1. Introduction
In manufacturing engineering, it is necessary to model the behavior of response variables as a function of several input variables in order to be able to select the most suitable operating conditions in advance. However, this selection of optimal operating conditions sometimes conflicts with the desired levels of variation for the response variables, since the levels of the independent variables that can optimize a given output (for example, the surface roughness or the wear of a tool) can conflict with those that optimize another different one (for example, the material removal rate). Therefore, the optimal selection of operating conditions is not an easy task and it is necessary to use statistical tools for modeling of the response variables versus variations in the process parameters. This can sometimes lead to a high number of experiments being carried out, and therefore it is common practice to employ design of experiments techniques that allow, with a relatively small number of experiments, some very useful information on the behavior of the variables under study to be obtained. In this way, response surface method (RSM), artificial neuronal networks (ANN), fuzzy inference systems (FIS) [
1,
2], and adaptive neural fuzzy inference system (ANFIS) [
3] have been widely employed. With regard to fuzzy inference systems, Takagi-Sugeno [
1] and Mamdani [
2] are the most commonly employed. Several studies can be found in the literature dealing with the application of these aforementioned techniques [
4,
5,
6].
Fuzzy inference systems (FIS) have been employed in several scientific fields, for example, dealing with modeling of material removal in abrasive belt grinding processes, as shown in Pandiyan et al. [
7], classification of defects, as shown in Versaci [
8] and in Burrascano et al. [
9], to improve talc pellet manufacturing processes [
10] and to predict the compressive strength of cement [
11]. Further examples can be found in [
12,
13,
14], among many others. In order to use the above-mentioned models, it is quite common to employ symmetric designs, in which all the factors have the same levels of variation as well as asymmetric ones, where not all the factors have the same levels of variation [
15,
16]. In manufacturing engineering 2
k, 3
k, and 4
k symmetric designs are commonly used, because a large amount of information is available from a relatively small number of experiments. As a consequence of the technological interest of modeling output variables in manufacturing processes, a large number of models have been developed in recent years based both on conventional regression techniques and on the use of soft computing, both through fuzzy inference systems and through neural networks, generally by using supervised learning and feed forward networks. It should be underlined that when regression models have high values in the coefficients of determination, they may approach the behavior of response variables with relatively high accuracy. However, when the response variables exhibit high non-linearities, conventional regression models are not capable of modeling the behavior of output variables adequately and hence some other types of techniques need to be employed.
Since it was first proposed by Harrington [
17], and later modified by the classification function of Derringer and Suich [
18], the methodology of multiple optimization based on the use of a desirability function, has been used in a large number of research studies for the simultaneous optimization of response variables. In this present study a symmetrical 4
3 factorial design of experiments combined with an ANFIS and a new desirability function is employed. The proposed function to transform the output responses is of an arctangent type, which is analyzed in this present study. The ANFIS along with this new desirability function will be used to determine the values that can approach the optimum value of the independent variables that simultaneously optimize the response outputs.
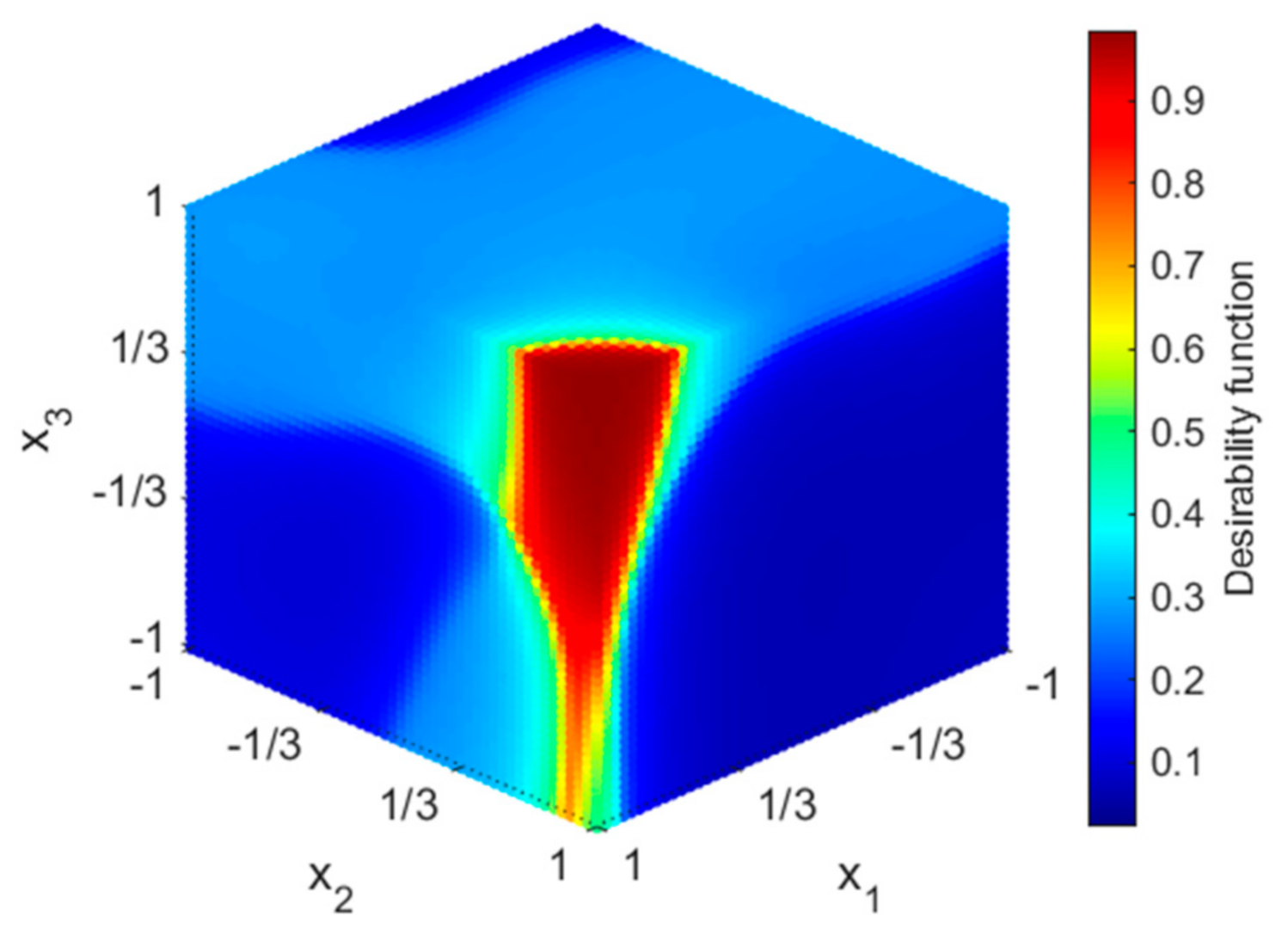
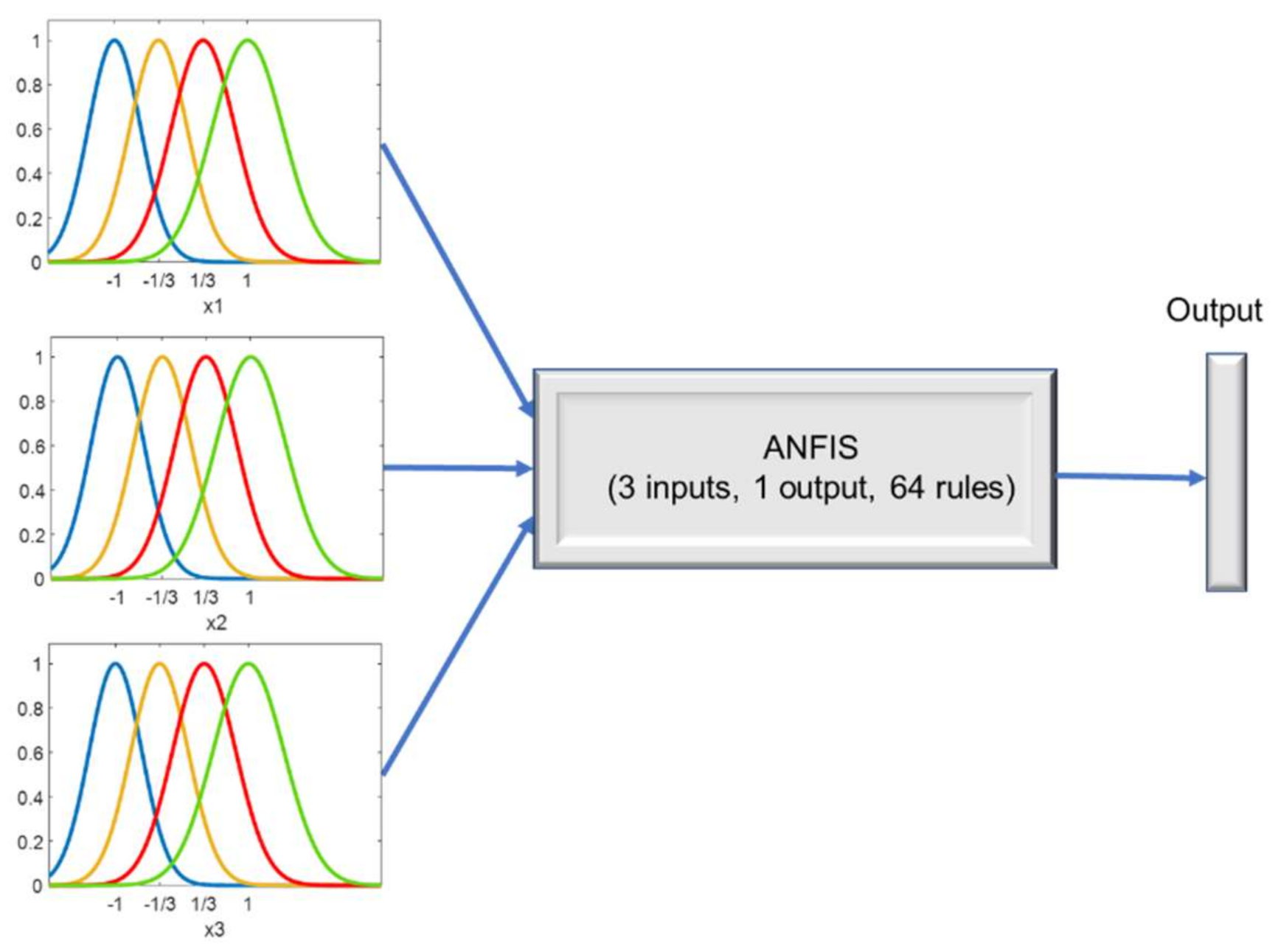
As can be observed in
Figure 1, three independent variables x
1, x
2, and x
3 are varied in order to show the values that optimize a desirability function by using a symmetric design of experiments and an ANFIS, following the methodology shown in this present study.
However, as previously mentioned if regression models are not capable of adequately predicting the actual behavior of output variables some other techniques should be used. Moreover, results obtained in this present study will be compared with those obtained with the transformation proposed by Derringer and Suich [
18], which is commonly employed by several research studies found in the literature, as will be shown in the
Section 3.
2. State of the Art
The research study of Harrington [
17] showed how to optimize several variables simultaneously by using a desirability function combined with an exponential classification function. Subsequently, Derringer and Suich [
18] proposed a transformation for the optimization of multiple variables simultaneously using a desirability function and assuming that the estimated values are a continuous function of the dependent variables and therefore the desirability function, which they obtain from the geometric mean of the transformed variables in the interval [0,1], is a continuous function of the independent variables [
18]. As is stated in the research study of Del Castillo et al. [
19], the desirability function approach consists in using response surface methods to fit polynomials for each response variable in order to have a single optimization problem. In their study Del Castillo et al. [
19] present modified desirability functions that are differentiable everywhere. This is important because it is quite common for the obtained overall desirability functions obtained from RSM to be non-differentiable, especially when there are several responses and design variables [
20]. In the study of He and Zhu [
20], the authors propose a hybrid approach, which combines the genetic algorithm with the pattern search method, to deal with this point. In Costa el al. [
21] a review on different desirability methods is carried out. Some other authors have proposed several transformation functions. For example, an exponential transformation is suggested by Kim and Lin [
22]. In another study, Kros and Mastrangello [
23] study the relationship between response types when they are mixed (the larger the better, the smaller the better, and nominal the best). On the other hand, Das et al. [
24] employ a genetic algorithm-based optimization to determine the tensile properties of a high-strength low-alloy steel, where multi-layer perceptron ANNs are developed for the output responses and then a desirability function based on employing a sigmoidal function is obtained [
24] and Zong et al. [
25] combine variations due to noise factors and controllable factors. In another study developed by He et al. [
26], a robust desirability function approach to simultaneously optimize multiple responses is proposed. Some other studies are those of Ribardo and Allen [
27] that propose a method, which is expressed as a function of the mean and standard deviation of the associated criteria or quality characteristics; that of Wu and Chyu [
28] which present an approach to optimizing correlated multiple quality characteristics with asymmetric loss function, that of Ortiz et al. [
29] which proposes a multiple-response solution technique using a genetic algorithm in conjunction with an unconstrained desirability function and that of Pasandideh and Niaki [
30] which models a multiple variable optimization problem by using the desirability function approach and then they employ four genetic algorithm methods to solve the problem.
On the other hand, Das [
31] make use of the property of desirability function in the neural network architecture and evaluate their performances. Three combinations of transfer/desirability functions are analyzed in this study [
31]. Lee and Kim [
32] proposed a desirability function defined as the average of the conventional desirability values based on the probability distribution of the predicted response variable and in He et al. [
33] a robust methodology for response surface analysis, when there are several responses, is studied. Moreover, in their study the authors propose a measure of robustness for second order response surface models [
33]. In Lee et al. [
34], a desirability function method to simultaneously optimize both the mean and variability of multiple responses is proposed.
Although the desirability function is a very interesting method to simultaneously optimize several variables, the transformation into the desirability space should take the preferences of the decision maker into account in order to obtain the optimal parameters as stated by Fuller and Scherer [
35].
Derringer and Suich [
18] transformation has been widely employed over the last few years. For example, the use of models based on the use of design of experiments along with the response surface methodology using the Derringer and Suich methodology has been employed in several research studies as shown in Vera et al. [
36]. In the research study of Padilla et al. [
37] the authors carry out an analysis on the optimization of a spark ignition engine. A 3
3 design of experiments (DOE) is conducted where the independent variables are the revolutions, the load produced by a dynamometer, and an electrolyte concentration and the response variables are torque, hydrocarbon emissions, and power. In another study, Hur et al. [
38] present the results of surface response optimization using the desirability function with a central composite design to determine the design variables to control the distribution of flow rate in a cooling system employed in an electric vehicle. On the other hand, Saleem et al. [
39] consider the deflection angle, input power, and micromirror temperature rise from the ambient as response variables to be simultaneously optimized by using response surface models and a desirability function. The application of design of experiments, response surface methodology and a desirability function is also discussed by Akçay and Anagün [
40] to model and optimize a manufacturing process. The influence of cutting speed, feed rate, and depth of cut on the machinability characteristics of Si optical lenses is analyzed by Jumare et al. [
41]. These authors develop predictive models in order to obtain minimum arithmetical mean roughness and tool wear as well as maximum material removal rate using the desirability function approach [
41].
Other studies such as that of Chahal et al. [
42] show that RSM along with a desirability function is effective in order to optimize surface roughness in end milling; Zhao et al. [
43] analyze the effect of welding parameters on the mechanical properties of welding bead and welding heat input using a DOE and a desirability function and Kribes et al. [
44] study the effect of machining conditions on the obtained surface roughness in hard turning by using response surface methodology and a desirability function. Some other studies which employ the response surface methodology and a desirability function are Ahmad et al. [
45] that optimizes the recycling conditions of aluminum (AA6061) chips, Qazi et al. [
46] that analyzes the machinability of AA5005H34, and Osman et al. [
47] that studies continuous multi-pass friction stir welding to clad dissimilar materials. Cutting speed, feed rate, and depth of cut are used as design parameters along with RSM and desirability function in Laghari et al. [
48] for modeling cutting forces in the machining of a composite material; Pradhan et al. [
49] analyze surface roughness in machining of Al/SiCp metal matrix composite; optimization of friction surface deposition of stainless steel over medium carbon steel is shown in Sahoo et al. [
50] and in Du et al. [
51] a multi-objective optimization is carried out in the dry machining of a 304 stainless steel, among many others.
The number of studies that exist in the literature related to the combined application of soft computing techniques and desirability functions is much lower. Among these studies, it is worth mentioning that of Mostafaei [
52] that employs ANFIS models for prediction of biodiesel fuels cetane number using a desirability function, which employs a linear transformation and a comparison of the developed models is performed by statistical criteria. Another study is that of Labidi et al. [
53] where ANN, RSM, and desirability function are used to determine optimal machining conditions in the turning of a hardened steel. On the other hand, Sengottuvel et al. [
54] study the effects of various electrical discharge machining input parameters as well as the influence of different tool geometry on material removal rate, tool wear rate, and surface roughness. These authors also develop a fuzzy inference system which is validated with experimental results. Another study worth mentioning is that of Singh et al. [
55] where the application of Taguchi’s robust design coupled with fuzzy based desirability function approach for optimizing multiple bead geometry parameters of submerged arc weldment is developed. Response surface methodology and the desirability function results were also employed for modeling Ti-6Al-4V milling under different lubrication conditions in the study of Paschoalinoto et al. [
56]. These authors also compared the statistical results with those obtained from using supervised artificial neural networks and they found that both artificial neural network and the experimental design predict similar results [
56]. Tank et al. [
57] use a desirability function for each of the surface roughness parameters analyzed in the turning of glass fiber reinforced with plastic and then employ a fuzzy inference system to determine values of a characteristic index which then are used to find the signal to noise ratio. In the research study of Salmasnia et al. [
58] an approach for optimization of correlated multi-response variables is analyzed. In their study an ANFIS is used as a tool for predicting system behavior. On the other hand, the study of Gajera et al. [
59] deals with the application of response surface methodology with fuzzy-based desirability function approach in order to optimize multiple process parameters in direct metal laser sintering, among others.
3. Methodology
As shown in the review of the state of the art, statistical tools based on the design of experiments and the response surface method have been widely used to model the behavior of different response variables and it has also been shown that the use of a desirability function based on RSM and the model proposed by Derringer and Suich [
18] have been commonly used in order to simultaneously optimize response variables, since it is usual to find manufacturing processes that require simultaneous optimization of several variables, which exhibit, in many cases, an opposite behavior. In manufacturing processes, is it quite common for certain technological variables to have a more regular response behavior and, therefore, they can be adequately modeled by methodologies such as RSM, and, on the other hand, there also exist some other technological variables that cannot be adequately modeled using conventional regression. These regression models are sometimes not accurate enough to predict the behavior of these response variables, especially when they have significant non-linearities.
In order to address these problems, in this present research study, the use of a new desirability function which is based on the inverse tangent (arctangent) is first proposed to classify the output responses of a design of experiments, so that for each of the response functions
a transformed function that lies between [0,1] will be obtained from Equation (1).
where
and
are first adjusted so that the arctangent function lies between 0 and 1. This is easily obtained from simultaneously solving for
and
the equations
which yields to
. Therefore, the transformation to be used in this present study is given by Equation (2).
The values of constants and will be selected depending on the desired level for each variable (maximize, minimize, or lying within a range of values).
In the event that the desired variation of an output response (
is its maximum value, the constants of Equation (2) will be given by Equations (3) and (4).
where
for the case of a variable whose preferred level is the maximum (
) is defined from Equation (5), where
is a constant which can be used to set
at a specific point (default value
and
is defined to fix the value of the arctangent at this point. Moreover, the value of the constant
is selected, for simplicity, to be a multiple of the difference between the maximum
and the minimum
. Then
is set by using the constant
, as Equation (6) shows (however, this value could be selected in whatever different way) and it is selected in order to set the transition of the output variable
to the level of “1”. As previously mentioned,
are the maximum and the minimum levels of each variable. In this present study these values will be selected from the DOE, however they could be whatever.
Analogously, if the preferred level of an output variable
is the minimum, the
,
and
constants as well as
are obtained from Equations (7)–(10) respectively, so that if the output variable is close to its minimum value (
), then the transformed function
will approach to “1” and, on the contrary, if the value of this variable approach the maximum, in this case non-desirable value, then the transformed output will correspond to a value close to “0”, where the sub-index “t” in the transformed variable
refers to an output variable transformed by using the arctangent function, as previously shown.
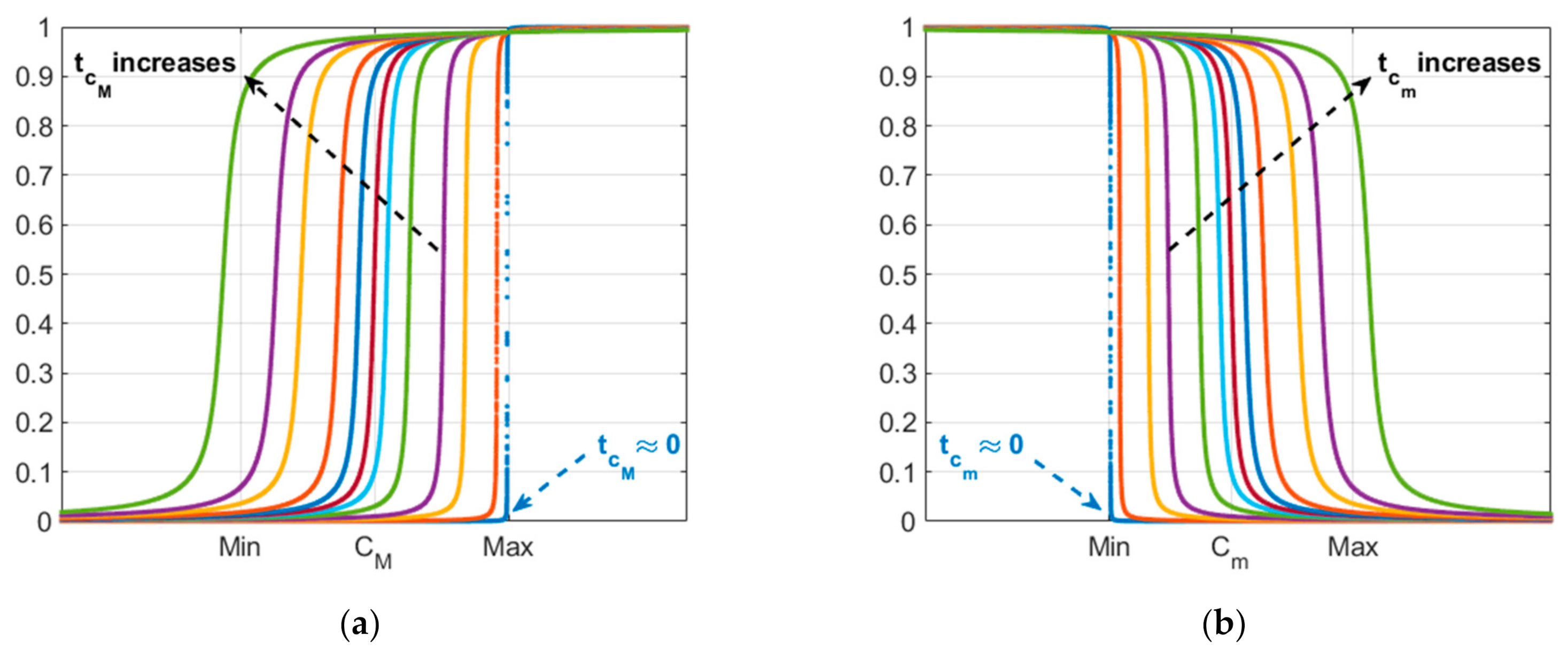
As previously mentioned, (
, are defined from Equation (5), when the preferred level of a variable is its maximum, and from Equation (9), when the preferred level is its minimum. Moreover, a weighted average can be used to set (
at a specific point by using
constants, respectively. The influence of these constants is shown in
Figure 2. The
parameter
is used to select the transition to the “1” value of the transformed variable. For a given value of
, the values of
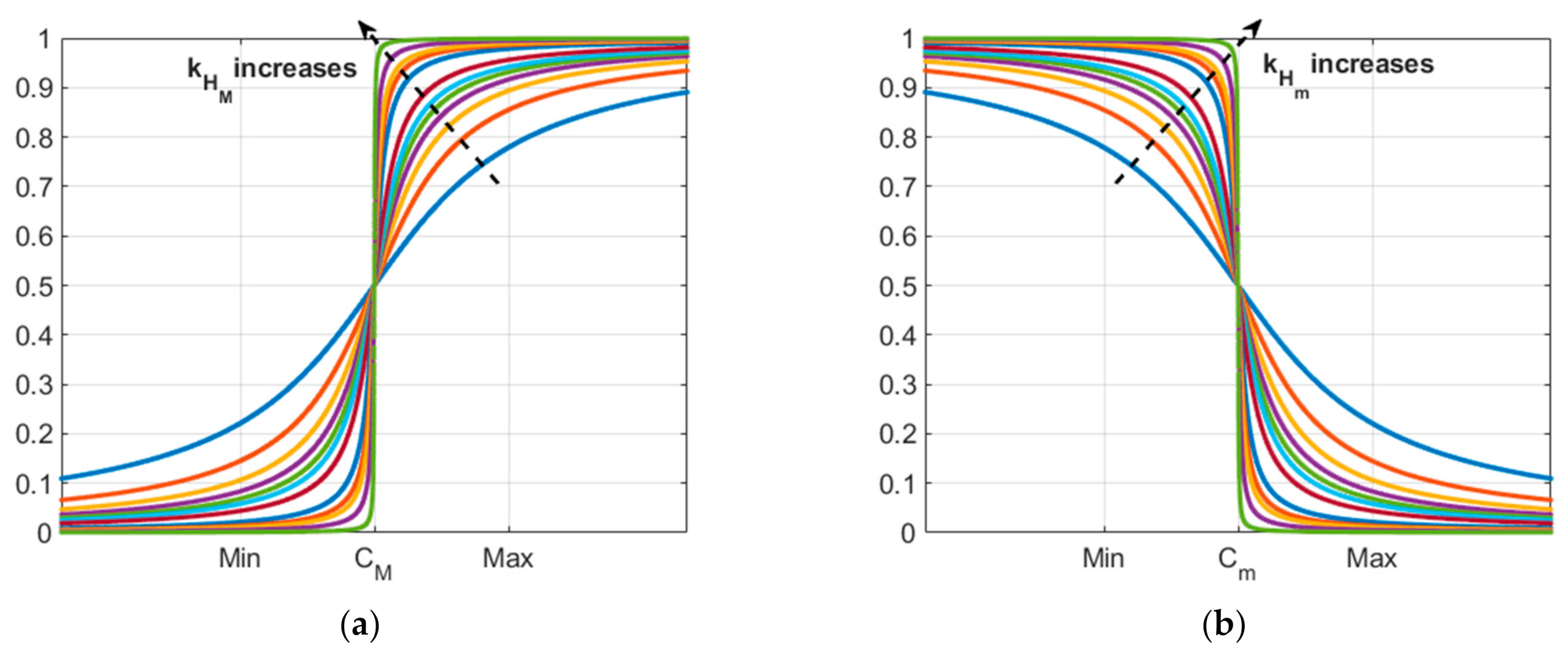
will be selected within the interval given by Equation (11) and by Equation (12), respectively. The influence of
and
is shown in
Figure 3.
are the maximum and the minimum levels of each variable, as previously mentioned. If values of
and
are selected within the range given by
The shape of the function will be inverted. It could have been possible to select values higher than 1 but it makes no sense for the present parameter because its variation is desired to be within the interval [0, 1]. Finally, the influence of the
-parameter
is shown in
Figure 4. If a given value of the t-parameter (
is given, then the value of
, which will define the value of
or
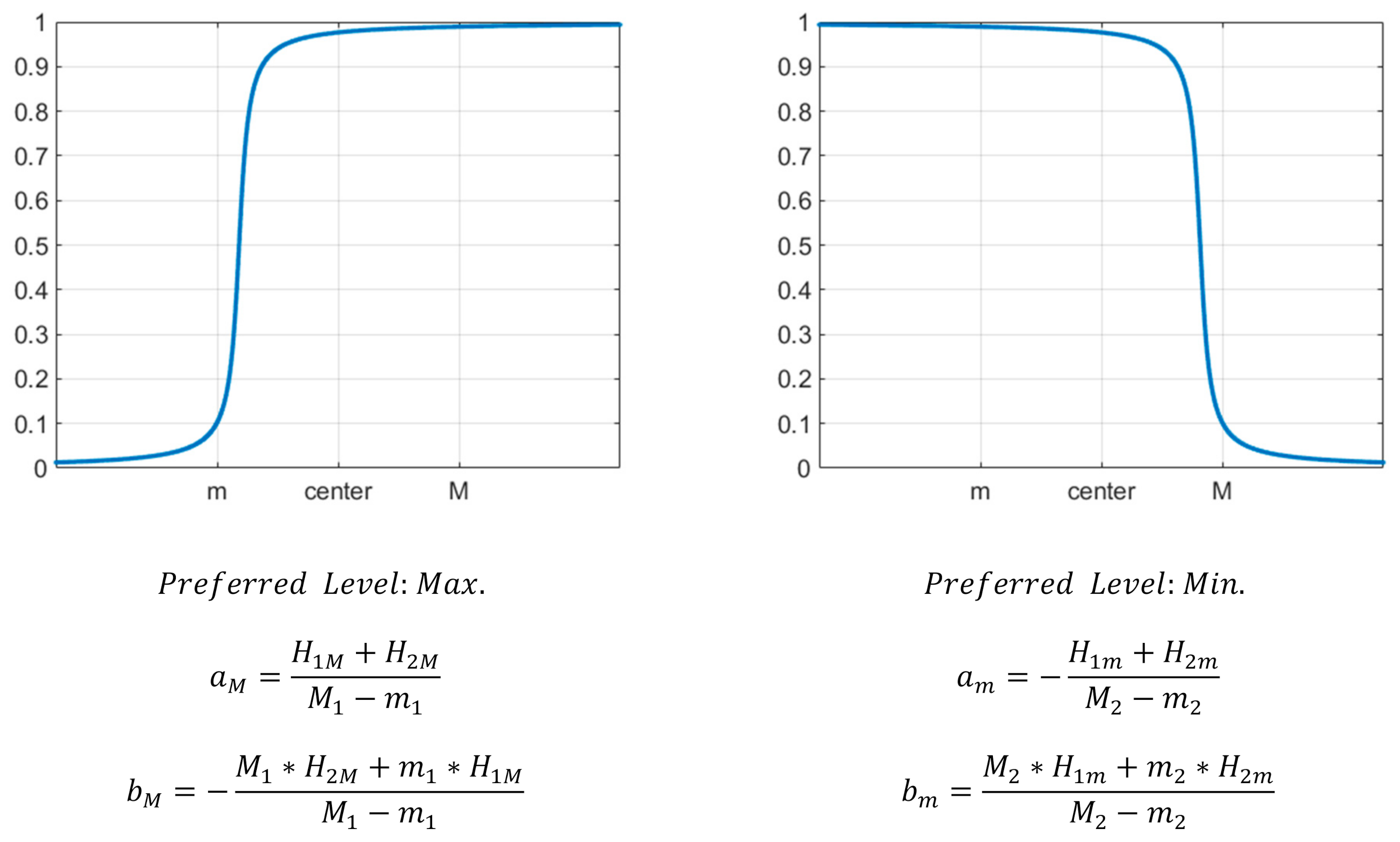
, respectively should be selected within the interval given by Equation (13) and by Equation (14), respectively.
Therefore, the shape of the arctangent transformation can be adjusted by varying (
,
, (
and (
parameters whose influence is respectively shown in
Figure 2a,
Figure 3a, and
Figure 4a, in the case where the preferred level of a response variable is the maximum, and in
Figure 2b,
Figure 3b, and
Figure 4c, in the case where the preferred level of a response variable is the minimum.
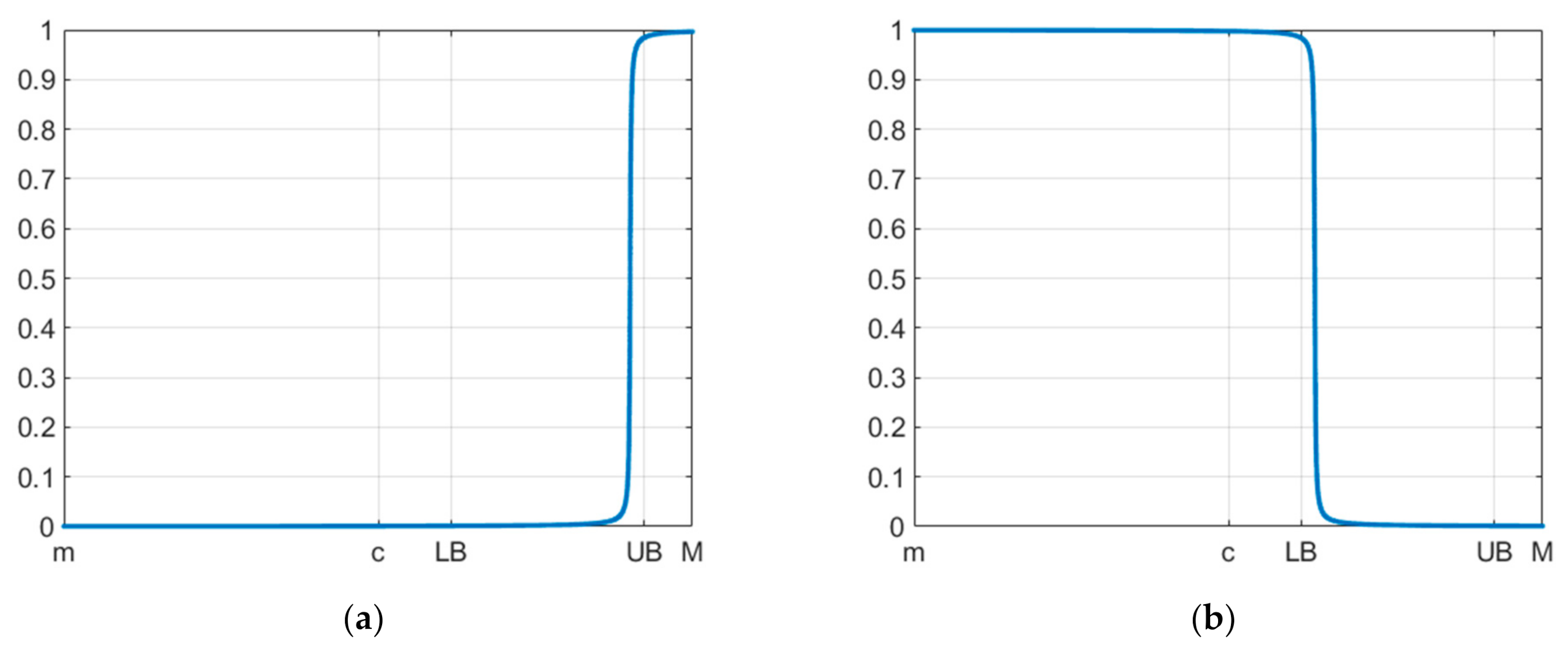
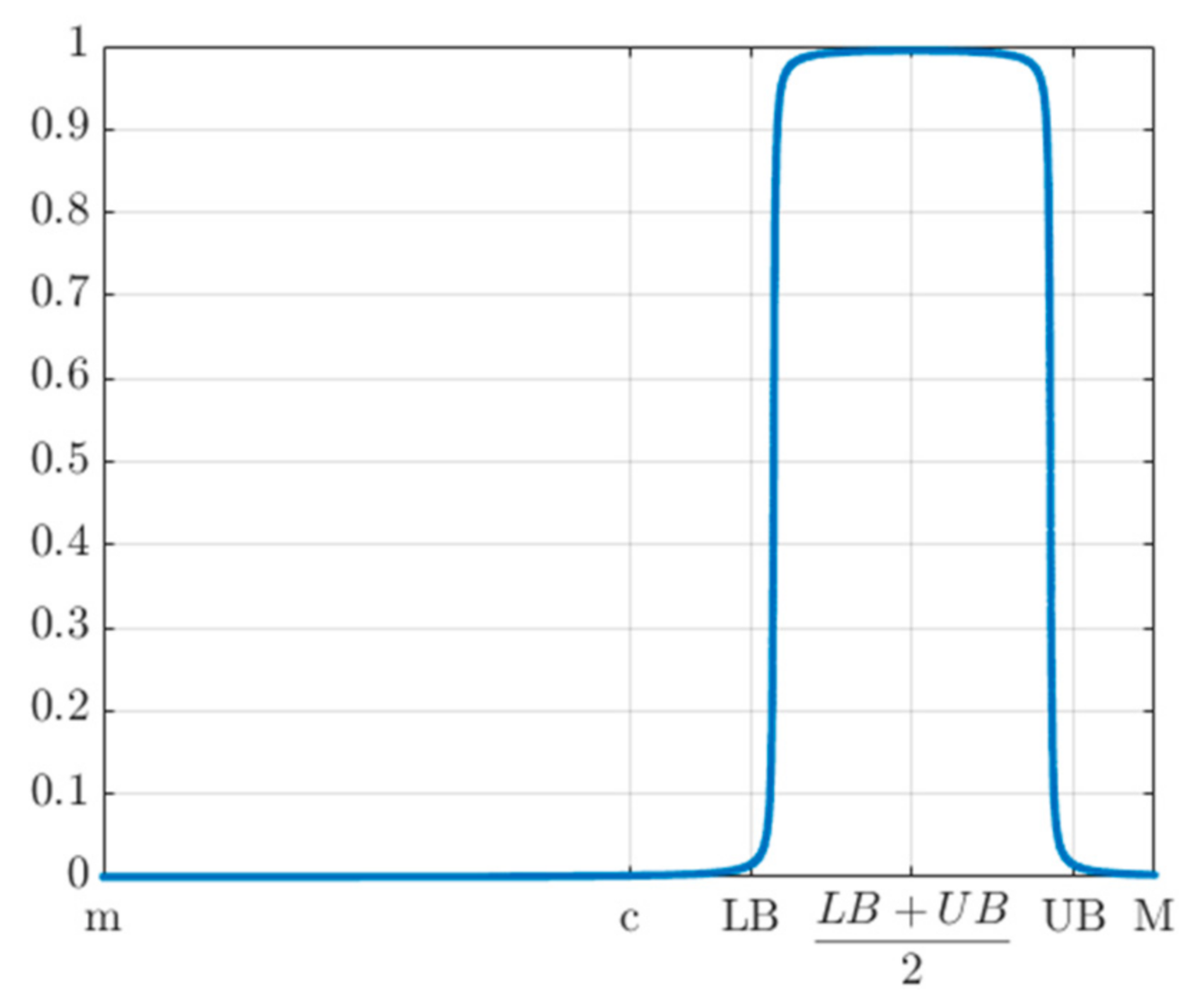
If the output response has to be within a specified range [LB,UB], then it is possible to combine two transformation functions similar to those shown in
Figure 5a,b, so that the result attained is shown in
Figure 6, where LB and UB are both the lower bound and the upper bound selected.
The shape of the transformed function shown in
Figure 6 is obtained from Equation (15), where the midpoint (LB + UB)/2 has been considered. However, this point could be whatever within the specified range [LB,UB]
However, if the output response has to be within the range defined by [LB, UB] and the external values are not acceptable, it is possible to set a value of
close to zero, so that results shown
Figure 7 will be obtained and then by applying Equation (15) the output shown
Figure 8, is obtained.
As can be observed in
Figure 8, the variable remains within the specified range. As in the previous case, the shape of the transformed function shown in
Figure 8 is obtained from Equation (15).
Note that it could be possible to employ this arctangent function by selecting the levels of the transition to “1” and “0” instead of the method shown below by employing two H-parameter (one to adjust the transition to the “1” level and another to the “0” level). In this case, the obtained values will be those shown in
Figure 9. However, parametrization shown in
Figure 9 will not be used in this present study and the methodology previously shown will be used instead.
Once the response variables have been transformed, a mean is selected to be maximized. As was previously shown in the state-of-the-art Section, most of the previously published studies employ the geometric mean, shown by Equation (16). This mean was proposed to be employed in the research study of Harrington [
17] and later was used by Derringer and Suich [
18], among many others. Although other means could be used in this present study such as the harmonic one, in this present study the geometric mean will be used, without weighting the functions.
A symmetric 4
3 DOE with three output responses, which will be simultaneously optimized has been considered. However, it should be mentioned that this DOE as well as the output responses could be whatever. From the above, in this present study, one of the response variables is preferred to be at its minimum level, another response variable is preferred to be at its maximum and the third output response has to be within a certain range. With the proposed methodology, it is possible to approximate the optimum that simultaneously optimizes the desired levels of variation of these functions within the range of study under consideration. As shown in
Section 2, this is usually done through the use of models based on RSM and most of these studies employ the function proposed by Derringer and Suich [
18].
In the present study, the levels of variation of the input variables (process parameters) have been varied into the range
as
Table 1 shows. By using the DOE shown in
Table 1, the results shown in
Table 2 are obtained for three output responses that have been named
,
y
, respectively (these values have been generated by using three analytical functions). It should be underlined that either an actual study case or any other function could have been used to carry out this study. As can be observed in
Table 2, 4
3 experiments will be available. The values shown in
Table 2 have been rounded to two decimal places.
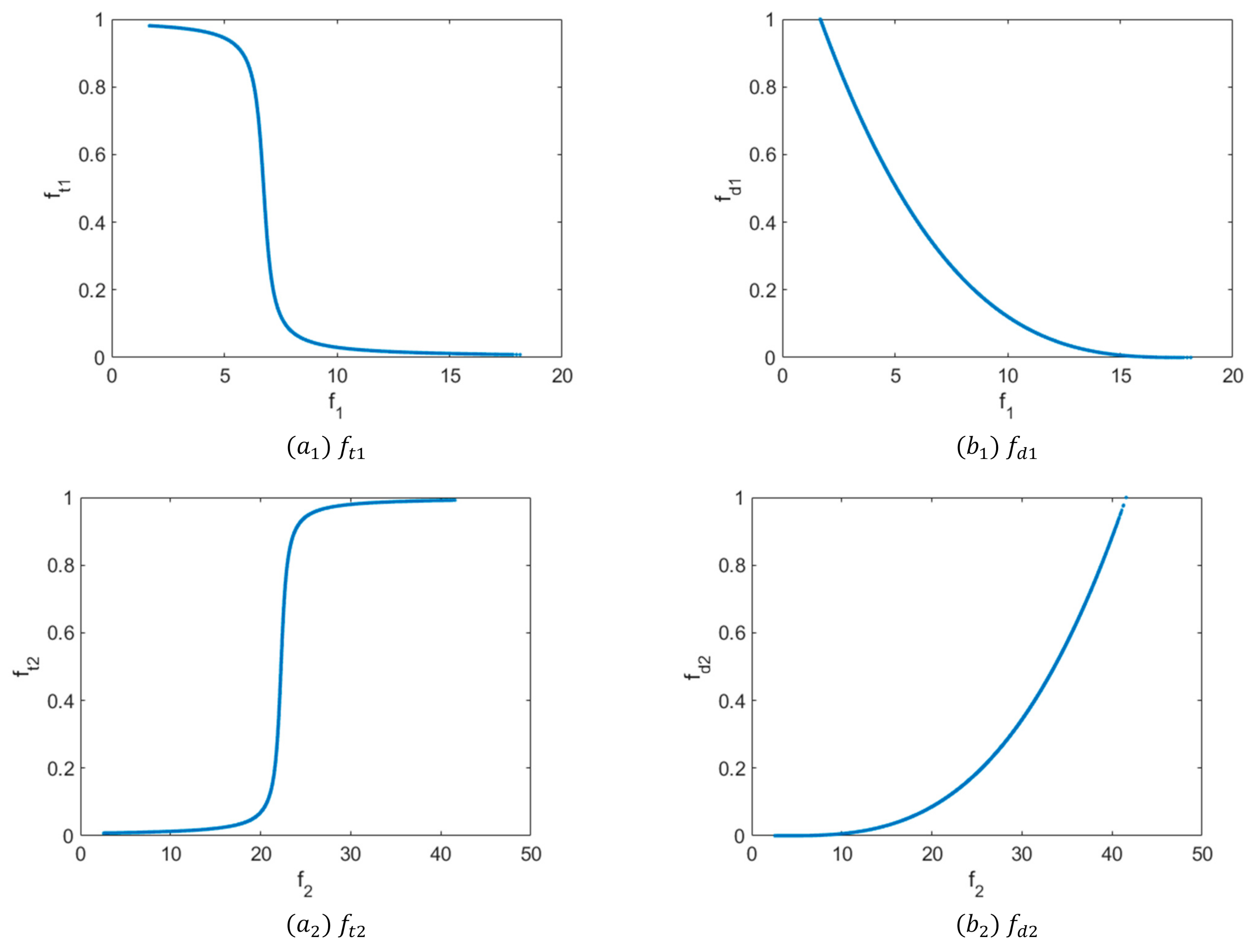
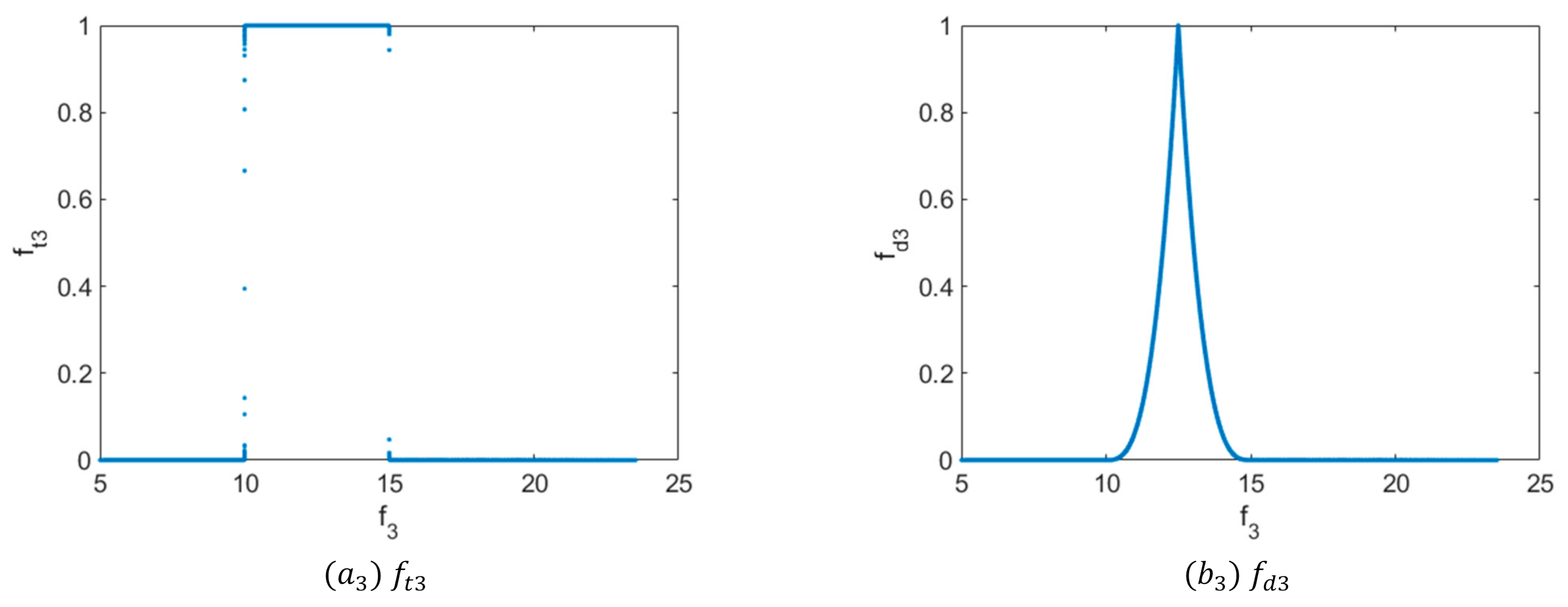
Therefore, from the above, the proposed methodology shown in Equations (2)–(15) is to be employed in order to simultaneously minimize the output response
, maximize the output response
, and to keep the output response
within a given range. In order to analyze a case study this range is considered to be [LB,UB] = [
10,
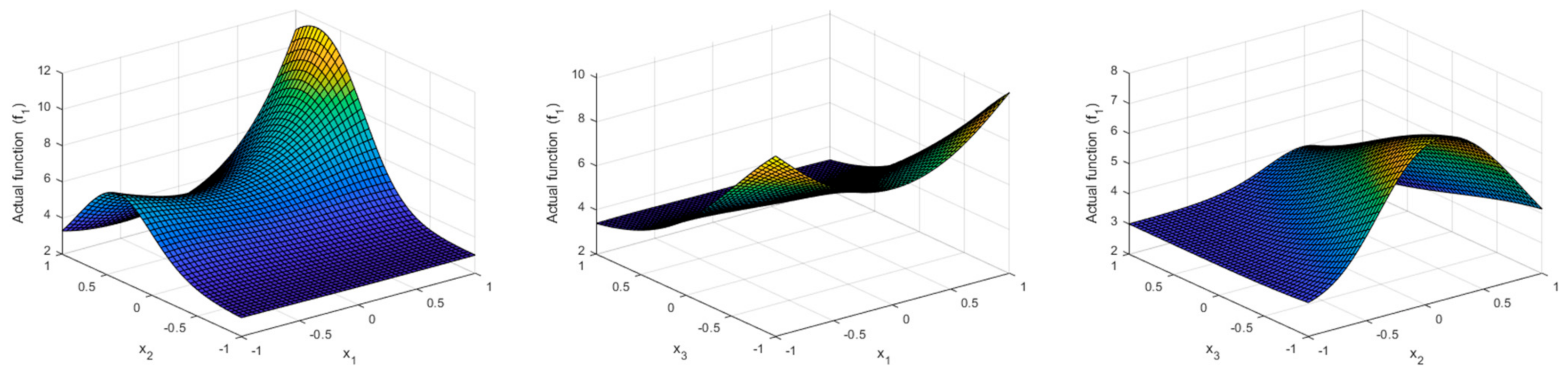
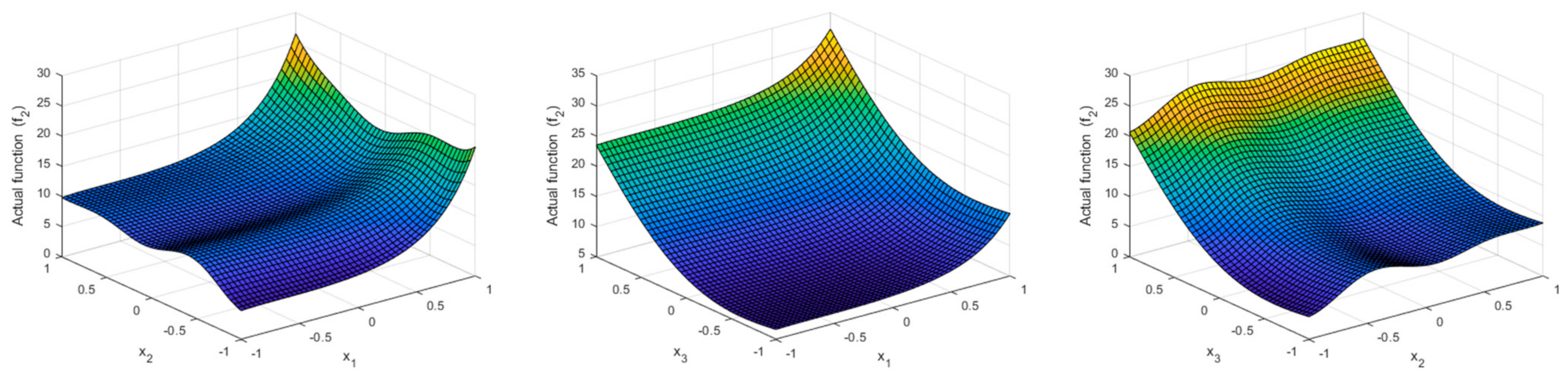
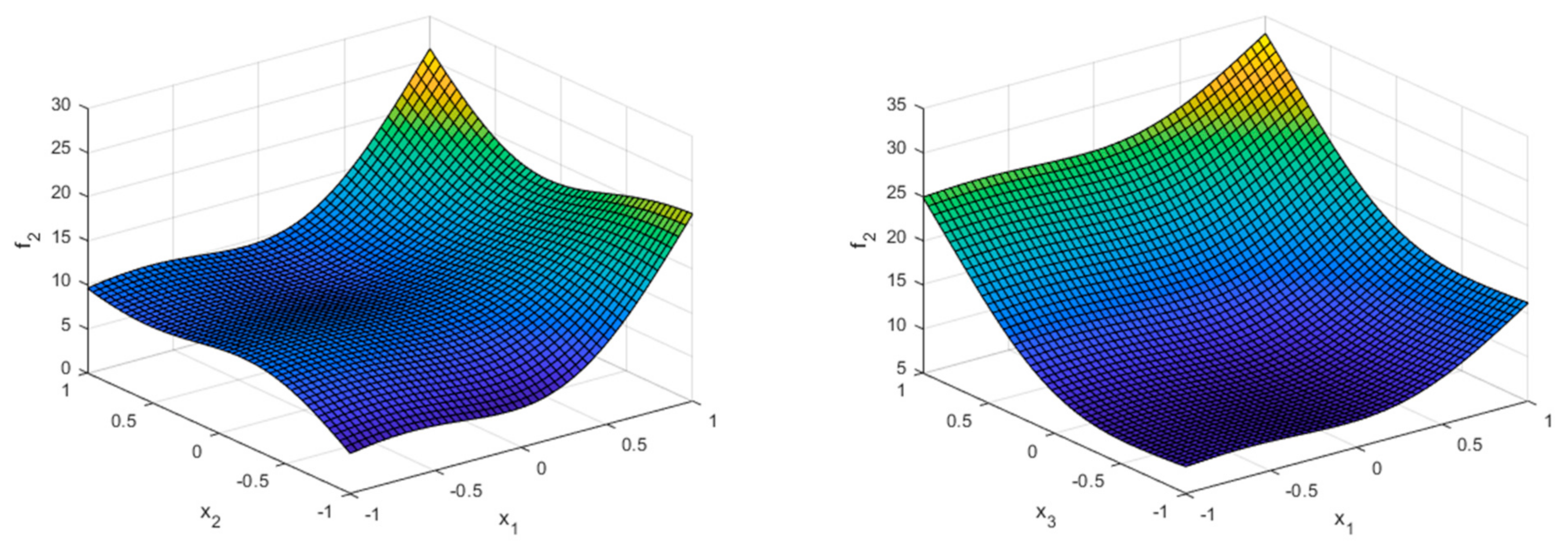
15], although any other could be selected. The actual shape of the functions:
,
, and
, used in this study to generate the values of
Table 2 is shown in
Figure 10,
Figure 11,
Figure 12, respectively.
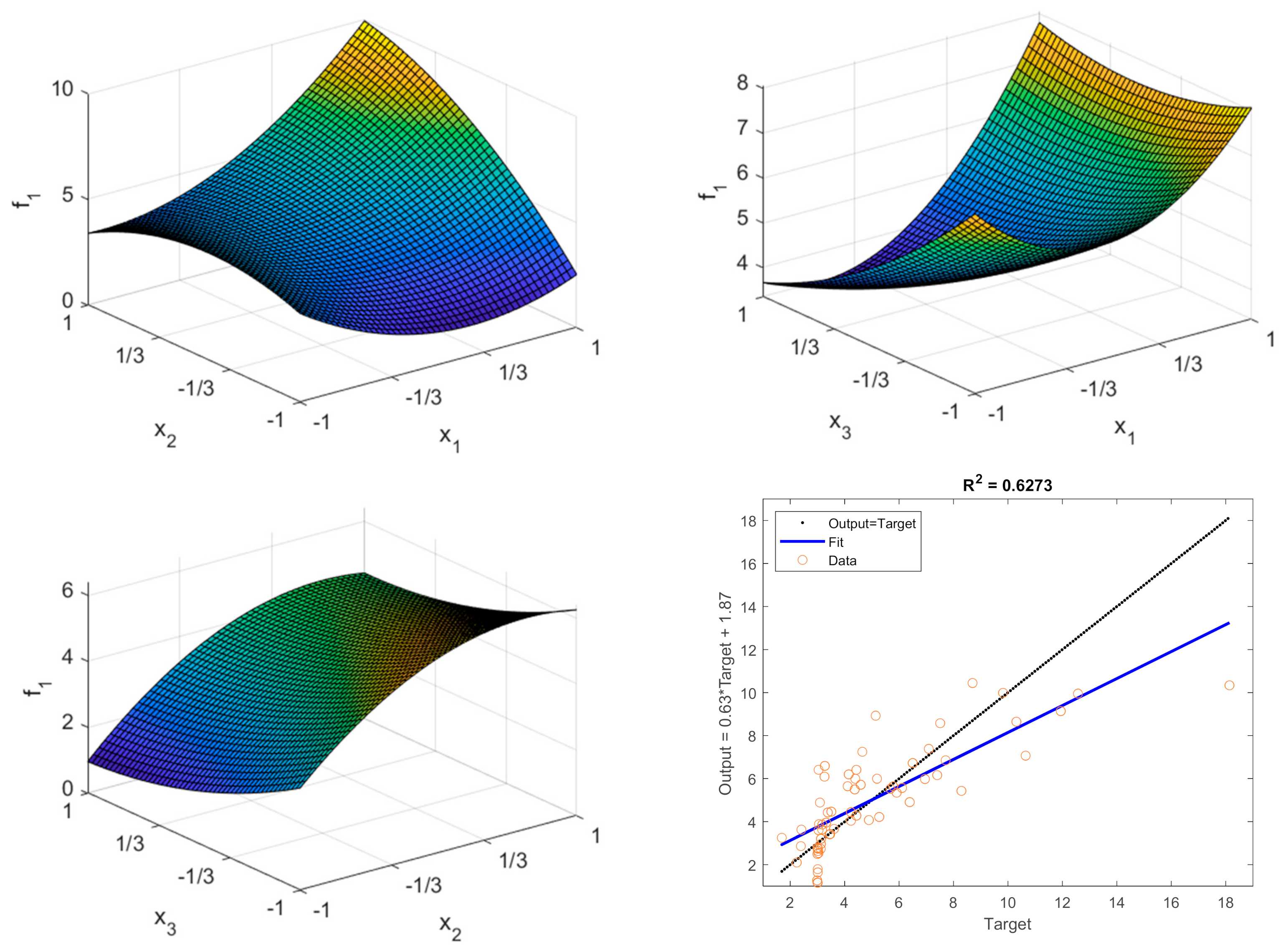
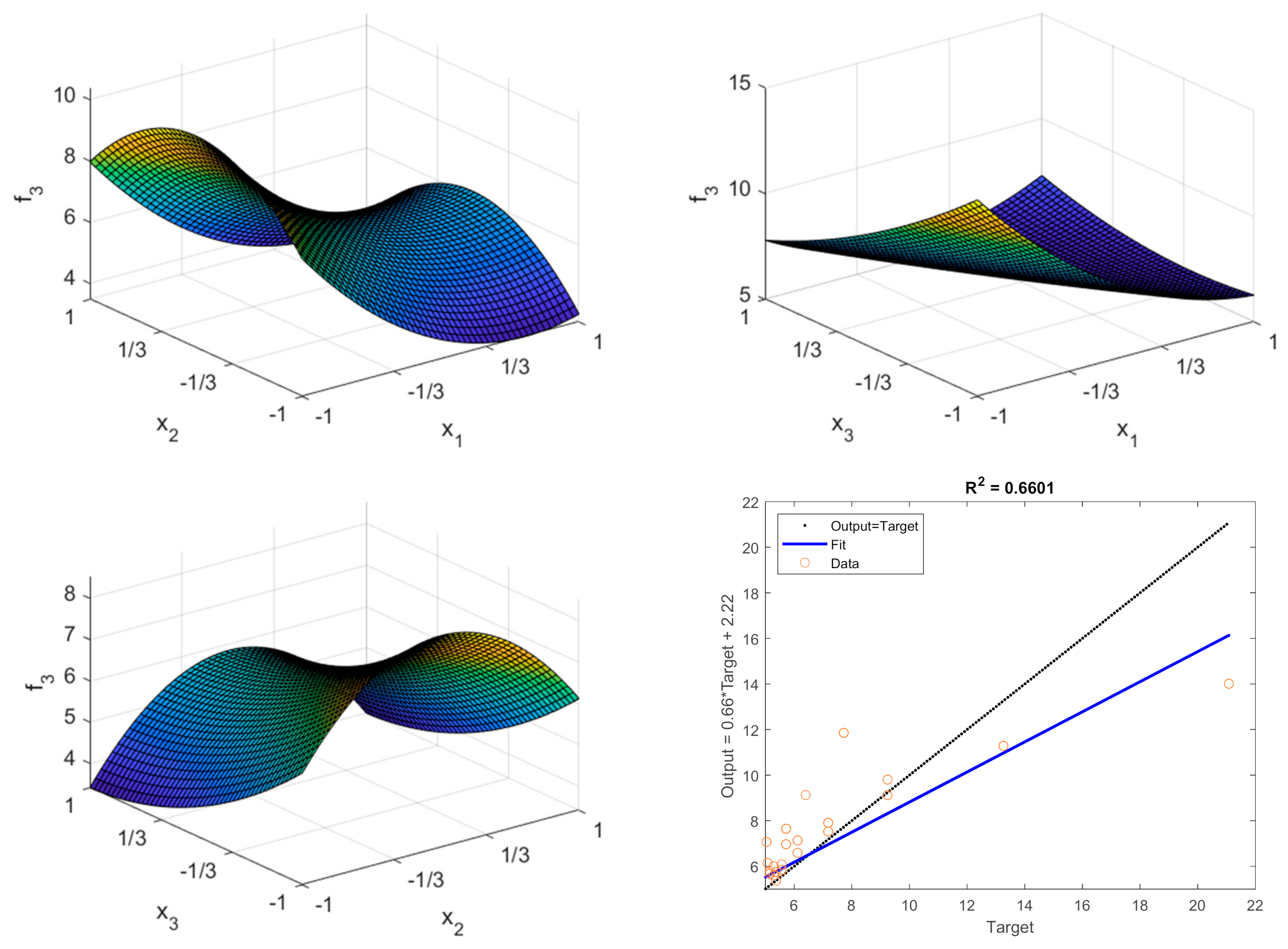
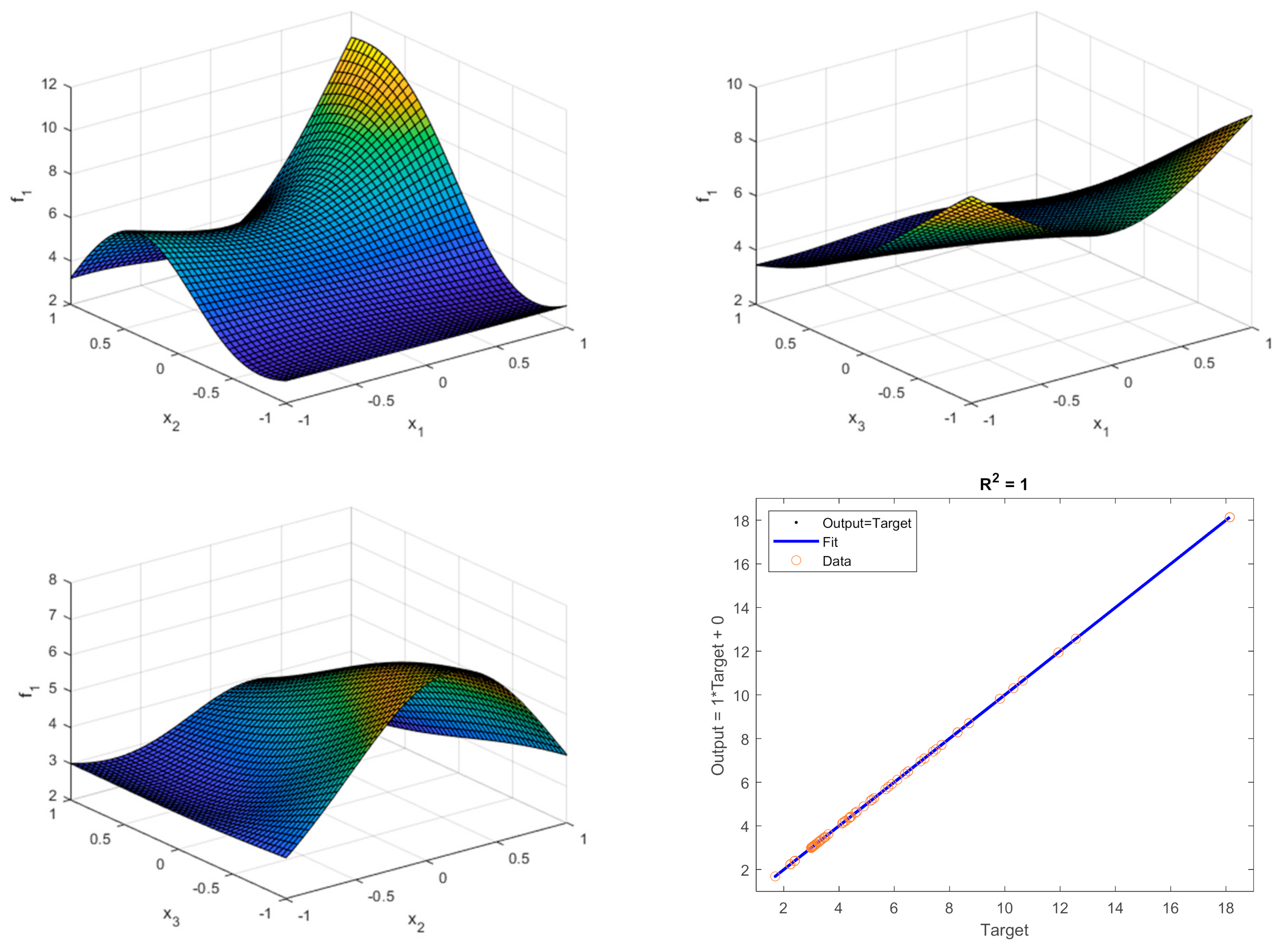
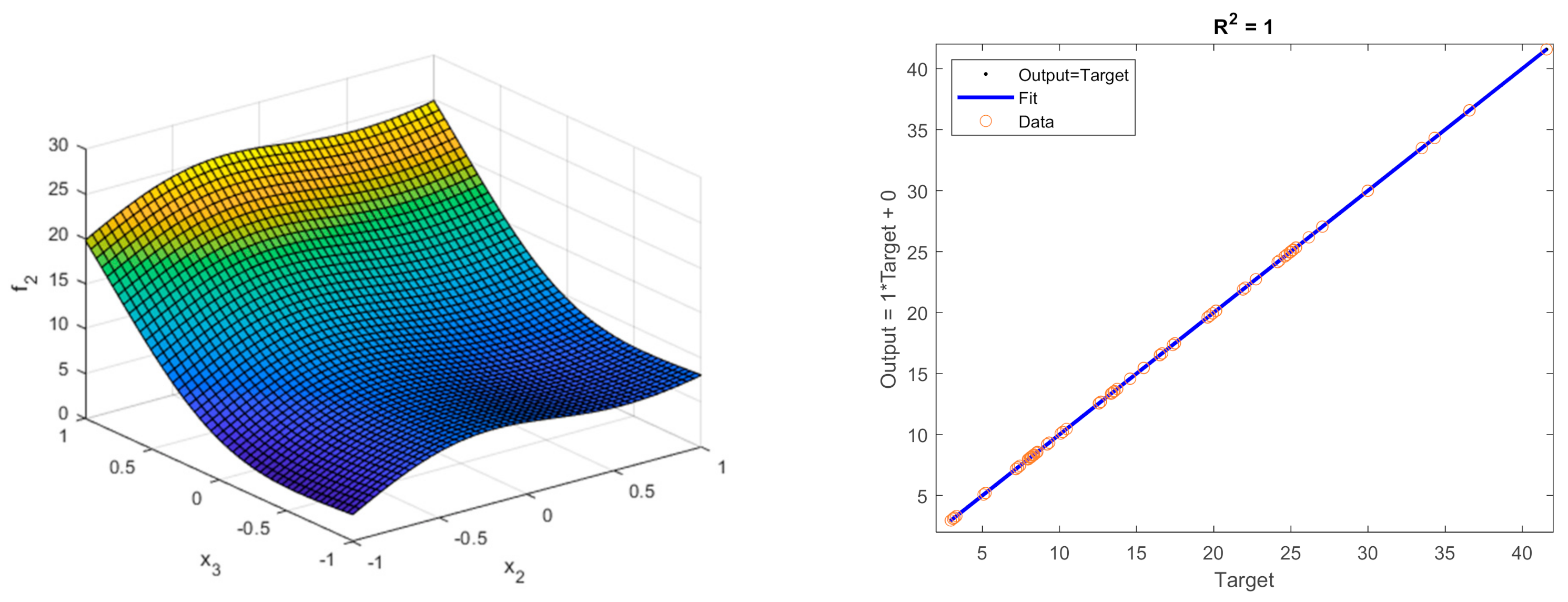
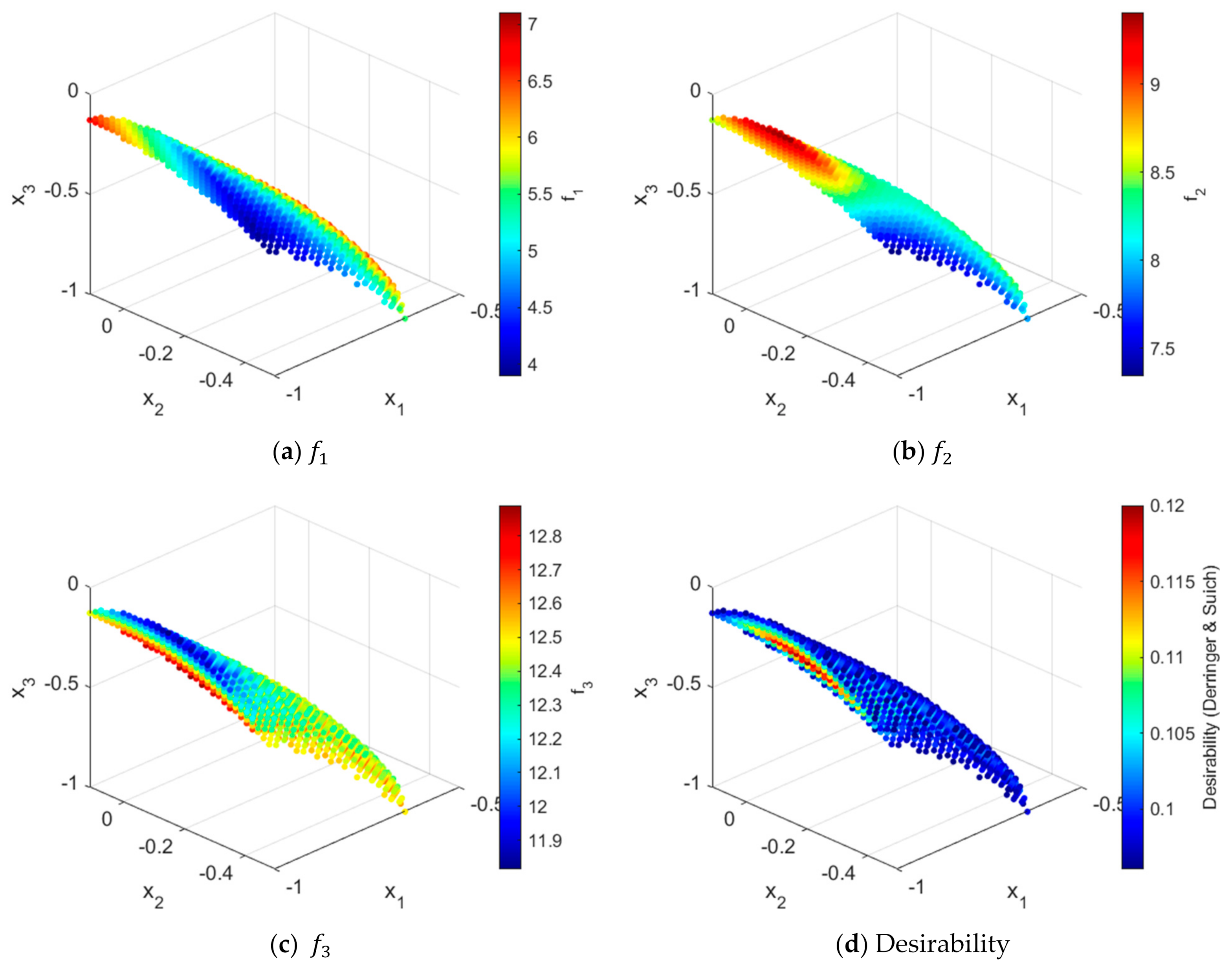
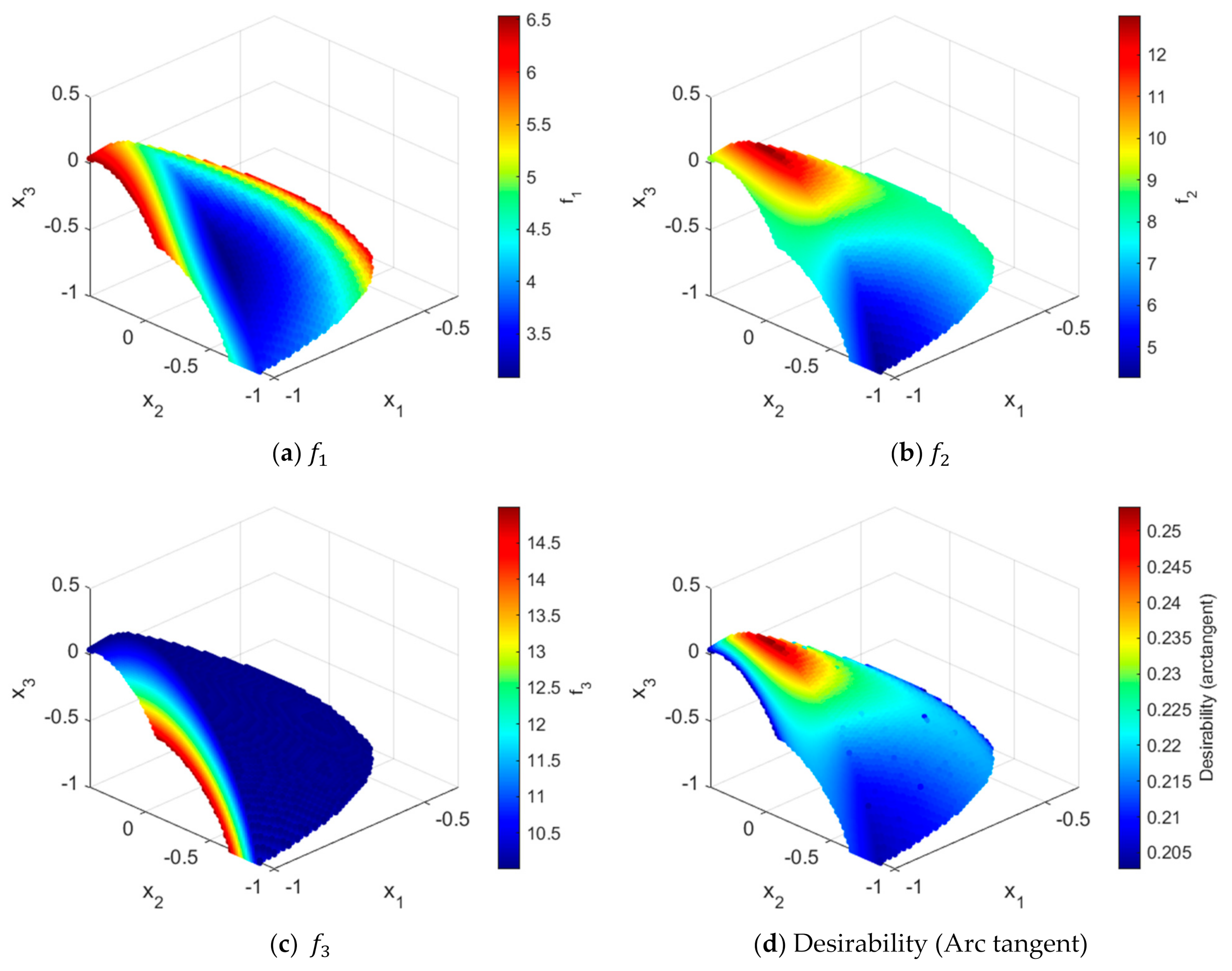
From the symmetric DOE shown in
Table 2, three regression models and three ANFIS will be developed, and they will be used to determine the values that simultaneously optimize
,
, and
functions. As will be shown later, regression is not able to adequately model all the response variables. Therefore, in these cases the fact of optimizing surface models which are not accurate enough may lead to erroneous values being obtained. In order to overcome this drawback, soft computing techniques are a powerful tool for modeling output responses. In this present study an ANFIS modeling is employed which can predict the actual behavior of the output responses with higher accuracy than that obtained by using conventional regression.
As previously mentioned, in this present study
is preferred to be set at its minimum level,
at its maximum, and
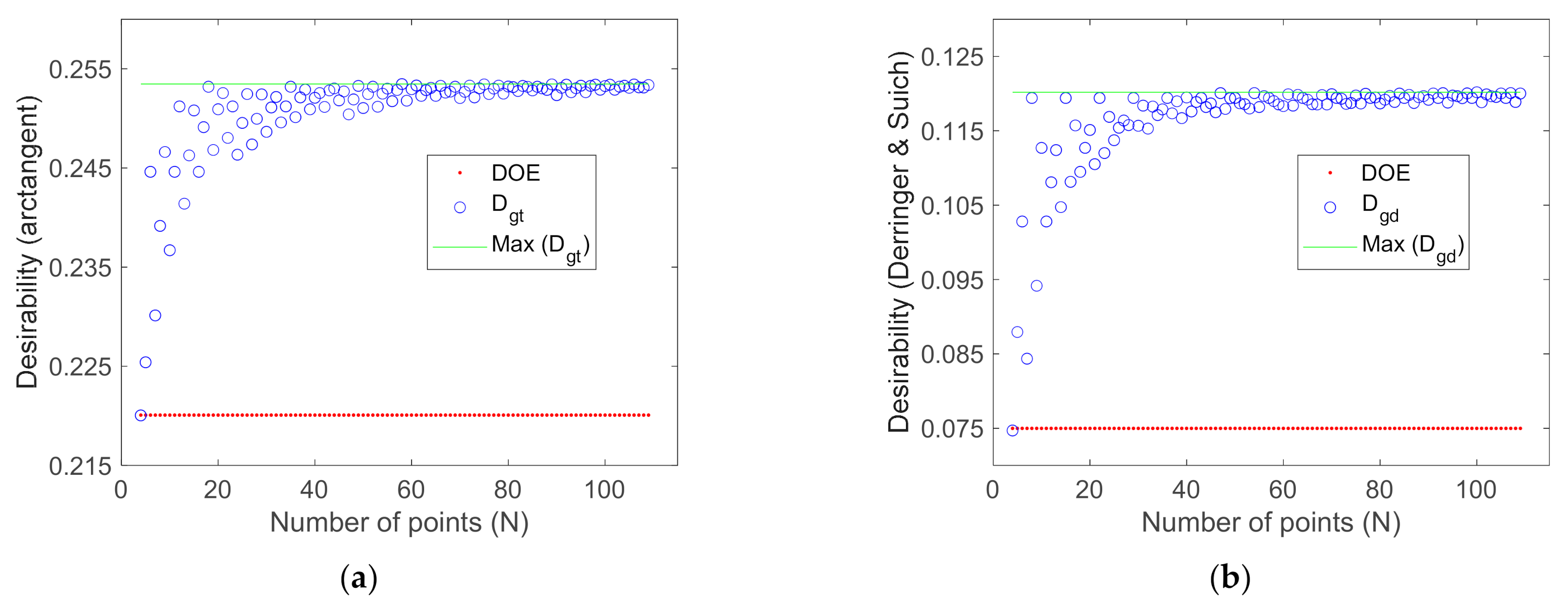
has to be kept within a range given by a lower and upper bound
, any other combination could have been used, but the one analyzed is considered general enough to show the proposed methodology. Moreover, results obtained with the new proposed desirability function will be compared with those obtained with that proposed by Derringer and Suich [
18]. Additional data could be employed to validate the models as suggested in [
60]. However, this will not be considered in this present study and all data from the symmetric 4
3 factorial DOE will be used to obtain both the regression and the ANFIS models. As previously mentioned, if the regression model can provide a highly-adjusted R-squared value, these models may be used. However, if more accuracy is needed some other techniques such as those based on soft computing should be considered [
60].
Summary of the Proposed Desirability Function
In order to summarize the proposed desirability function, this section is included.
The minimum and maximum ranges of variation for each variable will be first determined. In the event where the preferred variation of a variable is the maximum, the procedure shown in Equation (17) will be followed; in the case where the preferred variation is the minimum, that indicated in Equation (18) and if the variable has to be within a specific interval [
LB,
UB] then the procedure shown in Equation (19) should be followed. Once the variables have been transformed, then a mean is to be maximized, for example, similar to that shown by Equation (16).
Although and values that are shown in Equation (19) could be selected in a different way, in this study these values have been selected as they are shown.
Finally, once some or all of the transformation shown in Equation (17), Equation (18), and Equation (19) have been carried out over the response variables, previously obtained with the ANFIS, then an average with these transformed variables (geometric, harmonic, etc) should be employed and it should be maximized. In this present study, the non-weighted geometric mean is to be used.
In the case where, when maximizing or minimizing a variable, it is not possible to obtain response values of this variable higher or lower than a given one, it is possible to use the arctangent transformations which lead to shapes as shown in
Figure 5,
Figure 6,
Figure 7,
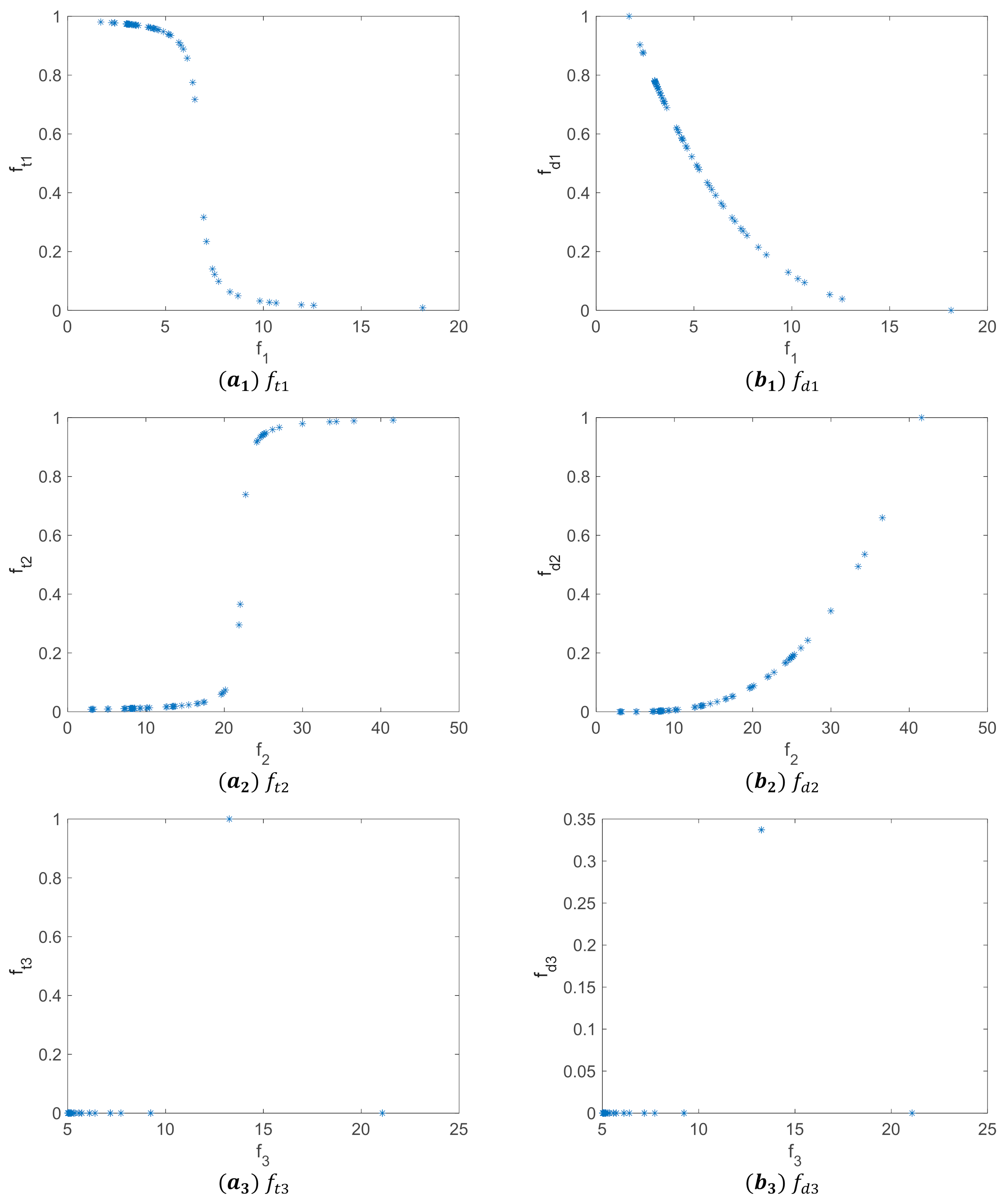
Figure 8. The procedure to follow in these cases, consists in filtering said output responses, as follows. Let us suppose that the desired level of a variable is at its maximum. In this case, first a transformed variable
is used to maximize it, according to Equation (17), and second a transformed variable
is used to limit the output response, according to Equation (18); then, the resulting data will be filtered above the maximum (i.e,
). Similarly, if the output response has to be minimized, first a transformed variable
is used, according to Equation (18) and the output response is limited by using a transformed varible
, according to Equation (17), then the resulting data will be filtered below the minimum (i.e.,
). On the other hand, in the case where a variable
has to be maximized or minimized and at the same time has to be within a certain range. Then, first a transformed variable
, according to Equation (17) or Equation (18) is used, and second a transformed variable
is used to keep the output response in the pre-set interval, according to Equation (19).
The geometric mean is calculated according to Equation (20)
, where
is the number of said variables and
is the total number of variables).
This process can be done if there are variables that have to be maximized/minimized and other restrictions also apply to them.
In order to simplify this present study, unconstrained restrictions will be considered for the variables. That is to say, the output responses are allowed to take values higher or lower, depending on the case, than those provided by the desired min and desired max levels, which have been taken from the DOE, as
Table 2 shows. However, they could be restricted following the above-mentioned procedure.





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}