
Pretreatment Hydrolysis Acidification/Two-Stage AO Combination Process to Treat High-Concentration Resin Production Wastewater



Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
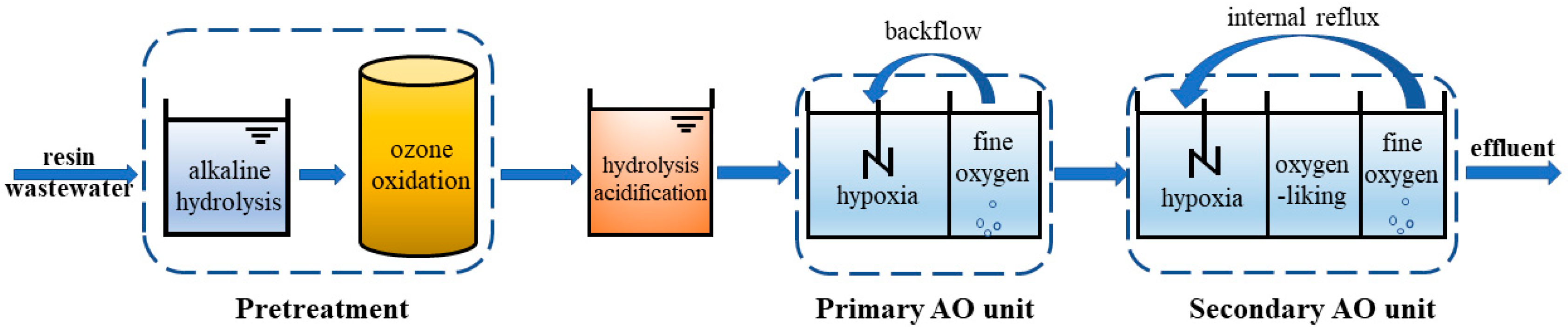
2.2. Experimental Process
2.3. Water Quality Analysis
3. Results and Discussion
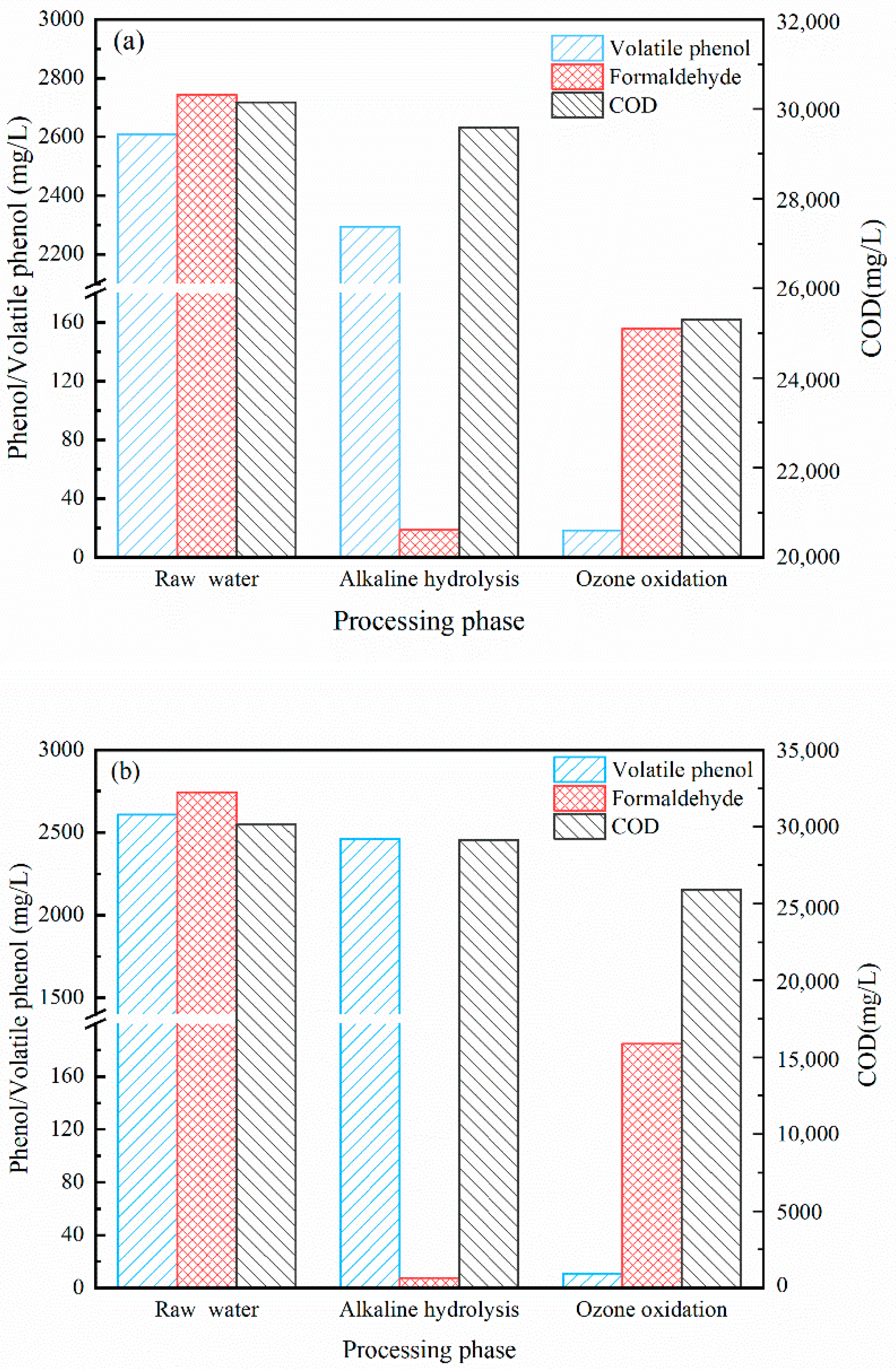
3.1. Effect of Pretreatment on the Removal Effect of Volatile Phenols and Formaldehyde
3.2. Effect of Running Time on Treatment Efficiency of the Hydrolysis Acidification Unit
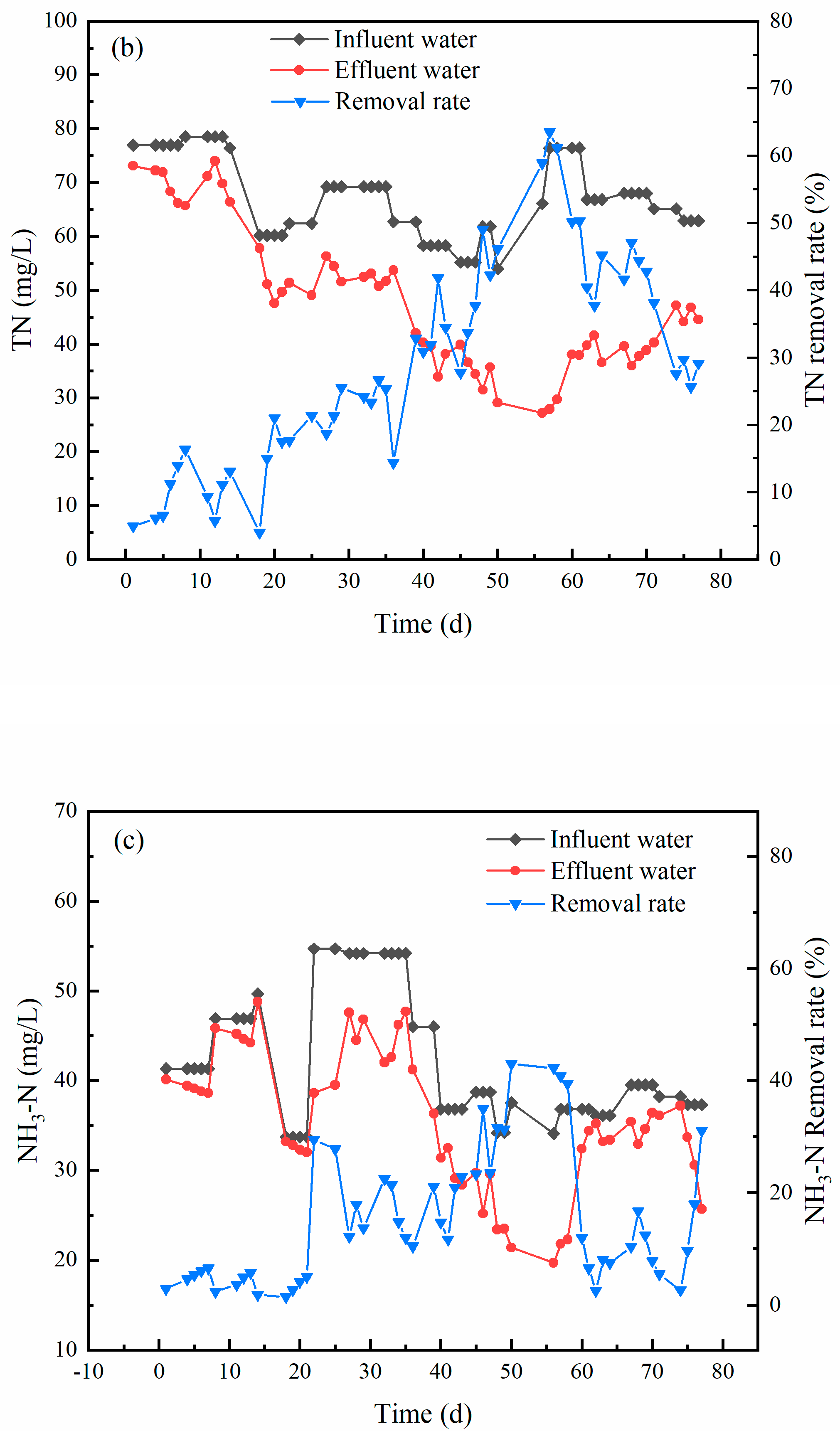
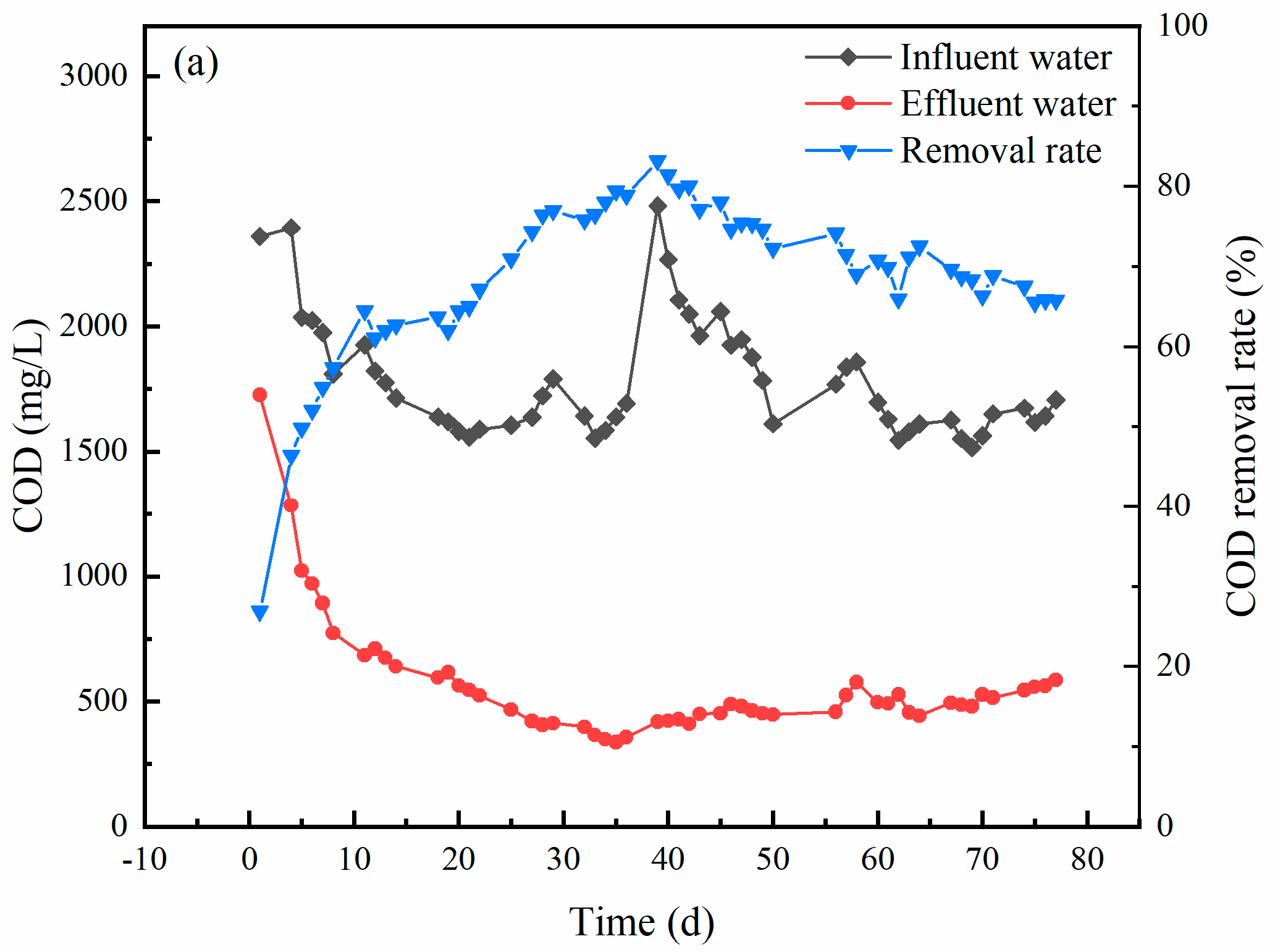
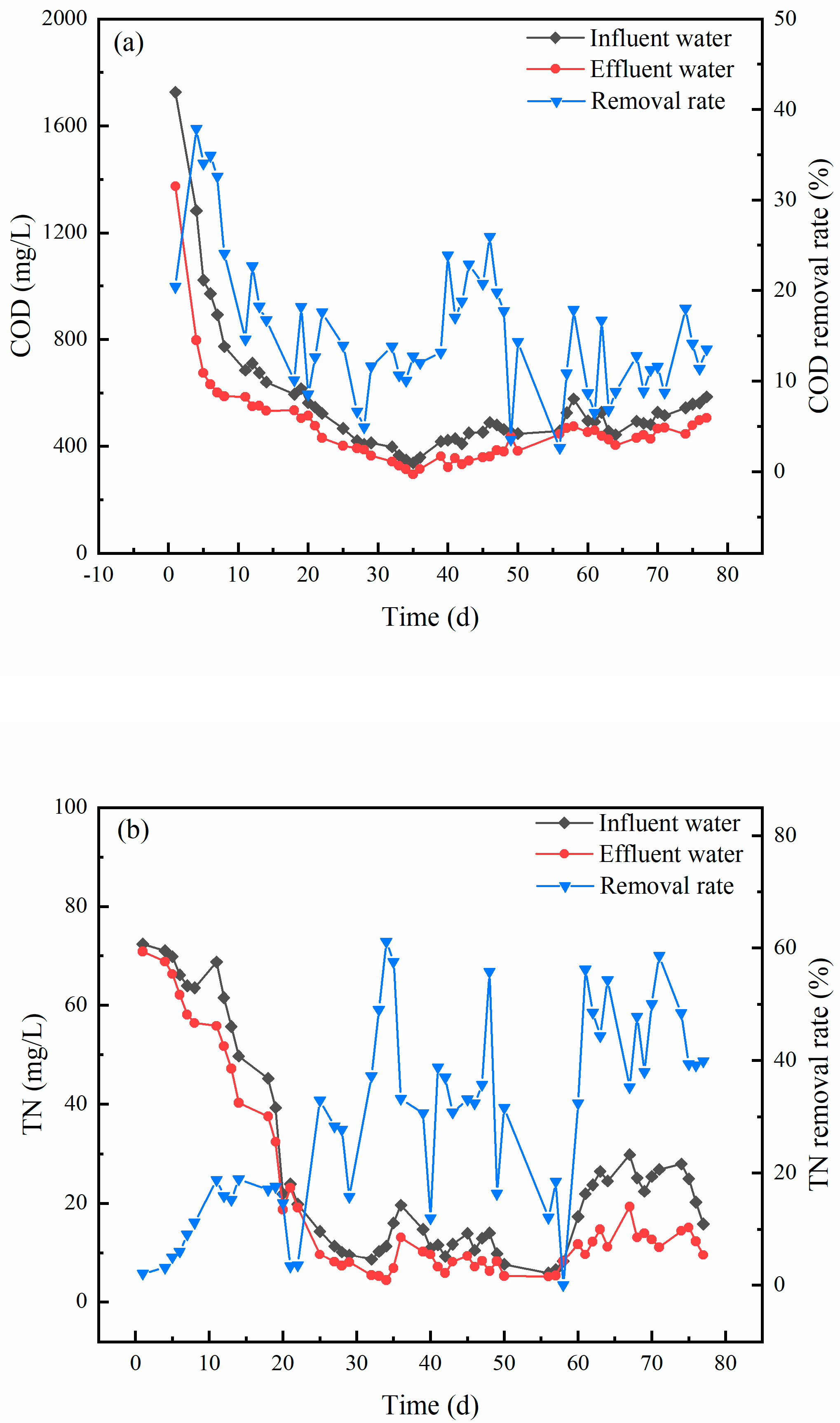
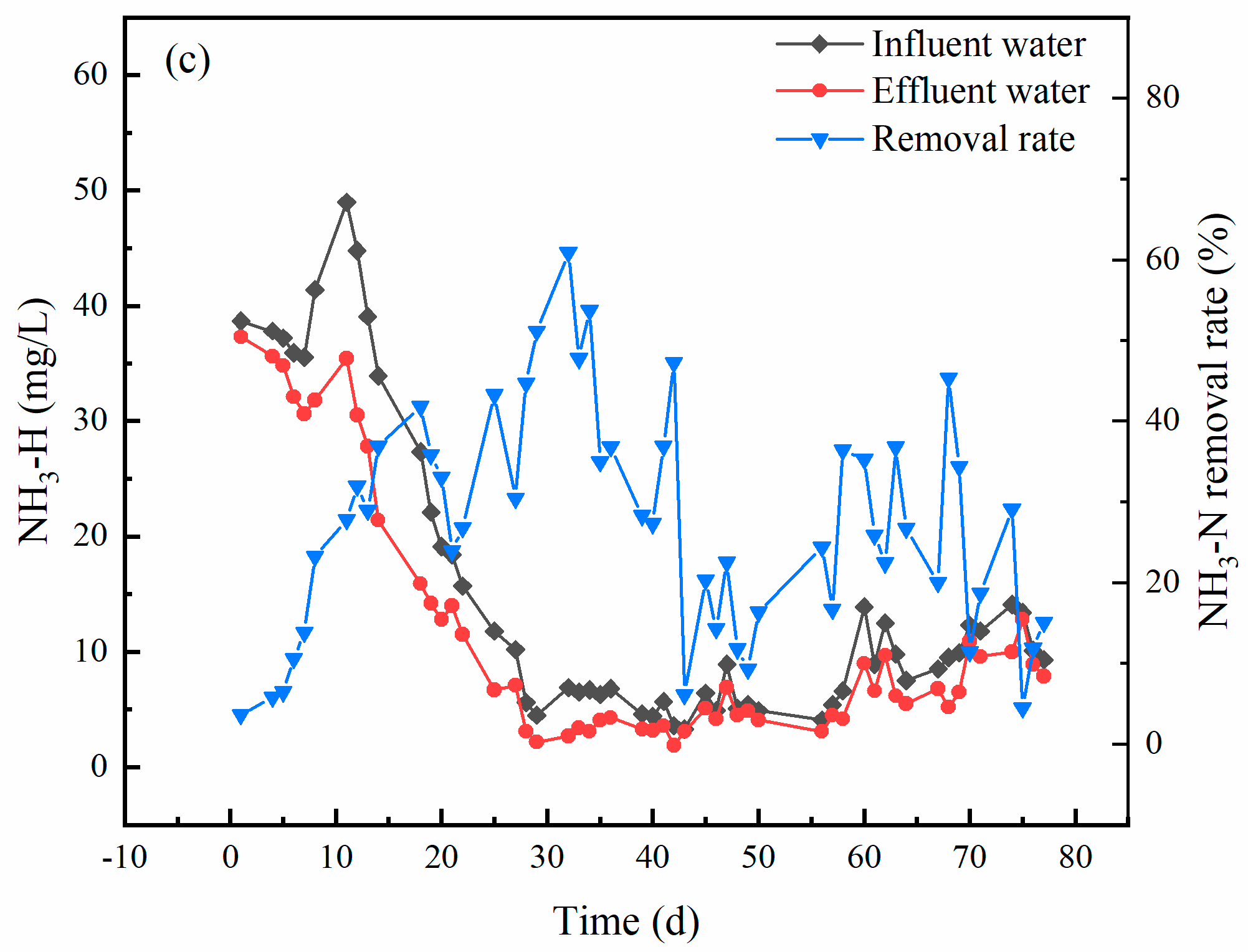
3.3. Effect of Running Time on Treatment Efficiency of Primary AO Unit
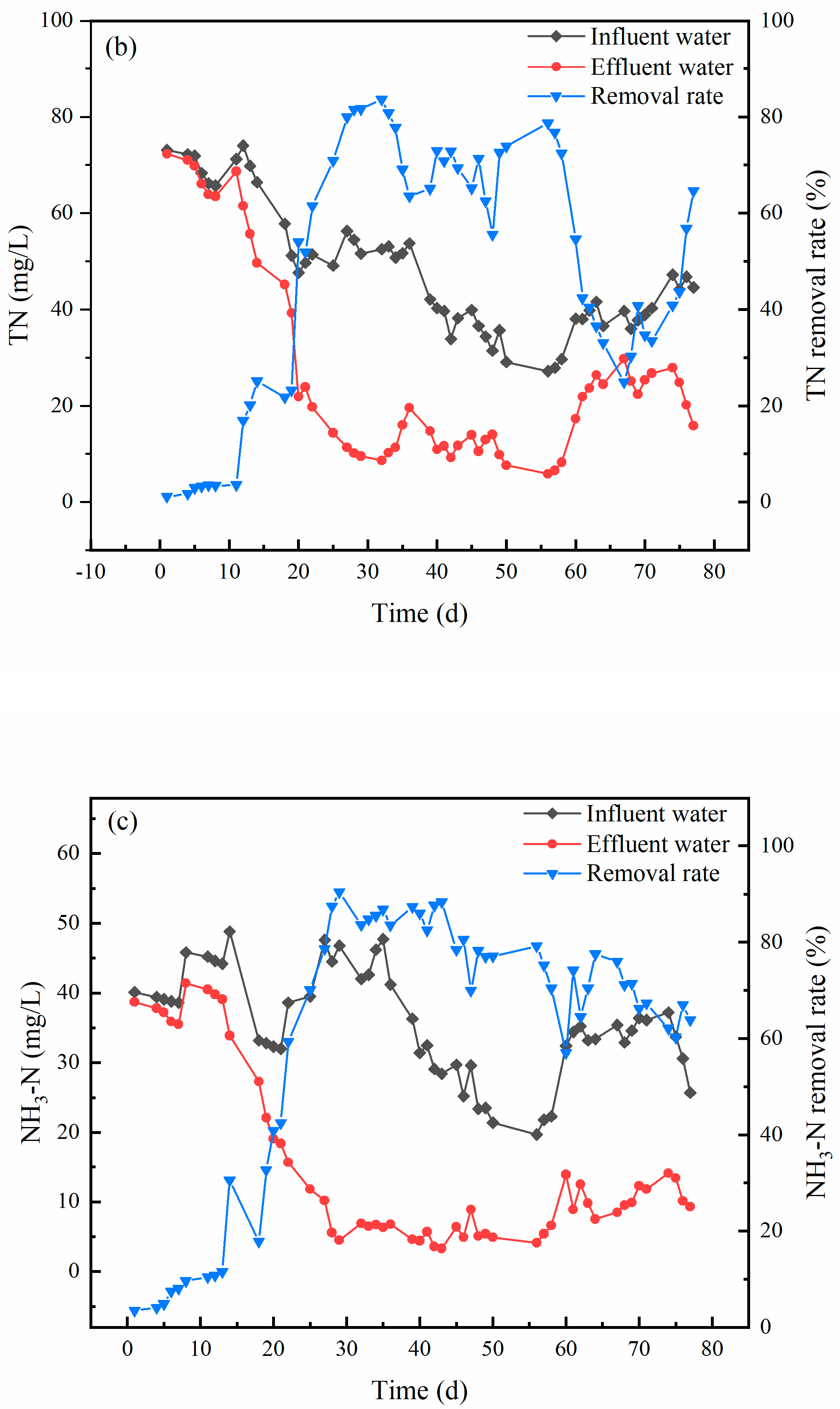
3.4. Effect of Running Time on Treatment Efficiency of the Two-Stage AO Unit
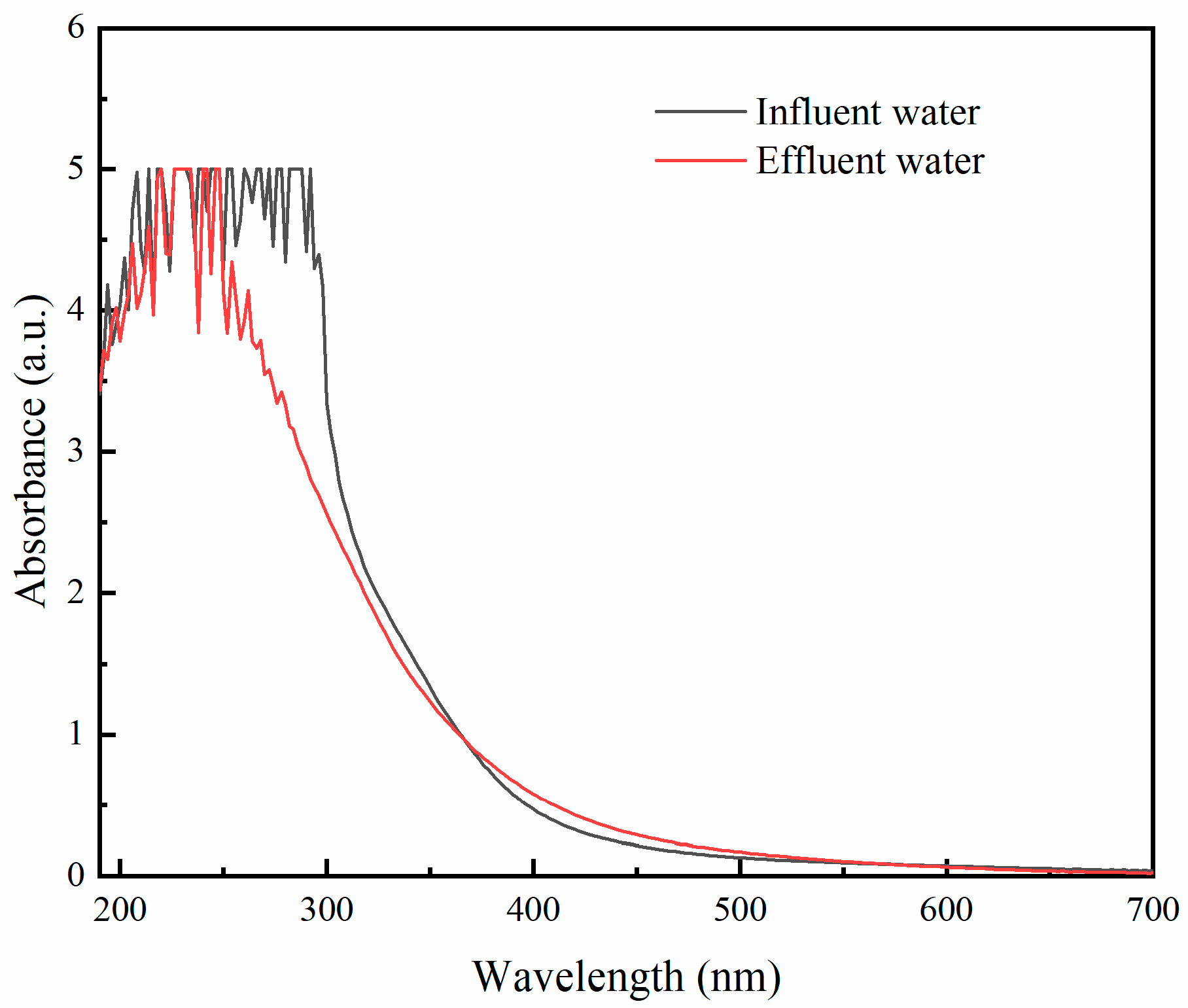
3.5. Exploration of Organic Matter Degradation in the Water Treatment Process
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shi, J.; Xu, C.; Han, Y.; Han, H. Case study on wastewater treatment technology of coal chemical industry in China. Crit. Rev. Environ. Sci. Technol. 2021, 51, 1003–1044. [Google Scholar] [CrossRef]
- Li, D.; Liu, J.; Wang, S.; Cheng, J. Study on coal water slurries prepared from coal chemical wastewater and their industrial application. Appl. Energ. 2020, 268, 114976. [Google Scholar] [CrossRef]
- Wei, K.; Wang, Z.; Ouyang, C.; Cao, X.; Liang, P.; Huang, X.; Zhang, X. A hybrid fluidized-bed reactor (HFBR) based on arrayed ceramic membranes (ACMs) coupled with powdered activated carbon (PAC) for efficient catalytic ozonation: A comprehensive study on a pilot scale. Water Res. 2020, 173, 115536. [Google Scholar] [CrossRef] [PubMed]
- Yang, X.; Wang, B.; Luo, H.; Yan, S.; Dai, J.; Bai, Z. Efficient recovery of phenol from coal tar processing wastewater with tributylphosphane/diethyl carbonate/cyclohexane: Extraction cycle and mechanism study. Chem. Eng. Res. Des. 2020, 157, 104–113. [Google Scholar] [CrossRef]
- Gai, H.; Zhang, X.; Chen, S.; Wang, C.; Xiao, M.; Huang, T.; Wang, J.; Song, H. An improved tar–water separation process of low–rank coal conversion wastewater for increasing the tar yield and reducing the oil content in wastewater. Chem. Eng. J. 2020, 383, 123229. [Google Scholar] [CrossRef]
- Bertanza, G.; Collivignarelli, C.; Pedrazzani, R. The role of chemical oxidation in combined chemical-physical and biological processes: Experiences of industrial wastewater treatment. Water Sci. Technol. 2001, 44, 109–116. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, H.; Wang, Y.; Peng, Y. Compositional characteristics of dissolved organic matter during coal liquefaction wastewater treatment and its environmental implications. Sci. Total Environ. 2020, 704, 135409. [Google Scholar] [CrossRef]
- Mehrjouei, M.; Mueller, S.; Moeller, D. A review on photocatalytic ozonation used for the treatment of water and wastewater. Chem. Eng. J. 2015, 263, 209–219. [Google Scholar] [CrossRef]
- Wang, J.; Bai, Z. Fe-based catalysts for heterogeneous catalytic ozonation of emerging contaminants in water and wastewater. Chem. Eng. J. 2017, 312, 79–98. [Google Scholar] [CrossRef]
- Asghar, A.; Raman, A.A.A.; Daud, W.M.A.W. Advanced oxidation processes for in-situ production of hydrogen peroxide/hydroxyl radical for textile wastewater treatment: A review. J. Clean. Prod. 2015, 87, 826–838. [Google Scholar] [CrossRef] [Green Version]
- Mezohegyi, G.; van der Zee, F.P.; Font, J.; Fortuny, A.; Fabregat, A. Towards advanced aqueous dye removal processes: A short review on the versatile role of activated carbon. J. Environ. Manag. 2012, 102, 148–164. [Google Scholar] [CrossRef] [PubMed]
- Aparicio, M.A.; Eiroa, M.; Kennes, C.; Veiga, M.C. Combined post-ozonation and biological treatment of recalcitrant wastewater from a resin-producing factory. J. Hazard. Mater. 2007, 143, 285–290. [Google Scholar] [CrossRef] [PubMed]
- Gomes, J.; Costa, R.; Quinta-Ferreira, R.M.; Martins, R.C. Application of ozonation for pharmaceuticals and personal care products removal from water. Sci. Total Environ. 2017, 586, 265–283. [Google Scholar] [CrossRef]
- Sun, F.Q.; Hu, J.; Zhou, Y.; Mei, R.W.; Wang, C.Z.; He, Y.Y.; Wu, W.X. High efficient alternating anaerobic/aerobic process for polyester resin wastewater treatment: Performance and microbial community structure. Biochem. Eng. J. 2018, 138, 121–130. [Google Scholar] [CrossRef]
- Saeed, T.; Miah, M.J.; Khan, T.; Ove, A. Pollutant removal employing tidal flow constructed wetlands: Media and feeding strategies. Chem. Eng. J. 2020, 382, 122874. [Google Scholar] [CrossRef]
- Chen, Z.; Li, D.; Wen, Q. Investigation of hydrolysis acidification process during anaerobic treatment of coal gasification wastewater (CGW): Evolution of dissolved organic matter and biotoxicity. Sci. Total Environ. 2020, 723, 137995. [Google Scholar] [CrossRef] [PubMed]
- Hassan, M.R.; Fikry, R.M.; Yakout, S.M. Artificial neural network approach modeling for sorption of cobalt from aqueous solution using modified maghemite nanoparticles. J. Environ. Eng. 2020, 146, 4020013. [Google Scholar] [CrossRef]
- Elkady, M.; Shokry, H.; Hamad, H. New Activated Carbon from Mine Coal for Adsorption of Dye in Simulated Water or Multiple Heavy Metals in Real Wastewater. Materials 2020, 13, 2498. [Google Scholar] [CrossRef]
- Wang, J.; Chen, H. Catalytic ozonation for water and wastewater treatment: Recent advances and perspective. Sci. Total Environ. 2020, 704, 135249. [Google Scholar] [CrossRef]
- Wang, B.; Zhang, H.; Wang, F.; Xiong, X.; Tian, K.; Sun, Y.; Yu, T. Application of heterogeneous catalytic ozonation for refractory organics in wastewater. Catalysts 2019, 9, 241. [Google Scholar] [CrossRef] [Green Version]
- Malik, S.N.; Ghosh, P.C.; Vaidya, A.N.; Mudliar, S.N. Hybrid ozonation process for industrial wastewater treatment: Principles and applications: A review. J. Water Process Eng. 2020, 35, 101193. [Google Scholar] [CrossRef]
- Sun, W.; Ma, G.; Sun, Y.; Liu, Y.; Song, N.; Xu, Y.; Zheng, H. Effective treatment of high phosphorus pharmaceutical wastewater by chemical precipitation. Can. J. Chem. Eng. 2017, 95, 1585–1593. [Google Scholar] [CrossRef]
- Cui, Z.; Tian, W.; Fan, C.; Guo, Q. Novel design and dynamic control of coal pyrolysis wastewater treatment process. Sep. Purif. Technol. 2020, 241, 116725. [Google Scholar] [CrossRef]
- Sun, W.; Sun, Y.; Zhu, H.; Zheng, H. Catalytic activity and evaluation of Fe-Mn@Bt for ozonizing coal chemical biochemical tail water. Sep. Purif. Technol. 2020, 239, 116524. [Google Scholar] [CrossRef]
- Calderon, B.; Smith, F.; Aracil, I.; Fullana, A. Green synthesis of thin shell Carbon-Encapsulated iron nanoparticles via hydrothermal carbonization. ACS Sustain. Chem. Eng. 2018, 6, 7995–8002. [Google Scholar] [CrossRef]
- Zheng, K.; Yang, R.; Wu, H.; Wang, G.; Yang, Y.; Li, Y. Application of the Perturbed-Chain SAFT to phase equilibria in the Fischer-Tropsch synthesis. Ind. Eng. Chem. Res. 2019, 58, 8387–8400. [Google Scholar] [CrossRef]
- Lu, H.J.; Chandran, K.; Stensel, D. Microbial ecology of denitrification in biological wastewater treatment. Water Res. 2014, 64, 237–254. [Google Scholar] [CrossRef]
- Wang, D.; Han, Y.; Han, H.; Li, K.; Xu, C.; Zhuang, H. New insights into enhanced anaerobic degradation of Fischer-Tropsch wastewater with the assistance of magnetite. Bioresour. Technol. 2018, 257, 147–156. [Google Scholar] [CrossRef]
- Zeeman, G.; Sanders, W.T.M.; Wang, K.Y.; Lettinga, G. Anaerobic treatment of complex wastewater and waste activated sludge—Application of an upflow anaerobic solid removal (UASR) reactor for the removal and pre-hydrolysis of suspended COD. Water Sci. Technol. 1997, 35, 121–128. [Google Scholar] [CrossRef]
- Wang, D.; Han, H.; Han, Y.; Li, K.; Zhu, H. Enhanced treatment of Fischer-Tropsch (F-T) wastewater using the up-flow anaerobic sludge blanket coupled with bioelectrochemical system: Effect of electric field. Bioresour. Technol. 2017, 232, 18–26. [Google Scholar] [CrossRef]
- Chen, H.; Lee, J.; Zheng, Y.; Duan, Q. A non-traditional energy transfer process in CWPO heterogeneous reaction for wastewater treatment. Chem. Eng. Res. Des. 2016, 114, 142–147. [Google Scholar] [CrossRef]
- Wei, J.; Shi, G.; Wang, N.; An, Q.; Ji, S. Removal of organic compounds from Fischer-Tropsch synthesis wastewater by pervaporation and electrodialysis. Membr. Sci. Technol. 2017, 37, 53–59. [Google Scholar]
- Baliban, R.C.; Elia, J.A.; Floudas, C.A.; Xiao, X.; Zhang, Z.; Li, J.; Cao, H.; Ma, J.; Qiao, Y.; Hu, X. Thermochemical conversion of duckweed biomass to gasoline, diesel, and jet fuel: Process synthesis and global optimization. Ind. Eng. Chem. Res. 2013, 52, 11436–11450. [Google Scholar] [CrossRef]
- Aljerf, L. High-efficiency extraction of bromocresol purple dye and heavy metals as chromium from industrial effluent by adsorption onto a modified surface of zeolite: Kinetics and equilibrium study. J. Environ. Manag. 2018, 225, 120–132. [Google Scholar] [CrossRef]
- Sun, W.; Zhou, S.; Sun, Y.; Xu, Y.; Zheng, H. W-Ag-Ti@γ-Al2O3 particle electrodes for enhanced electrocatalytic pretreatment of coal chemical wastewater. J. Environ. Chem. Eng. 2021, 9, 104681. [Google Scholar] [CrossRef]
- Guo, L.; Xiao, Z.; Sun, W.; Xu, H.; Xu, Y.; Zheng, H.; Sun, Y. Fischer–Tropsch synthetic wastewater treatment with Fe/Mn@CH: Catalytic ozonation and process evaluation. Sep. Purif. Technol. 2021, 276, 119274. [Google Scholar] [CrossRef]
- Chen, L.; Zhou, S.; Xu, Y.; Sun, Y.; Zheng, H. Effective glyphosate degradation through the combination of ozone/hydrogen peroxide oxidation and coagulation. Desalin. Water Treat. 2020, 204, 377–387. [Google Scholar] [CrossRef]
- Sun, W.; Sun, Y.; Shah, K.J.; Chiang, P.; Zheng, H. Electrocatalytic oxidation of tetracycline by Bi-Sn-Sb/γ-Al2O3 three-dimensional particle electrode. J. Hazard. Mater. 2019, 370, 24–32. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Projects | pH | COD (mg/L) | Volatile Phenol (mg/L) | Formaldehyde (mg/L) | Saline Matter (mg/L) |
|---|---|---|---|---|---|
| Numerical value | 4–6 | 30,000–33,000 | 2700–2900 | 2600–2700 | 3000–6500 |
| Category | Name | Chemical Formula |
|---|---|---|
| Alkanes | Diethylsilane | C4H12Si |
| 1-Methyl-1-silacyclobutane | C4H12Si | |
| Phospholane | C4H9P | |
| Acids | Boronic acid, ethyl-diethyl ester | C6H15BO2 |
| 1-Butaneboronic acid | C4H11BO2 | |
| Epoxy alkanes | 1,3-Dioxolane, 2,4,5-trimethyl | C6H12O2 |
| 1,4-Dioxane | C4H8O2 | |
| Phenols | Phenol | C6H6O |
| Esters | Butylisocyanatoacetate | C7H11NO3 |
| Methyl nicotinate | C7H7NO2 | |
| Nitrobenzene | Paradinitrobenzene | C6H4N2O2 |
| Ketones | Cyclopentanone | C5H8O |
| Aldehydes | Pentanal,3-methyl- | C6H12O |
| Type of Substance | Number of Species | Relative Content/% | ||
|---|---|---|---|---|
| Raw Water | Effluent Water | Raw Water | Effluent Water | |
| Alkanes | 9 | 3 | 25.32 | 8.74 |
| Epoxy alkanes | 7 | 7 | 16.07 | 67.25 |
| Esters | 13 | 5 | 22.79 | 11.23 |
| Phenols | 3 | 1 | 8.36 | 1.76 |
| Aldehydes | 2 | 0 | 8.04 | 0.00 |
| Acids | 2 | 4 | 10.13 | 3.64 |
| Ketones | 6 | 3 | 4.07 | 1.63 |
| Nitrobenzene | 2 | 1 | 3.56 | 1.89 |
| Others | 16 | 6 | 1.67 | 3.86 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, S.; Jiang, W.; Zhao, M.; Liu, A.; Wang, M.; Wu, Q.; Sun, Y. Pretreatment Hydrolysis Acidification/Two-Stage AO Combination Process to Treat High-Concentration Resin Production Wastewater. Water 2022, 14, 2949. https://doi.org/10.3390/w14192949
Cao S, Jiang W, Zhao M, Liu A, Wang M, Wu Q, Sun Y. Pretreatment Hydrolysis Acidification/Two-Stage AO Combination Process to Treat High-Concentration Resin Production Wastewater. Water. 2022; 14(19):2949. https://doi.org/10.3390/w14192949
Chicago/Turabian StyleCao, Shengping, Weiwei Jiang, Minyan Zhao, Ankang Liu, Mingxiu Wang, Qu Wu, and Yongjun Sun. 2022. "Pretreatment Hydrolysis Acidification/Two-Stage AO Combination Process to Treat High-Concentration Resin Production Wastewater" Water 14, no. 19: 2949. https://doi.org/10.3390/w14192949
APA StyleCao, S., Jiang, W., Zhao, M., Liu, A., Wang, M., Wu, Q., & Sun, Y. (2022). Pretreatment Hydrolysis Acidification/Two-Stage AO Combination Process to Treat High-Concentration Resin Production Wastewater. Water, 14(19), 2949. https://doi.org/10.3390/w14192949