The overall problem setup is constructed assuming a priori flotation circuit configuration and interconnected streams is identified. Various pareto-based optimization methodologies may be utilized to determine a series of priori separation circuit structures on the pareto frontier. Some of the examples of these strategies are the multi-stage optimization of flotation circuit design [
25], value-based objective functions applied to circuit analysis [
26], and pareto-based optimization of flotation circuit using a genetic algorithm [
27]. Given the frontier circuit structures, the deterministic formulation then seeks to identify the optimal size and number of flotation cells in each cleaning stage while maximizing NPV.
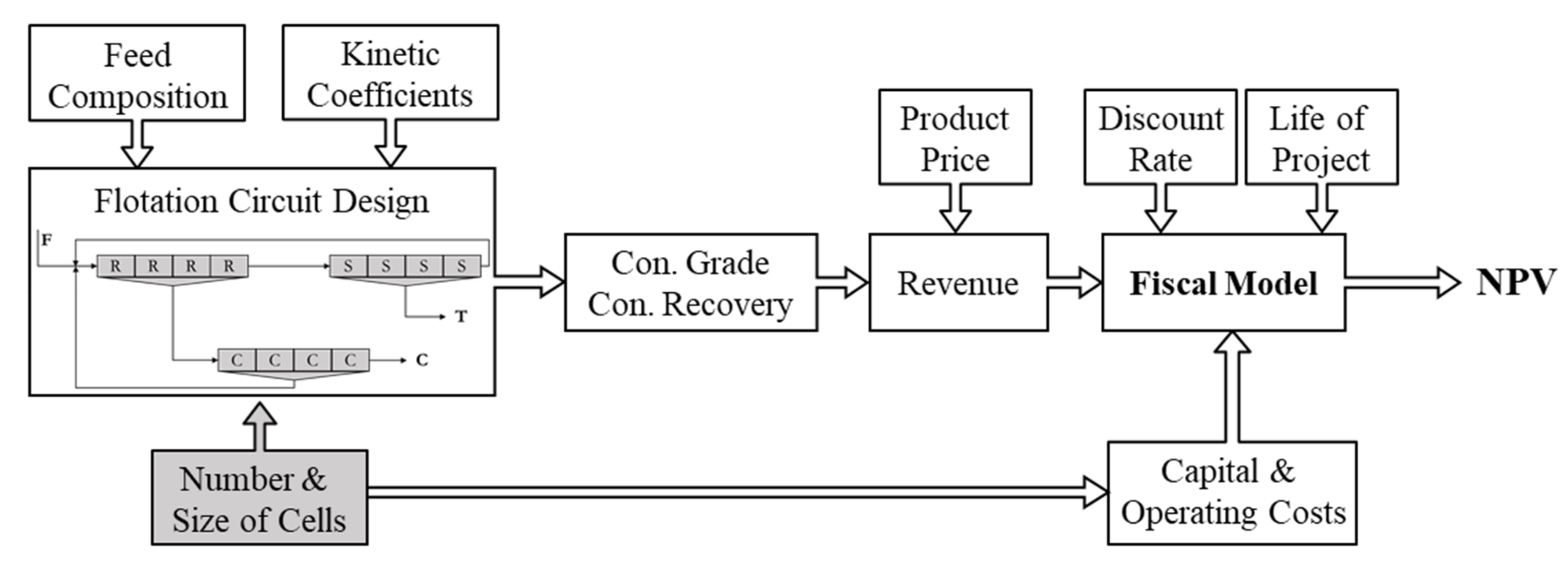
Figure 1 illustrates different components of the mathematical formulation showing the “Number and Size of Cells” as a critical component in determining both technical measures (e.g., concentrate grade and recovery) and financial measures (e.g., capital and operating costs).
Table 1 lists the symbols used to describe the problem and categorizes them into sets and indices, variables, certain constants, and potentially uncertain constants. The balance of this section describes the distinct parts of the circuit design deterministic strategy.
2.2. Modeling of Flotation Economics
As shown in
Figure 1, the annual revenue of a flotation plant can be derived as the function of both technical parameters (e.g., yield and concentrate grade) as well as financial factors (e.g., price and downstream costs) [
17]. For the base metal flotation plants, the following expression may be used to estimate the gained revenue from concentrate sales:
where
and
are the hourly flow rate of the plant feed and concentrate stream,
is the final concentrate grade, and
is the metal quotation on the commodities market. Furthermore, downstream smelters apply further charges, including refinery cost (
), treatment cost (
), grade deduction (
), and fraction of metal paid (
), to produce a saleable metal. Treatment charges are imposed based on the concentrate tonnage (
) while the refinery charges are defined according to a metal content (
). On the other hand, the grade deduction and the fraction of metal paid depend on the recovery efficiency of the smelter. While not visible in Equation (2), the expected annual revenue of the plant depends on the size and number of flotation cells as operational factors (e.g.,
) are indirectly estimated in terms of cell size and number.
For a flotation plant, the direct operating cost is the sum of power, direct labor, reagents, and maintenance. While these individual values can vary considerably between different operations, one approach to model the cost for analytical purposes is to make a simplifying assumption that ratio of power cost to total operating cost (
PcR) remains fixed despite changes to cell size [
14]. Thus, if the flotation cell power intensity (
OpH, kW/m
3) remains fixed, the total operating cost will scale linearly with respect to cell size, as given by:
where
and
are the number and size of cells in the ith flotation stage,
is the energy cost,
are the number of working days per year, and
h is a constant. Data from the literature suggest that the power to total cost ratio (
PcR) can vary from 40% to as high as 70% with the lower values representing larger modern flotation cells with optimized power input [
14,
28]. For the purpose of this analysis, a
PcR value of 0.4 was selected along with a power intensity (
OpH) of 2.4 Kw/m
3. In cases where operational data are available Equation (3) may be substituted for a more sophisticated model.
Flotation plant capital costs can be estimated using a standard exponential scaling law as given by [
14,
17]:
where
and
are both constants. For this analysis,
was assumed to be 0.57 coinciding with the economic model given by [
14]. Together, Equations (3) and (4) indicate how plant operating and capital costs increase with increasing cell size and number.
2.3. Modeling of Flotation Metallurgy
The separation performance of the flotation system directly defines the annual revenue as circuit yield (
) and concentrate grade (
GC) are the only two variables in the general revenue formulation (see Equation (2)). In other words, the maximization of revenue is possible via an optimal circuit separation performance with high values of yield and concentrate grade. The circuit yield, or mass recovery, and concentrate grade are both can be determined in terms of mass flow rate of mineral species within feed and concentrate streams, as follows:
where
TC and
TF are the total solid flow rates in the concentrate and feed streams,
TO,C and
TO,F are the ore mass flow rate in the concentrate and feed streams, and
is the mass ratio of the pure metal in the mineral. For example, this ratio for copper associated with chalcopyrite mineral is equal to 0.346. As shown in Equation (6), the accurate estimation of circuit performance indicators requires the precise determination of the mass flow rate of various mineral species within circuit streams.
According to Noble and Luttrell [
29], the “matrix reduction algorithm”, as an efficient and accurate tool, can be utilized to estimate the mass flow rate of mineral species within the separation circuit streams. The algorithm relies on three circuit-descriptive matrices (i.e., the feed and product matrices as well as the initial condition vector) and a single governing equation to solve the final circuit stream solution.
Table 2 shows the dimension and elements of these matrices. As a note, in the matrix reduction algorithm, junction units are considered as individual stages.
The FMatrix specifies whether jth stream provides feed for the ith stage or not. The value of Fj,i is 1 if stage i is fed by stream j while the zero value of Fj,i indicates that stream j does not feed unit i. Similarly, in constructing PMatrix, the relationship between stream j and unit i is investigated. Elements of this matrix may vary between 0, indicating no relation between stream j and stage i, and 1, specifying that the entire product of the stage i (junction unit) reports into stream j. The values of PMatrix elements determine the probability that the distinct class of species, which feed into unit i, report to stream j. It is worth noting that each specific class of particles (e.g., ore or gangue) requires a unique product matrix (PMatrix) using the numerical values of unit recovery for that particle class. Furthermore, the initial condition vector (CVector) demonstrates the original circuit feed stream(s) and initializes the mass flow rate of different mineral species in the feed stream. As such, a distinct mineral has a unique CVector. If stream j is a circuit feed stream, the value of the feed mass flow rate is assigned to the grade (mass) of mineral in the feed stream (GF). All other elements are assigned a value of zero.
After construction of these fundamental matrices, Equations (7) and (8) may be used to estimate the mass flow rate of each mineral species in all separation circuit streams (
TS,j), thereby calculating the total mass flow rate in each stream (
Tj):
In the current optimization formulation, the recovery of individual mineral species within each flotation stage is considered variable to be determined. As a result, the following equation, based on the first-order rate equation for a series of perfectly-mixed cells, may be employed to adequately determine the recovery of each particle class in the
ith stage (
PS,i):
where
KS,i is the kinetic coefficient constant for the particle class of
S in the
ith unit, and
τi is the retention time in each flotation bank of
N cells.
KS,i is typically estimated using a systematic lock-cycle and pilot scale experimentation. One of the most important parameters in sizing a flotation cell and improving the circuit performance is retention time. The mean retention time can be expressed as the ratio of active cell volume to the cell volumetric flow rate utilizing the following formulation:
where
Ti is the feed mass of
ith individual stage,
SG is the solid density, and
Xi is the solid concentration in
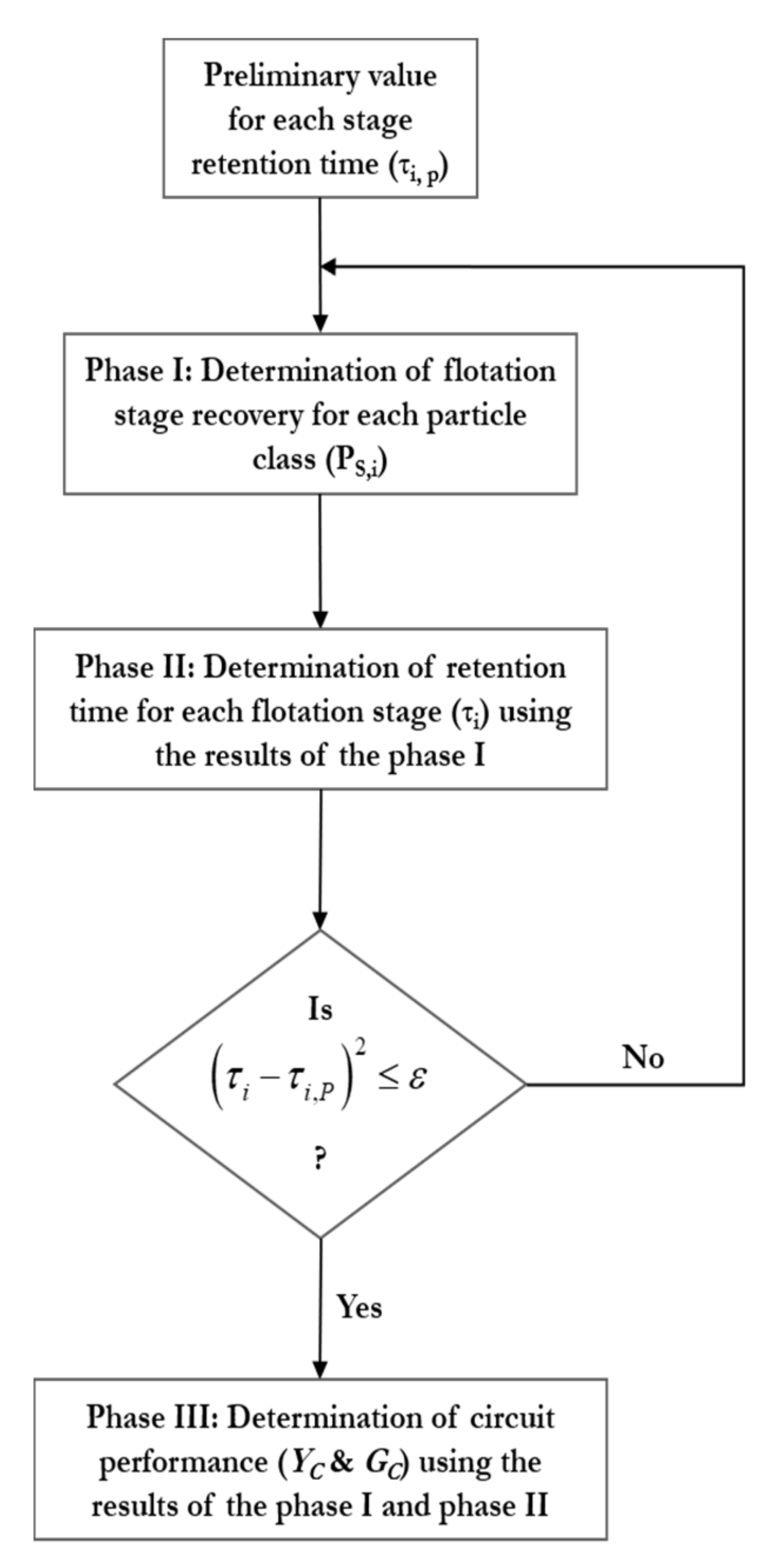
ith stage. As illustrated in Equations (9) and (10), the unit recovery and retention time factors are dependent. In other words, to accurately identify the optimal values of retention time in individual flotation stages, the proper values of recoveries are required, and vice versa. These values are typically solved via iterative calculations. To appropriately estimate these variables, an innovative approach is implemented in which the optimization problem is initiated employing a set of preliminary retention time values (
τi,P) in each flotation bank. These values are then applied in Equation (9) to calculate the unit recovery values. In the next phase, the calculated recovery values are employed to determine the secondary values for the retention times associated with each flotation bank. The calculated values of retention time then replace the preliminary retention time values and this procedure is repeated until the following constraint is satisfied. It is worth noting that the following constraint is evaluated concurrently with the optimization problem:
where
may be considered as a very small number. Following the results of these phases, the circuit mass yield and the final concentrate grade are determined.
Figure 2 depicts the described procedure for the accurate estimation of technical parameters in terms of number and size of flotation cells.
2.4. Arbitrary Constraints
Overall, the proposed techno-economic formulation for determining the optimum number and size of cell in the flotation system is placed into the category of non-convex mixed integer non-linear program class (MINLP). Typically, various methodologies and optimization solvers may be utilized to properly solve these types of mathematical models. However, given the high complexity of this optimization model, the majority of available techniques are computationally expensive. As such, the following constraints are suggested to be added into the original strategy for the effective reduction in the size of the model.
Constraints on the size (V) and number (N) of flotation cells. These constraints can be added to the general formulation according to the available cell sizes in the industry and typical number of cells in an individual flotation bank. Based on these observations, the following constraints are imposed:
Constraints on the concentrate grade (GC). This constraint is mainly dictated by downstream smelters considering the technological limitation of the smelting process. The following concentrate grade constraint indirectly limits the mass yield projected by the flotation system:
Based on the complexity of the given flotation circuit configuration, several constraints on the stage recovery and retention time values may be added to the original formulation.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}