
Catalytic Partial Desalination of Saline Water


Abstract
:1. Introduction
- The discovery that, if n−Fe0 was added to a conduit containing turbulent, flowing saline (seawater) water, in a concentration of about 20 g L−1 and the entrained ZVI−water mixture passed through a magnetic separator (to recover the n−Fe0 + attached NaCl + LiCl + KCl), after a contact time of <10 min, then the process produced a partially desalinated water (Spanish Patent ES2,598,032). This patent indicated that removal could involve physical adsorption rather than just chemical adsorption.
- The discovery that if an oxygenated gas was bubbled through saline water in the presence of Fe0, the product water was partially desalinated [10]. This process discovered that the bulk of the NaCl removal involved a physical adsorption−desorption process, where the products were retained in the water and not in the ZVI bed.
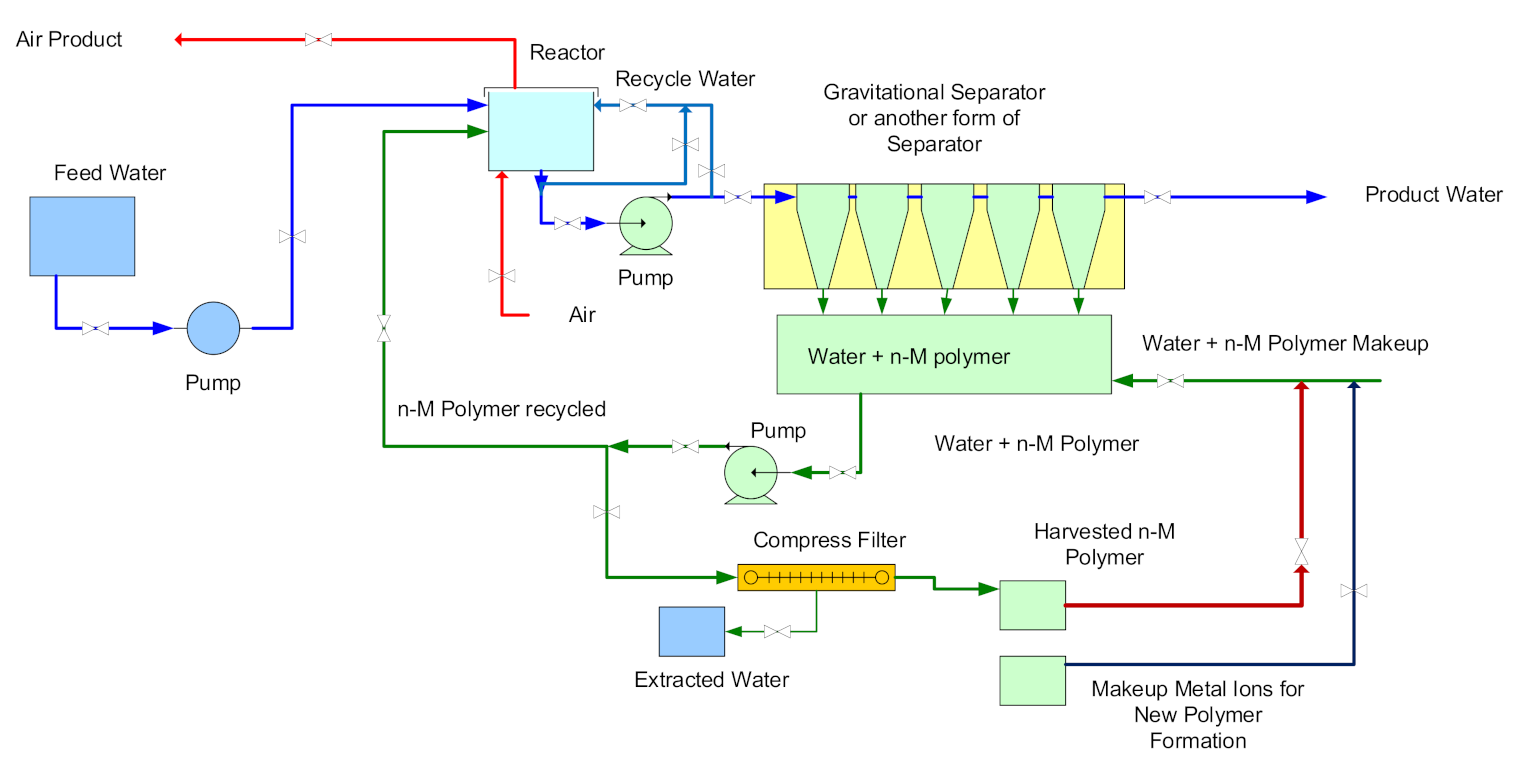
- The reactor type was switched to a batch flow, bubble column, static bed, or recirculating diffusion reactor;
- The reaction period was increased;
- The pressure wave (and fluid circulation pattern) associated with the bubble column was shaped;
- The ZVI was changed from steel wool to a smaller quantity of n−Fe0, or n−FexOyHz (n−Fe(a,b,c)).
2. Materials and Methods
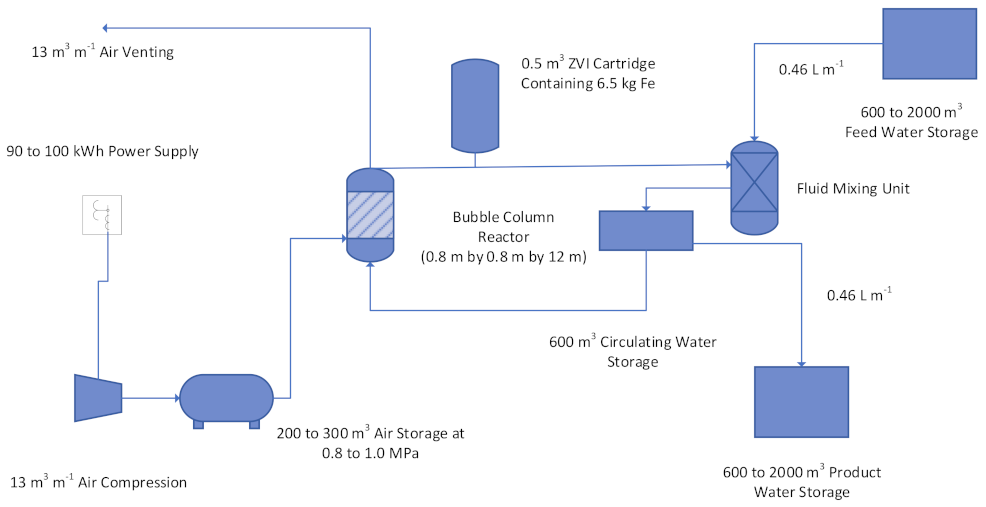
2.1. Reactor
2.1.1. Reactor Structuring
2.1.2. Fluid Flow within the Bubble Column Reactor
2.1.3. Pressure Oscillations in the ZVI Cartridge
2.2. ZVI or Catalyst Cartridge
2.3. Water
2.4. Measurements
- ORP (oxidation reduction potential) meter (HM Digital) calibrated at ORP = 200 mV; measured ORP (oxidation reduction potential) values are converted to Eh, mV as: Eh, mV = −65.667pH + 744.67 + ORP (mV), using a quinhydrone calibration at pH = 4 and pH = 7.
- pH meter (HM Digital) calibrated at pH = 4.01; 7.0; 10.0.
- EC (electrical conductivity) meter (HM Digital meter calibrated at EC = 1.431 mScm−1).
- Cl− ISE (Ion Selective Electrode); Bante Cl− ISE, EDT Flow Plus Combination Cl− ISE; Cole Parmer Cl− ISE attached to a Bante 931 Ion meter. Calibration was undertaken using 0.001, 0.01, 0.1, and 1.0 M NaCl calibration solutions.
- Na+ ISE (Ion Selective Electrode); Bante Na ISE, Sciquip Na ISE, Cole Parmer Na ISE attached to a Bante 931 Ion meter. Calibration was undertaken using 0.001, 0.01, 0.1, and 1.0 M NaCl calibration solutions.
- Temperature measurements were made using a temperature probe, attached to a Bante 931 Ion meter.
2.5. Control Reactor
2.5.1. Control Experiment 1
2.5.2. Control Experiment 2
2.5.3. Control Experiment 3
3. Results
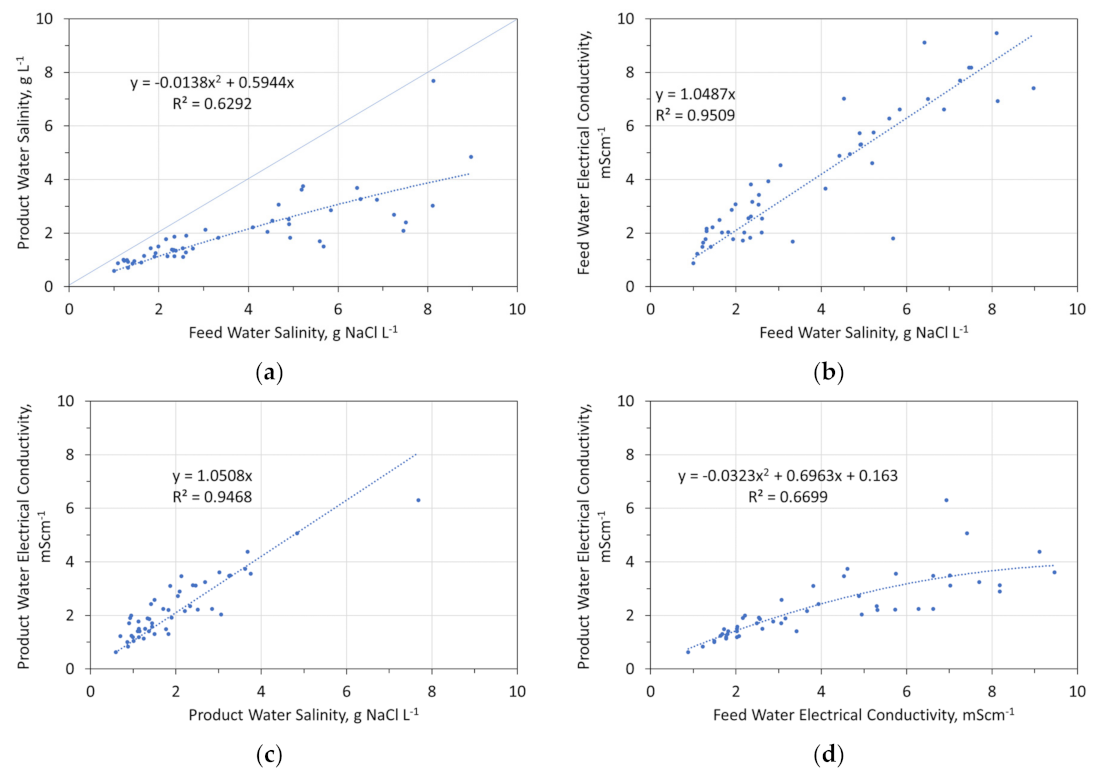
3.1. Relationship between Electrical Conductivity and Salinity
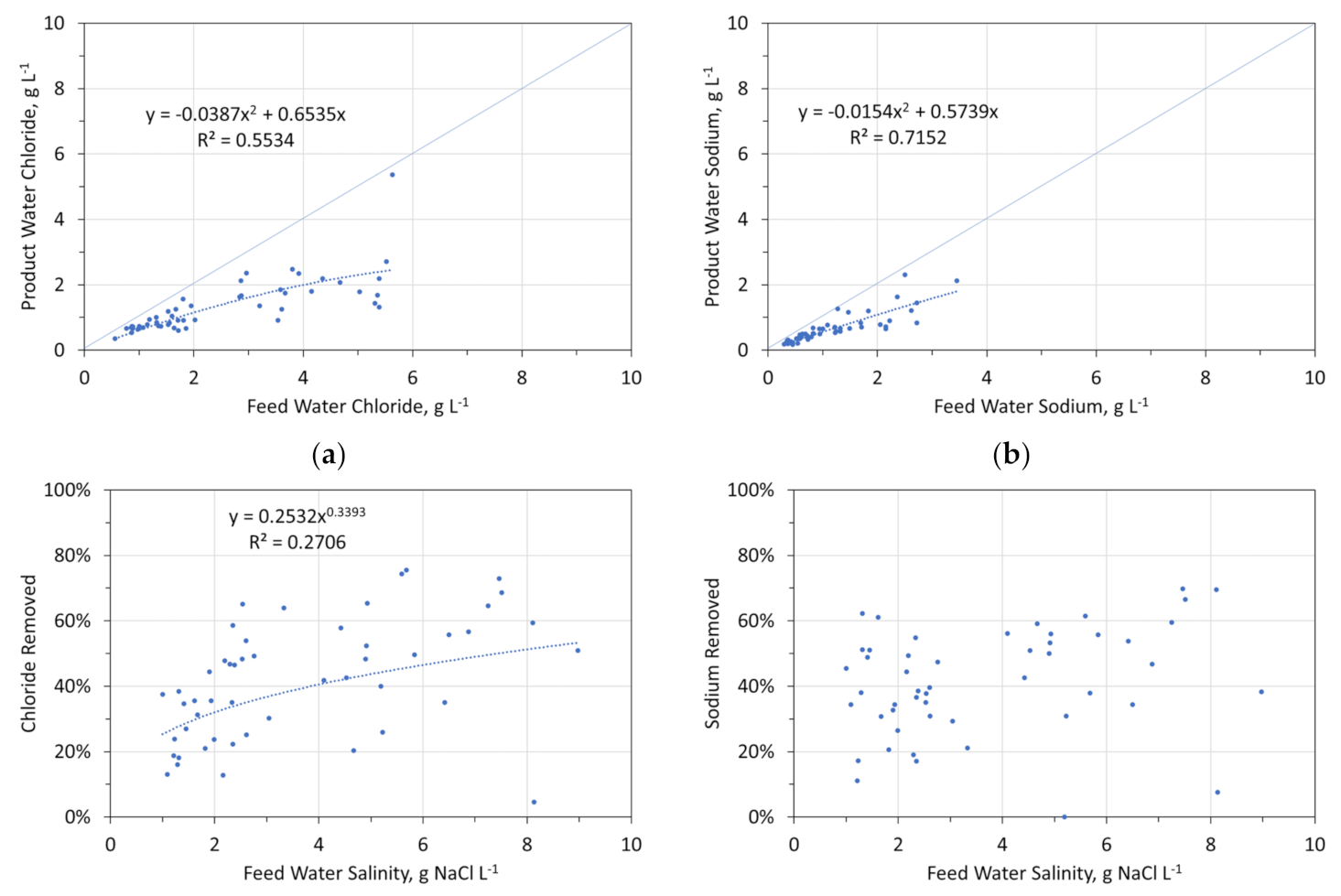
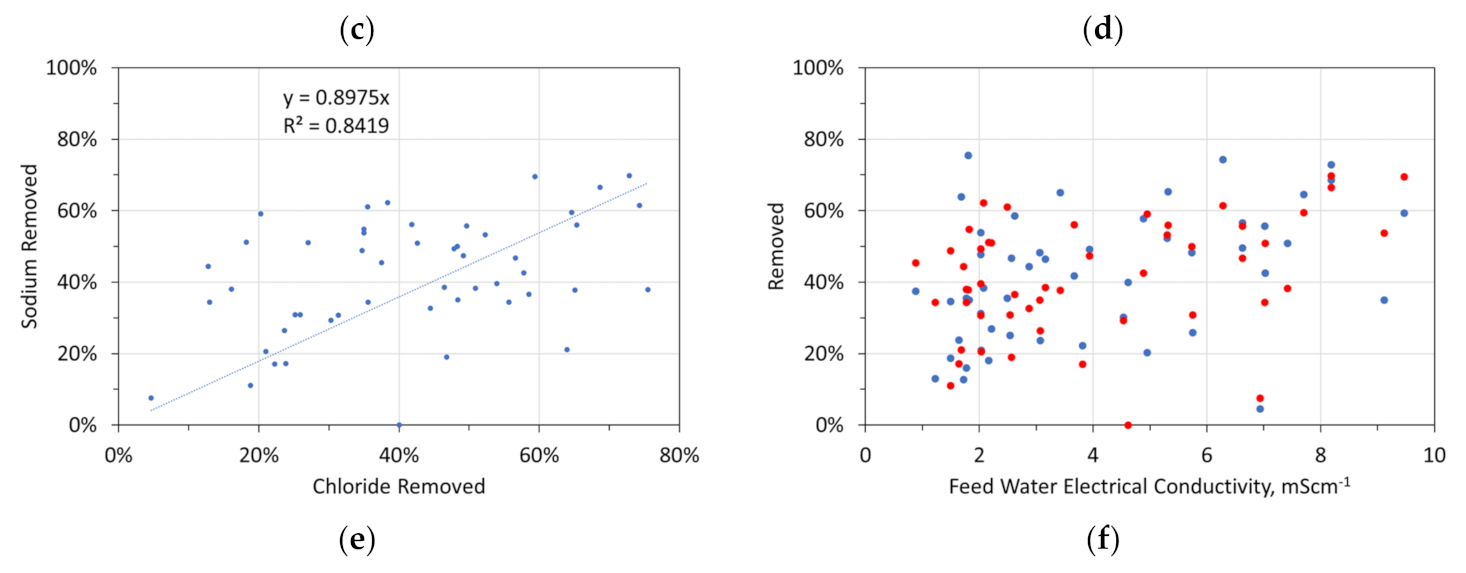
3.2. Removal of Salinity
3.3. Change in Reactor Efficiency with Increasing Number of Trials
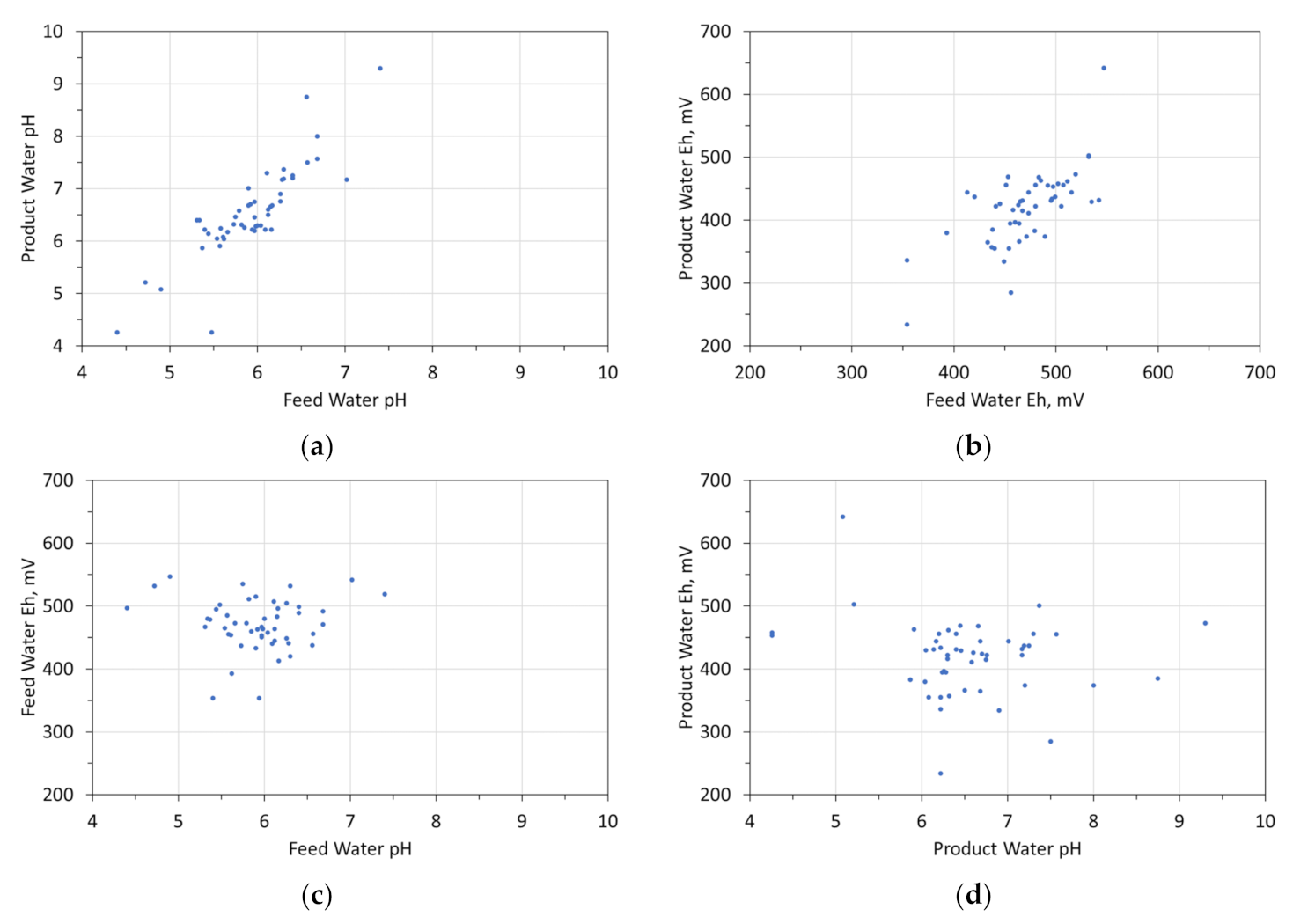
3.4. Change in Redox Parameters
3.5. Salinity Removal as a Function of Reaction Time
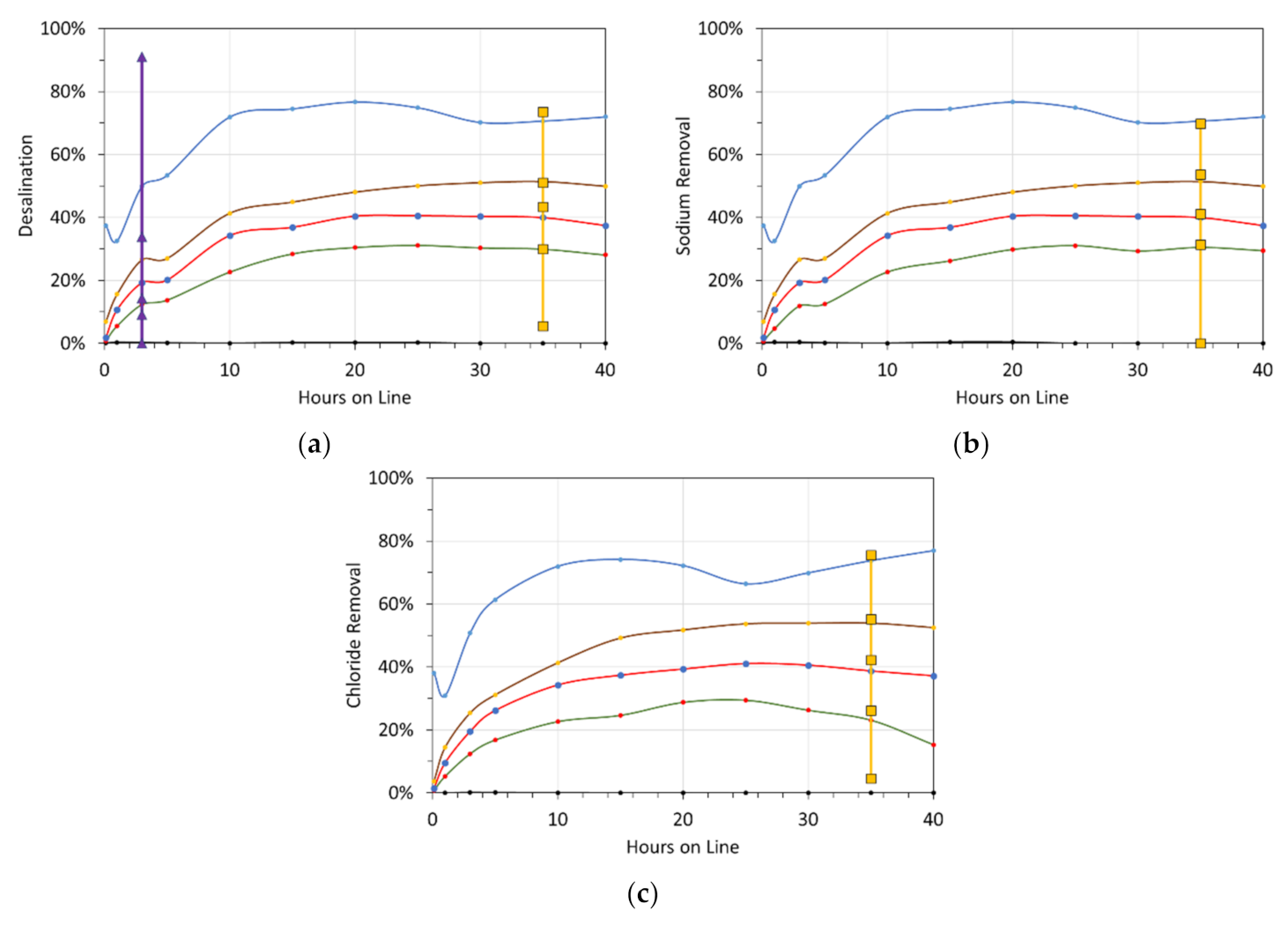
- The amount of ion removal increases with increased reaction time (Appendix A, Figure A6).
- The amount of ion removal associated with a specific reaction time is variable (Appendix A, Figure A6).
- The median desalination increases for the initial 10–12 h; thereafter, the amount of desalination is stable (Appendix A, Figure A7).
- There is a wide range of desalination outcomes for a specific reaction time (Appendix A, Figure A7). Therefore, aggregation of sequential and parallel trains will be required to produce a stable product composition.
3.6. Expected Desalination Outcome Associated with a Multi-Train Reactor
4. Discussion
4.1. Nature of the Desalination Process
- Using Cu0, a CPSAD process is demonstrated to increase reaction yields by up to 400% for a specific space velocity [12];
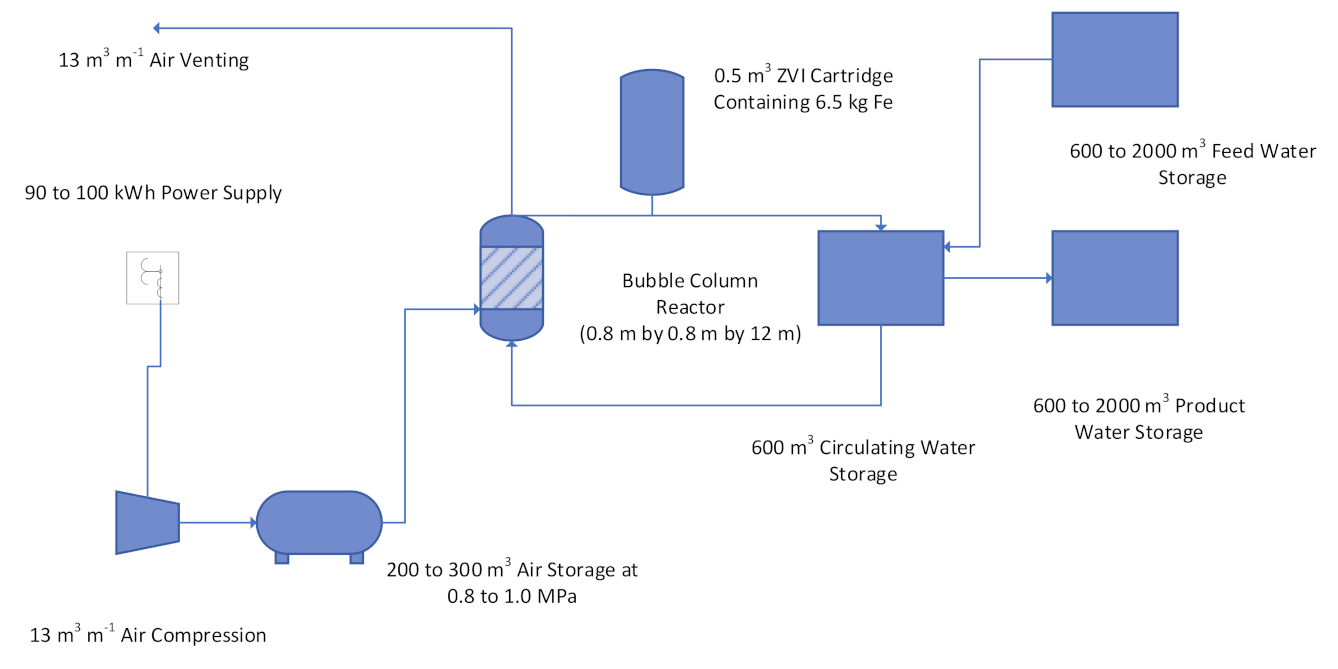
4.2. Indicative Plant Sizes and Process Costs
- D−tank (900 L capacity) = USD 400
- Compressor = USD 200
- Pipework, fittings, and conduits = USD 150
- ZVI for the ZVI cartridge = USD 20
Impact of Economies of Scale
5. Practical Implications
- Partial desalination of saline irrigation water;
- Partial desalination of saline livestock feed water;
- Partial desalination of reject brine from a conventional desalination plant;
- Partial desalination of feed water for a conventional desalination plant;
- Partial desalination of a saline aquifer;
- The injection of partially desalinated water into an aquifer to reverse or check seawater incursion into a freshwater aquifer.
5.1. Partial Desalination of Irrigation Water
5.2. Partial Desalination of Saline Livestock Feed Water
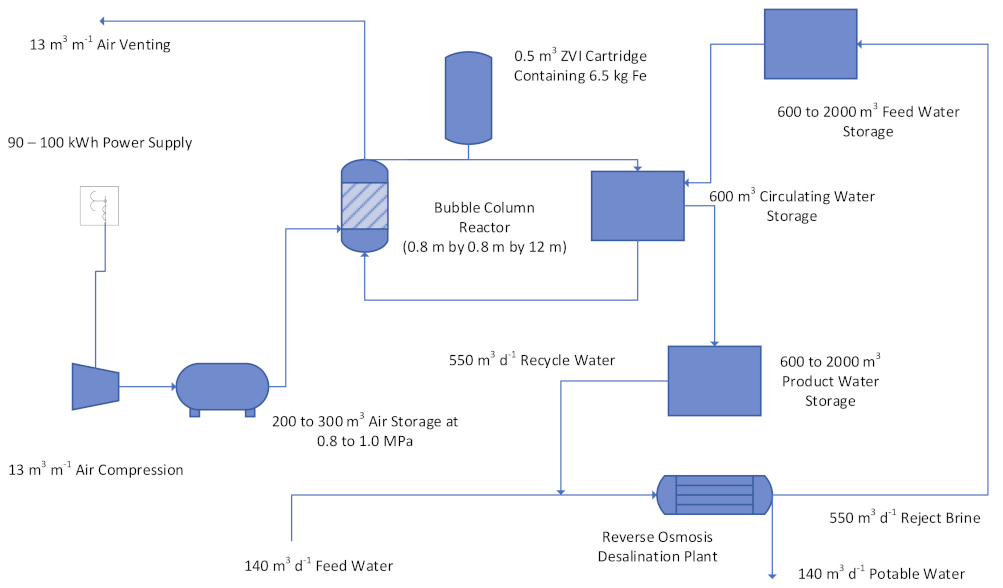
5.3. Partial Desalination of Reject Brine from a Conventional Desalination Plant
5.4. Partial Desalination of Feed Water to a Conventional Desalination Plant
5.5. Partial Desalination of a Saline Aquifer
5.6. Reversal of Seawater Incursion
6. Novelty
6.1. Water Volume Processed
- The desalination process involves catalytic sites on Fe0 or FexOyHz species [10];
- The catalytic process involves a physical reactant adsorption and a physical product desorption [10];
- Only a small amount of energy is required to force adsorption of a reactant and desorption of a product and this process can be achieved through the use of a pressure wave [10];
- Adsorption is favored by the pressure rise created by the crest of the pressure wave [10];
- Desorption is favored by the pressure trough created by the trough of the pressure wave [10];
- Different species may compete for the same adsorption sites [10];
- Different species may desorb from the sites at different rates. This results in a reduction in the number of available adsorption sites with time. This results in a decline in the desalination rate with increasing reaction time [10];
- The principal interaction between the water body and the catalyst is by diffusion [10]. This assumption allows the catalyst to be placed in a removable cartridge, which is attached to the water body;
- The pressure waves can be constructed by gases bubbling through the water body, displacing water. Reference [10] adopted an approach where 60 L h−1 was bubbled through a conduit with a 0.45 m I.D. This created an unstructured and complex wave pattern with significant interference waves. In this study, the same air flow rate was confined to a conduit with a 0.02 m I.D. This created a more consistent and compact wave pattern, which was transmitted along the conduit.
- Changing the reactor construction type from a batch flow, bubble column, static bed, diffusion reactor [10] to a batch flow, bubble column, static bed, recirculating, diffusion reactor will improve pressure wave transmission efficiency.
6.2. Nature of the Desalination Process
- The process reduces the measurable concentration of Na+ ions, Cl− ions, and EC in the water;
- Evaporation of the product water confirms removal of NaCl;
6.3. Technology Readiness
6.3.1. Reducing the Outcome Variability
6.3.2. Switching from Batch Flow Operation to Continuous Flow Operation
6.4. Shaping the Pressure Wave
- Kinetic energy received in the upstream plenum (USA) is temporarily converted to potential energy. The amount of kinetic energy converted to potential energy cyclically varies with time.
- Potential energy stored in the upstream plenum (USA) is cyclically converted to kinetic energy.
- The flow rate through the water column cyclically varies with time. The maximum flow rate through the water column in a flow cycle is greater than the average flow rate into the upstream plenum (USA). The minimum flow rate through the water column in a flow cycle can be zero (Figure 3).
Pressure Applied by the Water Column
- Increasing the bubble column length will increase the air fraction in the water during bubble flow and will increase both the pressure wave amplitude and propagation speed;
- Decreasing the bubble column diameter while maintaining the same air flow rate will increase the air fraction in the water during bubble flow and will increase both the pressure wave amplitude and propagation speed;
- Forcing the rising air bubbles to displace water into a lateral conduit (Figure 1) creates a propagating pressure wave in that conduit with a lower air fraction and a low value of η. This has the effect of slowing the rate of decline in Ax, with increasing distance and maximizing the pressure wave amplitude, as it interacts with the ZVI cartridge (Equation (11)).
7. How Might the Desalination Process Work?
7.1. Impact of Air
7.2. Ion Interference
7.3. Ion Removal Reaction Order
7.3.1. Interpretation of Statistical Significance
- PCC = 0.9 to 1.0 (R2 = 0.81 to 1.00): Interpretation—very strong correlation
- PCC = 0.7 to 0.89 (R2 = 0.49 to 0.79): Interpretation—strong correlation
- PCC = 0.4 to 0.69 (R2 = 0.16 to 0.47): Interpretation—moderate correlation
- PCC = 0.1 to 0.39 (R2 = 0.01 to 0.15): Interpretation—weak correlation
- PCC = 0.0 to 0.10 (R2 = 0.00 to 0.01): Interpretation—negligible correlation
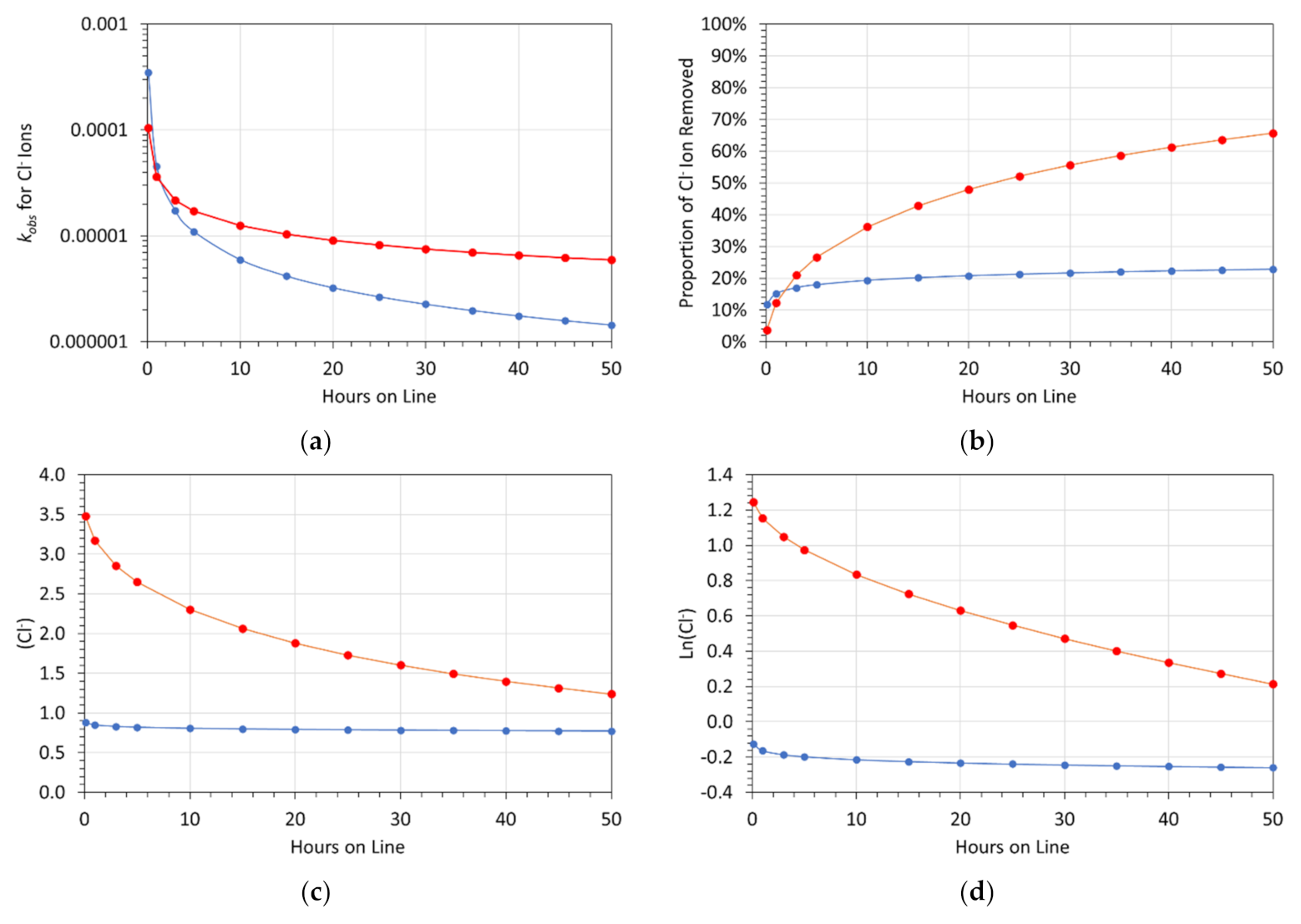
7.3.2. Relationship between kobs and Hours on Line
- An initial fast reaction phase;
- A subsequent slower reaction phase.
7.4. Ion Removal
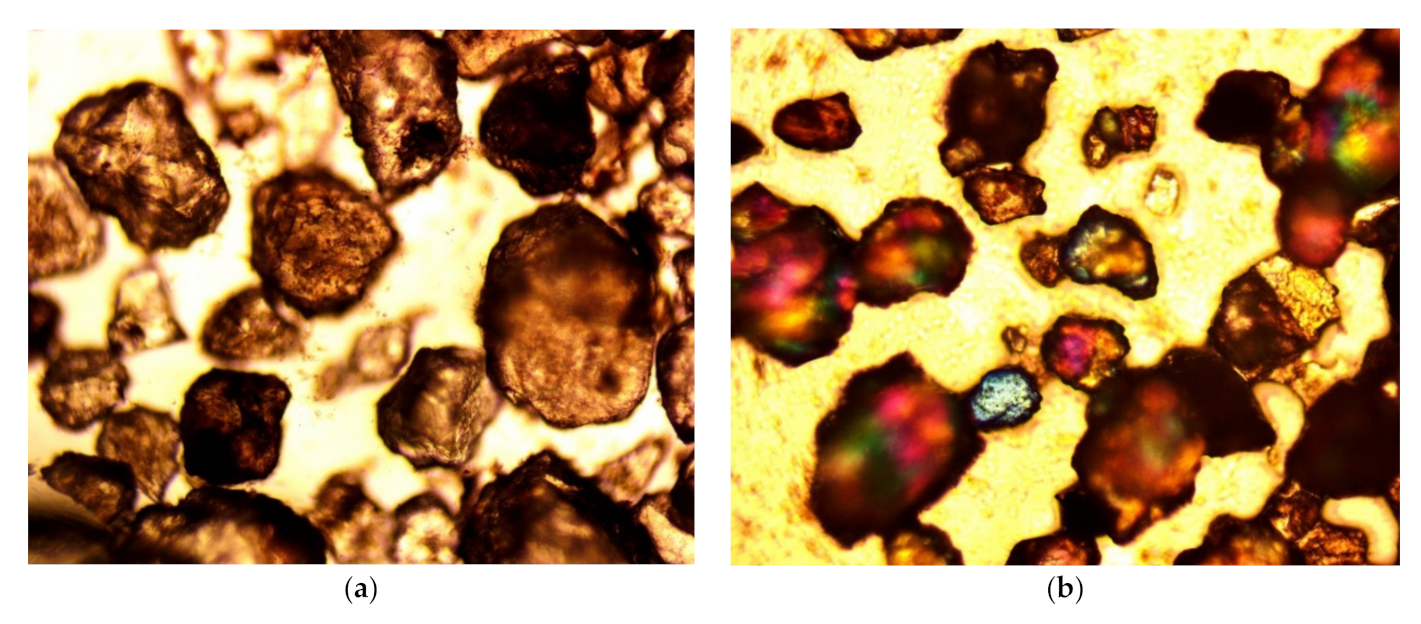
7.5. Removed Product
7.5.1. Interpreted Catalytic Model
- The availability of the metal (M) cation in the water decreased towards an equilibrium level.
- The growing n−M(a,b,c) polymer became saturated with Na+ and Cl− ions.
7.5.2. Mechanism of Na+ and Cl− Ion Removal
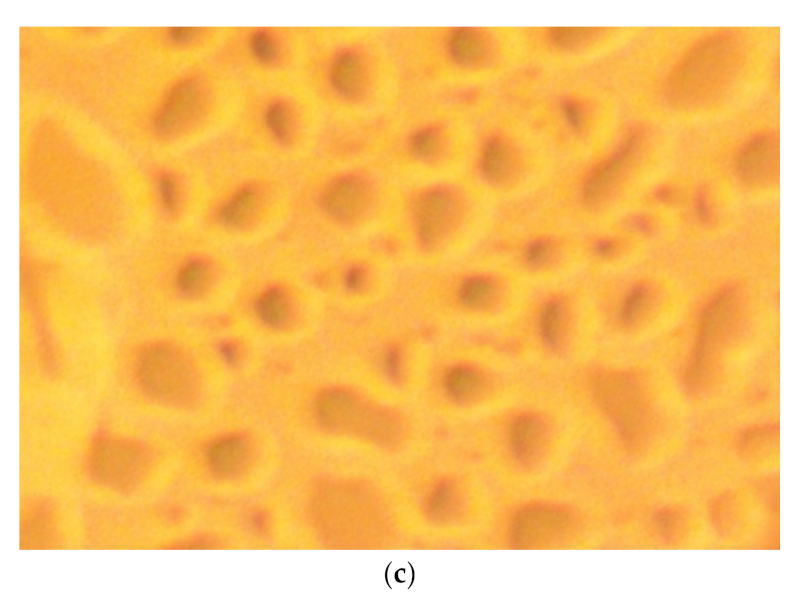
7.6. Current Working Model
- The SiO2@Fe(a,b,c)@urea polymer in a pressure−swing environment acts as a catalyst for the formation and release of n−metal polymers, utilizing dissolved metal cations (e.g., Fen+; Ca2+, Mg2+, Cun+) within the water to form hydrated metal hydroxy-oxide polymers;
- These metal polymers coalesce to form entrained, fluid-filled colloids;
- The fluid-filled colloids extract Na+ and Cl− ions from the water and deposit them within the fluid-filled cavities. The fluid-filled cavities may also extract OH−, HCO3−, SO4−, NOx−, H+ ions, and other anions/cations from the water [11]. Since the data (e.g., Table A3) indicate that the Na+ and Cl− ions are removed by different processes, it may be that some fluid cavities only contain (or are dominated by) Na+ species, while others only contain (or are dominated by) Cl− species.
8. Conclusions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. Quantitative Data

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fw | Ppw | Fw | Ppw | Fw | Ppw | Air Flow Rate | Air Flow Duration | O2 Supplied | O2 Adsorbed | |
|---|---|---|---|---|---|---|---|---|---|---|
| Trial | pH | pH | Eh, mV | Eh, mV | T, °C | T, °C | L/hr | hrs | L/L | g/L |
| 1 | 5.85 | 6.26 | 460 | 397 | 16.9 | 16.5 | 65 | 8.95 | 0.14 | 0.04 |
| 2 | 6.30 | 7.19 | 420 | 437 | 15.7 | 14.7 | 180 | 45.22 | 9.49 | 1.86 |
| 3 | 6.28 | 7.17 | 441 | 422 | 15.3 | 15.5 | 180 | 45.78 | 2.01 | 0.65 |
| 4 | 6.30 | 7.37 | 532 | 501 | 15.0 | 15.6 | 60 | 56.93 | 0.83 | 0.38 |
| 5 | 6.56 | 8.75 | 438 | 385 | 16.6 | 15.0 | 60 | 61.67 | 0.90 | 0.41 |
| 6 | 5.98 | 6.28 | 464 | 395 | 12.2 | 12.5 | 60 | 17.65 | 0.26 | nd |
| 7 | 6.68 | 8.00 | 471 | 374 | 12.0 | 10.8 | 60 | 64.47 | 0.94 | nd |
| 8 | 6.57 | 7.50 | 456 | 285 | 7.9 | 10.1 | 60 | 36.30 | 0.53 | nd |
| 9 | 6.68 | 7.57 | 492 | 455 | 8.1 | 7.4 | 60 | 38.02 | 0.56 | nd |
| 10 | 6.26 | 6.90 | 449 | 334 | 8.7 | 7.5 | 60 | 44.00 | 0.64 | nd |
| 11 | 6.12 | 6.50 | 464 | 366 | 5.9 | 4.3 | 60 | 30.17 | 0.44 | nd |
| 12 | 6.09 | 6.22 | 440 | 355 | 6.5 | 2.7 | 60 | 38.13 | 0.56 | nd |
| 13 | 5.58 | 6.24 | 455 | 395 | 2.9 | 4.2 | 60 | 37.53 | 0.55 | nd |
| 14 | 5.54 | 6.05 | 465 | 430 | 6.3 | 1.9 | 60 | 22.40 | 0.33 | nd |
| 15 | 5.66 | 6.17 | 473 | 444 | 5.6 | 5.1 | 60 | 30.78 | 0.45 | nd |
| 16 | 5.90 | 7.01 | 515 | 444 | 4.6 | 6.3 | 60 | 33.43 | 0.49 | nd |
| 17 | 6.11 | 7.30 | 507 | 456 | 2.2 | 5.4 | 60 | 30.70 | 0.45 | nd |
| 18 | 6.40 | 7.25 | 499 | 437 | 4.1 | 5.7 | 60 | 30.78 | 0.45 | nd |
| 19 | 6.40 | 7.20 | 489 | 374 | 5.8 | 5.0 | 60 | 29.78 | 0.44 | nd |
| 20 | 5.61 | 6.08 | 454 | 355 | 4.3 | 2.9 | 60 | 29.88 | 0.44 | 0.12 |
| 21 | 5.73 | 6.32 | 437 | 357 | 3.8 | 5.9 | 60 | 34.22 | 0.50 | 0.11 |
| 22 | 5.90 | 6.68 | 433 | 365 | 5.4 | 5.9 | 60 | 43.12 | 0.63 | 0.16 |
| 23 | 5.82 | 6.31 | 511 | 462 | 7.0 | 7.5 | 60 | 45.23 | 0.66 | 0.21 |
| 24 | 6.16 | 6.22 | 496 | 434 | 8.3 | 8.4 | 60 | 30.42 | 0.45 | 0.09 |
| 25 | 5.37 | 5.87 | 479 | 383 | 8.1 | 10.4 | 60 | 30.85 | 0.45 | 0.16 |
| 26 | 5.31 | 6.40 | 467 | 431 | 10.8 | 11.7 | 60 | 39.45 | 0.58 | 0.15 |
| 27 | 5.97 | 6.20 | 451 | 456 | 11.8 | 18.2 | 60 | 38.85 | 0.57 | 0.24 |
| 28 | 5.97 | 6.45 | 453 | 469 | 14.0 | 16.0 | 60 | 29.65 | 0.43 | 0.21 |
| 29 | 5.75 | 6.46 | 535 | 429 | 12.4 | 12.0 | 60 | 29.27 | 0.43 | 0.20 |
| 30 | 6.15 | 6.66 | 483 | 468 | 14.0 | 14.7 | 60 | 34.72 | 0.51 | 0.19 |
| 31 | 7.40 | 9.30 | 519 | 473 | 17.8 | 12.6 | 60 | 36.48 | 0.53 | 0.23 |
| 32 | 7.02 | 7.17 | 542 | 432 | 14.8 | 15.3 | 60 | 39.38 | 0.58 | 0.22 |
| 33 | 5.34 | 6.40 | 480 | 456 | 17.0 | 16.4 | 60 | 39.83 | 0.58 | 0.18 |
| 34 | 5.40 | 6.22 | 354 | 234 | 14.5 | 14.6 | 60 | 39.60 | 0.58 | 0.28 |
| 35 | 5.62 | 6.04 | 393 | 380 | 14.3 | 13.9 | 60 | 32.53 | 0.48 | 0.29 |
| 36 | 5.44 | 6.14 | 495 | 431 | 15.4 | 13.2 | 60 | 32.90 | 0.48 | 0.30 |
| 37 | 5.79 | 6.58 | 473 | 411 | 11.0 | 11.3 | 60 | 31.38 | 0.46 | 0.30 |
| 38 | 5.92 | 6.70 | 463 | 424 | 12.1 | 12.5 | 60 | 32.00 | 0.47 | 0.31 |
| 39 | 6.17 | 6.68 | 413 | 444 | 12.9 | 10.6 | 60 | 31.63 | 0.46 | 0.30 |
| 40 | 6.26 | 6.76 | 505 | 422 | 9.6 | 10.8 | 60 | 32.82 | 0.48 | 0.37 |
| 41 | 5.97 | 6.75 | 467 | 415 | 12.1 | 10.9 | 60 | 31.98 | 0.47 | 0.24 |
| 42 | 6.12 | 6.60 | 445 | 426 | 8.1 | 8.1 | 60 | 30.80 | 0.45 | 0.28 |
| 43 | 6.04 | 6.30 | 458 | 416 | 4.9 | 5.3 | 60 | 31.82 | 0.47 | 0.29 |
| 44 | 5.94 | 6.22 | 354 | 336 | 4.2 | 3.0 | 60 | 30.02 | 0.44 | 0.26 |
| 45 | 6.00 | 6.30 | 480 | 422 | 3.6 | 5.0 | 60 | 31.13 | 0.46 | 0.26 |
| 46 | 5.57 | 5.91 | 485 | 463 | 7.1 | 3.4 | 60 | 30.43 | 0.45 | 0.24 |
| 47 | 5.48 | 4.26 | 502 | 458 | 2.4 | 16.3 | 60 | 28.60 | 0.42 | 0.21 |
| 48 | 4.40 | 4.26 | 497 | 453 | 15.8 | 13.7 | 60 | 35.55 | 0.52 | 0.25 |
| 49 | 4.72 | 5.21 | 532 | 503 | 17.3 | 18.5 | 60 | 31.12 | 0.46 | 0.27 |
| 50 | 4.90 | 5.08 | 547 | 642 | 17.8 | 18.7 | 60 | 15.63 | 0.23 | nd |
| Fw | Ppw | Ppw, after 2 Years Storage | Fw | Ppw | Ppw, after 2 Years Storage | Fw, EC | Ppw, EC | Fw | Ppw | Ppw, after 2 Years Storage | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Trial | Cl− g/L | Cl− g/L | Cl− g/L | Na+ g/L | Na+ g/L | Na+ g/L | mScm−1 | mScm−1 | NaCl, g/L | NaCl, g/L | NaCl, g/L |
| 1 | 0.88 | 0.72 | 0.57 | 0.43 | 0.21 | 0.16 | 2.16 | 1.90 | 1.31 | 0.93 | 0.73 |
| 2 | 1.31 | 1.00 | 0.71 | 0.68 | 0.50 | 0.16 | 3.07 | 2.58 | 1.99 | 1.50 | 0.87 |
| 3 | 1.95 | 1.36 | 0.66 | 1.09 | 0.77 | 0.22 | 4.53 | 3.46 | 3.04 | 2.13 | 0.88 |
| 4 | 1.00 | 0.73 | 0.65 | 0.45 | 0.22 | 0.57 | 2.21 | 2.00 | 1.45 | 0.95 | 1.22 |
| 5 | 1.53 | 1.19 | 0.27 | 0.82 | 0.68 | 0.59 | 3.81 | 3.10 | 2.35 | 1.87 | 0.86 |
| 6 | 1.81 | 0.92 | 0.77 | 0.95 | 0.50 | 0.63 | 3.93 | 2.42 | 2.76 | 1.42 | 1.40 |
| 7 | 1.07 | 0.69 | 0.54 | 0.21 | 2.49 | 1.71 | 1.61 | 0.90 | |||
| 8 | 0.86 | 0.53 | 0.45 | 0.17 | 2.07 | 1.23 | 1.31 | 0.70 | |||
| 9 | 1.53 | 0.79 | 0.60 | 1.00 | 0.65 | 0.53 | 3.06 | 1.71 | 2.53 | 1.44 | 1.13 |
| 10 | 1.35 | 0.75 | 0.06 | 0.55 | 0.37 | 0.65 | 2.87 | 1.77 | 1.90 | 1.12 | 0.71 |
| 11 | 1.55 | 0.83 | 0.83 | 0.51 | 3.16 | 1.89 | 2.38 | 1.34 | |||
| 12 | 1.67 | 1.25 | 0.91 | 0.94 | 0.65 | 0.62 | 2.54 | 1.92 | 2.61 | 1.90 | 1.53 |
| 13 | 1.40 | 0.73 | 0.22 | 0.79 | 0.40 | 0.85 | 2.02 | 1.19 | 2.19 | 1.13 | 1.07 |
| 14 | 0.56 | 0.35 | 0.47 | 0.44 | 0.24 | 0.35 | 0.88 | 0.63 | 1.00 | 0.59 | 0.82 |
| 15 | 1.19 | 0.94 | 0.55 | 0.63 | 0.50 | 0.63 | 2.03 | 1.58 | 1.82 | 1.44 | 1.18 |
| 16 | 3.20 | 1.35 | 0.75 | 1.22 | 0.70 | 0.31 | 4.88 | 2.72 | 4.42 | 2.05 | 1.06 |
| 17 | 3.67 | 1.75 | 0.60 | 1.24 | 0.58 | 0.62 | 5.30 | 2.34 | 4.91 | 2.33 | 1.22 |
| 18 | 3.61 | 1.25 | 0.65 | 1.32 | 0.58 | 0.69 | 5.31 | 2.20 | 4.93 | 1.83 | 1.34 |
| 19 | 3.58 | 1.85 | 0.03 | 1.32 | 0.66 | 0.80 | 5.73 | 2.21 | 4.90 | 2.51 | 0.83 |
| 20 | 4.35 | 2.19 | 0.81 | 1.49 | 0.66 | 0.80 | 6.62 | 2.24 | 5.84 | 2.85 | 1.61 |
| 21 | 1.72 | 0.60 | 0.52 | 0.82 | 0.51 | 0.54 | 3.42 | 1.41 | 2.54 | 1.11 | 1.06 |
| 22 | 3.54 | 0.91 | 0.53 | 2.05 | 0.79 | 0.44 | 6.28 | 2.24 | 5.59 | 1.70 | 0.97 |
| 23 | 2.96 | 2.36 | 0.61 | 1.71 | 0.70 | 0.59 | 4.95 | 2.03 | 4.67 | 3.06 | 1.20 |
| 24 | 0.98 | 0.64 | 0.43 | 0.22 | 1.49 | 1.00 | 1.41 | 0.86 | |||
| 25 | 0.77 | 0.67 | 0.32 | 0.21 | 1.22 | 0.84 | 1.09 | 0.88 | |||
| 26 | 3.80 | 2.47 | 0.99 | 2.62 | 1.21 | 0.97 | 9.11 | 4.38 | 6.42 | 3.68 | 1.96 |
| 27 | 1.64 | 0.68 | 0.33 | 0.71 | 0.45 | 0.49 | 2.62 | 1.50 | 2.35 | 1.13 | 0.82 |
| 28 | 1.15 | 0.79 | 0.33 | 0.52 | 0.36 | 0.49 | 2.02 | 1.41 | 1.67 | 1.15 | 0.82 |
| 29 | 0.85 | 0.69 | 0.36 | 0.32 | 1.49 | 1.04 | 1.21 | 1.01 | |||
| 30 | 1.32 | 0.85 | 0.61 | 0.40 | 1.77 | 1.13 | 1.93 | 1.25 | |||
| 31 | 5.03 | 1.78 | 0.64 | 2.22 | 0.90 | 0.72 | 7.70 | 3.24 | 7.25 | 2.68 | 1.36 |
| 32 | 5.39 | 2.19 | 0.54 | 2.72 | 0.83 | 0.61 | 9.46 | 3.61 | 8.11 | 3.02 | 1.15 |
| 33 | 5.31 | 1.44 | 0.69 | 2.15 | 0.65 | 0.62 | 8.18 | 2.89 | 7.46 | 2.09 | 1.31 |
| 34 | 5.36 | 1.68 | 0.53 | 2.15 | 0.72 | 0.71 | 8.18 | 3.13 | 7.51 | 2.40 | 1.24 |
| 35 | 0.87 | 0.73 | 0.27 | 0.42 | 0.26 | 0.45 | 1.77 | 1.19 | 1.29 | 0.99 | 0.72 |
| 36 | 1.71 | 0.91 | 0.34 | 0.58 | 0.47 | 0.30 | 2.56 | 1.87 | 2.29 | 1.38 | 0.64 |
| 37 | 2.02 | 0.93 | 0.88 | 0.58 | 0.35 | 0.46 | 2.02 | 1.50 | 2.60 | 1.28 | 1.34 |
| 38 | 0.88 | 0.67 | 0.56 | 0.35 | 0.29 | 0.51 | 1.64 | 1.24 | 1.23 | 0.96 | 1.07 |
| 39 | 2.84 | 1.63 | 0.22 | 1.69 | 0.83 | 0.42 | 7.02 | 3.12 | 4.53 | 2.46 | 0.64 |
| 40 | 4.67 | 2.07 | 0.42 | 1.83 | 1.20 | 0.58 | 7.01 | 3.49 | 6.50 | 3.27 | 1.00 |
| 41 | 1.86 | 0.67 | 0.08 | 1.47 | 1.16 | 0.25 | 1.68 | 1.31 | 3.33 | 1.83 | 0.33 |
| 42 | 4.15 | 1.80 | 0.11 | 2.72 | 1.45 | 0.12 | 6.62 | 3.48 | 6.87 | 3.25 | 0.23 |
| 43 | 5.52 | 2.71 | 0.28 | 3.45 | 2.13 | 0.43 | 7.41 | 5.06 | 8.97 | 4.84 | 0.71 |
| 44 | 2.86 | 2.12 | 2.36 | 1.63 | 5.75 | 3.55 | 5.22 | 3.75 | |||
| 45 | 1.60 | 1.04 | 0.91 | 0.73 | 0.33 | 0.38 | 1.82 | 1.41 | 2.33 | 1.37 | 1.29 |
| 46 | 3.92 | 2.35 | 0.70 | 1.27 | 1.27 | 0.49 | 4.61 | 3.74 | 5.19 | 3.62 | 1.19 |
| 47 | 5.63 | 5.37 | 0.53 | 2.50 | 2.31 | 0.33 | 6.93 | 6.30 | 8.13 | 7.68 | 0.86 |
| 48 | 1.80 | 1.57 | 0.30 | 0.36 | 0.20 | 0.45 | 1.72 | 1.48 | 2.16 | 1.77 | 0.75 |
| 49 | 2.87 | 1.67 | 1.23 | 0.54 | 3.66 | 2.16 | 4.10 | 2.21 | |||
| 50 | 5.39 | 1.32 | 0.29 | 0.18 | 1.80 | 1.31 | 5.68 | 1.50 |
| Cl− Ions | Na+ Ions | |||||||
|---|---|---|---|---|---|---|---|---|
| Trial | kinst | p | R2 | Type | kinst | p | R2 | Type |
| 1 | 0.000000810 | −1.508474430 | 98.77% | Power | 0.00000108 | −0.95101822 | 95.77% | Power |
| 2 | 0.000074210 | −0.995270020 | 97.30% | Power | −0.00000544 | 0.00002276 | 97.90% | Log |
| 3 | 0.000097090 | −0.919136460 | 98.28% | Power | 0.00007177 | −0.84561688 | 97.52% | Power |
| 4 | 0.000045530 | −0.882850490 | 94.92% | Power | 0.00005379 | −0.73529325 | 90.94% | Power |
| 5 | 0.000040590 | −0.864238440 | 95.29% | Power | 0.00002852 | −0.79388562 | 84.86% | Power |
| 6 | −0.000001570 | 0.000036600 | 96.03% | Linear | −0.00002051 | 0.00006921 | 98.76% | Log |
| 7 | −0.000005660 | 0.000024060 | 95.62% | Log | −0.00000799 | 0.00003494 | 91.96% | Log |
| 8 | −0.000007800 | 0.000029710 | 96.24% | Log | −0.00001161 | 0.00004936 | 98.32% | Log |
| 9 | −0.000009150 | 0.000038320 | 96.60% | Log | 0.00020484 | −1.24428285 | 95.32% | Power |
| 10 | 0.000063540 | −0.729027840 | 96.83% | Power | 0.00003571 | −0.77617141 | 77.44% | Power |
| 11 | −0.000008610 | 0.000034700 | 94.78% | Log | −0.00000587 | 0.00002590 | 80.95% | Log |
| 12 | −0.000004500 | 0.000019390 | 95.55% | Log | −0.00000256 | 0.00001246 | 92.25% | Log |
| 13 | 0.000072520 | −0.718988630 | 98.03% | Power | −0.00000872 | 0.00003541 | 97.58% | Log |
| 14 | −0.000008060 | 0.000030720 | 96.30% | Log | −0.00001436 | 0.00005180 | 97.55% | Log |
| 15 | −0.000001560 | 0.000008840 | 84.35% | Log | −0.00000182 | 0.00000921 | 71.07% | Log |
| 16 | −0.000004680 | 0.000023140 | 91.65% | Log | 0.00004299 | −0.66268792 | 76.81% | Power |
| 17 | −0.000005250 | 0.000026020 | 78.44% | Log | −0.00000442 | 0.00002082 | 81.83% | Log |
| 18 | 0.000036130 | −0.461442230 | 90.19% | Power | 0.00008015 | −0.72064622 | 95.24% | Power |
| 19 | 0.000047630 | −0.570702040 | 80.65% | Power | 0.00006918 | −0.67556193 | 91.71% | Power |
| 20 | −0.000016540 | 0.000061080 | 98.44% | Log | 0.98437059 | 0.00002882 | 90.45% | Linear |
| 21 | −0.000005910 | 0.000026320 | 44.15% | Log | −0.00000038 | 0.00001731 | 89.05% | Linear |
| 22 | −0.000006790 | 0.000029980 | 75.19% | Log | −0.00001174 | 0.00004927 | 98.22% | Log |
| 23 | −0.000008870 | 0.000037240 | 90.96% | Log | −0.00000856 | 0.00003673 | 94.73% | Log |
| 24 | 0.000044180 | −0.678686120 | 76.48% | Power | 0.00002140 | −0.04321600 | 85.40% | Exp |
| 25 | −0.000005740 | 0.000023100 | 74.60% | Log | −0.00000358 | 0.00001564 | 91.45% | Log |
| 26 | 0.000005670 | −0.011208300 | 40.98% | Exp | 0.00001068 | −0.01966159 | 85.11% | Exp |
| 27 | 0.000073350 | −0.800614600 | 90.64% | Power | −0.00000328 | 0.00001549 | 84.38% | Log |
| 28 | 0.000010380 | −0.037586380 | 85.18% | Exp | 0.00005004 | −0.82143232 | 89.53% | Power |
| 29 | −0.000002410 | 0.000009170 | 74.19% | Log | −0.00000168 | 0.00000527 | 58.43% | Log |
| 30 | −0.000005370 | 0.000022850 | 93.01% | Log | −0.00000574 | 0.00002400 | 89.76% | Log |
| 31 | −0.000014470 | 0.000058060 | 92.46% | Log | −0.00000902 | 0.00003835 | 97.75% | Log |
| 32 | −0.000009910 | 0.000041890 | 86.77% | Log | −0.00000816 | 0.00003800 | 94.00% | Log |
| 33 | −0.000006690 | 0.000033530 | 94.62% | Log | −0.00000671 | 0.00003356 | 91.82% | Log |
| 34 | −0.000003230 | 0.000022090 | 66.75% | Log | −0.00000767 | 0.00003584 | 95.11% | Log |
| 35 | −0.000002890 | 0.000011060 | 71.92% | Log | 0.00002031 | −0.45352578 | 76.38% | Power |
| 36 | −0.000001400 | 0.000010400 | 28.35% | Log | −0.00000166 | 0.00000878 | 37.38% | Log |
| 37 | −0.000007310 | 0.000032590 | 90.22% | Log | −0.00000524 | 0.00002219 | 64.41% | Log |
| 38 | 0.000102540 | −1.113570140 | 97.57% | Power | −0.00000247 | 0.00001213 | 52.54% | Log |
| 39 | −0.000019610 | 0.000069390 | 75.14% | Log | −0.00000634 | 0.00002824 | 94.29% | Log |
| 40 | 0.000018310 | −0.229992450 | 46.14% | Power | −0.00000015 | 0.00000964 | 8.67% | Linear |
| 41 | −0.000000400 | 0.000021190 | 93.82% | Linear | −0.00000006 | 0.00000636 | 7.50% | Linear |
| 42 | 0.000002720 | 0.000000020 | 58.75% | Log | 0.00001162 | −0.01262812 | 34.21% | Exp |
| 43 | −0.000002110 | 0.000013990 | 55.08% | Log | −0.00000243 | 0.00001126 | 49.15% | Log |
| 44 | −0.000001680 | 0.000008420 | 67.42% | Log | 0.00009117 | −0.91433379 | 86.07% | Power |
| 45 | 0.000005280 | −0.006283530 | 10.39% | Exp | 0.00001331 | −0.01573847 | 15.46% | Exp |
| 46 | −0.000006450 | 0.000024400 | 80.66% | Log | −0.00000492 | 0.00001875 | 48.57% | Log |
| 47 | −0.000001250 | 0.000004760 | 76.29% | Log | −0.00000290 | 0.00001146 | 67.36% | Log |
| 48 | −0.000002140 | 0.000008710 | 68.31% | Log | −0.00000191 | 0.00001422 | 64.55% | Log |
| 49 | −0.000000570 | 0.000023390 | 73.67% | Linear | −0.00000030 | 0.00001534 | 78.01% | Linear |
| 50 | −0.000025310 | 0.000093570 | 95.73% | Log | −0.00002396 | 0.00008871 | 97.22% | Log |
| Constants | Irrigation Water Salinity, g L−1 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Crop | a | b | c | 1 | 2 | 3 | 4 | 5 | 7 | 9 |
| Almond, Plum | 0.7284 | 0.1337 | 0.3 | 18.7% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Apricot | 0.9052 | 0.1748 | 0.3 | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Avocado, Blackberry, Boysenberry | 0.8898 | 0.1687 | 0.3 | 1.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Barley | 0.1000 | 0.4000 | 0.3 | 100.0% | 100.0% | 100.0% | 88.0% | 75.0% | 49.0% | 23.0% |
| Beans | 0.726 | 0.0855 | 0.3 | 14.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Beets | 0.3632 | 0.1828 | 0.3 | 71.1% | 23.8% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Broadbean | 0.3840 | 0.0761 | 0.3 | 57.7% | 7.8% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Broccoli | 0.3740 | 0.1321 | 0.3 | 64.6% | 16.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Cabbage | 0.3912 | 0.0890 | 0.3 | 58.0% | 7.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Cantaloupe | 0.2904 | 0.0806 | 0.3 | 70.3% | 32.6% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Carrot | 0.5704 | 0.0731 | 0.3 | 33.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Cotton | 0.1042 | 0.4046 | 0.3 | 100.0% | 100.0% | 99.8% | 86.3% | 72.7% | 45.6% | 18.5% |
| Corn | 0.4808 | 0.1023 | 0.3 | 47.7% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Cowpea | 0.5548 | 0.0897 | 0.3 | 36.8% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Cucumber | 0.5344 | 0.1691 | 0.3 | 47.4% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Date Palm | 0.1428 | 0.0707 | 0.3 | 88.5% | 69.9% | 51.4% | 32.8% | 14.3% | 0.0% | 0.0% |
| Fig, Olive, Pomegranate | 0.3532 | 0.1187 | 0.3 | 66.0% | 20.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Flax | 0.4808 | 0.1023 | 0.3 | 47.7% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Grape | 0.3804 | 0.0699 | 0.3 | 57.5% | 8.1% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Grapefruit, Orange, Lemon, Apple, Pear, Walnut | 0.6452 | 0.1457 | 0.3 | 30.7% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Groundnut | 1.2076 | 0.4853 | 0.3 | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Lettuce | 0.5192 | 0.0851 | 0.3 | 41.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Onion | 0.6352 | 0.0944 | 0.3 | 26.9% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Peach | 0.8244 | 0.1716 | 0.3 | 10.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Pepper | 0.5704 | 0.1088 | 0.3 | 36.7% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Potato | 0.4808 | 0.1023 | 0.3 | 47.7% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Radish | 0.5140 | 0.0759 | 0.3 | 40.8% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Raspberry | 0.8856 | 0.1073 | 0.3 | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Rice | 0.4696 | 0.1743 | 0.3 | 56.4% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Safflower | 0.4344 | 0.2874 | 0.3 | 72.3% | 15.8% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Sesbania | 0.2816 | 0.0812 | 0.3 | 71.5% | 34.9% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Soybean | 0.7984 | 0.4977 | 0.3 | 46.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Sorghum | 0.2820 | 0.1342 | 0.3 | 76.8% | 40.1% | 3.4% | 0.0% | 0.0% | 0.0% | 0.0% |
| Spinach | 0.3076 | 0.0779 | 0.3 | 67.8% | 27.8% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Strawberry | 1.3370 | 0.1693 | 0.3 | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Sugar Beet | 0.1180 | 0.4046 | 0.3 | 100.0% | 100.0% | 94.4% | 79.1% | 63.8% | 33.1% | 2.4% |
| Sweet Corn | 0.4808 | 0.1023 | 0.3 | 47.7% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Sweet Potato | 0.4448 | 0.0842 | 0.3 | 50.6% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Tomato | 0.3992 | 0.1254 | 0.3 | 60.6% | 8.7% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Wheat | 0.1428 | 0.4286 | 0.3 | 100.0% | 100.0% | 87.2% | 68.6% | 50.0% | 12.9% | 0.0% |
| Alfalfa | 0.2968 | 0.0753 | 0.3 | 68.9% | 30.4% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Barley (Hay) | 0.0696 | 0.2143 | 0.3 | 100.0% | 100.0% | 94.3% | 85.2% | 76.2% | 58.1% | 40.0% |
| Bermuda Grass | 0.2568 | 0.2219 | 0.3 | 88.8% | 55.4% | 22.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Clover, berseem | 0.7680 | 0.2201 | 0.3 | 22.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Clover, alsike, ladino, red, strawberry | 0.4696 | 0.0863 | 0.3 | 47.6% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Corn (forage) | 0.2384 | 0.0803 | 0.3 | 77.0% | 46.0% | 15.1% | 0.0% | 0.0% | 0.0% | 0.0% |
| Crested Wheat Grass | 0.1600 | 0.0703 | 0.3 | 86.2% | 65.4% | 44.6% | 23.8% | 3.0% | 0.0% | 0.0% |
| Harding Grass | 0.2988 | 0.1698 | 0.3 | 78.1% | 39.3% | 0.4% | 0.0% | 0.0% | 0.0% | 0.0% |
| Lovegrass, Meadow Foxtail | 0.3332 | 0.0834 | 0.3 | 65.0% | 21.7% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Orchard Grass | 0.2968 | 0.0753 | 0.3 | 68.9% | 30.4% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Perennial Rye Grass | 0.2984 | 0.2074 | 0.3 | 81.9% | 43.2% | 4.4% | 0.0% | 0.0% | 0.0% | 0.0% |
| Sudan Grass | 0.1724 | 0.0602 | 0.3 | 83.6% | 61.2% | 38.8% | 16.4% | 0.0% | 0.0% | 0.0% |
| Tall Fescue | 0.2096 | 0.1011 | 0.3 | 82.9% | 55.6% | 28.4% | 1.1% | 0.0% | 0.0% | 0.0% |
| Tall Wheat Grass | 0.2748 | 0.2580 | 0.3 | 90.1% | 54.4% | 18.6% | 0.0% | 0.0% | 0.0% | 0.0% |
| Trefoil, big | 0.7680 | 0.2201 | 0.3 | 22.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Trefoil, Birdsfoot narrow leaf | 0.4000 | 0.2500 | 0.3 | 73.0% | 21.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Vetch | 0.4440 | 0.1679 | 0.3 | 59.1% | 1.3% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Wheat Grass | 0.1664 | 0.1548 | 0.3 | 93.8% | 72.2% | 50.6% | 29.0% | 7.3% | 0.0% | 0.0% |
| Wild Rye, beardless | 0.2384 | 0.0803 | 0.3 | 77.0% | 46.0% | 15.1% | 0.0% | 0.0% | 0.0% | 0.0% |
| Constants | Salinity of Water Entering the Partial Desalination Reactor, g L−1 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Crop | a | b | (1 + c)(1 − e) | 1 | 2 | 3 | 4 | 5 | 7 | 9 |
| Almond, Plum | 0.72840 | 0.13370 | 0.78 | 56.6% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Apricot | 0.90520 | 0.17480 | 0.78 | 46.9% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Avocado, Blackberry, Boysenberry | 0.88980 | 0.16870 | 0.78 | 47.5% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Barley | 0.10000 | 0.40000 | 0.78 | 100.0% | 100.0% | 100.0% | 100.0% | 100.0% | 85.4% | 69.8% |
| Beans | 0.72600 | 0.08550 | 0.78 | 51.9% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Beets | 0.36320 | 0.18280 | 0.78 | 90.0% | 61.6% | 33.3% | 5.0% | 0.0% | 0.0% | 0.0% |
| Broadbean | 0.38400 | 0.07610 | 0.78 | 77.7% | 47.7% | 17.8% | 0.0% | 0.0% | 0.0% | 0.0% |
| Broccoli | 0.37400 | 0.13210 | 0.78 | 84.0% | 54.9% | 25.7% | 0.0% | 0.0% | 0.0% | 0.0% |
| Cabbage | 0.39120 | 0.08900 | 0.78 | 78.4% | 47.9% | 17.4% | 0.0% | 0.0% | 0.0% | 0.0% |
| Cantaloupe | 0.29040 | 0.08060 | 0.78 | 85.4% | 62.8% | 40.1% | 17.5% | 0.0% | 0.0% | 0.0% |
| Carrot | 0.57040 | 0.07310 | 0.78 | 62.8% | 18.3% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Cotton | 0.10420 | 0.40460 | 0.78 | 100.0% | 100.0% | 100.0% | 100.0% | 99.8% | 83.6% | 67.3% |
| Corn | 0.48080 | 0.10230 | 0.78 | 72.7% | 35.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Cowpea | 0.55480 | 0.08970 | 0.78 | 65.7% | 22.4% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Cucumber | 0.53440 | 0.16910 | 0.78 | 75.2% | 33.5% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Date Palm | 0.14280 | 0.07070 | 0.78 | 95.9% | 84.8% | 73.7% | 62.5% | 51.4% | 29.1% | 6.8% |
| Fig, Olive, Pomegranate | 0.35320 | 0.11870 | 0.78 | 84.3% | 56.8% | 29.2% | 1.7% | 0.0% | 0.0% | 0.0% |
| Flax | 0.48080 | 0.10230 | 0.78 | 72.7% | 35.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Grape | 0.38040 | 0.06990 | 0.78 | 77.3% | 47.6% | 18.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Grapefruit, Orange, Lemon, Apple, Pear, Walnut | 0.64520 | 0.14570 | 0.78 | 64.2% | 13.9% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Groundnut | 1.2076 | 0.4853 | 0.78 | 54.3% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Lettuce | 0.5192 | 0.0851 | 0.78 | 68.0% | 27.5% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Onion | 0.6352 | 0.0944 | 0.78 | 59.9% | 10.3% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Peach | 0.8244 | 0.1716 | 0.78 | 52.9% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Pepper | 0.5704 | 0.1088 | 0.78 | 66.4% | 21.9% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Potato | 0.4808 | 0.1023 | 0.78 | 72.7% | 35.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Radish | 0.5140 | 0.0759 | 0.78 | 67.5% | 27.4% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Raspberry | 0.8856 | 0.1073 | 0.78 | 41.7% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Rice | 0.4696 | 0.1743 | 0.78 | 80.8% | 44.2% | 7.5% | 0.0% | 0.0% | 0.0% | 0.0% |
| Safflower | 0.4344 | 0.2874 | 0.78 | 94.9% | 61.0% | 27.1% | 0.0% | 0.0% | 0.0% | 0.0% |
| Sesbania | 0.2816 | 0.0812 | 0.78 | 86.2% | 64.2% | 42.2% | 20.3% | 0.0% | 0.0% | 0.0% |
| Soybean | 0.7984 | 0.4977 | 0.78 | 87.5% | 25.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Sorghum | 0.2820 | 0.1342 | 0.78 | 91.4% | 69.4% | 47.4% | 25.4% | 3.4% | 0.0% | 0.0% |
| Spinach | 0.3076 | 0.0779 | 0.78 | 83.8% | 59.8% | 35.8% | 11.8% | 0.0% | 0.0% | 0.0% |
| Strawberry | 1.3370 | 0.1693 | 0.78 | 12.6% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Sugar Beet | 0.1180 | 0.4046 | 0.78 | 100.0% | 100.0% | 100.0% | 100.0% | 94.4% | 76.0% | 57.6% |
| Sweet Corn | 0.4808 | 0.1023 | 0.78 | 72.7% | 35.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Sweet Potato | 0.4448 | 0.0842 | 0.78 | 73.7% | 39.0% | 4.3% | 0.0% | 0.0% | 0.0% | 0.0% |
| Tomato | 0.3992 | 0.1254 | 0.78 | 81.4% | 50.3% | 19.1% | 0.0% | 0.0% | 0.0% | 0.0% |
| Wheat | 0.1428 | 0.4286 | 0.78 | 100.0% | 100.0% | 100.0% | 98.3% | 87.2% | 64.9% | 42.6% |
| Alfalfa | 0.2968 | 0.0753 | 0.78 | 84.4% | 61.2% | 38.1% | 14.9% | 0.0% | 0.0% | 0.0% |
| Barley (Hay) | 0.0696 | 0.2143 | 0.78 | 100.0% | 100.0% | 100.0% | 99.7% | 94.3% | 83.4% | 72.6% |
| Bermuda Grass | 0.2568 | 0.2219 | 0.78 | 100.0% | 82.1% | 62.1% | 42.1% | 22.0% | 0.0% | 0.0% |
| Clover, berseem | 0.7680 | 0.2201 | 0.78 | 62.1% | 2.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Clover, alsike, ladino, red, strawberry | 0.4696 | 0.0863 | 0.78 | 72.0% | 35.4% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Corn (forage) | 0.2384 | 0.0803 | 0.78 | 89.4% | 70.8% | 52.2% | 33.6% | 15.1% | 0.0% | 0.0% |
| Crested Wheat Grass | 0.1600 | 0.0703 | 0.78 | 94.6% | 82.1% | 69.6% | 57.1% | 44.6% | 19.7% | 0.0% |
| Harding Grass | 0.2988 | 0.1698 | 0.78 | 93.7% | 70.4% | 47.1% | 23.8% | 0.4% | 0.0% | 0.0% |
| Lovegrass, Meadow Foxtail | 0.3332 | 0.0834 | 0.78 | 82.4% | 56.4% | 30.4% | 4.4% | 0.0% | 0.0% | 0.0% |
| Orchard Grass | 0.2968 | 0.0753 | 0.78 | 84.4% | 61.2% | 38.1% | 14.9% | 0.0% | 0.0% | 0.0% |
| Perennial Rye Grass | 0.2984 | 0.2074 | 0.78 | 97.5% | 74.2% | 50.9% | 27.6% | 4.4% | 0.0% | 0.0% |
| Sudan Grass | 0.1724 | 0.0602 | 0.78 | 92.6% | 79.1% | 65.7% | 52.2% | 38.8% | 11.9% | 0.0% |
| Tall Fescue | 0.2096 | 0.1011 | 0.78 | 93.8% | 77.4% | 61.1% | 44.7% | 28.4% | 0.0% | 0.0% |
| Tall Wheat Grass | 0.2748 | 0.2580 | 0.78 | 100.0% | 82.9% | 61.5% | 40.1% | 18.6% | 0.0% | 0.0% |
| Trefoil, big | 0.7680 | 0.2201 | 0.78 | 62.1% | 2.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Trefoil, Birdsfoot narrow leaf | 0.4000 | 0.2500 | 0.78 | 93.8% | 62.6% | 31.4% | 0.2% | 0.0% | 0.0% | 0.0% |
| Vetch | 0.4440 | 0.1679 | 0.78 | 82.2% | 47.5% | 12.9% | 0.0% | 0.0% | 0.0% | 0.0% |
| Wheat Grass | 0.1664 | 0.1548 | 0.78 | 100.0% | 89.5% | 76.5% | 63.6% | 50.6% | 24.6% | 0.0% |
| Wild Rye, beardless | 0.2384 | 0.0803 | 0.78 | 89.4% | 70.8% | 52.2% | 33.6% | 15.1% | 0.0% | 0.0% |
| 9 | Constants | Salinity of Water Entering the Partial Desalination Reactor, g L−1 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Crop | a | b | (1 + c)(1 − e) | 1 | 2 | 3 | 4 | 5 | 7 | 9 |
| Almond, Plum | 0.72840 | 0.13370 | 0.78 | 37.9% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Apricot | 0.90520 | 0.17480 | 0.78 | 46.9% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Avocado, Blackberry, Boysenberry | 0.88980 | 0.16870 | 0.78 | 46.3% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Barley | 0.10000 | 0.40000 | 0.78 | 0.0% | 0.0% | 0.0% | 12.0% | 25.0% | 36.4% | 46.8% |
| Beans | 0.72600 | 0.08550 | 0.78 | 37.8% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Beets | 0.36320 | 0.18280 | 0.78 | 18.9% | 37.8% | 33.3% | 5.0% | 0.0% | 0.0% | 0.0% |
| Broadbean | 0.38400 | 0.07610 | 0.78 | 20.0% | 39.9% | 17.8% | 0.0% | 0.0% | 0.0% | 0.0% |
| Broccoli | 0.37400 | 0.13210 | 0.78 | 19.4% | 38.9% | 25.7% | 0.0% | 0.0% | 0.0% | 0.0% |
| Cabbage | 0.39120 | 0.08900 | 0.78 | 20.3% | 40.7% | 17.4% | 0.0% | 0.0% | 0.0% | 0.0% |
| Cantaloupe | 0.29040 | 0.08060 | 0.78 | 15.1% | 30.2% | 40.1% | 17.5% | 0.0% | 0.0% | 0.0% |
| Carrot | 0.57040 | 0.07310 | 0.78 | 29.7% | 18.3% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Cotton | 0.10420 | 0.40460 | 0.78 | 0.0% | 0.0% | 0.2% | 13.7% | 27.1% | 37.9% | 48.8% |
| Corn | 0.48080 | 0.10230 | 0.78 | 25.0% | 35.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Cowpea | 0.55480 | 0.08970 | 0.78 | 28.8% | 22.4% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Cucumber | 0.53440 | 0.16910 | 0.78 | 27.8% | 33.5% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Date Palm | 0.14280 | 0.07070 | 0.78 | 7.4% | 14.9% | 22.3% | 29.7% | 37.1% | 29.1% | 6.8% |
| Fig, Olive, Pomegranate | 0.35320 | 0.11870 | 0.78 | 18.4% | 36.7% | 29.2% | 1.7% | 0.0% | 0.0% | 0.0% |
| Flax | 0.48080 | 0.10230 | 0.78 | 25.0% | 35.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Grape | 0.38040 | 0.06990 | 0.78 | 19.8% | 39.6% | 18.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Grapefruit, Orange, Lemon, Apple, Pear, Walnut | 0.64520 | 0.14570 | 0.78 | 33.6% | 13.9% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Groundnut | 1.2076 | 0.4853 | 0.78 | 54.3% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Lettuce | 0.5192 | 0.0851 | 0.78 | 27.0% | 27.5% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Onion | 0.6352 | 0.0944 | 0.78 | 33.0% | 10.3% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Peach | 0.8244 | 0.1716 | 0.78 | 42.9% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Pepper | 0.5704 | 0.1088 | 0.78 | 29.7% | 21.9% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Potato | 0.4808 | 0.1023 | 0.78 | 25.0% | 35.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Radish | 0.5140 | 0.0759 | 0.78 | 26.7% | 27.4% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Raspberry | 0.8856 | 0.1073 | 0.78 | 41.7% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Rice | 0.4696 | 0.1743 | 0.78 | 24.4% | 44.2% | 7.5% | 0.0% | 0.0% | 0.0% | 0.0% |
| Safflower | 0.4344 | 0.2874 | 0.78 | 22.6% | 45.2% | 27.1% | 0.0% | 0.0% | 0.0% | 0.0% |
| Sesbania | 0.2816 | 0.0812 | 0.78 | 14.6% | 29.3% | 42.2% | 20.3% | 0.0% | 0.0% | 0.0% |
| Soybean | 0.7984 | 0.4977 | 0.78 | 41.5% | 25.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Sorghum | 0.2820 | 0.1342 | 0.78 | 14.7% | 29.3% | 44.0% | 25.4% | 3.4% | 0.0% | 0.0% |
| Spinach | 0.3076 | 0.0779 | 0.78 | 16.0% | 32.0% | 35.8% | 11.8% | 0.0% | 0.0% | 0.0% |
| Strawberry | 1.3370 | 0.1693 | 0.78 | 12.6% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Sugar Beet | 0.1180 | 0.4046 | 0.78 | 0.0% | 0.0% | 5.6% | 20.9% | 30.7% | 43.0% | 55.2% |
| Sweet Corn | 0.4808 | 0.1023 | 0.78 | 25.0% | 35.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Sweet Potato | 0.4448 | 0.0842 | 0.78 | 23.1% | 39.0% | 4.3% | 0.0% | 0.0% | 0.0% | 0.0% |
| Tomato | 0.3992 | 0.1254 | 0.78 | 20.8% | 41.5% | 19.1% | 0.0% | 0.0% | 0.0% | 0.0% |
| Wheat | 0.1428 | 0.4286 | 0.78 | 0.0% | 0.0% | 12.8% | 29.7% | 37.1% | 52.0% | 42.6% |
| Alfalfa | 0.2968 | 0.0753 | 0.78 | 15.4% | 30.9% | 38.1% | 14.9% | 0.0% | 0.0% | 0.0% |
| Barley (Hay) | 0.0696 | 0.2143 | 0.78 | 0.0% | 0.0% | 5.7% | 14.5% | 18.1% | 25.3% | 32.6% |
| Bermuda Grass | 0.2568 | 0.2219 | 0.78 | 11.2% | 26.7% | 40.1% | 42.1% | 22.0% | 0.0% | 0.0% |
| Clover, berseem | 0.7680 | 0.2201 | 0.78 | 39.9% | 2.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Clover, alsike, ladino, red, strawberry | 0.4696 | 0.0863 | 0.78 | 24.4% | 35.4% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Corn (forage) | 0.2384 | 0.0803 | 0.78 | 12.4% | 24.8% | 37.2% | 33.6% | 15.1% | 0.0% | 0.0% |
| Crested Wheat Grass | 0.1600 | 0.0703 | 0.78 | 8.3% | 16.6% | 25.0% | 33.3% | 41.6% | 19.7% | 0.0% |
| Harding Grass | 0.2988 | 0.1698 | 0.78 | 15.5% | 31.1% | 46.6% | 23.8% | 0.4% | 0.0% | 0.0% |
| Lovegrass, Meadow Foxtail | 0.3332 | 0.0834 | 0.78 | 17.3% | 34.7% | 30.4% | 4.4% | 0.0% | 0.0% | 0.0% |
| Orchard Grass | 0.2968 | 0.0753 | 0.78 | 15.4% | 30.9% | 38.1% | 14.9% | 0.0% | 0.0% | 0.0% |
| Perennial Rye Grass | 0.2984 | 0.2074 | 0.78 | 15.5% | 31.0% | 46.6% | 27.6% | 4.4% | 0.0% | 0.0% |
| Sudan Grass | 0.1724 | 0.0602 | 0.78 | 9.0% | 17.9% | 26.9% | 35.9% | 38.8% | 11.9% | 0.0% |
| Tall Fescue | 0.2096 | 0.1011 | 0.78 | 10.9% | 21.8% | 32.7% | 43.6% | 28.4% | 0.0% | 0.0% |
| Tall Wheat Grass | 0.2748 | 0.2580 | 0.78 | 9.9% | 28.6% | 42.9% | 40.1% | 18.6% | 0.0% | 0.0% |
| Trefoil, big | 0.7680 | 0.2201 | 0.78 | 39.9% | 2.2% | 0.0% | 0.0% | 0.0% | 0.0% | 0.0% |
| Trefoil, Birdsfoot narrow leaf | 0.4000 | 0.2500 | 0.78 | 20.8% | 41.6% | 31.4% | 0.2% | 0.0% | 0.0% | 0.0% |
| Vetch | 0.4440 | 0.1679 | 0.78 | 23.1% | 46.2% | 12.9% | 0.0% | 0.0% | 0.0% | 0.0% |
| Wheat Grass | 0.1664 | 0.1548 | 0.78 | 6.2% | 17.3% | 26.0% | 34.6% | 43.3% | 24.6% | 0.0% |
| Wild Rye, beardless | 0.2384 | 0.0803 | 0.78 | 12.4% | 24.8% | 37.2% | 33.6% | 15.1% | 0.0% | 0.0% |








References
- Wang, X. Managing Land Carrying Capacity: Key to Achieving Sustainable Production Systems for Food Security. Land 2022, 11, 484. [Google Scholar] [CrossRef]
- Rosa, L. Adapting agriculture to climate change via sustainable irrigation: Biophysical potentials and feedbacks. Environ. Res. Lett. 2022, 17, 063008. [Google Scholar] [CrossRef]
- Negacz, K.; Malek, Z.; Vos, A.; Vellinga, P. Saline soils worldwide: Identifying the most promising areas for saline agriculture. J. Arid Environ. 2022, 203, 104775. [Google Scholar] [CrossRef]
- Machado, R.M.A.; Serralheiro, R.P. Soil Salinity: Effect on Vegetable Crop Growth. Management Practices to Prevent and Mitigate Soil Salinization. Horticulturae 2017, 3, 30. [Google Scholar] [CrossRef]
- Ayers, R.S.; Westcot, D.W. Water Quality for Agriculture; FAO Irrigation and Drainage Paper; Food and Agriculture Organization of the United Nations: Rome, Italy, 1985; Volume 29. [Google Scholar]
- Wei, C.; Li, F.; Yang, P.; Ren, S.; Wang, S.; Wang, Y.; Xu, Z.; Xu, Y.; Wei, R.; Zhang, Y. Effects of Irrigation Water Salinity on Soil Properties, N2O Emission and Yield of Spring Maize under Mulched Drip Irrigation. Water 2019, 11, 1548. [Google Scholar] [CrossRef]
- Amer, R. Spatial Relationship between Irrigation Water Salinity, Waterlogging, and Cropland Degradation in the Arid and Semi-Arid Environments. Remote Sens. 2021, 13, 1047. [Google Scholar] [CrossRef]
- Slater, Y.; Reznik, A.; Finkelshtain, I.; Kan, I. Blending Irrigation Water Sources with Different Salinities and the Economic Damage of Salinity: The Case of Israel. Water 2022, 14, 917. [Google Scholar] [CrossRef]
- Silber, A.; Israeli, Y.; Elingold, I.; Levi, M.; Levkovitch, I.; Russo, D.; Assouline, S. Irrigation with desalinated water: A step toward increasing water saving and crop yields. Water Resour. Res. 2015, 51, 450–464. [Google Scholar] [CrossRef]
- Antia, D.D.J. Provision of Desalinated Irrigation Water by the Desalination of Groundwater Abstracted from a Saline Aquifer. Hydrology 2022, 9, 128. [Google Scholar] [CrossRef]
- Antia, D.D.J. Water Treatment and Desalination Using the Eco-materials n-Fe0 (ZVI), n-Fe3O4, n-FexOyHz[mH2O], and n-Fex[Cation]nOyHz[Anion]m [rH2O]. In Handbook of Nanomaterials and Nanocomposites for Energy and Environmental Applications, 1st ed.; Kharissova, O.V., Torres-Martínez, L.M., Kharisov, B.I., Eds.; Springer: Berlin/Heidelberg, Germany, 2021; pp. 3159–3242. [Google Scholar]
- Terreni, J.; Trottmann, M.; Franken, T.; Heel, A.; Borgschulte, A. Sorption-Enhanced Methanol Synthesis. Energy Techn. 2019, 7, 1801093. [Google Scholar] [CrossRef]
- Alpay, E.; Chatsiriwech, D.; Kershenbaum, L.S.; Hull, C.P.; Kirkby, N.F. Combined reaction and separation in pressure swing processes. Chem. Eng. Sci. 1994, 49, 5845–5864. [Google Scholar] [CrossRef]
- Alpay, E.; Kenney, C.N.; Scott, D.M. Simulation of rapid pressure swing adsorption and reaction processes. Chem. Eng. Sci. 1993, 48, 3173–3186. [Google Scholar] [CrossRef]
- Antia, D.D.J. Desalination of Water Using ZVI (Fe0). Water 2015, 7, 3671–3831. [Google Scholar] [CrossRef]
- Antia, D.D.J. ZVI (Fe0) desalination: Catalytic partial desalination of saline aquifers. Appl. Water Sci. 2018, 8, 71. [Google Scholar] [CrossRef]
- Lai, B.; Chen, Z.; Zhou, Y.; Yang, P.; Wang, J.; Chen, Z. Removal of high concentration p-nitrophenol in aqueous solution by zero valent iron with ultrasonic irradiation (US–ZVI). J. Hazard. Mater. 2013, 250, 220–228. [Google Scholar] [CrossRef] [PubMed]
- Schwarz, H.A. Some Applications of Time-Dependent Rate Constant Theory to Radiation Chemistry. J. Chem. Phys. 1971, 55, 3650–3657. [Google Scholar] [CrossRef]
- Nosrati, K.; Movahedirad, S.; Amin, M.; SobatiAli, S.; Sarbanha, A. Experimental study on the pressure wave attenuation across gas-solid fluidized bed by single bubble injection. Powder Technol. 2017, 305, 620–624. [Google Scholar] [CrossRef]
- Huang, F.; Takahashi, M.; Guo, L. Pressure wave propagation in air-water bubbly and slug flow. Prog. Nucl. Energy 2005, 47, 648–655. [Google Scholar] [CrossRef]
- Lide, D.R. CRC Handbook of Chemistry and Physics, 89th ed.; CRC Press: Boca Raton, FL, USA, 2008; ISBN 13:978-1-4200-6679-1. [Google Scholar]
- Dimeski, G.; Badrick, T.; St John, A. Ion selective electrodes (ISEs) and interferences—A review. Clin. Chim. Acta 2010, 411, 309–317. [Google Scholar] [CrossRef]
- Deyhimi, F. A method for the determination of potentiometric selectivity coefficients of ion selective electrodes in the presence of several interfering ions. Talanta 1999, 50, 1129–1134. [Google Scholar] [CrossRef]
- Liu, T.; Wang, Z.L.; Sun, Y. Manipulating the morphology of nanoscale zero-valent iron on pumice for removal of heavy metals from wastewater. Chem. Eng. J. 2015, 263, 55–61. [Google Scholar] [CrossRef]
- Shu, Y.; Ji, B.; Cui, B.; Shi, Y.; Wang, J.; Hu, M.; Luo, S.; Guo, D. Almond Shell-Derived, Biochar-Supported, Nano-Zero-Valent Iron Composite for Aqueous Hexavalent Chromium Removal: Performance and Mechanisms. Nanomaterials 2020, 10, 198. [Google Scholar] [CrossRef]
- Hao, D.; Chen, Y.; Zhang, Y.; You, N. Nanocomposites of zero-valent iron@ biochar derived from agricultural wastes for adsorptive removal of tetracyclines. Chemosphere 2021, 284, 131342. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Q.; Wang, Y.; Wang, Z.; Zhang, Z.; Wang, X.; Yang, Z. Active biochar support nano zero-valent iron for efficient removal of U (VI) from sewage water. J. Alloys Compd. 2021, 852, 156993. [Google Scholar] [CrossRef]
- Lin, J.; Sun, M.; Liu, X.; Chen, Z. Functional kaolin supported nanoscale zero-valent iron as a Fenton-like catalyst for the degradation of Direct Black G. Chemosphere 2017, 184, 664–672. [Google Scholar] [CrossRef] [PubMed]
- Cheng, I.F.; Muftikian, R.; Fernando, Q.; Korte, N. Reduction of nitrate to ammonia by zero-valent iron. Chemosphere 1997, 35, 2689–2695. [Google Scholar] [CrossRef]
- Park, M.H.; Jeong, S.; Lee, G.; Park, H.; Kim, J.Y. Removal of aqueous-phase Pb (II), Cd (II), As (III), and As (V) by nanoscale zero-valent iron supported on exhausted coffee grounds. Waste Manag. 2019, 92, 49–58. [Google Scholar] [CrossRef]
- Schober, P.; Boer, C.; Schwarte, L.A. Correlation Coefficients: Appropriate Use and Interpretation. Anesth. Analg. 2018, 126, 1763–1768. [Google Scholar] [CrossRef]
- Taylor, R. Interpretation of the Correlation Coefficient: A Basic Review. J. Diagn. Med. Sonogr. 1990, 6, 35–39. [Google Scholar] [CrossRef]
- Antia, D.D.J. Purification of Saline Water Using Desalination Pellets. Water 2022, 14, 2639. [Google Scholar] [CrossRef]
- Antia, D.D.J. Remediation of Saline Wastewater Producing a Fuel Gas Containing Alkanes and Hydrogen Using Zero Valent Iron (Fe0). Water 2022, 14, 1926. [Google Scholar] [CrossRef]
- Pourbaix, M. Atlas of Electrochemical Equilibria in Aqueous Solutions; NACE International: Houston, TX, USA, 1974; p. 644. [Google Scholar]






















| NaCl | Na+ Ions | Cl− Ions | |
|---|---|---|---|
| Mean | 41.84% | 41.33% | 41.74% |
| Standard Deviation | 15.61% | 16.35% | 17.99% |
| Minimum | 5.54% | 0.00% | 4.62% |
| 1st Quartile | 30.01% | 31.38% | 26.16% |
| Median | 43.39% | 41.14% | 42.21% |
| 3rd Quartile | 51.09% | 53.67% | 55.25% |
| Maximum | 73.59% | 69.77% | 75.51% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Antia, D.D.J. Catalytic Partial Desalination of Saline Water. Water 2022, 14, 2893. https://doi.org/10.3390/w14182893
Antia DDJ. Catalytic Partial Desalination of Saline Water. Water. 2022; 14(18):2893. https://doi.org/10.3390/w14182893
Chicago/Turabian StyleAntia, David D. J. 2022. "Catalytic Partial Desalination of Saline Water" Water 14, no. 18: 2893. https://doi.org/10.3390/w14182893
APA StyleAntia, D. D. J. (2022). Catalytic Partial Desalination of Saline Water. Water, 14(18), 2893. https://doi.org/10.3390/w14182893