
An Optimization Study of Advanced Fenton Oxidation Methods (UV/Fenton–MW/Fenton) for Treatment of Real Epoxy Paint Wastewater



Abstract
:1. Introduction
2. Materials and Methods
2.1. Origin of Epoxy Paint Wastewater (EPW) and Characteristics
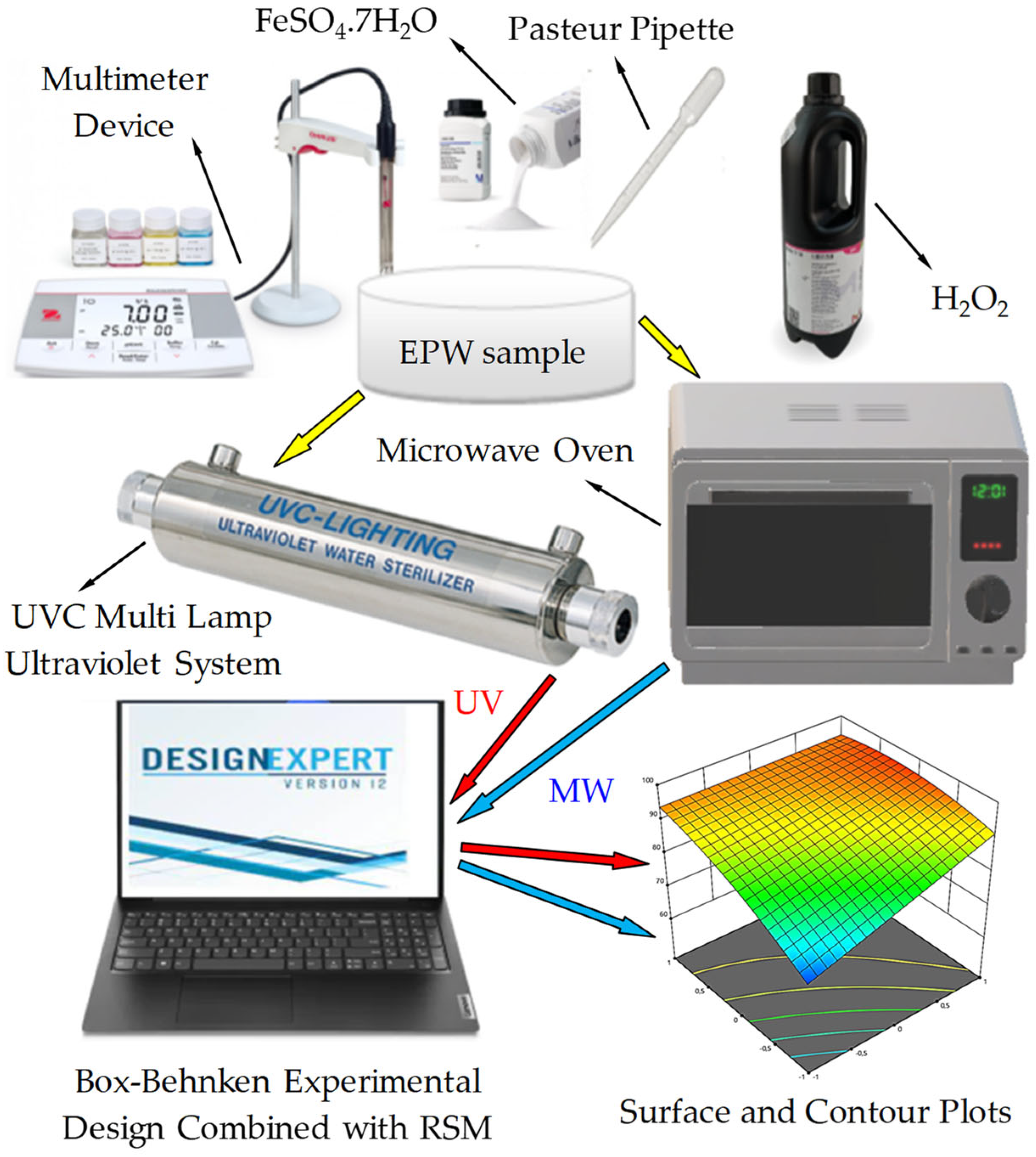
2.2. Chemicals and Treatment Procedure
2.3. Box–Behnken Experimental Design
3. Results
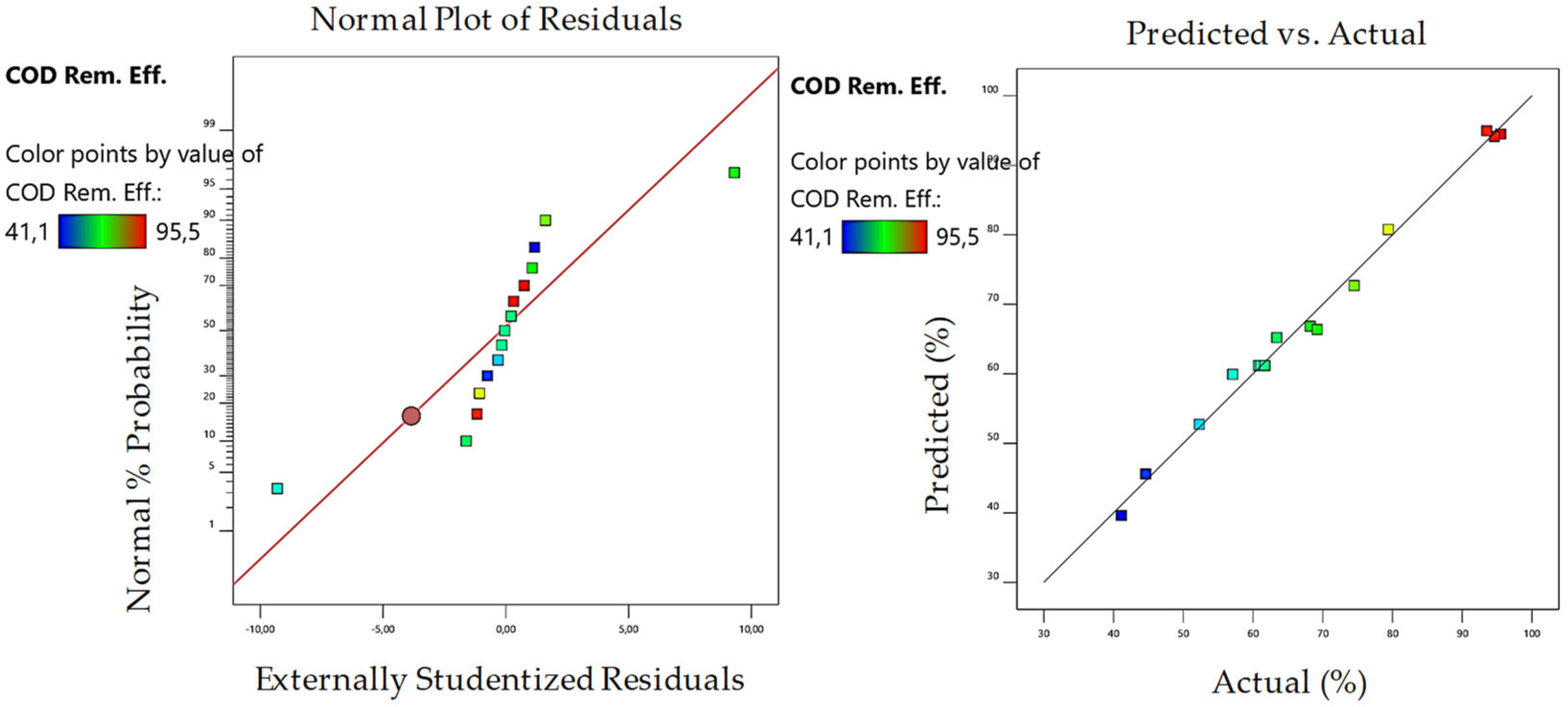
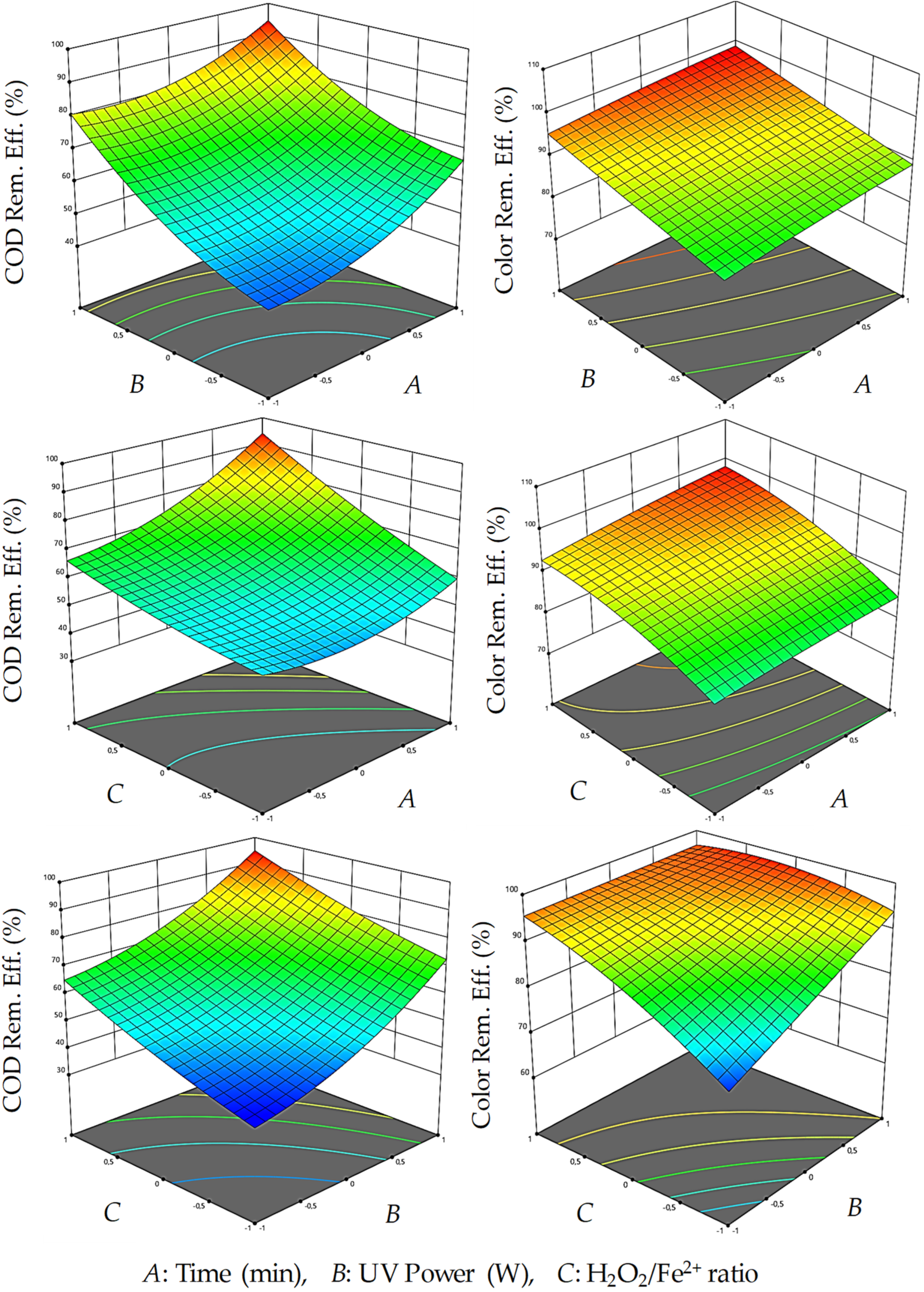
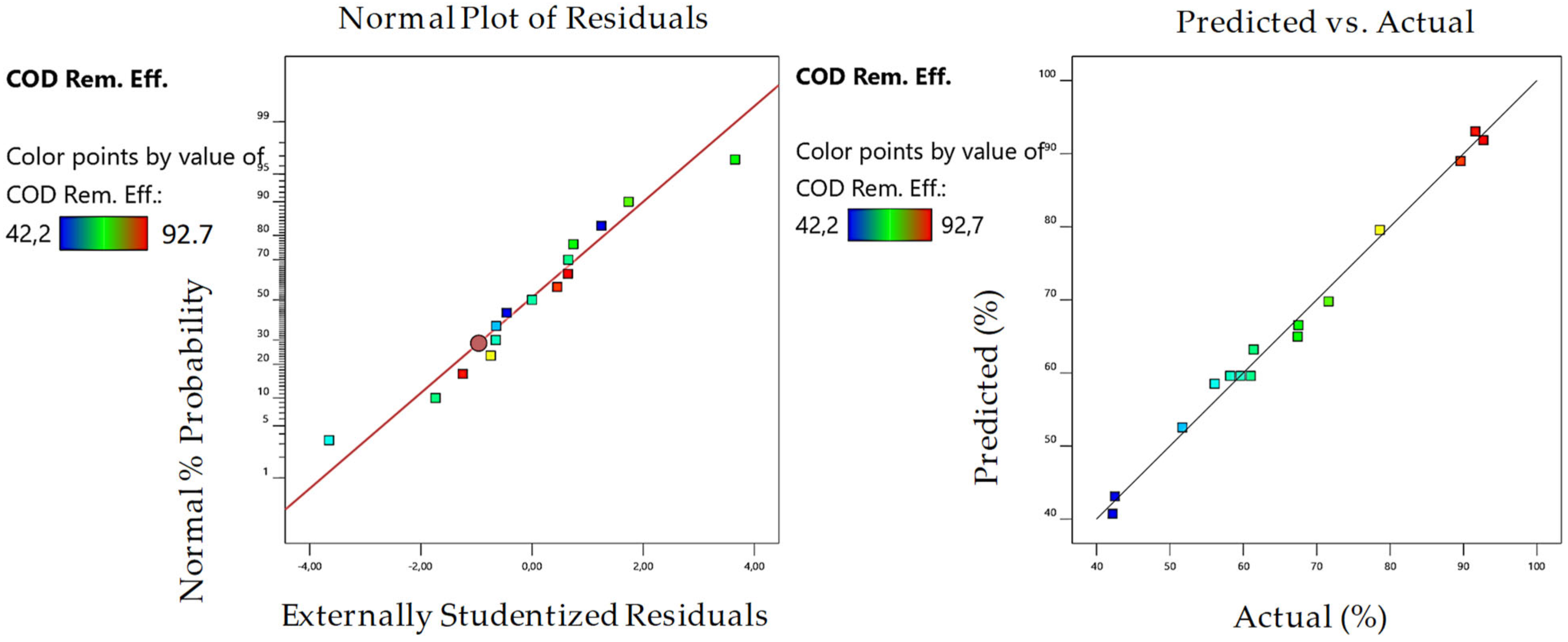
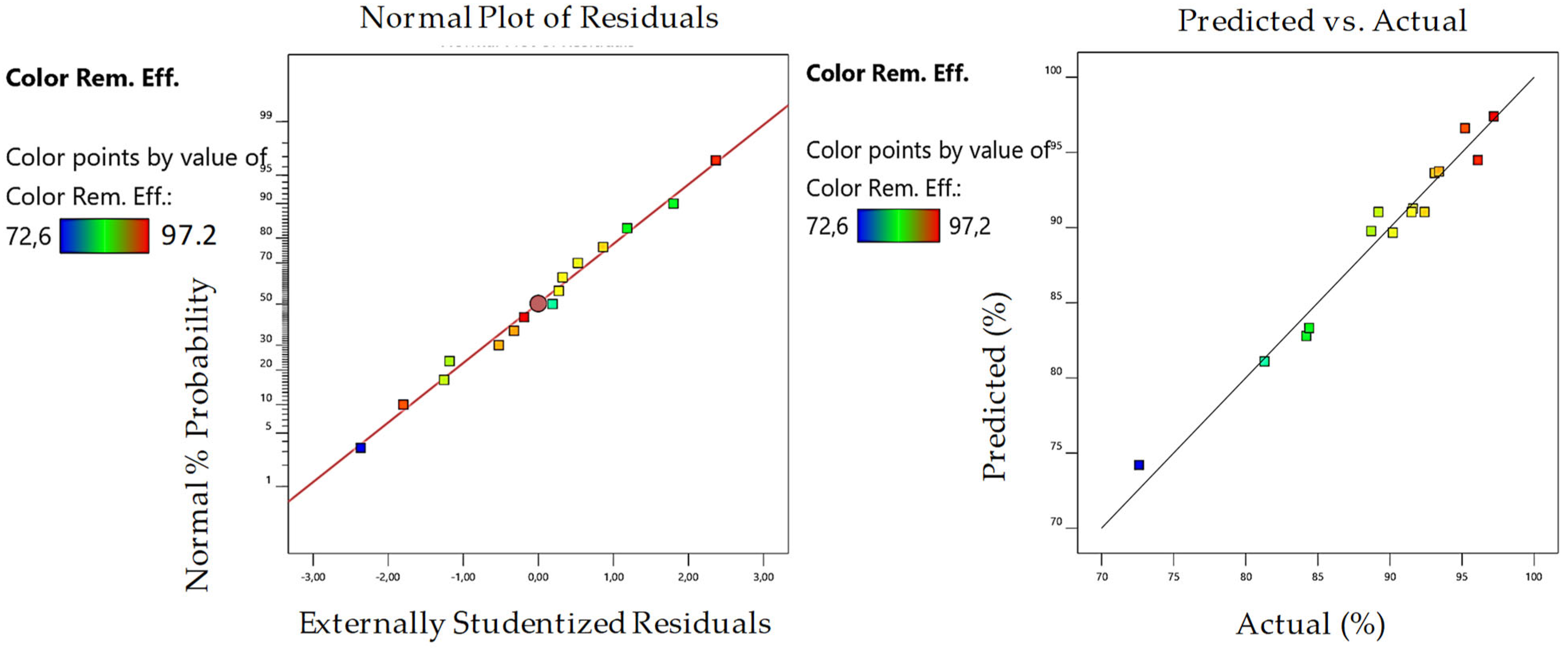
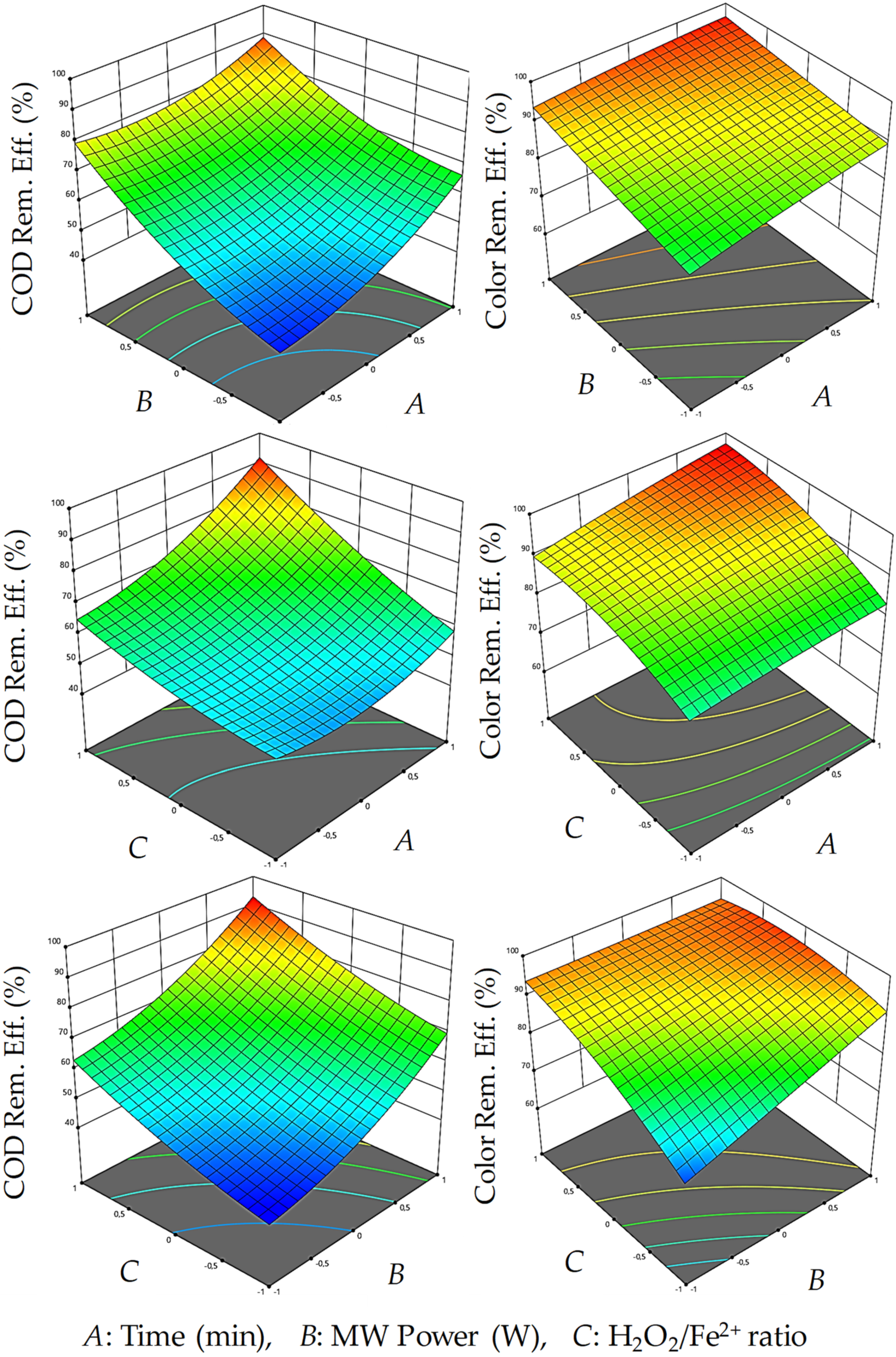
3.1. Optimization of UV/Fenton Process
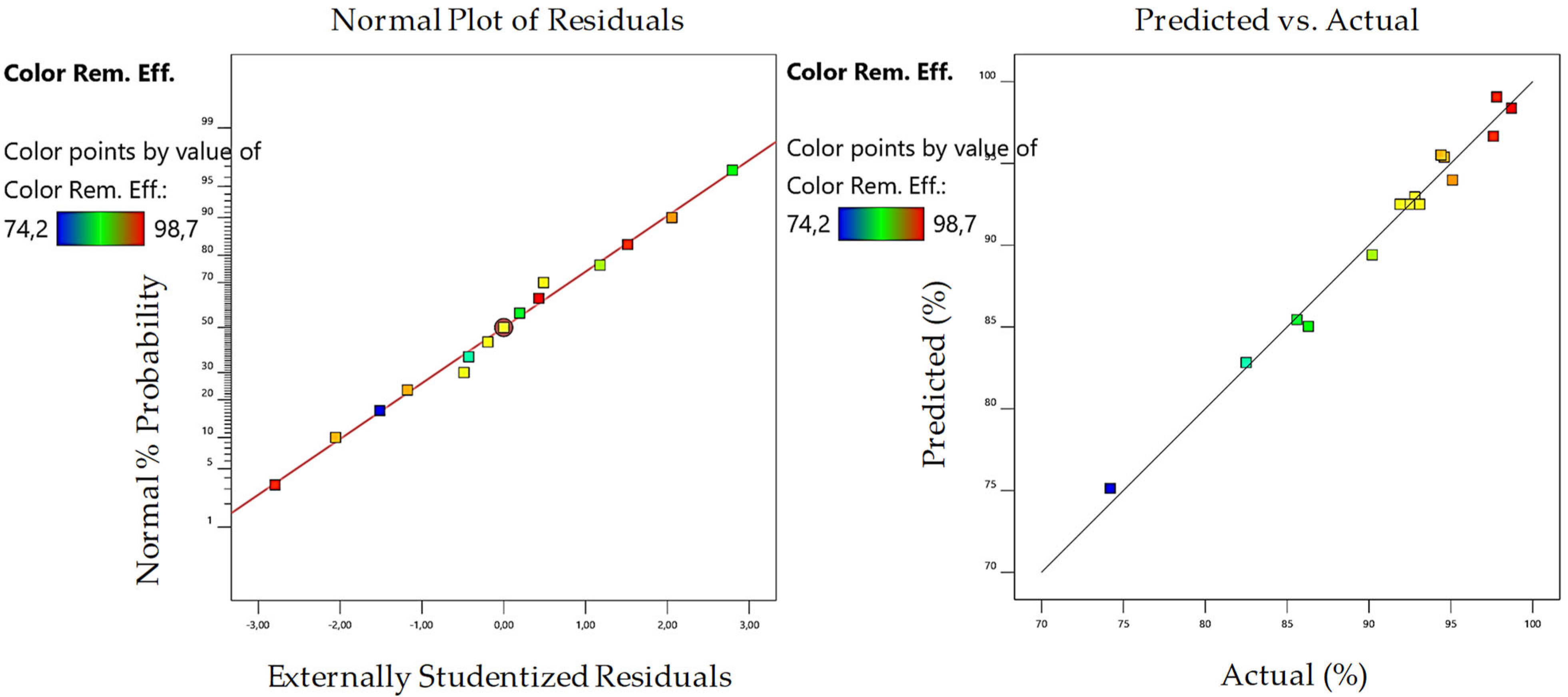
3.2. Optimization of MW/Fenton Process
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Erkuş, A.; Oygun, E.; Türkmenoğlu, M.; Aldemir, A. Characterization of paint industry wastewater. Yüzüncü Yil Univ. J. Inst. Nat. Appl. Sci. 2018, 23, 308–319. Available online: https://dergipark.org.tr/en/download/article-file/593509 (accessed on 15 February 2024).
- Bal, K.; Ünlü, K.C.; Acar, I.; Güçlü, G. Epoxy-based paints from glycolysis products of postconsumer PET bottles: Synthesis, wet paint properties and film properties. J. Coat. Technol. Res. 2017, 14, 747–753. [Google Scholar] [CrossRef]
- May, C.A. (Ed.) Epoxy Resins: Chemistry and Technology, 2nd ed.; Revised and Expanded; Marcel Dekker Inc.: New York, NY, USA, 1988. [Google Scholar]
- Yang, S.; Liu, Z.; Huang, X.; Zhang, B. Wet air oxidation of epoxy acrylate monomer industrial wastewater. J. Hazard. Mater. 2010, 178, 786–791. [Google Scholar] [CrossRef]
- Adar, E.; Ilhan, F.; Aygun, A. Different methods applied to remove pollutants from real epoxy paint wastewater: Modeling using the response surface method. Sep. Sci. Technol. 2022, 149, 492–507. [Google Scholar] [CrossRef]
- Korbahti, B.K.; Aktas, N.; Tanyolac, A. Optimization of electrochemical treatment of industrial paint wastewater with response surface methodology. J. Hazard. Mater. 2007, 148, 83–90. [Google Scholar] [CrossRef]
- Viktoryová, N.; Szarka, A.; Hrouzková, S. Recent developments and emerging trends in paint industry wastewater treatment methods. Appl. Sci. 2022, 12, 10678. [Google Scholar] [CrossRef]
- Akyol, A. Treatment of paint manufacturing wastewater by electrocoagulation. Desalination 2012, 285, 91–99. [Google Scholar] [CrossRef]
- Fijałkowska, A.; Kurowski, R.; Rajczykowski, K.; Chmielarz, A. Advantages of continuous Fenton reaction over the traditional batch process in wastewater treatment in a single and two-step mode. Desalin. Water Treat. 2021, 231, 54–66. [Google Scholar] [CrossRef]
- Abuhatab, S.; El-Qanni, A.; Marei, N.N.; Hmoudah, M.; El-Hamouz, A. Sustainable competitive adsorption of methylene blue and acid red 88 from synthetic wastewater using NiO and/or MgO silicate based nanosorbcats: Experimental and computational modeling studies. RSC Adv. 2019, 9, 35483–35498. [Google Scholar] [CrossRef] [PubMed]
- Xiao, H.F.; Chu, C.H.; Xu, W.T.; Chen, B.Z.; Ju, X.H.; Xing, W.; Sun, S.P. Amphibian-inspired amino acid ionic liquid functionalized nanofiltration membranes with high water permeability and ion selectivity for pigment wastewater treatment. J. Membr. Sci. 2019, 586, 44–52. [Google Scholar] [CrossRef]
- Ishak, S.A.; Murshed, M.F.; Md Akil, H.; Ismail, N.; Md Rasib, S.Z.; Al-Gheethi, A.A.S. The application of modified natural polymers in toxicant dye compounds wastewater: A review. Water 2020, 12, 2032. [Google Scholar] [CrossRef]
- Toscanesi, M.; Russo, V.; Medici, A.; Giarra, A.; Hmoudah, M.; Di Serio, M.; Trifuoggi, M. Heterogeneous photodegradation for the abatement of recalcitrant COD in synthetic tanning wastewater. ChemEngineering 2022, 6, 25. [Google Scholar] [CrossRef]
- El-Hadary, E.H.A.; El-Feky, H.H.; El-Qanni, A.; Nassar, I.M.; Nassar, M.Y. CdO nanostructures: Synthesis, characterization, and photocatalytic degradation of malachite green dye in aqueous media. Asian J. Chem. Sci. 2023, 13, 24–36. [Google Scholar] [CrossRef]
- Consejo, C.; Ormad, M.P.; Sarasa, J.; Ovelleiro, J.L. Treatment of wastewater coming from painting processes: Application of conventional and advanced oxidation technologies. Ozone Sci. Eng. 2005, 27, 279–286. [Google Scholar] [CrossRef]
- Armando, P.; Lunardi, V.B.; Soetaredjo, F.E.; Putro, J.N.; Santoso, S.P.; Wijaya, C.J.; Lie, J.; Irawaty, W.; Yuliana, M.; Shuwanto, H.; et al. Preparation of Fe-based MOFs composite as an adsorptive photocatalyst with enhanced photo-Fenton degradation under LED light irradiation. Sustainability 2022, 14, 10685. [Google Scholar] [CrossRef]
- Neyens, E.; Baeyens, J. A review of classic Fenton’s peroxidation as an advanced oxidation technique. J. Hazard. Mater. 2003, 98, 33–50. [Google Scholar] [CrossRef] [PubMed]
- Arslan-Alaton, I. A review of the effects of dye-assisting chemicals on advanced oxidation of reactive dyes in wastewater. Color. Technol. 2003, 119, 345–353. [Google Scholar] [CrossRef]
- Zhang, M.H.; Dong, H.; Zhao, L.; Wang, D.X.; Meng, D. A review on Fenton process for organic wastewater treatment based on optimization perspective. Sci. Total Environ. 2019, 670, 110–121. [Google Scholar] [CrossRef]
- Ortiz, D.; Munoz, M.; Garcia, J.; Cirés, S.; de Pedro, Z.M.; Quesada, A.; Casas, J.A. Photo-Fenton oxidation of cylindrospermopsin at neutral pH with LEDs. Environ. Sci. Pollut. Res. 2023, 30, 21598–21607. [Google Scholar] [CrossRef]
- Zamora, R.M.R.; de Velásquez, M.T.O.; Moreno, A.D.; de la Torre, J.M. Characterisation and conditioning of Fenton sludges issued from wastewater treatment. Water Sci. Technol. 2002, 46, 43–49. [Google Scholar] [CrossRef]
- Brillas, E. A review on the photoelectro-Fenton process as efficient electrochemical advanced oxidation for wastewater remediation. Treatment with UV light, sunlight, and coupling with conventional and other photo-assisted advanced technologies. Chemosphere 2020, 250, 126198. [Google Scholar] [CrossRef]
- Palas, B.; Ersöz, G.; Atalay, S. Photo Fenton-like oxidation of Tartrazine under visible and UV light irradiation in the presence of LaCuO3 perovskite catalyst. Process Saf. Environ. Prot. 2017, 111, 270–282. [Google Scholar] [CrossRef]
- Karale, R.S.; Manu, B.; Shrihari, S. Fenton and photo-Fenton oxidation processes for degradation of 3-aminopyridine from water. APCBEE Procedia 2014, 9, 25–29. [Google Scholar] [CrossRef]
- Walling, S.A.; Um, W.; Corkhill, C.L.; Hyatt, N.C. Fenton and Fenton-like wet oxidation for degradation and destruction of organic radioactive wastes. npj Mater. Degrad. 2021, 5, 50. [Google Scholar] [CrossRef]
- Babuponnusami, A.; Muthukumar, K. Advanced oxidation of phenol: A comparison between Fenton, electro-Fenton, sono-electro-Fenton and photo-electro-Fenton processes. Chem. Eng. J. 2012, 183, 1–9. [Google Scholar] [CrossRef]
- Abu Amr, S.S.; Aziz, H.A. New treatment of stabilized leachate by ozone/Fenton in the advanced oxidation process. Waste Manag. 2012, 32, 1693–1698. [Google Scholar] [CrossRef]
- Basturk, E.; Karatas, M. Advanced oxidation of Reactive Blue 181 solution: A comparison between Fenton and Sono-Fenton Process. Ultrason. Sonochem. 2014, 21, 1881–1885. [Google Scholar] [CrossRef]
- Huang, Y.H.; Huang, Y.F.; Chang, P.S.; Chen, C.Y. Comparative study of oxidation of dye-Reactive Black B by different advanced oxidation processes: Fenton, electro-Fenton and photo-Fenton. J. Hazard. Mater. 2008, 154, 655–662. [Google Scholar] [CrossRef] [PubMed]
- Chen, S.J.; Ma, G.C.; Duan, X.J.; Zhuo, H.T.; Xu, J.B.; Chen, H. Poly(acrylic acid-butyl acrylate)-based physical hydrogel for adsorption and microwave-assisted Fenton degradation of cationic dye. ACS Appl. Polym. Mater. 2003, 5, 6390–6398. [Google Scholar] [CrossRef]
- Kumar, J.E.; Mulai, T.; Kharmawphlang, W.; Sharan, R.N.; Sahoo, M.K. The efficiency of Fenton, Fenton/MW and UV/oxidant processes in the treatment of a mixture of higher concentrations of azo dyes. Chem. Eng. J. Adv. 2023, 15, 100515. [Google Scholar] [CrossRef]
- Sabour, M.R.; Amiri, A. Comparative study of ANN and RSM for simultaneous optimization of multiple targets in Fenton treatment of landfill leachate. Waste Manag. 2017, 65, 54–62. [Google Scholar] [CrossRef]
- Torrades, F.; García-Montaño, J. Using central composite experimental design to optimize the degradation of real dye wastewater by Fenton and photo-Fenton reactions. Dyes Pigm. 2014, 100, 184–189. [Google Scholar] [CrossRef]
- Carbajo, J.; Silveira, J.E.; Pliego, G.; Zazo, J.A.; Casas, J.A. Increasing photo-Fenton process efficiency: The effect of high temperatures. Sep. Purif. Technol. 2021, 271, 118876. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, P.; Shi, S.; Liu, Y. Microwave enhanced Fenton-like process for the treatment of high concentration pharmaceutical wastewater. J. Hazard. Mater. 2009, 168, 238–245. [Google Scholar] [CrossRef] [PubMed]
- Saha, I.; Pandey, R. Oxidative Degradation of Rhodamine B Dye in Wastewater Using Microwave-Assisted Fentons Reaction. In Recent Trends in Civil Engineering. Lecture Notes in Civil Engineering; Sil, A., Kontoni, D.P.N., Pancharathi, R.K., Eds.; Springer: Singapore, 2023. [Google Scholar] [CrossRef]
- Li, S.; Zhang, G.; Wang, P.; Zheng, H.; Zheng, Y. Microwave-enhanced Mn-Fenton process for the removal of BPA in water. Chem. Eng. J. 2016, 294, 371–379. [Google Scholar] [CrossRef]
- Kurt, U.; Avsar, Y.; Gonullu, M.T. Treatability of water-based paint wastewater with Fenton process in different reactor types. Chemosphere 2006, 64, 1536–1540. [Google Scholar] [CrossRef] [PubMed]
- Vengris, T.; Binkiene, R.; Butkiene, R.; Ragauskas, R.; Stoncius, A.; Manusadzianas, L. Treatment of water-based wood paint wastewater with Fenton process. Chemija 2012, 23, 263–268. [Google Scholar]
- Eaton, A.D.; Franson, M.A.H.; Clesceri, L.S.; Rice, E.W.; Greenberg, A.E. (Eds.) Standard Methods for the Examination of Water & Wastewater, 21st ed.; American Public Health Association: Washington, DC, USA, 2005. [Google Scholar]
- Barbosa, A.D.; da Silva, L.F.; de Paula, H.M.; Romualdo, L.L.; Sadoyama, G.; Andrade, L.S. Combined use of coagulation (M. oleifera) and electrochemical techniques in the treatment of industrial paint wastewater for reuse and/or disposal. Water Res. 2018, 145, 153–161. [Google Scholar] [CrossRef]
- Woldeamanuale, T.B.; Hassen, A.S. Toxicity study of heavy metals pollutants and physico-chemical characterization of effluents collected from different paint industries in Addis Ababa, Ethiopia. J. Forensic Sci. Crim. Investig. 2017, 5, 555685. [Google Scholar] [CrossRef]
- Patil, Y.; Priya, L.; Sonawane, S.H.; Shyam, P. Comparative performance of Fenton and cavitation assisted Fenton techniques for effective treatment of greywater. J. Environ. Chem. Eng. 2023, 11, 110667. [Google Scholar] [CrossRef]
- Cüce, H.; Özçelik, D. Application of machine learning (ML) and artificial intelligence (AI)-based tools for modelling and enhancing sustainable optimization of the classical/photo-Fenton processes for the landfill leachate treatment. Sustainability 2022, 14, 11261. [Google Scholar] [CrossRef]
- Fischbacher, A.; von Sonntag, C.; Schmidt, T.C. Hydroxyl radical yields in the Fenton process under various pH, ligand concentrations and hydrogen peroxide/Fe(II) ratios. Chemosphere 2017, 182, 738–744. [Google Scholar] [CrossRef] [PubMed]
- Kurt, U. Investigation of Treatability of Domestic Wastewater by Fenton and Electrochemical Methods. Ph.D. Thesis, Institute of Science, Department of Environmental Engineering, Yildiz Technical University, Istanbul, Turkey, 2007. [Google Scholar]
- Ferreira, S.L.C.; Bruns, R.E.; Ferreira, H.S.; Matos, G.D.; David, J.M.; Brandão, G.C.; da Silva, E.G.P.; Portugal, L.A.; dos Reis, P.S.; Souza, A.S.; et al. Box-Behnken design: An alternative for the optimization of analytical methods. Anal. Chim. Acta 2007, 597, 179–186. [Google Scholar] [CrossRef] [PubMed]
- Sahoo, C.; Gupta, A.K. Optimization of photocatalytic degradation of methyl blue using silver ion doped titanium dioxide by combination of experimental design and response surface approach. J. Hazard. Mater. 2012, 215, 302–310. [Google Scholar] [CrossRef] [PubMed]
- Thirugnanasambandham, K.; Sivakumar, V. Microwave assisted extraction process of betalain from dragon fruit and its antioxidant activities. J. Saudi Soc. Agric. Sci. 2017, 16, 41–48. [Google Scholar] [CrossRef]
- Feng, H.; Jiang, B.; Zhang, J. Optimization of wheat bran acid pretreatment by response surface methodology. Chin. J. Bioprocess Eng. 2018, 16, 65–71. [Google Scholar]
- Yetilmezsoy, K.; Demirel, S.; Vanderbei, R.J. Response surface modeling of Pb (II) removal from aqueous solution by Pistacia vera L.: Box–Behnken experimental design. J. Hazard. Mater. 2009, 171, 551–562. [Google Scholar] [CrossRef]
- Ilhan, F.; Yetilmezsoy, K.; Kabuk, A.H.; Ulucan, K.; Coskun, T.; Akoglu, B. Evaluation of operational parameters and its relation on the stoichiometry of Fenton’s oxidation to textile wastewater. Chem. Ind. Chem. Eng. Q. 2017, 23, 11–19. [Google Scholar] [CrossRef]
- Apaydin, O.; Kurt, U.; Ilhan, F. Investigation of the synergistic effect of the Fenton process on the paint industry wastewater treatment and optimization of independent process parameters. Desalin. Water Treat. 2023, 386, 68–79. [Google Scholar] [CrossRef]
- Tuncer, N.; Sönmez, G. Removal of COD and color from textile wastewater by the Fenton and UV/H2O2 oxidation processes and optimization. Water Air Soil Pollut. 2023, 234, 70. [Google Scholar] [CrossRef]
- Zhong, J.; Yang, B.; Feng, Y.; Chen, Y.; Wang, L.-G.; You, W.-D.; Ying, G.-G. Enhanced photo–Fenton removal efficiency with core-shell magnetic resin catalyst for textile dyeing wastewater treatment. Water 2021, 13, 968. [Google Scholar] [CrossRef]
- Khumalo, S.M.; Bakare, B.F.; Tetteh, E.K.; Rathilal, S. Application of response surface methodology on brewery wastewater treatment using chitosan as a coagulant. Water 2023, 15, 1176. [Google Scholar] [CrossRef]
- Sanz, J.; Lombraña, J.I.; De Luis, A.M.; Ortueta, M.; Varona, F. Microwave and Fenton’s reagent oxidation of wastewater. Environ. Chem. Lett. 2003, 1, 45–50. [Google Scholar] [CrossRef]
- Park, J.H.; Shin, D.S.; Lee, J.K. Treatment of high-strength animal industrial wastewater using photo-assisted Fenton oxidation coupled to photocatalytic technology. Water 2019, 11, 1553. [Google Scholar] [CrossRef]
- Messele, S.A.; Bengoa, C.; Stüber, F.E.; Giralt, J.; Fortuny, A.; Fabregat, A.; Font, J. Enhanced degradation of phenol by a Fenton-like system (Fe/EDTA/H2O2) at Circumneutral pH. Catalysts 2019, 9, 474. [Google Scholar] [CrossRef]
- Cüce, H.; Cagcag Yolcu, O.; Aydın Temel, F. Combination of ANNs and heuristic algorithms in modelling and optimizing of Fenton processes for industrial wastewater treatment. Int. J. Environ. Sci. Technol. 2023, 20, 6065–6078. [Google Scholar] [CrossRef]
- Turkyilmaz, M.; Kucukcongar, S. A comparison of endosulfan removal by photocatalysis process under UV-A and visible light irradiation: Optimization, degradation byproducts and reuse. J. Environ. Health Sci. Eng. 2023, 21, 355–371. [Google Scholar] [CrossRef]
- Hu, X.; Wang, X.; Ban, Y.; Ren, B. A comparative study of UV–Fenton, UV–H2O2 and Fenton reaction treatment of landfill leachate. Environ. Technol. 2011, 32, 945–951. [Google Scholar] [CrossRef]
- Shemer, H.; Kaçar Kunukcu, Y.; Linden, K.G. Degradation of the pharmaceutical metronidazole via UV, Fenton and photo-Fenton processes. Chemosphere 2006, 63, 269–276. [Google Scholar] [CrossRef] [PubMed]
- Ibrahim, M.E. A full-scale biological aerated filtration system application in the treatment of paints industry wastewater. Afr. J. Biotechnol. 2012, 11, 14159–14165. [Google Scholar] [CrossRef]
- Kutluay, G.; Babuna, F.G.; Eremektar, G.; Orhon, D. Treatability of water-based paint industry effluents. Fresenius Environ. Bull. 2004, 13, 1057–1060. [Google Scholar]
- Mamadiev, M.; Yilmaz, G. Treatment and recycling facilities of highly polluted water-based paint wastewater. Desalin. Water Treat. 2011, 26, 66–71. [Google Scholar] [CrossRef]
- Ulucan-Altuntas, K.; Ilhan, F. Enhancing biodegradability of textile wastewater by ozonation processes: Optimization with response surface methodology. Ozone Sci. Eng. 2018, 40, 465–472. [Google Scholar] [CrossRef]
- Yapıcıoğlu, P. Investigation of environmental-friendly technology for a paint industry wastewater plant in Turkey. Süleyman Demirel Univ. J. Nat. Appl. Sci. 2018, 22, 98–106. [Google Scholar] [CrossRef]
- Pignatello, J.J.; Oliveros, E.; MacKay, A. Advanced oxidation processes for organic contaminant destruction based on the Fenton reaction and related chemistry. Crit. Rev. Environ. Sci. Technol. 2006, 36, 1–84. [Google Scholar] [CrossRef]
- Huang, W.C.; Liu, M.; Zhang, F.G.; Li, D.; Du, Y.; Chen, Y.; Wu, Q.Y. Removal of disinfection byproducts and toxicity of chlorinated water by post-treatments of ultraviolet/hydrogen peroxide and ultraviolet/peroxymonosulfate. J. Clean. Prod. 2022, 352, 131563. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | COD | Color | pH | Conductivity | Salinity |
|---|---|---|---|---|---|
| Values/Units | 4600 ± 90 mg/L | 114 ± 4 Pt-Co | 7.5 ± 0.5 | 1810 ± 60 µS/cm | 1.11 ± 0.02% |
| Processes | Factors | Levels | ||
|---|---|---|---|---|
| −1 | 0 | +1 | ||
| UV/Fenton | Time (min) (A) | 20 | 40 | 60 |
| UV (W) (B) | 20 | 30 | 40 | |
| H2O2/Fe2+ (C) | 0.20 | 0.40 | 0.60 | |
| MW/Fenton | Time (min) (A) | 5 | 10 | 15 |
| MW (W) × 10 (B) | 30 | 45 | 60 | |
| H2O2/Fe2+ (C) | 0.20 | 0.40 | 0.60 | |
| Run | Levels | UV/Fenton COD Rem. (%) | UV/Fenton Color Rem. (%) | MW/Fenton COD Rem. (%) | MW/Fenton Color Rem. (%) | ||
|---|---|---|---|---|---|---|---|
| 1 | 0 | 1 | −1 | 74.5 | 95.1 | 71.6 | 91.6 |
| 2 | −1 | 0 | 1 | 69.2 | 92.8 | 67.4 | 88.7 |
| 3 | −1 | 0 | −1 | 52.3 | 82.5 | 51.7 | 81.3 |
| 4 | 1 | 0 | −1 | 57.1 | 85.6 | 56.1 | 84.4 |
| 5 | 0 | 0 | 0 | 61.7 | 91.9 | 61 | 89.2 |
| 6 | 1 | −1 | 0 | 68.2 | 90.2 | 67.5 | 90.2 |
| 7 | 1 | 1 | 0 | 95.5 | 97.8 | 89.6 | 95.2 |
| 8 | 0 | 0 | 0 | 61.1 | 93.1 | 59.6 | 92.4 |
| 9 | 0 | 0 | 0 | 60.8 | 92.5 | 58.2 | 91.5 |
| 10 | 0 | −1 | 1 | 63.4 | 94.4 | 61.4 | 93.4 |
| 11 | −1 | 1 | 0 | 79.4 | 94.6 | 78.6 | 93.1 |
| 12 | 0 | −1 | −1 | 41.1 | 74.2 | 42.2 | 72.6 |
| 13 | 1 | 0 | 1 | 94.6 | 98.7 | 92.7 | 97.2 |
| 14 | 0 | 1 | 1 | 93.5 | 97.6 | 91.6 | 96.1 |
| 15 | −1 | −1 | 0 | 44.6 | 86.3 | 42.5 | 84.2 |
| Processes/Parameters | UV/Fenton COD | UV/Fenton Color | MW/Fenton COD | MW/Fenton Color | ||||
|---|---|---|---|---|---|---|---|---|
| Coded | Real | Coded | Real | Coded | Real | Coded | Real | |
| R2 | 0.9918 | 0.9841 | 0.9917 | 0.9697 | ||||
| p Value | 0.0001 | 0.0006 | 0.0001 | 0.0028 | ||||
| Time (min) (A) | 1 | 60 | 1 | 60 | 1 | 15 | 1 | 15 |
| UV (W) (B) | 0.9 | 38 | 0.9 | 38 | - | - | - | - |
| MW (W) (B) | - | - | - | - | 0.8 | 570 | 0.8 | 570 |
| H2O2/Fe2+ (C) | 0.4 | 0.48 | 0.4 | 0.48 | 0.8 | 0.56 | 0.8 | 0.56 |
| Model Predictions | 97.35 | 98.44 | 99.89 | 97.2 | ||||
| Experimental Results | 96.41 | 97.89 | 95.25 | 97.5 | ||||
| Wastewater | Treatment Method | COD Removal Efficiency | Reference |
|---|---|---|---|
| Paint wastewater | Biological (Aerobic) | 43% | [64] |
| Epoxy paint wastewater | Chemical Coagulation | 44% | [5] |
| Epoxy paint wastewater | Electrocoagulation | 48% | [5] |
| Water-based paint wastewater | Adsorption | 62% | [65] |
| Water-based paint wastewater | Electrooxidation | 68% | [6] |
| Water-based paint wastewater | Fenton | 80% | [38] |
| Water-based paint wastewater | UV/Fenton | 81% | [66] |
| Epoxy paint wastewater | UV/Fenton MW/Fenton | 96.4% 95.3% | This study |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Balcioglu Ilhan, E.B.; Ilhan, F.; Kurt, U.; Yetilmezsoy, K. An Optimization Study of Advanced Fenton Oxidation Methods (UV/Fenton–MW/Fenton) for Treatment of Real Epoxy Paint Wastewater. Water 2024, 16, 605. https://doi.org/10.3390/w16040605
Balcioglu Ilhan EB, Ilhan F, Kurt U, Yetilmezsoy K. An Optimization Study of Advanced Fenton Oxidation Methods (UV/Fenton–MW/Fenton) for Treatment of Real Epoxy Paint Wastewater. Water. 2024; 16(4):605. https://doi.org/10.3390/w16040605
Chicago/Turabian StyleBalcioglu Ilhan, Esra Billur, Fatih Ilhan, Ugur Kurt, and Kaan Yetilmezsoy. 2024. "An Optimization Study of Advanced Fenton Oxidation Methods (UV/Fenton–MW/Fenton) for Treatment of Real Epoxy Paint Wastewater" Water 16, no. 4: 605. https://doi.org/10.3390/w16040605
APA StyleBalcioglu Ilhan, E. B., Ilhan, F., Kurt, U., & Yetilmezsoy, K. (2024). An Optimization Study of Advanced Fenton Oxidation Methods (UV/Fenton–MW/Fenton) for Treatment of Real Epoxy Paint Wastewater. Water, 16(4), 605. https://doi.org/10.3390/w16040605