
Hydrometallurgical Treatment of Converter Dust from Secondary Copper Production: A Study of the Lead Cementation from Acetate Solution

 ,
,  and
and
Abstract
:1. Introduction
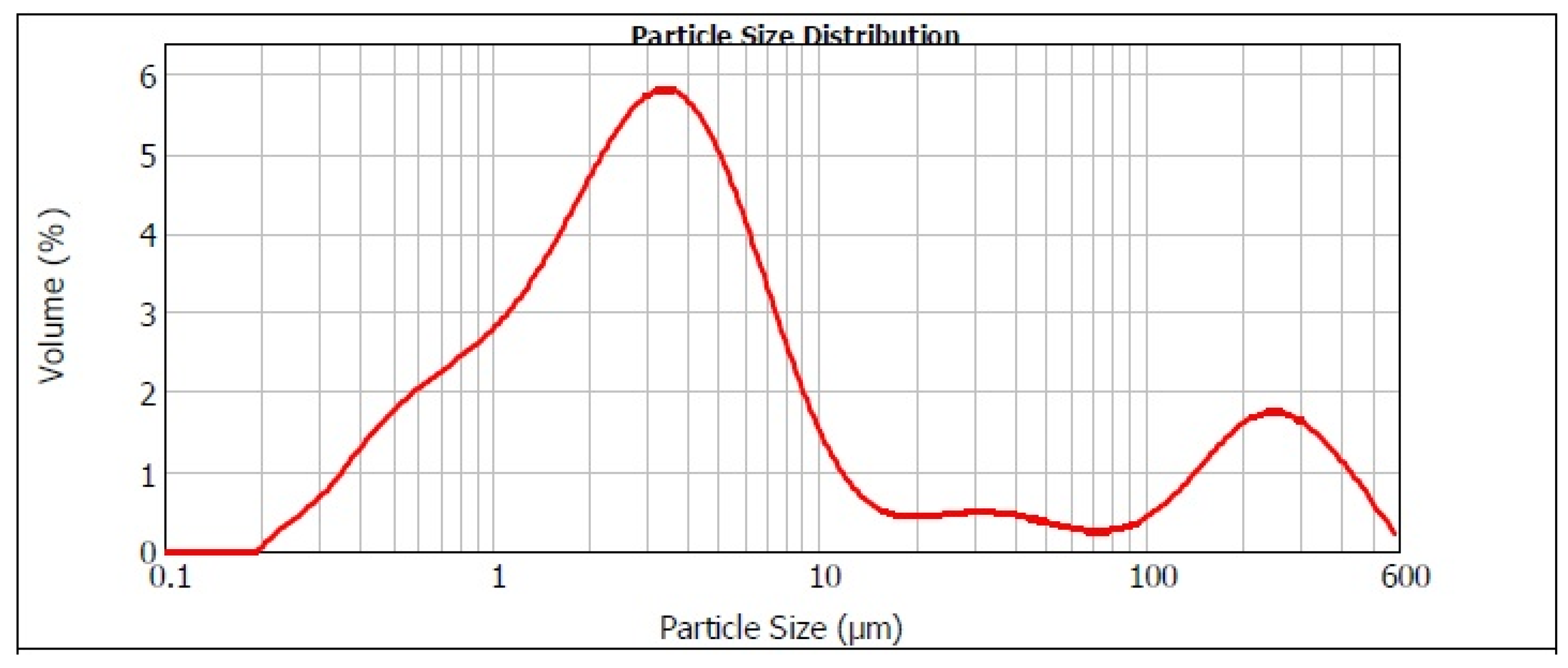
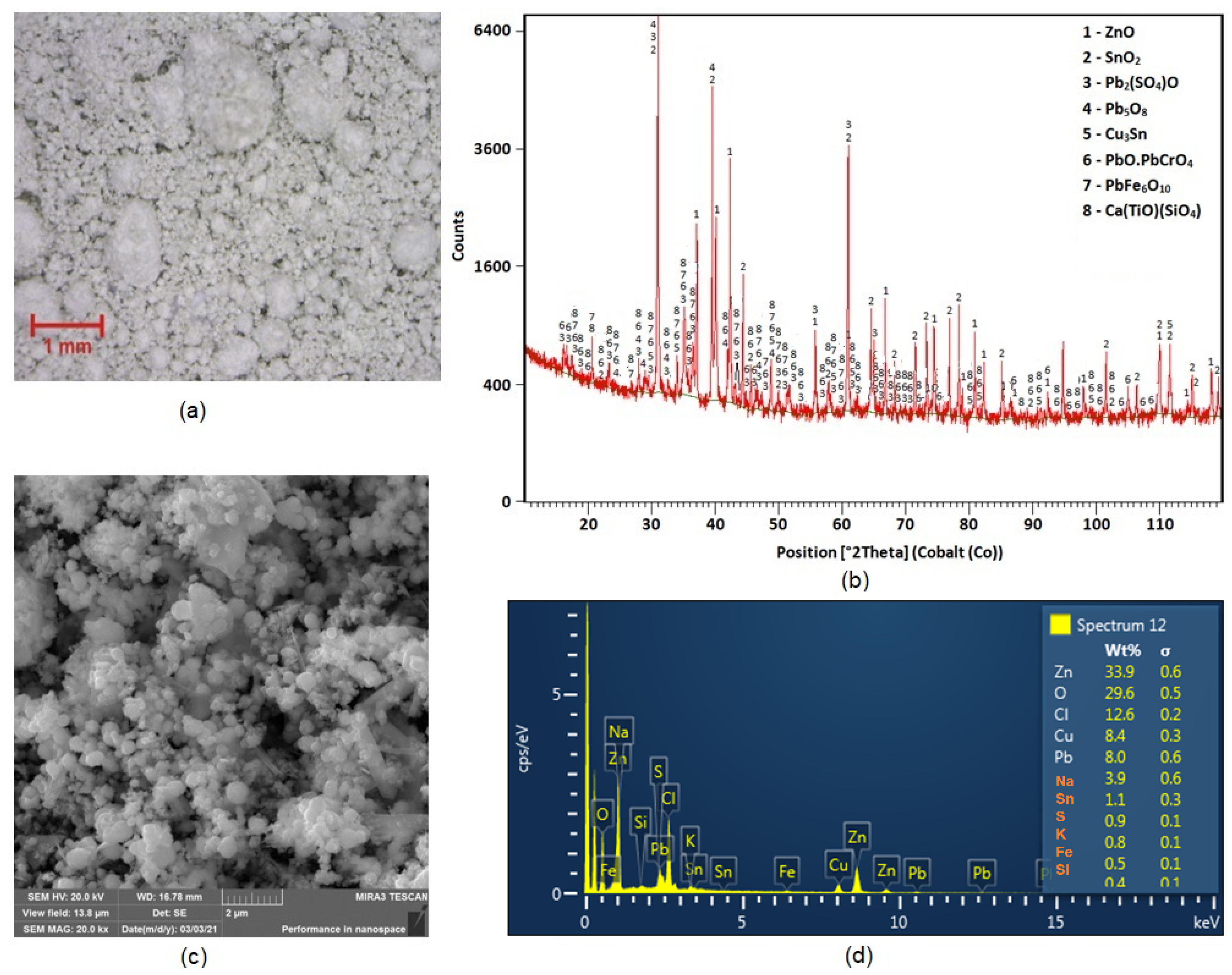
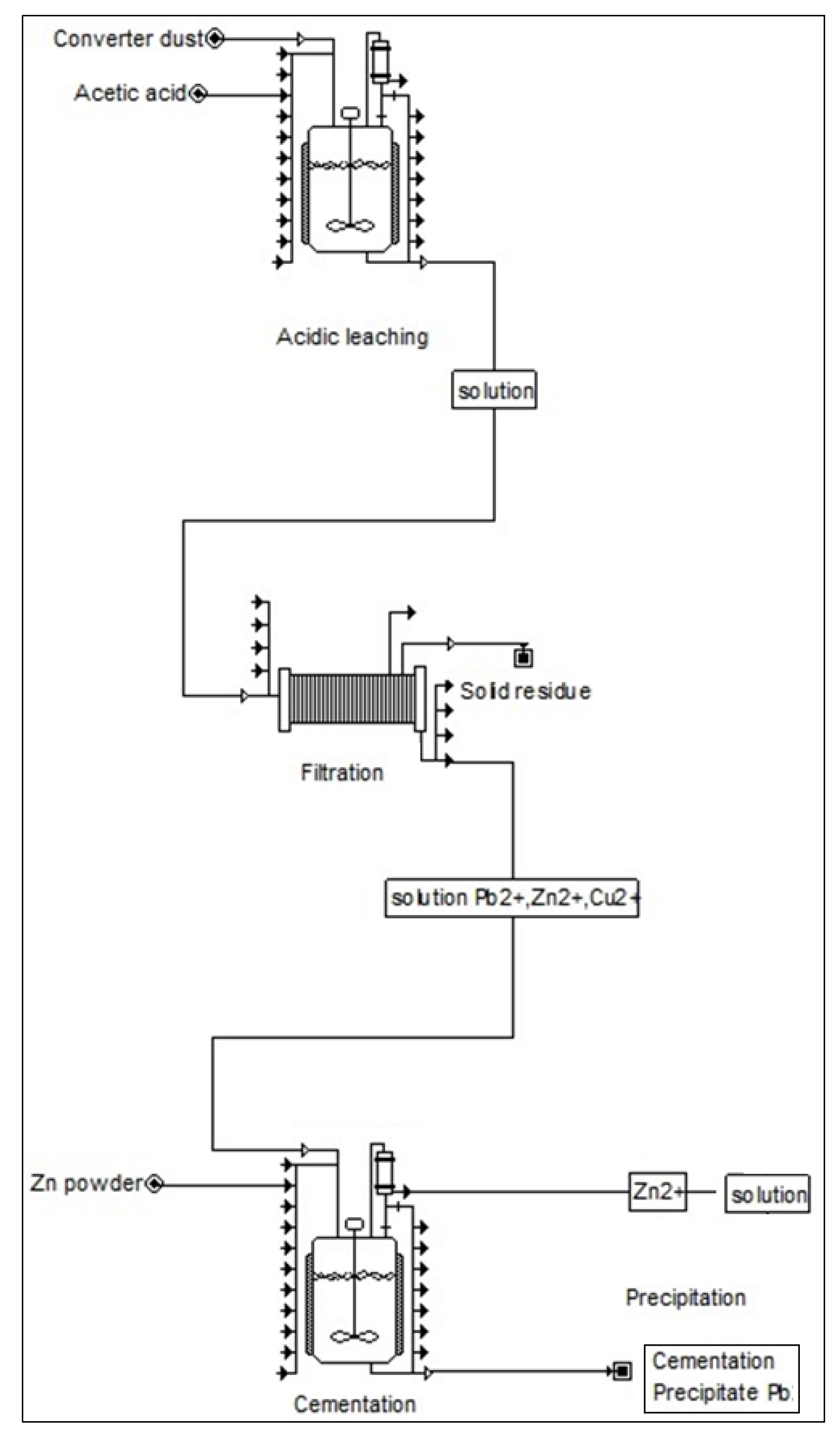
2. Materials and Methods
3. Results and Discussion
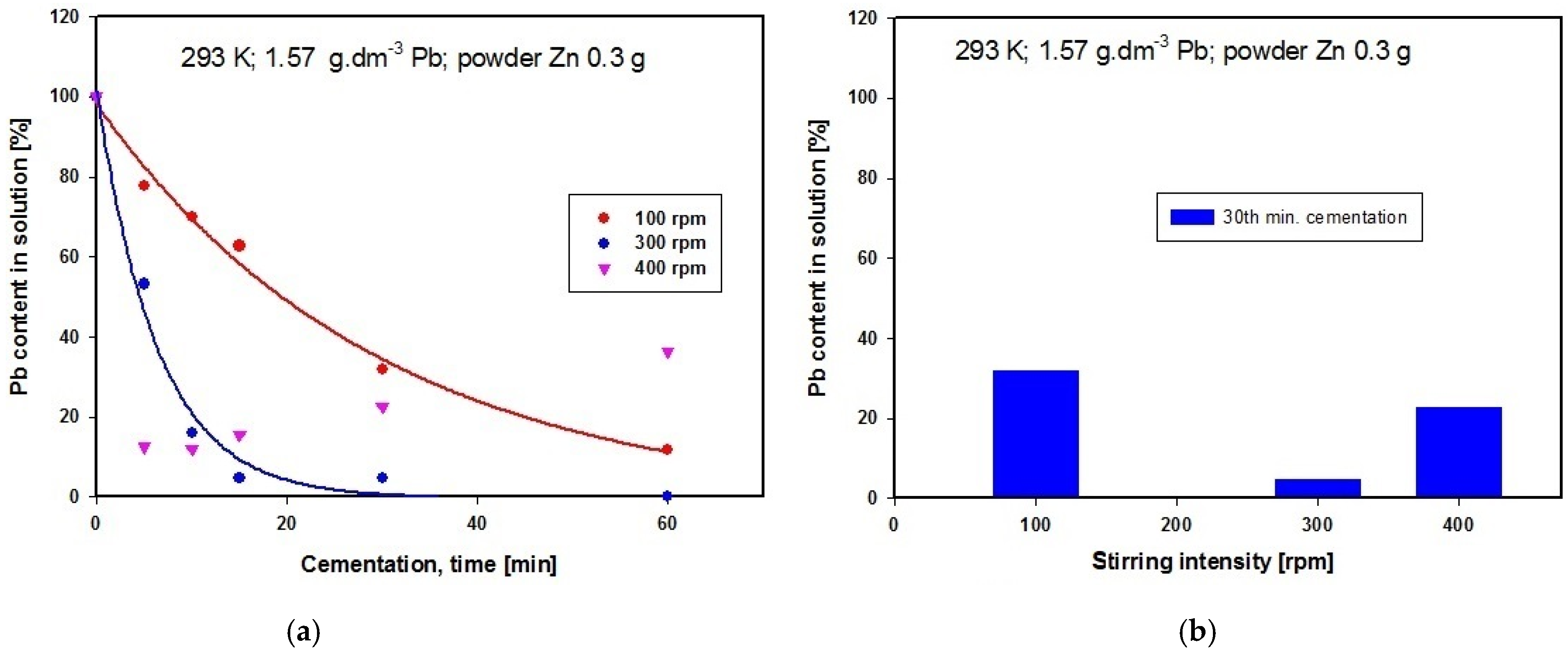
3.1. Influence of Stirring Intensity
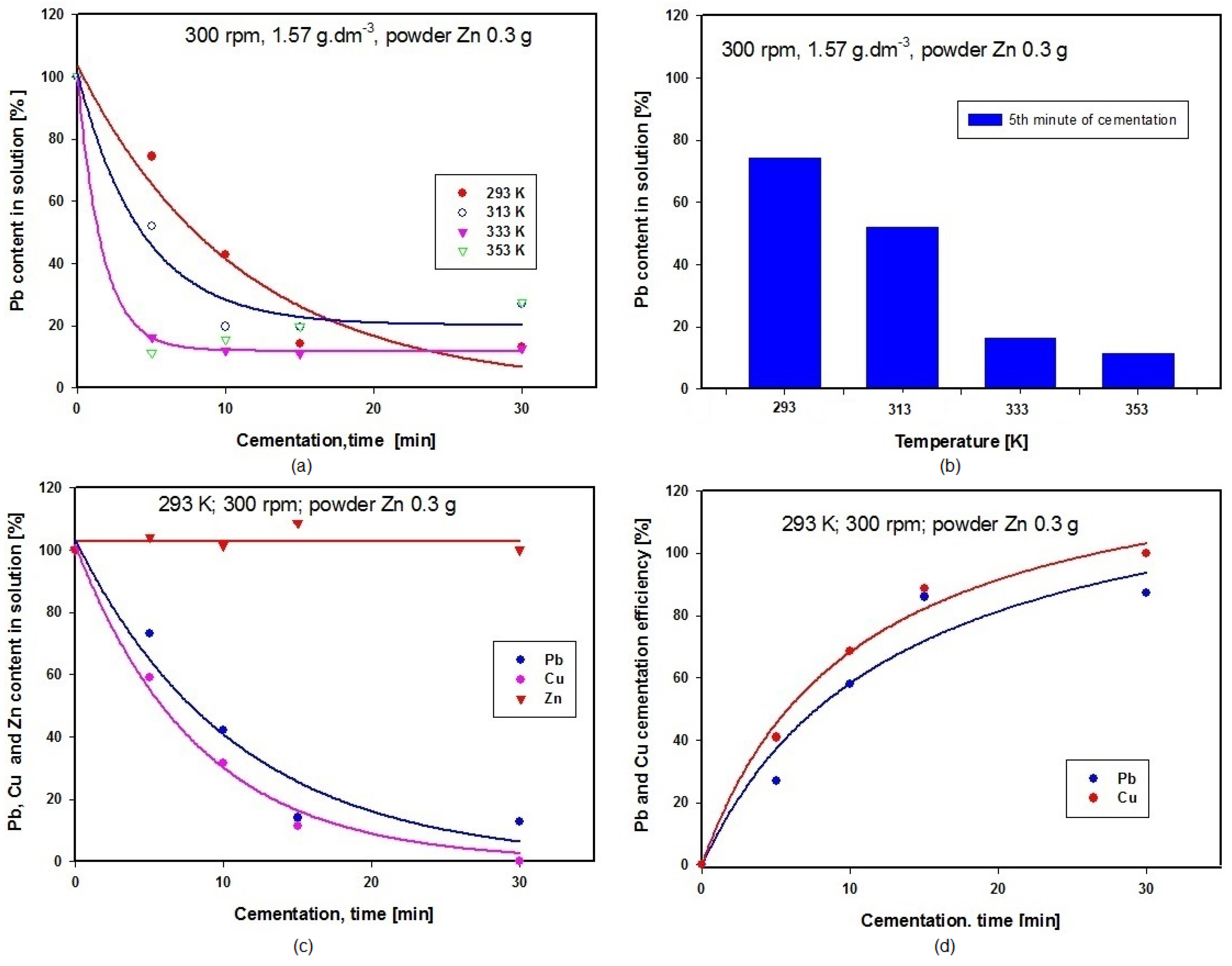
3.2. Influence of Temperature
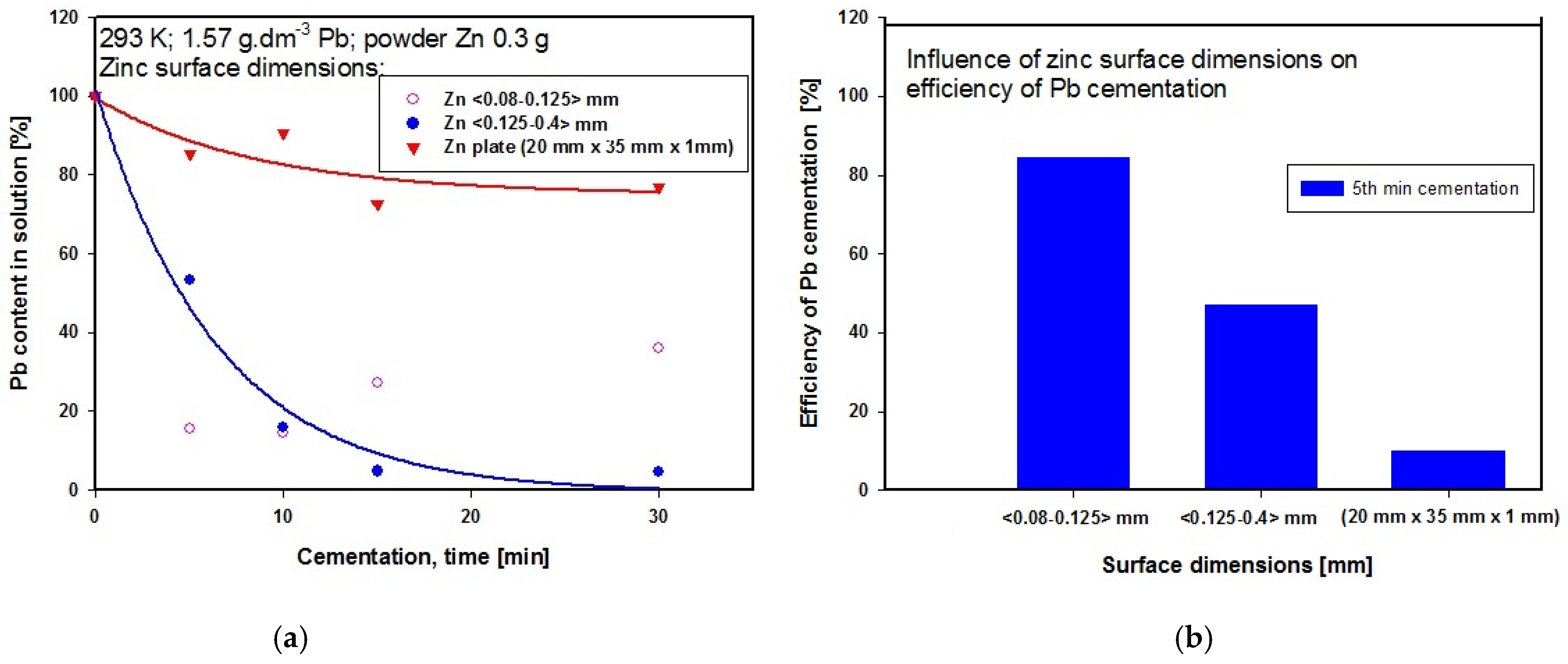
3.3. Influence of Zinc Surface Dimensions
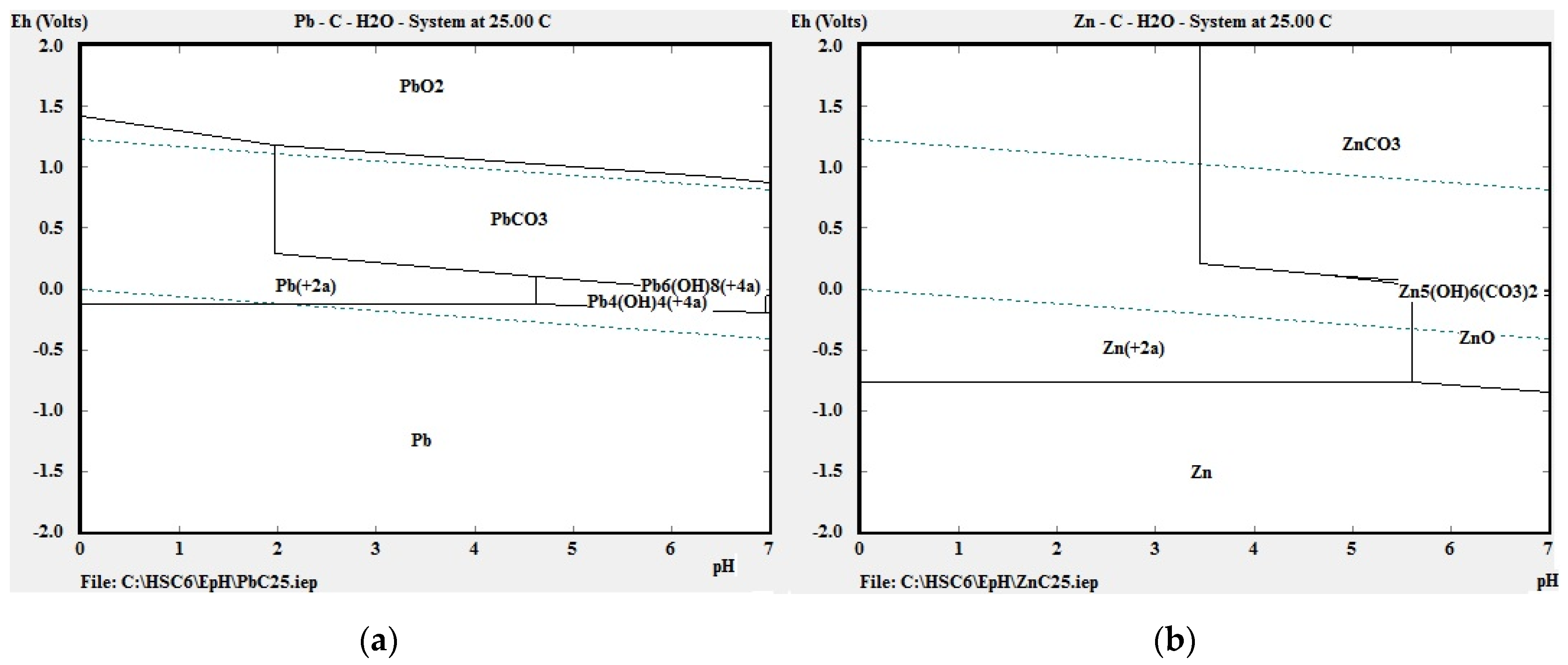
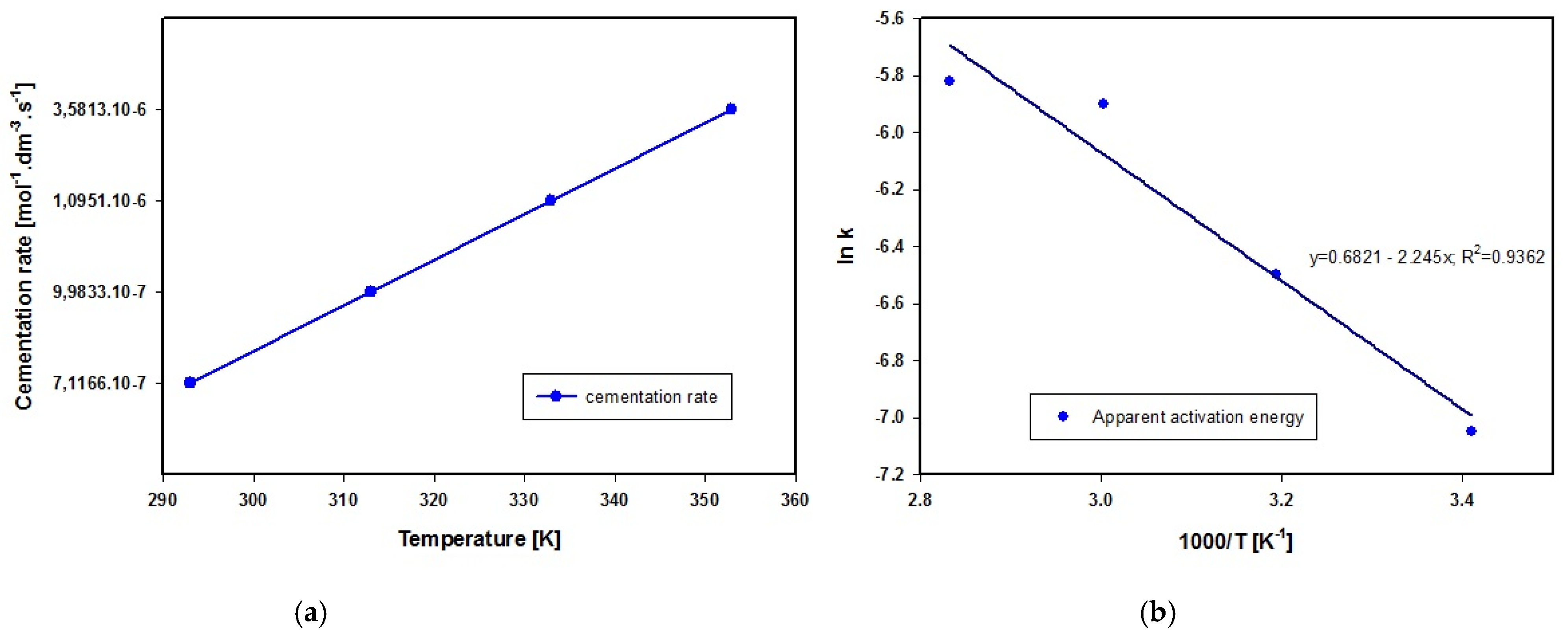
3.4. Investigation of Kinetics of Lead Cementation Process in Acid Medium
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- U.S. Geological Survey. Mineral Commodity Summaries 2021: Sand and Gravel (Industrial); U.S. Geological Survey: Reston, VA, USA, 2021; ISBN 9781411343986.
- Demand, V. Copper Drives Electric Vehicles. Available online: https://www.copper.org/publications/pub_list/pdf/A6191-ElectricVehicles-Factsheet.pdf (accessed on 29 October 2021).
- Lynch, J. Copper’s Role in Growing Electric Vehicle Production. Available online: https://www.reuters.com/article/sponsored/copper-electric-vehicle (accessed on 20 October 2021).
- McGuiness, P.J.; Ogrin, R. Securing Technology-Critical Metals for Britain: Ensuring the United Kingdom’s Supply of Strategic Elements & Critical Materials for a Clean Future; University of Birmingham: Birmingham, UK, 2021; ISBN 9780704429697. [Google Scholar]
- Top Ten Global Copper Producers—2020. Available online: https://nma.org/wp-content/uploads/2021/07/Top-Ten-Copper-Producers-2020.pdf (accessed on 22 October 2021).
- Kovohuty Krompachy. Available online: https://www.kovohuty.sk/home.html (accessed on 29 October 2021).
- Havlík, T. Hydrometallurgy Principles and Applications; Woodhead Publishing Limited: Southston, UK, 2008; ISBN 978-1-84569-407-4. [Google Scholar]
- Orac, D.; Laubertova, M.; Piroskova, J.; Klein, D.; Bures, R.; Klimko, J. Characterization of dusts from secondary copper production. J. Min. Metall. Sect. B Metall. 2020, 56, 221–228. [Google Scholar] [CrossRef]
- Forsén, O.; Aromaa, J.; Lundström, M. Primary copper smelter and refinery as a recycling plant—a system integrated approach to estimate secondary raw material tolerance. Recycling 2017, 2, 19. [Google Scholar] [CrossRef] [Green Version]
- Waste Production and Waste Management in the Slovak Republic. Available online: http://cms.enviroportal.sk/odpady/verejne-informacie.php?rok=B-2017&kr=v&kat%5B%5D=100603&kat%5B%5D=100606 (accessed on 20 October 2021).
- European Waste Catalogue and Hazardous Waste List. Available online: http://www.nwcpo.ie/forms/EWC_code_book.pdf (accessed on 20 October 2021).
- Balladares, E.; Kelm, U.; Helle, S.; Parra, R.; Araneda, E. Chemical-mineralogical characterization of copper smelting flue dust. Dyna 2014, 81, 11. [Google Scholar] [CrossRef]
- Guo, L.; Lan, J.; Du, Y.; Zhang, T.C.; Du, D. Microwave-enhanced selective leaching of arsenic from copper smelting flue dusts. J. Hazard. Mater. 2020, 386, 121964. [Google Scholar] [CrossRef]
- Kukurugya, F.; Vindt, T.; Havlík, T. Behavior of zinc, iron and calcium from electric arc furnace (EAF) dust in hydrometallurgical processing in sulfuric acid solutions: Thermodynamic and kinetic aspects. Hydrometallurgy 2015, 154, 20–32. [Google Scholar] [CrossRef]
- Trung, Z.H.; Kukurugya, F.; Takacova, Z.; Orac, D.; Laubertova, M.; Miskufova, A.; Havlik, T. Acidic leaching both of zinc and iron from basic oxygen furnace sludge. J. Hazard. Mater. 2011, 192, 1100–1107. [Google Scholar] [CrossRef] [PubMed]
- Laubertová, M.; Pirošková, J.; Dociová, S. The technology of lead production from waste. World Metall. - ERZMETALL 2017, 70, 47–54. [Google Scholar]
- Okanigbe, D.O.; Popoola, A.P.I.; Adeleke, A.A.; Otunniyi, I.O.; Popoola, O.M. Investigating the impact of pretreating a waste copper smelter dust for likely higher recovery of copper. Procedia Manuf. 2019, 35, 430–435. [Google Scholar] [CrossRef]
- Maruskinova, G.; Kukurugya, F.; Parilak, L.; Havlik, T.; Kobialkova, I. Hydrometallurgical treatment of EAF steelmaking dust. Metall 2015, 68, 522–524. [Google Scholar]
- Pirošková, J.; Laubertová, M.; Miškufová, A.; Oráč, D. Hydrometallurgical treatment of copper shaft furnace dust for lead recovery. World Metall. - ERZMETALL 2018, 71, 37–42. [Google Scholar]
- Ghica, V.G.; Buzatu, T. Cemention with iron in solutions of lead acetate in a two-step process. Rev. Chim. 2013, 64, 580–583. [Google Scholar]
- Volpe, M.; Oliveri, D.; Ferrara, G.; Salvaggio, M.; Piazza, S.; Italiano, S.; Sunseri, C. Metallic lead recovery from lead-acid battery paste by urea acetate dissolution and cementation on iron. Hydrometallurgy 2009, 96, 123–131. [Google Scholar] [CrossRef]
- Farahmand, F.; Moradkhani, D.; Sadegh Safarzadeh, M.; Rashchi, F. Optimization and kinetics of the cementation of lead with aluminum powder. Hydrometallurgy 2009, 98, 81–85. [Google Scholar] [CrossRef]
- Siegmund, A.; Shibata, E.; Alam, S.; Grogan, J.; Kerney, U. PbZn 2020: 9th International Symposium on Lead and Zinc Processing; Springer Nature: Cham, Switzerland, 2020; Volume 53, ISBN 9788578110796. [Google Scholar]
- Silwamba, M.; Ito, M.; Hiroyoshi, N.; Tabelin, C.B. Recovery of Lead and Zinc from Zinc Plant Leach Residues by Concurrent Dissolution-Cementation. Metals 2020, 10, 531. [Google Scholar] [CrossRef] [Green Version]
- Abdollahi, P.; Yoozbashizadeh, H.; Moradkhani, D.; Behnian, D. A Study on Cementation Process of Lead from Brine Leaching Solution by Aluminum Powder. OALib 2015, 2, 1–6. [Google Scholar] [CrossRef]
- Forte, F.; Horckmans, L.; Broos, K.; Kim, E.; Kukurugya, F.; Binnemans, K. Closed-loop solvometallurgical process for recovery of lead from iron-rich secondary lead smelter residues. RSC Adv. 2017, 7, 49999–50005. [Google Scholar] [CrossRef] [Green Version]
- Gargul, K.; Boryczko, B.; Bukowska, A.; Jarosz, P.; Małecki, S. Leaching of lead and copper from flash smelting slag by citric acid. Arch. Civ. Mech. Eng. 2019, 19, 648–656. [Google Scholar] [CrossRef]
- Liu, W.F.; Fu, X.X.; Yang, T.Z.; Zhang, D.C.; Chen, L. Oxidation leaching of copper smelting dust by controlling potential. Trans. Nonferrous Met. Soc. China Engl. Ed. 2018, 28, 1854–1861. [Google Scholar] [CrossRef]
- Raghavan, R.; Mohanan, P.K.; Patnaik, S.C. Innovative processing technique to produce zinc concentrate from zinc leach residue with simultaneous recovery of lead and silver. Hydrometallurgy 1998, 48, 225–237. [Google Scholar] [CrossRef]
- Gabler, R.C.; Jones, J.R. Metal Recovery from Secondary Copper Converter Dust by Ammoniacal Carbonate Leaching; Bureau of Mines: Washington, DC, USA, 1988; p. 8.
- Oráč, D.; Hlucháňová, B.; Havlík, T.; Miškufová, A.; Petrániková, M. Leaching of zinc and copper from blast furnace dust of copper production of secondary raw materials. Acta Metall. Slovaca 2009, 3, 147–153. [Google Scholar]
- Soria-Aguilar, M.J.; Carrillo-Pedroza, F.R.; Preciado-Nuñez, S. Treatment of BF and BOF dusts by oxidative leaching. In Proceedings of the 2008 Global Symposium on Recycling, Waste Treatment and Clean Technology, REWAS, Cancun, Mexico, 12–15 October 2008. [Google Scholar]
- Sabzezari, B.; Koleini, S.M.J.; Ghassa, S.; Shahbazi, B.; Chelgani, S.C. Microwave-leaching of copper smelting dust for Cu and Zn extraction. Materials 2019, 12, 1822. [Google Scholar] [CrossRef] [Green Version]
- Laubertova, M.; Havlik, T.; Parilak, L.; Derin, B.; Trpcevska, J. The effects of microwave-assisted leaching on the treatment of electric arc furnace dusts (EAFD). Arch. Metall. Mater. 2020, 65, 321–328. [Google Scholar] [CrossRef]
- Tzaneva, B. Electrochemical investigation of cementation process. Bulg. Chem. Commun. 2016, 48, 91–95. [Google Scholar]
- Shishkin, A.; Mironovs, V.; Vu, H.; Novak, P.; Baronins, J.; Polyakov, A.; Ozolins, J. Cavitation-dispersion method for copper cementation from wastewater by iron powder. Metals 2018, 8, 920. [Google Scholar] [CrossRef] [Green Version]
- Panão, A.S.I.; De Carvalho, J.M.R.; Correia, M.J.N. Copper Removal from Sulphuric Leaching Solutions by Cementation. 2006. Available online: https://www.semanticscholar.org/paper/Copper-Removal-from-Sulphuric-Leaching-Solutions-by-Panao-Carvalho/3a21ea867265ed4638524d9f13e08ced3d6359e1 (accessed on 20 October 2021).
- Makhloufi, L.; Saidani, B.; Hammache, H. Removal of lead ions from acidic aqueous solutions by cementation on iron. Water Res. 2000, 34, 2517–2524. [Google Scholar] [CrossRef]
- Kazakova, N.; Lucheva, B.; Iliev, P. A study on the cementation process of non-ferrous metals from a brine leaching solution. J. Chem. Technol. Metall. 2020, 55, 223–227. [Google Scholar]
- Klimko, J.; Kobialkova, I.U.; Piroskova, J.; Orac, D.; Havlik, T.; Klein, D. Sustainable development in the tinplate industry: Refining tinplate leachate with cementation. Physicochem. Probl. Miner. Process. 2020, 56, 219–227. [Google Scholar] [CrossRef]
- Demirkran, N.; Künkül, A. Recovering of copper with metallic aluminum. Trans. Nonferrous Met. Soc. China Engl. Ed. 2011, 21, 2778–2782. [Google Scholar] [CrossRef]
- Stankovic, V. Cementation of Copper Onto Brass Particles in a Packed Bed. J. Min. Metall. 2004, 40, 21–39. [Google Scholar] [CrossRef]
- De Oliveira, V.A.A.; Penna, J.M.S.; Magalhães, L.S.; Leão, V.A.; dos Santos, C.G. Kinetics of Copper and Cadmium Cementation By Zinc Powder. Tecnol. em Metal. Mater. e Min. 2019, 16, 255–262. [Google Scholar] [CrossRef]
- Demirkiran, N.; Ekmekyapar, A.; Künkül, A.; Baysar, A. A kinetic study of copper cementation with zinc in aqueous solutions. Int. J. Miner. Process. 2007, 82, 80–85. [Google Scholar] [CrossRef]
- Zelikman, A.H.; Voľdman, G.M.; Beljajevskaja, L.V. Teoria Gidrometallurgičeskich Processov; Moskva Metallurgija: Moskva, Russia, 1975; p. 503. [Google Scholar]
- European Standard EN 12457-1:2002. Characterisation of Waste. Leaching. Compliance Test for Leaching of Granular Waste Materials and Sludges; European Union: Maastricht, The Netherlands, 2006. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Pb | Zn | Fe | Cu | Ca | Si |
|---|---|---|---|---|---|---|
| Content (wt.%) | 9.33 | 29.90 | 0.52 | 7.05 | 0.23 | <LoD 1 |
| T (K) | ΔG (kJ) |
| 293 | −143.155 |
| 313 | −142.094 |
| 333 | −141.950 |
| 353 | −142.578 |
| T (K) | ΔG (kJ) |
| 293 | −211.878 |
| 313 | −212.397 |
| 333 | −212.903 |
| 353 | −213.399 |
| Concentration [g/L] | Pb | Zn | Fe | Cu | |
|---|---|---|---|---|---|
| (a) | Before cementation | 1.5706 | 8.756 | 0.0104 | 1.7138 |
| (b) | After cementation | 0.0012 | 10.28 | <LoD 1 | 0.005 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Laubertová, M.; Kollová, A.; Trpčevská, J.; Plešingerová, B.; Briančin, J. Hydrometallurgical Treatment of Converter Dust from Secondary Copper Production: A Study of the Lead Cementation from Acetate Solution. Minerals 2021, 11, 1326. https://doi.org/10.3390/min11121326
Laubertová M, Kollová A, Trpčevská J, Plešingerová B, Briančin J. Hydrometallurgical Treatment of Converter Dust from Secondary Copper Production: A Study of the Lead Cementation from Acetate Solution. Minerals. 2021; 11(12):1326. https://doi.org/10.3390/min11121326
Chicago/Turabian StyleLaubertová, Martina, Alexandra Kollová, Jarmila Trpčevská, Beatrice Plešingerová, and Jaroslav Briančin. 2021. "Hydrometallurgical Treatment of Converter Dust from Secondary Copper Production: A Study of the Lead Cementation from Acetate Solution" Minerals 11, no. 12: 1326. https://doi.org/10.3390/min11121326
APA StyleLaubertová, M., Kollová, A., Trpčevská, J., Plešingerová, B., & Briančin, J. (2021). Hydrometallurgical Treatment of Converter Dust from Secondary Copper Production: A Study of the Lead Cementation from Acetate Solution. Minerals, 11(12), 1326. https://doi.org/10.3390/min11121326