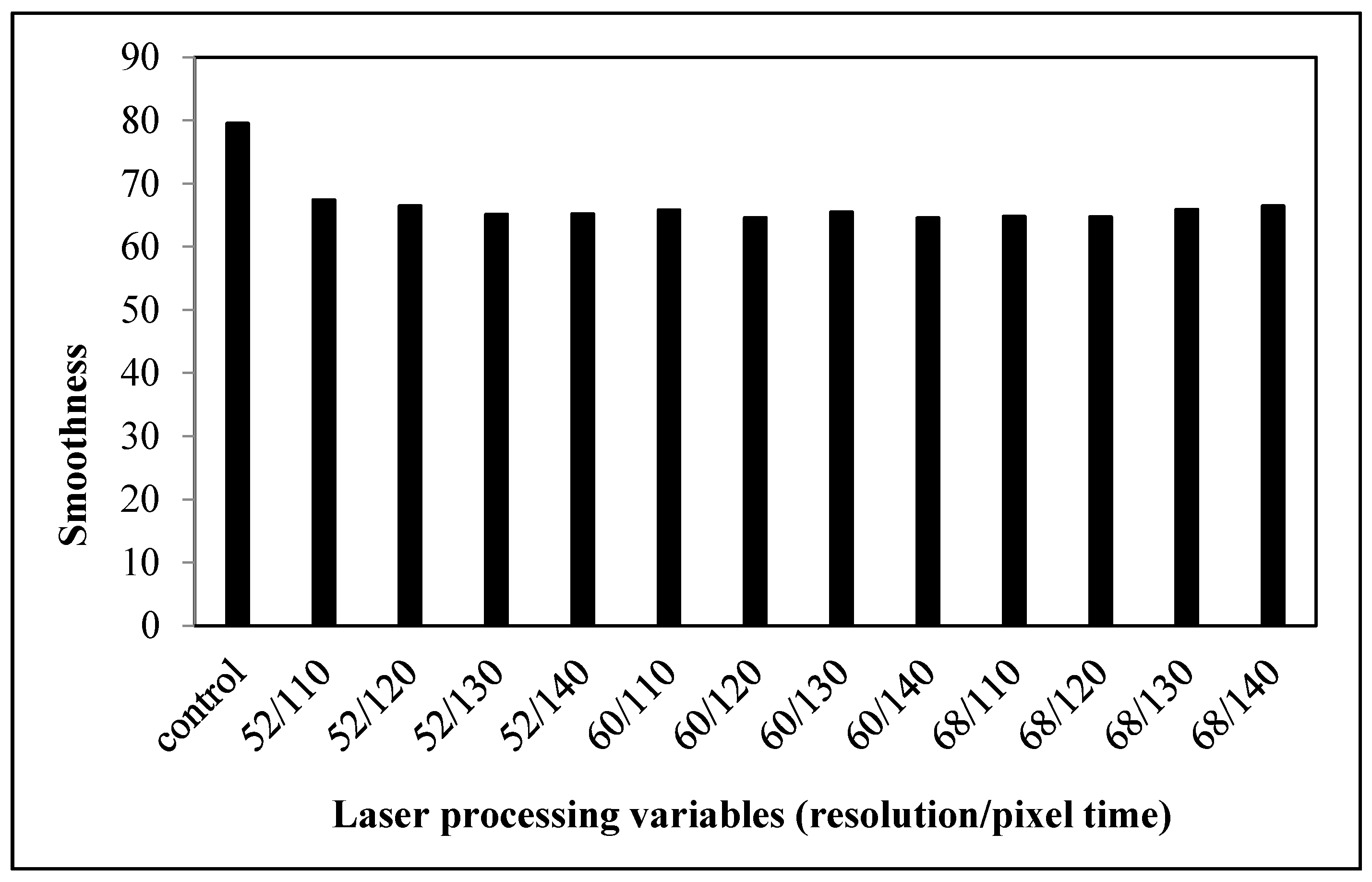
3.1.2. Smoothness
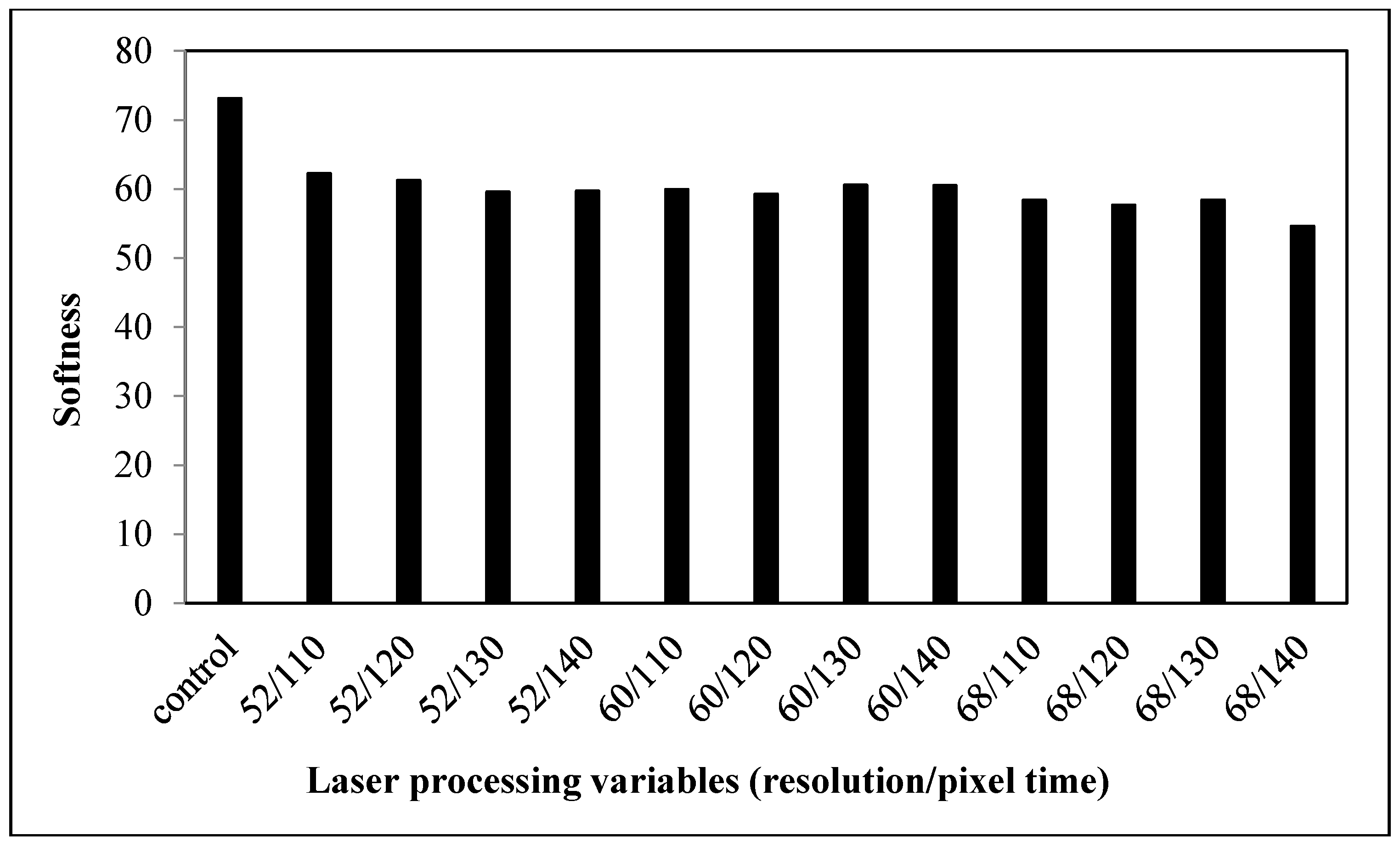
3.1.3. Softness
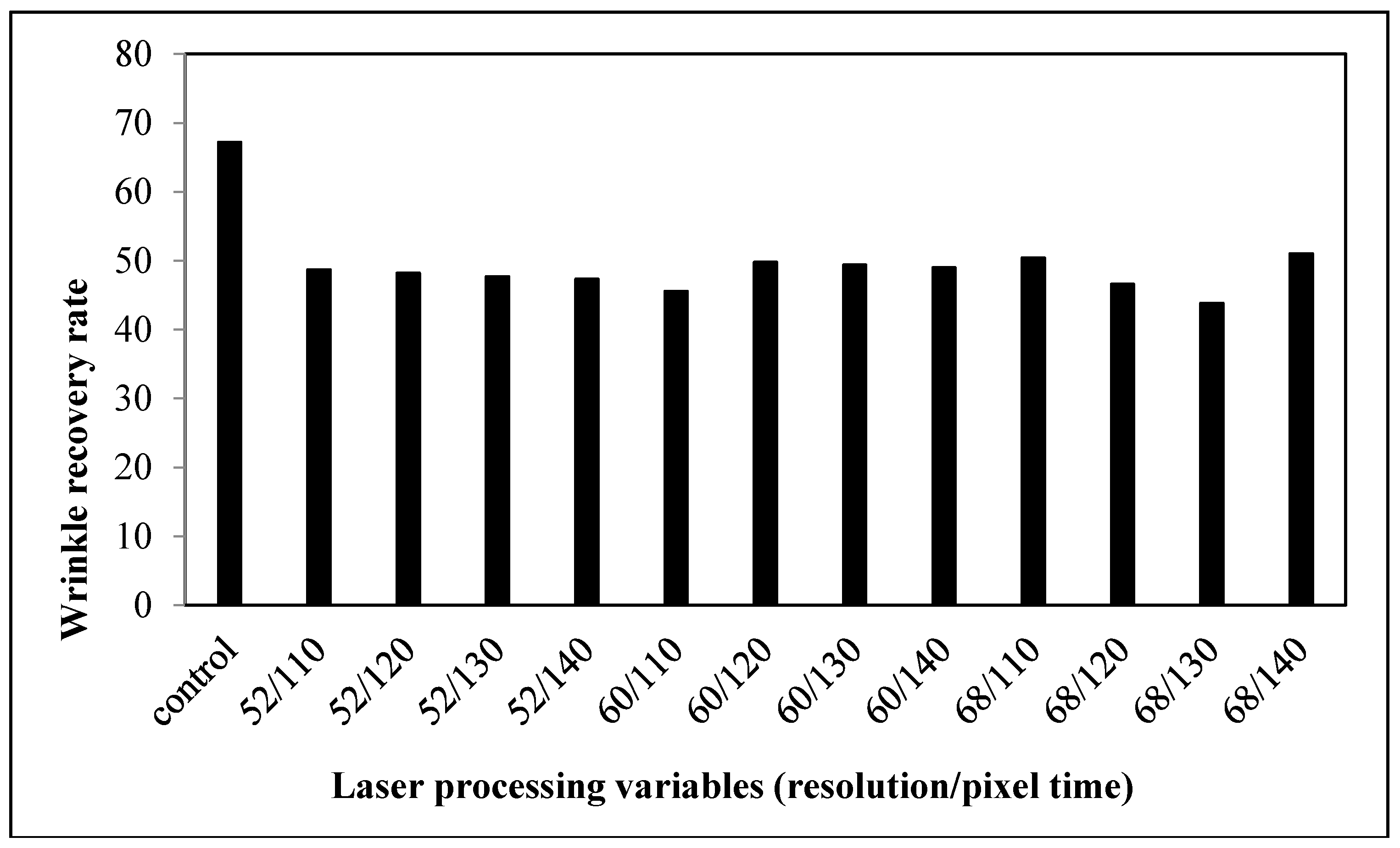
3.1.4. Wrinkle Recovery Rate
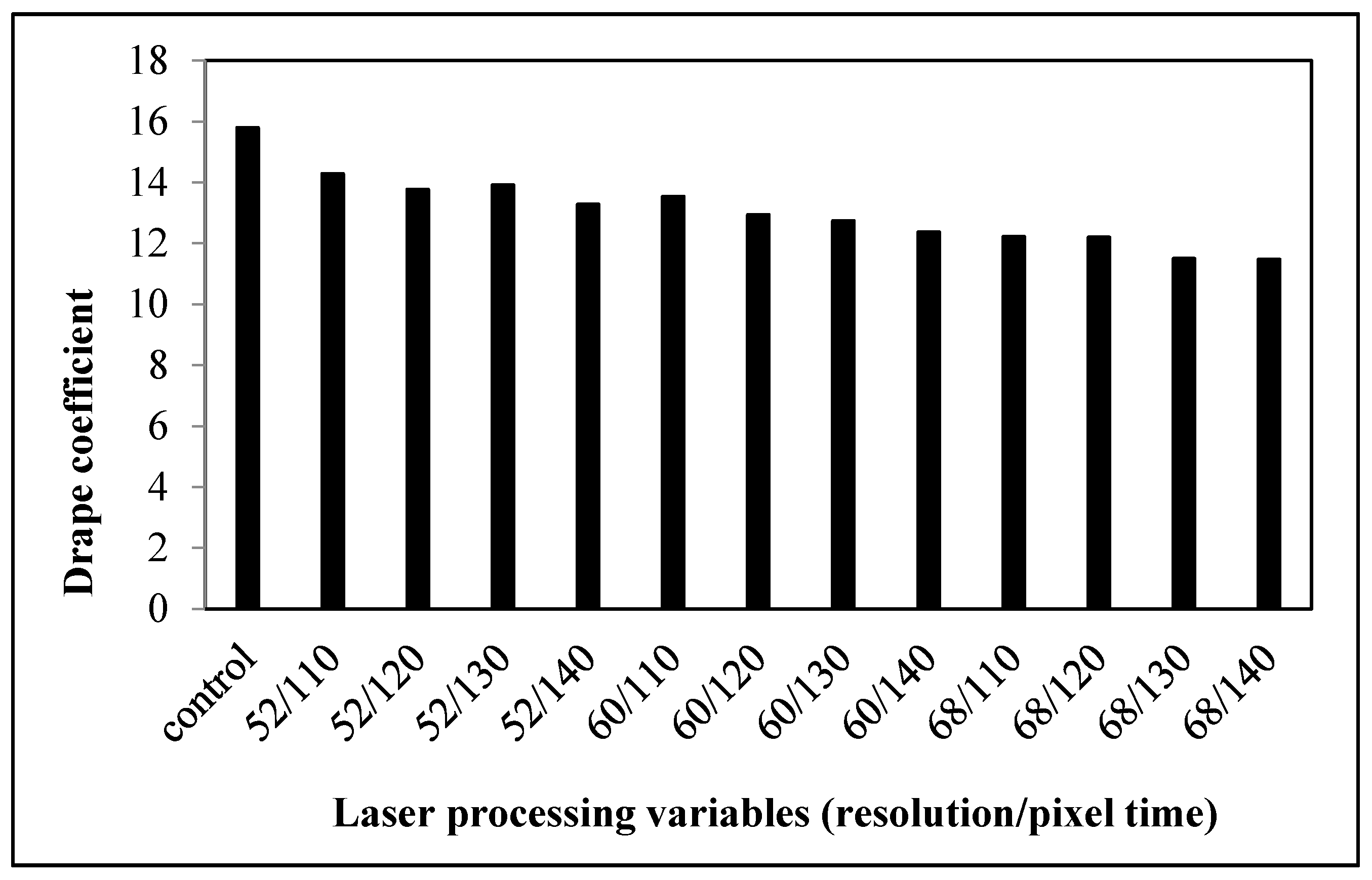
3.1.5. Drapability
3.2. Cotton/Polyester Blended Fabric
3.2.1. Stiffness
3.2.2. Smoothness
3.2.3. Softness
3.2.4. Wrinkle Recovery Rate
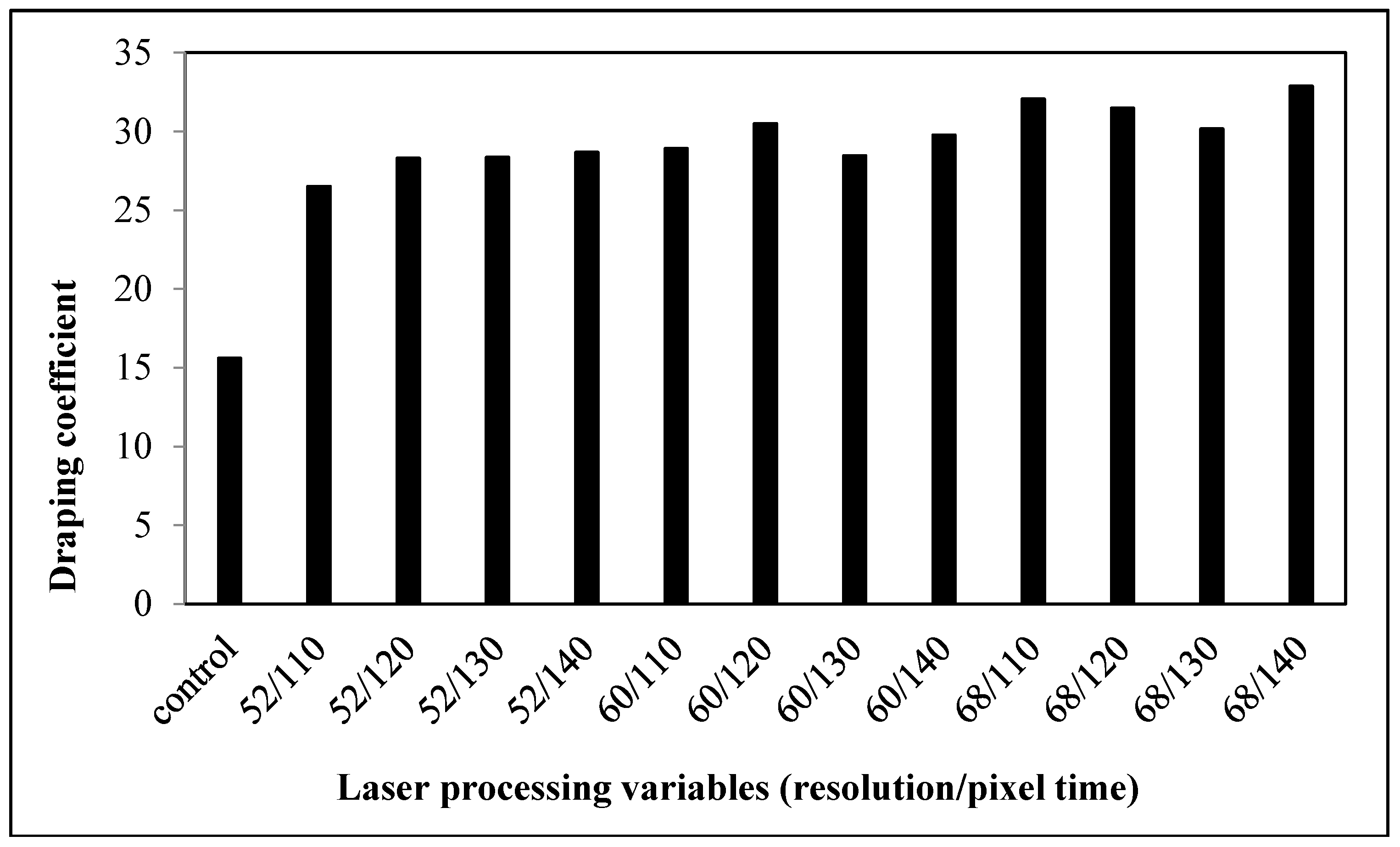
3.2.5. Drapability
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Stepankova, M.; Wiener, J.; Rusinova, K. Decolourization of vat dyes on cotton fabric with infrared laser light. Cellulose 2011, 18, 469–478. [Google Scholar] [CrossRef]
- Ferrero, F.; Testore, F.; Tonin, C.; Innocenti, R. Surface degradation of linen textiles induced by laser treatment: Comparison with electron beam and heat source. AUTEX Res. J. 2002, 2, 109–114. [Google Scholar]
- Stepankova, M.; Wiener, J.; Dembicky, J. Impact of laser thermal stress on cotton fabric. Fibers Text. East. Eur. 2010, 18, 70–73. [Google Scholar]
- Juciene, M.; Urbelis, V.; Juchneviciene, Z.; Cepukone, L. The effect of laser technological parameters on the color and structure if denim fabric. Text. Res. J. 2014, 84, 662–670. [Google Scholar] [CrossRef]
- Ondogan, Z.; Pamuk, O.; Ondogan, E.N.; Ozguney, A. Improving the appearance of all textile products from clothing to home textile using laser technology. Opt. Laser Technol. 2005, 37, 631–637. [Google Scholar] [CrossRef]
- Kim, J.O.; Slaten, B.L. Objective evaluation of fabric hand—Part I: Relationships of fabric hand by the extraction method and related physical and surface properties. Text. Res. J. 1999, 69, 59–67. [Google Scholar] [CrossRef]
- Pan, N. Quantification and evaluation of human tactile sense towards fabrics. Int. J. Des. Nat. Ecodyn. 2006, 1, 48–60. [Google Scholar]
- Denton, M. Textile Terms and Definitions, 11th ed.; Textile Institute: Manchester, UK, 2002. [Google Scholar]
- Yuksekkaya, M.E.; Oxenham, W. Evaluating the surface characteristics of fibres by compression method. J. Text. Inst. 2008, 99, 545–549. [Google Scholar] [CrossRef]
- Hung, O.N.; Chan, C.K.; Kan, C.W.; Yuen, C.W.M. An analysis of some physical and chemical properties of CO2 laser-treated cotton-based fabrics. Cellulose 2017, 24, 363–381. [Google Scholar] [CrossRef]
- Montazer, M.; Chizarifard, G.; Harifi, T. CO2 laser irradiation of raw and bleached cotton fabrics, with focus on water and dye absorbency. Color. Technol. 2014, 130, 13–20. [Google Scholar] [CrossRef]
- Nu Cybertek, Inc. PhabrOmeter. Available online: http://www.phabrometer.com/ (accessed on 30 October 2017).
- Kan, C.W.; Wong, M.L. A study of hand feel properties of paper towels. AATCC Rev. 2015, 15, 38–47. [Google Scholar] [CrossRef]
- Vasile, S.; Ciesielska-Wróbel, I.L.; Van Langenhove, L. Wrinkle recovery of flax fabrics with embedded superelastic shape memory alloys wires. Fibres Text. East. Eur. 2012, 20, 56–61. [Google Scholar]
- Chen, B.; Govindraj, M. A parametric study of fabric drape. Text. Res. J. 1996, 66, 17–24. [Google Scholar] [CrossRef]
- Kan, C.W.; Yuen, C.W.M. Influence of plasma gas on the quality related properties of wool fabric. IEEE Trans. Plasma Sci. 2009, 35, 653–658. [Google Scholar] [CrossRef]
- Kan, C.W.; Lam, Y.L.; Siu, Y.T. Effects of laser treatment on fabric characteristics and performance. Surf. Innov. 2015, 3, 228–236. [Google Scholar] [CrossRef]
- Hung, O.N.; Chan, C.K.; Kan, C.W.; Yuen, C.W.M. Microscopic study of the surface morphology of CO2 laser-treated cotton and cotton/polyester blended fabric. Text. Res. J. 2017, 87, 1107–1120. [Google Scholar] [CrossRef]
- Poon, C.K.; Kan, C.W. Low stress mechanical properties of cotton fabric treated with titanium dioxide catalysed wrinkle resistant finishing. J. Nat. Fibers 2016, 13, 451–457. [Google Scholar] [CrossRef]
- Tang, K.P.M.; Kan, C.W.; Fan, J.T.; Sarkar, S.M.; Tso, S.L. Flammability, comfort and mechanical properties of a novel fabric structure—Plant-structured fabric. Cellulose 2017, 24, 4017–4031. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fabric code | Cotton | Cotton/polyester blended fabric |
|---|---|---|
| Fabric Structure | 3/1 Twill | 3/1 Twill |
| Composition | 100% Cotton | 60% Cotton/40% Polyester * |
| Fabric Weight (g/m2) | 240 | 229 |
| Warp Density (end/cm) | 57 | 48 |
| Weft Density (pick/cm) | 23 | 24 |
| Warp Count (Tex) | 34 | 29 |
| Weft Count (Tex) | 30 | 38 |
| Yarn Twist | Z twist | Z twist |
| Dpi/µs | Percentage of polyester melted in the fabric (data extracted and calculated from Reference [17]) |
|---|---|
| 52/110 | 12.26 |
| 52/120 | 12.45 |
| 52/130 | 13.26 |
| 52/140 | 13.61 |
| 60/110 | 13.61 |
| 60/120 | 13.78 |
| 60/130 | 16.76 |
| 60/140 | 17.86 |
| 68/110 | 20.44 |
| 68/120 | 20.53 |
| 68/130 | 22.29 |
| 68/140 | 22.73 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hung, O.-n.; Kan, C.-w. Effect of CO2 Laser Treatment on the Fabric Hand of Cotton and Cotton/Polyester Blended Fabric. Polymers 2017, 9, 609. https://doi.org/10.3390/polym9110609
Hung O-n, Kan C-w. Effect of CO2 Laser Treatment on the Fabric Hand of Cotton and Cotton/Polyester Blended Fabric. Polymers. 2017; 9(11):609. https://doi.org/10.3390/polym9110609
Chicago/Turabian StyleHung, On-na, and Chi-wai Kan. 2017. "Effect of CO2 Laser Treatment on the Fabric Hand of Cotton and Cotton/Polyester Blended Fabric" Polymers 9, no. 11: 609. https://doi.org/10.3390/polym9110609
APA StyleHung, O.-n., & Kan, C.-w. (2017). Effect of CO2 Laser Treatment on the Fabric Hand of Cotton and Cotton/Polyester Blended Fabric. Polymers, 9(11), 609. https://doi.org/10.3390/polym9110609