Zwitterion-Modified Ultrafiltration Membranes for Permian Basin Produced Water Pretreatment


Abstract
:1. Introduction
2. Materials and Methods
2.1. Feed Solution
2.2. Membrane Materials
2.3. Surface Coating
2.4. UF Membrane Characterization
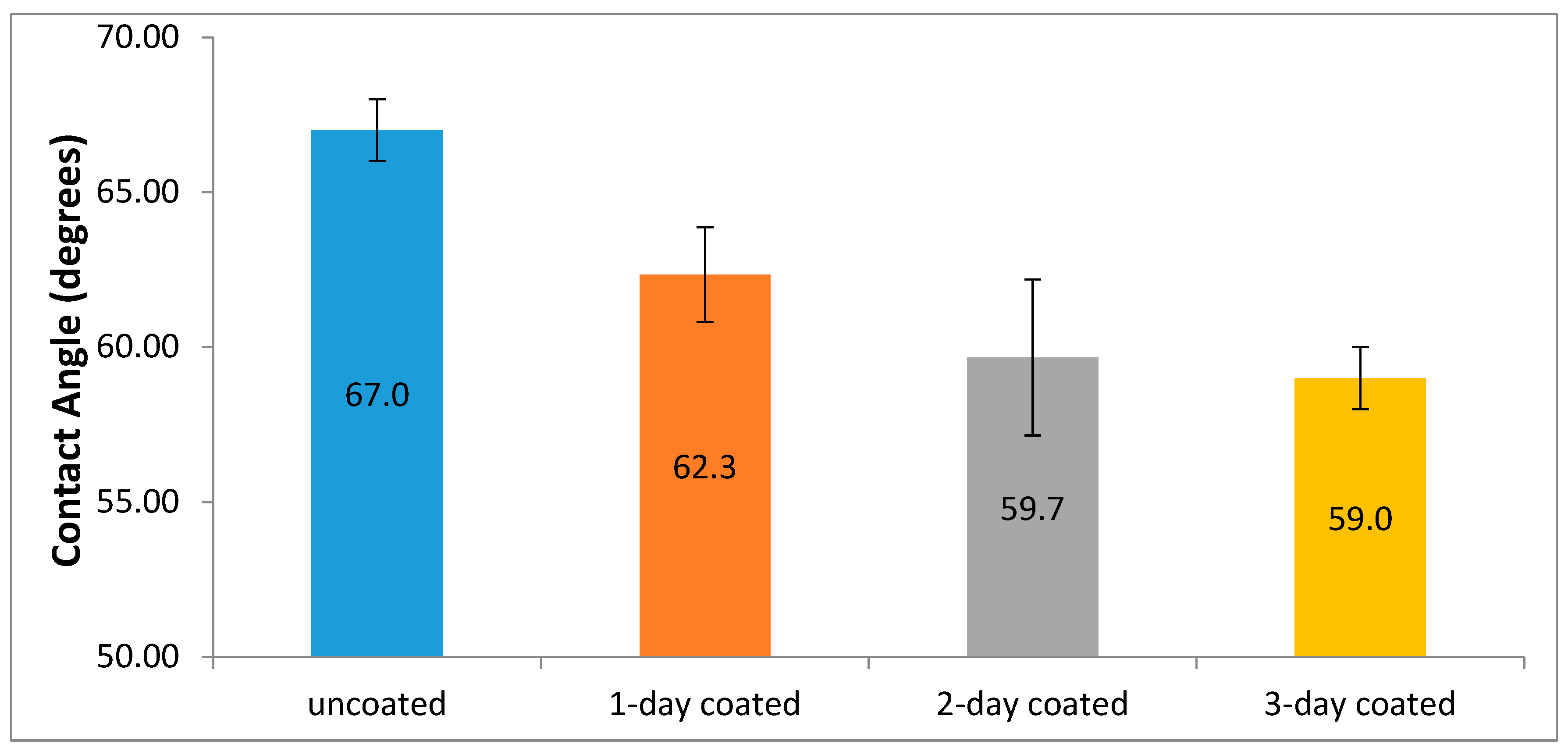
2.4.1. Surface Hydrophilicity
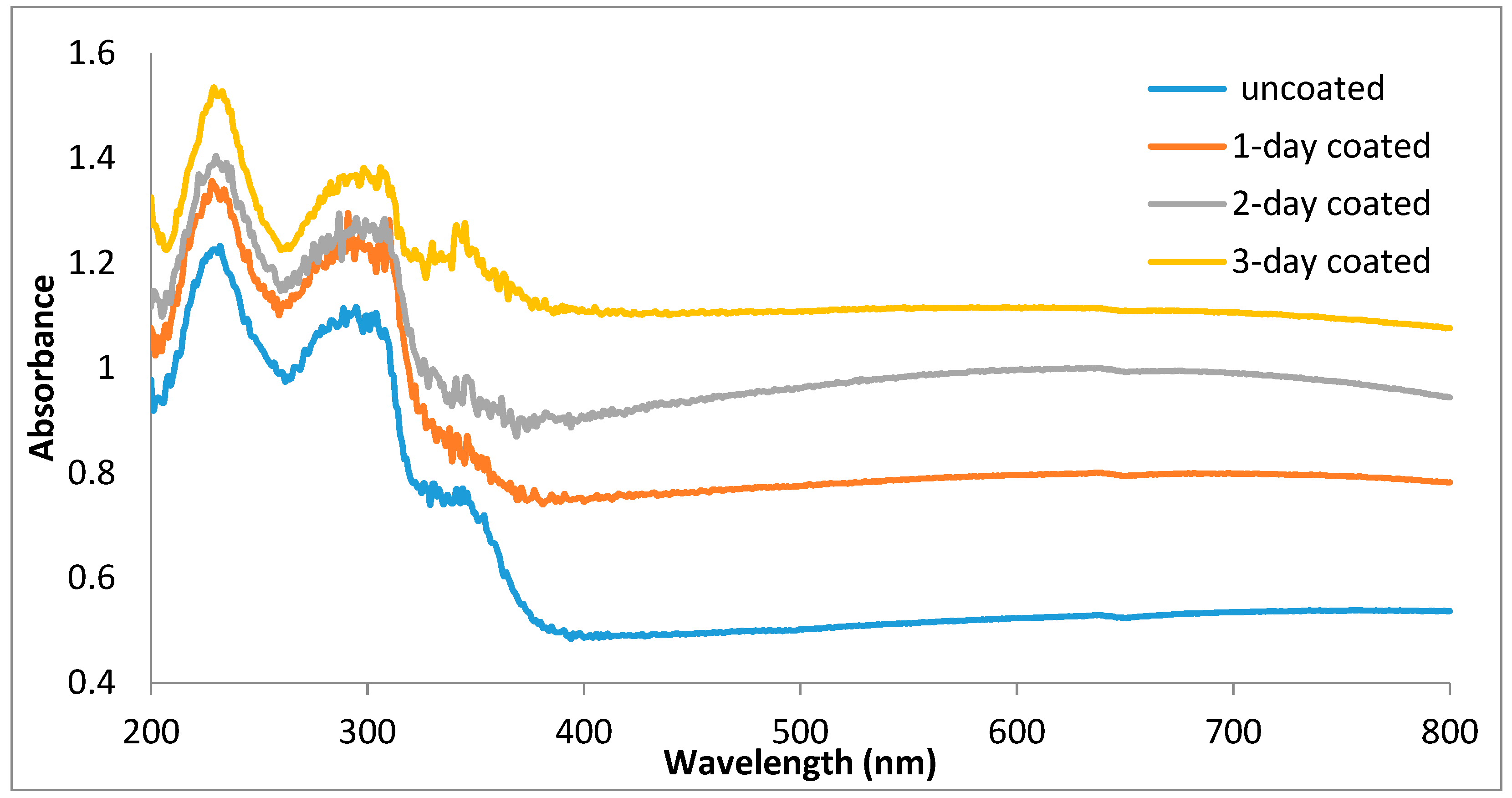
2.4.2. UV-Vis Absorption and ATR-FTIR Spectra
2.4.3. Zeta Potential Measurements
2.4.4. Atomic Force Microscopy (AFM)
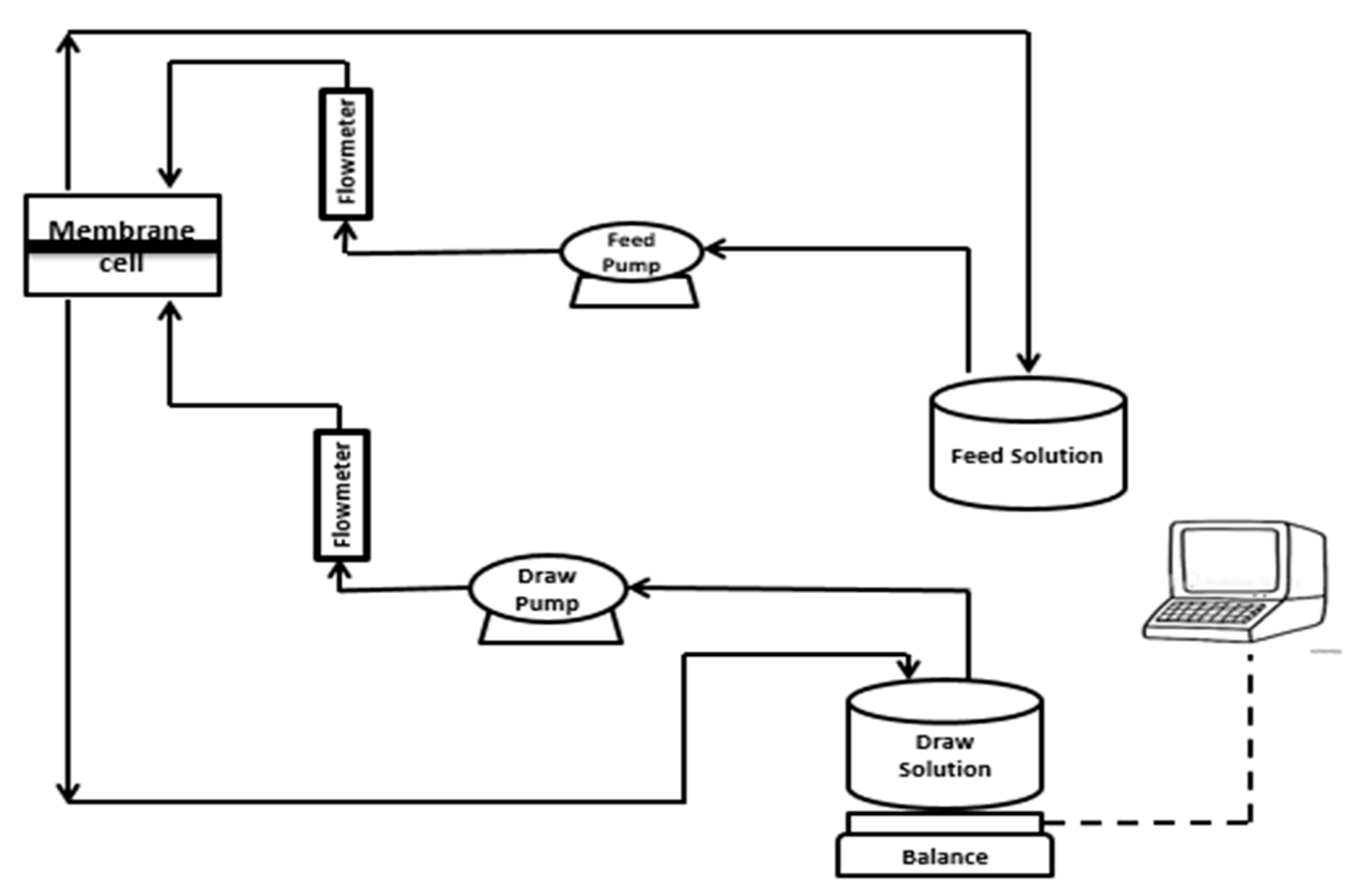
2.5. Ultrafiltration
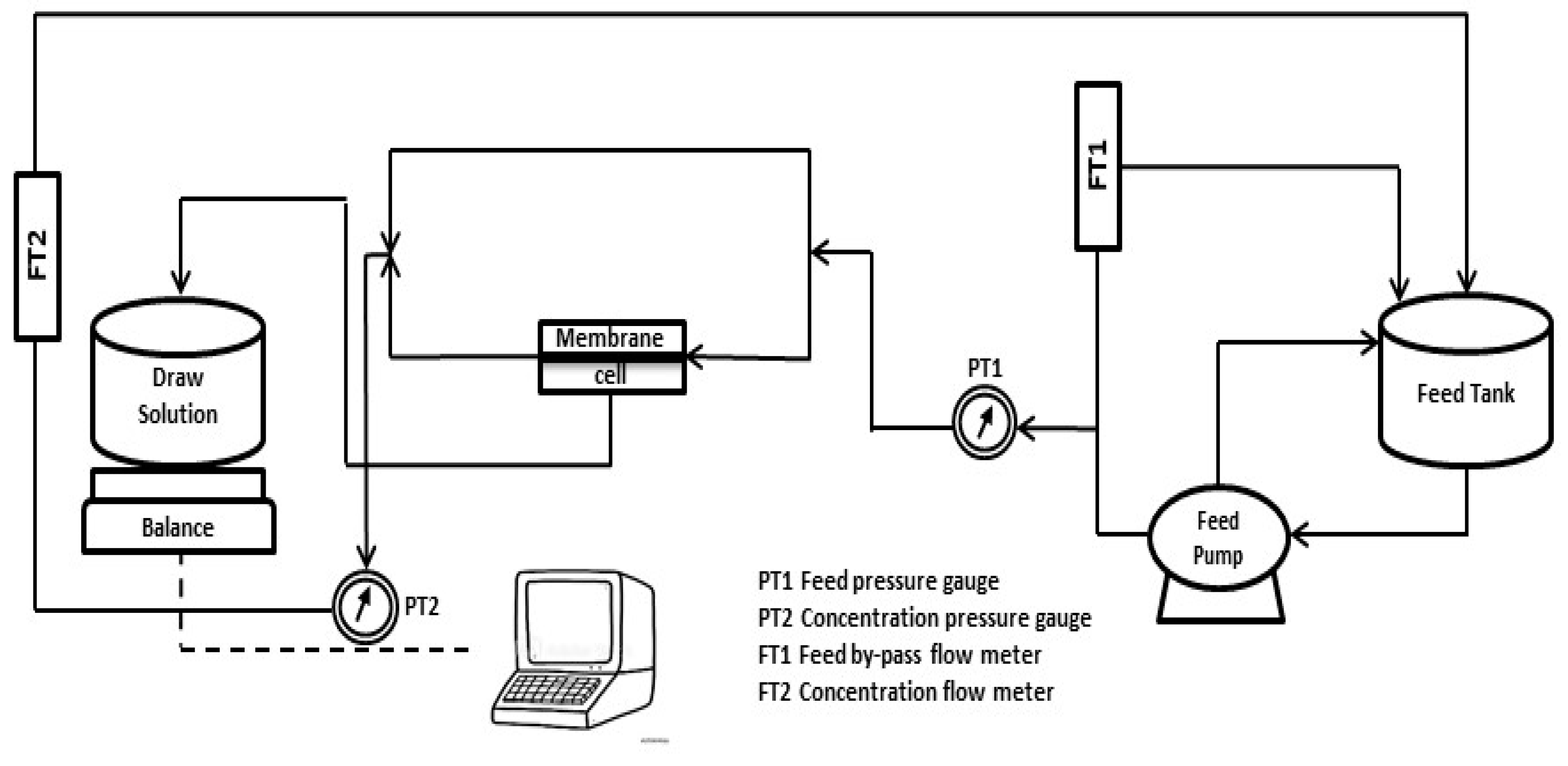
2.6. Forward Osmosis
3. Results and Discussion
3.1. UF Membrane Characterization
3.1.1. Surface Hydrophilicity
3.1.2. UV-Vis Absorbance
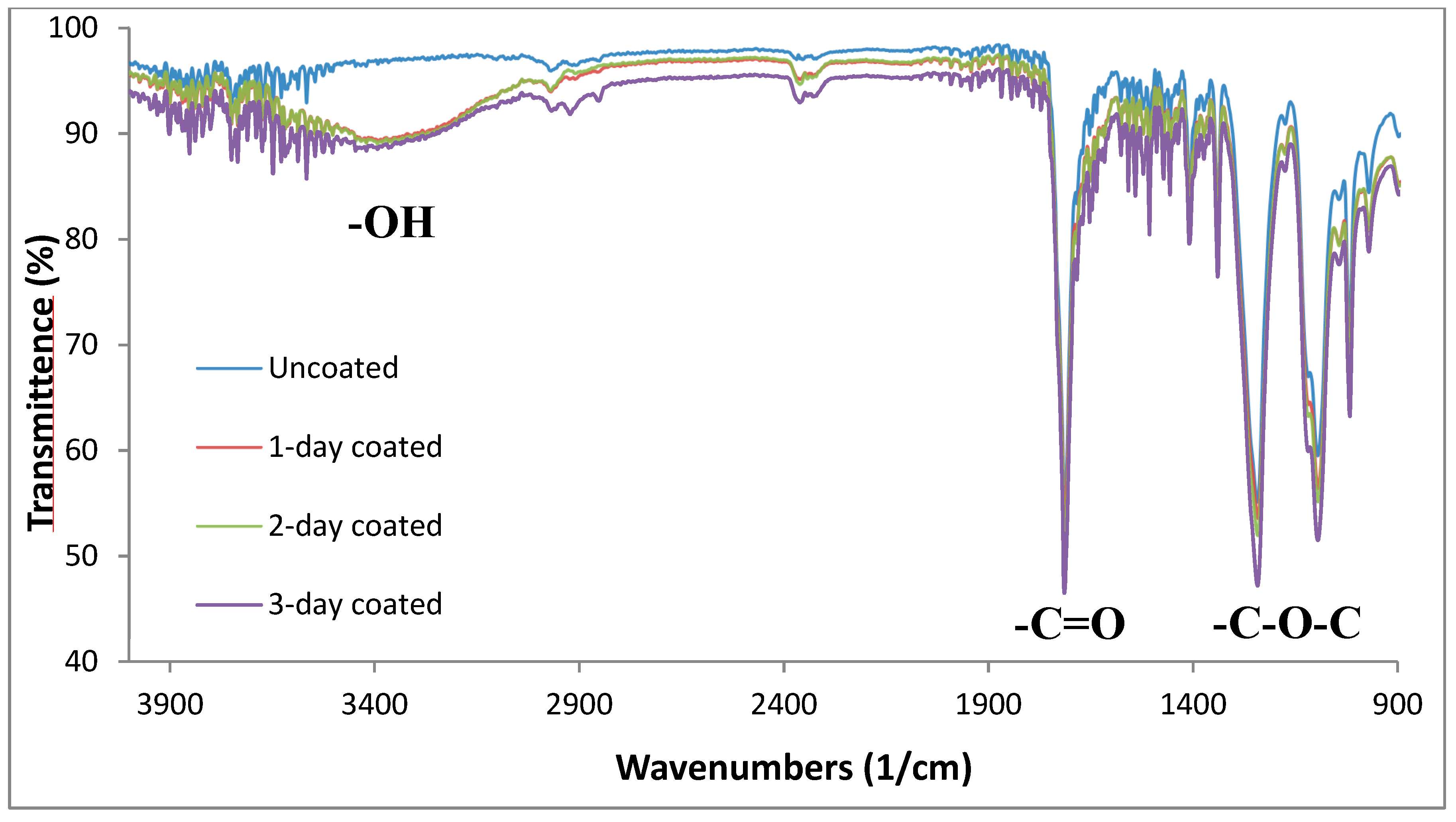
3.1.3. Surface Functional Groups
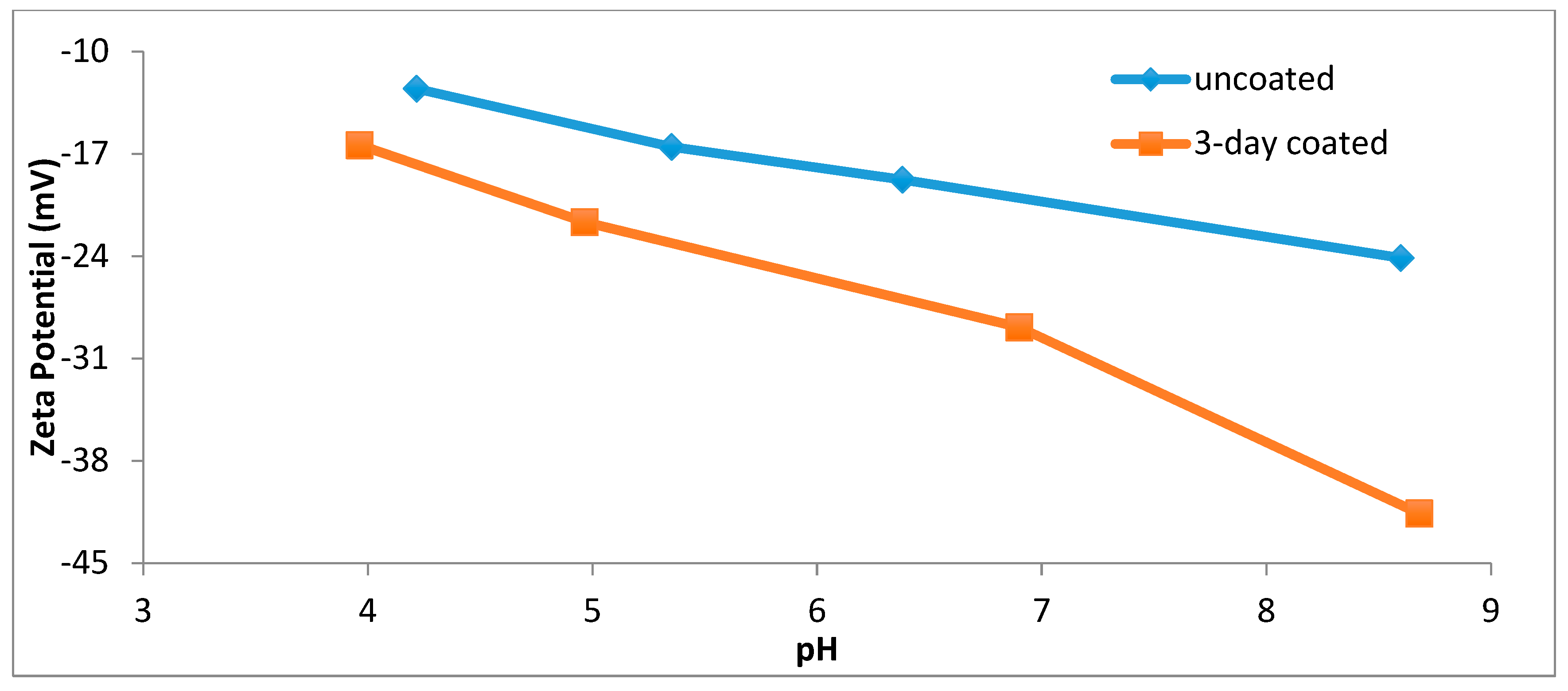
3.1.4. Zeta Potential
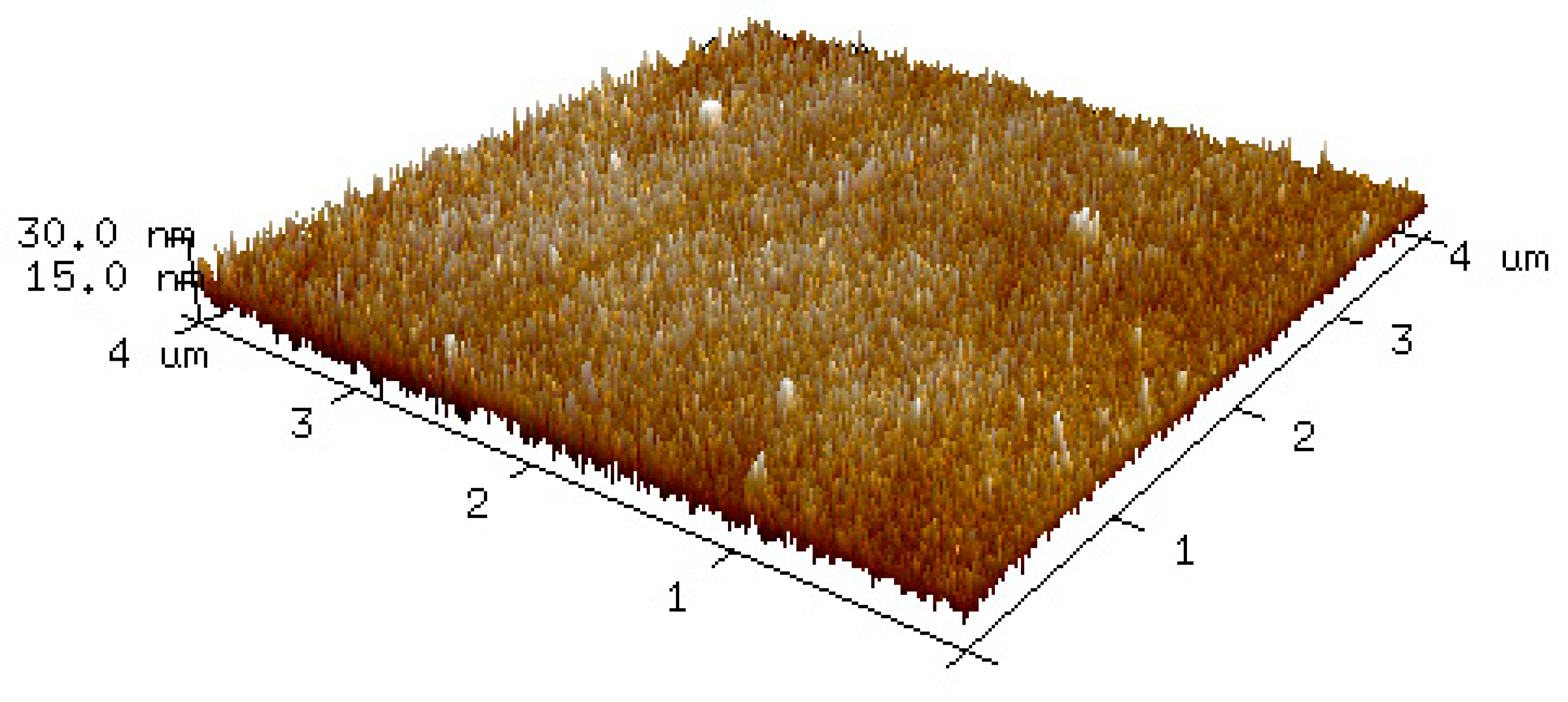
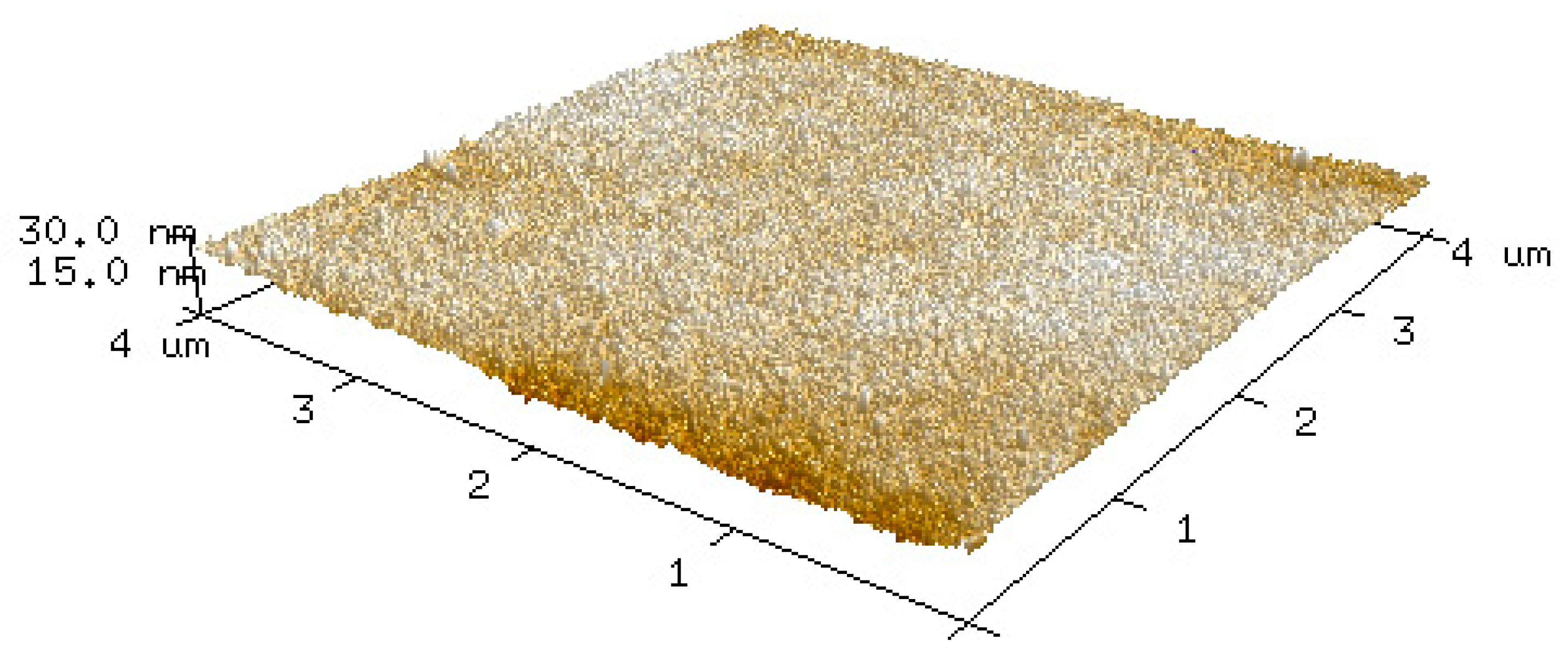
3.1.5. Atomic Force Microscopy (AFM)
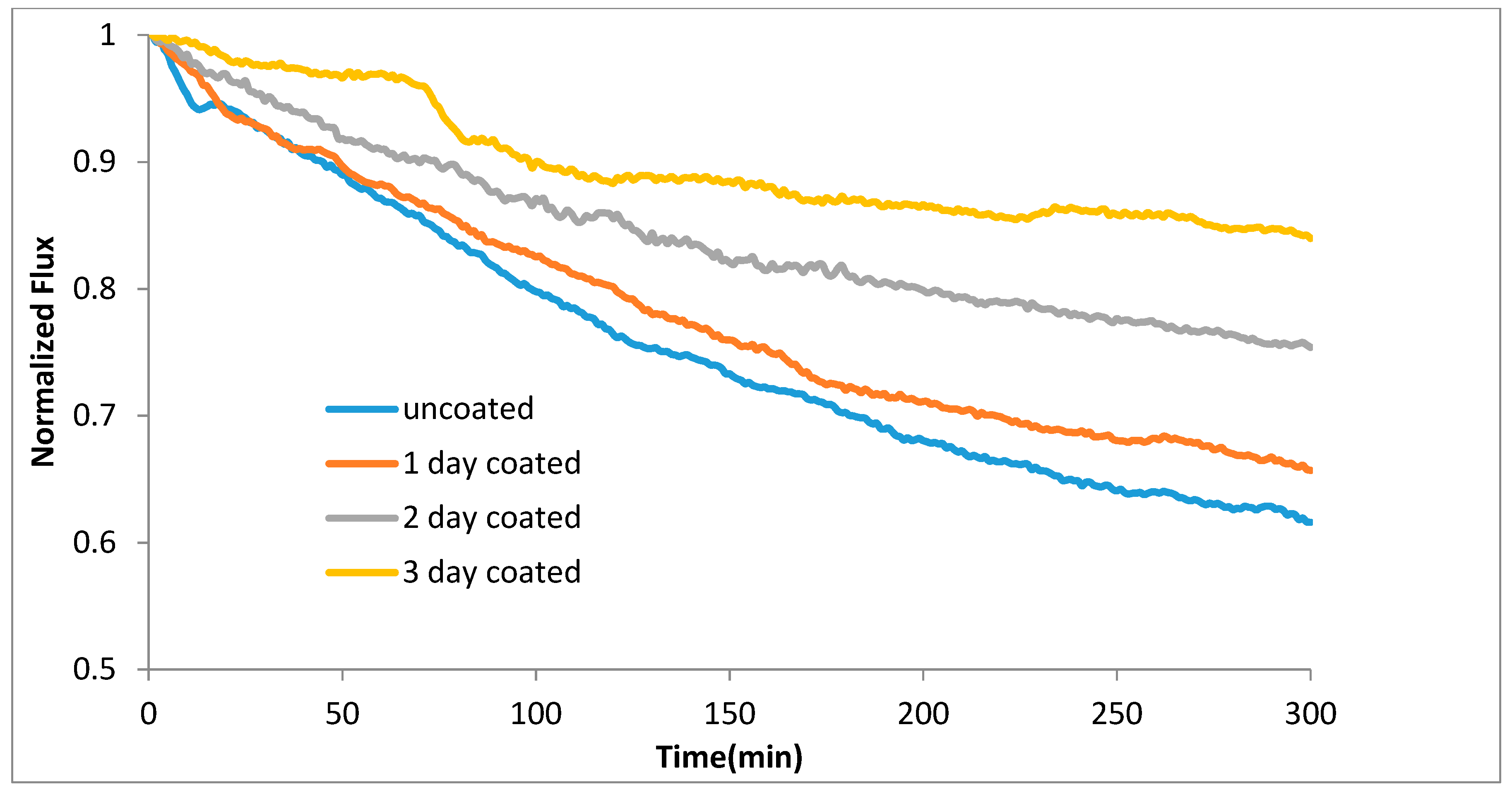
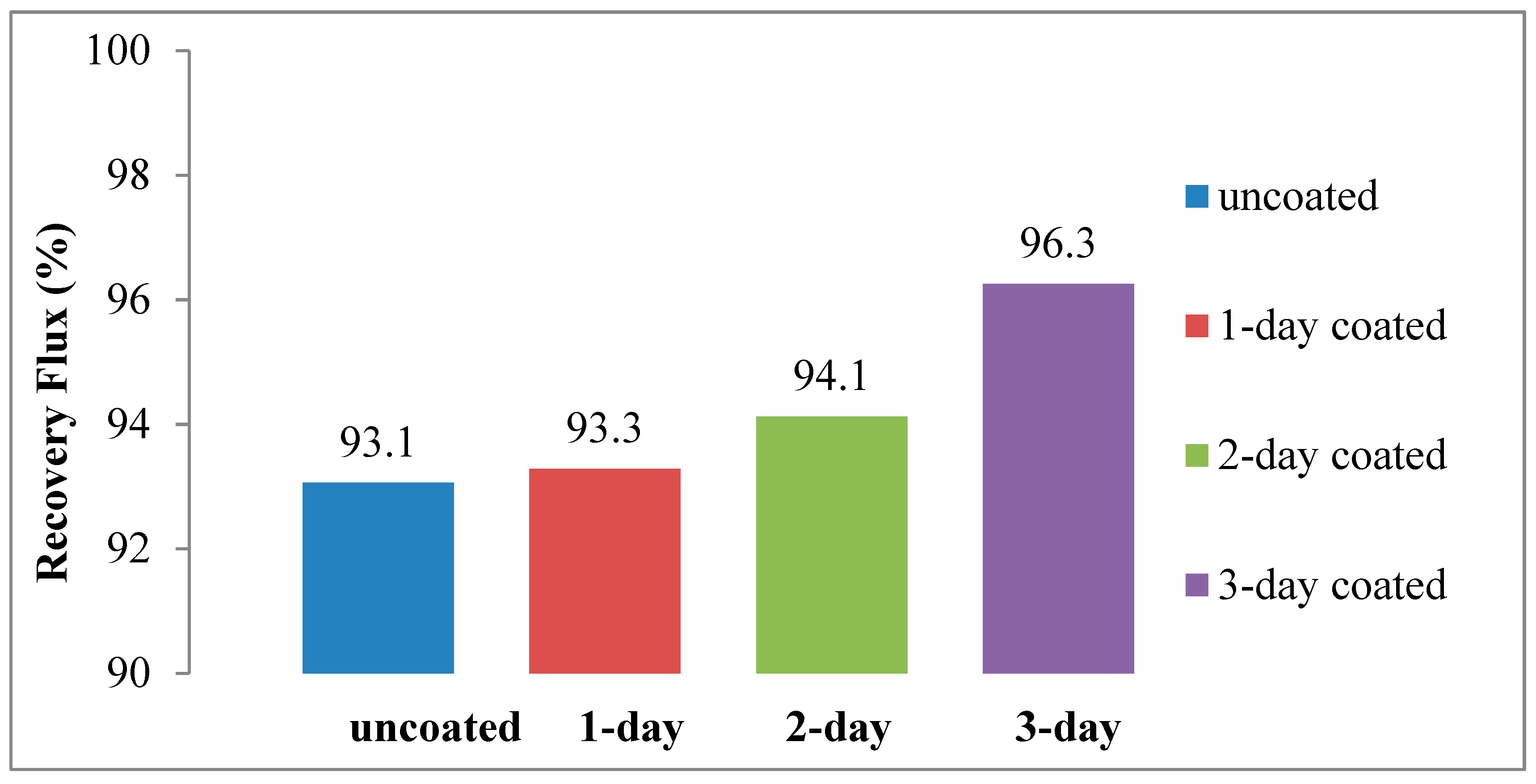
3.2. Filtration Behavior of the UF Membranes
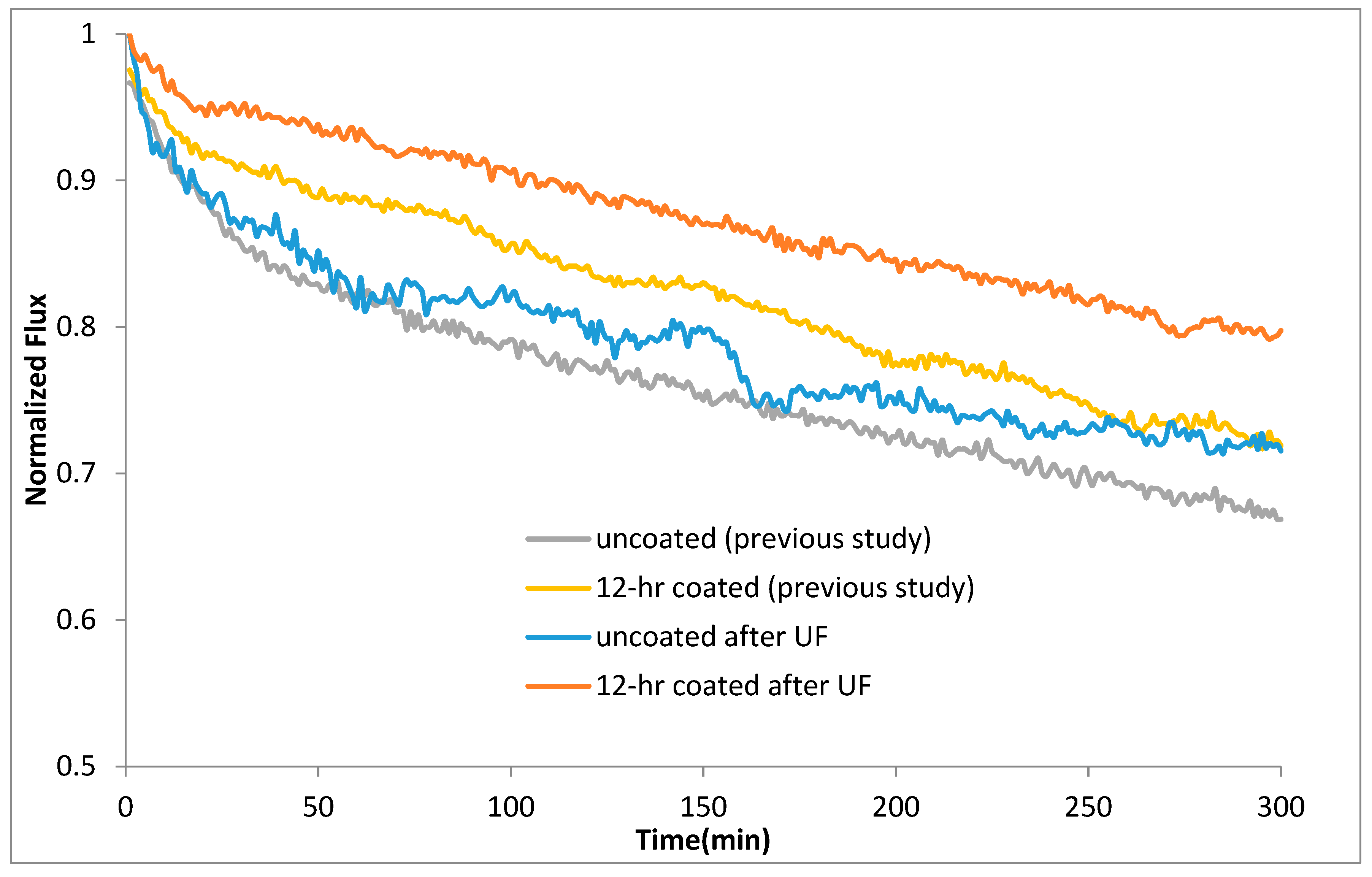
3.3. The Effect of UF on the Flux Behavior of the FO Membranes
3.4. Permeate Quality
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Robinson, D. Oil and gas: Water treatment in oil and gas production—Does it matter? Filtr. Sep. 2010, 47, 14–18. [Google Scholar] [CrossRef]
- Mondal, S.; Wickramasinghe, S.R. Produced water treatment by nanofiltration and reverse osmosis membranes. J. Membr. Sci. 2008, 322, 162–170. [Google Scholar] [CrossRef]
- Guerra, K.; Dahm, K.; Dundorf, S. Texas Permian Basin Oil Production 2008 through 2017. 2018, p. 1. Available online: http://www.rrc.state.tx.us/media/41514/permianbasin_oil_perday.pdf: http://www.rrc.state.tx.us (accessed on 30 May 2019).
- Hildenbrand, Z.L.; Carlton, D.D.; Fontenot, B.E.; Meik, J.M.; Walton, J.L.; Thacker, J.B.; Korlie, S.; Shelor, C.P.; Kadjo, A.F.; Clark, A.; et al. Temporal variation in groundwater quality in the Permian Basin of Texas, a region of increasing unconventional oil and gas development. Sci. Total Environ. 2016, 562, 906–913. [Google Scholar] [CrossRef] [PubMed]
- Gaswirth, S.B.; Marra, K.R.; Lillis, P.G.; Mercier, T.J.; Leathers-Miller, H.M.; Schenk, C.J.; Klett, T.R.; Le, P.A.; Tennyson, M.E.; Hawkins, S.J.; et al. Assessment of Undiscovered Continuous Oil Resources in the Wolfcamp Shale of the Midland Basin, Permian Basin Province, Texas, 2016; U.S. Geological Survey Fact Sheet 2016–3092: Reston, VA, USA, 2016.
- Songchitruksa, P.; Henk, R.; Venglar, S.; Zeng, X. Dynamic Traffic Assignment Evaluation of Hurricane Evacuation Strategies for the Houston-Galveston, Texas, Region. Transp. Res. Rec. J. Trans. Res. Board 2012, 2312, 108–119. [Google Scholar] [CrossRef]
- Columbia Water Center. Barclays, the Water Challenge: Preserving a Global Resource; Columbia Water Center: New York, NY, USA, 2017. [Google Scholar]
- Guerra, K.; Dahm, K.; Dundorf, S. Oil and Gas Produced Water Management and Beneficial Use in the Western United States; U.S. Department of the Interior Bureau of Reclamation: Denver, CO, USA, 2011; pp. 1–113.
- Blondes, M.S.; Gans, K.D.; Engle, M.A.; Kharaka, Y.K.; Reidy, M.E.; Sawaswathula, V.; Thordsen, J.J.; Rowan, E.L.; Morrissey, E.A. U.S. Geological Survey National Produced Waters Geochemical Database v2.3; US Geological Survey, Eastern Energy Resources Science Center: Reston, VA, USA, 2017.
- Alzahrani, S.; Mohammad, A.W. Challenges and trends in membrane technology implementation for produced water treatment: A review. J. Water Process Eng. 2014, 4, 107–133. [Google Scholar] [CrossRef]
- Fakhru’l-Razi, A.; Pendashteh, A.; Abdullah, L.C.; Biak, D.R.A.; Madaeni, S.S.; Abidin, Z.Z. Review of technologies for oil and gas produced water treatment. J. Hazard. Mater. 2009, 170, 530–551. [Google Scholar] [CrossRef] [PubMed]
- Igunnu, E.T.; Chen, G.Z. Produced water treatment technologies. Int. J. Low-Carbon Technol. 2012, 9, 157–177. [Google Scholar] [CrossRef] [Green Version]
- Cheryan, M.; Rajagopalan, N. Membrane processing of oily streams. Wastewater treatment and waste reduction. J. Membr. Sci. 1998, 151, 13–28. [Google Scholar] [CrossRef]
- Wan Ikhsan, S.N.; Yusof, N.; Aziz, F.; Nurasyikin, M. A review of oilfield wastewater treatment using membrane filtration over conventional technology. Malays. J. Anal. Sci. 2017, 21, 643–658. [Google Scholar]
- Bilstad, T.; Espedal, E. Membrane separation of produced water. Water Sci. Technol. 1996, 34, 239–246. [Google Scholar] [CrossRef]
- Çakmakce, M.; Kayaalp, N.; Koyuncu, I. Desalination of produced water from oil production fields by membrane processes. Desalination 2008, 222, 176–186. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Willershausen, D.; Ashaghi, K.S.; Engel, L.; Placido, L.; Mund, P.; Bolduan, P.; Czermak, P. Investigations on the use of different ceramic membranes for efficient oil-field produced water treatment. Desalination 2010, 250, 991–996. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.S.; Yan, L.; Xiang, C.B.; Hong, L.J. Treatment of oily wastewater by organic–inorganic composite tubular ultrafiltration (UF) membranes. Desalination 2006, 196, 76–83. [Google Scholar] [CrossRef]
- Salahi, A.; Abbasi, M.; Mohammadi, T. Permeate flux decline during UF of oily wastewater: Experimental and modeling. Desalination 2010, 251, 153–160. [Google Scholar] [CrossRef]
- Teodosiu, C.C.; Kennedy, M.D.; van Straten, H.A.; Schippers, J.C. Evaluation of secondary refinery effluent treatment using ultrafiltration membranes. Water Res. 1999, 33, 2172–2180. [Google Scholar] [CrossRef]
- Shahkaramipour, N.; Tran, N.T.; Ramanan, S.; Lin, H. Membranes with Surface-Enhanced Antifouling Properties for Water Purification. Membranes 2017, 7, 13. [Google Scholar] [CrossRef]
- Xu, Z.; Zhang, J.; Shan, M.; Li, Y.; Li, B.; Niu, J.; Zhou, B.; Qian, X. Organosilane-functionalized graphene oxide for enhanced antifouling and mechanical properties of polyvinylidene fluoride ultrafiltration membranes. J. Membr. Sci. 2014, 458, 1–13. [Google Scholar] [CrossRef]
- Yu, L.-Y.; Xu, Z.-L.; Shen, H.-M.; Yang, H. Preparation and characterization of PVDF–SiO2 composite hollow fiber UF membrane by sol–gel method. J. Membr. Sci. 2009, 337, 257–265. [Google Scholar] [CrossRef]
- Hoseinpour, V.; Ghaee, A.; Vatanpour, V.; Ghaemi, N. Surface modification of PES membrane via aminolysis and immobilization of carboxymethylcellulose and sulphated carboxymethylcellulose for hemodialysis. Carbohydr. Polym. 2018, 188, 37–47. [Google Scholar] [CrossRef]
- Bernsmann, F.; Ball, V.; Addiego, F.; Ponche, A.; Michel, M.; Gracio, J.J.D.A.; Toniazzo, V.; Ruch, D. Dopamine–Melanin Film Deposition Depends on the Used Oxidant and Buffer Solution. Langmuir 2011, 27, 2819–2825. [Google Scholar] [CrossRef]
- Modi, A.; Verma, S.K.; Bellare, J. Extracellular matrix-coated polyethersulfone-TPGS hollow fiber membranes showing improved biocompatibility and uremic toxins removal for bioartificial kidney application. Colloids Surf. B Biointerfaces 2018, 167, 457–467. [Google Scholar] [CrossRef]
- Nguyen, A.; Azari, S.; Zou, L. Coating zwitterionic amino acid l-DOPA to increase fouling resistance of forward osmosis membrane. Desalination 2013, 312, 82–87. [Google Scholar] [CrossRef]
- Chu, K.H.; Huang, Y.; Yu, M.; Heo, J.; Flora, J.R.V.; Jang, A.; Jang, M.; Jung, C.; Park, C.M.; Kim, D.-H.; et al. Evaluation of graphene oxide-coated ultrafiltration membranes for humic acid removal at different pH and conductivity conditions. Sep. Purif. Technol. 2017, 181, 139–147. [Google Scholar] [CrossRef]
- Clark, J. The Acid-Base Behaviour of Amino Acids. 2004 2016/04. Available online: https://www.chemguide.co.uk/organicprops/aminoacids/acidbase.html (accessed on 22 June 2018).
- Mohd Shafie, Z.M.H.; Ahmad, A.L. Juxtaposition of PES based hollow fiber membrane: Antifouling and antibacterial potential of LiCl mediated PVA–ZnO blend. J. Ind. Eng. Chem. 2018, 62, 273–283. [Google Scholar] [CrossRef]
- Zhang, X.; Niu, L.; Li, F.; Yu, S.; Zhao, X.; Hu, H. Effect of gamma-ray irradiation at low doses on the performance of PES ultrafiltration membrane. Radiat. Phys. Chem. 2016, 127, 127–132. [Google Scholar] [CrossRef]
- Jiang, J.-H.; Zhu, L.-P.; Li, X.-L.; Xu, Y.-Y.; Zhu, B.-K. Surface modification of PE porous membranes based on the strong adhesion of polydopamine and covalent immobilization of heparin. J. Membr. Sci. 2010, 364, 194–202. [Google Scholar] [CrossRef]
- Xi, Z.-Y.; Xu, Y.-Y.; Zhu, L.-P.; Wang, Y.; Zhu, B.-K. A facile method of surface modification for hydrophobic polymer membranes based on the adhesive behavior of poly(DOPA) and poly(dopamine). J. Membr. Sci. 2009, 327, 244–253. [Google Scholar] [CrossRef]
- Pradeep Potluri, S. Shale Oil Produced Water Treatment Using Zwitterionic Amino Acid L-DOPA Modified Forward Osmosis Membranes, in Engineering. Master’s Thesis, Prairie View A & M University, Prairie View, TX, USA, 2017. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Roughness Parameters (nm) | Uncoated | Three-Day Coated |
|---|---|---|
| Ra | 5.41 | 0.975 |
| Rq | 7.09 | 1.24 |
| Rmax | 188 | 23.3 |
| Parameters (mg/L) | Before Ultrafiltration | After Ultrafiltration | After Forward Osmosis |
|---|---|---|---|
| TDS | 191,505 | 182,000 | 303,750 |
| TOC | 156 | 123 | 1.5 |
| COD | 3218 | 2493 | <20 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Babayev, M.; Du, H.; Botlaguduru, V.S.V.; Kommalapati, R.R. Zwitterion-Modified Ultrafiltration Membranes for Permian Basin Produced Water Pretreatment. Water 2019, 11, 1710. https://doi.org/10.3390/w11081710
Babayev M, Du H, Botlaguduru VSV, Kommalapati RR. Zwitterion-Modified Ultrafiltration Membranes for Permian Basin Produced Water Pretreatment. Water. 2019; 11(8):1710. https://doi.org/10.3390/w11081710
Chicago/Turabian StyleBabayev, Mirjalal, Hongbo Du, Venkata S. V. Botlaguduru, and Raghava R. Kommalapati. 2019. "Zwitterion-Modified Ultrafiltration Membranes for Permian Basin Produced Water Pretreatment" Water 11, no. 8: 1710. https://doi.org/10.3390/w11081710
APA StyleBabayev, M., Du, H., Botlaguduru, V. S. V., & Kommalapati, R. R. (2019). Zwitterion-Modified Ultrafiltration Membranes for Permian Basin Produced Water Pretreatment. Water, 11(8), 1710. https://doi.org/10.3390/w11081710