3.1. Urban Wastewater Characterization
The average results of the initial characterization of the sidestream WW of the Vilanova i la Geltrú WWTP are detailed in
Table 7.
As shown in
Table 7, the initial COD value of the tested WW in this study was much lower than those established in the literature [
25,
26,
27,
28,
29,
30]. This fact was mainly because WWs analyzed in previous studies were based on mainstreams, while the WW of this work belonged to a sidestream. WW sidestream has already suffered a reduction in organic matter during purification. Indeed, this fact was repeated for the case of the initial value of TSS (considering that the WW used in this work was a sidestream), but not so in the turbidity value, which was within the range of parameters previously found in bibliography studies [
25,
26,
27,
28,
29,
30]. Thus, these three parameters were considered to establish the operating parameters of the C/F process.
It is worth mentioning that the initial characterization of the WW used for Series # 2 and # 5 presented remarkably high values of their control parameters (turbidity > 5000 NTU, COD > 70,000 mg O2/L, and TSS > 8000 mg/L). Hence, a previous process of settling the sample was necessary during 18 h.
This process did not substantially affect the initial concentration values of the anions, cations, and physical–chemical properties, such as pH (average removal percentage of anions, cations, and pH of 2.2% during the settling process). However, the control parameter (turbidity, COD, and TSS) values showed a considerable standard deviation in their mean values. The detailed initial characterization values of the different experimental series are found in
Table 8 below:
As shown in
Table 8, the settling process in the sample from Series # 2 and # 5 produced a notable reduction in the TSS value without affecting the turbidity and COD values.
3.2. Experimental Process Results: C/F Process Optimization
This section presents the results of the experimental C/F process of each of the series of the experimental matrix. These results were summarized considering the C/F process efficiency and the statistical analysis.
In the case of Series # 1, the numerical analysis is shown by the final control parameters removal efficiency (
Table 9). For the rest of the series, only a final summarized figure is shown.
3.2.1. Series # 1: Reagent selection
Series # 1 was established with two variable parameters: the coagulant and the flocculant reagent for the C/F process. This series aimed to make a comparison under equal conditions of different reagents to determine the optimal materials for treating the wastewater from this study.
The dosage of the coagulant reagents (Derypol HT20, Al
2(SO
4)
3 and FeCl
3) was 500 mg/L, while the flocculant reagents (Derypol DR4000 and Flocculant 1) were used in an 800 mg/L dosage, according to the experimental matrix. Removal efficiency values achieved by this experimental series are presented in
Table 9.
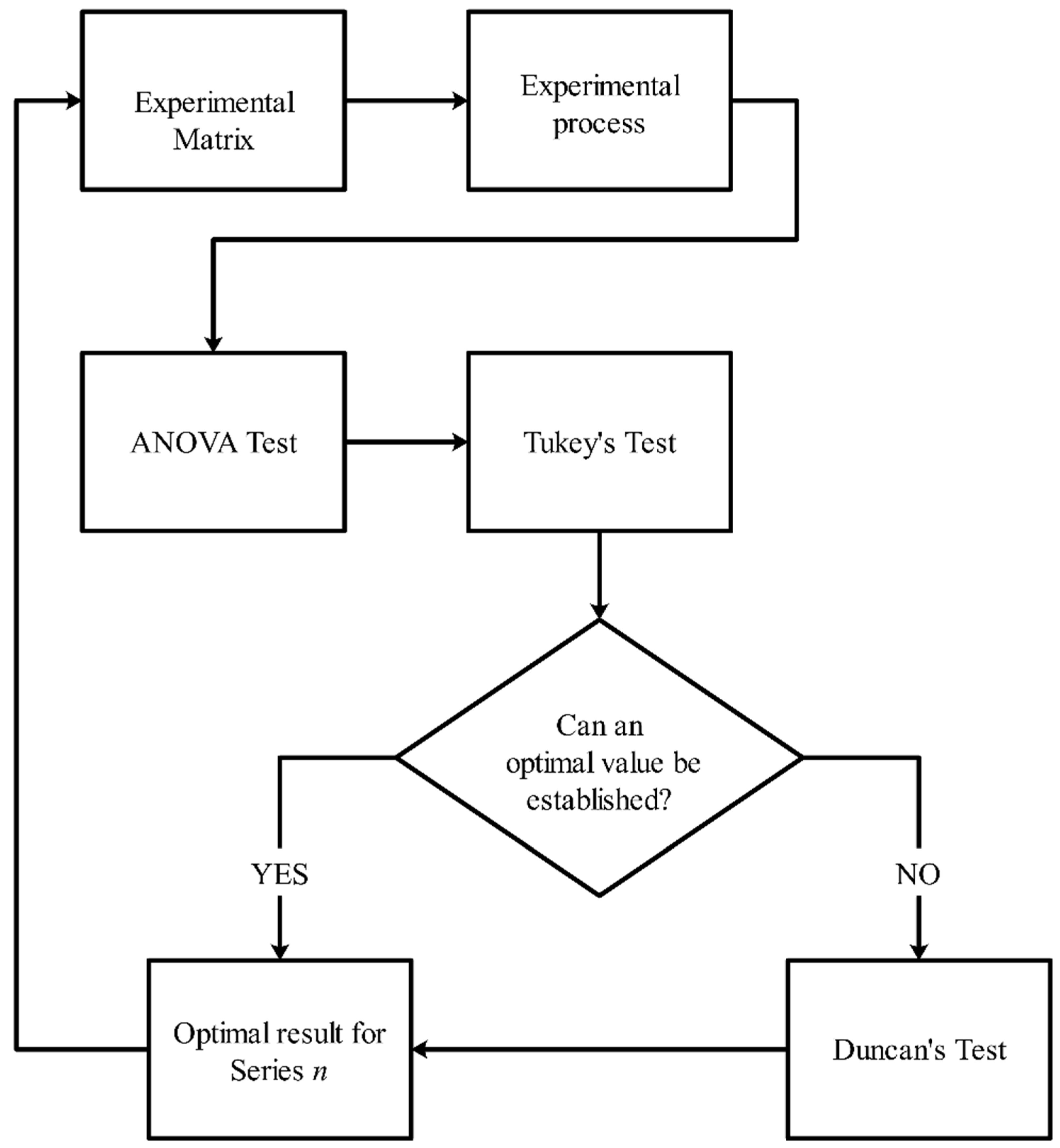
Since the mathematical difference was too small to determine the optimal reagents, the corresponding statistical analysis was carried out using the ANOVA and Tukey’s tests (
Figure 4).
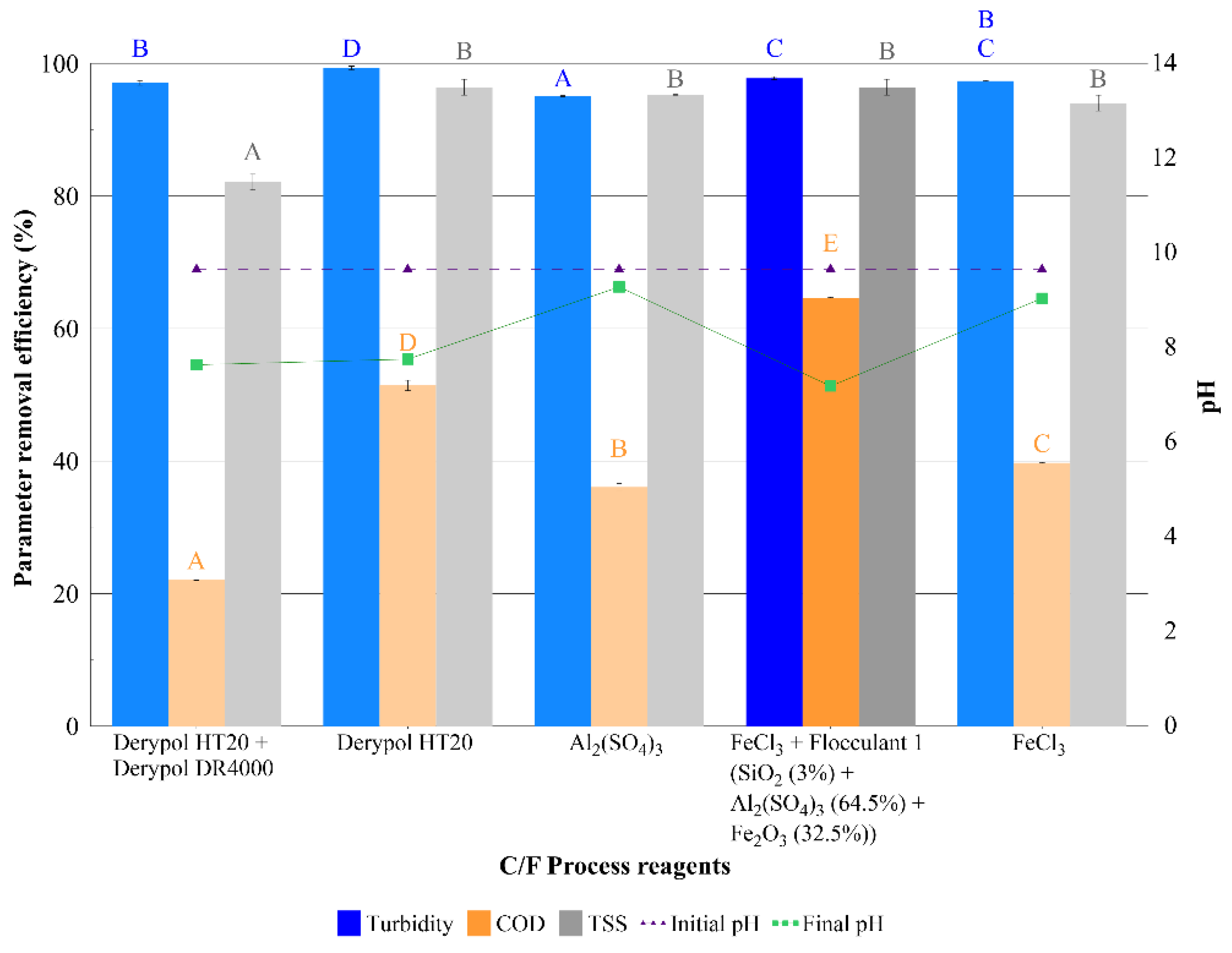
Figure 4 shows the removal efficiency values of turbidity, COD, and TSS plotted in blue, orange, and gray, respectively, as well as the results of Tukey’s test labeled in ascending alphabetical order with the same color as its control parameter.
The results of the Tukey test for this series showed that in the case of turbidity, the experiment with Derypol HT20 as a coagulant reagent achieved the best result for this control parameter. The second-best results were achieved by the experiments carried out with FeCl3, with and without the addition of Flocculant 1, that were statistically equivalent (there was no statistical significance between these values) and whose value was numerically slightly lower than using Derypol HT20.
On the other hand, regarding the efficiency of COD removal, it was observed that the FeCl3 + Flocculant 1 combination reached the highest removal efficiency value of this parameter. Finally, the TSS Tukey test showed that the efficiency value obtained by all the experiments, except for the combination of Derypol HT20 + Derypol DR4000, was not statistically significant and, therefore it was optimal for the elimination of this parameter.
Therefore, the experiment carried out with the FeCl3 coagulant, together with the flocculant named “Flocculant 1”, was considered optimal for Series # 1, achieving an efficiency of 97.8 ± 0.3%, 64.7 ± 0.1%, and 96.4 ± 1.2% for removal of turbidity, COD, and TSS, respectively.
3.2.2. Series # 2: Coagulant Dosage
Series # 2 was established to study another operational parameter: the coagulant dose (mg/L). In this series, the optimal C/F reagents obtained from Series # 1 were used: FeCl3 and Flocculant 1; along with the rest of the parameters established in the experimental matrix.
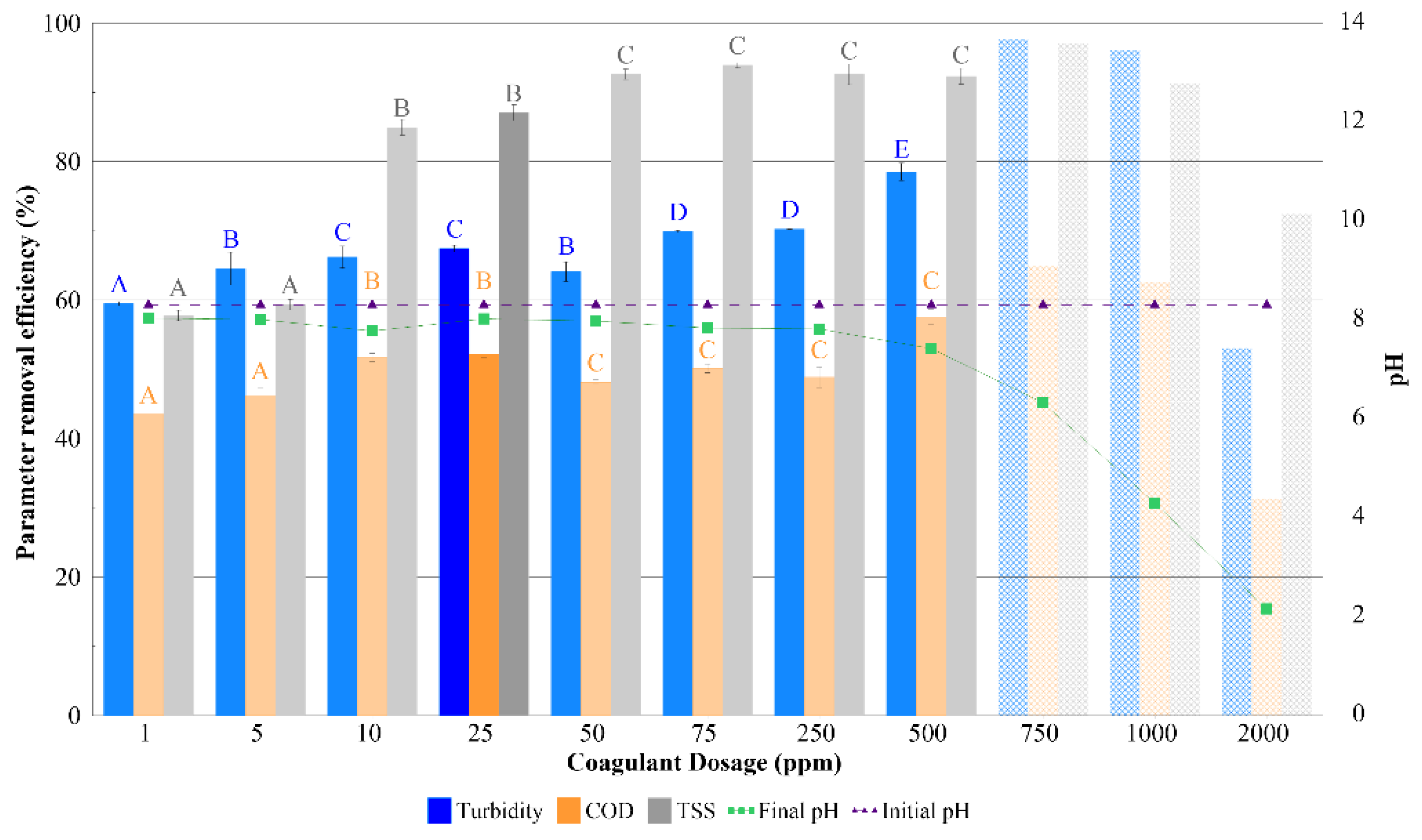
This series aimed to evaluate the variation of the removal efficiency of the control parameters (turbidity, COD, and TSS) in comparison to the dosage of the coagulant material, and thus to obtain the optimal dosage value (
Figure 5).
As can be seen in
Figure 5, the turbidity and COD efficiency values showed a distribution with an increase in the efficiency value up to the first maximum value (between 10 and 25 mg/L), followed by a reduction in their values up to the second increase in their values up to a second maximum value (between 750 and 1000 mg/L). This behavior happened due to a phenomenon known as coagulation zones, in which there are two increasing and two decreasing efficiency zones interspersed depending on the dosage of the reagent with the following characteristics: in the first zone (load reduction), the dosage value is not sufficient to destabilize the particles; in the second zone (optimal dose), the first maximum agglomeration of colloids occurs; by increasing the dose in the third zone (charge inversion), the colloids stabilize again due to the supersaturation of the coagulant, generating a breakdown of the flocs formed; and finally, in the fourth zone (sweep coagulation), there is a supersaturation in the medium that leads to a sweep and precipitation effect of these colloids [
32,
33,
34].
On the other hand, it is observed in
Figure 5 that the final pH values decreased in an accelerated manner from a dosage of 750 mg/L. In the same way, it is observed that these values are close to <6, which is considered a very acidic value for a subsequent process of the treated wastewater. Thus, experiments with a dosage greater than 750 mg/L were discarded due to excess coagulant reagent.
Therefore, the numerical and statistical analyses were carried out based on the experiments with a concentration from 1 to 500 mg/L. Regarding the numerical analysis, it was found that the optimal turbidity removal results were reached with a dosage of 75, 250, and 500 mg/L, whereas the elimination of COD obtained better results with the dosage of 10, 25, and 500 mg/L. Finally, the experiments with a dosage of 50, 75, and 250 mg/L reached the best results for the removal of TSS. On the other hand, the statistical analysis showed that the experiment with the highest efficiency corresponded to a dosage of 500 mg/L, and it was statistically significant to the experiments with a dosage of 75 and 250 mg/L, which were not statistically significant (equivalent) to each other for removing turbidity. In the case of COD, in the same way, the experiment with a dosage of 500 mg/L was statistically significant to the experiments with 10 and 25 mg/L, which were equivalent. Finally, in the case of TSS removal, the three best results (500, 250, and 75 mg/L) were not statistically significant, even with a dosage of 50 mg/L. Due to this, the experiment that obtained the highest removal results corresponded to a dosage of 500 mg/L. However, the optimal dose of coagulant material was 25 mg/L. Due to this, the experiment obtained slightly lower values of elimination of turbidity, COD and TSS, in 11.1%, 5.4%, and 5.3%, respectively, concerning the dose of 500 mg/L, but with a requirement of coagulant material 20 times lower.
Therefore, the experiment with a dosage of 25 mg/L was considered optimal for Series # 2, achieving an efficiency of 67.5 ± 0.3%, 52.2 ± 0.4% and 87.1 ± 0.8% for removal of turbidity, COD and TSS, respectively.
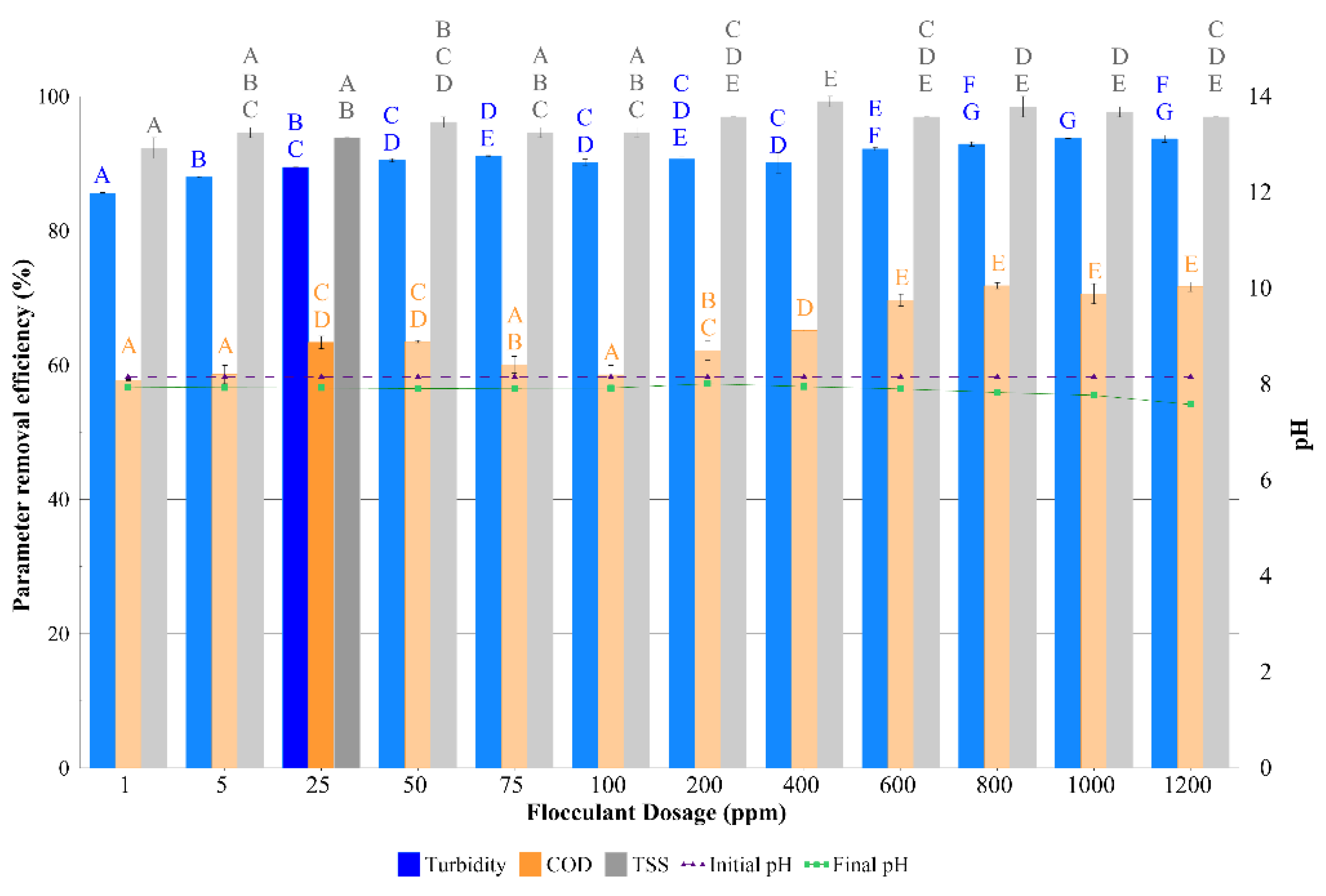
3.2.3. Series # 3: Flocculant Dosage
Series # 3 was established to determine the optimal flocculant dose (mg/L). Therefore, this series aimed to evaluate the removal efficiency of the control parameters in comparison to the flocculant dosage, thus obtaining its optimal value. Therefore, from the experimental process already established, the experiments and the numerical and statistical analysis were carried out. These results of Series # 3 are represented in
Figure 6.
In the results found in
Figure 6, it was observed that unlike Series # 2, adding flocculating material in the range of experimentation did not considerably modify the final pH, so in the first instance, the dosage of Flocculant 1 was considered adequate for the whole series.
Similarly, in
Figure 6, it was observed that turbidity and COD removal percentages followed a similar pattern as that seen while studying the coagulant dose. Indeed, there was an initial increase up to the dose of 50 mg/L, followed by a decrease, and again, a boost from the value of 200 mg/L onwards. Again, this is because known as coagulation zones [
32,
33,
34], mentioned previously.
Regarding the numerical analysis of the removal results, the experiments with a dosage of 800, 1000, and 1200 mg/L obtained the highest values of turbidity and COD removal, whereas in the case of TSS removal, the highest removal values were obtained by experiments with dosages of 400, 800, and 1000 mg/L. However, graphically, it was observed that the elimination values belonging to a dosage of 600, 50, and 25 mg/L were quite similar, so the significances were verified through the statistical analysis of the series.
The result of Tukey’s test for the elimination of COD determined that there were no significant differences between the removal values with a dose of 600, 800, 1000, and 1200 mg/L, although there were significant differences at the values of 25 and 50 mg/L. However, the dosage of 25 mg/L was considered the optimum for the case of the COD removal due to 24 times lower dosage being used with only a reduction of 6.2% in the removal of this parameter.
On the other hand, the COD value was considered the main parameter of statistical comparison, since the differences between the maximum and minimum turbidity removal and TSS represent a total variation of 3.6% and 6.9%, respectively. Therefore, the selection of the experiments based on these two parameters was considered secondary compared to the elimination of COD.
Finally, the experiment with a dosage of 25 mg/L was considered optimal for Series # 3, achieving an efficiency of 89.4 ± 0.1%, 63.4 ± 0.9% and 93.9 ± 0.1% for removal of turbidity, COD, and TSS, respectively.
3.2.4. Series # 4: Rapid Mixing Time
Series # 4 was established to evaluate the rapid mixing time (RMT, expressed in min). This series aimed to determine the optimal RMT associated with the flocculating reagent to obtain the maximum removal efficiency. Again, the experimental process was carried out, and the numerical and statistical analyses are shown below in
Figure 7.
Firstly, it is observed in
Figure 7 that the final pH level was almost constant throughout the series, which indicates that the rapid agitation of the C/F process did not influence the efficiency of the coagulant and flocculating material.
Secondly, regarding the numerical analysis, the results with the highest turbidity removal values corresponded to an RMT of 1 and 20 min. In the case of COD removal, these results were obtained with a RMT of 5 and 10 min. Finally, a RMT of 1, 10, 20, and 25 min was required to obtain the best TSS removal results. Statistical analysis confirmed that any result was statistically significant (i.e., equivalent results were achieved) in removing turbidity and COD; while in the case of the elimination of TSS, the RMT of 1, 10, 20, and 25 min were equivalent and showed the best results of the series.
Therefore, the optimal RMT for this series corresponded to the experiments with a RMT of 1, 10, 20, and 25 min. Thus, the experiment with a lower time (1 min) was selected, which implied lower energy consumption and a shorter experimental time.
Therefore, based on the above considerations, the experiment carried out with a rapid mixing time of 1 min was considered optimal for Series # 4, achieving an efficiency of 91.5 ± 0.3%, 59.1 ± 1.2% and 95.2 ± 0.1% for removal of turbidity, COD, and TSS, respectively.
3.2.5. Series # 5: Rapid Mixing Speed
Series # 5 was established with another variable parameter: rapid mixing speed (RMS, expressed in rpm). This last series pretended to analyze the RMS of the flocculating material effect on the control parameters to obtain the optimal RMS value. In the same way as the previous series, the experimental process was carried out, and the numerical and statistical analysis of the results of Series # 5 are represented in
Figure 8.
As can be seen in
Figure 8, the variation of the final pH value in comparison with its initial one was negligible. This indicated that the range of experiments of the C/F process did not affect the removal efficiency of the reagent with the studied operational parameters. So, it could be concluded that the range of experimentation for this series was optimal.
When considering the numerical analysis of the series, it was found that the experiments with RMS of 200 and 225 rpm reached the highest values of elimination of turbidity, COD, and TSS. On the other hand, the Tukey test statistical analysis determined that all the experiments in the series were equivalent in the case of TSS elimination values. In the case of turbidity removal, experiments with RMS of 125, 175, 200, 225, and 250 rpm were statistically equivalent. In the same way, Tukey’s test determined that the experiments with RMS of 200, 225, and 250 rpm were statistically significant concerning the rest of the series for the elimination of COD.
In the same way as in Series # 4, the experiment that supposed the highest removal efficiency of all parameters with a lower experimental energy consumption was selected; this corresponded to the experiment with a RMS of 200 rpm.
Therefore, the experiment with a fast speed of 200 rpm was considered optimal for Series # 5, achieving an efficiency of 50.5 ± 0.1%, 26.5 ± 0.1%, and 55.1 ± 5.8% for the removal of turbidity, COD, and TSS, respectively.
The results of the five series studied are analyzed in the next section. These are called optimal operation parameters and C/F process final removal efficiency. This next section pretends to determine the optimal operation parameters of the C/F process considering the optimal removal values obtained from
Section 3.2.1,
Section 3.2.2,
Section 3.2.3,
Section 3.2.4 and
Section 3.2.5, to obtain the final process removal efficiency for the C/F process.
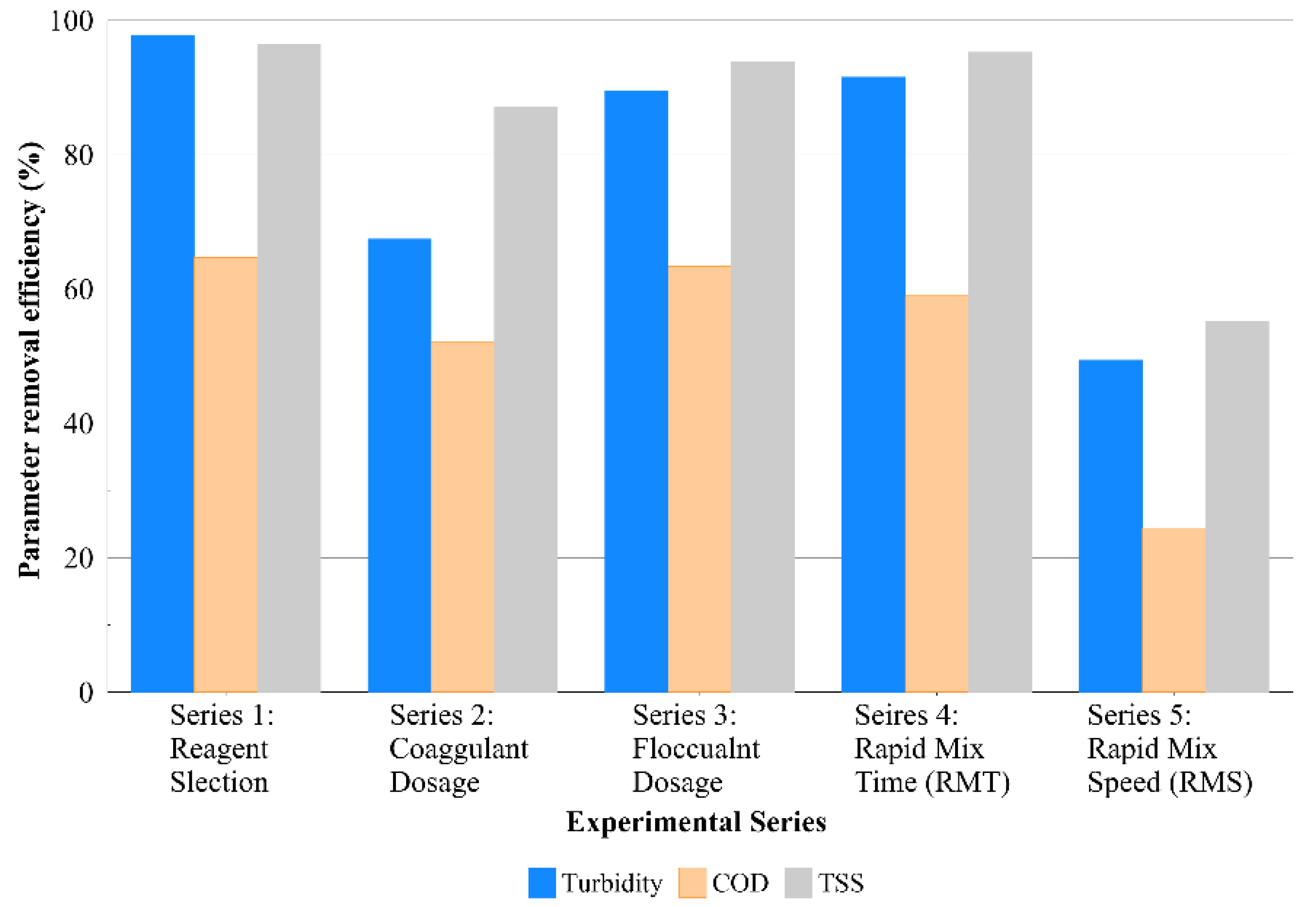
3.3. Optimal Operation Parameters and C/F Process Final Removal Efficiency
Once all the experiments foreseen in the experimental matrix were carried out, the mean removal efficiency values for turbidity, COD, and TSS from all five series studied are shown in
Figure 9.
As seen in
Figure 9, the removal efficiencies obtained by Series # 1, # 3, and # 4 were very similar. In contrast, Series # 2 obtained very similar removal values in terms of COD and TSS, but not turbidity removal, for which a notable reduction was observed in comparison to these three series. Finally, it was observed that the removal efficiency obtained by Series # 5 was much lower than the rest of the series of the experimental process. As mentioned above, the residual water samples for Series # 2 and # 5 were subjected to a previous decantation process. Therefore, the reduction in efficiency was related to the characteristics of the centrate current.
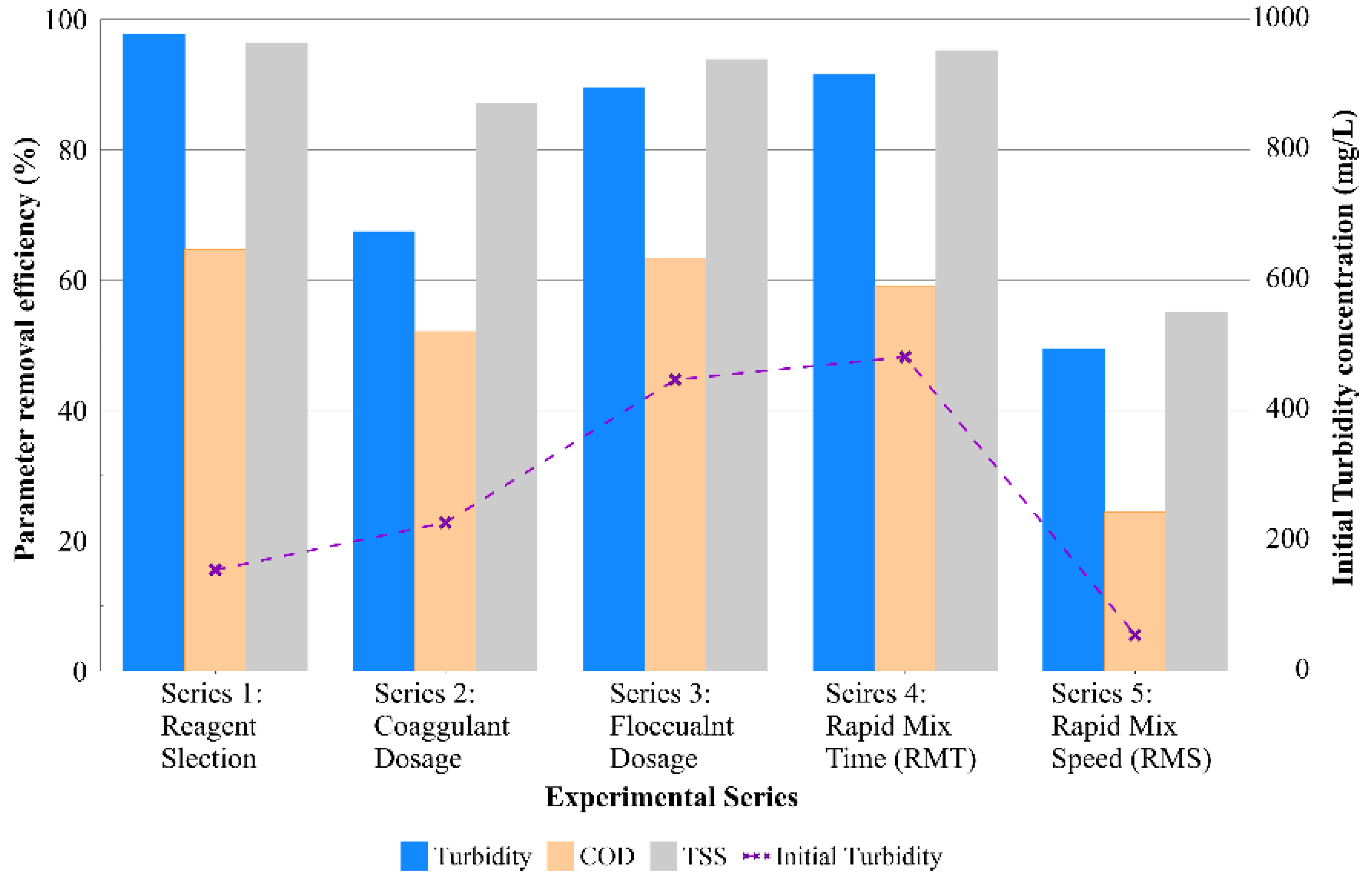
3.3.1. Evaluation of Initial Turbidity, COD, and TSS Effects on the C/F Process
As mentioned above, the removal efficiency for each experimental series was conditioned by the characteristics of the initial centrate current concerning the experimental process implemented in the studied experimental series.
Therefore, the removal efficiency values for all the series were analyzed, considering the WW’s initial turbidity, as shown in
Figure 10.
It is observed in
Figure 10 that the initial turbidity value was variable depending on the experimental process. For instance, the initial turbidity value of Series # 5 was much lower than for the rest of the series. However, this parameter cannot be directly related to the reduction in the elimination efficiency of the control parameters. In fact, the initial turbidity value of Series # 1 was lower than that of Series # 2, # 3, and # 4. Meanwhile, its efficiency value of elimination of the parameters was like these last two series but not to the one obtained in Series # 2, where this reduction was appreciated, especially in the elimination of turbidity. Therefore, it was determined that the variation in the initial turbidity value did not affect or limit the removal efficiency of the control parameters.
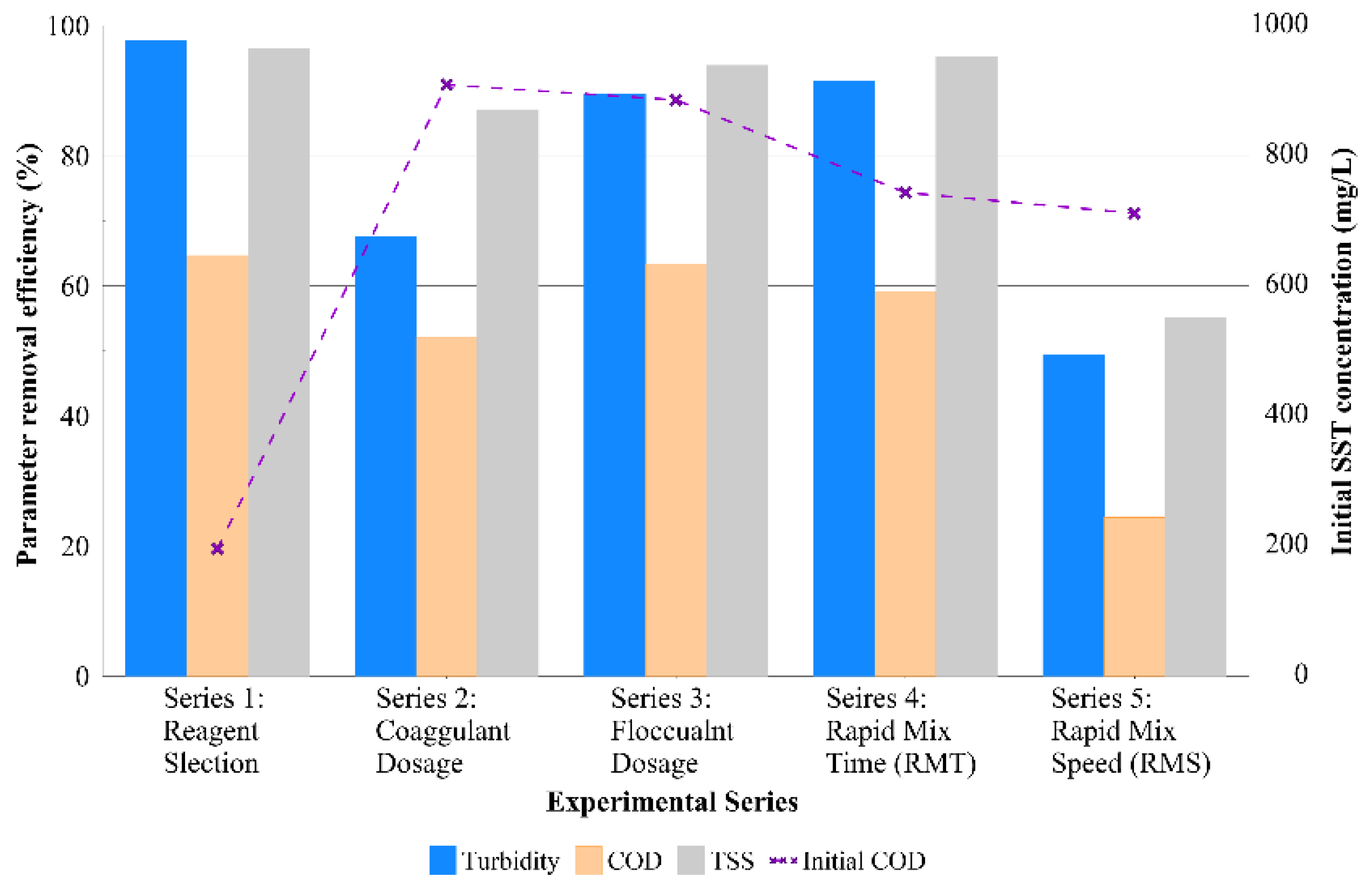
In the same way, the effect of the WW initial COD concentration on the removal efficiency for each studied series was analyzed and represented in
Figure 11.
When analyzing the initial COD values for the experimental process, represented graphically in
Figure 11, it can be observed that the initial values of this parameter were similar in Series # 2, # 3, # 4, and # 5, while Series # 1 presented a much lower value. However, the reduction in efficiency in the elimination of the studied parameters occurred in Series # 2 and # 5, so it was determined that the variation in the initial value of COD did not affect or limit the efficiency of elimination of the control parameters.
Finally, the effect of the WW initial TSS concentration on the removal efficiency for each studied series was analyzed and represented in
Figure 12.
When analyzing the results shown in
Figure 12, it was observed that the series that obtained similar efficiencies (Series # 1, # 3, and # 4) corresponded to initial TSS values greater than 400 mg/L; whereas Series # 2, whose reduction in the efficiency of elimination of parameters was slightly lower (except for the elimination of turbidity), corresponded to an initial TSS value of 345 mg/L. Finally, Series # 5, whose reduction in the removal efficiency of parameters was markedly higher, corresponded to an initial value of TSS of 245 mg/L.
Therefore, it was deduced that the efficiency of the C/F process was sensitive to the initial value of TSS in the sidestream, with a reduction in the elimination values of the control parameters in values lower than 400 mg/L, as is observed in
Figure 12.
In conclusion, it was determined not to consider the removal efficiencies obtained by Series # 5 due to the influence of the initial concentration of TSS on this series, but only to consider the optimal RMS for the C/F operational parameters.
3.3.2. Final Operational Parameters and Removal Efficiency of the C/F Process
Once the effect of the initial parameters on the C/F process was analyzed, it was concluded that the selected operational parameters reached a high level of removal efficiency for the control parameters.
As mentioned above, all the optimal values from the experimental series were considered to determine the final operational parameters of the C/F process. These optimal values are presented in
Table 10.
From the operating parameters shown in
Table 10, the final efficiency of the C/F process optimization reached the following elimination values, shown in
Table 11.
Finally, the results obtained by the C/F optimization process (
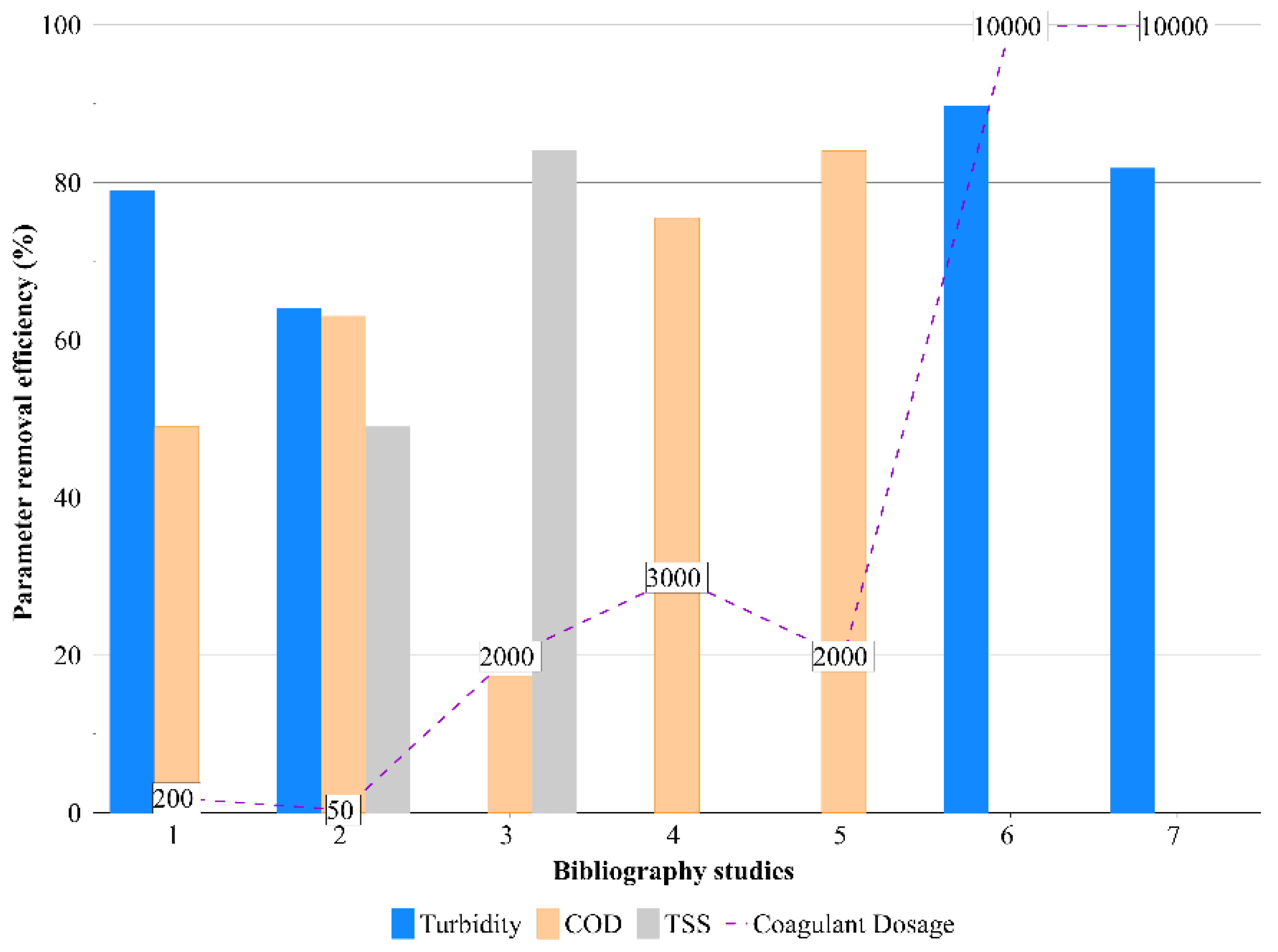
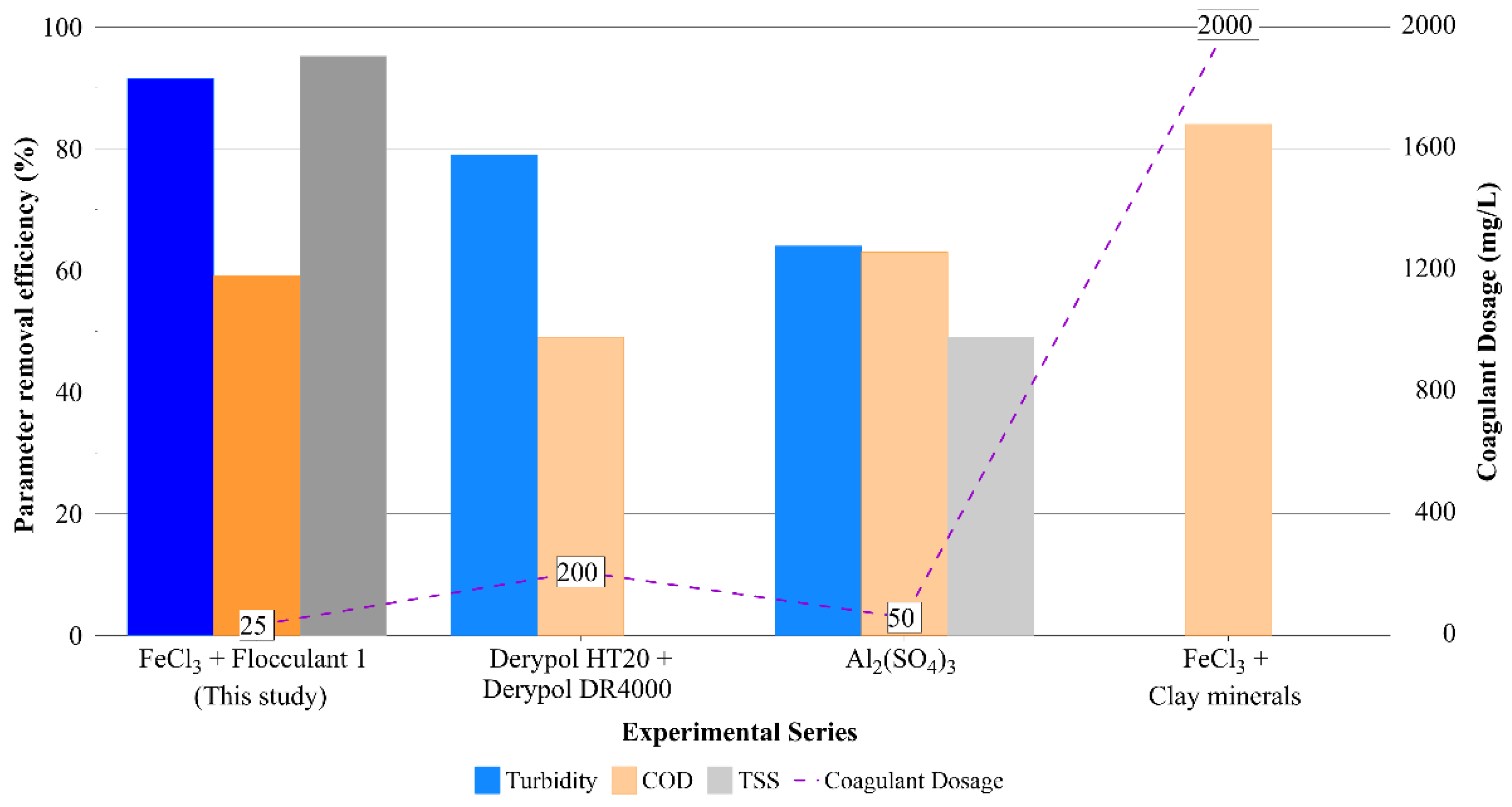
Table 11) were compared to the different bibliographic references to determine their importance and potential use. First, the optimized C/F removal values were compared to the same studies from
Section 2.2.1, as shown in
Figure 13.
As seen in
Figure 13, the results of the optimization of the C/F process in this study were superior in eliminating turbidity and TSS, compared with selected studies from the literature. This selection was made according to the three best studies, which offered a better removal efficiency–reagent dosage relation, in
Section 2.2.1.
Regarding the efficiency of COD removal, this study obtained a similar value to the study that used Al2(SO4)3, but with a dosage of coagulant twice lower; as well as an 80-times lower dosage than the study that used FeCl3. Although the effectiveness of different doses (not active ion, but salt) for different wastewater cannot be compared, this analogy was made to highlight the good efficiency/dosage relation found in this work. Overall, it can be concluded that values corresponding to removal efficiency and reagent material dosage achieved in this study were superior in comparison to the bibliographic studies.
The use of FeCl
3 as a coagulant reagent for this optimization coincide with what was mentioned by Chellam et al. [
35] and Sun et al. [
36], who commented that it is usual to prefer the use of iron-based coagulants due to the high concentrations of contaminants in municipal wastewater.
Additionally, the high removal value for turbidity (91%) and TSS (95%) agree with Abdessemed et al. [
37]. In their work, it was concluded that the removal of suspended and organic material plays a crucial role in the efficiency of nutrient separation by UF, whose theoretical modeling will be carried out in the next section.
3.4. Theoretical Comparison with the Ion-Exchange Process
Wongcharee et al. [
38] work was analyzed for this final stage of the study. This study showed the increase in ammonium recovery using technology called enhanced coagulation with ion exchange (IX). Enhanced coagulation refers to improving the amount of organic matter removed with excess coagulating material or combining this material with another with greater adsorption power [
38].
This study analyzed the separation and combination effect of the C/F process with Alumina as coagulating material, and the IX process with a compound of zeolite and activated carbon known as ACZ for its acronym (Activated Carbon–Zeolite composite) as IX adsorbent material.
Therefore, the first theoretical comparison was made between the organic matter removal results of the study performed by Wongcharre et al. [
38] and the optimized C/F process, as well as the NH
4+ removal results of this work (
Table 12).
Table 12 shows the efficiency values for removing turbidity, COD, and NH
4+ obtained by Wongcharee et al. [
38]. Although these results were based on a surface water stream, the similarity to the COD removal and turbidity values (as an indirect indicator of the suspended matter) achieved in this study indicated the positive effect that the C/F offers to the NH
4+ recovery, for ion exchange processes with zeolites, as a feasible pretreatment instead of Alumina.
Therefore, the experimental process proposed in this study is theoretically compatible with increasing the efficiency of ammonium recovery through combined use with the zeolite IX process up to theoretical values of approximately 75%.
However, the subsequent execution of the optimized C/F process, in addition to zeolite IX, is necessary to determine the ammonium recovery values that the optimized C/F process of this study can achieve through the enhanced C/F process.
On the other hand, Sancho Lacalle et al. [
18] analyzed and validated a new configuration for WWTP based on an ion IX unit to recover inorganic forms of nitrogen, such as ammonia.
Within the study, a pretreatment stage was carried out to protect the IX columns with zeolites through a slow filtration (SF) unit by using a filter glass plate, and another UF unit from five columns of hollow fiber membranes. The results of the removal of COD and turbidity obtained using Sancho Lacalle et al. [
18] proposed pretreatment is found in
Table 13, along with the results obtained in this study.
As observed in
Table 13, the removal efficiencies for turbidity and COD achieved by the pretreatment proposed by Sancho Lacalle et al. [
18] were remarkably like the efficiencies obtained by the C/F process optimized in this present study. Therefore, it is concluded that the C/F process could replace the SF + UF process as a pretreatment of the IX process.
Sancho Lacalle et al. [
18] also determined the removal-efficiency values of the ion-exchange process with zeolites. This process was conducted using columns with natural granular clinoptilolite and reached efficiency in the elimination of turbidity, COD, and NH
4+ of 50.0%, 24.1%, and 98.1%, respectively.
In another study carried out by Vecino et al. [
21], a NH
4+ recovery value of 76.1% was reported using hollow fiber liquid–liquid membrane contactors (HF-LLMC) from a stream rich in ammonia obtained from a regeneration process with zeolites and sodium hydroxide (NaOH) after the IX process.
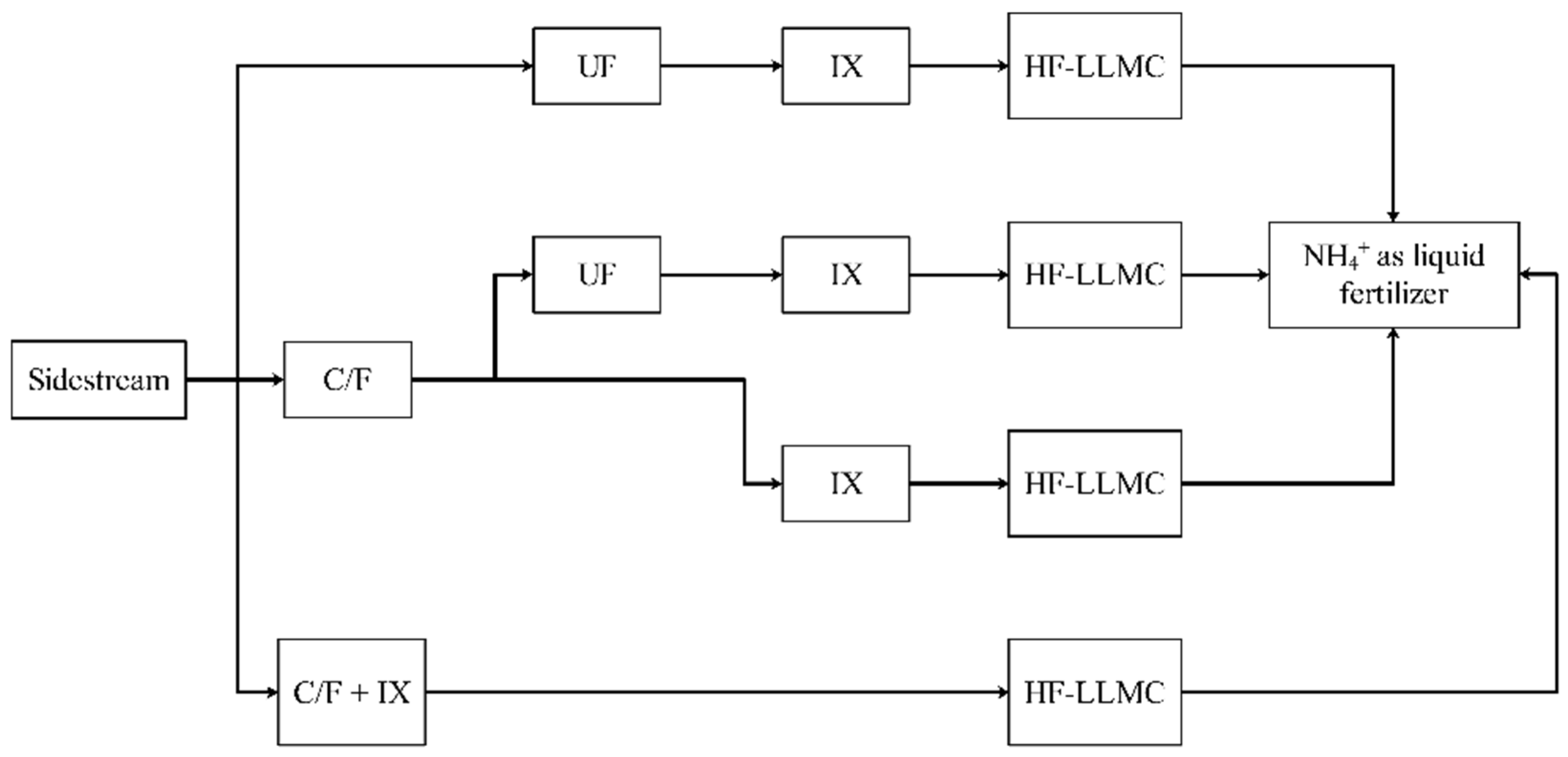
Considering the results of these studies, theoretical calculations of NH4+ recovery for its use as a liquid fertilizer were carried out. These calculations were based on the data obtained in the optimized C/F process for the efficiency of parameters removal; in conjunction with the results discussed in this section for the UF, IX, and HF-LLMC processes, considering four treatment lines detailed below:
UF + IX process.
C/F optimized process + UF + IX stage.
C/F optimized process + IX stage.
Enhanced C/F process (optimized C/F process + IX).
Following these four treatment lines, the recovery of NH4+ would be completed with a membrane contactor process (HF-LLMC).
The scheme proposed for these four lines of treatment is represented in
Figure 14.
The considerations made for this theoretical mass balance and calculation are listed below:
The removal efficiency values of the control parameters (COD, TSS, and turbidity) of the optimized C/F process were assumed from the results of this study.
The NH
4+ removal value for the C/F process was assumed to be the value of 4.4% (the same as Alumina) obtained in the study of Wongcharee et al. [
38] in
Table 12.
In the case of the UF process (which includes the SF process), the values obtained in Sancho Lacalle et al. [
18] study (
Table 13) were assumed, and the TSS removal efficiency value was equal to the turbidity removal value (93%).
The NH
4+ removal value for the UF process was also found in Sancho Lacalle et al. study [
18], with a value of 8.8%.
For the IX stage, the removal efficiency values for turbidity, COD, and NH4+ were found in the same study and commented on previously in this work.
For the enhanced coagulation process (C/F + IX), removal efficiencies from ACZ + Alumina were considered for the control parameters and NH
4+, found in the study of Wongcharee et al. [
38], in
Table 12.
Finally, the NH
4+ recovery value for the HF-LLMC process (76.1%) corresponded to that found in the study by Vecino et al. [
21].
All these values are tabulated in
Table 14 below.
Once the treatment lines and the theoretical considerations of the calculation were established, the final removal values of the control parameters and the final NH
4+ recovery were calculated. The detail of this mass balance is plotted in
Figure 15.
Figure 15 shows the theoretical recovery values of NH
4+ from the four treatment lines, which oscillate between 460.5–570.6 mgNH
4+/L. The highest recovery value (570.6 mgNH
4+/L) was found in the line corresponding to the optimized C/F process (this work), followed by an IX process for final ammonia recovery employing the HF-LLMC process. Therefore, the optimized C/F process is theoretically compatible with replacing the SF + UF processes proposed for the wastewater stream analyzed by Sancho Lacalle et al. [
18].





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
 Optimal comparative experiments.
Optimal comparative experiments.