
Effect of Basicity on the Sulfur Precipitation and Occurrence State in Kambara Reactor Desulfurization Slag


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Synthetic Slag Composition
2.2. Preparation Process of Synthetic Slag
2.3. Analysis Method
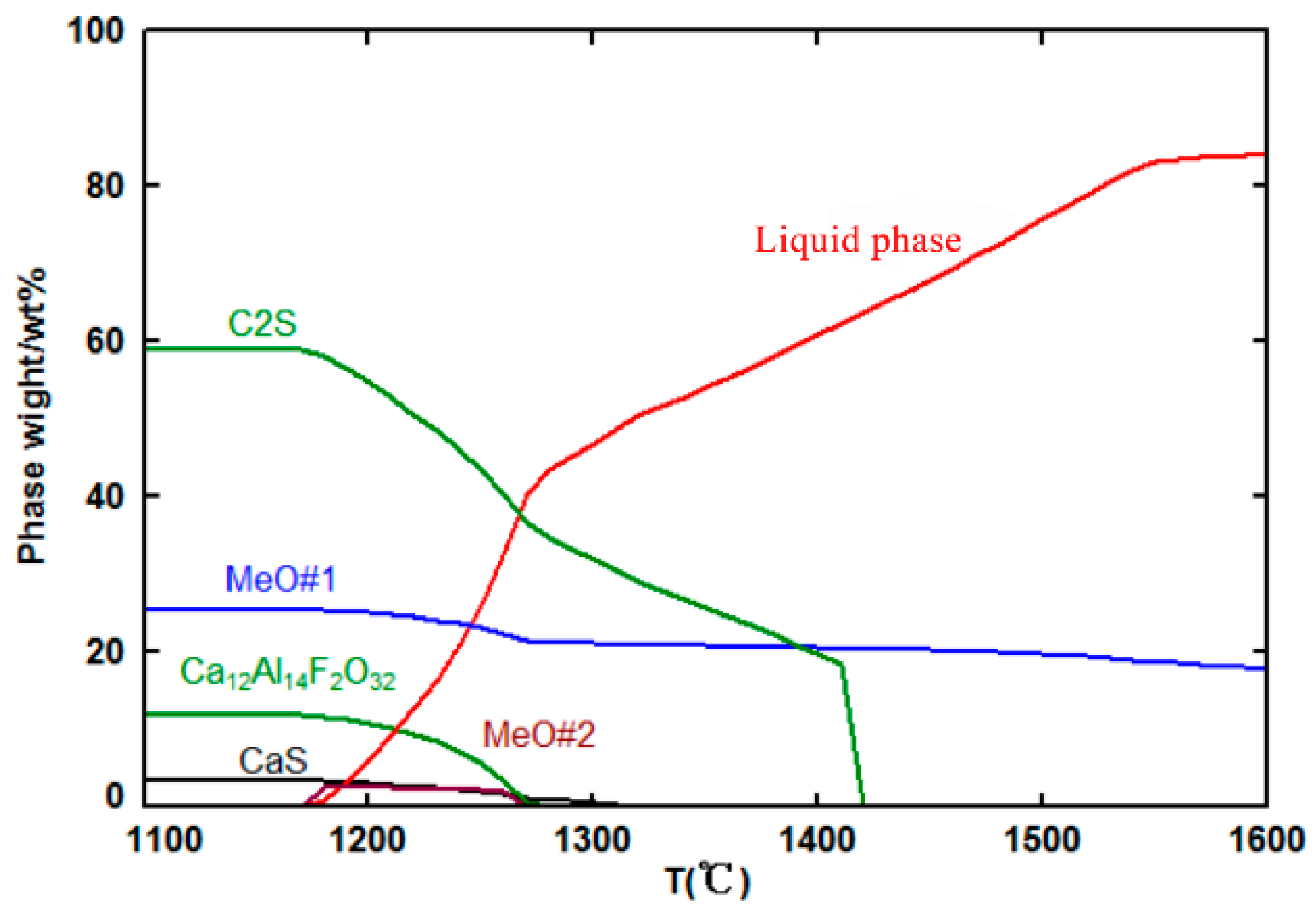
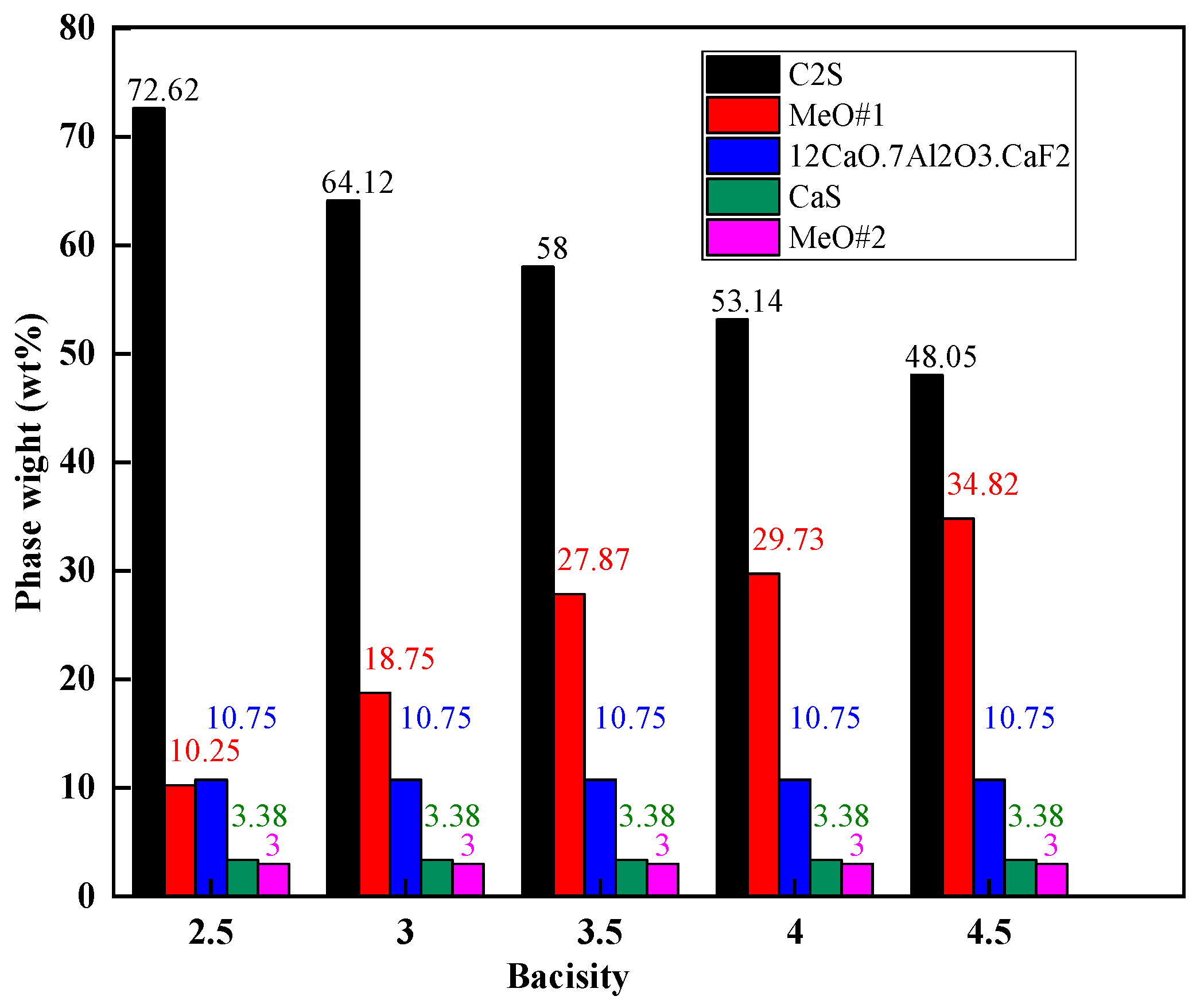
3. Thermodynamic Calculation of Synthetic Slag Solidification
4. Results
4.1. Analysis of Synthetic Slag
4.2. Microstructure of the Slag Samples
5. Discussion
5.1. Effect of Basicity on the Sulfur Precipitation Behavior
5.2. Effect of Basicity on the Occurrence State of Sulfur in Slag
6. Conclusions
- (1)
- According to the calculated results of molten slag solidification process based on thermodynamic database FactSage8.1, it was concluded that sulfur in KR desulfurization slag was mainly precipitated in the form of CaS, and the crystallization temperature of CaS in slag decreased with the increase of basicity;
- (2)
- CaS grains mainly precipitated along silicate grain boundaries in low-basicity (R = 2.5 and 3.0) slags, and the precipitation behavior of CaS was mainly heterogeneous nucleation. There were fewer CaS grains precipitated along silicate grain boundaries in molten slags with high basicity (R = 3.5, 4.0 and 4.5), and the precipitation behavior of sulfur in matrix phase was mainly homogeneous nucleation;
- (3)
- The number and the size of CaS grains decreased and increased respectively with the increase of the slag basicity.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- He, M.; Wang, N.; Chen, M.; Chen, M.; Li, C.F. Distribution and motion behavior of desulfurizer particles in hot metal with mechanical stirring. J. Powder Technol. 2019, 361, 455–461. [Google Scholar] [CrossRef]
- Zhao, D.G.; Li, J.S.; Wang, S.H.; Liu, H.W.; Tong, Z.X.; Wu, F.P. Practical research on desulfurization in converter with the analysis of sulfur in steel for civil engineering. J. Adv. Mater. Res. 2012, 56, 17–20. [Google Scholar] [CrossRef]
- Lv, B.; Zhang, F.C.; Li, M.; Hou, R.J.; Qian, L.H.; Wang, T.S. Effects of phosphorus and sulfur on the thermoplasticity of high manganese austenitic steel. J. Mater. Sci. Eng. A 2010, 527, 5648–5653. [Google Scholar] [CrossRef]
- Iwamasa, P.K.; Fruehan, R.J. Effect of FeO in the slag and silicon in the metal on the desulfurization of hot metal. J. Metall. Mater. Trans. B 1997, 28, 47–57. [Google Scholar] [CrossRef]
- Wang, J.; Ge, W.S.; Chen, L.; Huang, S.Q.; Fan, J.R.; Zhong, Z.H. Study on technology of KR desulfurization for hot metal with vanadium and titanium. J. Adv. Mater. Res. 2012, 581, 1077–1082. [Google Scholar] [CrossRef]
- Nakai, Y.; Sumi, I.; Uno, H.; Kikuchi, N.; Kishimoto, Y. Effect of flux dispersion behavior on desulfurization of hot metal. J. ISIJ Int. 2010, 50, 403–410. [Google Scholar] [CrossRef] [Green Version]
- Marissa, V.R.; Antonio, R.S.; Rodolfo, M.; Miguel, A.H.; Federico, C.A.; Javier, C.A. Hot metal pretreatment by powder injection of lime-based reagents. J. Steel Res. Int. 2001, 72, 173–182. [Google Scholar]
- Barron, M.A.; Hilerio, I.; Medina, D.Y. Modeling and simulation of hot metal desulfurization by powder injection. Open J. Appl. Sci. 2015, 5, 295–303. [Google Scholar] [CrossRef] [Green Version]
- Zhang, M.L.; Xu, A.J. Comparison of application of KR method with that of injection method in hot metal desulphurzation. J. Steelmaking 2009, 25, 73–77. (In Chinese) [Google Scholar]
- Tong, Z.B.; Ma, G.J.; Cai, X.; Xue, Z.L.; Wang, W. Characterization and valorization of kanbara reactor desulfurization waste slag of hot metal pretreatment. Waste Biomass. Valoriz. 2016, 7, 1–8. [Google Scholar] [CrossRef]
- Han, Y.X.; Wang, L.Y.; Li, L.X.; Ren, F.; Zhao, C.Y.; Liu, X. Comprehensive utilization of slag from desurfurization and salg skimming processes of AnSteel. J. Min. Metall. Eng. 2009, 29, 29–32. (In Chinese) [Google Scholar]
- Sheng, G.H.; Huang, P.; Wang, S.S.; Chen, G.G. Potential reuse of slag from the kambara reactor desulfurization process of iron in an acidic mine drainage treatment. J. Environ. Eng. 2014, 140, 232–236. [Google Scholar] [CrossRef]
- Maekelae, M.; Watkins, G.; Poeykioe, R.; Nurmesniemi, H.; Dahl, O. Utilization of steel, pulp and paper industry solid residues in forest soil amendment: Relevant physicochemical properties and heavy metal availability. J. Hazard. Mater. 2012, 207, 21–27. [Google Scholar] [CrossRef]
- Kazuya, F.; Koichiro, O.; Taichi, M.; Eiki, K. Effective utilization of KR slag in iron ore sintering process. J. Iron Steel Inst. Jpn. 2017, 103, 357–364. [Google Scholar]
- Nakai, Y.; Kikuchi, N.; Iwasa, M.; Nabeshima, S.; Kishimoto, Y. Development of slag recycling process in hot metal desulfurization with mechanical stirring. J. Steel Res. Int. 2009, 80, 727–732. [Google Scholar]
- Wu, Q.F.; Bao, Y.P.; Lin, L.; XU, G.P.; Cheng, H.G.; Xin, C.P. Ineralogy characteristics and sulfur behavior of KR desulfurization slag. J. China Metall. 2015, 25, 44–47. (In Chinese) [Google Scholar]
- Xue, H.M.; Li, J.; Xia, Y.J.; Wang, Y. Mechanism of phosphorus enrichment in dephosphorization slag produced using the technology of integrating dephosphorization and decarburization. J. Met. 2021, 11, 216–230. [Google Scholar]
- Pahlevani, F.; Kitamura, S.Y.; Shibata, H.; Shibata, H.; Maruoka, N. Distribution of P2O5 between solid solution of 2CaO·SiO2-3CaO·P2O5 and liquid phase. J. ISIJ Int. 2010, 50, 822–829. [Google Scholar] [CrossRef] [Green Version]
- Kitamura, S.Y.; Saito, S.; Utagawa, K.; Shibata, H.; Robertson, D.G.C. Mass transfer of P2O5 between liquid slag and solid solution of 2CaO·SiO2 and 3CaO·P2O5. J. Trans. Iron Steel Inst. Jpn. 2009, 49, 1838–1844. [Google Scholar] [CrossRef] [Green Version]
- Jiang, T.F.; Zhu, L.; Liu, F.G.; Zhao, X.D.; Luo, Y.Z. Recycling of desulfurization slag in pretreatment of hot metal. J. Iron Steel 2017, 52, 24–27. (In Chinese) [Google Scholar]
- Xu, J.F.; Wang, X.H.; Huang, F.X.; Liu, C.Y. Analysis of phase and distribution of sulfur in KR desulfurization slag. J. Iron Steel 2015, 50, 15–18. (In Chinese) [Google Scholar]
- Zhou, L.J.; Wang, W.L.; Ma, F.J.; Jin, L.; Wei, J.; Hiroyuki, M.; Fumitaka, T. A Kinetic study of the effect of basicity on the mold fluxes crystallization. J. Metall. Mater. Trans. B 2012, 43, 354–362. [Google Scholar] [CrossRef]
- Dong, J.M.; Tsukihashi, F. Recent advances in understanding physical properties of metallurgical slags. J. Met. Mater. Int. 2017, 23, 1–19. [Google Scholar]
- Jiang, B.B.; Wang, W.L.; Sohn, I.; Wei, J. A kinetic study of the effect of ZrO2 and CaO/Al2O3 ratios on the crystallization behavior of a CaO-Al2O3-based slag system. J. Metall. Mater. Trans. B 2014, 45, 1057–1067. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | CaO | SiO2 | Al2O3 | MgO | CaS | CaF2 | CaO%/SiO2% |
|---|---|---|---|---|---|---|---|
| S1 | 59.23 | 23.69 | 6.00 | 3.00 | 3.38 | 6.58 | 2.50 |
| S2 | 61.96 | 20.65 | 6.00 | 3.00 | 3.38 | 6.88 | 3.00 |
| S3 | 64.07 | 18.31 | 6.00 | 3.00 | 3.38 | 7.12 | 3.50 |
| S4 | 65.76 | 16.44 | 6.00 | 3.00 | 3.38 | 7.31 | 4.00 |
| S5 | 67.13 | 14.92 | 6.00 | 3.00 | 3.38 | 7.46 | 4.50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, R.; Li, J.; Jiang, J.; Yu, Y.; Zhu, H. Effect of Basicity on the Sulfur Precipitation and Occurrence State in Kambara Reactor Desulfurization Slag. Minerals 2021, 11, 977. https://doi.org/10.3390/min11090977
Zhu R, Li J, Jiang J, Yu Y, Zhu H. Effect of Basicity on the Sulfur Precipitation and Occurrence State in Kambara Reactor Desulfurization Slag. Minerals. 2021; 11(9):977. https://doi.org/10.3390/min11090977
Chicago/Turabian StyleZhu, Renlin, Jianli Li, Jiajun Jiang, Yue Yu, and Hangyu Zhu. 2021. "Effect of Basicity on the Sulfur Precipitation and Occurrence State in Kambara Reactor Desulfurization Slag" Minerals 11, no. 9: 977. https://doi.org/10.3390/min11090977
APA StyleZhu, R., Li, J., Jiang, J., Yu, Y., & Zhu, H. (2021). Effect of Basicity on the Sulfur Precipitation and Occurrence State in Kambara Reactor Desulfurization Slag. Minerals, 11(9), 977. https://doi.org/10.3390/min11090977