1. Introduction
In many engineering applications, the erosion of materials in sand–fluid flow is a serious problem, which can damage the surface of equipment, increase the maintenance cost of equipment, and even lead to safety problems. Therefore, the understanding of the solid–liquid two-phase flow is particularly relevant for avoiding mechanical degradation, including the elaboration of erosion-resistant materials and erosion prevention programs for industry-related applications.
With the rapid development of industry, agriculture, catering industry and so on, large amounts of wastewater have been produced on the earth, resulting in a serious shortage of water resources. Recycling the nonfecal contaminated water, commonly referred to as grey water, has been identified as being potentially important for alleviating water resources and sustainable development of cities’ water infrastructure. Radin et al. [
1], for instance, monitored the impact on the environment of the reuse of household grey water for garden irrigation. Monitoring results showed the greywater quality values for BOD (biochemical oxygen demand), TSS (total suspended solids), and pH which sometimes fell outside the range as stipulated in the guidelines. Giving this treatment, before the disinfection, removes unnecessary suspended substances in the collected water. Thus, certain wear by solid particles (erosion) appears in the water treatment systems (majority ash type). In the process of erosion, the sand entrained in the fluid carrier collides with the surface of the component, causing a serious wear damage to the component [
2,
3,
4,
5]. This complex wear process usually depends on many factors [
6,
7,
8,
9], such as particle, impact, sand component, and fluid flow parameters. However, the system of wastewater classification is somewhat problematic and may be obtained by using intelligent photonic sensors in the wastewater. The results by M. Borecki et al. [
10] show that intelligent photonic sensors are capable of classifying wastewater parameters and can be easily operated. The proposed sensors work in contact with the examined liquid. In the literature, the relative importance of flow state and particle behavior on erosion rate has been debated using numerical and experimental techniques. Oluwaseun E. Adeeji et al. [
11] analyzed the local wear variables of the high-precision erosion model under the complex geometry conditions. The simulations show the dispersion of particles at the elbow is enhanced, resulting in more uniformly distributed local wear variables. Zhang et al. [
12] studied the erosion wear of high-pressure pipes during hydraulic fracturing slurry flow based on the DPM method. The numerical results indicate the most likelihood of maximal erosion rates, particle concentration values, and pressures occur at the outer wall of the elbow. The maximal erosion part at the inner wall is near to the elbow outlet. Ou et al. [
13] conducted the numerical prediction on the erosion wear of a coal slurry transmission pipeline. They used the dense discrete phase model-kinetic theory of granular flow (DDPM-KTGF) and a modified erosion model to calculate the particle trajectories and erosion rates. Zhu et al. [
14] used the CFD-DPM, based on the Euler Lagrange and erosion model, to solve the liquid–solid two-phase flow and predict the erosion distribution. This numerical model, previously verified experimentally, showed that the erosion mainly occurs on the outer and lower surface and downstream pipe of U-bend. Nemitallah et al. [
15] pointed out the influence of flow rate, particle size, and pipe material on the erosion downstream of the sharp edge hole; although, research has suggested the particle shape also affects the erosion rate [
16,
17,
18,
19]. Desale et al. [
20] showed that the erosion of ductile materials is both a function of the size and hardness of the erosion agent and of its shape and density. Therefore, particles with high density and low shape factor will lead to deep pits and high surface roughness. A computational study of the particle size effect on a jet erosive wear device was proposed by Aponte et al. [
21]. Their results showed that the erosion rate with smaller particles was affected by fluid; since small particles tend to follow the flow streamlines, while larger particles move according to the conditions imposed by the jet at its outlet. The effective impingement angle against the surface was lower for small than large particles. As a result, the angle of maximum erosion rate, between the jet and the sample’s surface, for small particles increased. Aponte [
22] assessed the complexities of the erosive wear of a Francis turbine at different operating points by using a CFD multiobjective optimization methodology. V.B. Nguyen et al. [
23] studied the influence of particle size on erosion characteristics through experiments and numerical simulation. The results showed that the erosion rate first increases but then decreases with the particle size, reaching a maximum with a particle size of 150 μm. Mansouri et al. [
24] used CFD simulations with low Stokes number (in this condition the particles tend to follow the streamlines of the fluid) to characterize the particle impact velocity and impingement angle on the surface, which is affected by the fluid flow, and frequency at specific locations on the specimen. The simulations were correlated with the measured erosion depth of the specimen subjected to the impingement jet tests.
With regards to erosion mechanisms, four types may be identified: chipping, sliding, ploughing, and cutting [
25,
26]. Desalea et al. [
27] investigated in a slurry pot tester the effect of particle size on the erosion wear of an alloy (AA 6063). Eight different sized quartz particles with mean size varying between 37.5 and 655μm were used. The wear specimens were rotated inside the pot at 3 m/s velocity with an orientation angle of 30° and 90° in a sand–water mixture of 20% concentration (by weight). The results confirmed the positive association between erosion wear and mean particle size. Mahboobeh et al. [
28] suggest the particle size increases slightly the amount of ploughing, with the surface softening also becoming more pronounced due to higher probability of penetration and deformation (plastic) of the surface layer. The results show that the erosion mechanism of sand is indentation and extrusion when the particle size is below 200 μm, and ploughing when it is above 200 μm. Tarodiya and Grandhi [
29] studied experimentally the wear treatment of solid–liquid mixture in the pump shell of centrifugal slurry pump. Two kinds of sand slurry with equal particle size were used in the experiment under two pump speeds and two flow rates. The wear sample (1.5 × 1.5 × 0.01 cm
3) of AISI304L steel was fixed at different positions along the centerline of the casing wall. In each case, scanning electron microscope (SEM) images of the worn samples were also examined to study the failure of materials at different locations. Bhushan D. Nandre et al. [
30] studied the effect of impact angle on slurry erosion wear of four different ductile materials: AISI SS304, AA 6063, Copper, and Brass. The erosion wear due to solid–liquid mixture of Indian Standard sand and tap water at different impact angles showed typical ductile erosion behavior for the selected materials. The angle of the maximum erosion was 22.5° for AISI SS 304, 45° for AA 6063, 22.5° for Copper, and 30° for Brass. Akbar Jafari et al. [
31] compared the abrasive and erosion wear characteristics of four kinds of wear-resistant steels. In order to study the corrosion behavior, an experimental device was developed to allow the sample to move in the mud environment. For abrasive wear, the pin disc method was used, where the sample plays the role of pin movement on the circular abrasive disc. Different pushing forces, samples onto the disc, were used in the tests. A comparison was made on the microstructure, hardness, and erosion wear properties of the samples. Interestingly, the highest hardened steel did not necessarily result in the highest wear-resistant steel. Valtonen et al. [
32] simulated the wear behavior of the cutting edge in the laboratory scale with several application-oriented abrasive and impact abrasive wear testing methods. The wear surfaces and cross-sections of the original cutting edge and the test samples were characterized, and the wear behaviors were compared with each other. Work hardening of the steels occurred in all cases, but the amount of plastic deformation and the depth of the wear scars varied. Nguyen et al. [
23] used the wet erosion test-bed to set the mixing velocity of sand and water as 30 m/s, and took different average particle sizes of 50, 80, 150, 350, 450, and 700 μm. A transition of erosion profile, from "W" to "U" shape, occurred with the increase of sand size. Nguyen et al. [
25] tested the slurry erosion of stainless steel SUS-304 by using new advanced erosion test rig, where the multiphase flows of alumina sand and water were utilized as the erodents. Initially the erosion rate was high but reduced (gradually) subsequently. In addition, the erosion rate increased with impact velocity. The surface roughness increased with either increasing testing time or impact velocity. Hloch et al. [
33] observed the effects of hydrodynamic ductile erosion on aluminum through a pulsed water jet moving in an inclined trajectory. Different erosion regimes were obtained by moving the pulsating water jet head and gradually changing the standoff distance along the inclined trajectory. With a gradual increase in the standoff distance (from 5 to 90 mm), the observed erosion regimes were observed in terms of micro-pitting action, crack and crater formation, and material folding and upheaving. Despite the research on solid–liquid two-phase flow erosion wear has made certain progress [
34,
35,
36], experimental findings about the wear of hydraulic rotating machinery is limited, and the wear law caused by the rotation of solid components (such as turbine runner) needs further study. Therefore, this paper seeks to explain the development of the erosion and wear of rotating parts in the context of the physical properties of the particles. The numerical and experimental data for this study is collected using a simplified rotating disc.
4. Results, Analysis, and Discussion
The effect of changing one out of three wear mechanisms values (particle volume fraction, diameter, and inlet velocity) on the surface model was investigated under four representative conditions of full-scale experiments. Thus, a total of 12 studied conditions were given, as shown in
Table 1.
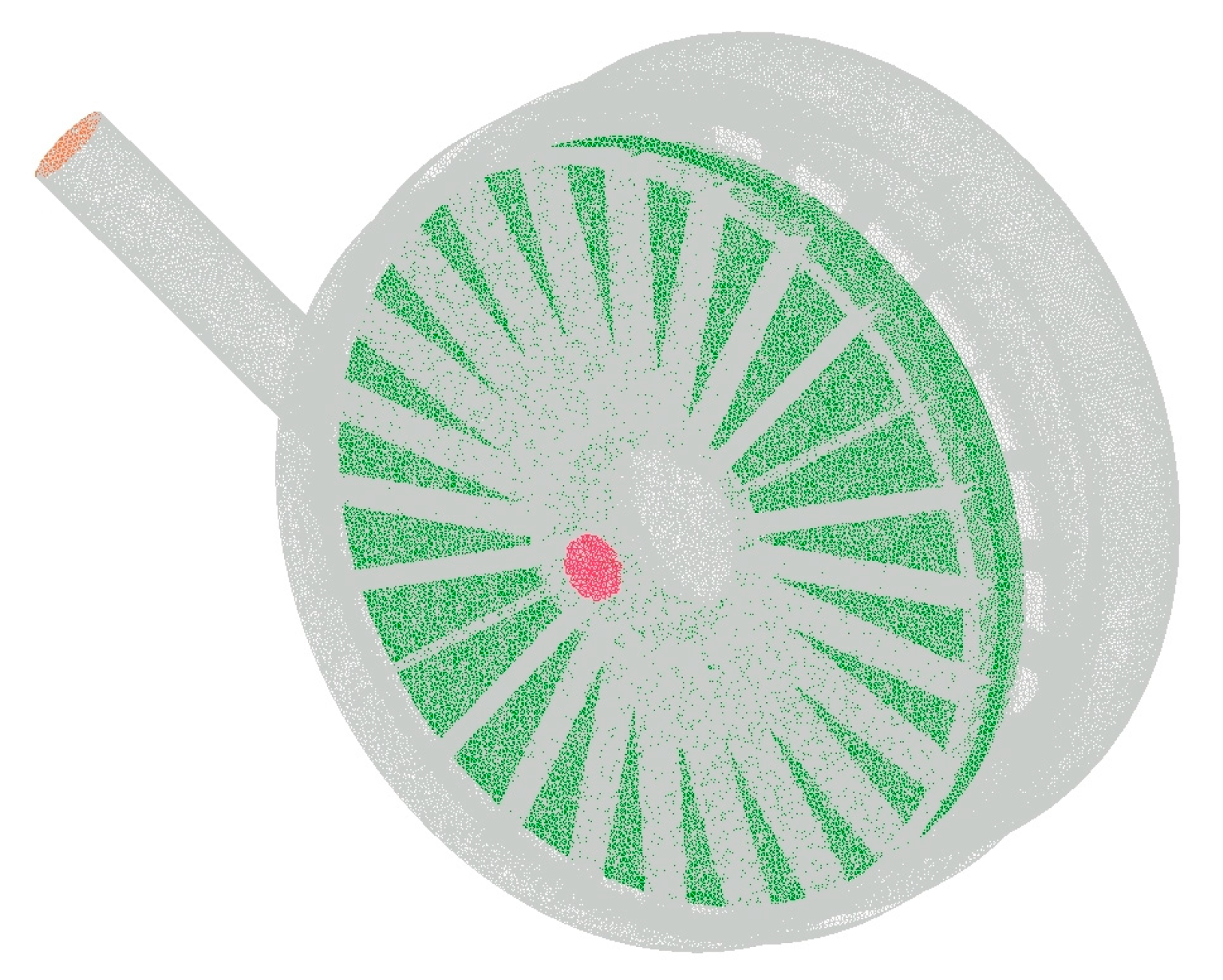
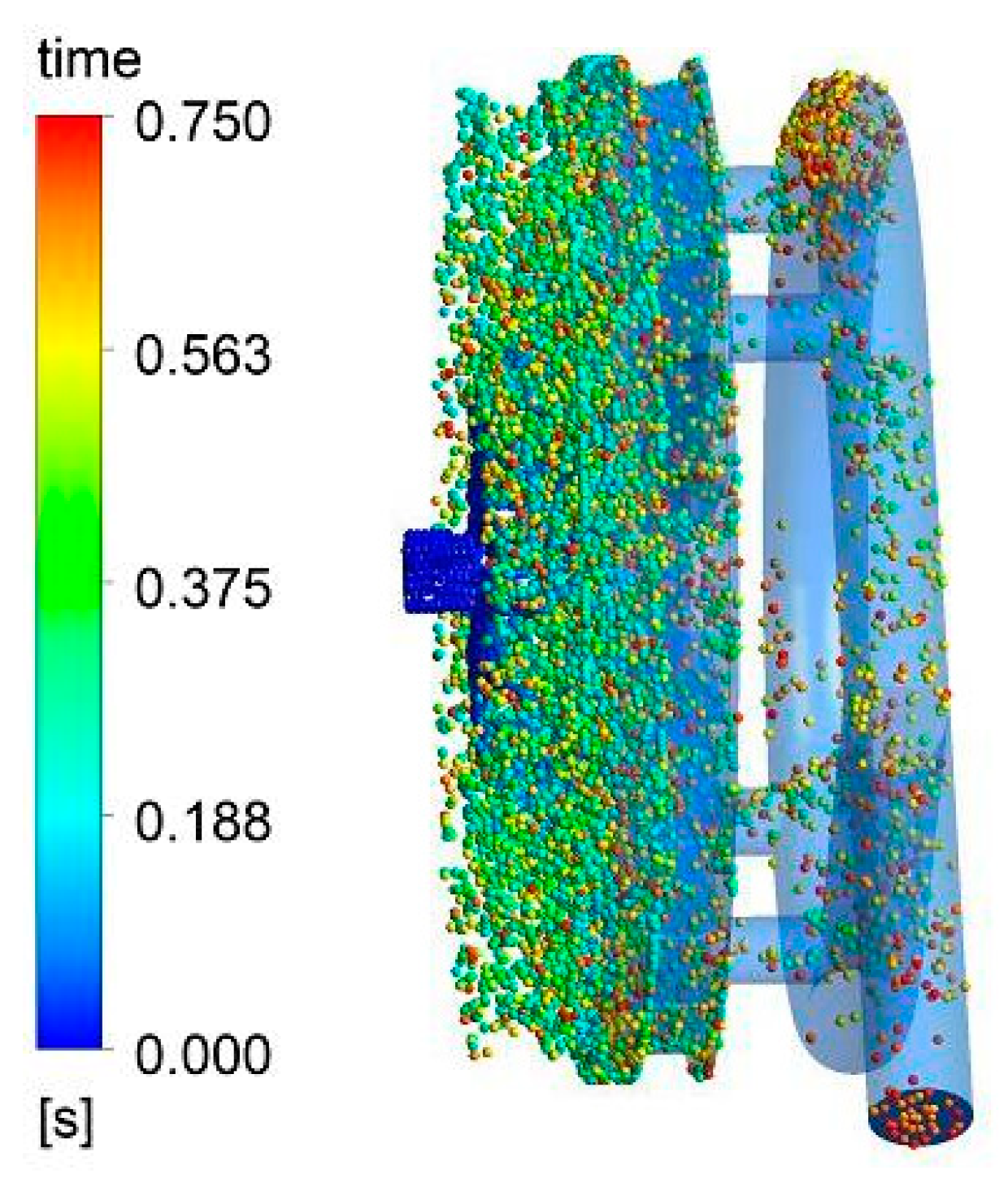
In order to understand how wear is developed on the test sample, the corresponding study (condition 1) of the rotating surface was chosen to analyze the movement of the particle, the erosion distribution, and the wear dependence with radius. Based on the movement simulation (
Figure 7), the particles initially enter the rotating disc from the inlet, but then collide and reflect due to front and rear baffle plates and the rotating disc surface. Thereafter, they are discharged along with the water.
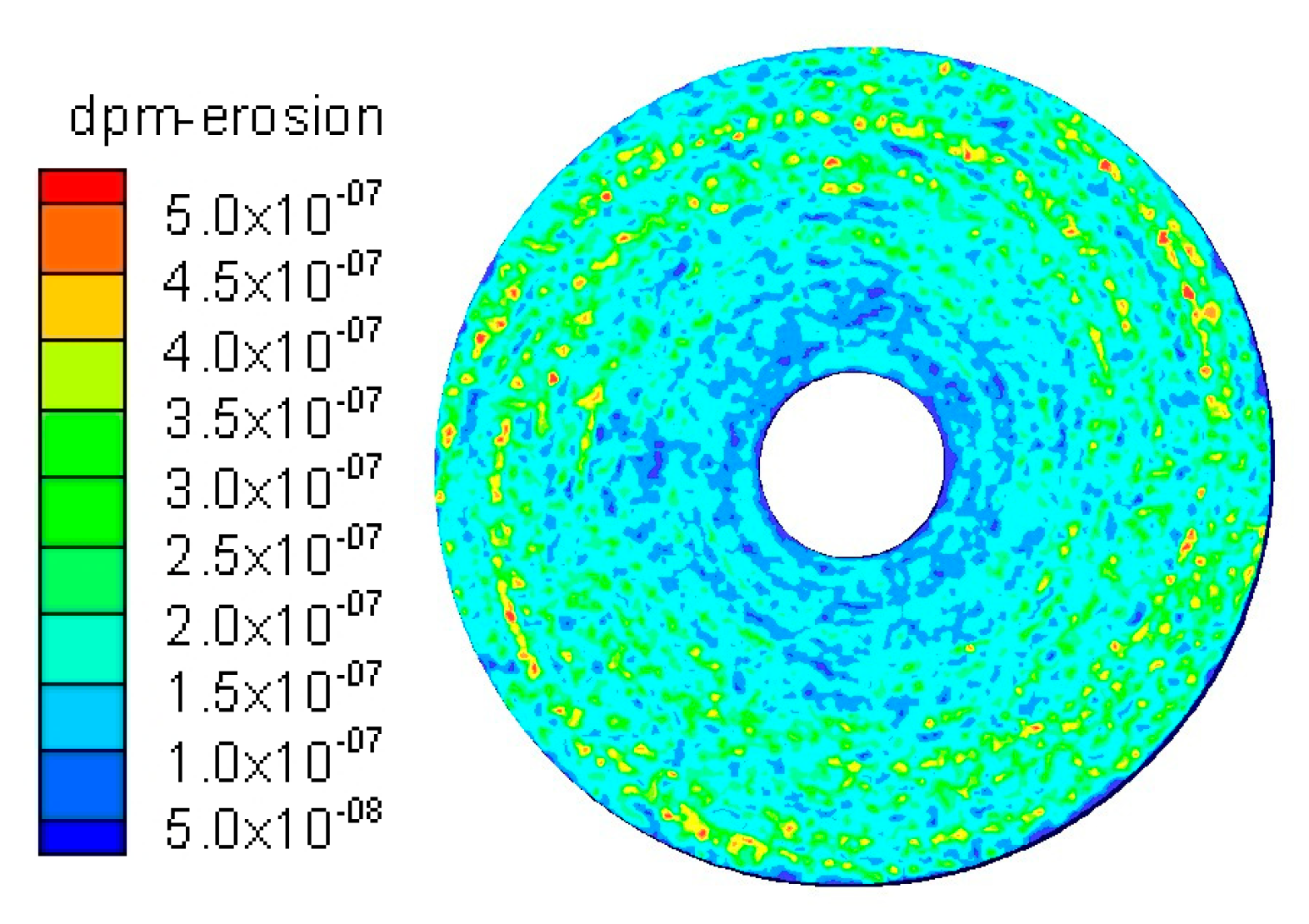
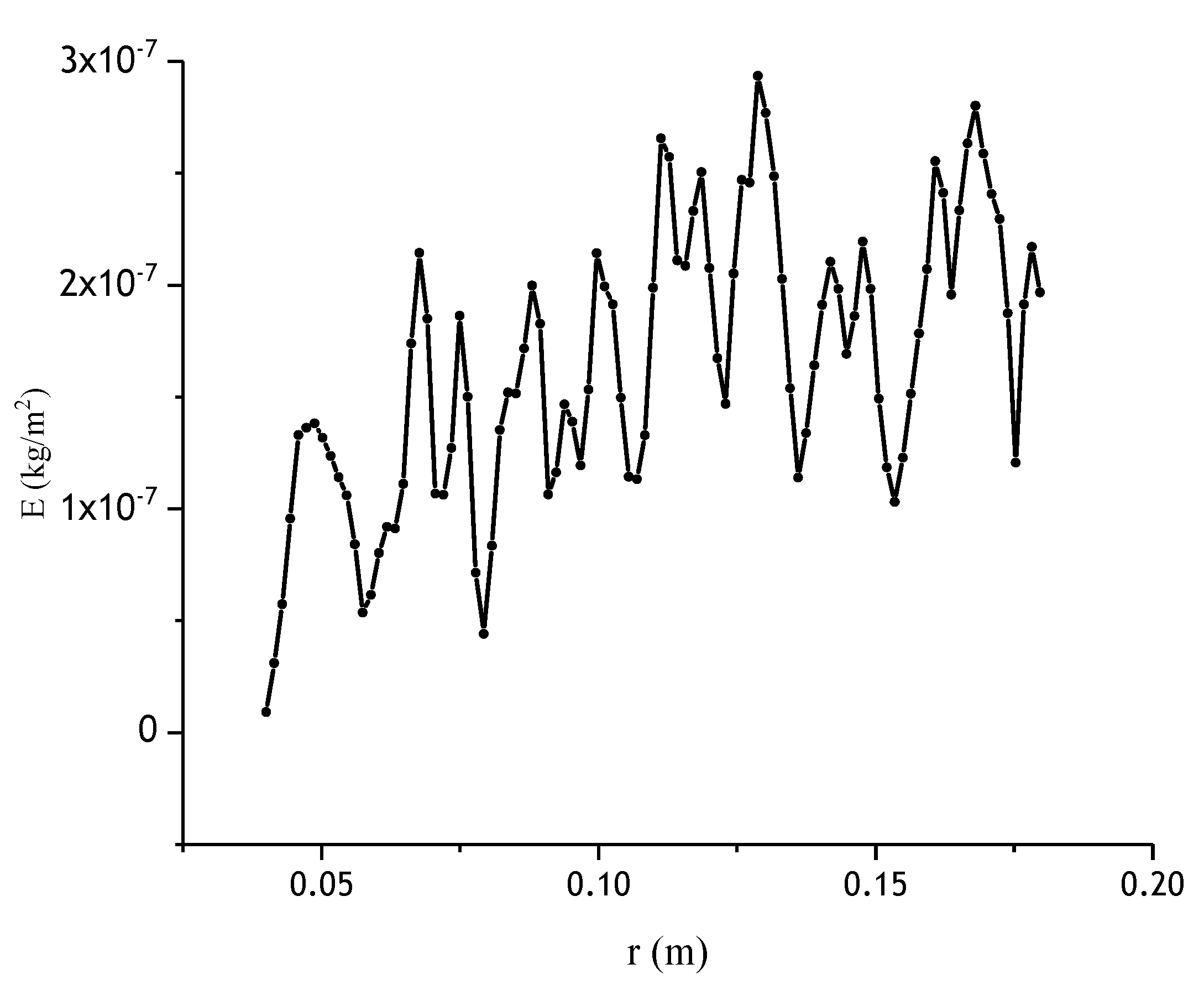
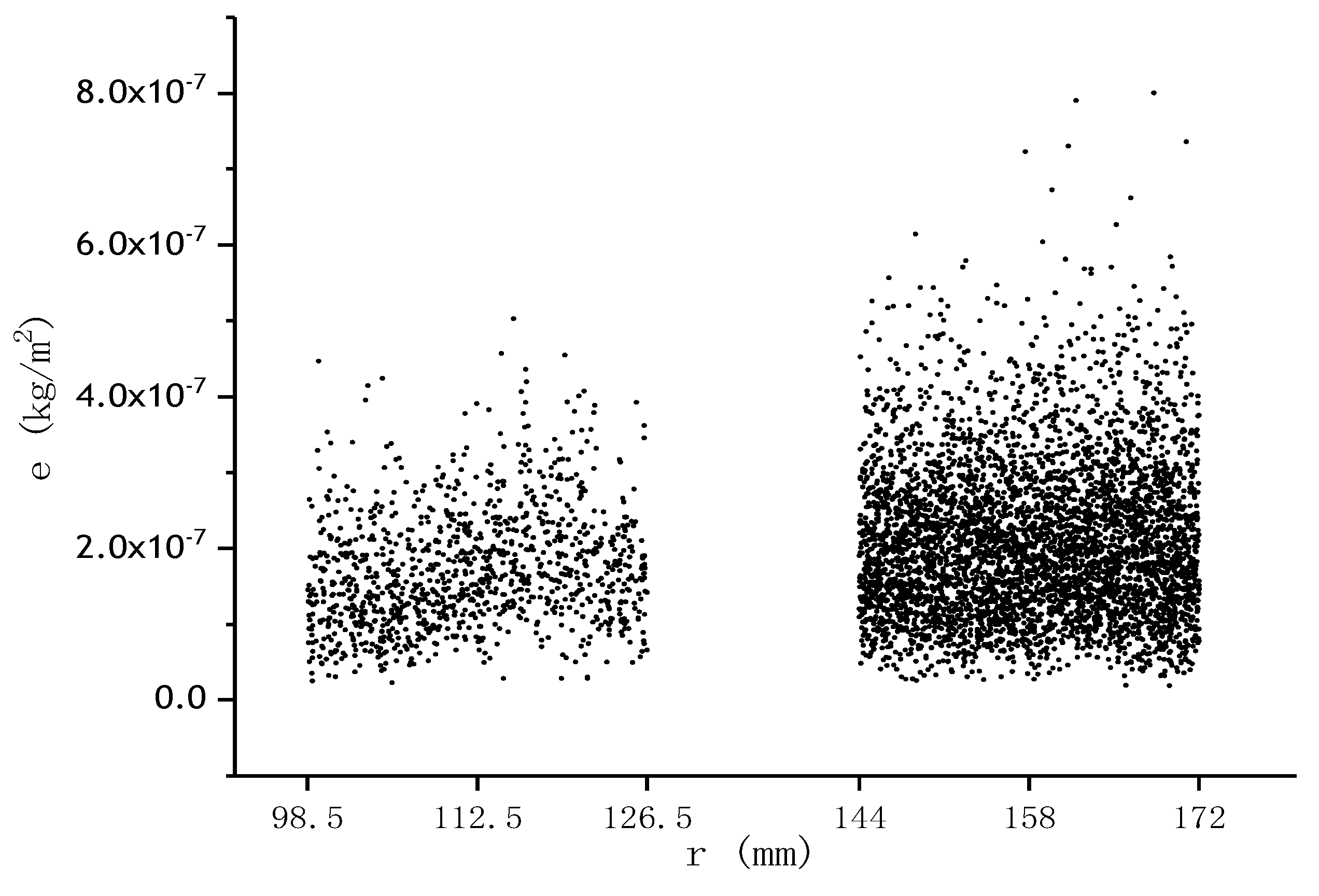
To illustrate the erosion depth, a cloud chart of the wear on the surface of the rotating disc was obtained, as shown in
Figure 8. Clearly, the wear occurs in the shape of spots and the wear amount
E (
E, the weight loss of the disc after the numerical simulation) increases in a chaotic shape along the radius path, as a result of particles trailing the water flow (
Figure 9).
For high-speed cases, the centrifugal force plays a key role, that is, the larger the radius, the greater the speed of the flow and particles. Thus, the impact of particles on the disc and the wear are increased.
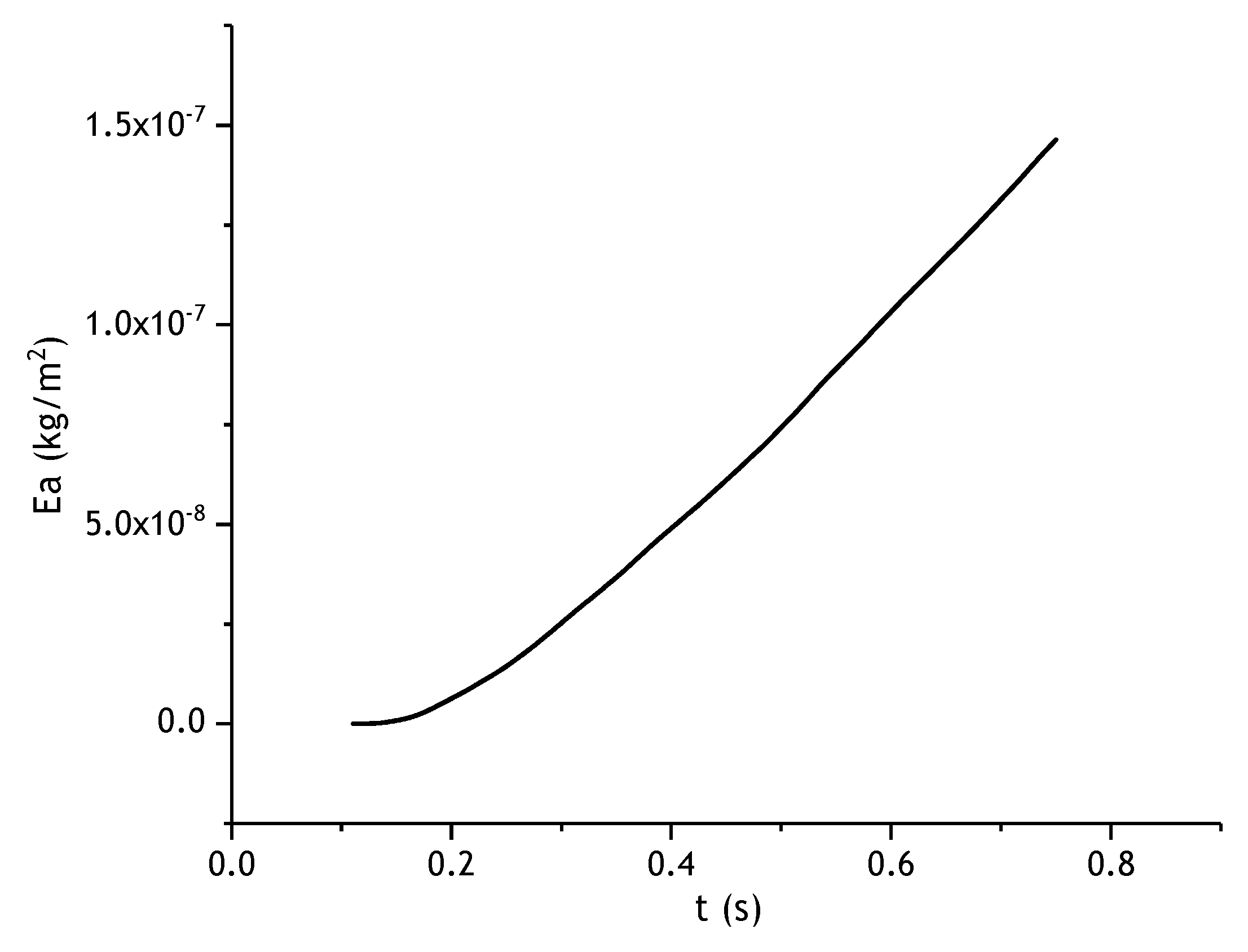
Figure 10 shows the change curve of average wear amount
Ea with time. It can be seen that initially (0–0.2 s), prior to particles arriving at the disc surface, the average wear on the disc surface is basically 0, but then this increases exponentially with time. Since the wear is a time-accumulating process, the longer the particles act on the disc, the greater the average wear of the disc.
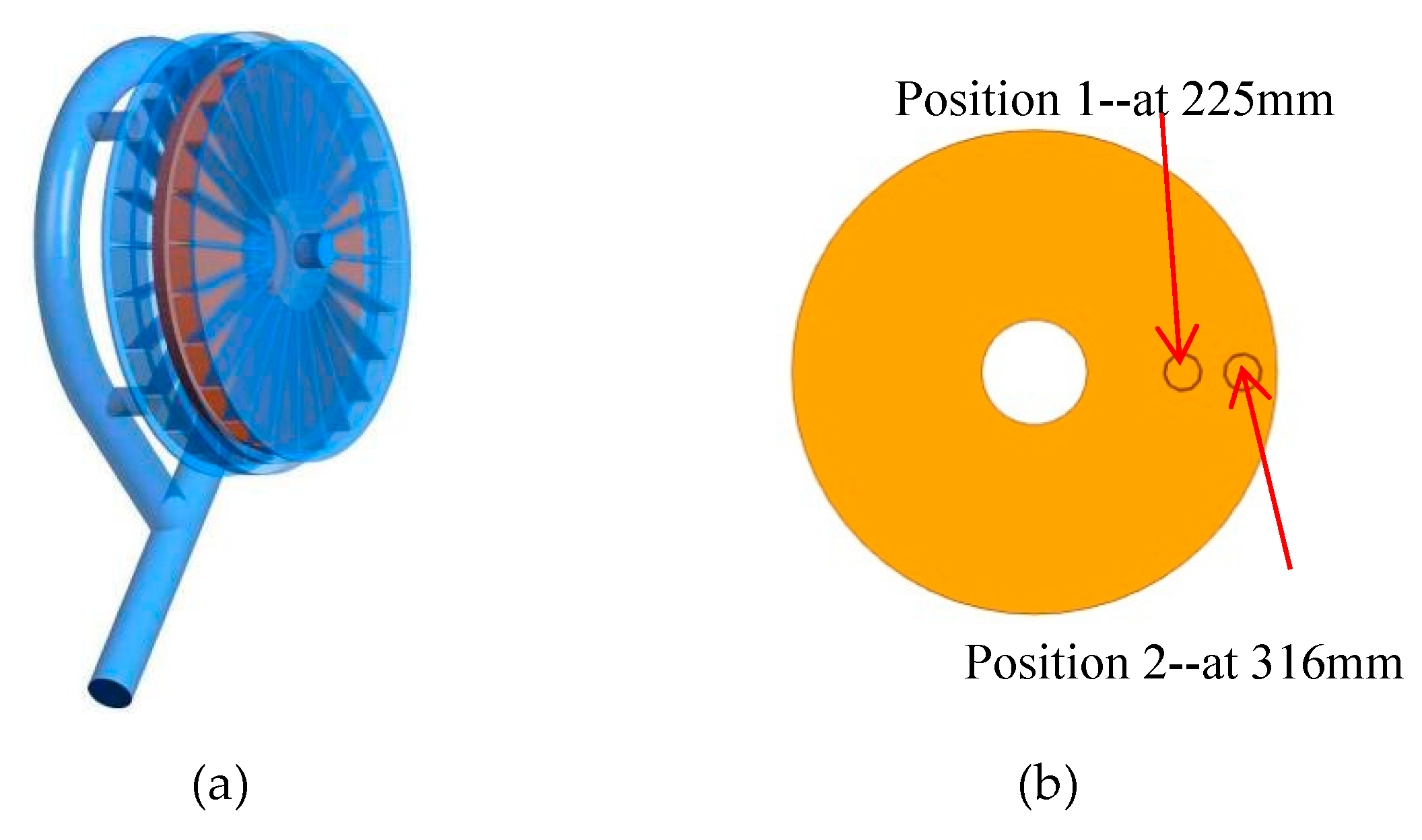
Figure 11 shows the wear distribution expected in the disc samples of diameters 225 and 316 mm. It can be seen from
Figure 8 and
Figure 9 that the wear degree increases with the radius. As expected from
Figure 11, the surface wear of the sample behaves chaotically but increases, on both average and peak terms, along the radius. This disorder is mainly related to the irregular movement of the particles impacting the surface of the specimen.
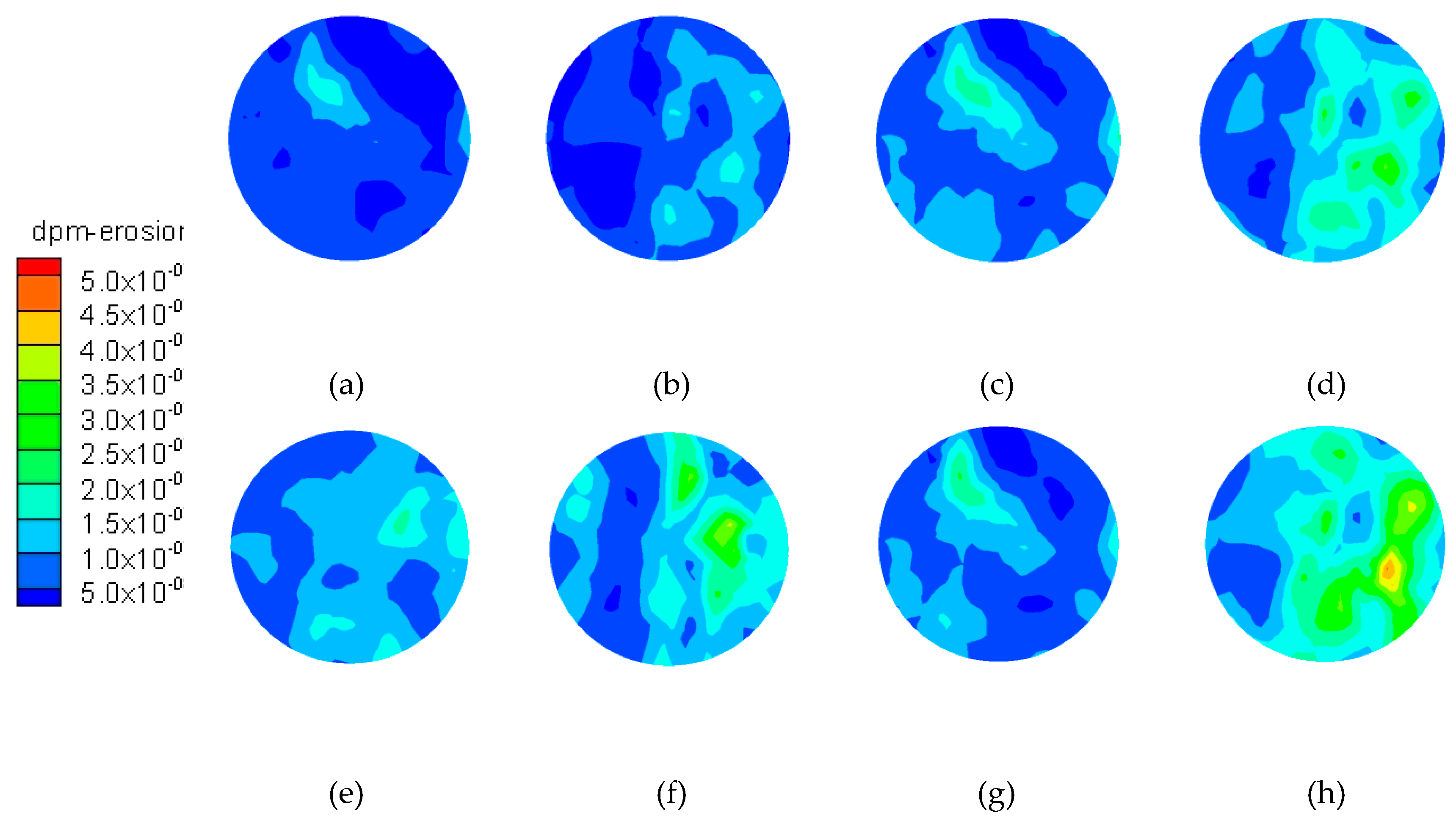
4.1. Effect of Solid Particle Diameter on Wear
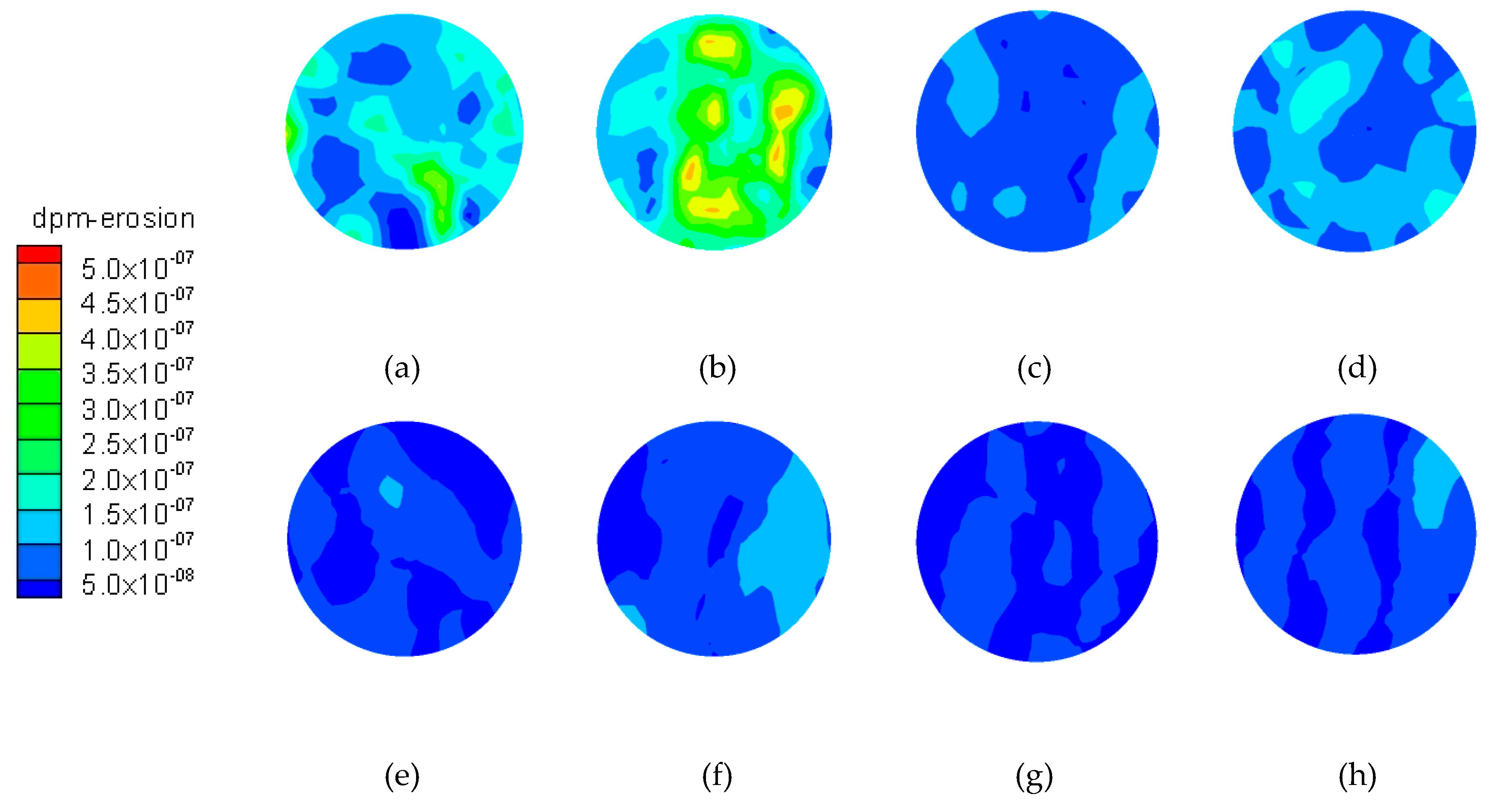
The contours of the test samples with increasing solid particle diameters (working conditions 1, 2, 3, 4) are illustrated in
Figure 12. The surfaces of the sample exhibit deep randomly smeared wear regions for the lowest particle diameter but then tend to be wavy and superficial at the largest particle diameter. From the data in
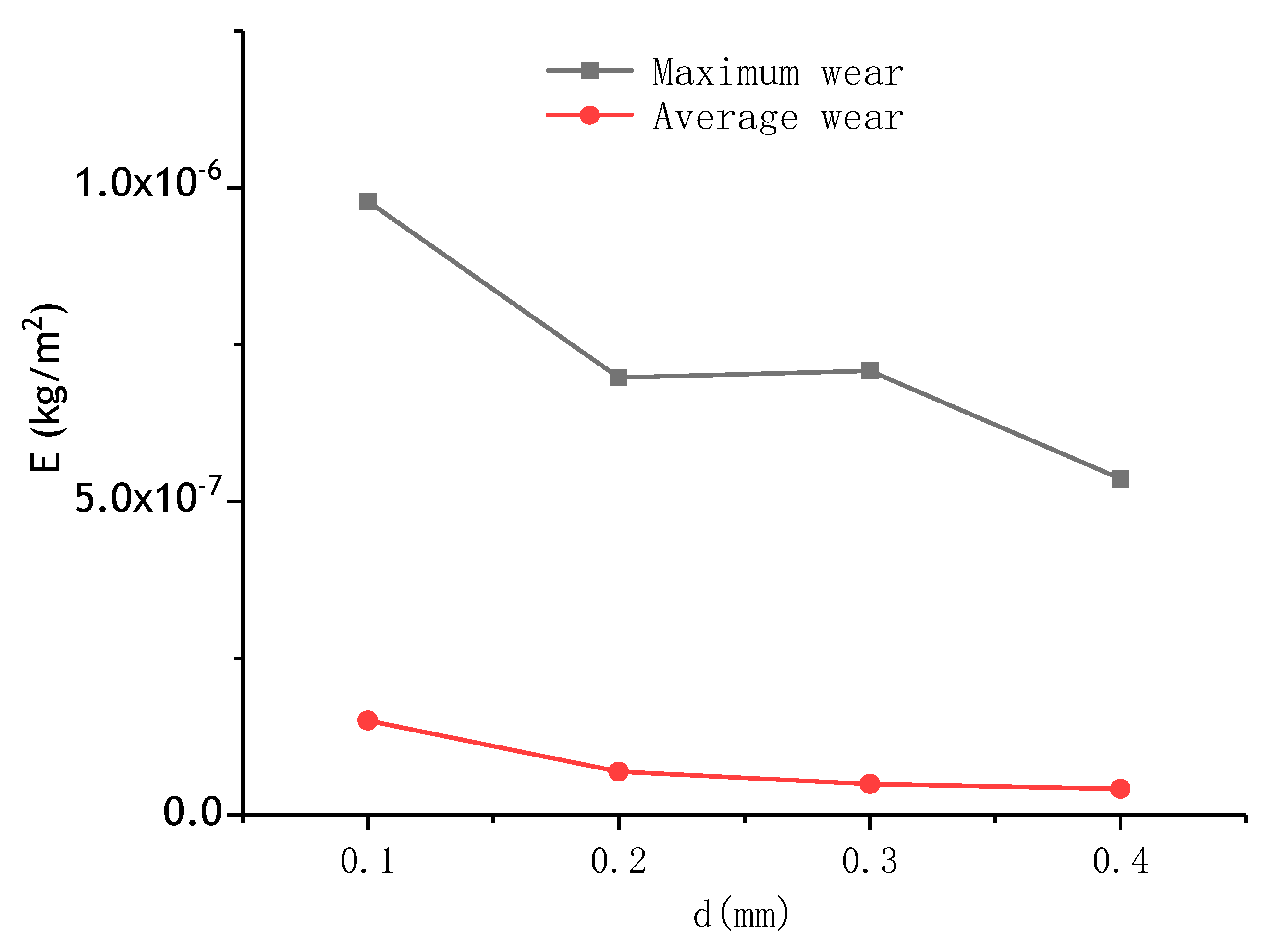
Figure 13, it is apparent that the maximum (
Em) and average wear in both samples increases inversely with the particle diameter: wear loss reduction by 44.9% and average wear loss by 72.67%, from d = 0.1 to 0.4 mm. Wear for same particle diameter was always higher in sample with D = 316 mm than with D = 225 mm.
There are two explanations for this behavior. First, the smaller the particle diameter, the lighter and less energy consumed from the inlet to the surface of the test sample, resulting in a higher impact and wear. In other words, the performance of the particles following the water flow is better.
Second, with the volume fraction fixed, the smaller the particle diameter, the higher the number of incident particles, and thus of impact times and friction of particles on the surface of the sample. The product of this is the increase of the abrasion degree of the sample.
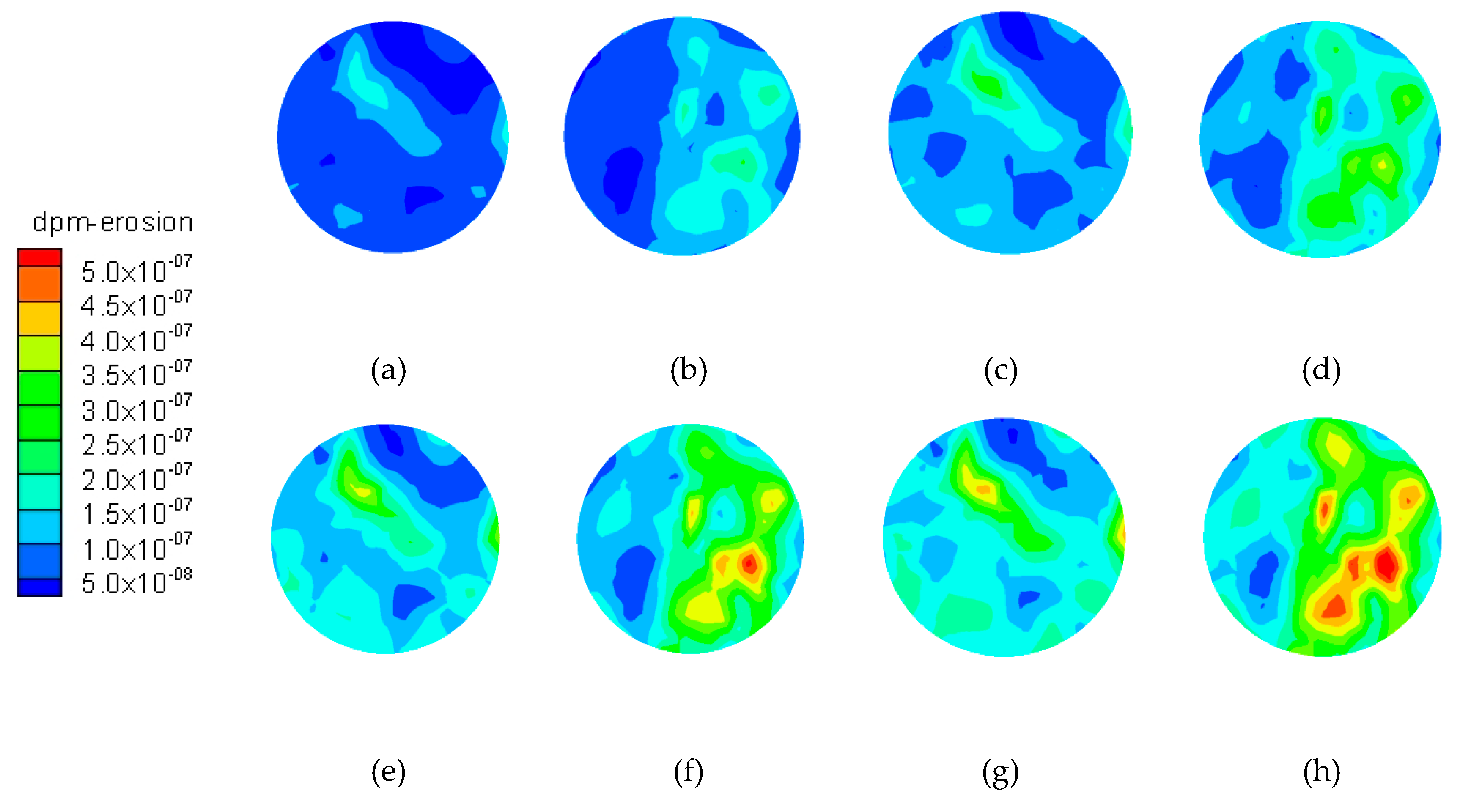
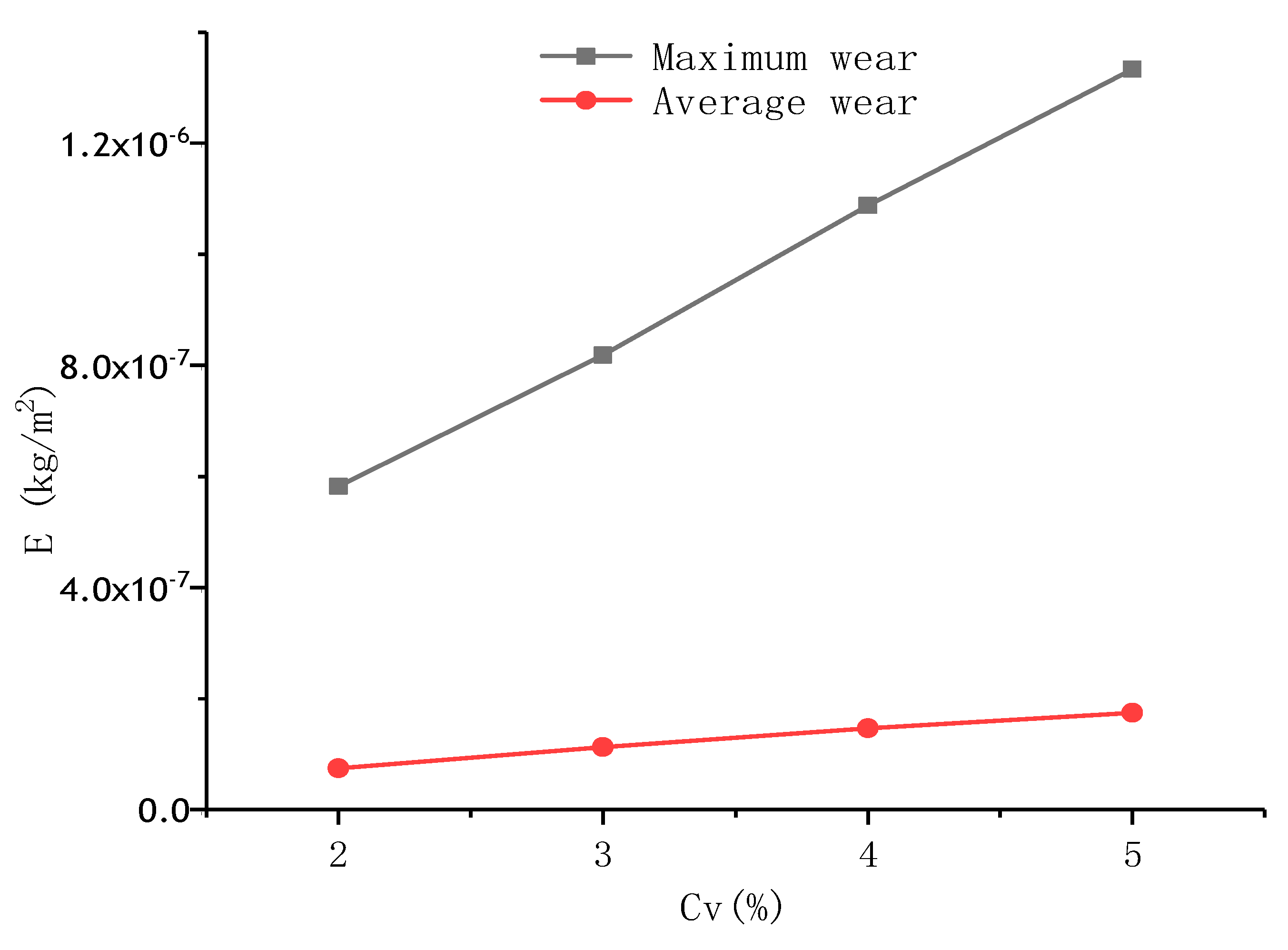
4.2. Effect of Solid Particle Volume Fraction on Wear
The simulations did detect evidence of a positive correlation between particle volume fraction (working conditions 5, 6, 7, 8) and area and degree of wear. Importantly, the wear of the surface tends to increase in the right portion of sample with D = 316, just as observed in
Figure 14. Seen from
Figure 15, the maximum and average wear increase linearly with the particle volume fraction, represented by
Em = 2.4 × 10
−7Cv + 10
−7 and
Ea = 3.17 × 10
−8Cv + 1.16 × 10
−8. This is because a larger volume fraction number results in a higher number of particles and collisions between particles and samples.
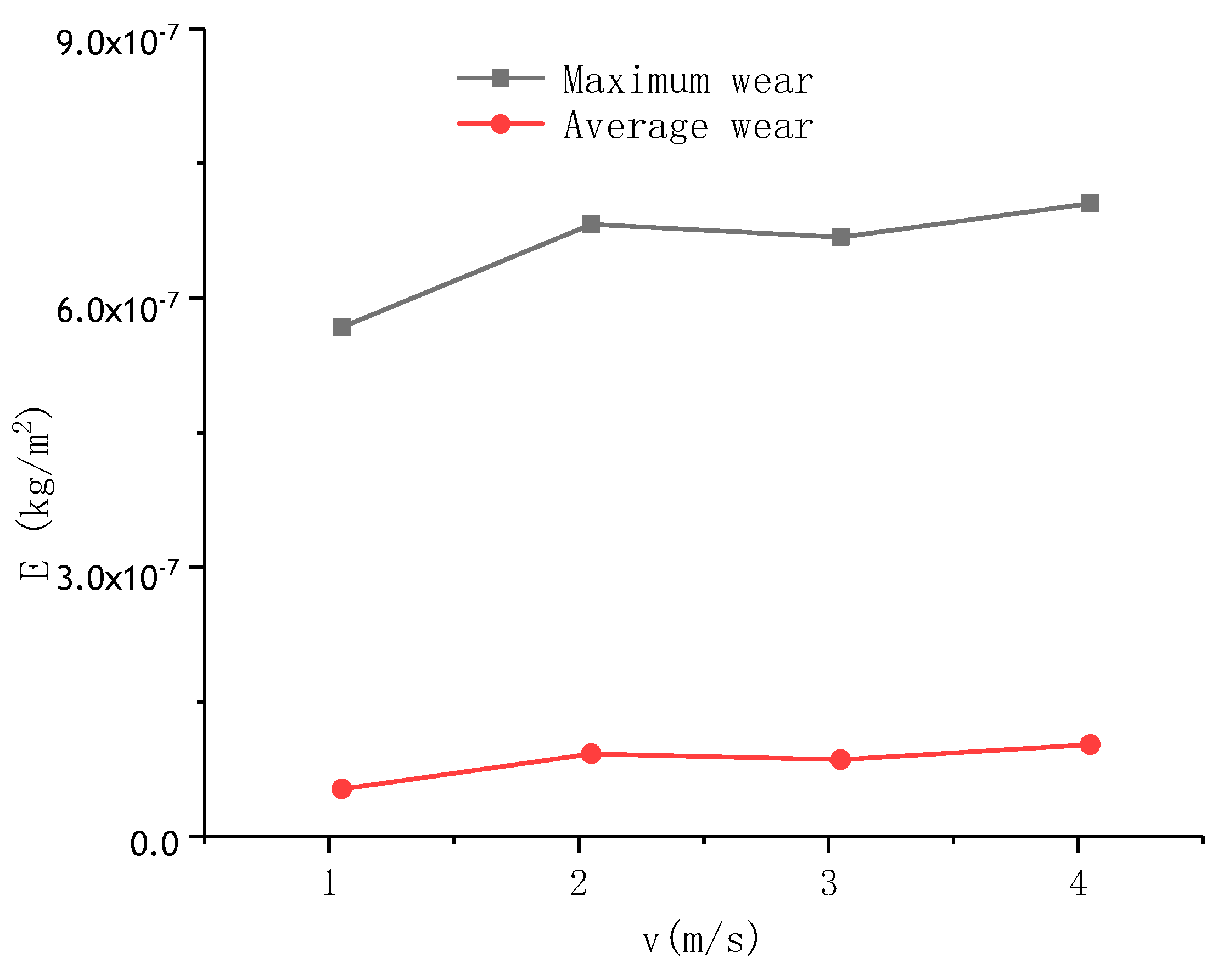
4.3. Effect of Solid Particle Inlet Velocity on Wear
The results of wear with increasing inlet particle velocity (working conditions 9, 10, 11, 12) indicate the wear area and degree of the sample surface slightly increase, however, the wear aggravation remains similar.
Figure 16 shows the small increase of maximum and average wear obtained with particle inlet speeds between 1 and 4 m/s: increase of maximum wear is 24.56%, and of average wear, 88.68%. The wear in both samples appears to be more marked in the right region, and this increases with sample diameter in
Figure 17. However, compared to the particle volume fraction and particle diameter, the particle inlet speed is not an important determinant of the material wear degree.
This result may be explained by the complexity of the channel, thus having a large interference on the flow and particle movement speed, resulting in differences of inlet speeds.
Furthermore, for the slow inlet particle case, the distance between the inlet and the disc surface is relatively long, and thus the velocity of the particles reaching the surface are similar. Even and dense baffles can be observed in
Figure 4. On the other hand, when the particle inlet velocity is large, the following increases slightly: impact, kinetic energy, and the wear degree of the sample.
4.4. Results and Analysis of Experiment
Table 2 shows the wear loss of stainless steel samples at the two diameter positions. It can be seen that the larger the linear speed, the higher the sediment impact and, thus, wear degree of the material.
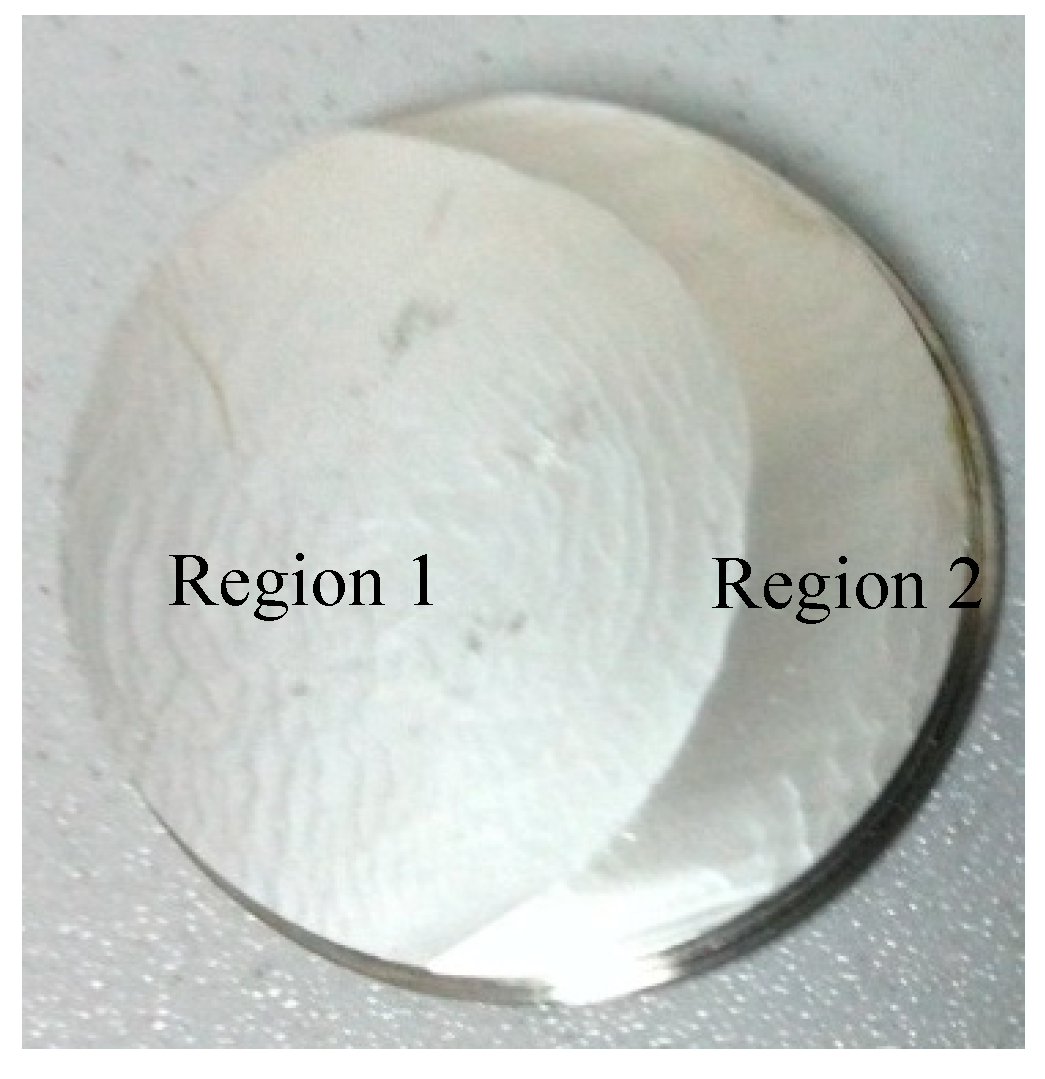
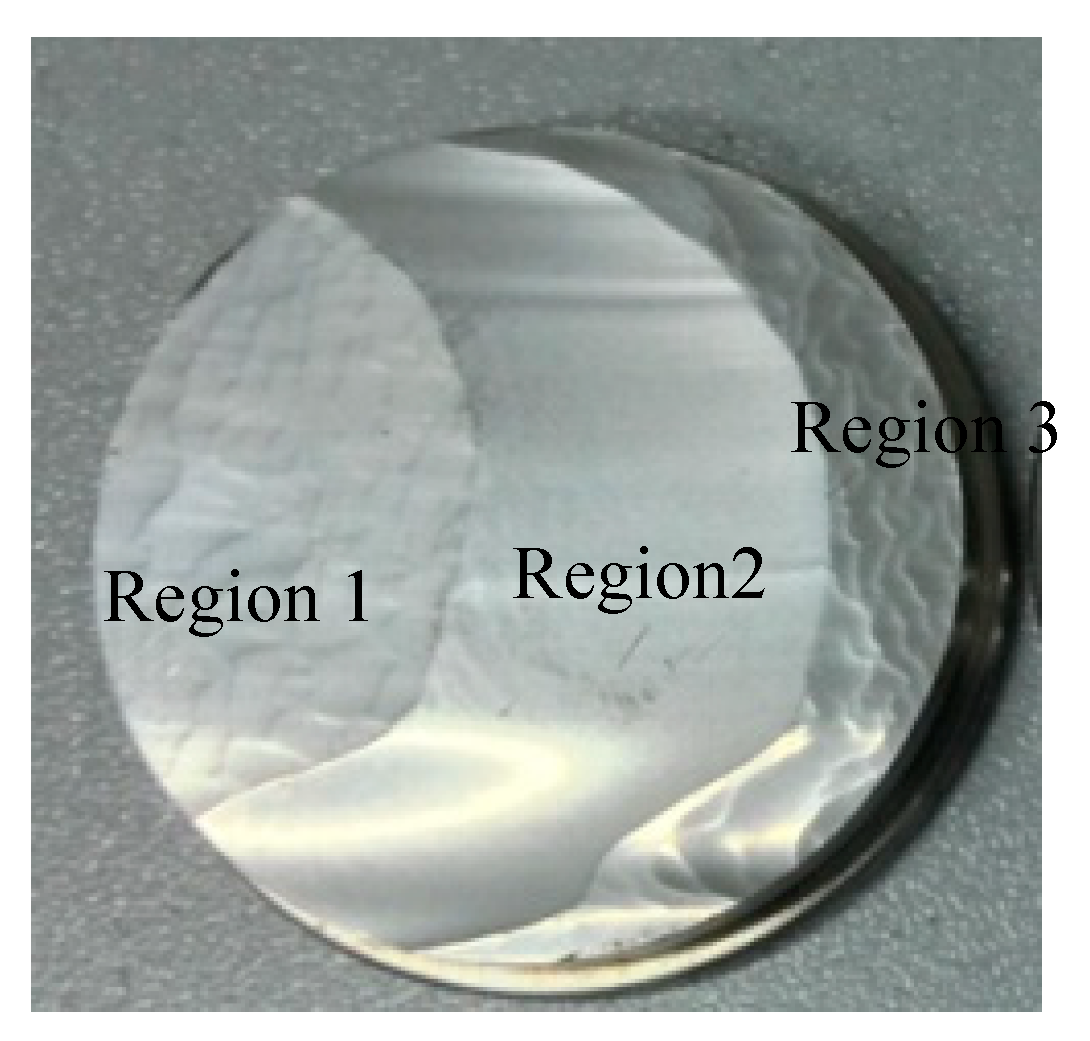
Figure 18 and
Figure 19 show the surface wear of stainless steel samples at the two diameter positions. As observed, two erosion regions at developed for D = 225 mm, compared with three for D = 316 mm. The highest worn area is a crescent shaped region (Region 2), developed at the right side with D = 225 mm and at the middle part with D = 316 mm. To the left of the crescent shape is a minor worn wavy region (Region 1), whilst to the right, an intermediate worn wavy region (Region 3). The horns of the crescent are symmetrical for the lower diameter sample; however, this is slightly asymmetric at the lower horn of the higher diameter sample due to possible interference of Region 2 with Region 3. The shape of the intersection thread in the two samples is parabolic.
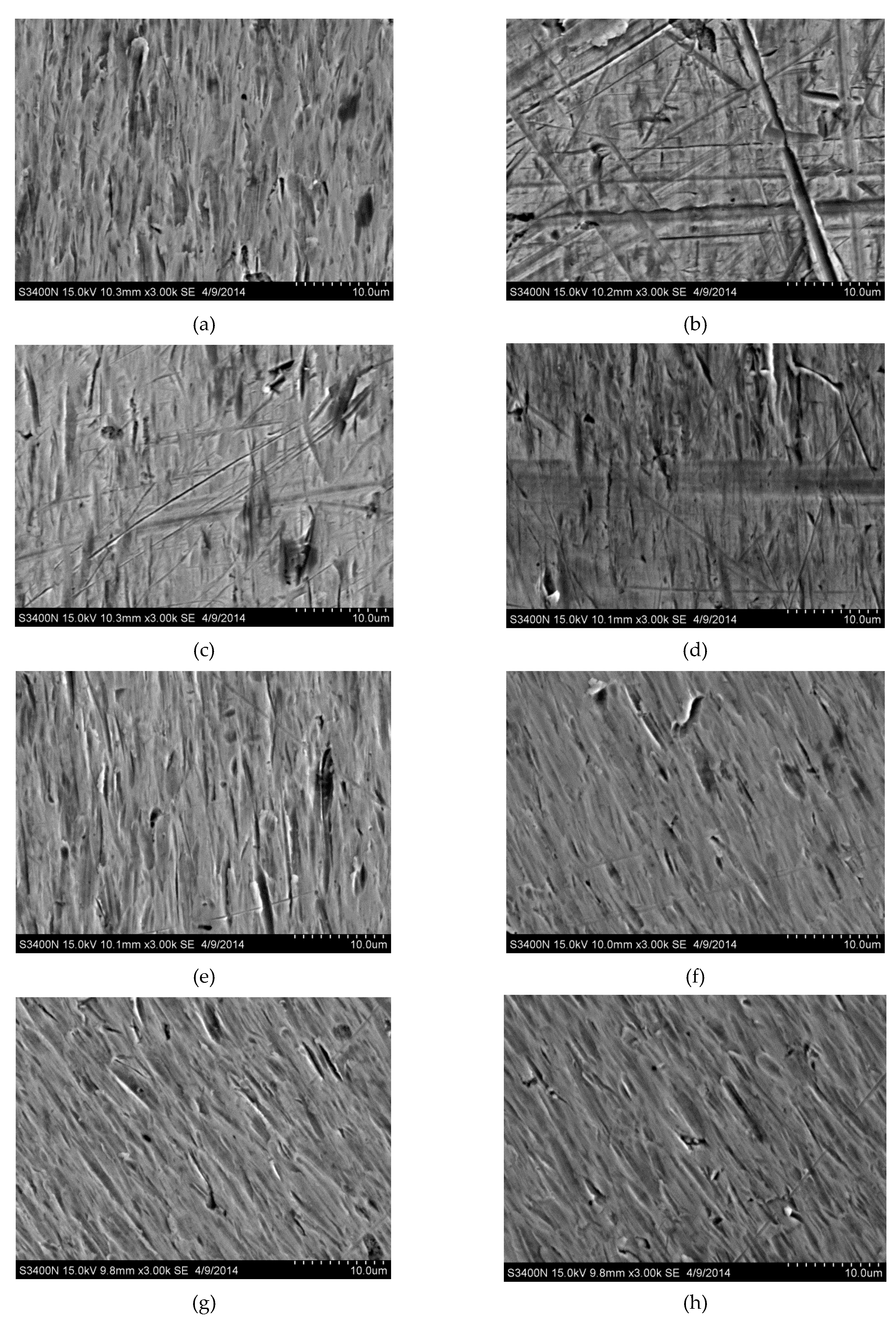
To gain a better understanding of the wear action, a morphological analysis was performed on the two wear regions of sample with D = 225 mm (
Figure 20f–h), and on the three and intermediate regions of the sample with D = 316 mm (
Figure 20a–e). The descriptive data was generated at 3000 magnification, by using a scanning electron microscope (SEM).
In general, both samples exhibit pits and scratches of various sizes, mainly as a result of the cutting behavior. For the sample with larger diameter, Region 1 is filled with small to large vertically oriented pits; although a few fine scratches appear, as shown in
Figure 20a.
At the junction (Regions 1 and 2) the pits are mostly large and cross scratches and scratches of various sizes (fine and coarse) become more apparent. A similar texture and frequency is observed in Region 2, except the scratches are less noticeable (size = fine). As for the junction of Regions 2 and 3, the frequency and overall size of the scratches decreases but the large pit structure remains similar. With increasing radius, the small to large pit structure dominates over the scratch structure, and thus Regions 1 and 3 become similar.
In the case of the sample with a smaller diameter, the wear morphology in the two erosion areas is similar (no intermediate region), and it is filled with small to large pits and few fine scratches. This texture is similar to Regions 1 and 3 of the other sample.
A comparison of the wear contours of both samples (
Figure 12a,b) reveals the erosion level is irregular and more concentrated in the right-hand side of the disc, and this becomes more apparent with the increase of diameter. These results are in line with the experiments (
Figure 18 and
Figure 19). The Region 1 (least worn) of both samples may be compared with the blue area of
Figure 12a, whilst Region 2 with the yellow section of
Figure 12b. Both numerical simulation and experiments show that the wear was positively correlated with the linear velocity of the sample. Therefore, the worn surface was more apparent in the larger than smaller diameter test sample.
However, there is one major dissimilarity between them: the worn surface of the test sample is in the form of a spot or ripple, instead of a more even distribution in the simulation.
The disordered movement of particles in the rotating disc, the different times, probability, and degree of impact with the surface of the sample account for this difference.
4.5. Discussion
The findings of this study support the previous research of the influence of particle diameter and concentration on the wear degree [
2,
9,
27]. The study was able to demonstrate the reduction of wear degree with particle diameter, in line with studies of [
2,
27]. In [
2] the authors performed both experiments and numerical simulations to study the effects of particle size on erosion characteristics. The results show that the erosion rate increases as particle size increases, however, it reaches a maximum value at particle size of 150 μm, and then gradually decreases as particle size becomes bigger. The particle diameters in this paper were relatively large (0.1, 0.2, 0.3, and 0.4 mm) compared with other work (0–0.18 mm) [
2]. The motion of particles with water flow was analyzed, revealing new insights into the wear mechanisms. In our study, it was found that the surfaces of the sample exhibit deep randomly smeared wear regions for the lowest particle diameter but then tend to be wavy and superficial at the largest particle diameter. At the same time, the simulations did detect evidence of a positive correlation between particle volume fraction and area and degree of wear, which supports the fact that the measured average erosion rate is increased linearly as the particle concentration is increased [
27]. This is because a larger volume fraction number results in a higher number of particles and collisions between particles and samples. Importantly, the wear of the surface tends to increase in the right portion of sample. In [
2], the erosion rate increases with impact velocity (for the same flow rate of sand particle), however, in the study this appears not to be the case. Thus, when the specimen rotates at a high speed, the wear caused by the impact of particles on the specimen surface is less affected by the inlet velocity. This rather contradictory result may be due to the relative large particle diameter of the study and the particle inlet velocity is much smaller than that of the disc. In [
2] the authors tested 150 × 150 cm and found that, the surface profiles with “W” shape are found in all test samples of different processing times. In our study, it was found that the surface wear of two specimens located at 225 and 316 mm of the disc surface varies from two regions to three regions. In fact, the eroded profile strongly depends on erosion rate at a certain location in the eroded area, which is related to the particle trajectory, particle contribution, and velocity (in this paper relates to the circumferential velocity, whereas in [
2] it relates to the inlet velocity). In our experiment, the average diameter of the particles was 0.1 mm. Through SEM observation, it was found that there are different sizes of pits and scratches on the surface of the test samples, mainly because of the cutting behavior, which supports Mahboobeh K. H’s test in [
28]. The authors of [
28] show that the erosion mechanism of the sand particles is indentation and extrusion when the size of the sand particles is less than 200 μm, and ploughing when the size is greater than 200 μm. Here, we found that there are many pits and scratches on the surface of the specimen. With increasing radius (circumferential velocity), the small to large pit structure at the junction dominates over the scratch structure. Additionally, the erosion level is irregular and more concentrated on the right-hand side of the disc. Hence, the erosion mechanisms in different regions can be identified and clearly explained by using the combined numerical and experimental approach. To develop a full picture of the wear behavior, additional studies are required to determine the morphology of the material along different radial distances and particle parameters.
5. Conclusions
In this paper, the solid–liquid two-phase flow and erosion mechanism were studied by means of numerical simulation and experiment. The numerical part was used to solve the (experimental) difficulty of tracking the collision characteristics of a large number of particles, while the experiments provided quantitative evidence of the surface evolution and surface morphology of a worn rotating disc.
The model systematically examined the impact of particle diameter, particle volume fraction, and particle inlet velocity on wear behavior. The following conclusions can be drawn:
The smaller the particle diameter, the better the performance of the particle following the water, and thus, the larger the particle speed. As a result, the number of the particles under the same volume fraction increases, along with the wear of the sample.
A larger particle volume fraction leads to a higher number of particles. This in turn, augments the collisions between particles and with test samples, resulting in more friction and wear.
Although the solid particle inlet velocity and wear are positively correlated, the given effect is not relevant in the worn surface measures.
The wear was positively correlated with the linear velocity of the sample. Therefore, the worn surface was more apparent in the larger than smaller diameter test sample. The experiments conducted further support this association.
Both numerical calculation and test demonstrated the surface wear is spot or corrugated, with an uneven distribution. According to numerical calculation, the maximum wear of the sample is higher than the average wear. Based in the observational data, the morphology of the material varies significantly along the radial distance of the rotating disc. A new finding shows that three distinct worn regions are developed in the larger diameter sample, compared with two for the smaller one. The wear degree on the basal body at high rotating speeds is greater due to circumferential rather than particle inlet velocity. The texture of the two sample surfaces is described as a mixture of pits and scratches, varying in size and frequency. The first region in both samples had a wavy external appearance and was filled with pits, and also suffered less wear damage. The most worn section, the second region in both samples, had a smooth external appearance. It was a mixture of coarse scratches and large pits.
The findings presented in the paper have important implications for assessing the associated risk of rotating devices operating within solid–liquid flows. To develop a full picture of the wear behavior, additional studies are required to determine the morphology of the material along different radial distances and particle parameters.


 ,
, 






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}