Semi-Continuous Froth Discharge to Reduce Entrainment of Fine Particles in Flotation Cells Subject to Low-Mineralized Froths



Abstract
:
1. Introduction
2. Process Simulation
- The pulp and froth zones were modelled as a continuous stirred tank reactor (CSTR) and a plug flow reactor (PFR), respectively;
- Two minerals were considered: A floatable valuable mineral (chalcopyrite, with mean liberation coefficient of 70%) and non-floatable gangue;
- Constant superficial gas rate (JG) of 1 cm/s and Sauter mean diameter (D32) of 1.2 mm were assumed;
- The collection rate of the valuable mineral (true flotation) was assumed to be a deterministic first-order rate constant;
- Due to the water transport into the concentrate, gangue and a fraction of the valuable mineral are recovered by entrainment;
- The particles and water enter the froth zone at different rates;
- In the froth phase, the valuable mineral, gangue and water are transported from the interface to the top of the froth. In this process, some particles (attached or entrained) and a fraction of the water drop back to the pulp phase. Two first-order rate constants were then considered for each component (minerals and water), one for the upward-flowing stream and the other for the drop-back stream.
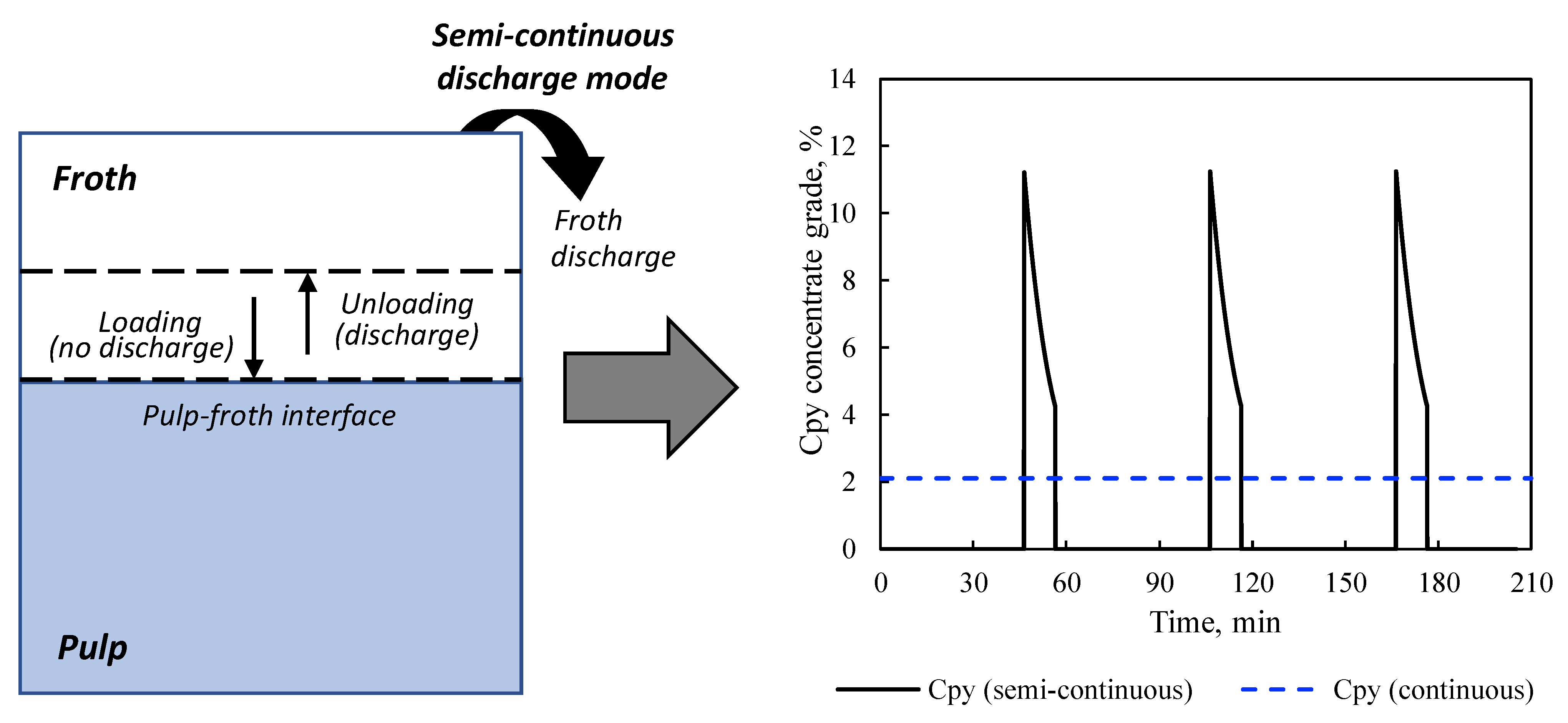
- Loading period (50 min). The froth depth increases 10 cm to accumulate valuable material in the froth with no concentrate discharge. This action is carried out after every unloading period;
- Unloading period (10 min). The froth depth decreases 10 cm to force the concentrate discharge. This action is carried out after every loading period.
3. Results and Discussion
3.1. Mass Balance
3.2. Semi-Continuous Cell Simulation
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wang, L.; Peng, Y.; Runge, K.; Bradshaw, D. A review of entrainment: Mechanisms, contributing factors and modelling in flotation. Miner. Eng. 2015, 70, 77–91. [Google Scholar] [CrossRef]
- Wills, B.; Finch, J. Wills’ Mineral Processing Technology., 8th ed.; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Schwarz, S. and Grano, S. Effect of particle hydrophobicity on particle and water transport across a flotation froth. Colloids Surf. A: Physicochem. Eng. Asp. 2005, 256, 157–164. [Google Scholar] [CrossRef]
- Zanin, M.; Wightman, E.; Grano, S.; Franzidis, J. Quantifying contributions to froth stability in porphyry copper plants. Int. J. Miner. Process. 2009, 91, 19–27. [Google Scholar] [CrossRef]
- Glencore Technology Jameson Cell. Available online: https://www.jamesoncell.com/en/applications/Pages/solvent-extraction.aspx (accessed on 1 May 2020).
- Moys, M. A study of a plug-flow model for flotation froth behaviour. Int. J. Miner. Process. 1978, 5, 21–38. [Google Scholar] [CrossRef]
- Vallejos, P.; Yianatos, J. Analysis of industrial flotation Circuits Using Top-of-froth and Concentrate Mineralogy. Miner. Process. Extr. Metall. Rev. 2019. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operating Conditions (Last Cell) | Unit | Cell A | Cell B | Fitted Parameters (First-Order Rate Constants) | Unit | Cell A | Cell B |
|---|---|---|---|---|---|---|---|
| Feed flowrate | tph | 681 | 679 | Collection rate constant | min−1 | 0.03 | 0.28 |
| Feed Grade | % | 0.052 | 0.069 | Upward rate constant of valuable mineral | min−1 | 3.60 | 3.37 |
| Solid content | % | 34 | 25 | Downward rate constant of valuable mineral | min−1 | 2.17 | 1.48 |
| Froth Depth | cm | 10 | 8 | Upward rate constant of entrained material | min−1 | 2.70 | 3.02 |
| Cell volume | m3 | 130 | 250 | Downward rate constant of entrained material | min−1 | 3.01 | 2.50 |
| Mean residence time | min | 4.2 | 5.6 | Upward rate constant of water | min−1 | 4.16 | 3.83 |
| Downward rate constant of water | min−1 | 3.33 | 3.03 | ||||
| Experimental metallurgical result | Modelled Metallurgical Result | ||||||
| Cu Recovery | % | 4.3 | 47.3 | Cu Recovery | % | 4.3 | 46.8 |
| Cu Concentrate Grade | % | 0.75 | 1.13 | Cu Concentrate Grade | % | 0.73 | 1.12 |
| Mass Recovery | % | 0.30 | 2.88 | Mass Recovery | % | 0.32 | 2.88 |
| Cell A | Unit | Baseline Continuous Operation | Semi-Continuous Operation (Cycle: 1 h) | Cell B | Unit | Baseline Continuous Operation | Semi-Continuous Operation (Cycle: 1 h) |
|---|---|---|---|---|---|---|---|
| Cu Recovery | % | 4.3 | 5.1 | Cu Recovery | % | 46.8 | 49.9 |
| Cu concentrate grade | % | 0.73 | 2.52 | Cu concentrate grade | % | 1.12 | 2.63 |
| Mass Recovery | % | 0.32 | 0.10 | Mass Recovery | % | 2.88 | 1.30 |
| Entrainment | Circuit | A | B |
|---|---|---|---|
| Overall circuit | ton/h | 15.7 | 27.7 |
| Last cell (continuous) | ton/h | 2.0 | 18.7 |
| Last cell (semi-continuous, cycle: 1 h) | ton/h | 0.6 | 8.0 |
| Reduction in overall circuit entrainment (semi-continuous mode in the last cell) | % | 8.3 | 38.6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yianatos, J.; Vallejos, P.; Vinnett, L.; Arriagada, S. Semi-Continuous Froth Discharge to Reduce Entrainment of Fine Particles in Flotation Cells Subject to Low-Mineralized Froths. Minerals 2020, 10, 695. https://doi.org/10.3390/min10080695
Yianatos J, Vallejos P, Vinnett L, Arriagada S. Semi-Continuous Froth Discharge to Reduce Entrainment of Fine Particles in Flotation Cells Subject to Low-Mineralized Froths. Minerals. 2020; 10(8):695. https://doi.org/10.3390/min10080695
Chicago/Turabian StyleYianatos, Juan, Paulina Vallejos, Luis Vinnett, and Sebastián Arriagada. 2020. "Semi-Continuous Froth Discharge to Reduce Entrainment of Fine Particles in Flotation Cells Subject to Low-Mineralized Froths" Minerals 10, no. 8: 695. https://doi.org/10.3390/min10080695
APA StyleYianatos, J., Vallejos, P., Vinnett, L., & Arriagada, S. (2020). Semi-Continuous Froth Discharge to Reduce Entrainment of Fine Particles in Flotation Cells Subject to Low-Mineralized Froths. Minerals, 10(8), 695. https://doi.org/10.3390/min10080695