
Electrocoagulation vs. Integrate Electrocoagulation-Natural Zeolite for Treatment of Biowaste Compost Leachate—Whether the Optimum Is Truly Optimal

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
Taguchi Optimization
3. Results
3.1. Physical-Chemical Characterization of Biowaste Compost Leachate
3.2. Biowaste Compost Leachate Treatment with Electrocoagulation and Electrocoagulation Integrate with Zeolite
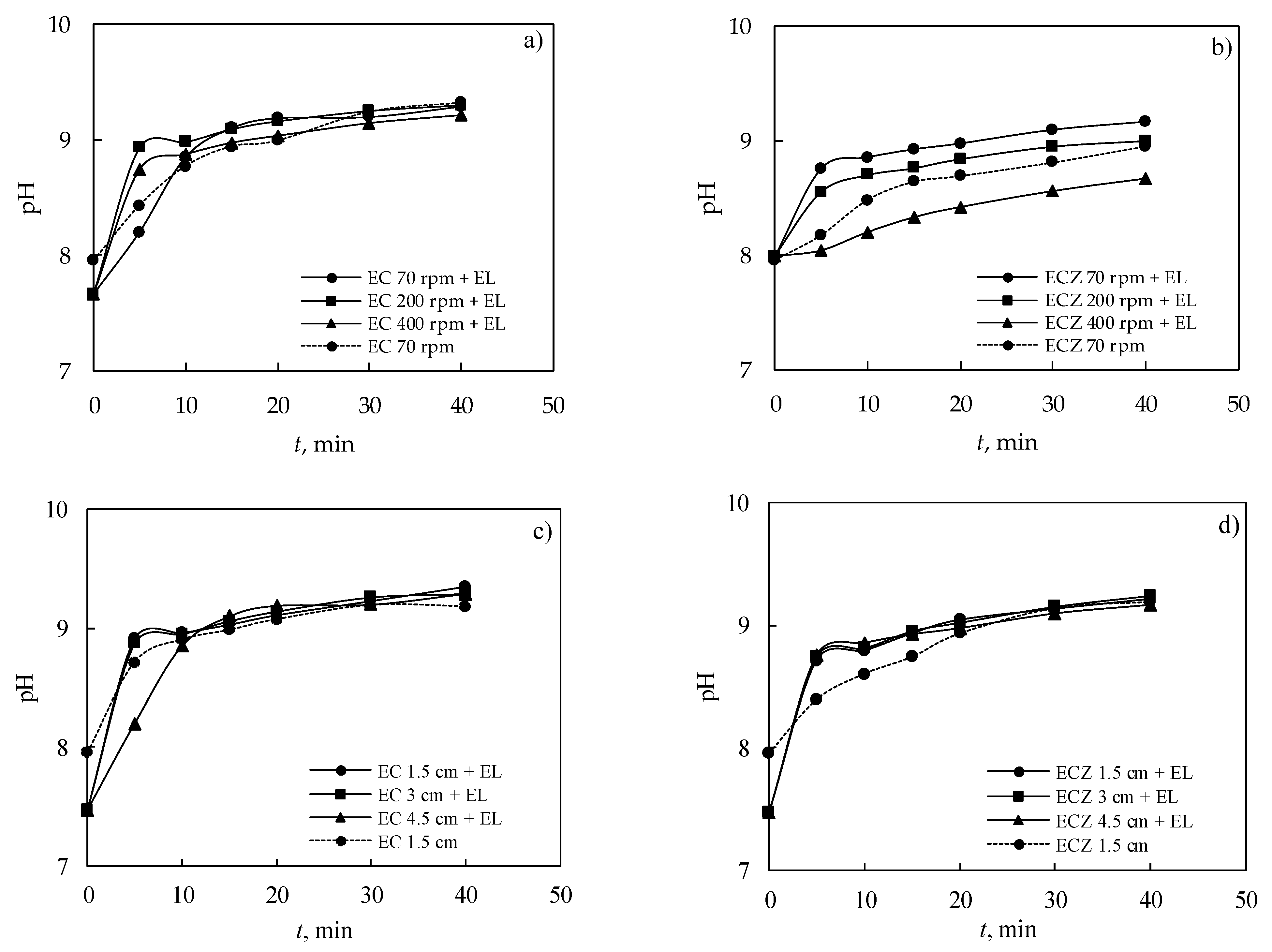
3.2.1. pH Values Change during the Process
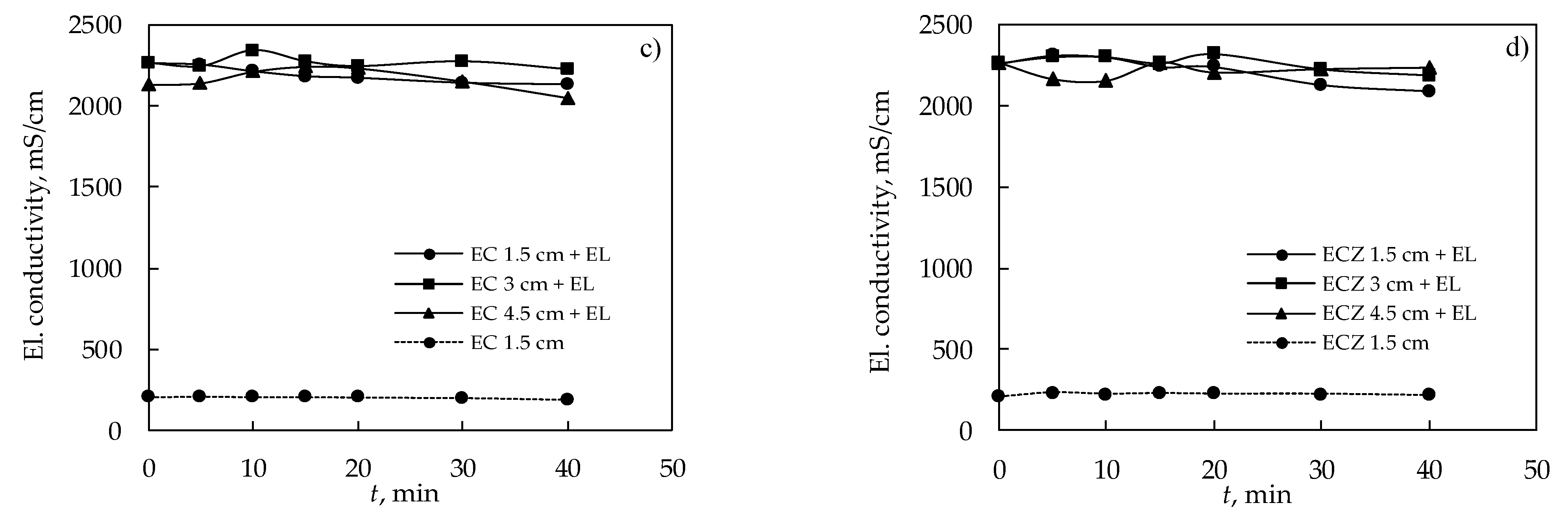
3.2.2. Electrical Conductivity Changes during the Process
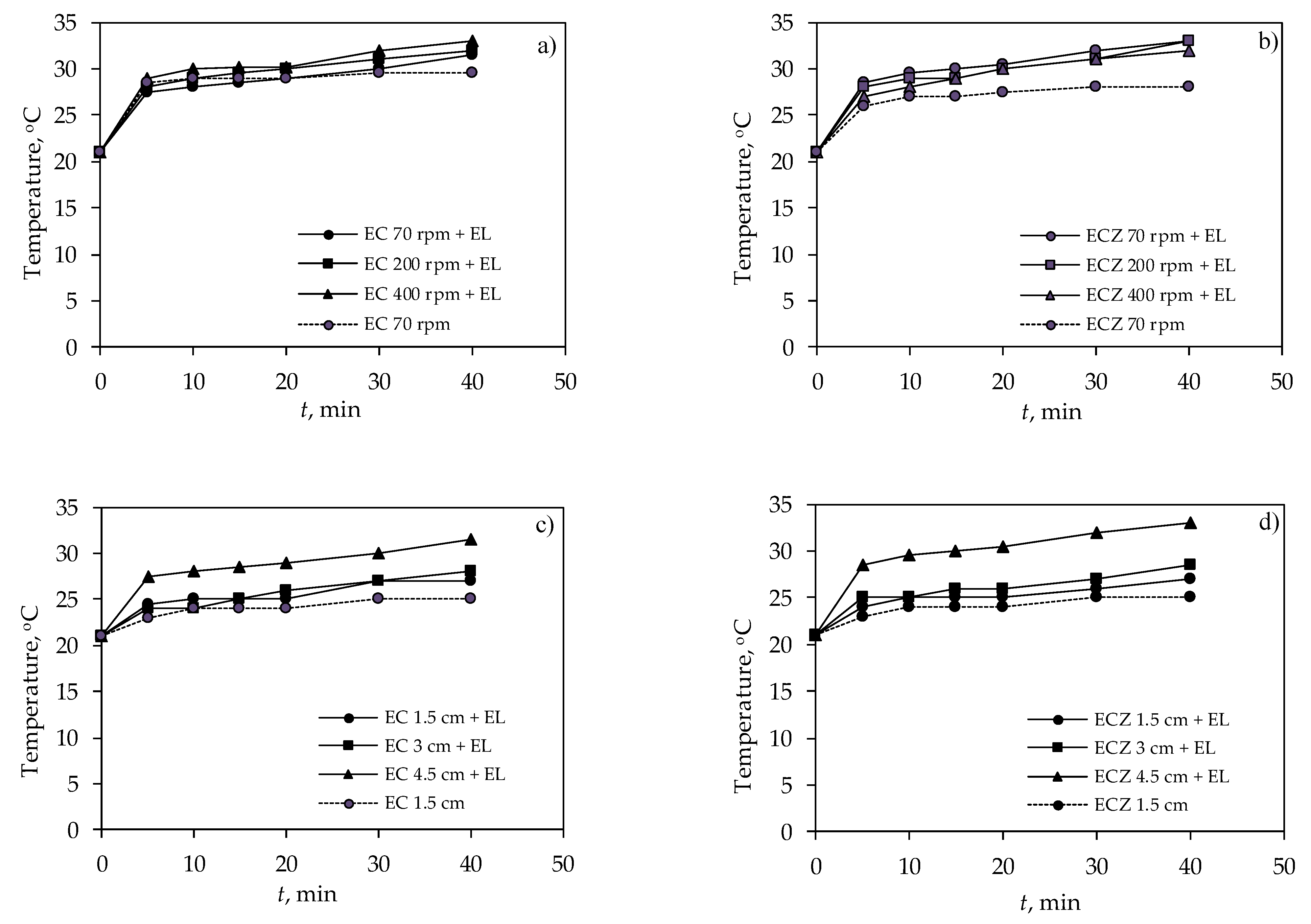
3.2.3. Temperature Changes during the Process
3.3. Analysis of the Efficiency of Electrocoagulation
3.3.1. Turbidity Removal
3.3.2. Total Solids Removal
3.3.3. COD Percentage Removal
3.3.4. TNK Percentage Removal
3.4. Comparison of the Mass of Al Electrodes Consumed during the Experiment
3.5. Analysis of Sludge Settling Curves
3.6. Estimation of Operating Costs
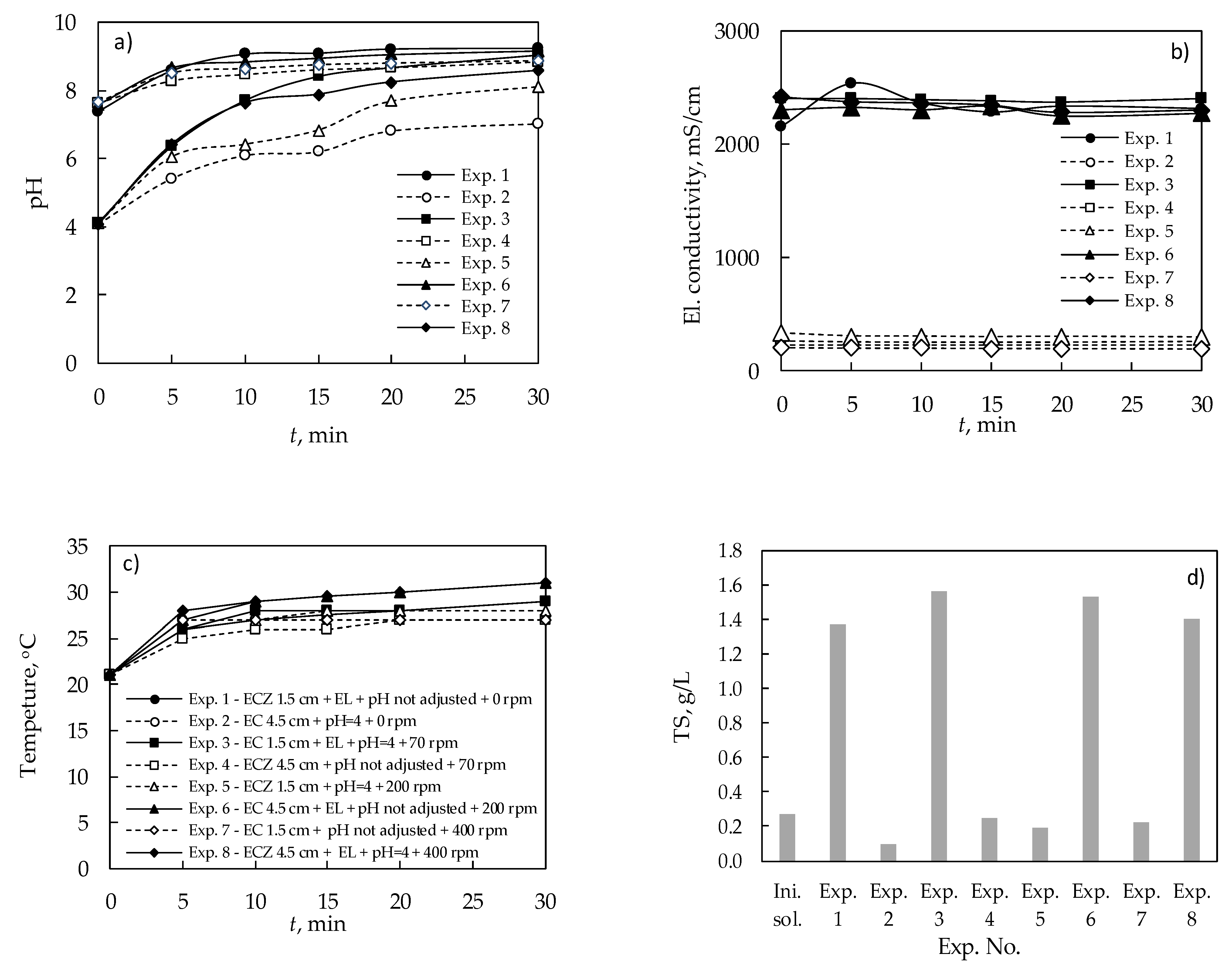
3.7. Taguchi Optimization
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Roy, D.; Azaïs, A.; Benkaraache, S.; Drogui, P.; Tyagi, R.D. Composting leachate: Characterization, treatment and future perspectives. Rev. Environ. Sci. Biotechnol. 2018, 17, 323–349. [Google Scholar] [CrossRef] [Green Version]
- Al-Qodah, Z.; Tawalbeh, M.; Al-Shannag, M.; Al-Anber, Z.; Bani-Melheme, K. Combined electrocoagulation processes as a novel approach for enhanced pollutants removal: A state-of-the-art review. Sci. Total Environ. 2020, 744, 140806. [Google Scholar] [CrossRef] [PubMed]
- Tahreen, A.; Jami, M.S.; Ali, F. Role of electrocoagulation in wastewater treatment: A developmental review. J. Water Process Eng. 2020, 37, 101440. [Google Scholar] [CrossRef]
- Ziouvelou, A.; Tekerelekopoulou, A.G.; Vayenas, D.V. A hybrid system for groundwater denitrification using electrocoagulation and adsorption. J. Environ. Manag. 2019, 249, 109355. [Google Scholar] [CrossRef]
- Linares-Hernández, I.; Barrera-Díaz, C.; Roa-Morales, G.; Bilyeu, B.; Ureña-Núñez, F. A combined electrocoagulation–sorption process applied to mixed industrial wastewater. J. Hazard. Mater. 2007, 144, 240–248. [Google Scholar] [CrossRef]
- Narayanan, N.V.; Ganesan, M. Use of adsorption using granular activated carbon (GAC) for the enhancement of removal of chromium from synthetic wastewater by electrocoagulation. J. Hazard. Mater. 2009, 161, 575–580. [Google Scholar] [CrossRef]
- Chang, S.-H.; Wang, K.-S.; Liang, H.-H.; Chen, H.-Y.; Li, H.-C.; Peng, T.-H.; Su, Y.-C.; Chang, C.-Y. Treatment of Reactive Black 5 by combined electrocoagulation– granular activated carbon adsorption–microwave regeneration process. J. Hazard. Mater. 2010, 175, 850–857. [Google Scholar] [CrossRef]
- Ouaissa, Y.A.; Chabani, M.; Amrane, A.; Bensmaili, A. Integration of electro coagulation and adsorption for the treatment of tannery wastewater—The case of an Algerian factory, Rouiba. Procedia Eng. 2012, 33, 98–101. [Google Scholar] [CrossRef]
- Elabbas, S.; Adjeroud, N.; Mandi, L.; Berrekhis, F.; Pons, M.N.; Leclerc, J.P.; Ouazzani, N. Eggshell adsorption process coupled with electrocoagulation for improvement of chromium removal from tanning wastewater. Int. J. Environ. Anal. Chem. 2020, 1–13. [Google Scholar] [CrossRef]
- Jeon, S.-B.; Kim, S.; Park, S.-J.; Seol, M.L.; Kim, D.; Chang, Y.K.; Choi, Y.K. Self-powered electro-coagulation system driven by wind energy harvesting triboelectric nanogenerator for decentralized water treatment. Nano Energy 2016, 28, 288–295. [Google Scholar] [CrossRef]
- Nawarkar, C.J.; Salkar, D.V.D. Solar powered electrocoagulation: A review. Int. J. Recent Res. Asp. 2017, 4, 365–368. [Google Scholar]
- Kumar, A.; Pan, S.-Y. Opportunities and challenges of electrochemical water treatment integrated with renewable energy at the water-energy nexus. Water-Energy Nexus 2020, 3, 110–116. [Google Scholar] [CrossRef]
- Ganiyu, S.O.; Martinez-Huitle, C.A.; Rodrigo, M.A. Renewable energies driven electrochemical wastewater/soil decontamination technologies: A critical review of fundamental concepts and applications. Appl. Catal. B Environ. 2020, 270, 118857. [Google Scholar] [CrossRef]
- Sahu, O.; Mazumdar, B.; Chaudhari, P.K. Treatment of wastewater by electrocoagulation: A review. Environ. Sci. Pollut. Res. Int. 2014, 21, 2397–2413. [Google Scholar] [CrossRef] [PubMed]
- Malinovic, B.N.; Pavlovic, M.G.; Djuricic, T. Electrocoagulation of textile wastewater containing of mixture of organic dyes by iron electrode. J. Electrochem. Sci. Eng. 2017, 7, 103–110. [Google Scholar] [CrossRef]
- Prajapati, A.K.; Bidyut, M.; Chaudhari, P.K. Electrochemical treatment of rice grain based distillery effluent using iron electrode. Int. J. Chemtech. Res. 2013, 5, 694–698. [Google Scholar]
- Sharma, D.; Chaudhari, P.K.; Dubey, S. Electrocoagulation treatment of electroplating wastewater: A review. J. Environ. Eng. 2020, 146, 03120009. [Google Scholar] [CrossRef]
- Rakhmania; Kamyab, H.; Yuzir, M.A.; Abdullah, N.; Quan, L.M.; Riyadi, F.A.; Marzouki, R. Recent Applications of the Electrocoagulation Process on Agro-Based Industrial Wastewater: A Review. Sustainability 2022, 14, 1985. [Google Scholar] [CrossRef]
- Luba, M.; Mikolajczyk, T.; Pierozynski, B.; Smoczynski, L.; Wojtacha, P.; Kuczynski, M. Electrochemical degradation of industrial dyes in wastewater through the dissolution of aluminum sacrificial anode of Cu/Al macro-corrosion galvanic cell. Molecules 2020, 25, 4108. [Google Scholar] [CrossRef]
- Tegladza, I.D.; Xu, Q.; Hu, K.; Lv, G.; Lu, J. Electrocoagulation processes: A general review about role of electro-generated flocs in pollutant removal. Process Saf. Environ. Prot. 2021, 146, 169–189. [Google Scholar] [CrossRef]
- Ghernaouta, D.; Ghernaoutb, B.; Boucherita, A.; Naceura, M.W.; Khelifaa, A.; Kelli, A. Study on mechanism of electrocoagulation with iron electrodes in idealised conditions and electrocoagulation of humic acids solution in batch using aluminium electrodes. Desalin. Water Treat. 2009, 8, 91–99. [Google Scholar] [CrossRef] [Green Version]
- Mollah, M.Y.A.; Morkovsky, P.; Gomes, J.A.G.; Kesmez, M.; Parga, J.; Cocke, D.L. Fundamentals, present and future perspectives of electrocoagulation. J. Hazard. Mater. 2004, 114, 199–210. [Google Scholar] [CrossRef] [PubMed]
- Moussa, D.T.; El-Naas, M.H.; Nasser, M.; Al-Marri, M.J. A comprehensive review of electrocoagulation for water treatment: Potentials and challenges. J. Environ Manag. 2016, 186, 24–41. [Google Scholar] [CrossRef] [PubMed]
- Misaelides, P. Application of natural zeolites in environmental remediation: A short review. Microporous Mesoporous Mater. 2011, 144, 15–18. [Google Scholar] [CrossRef]
- Tasić, Ž.Z.; Bogdanović, G.D.; Antonijević, M.M. Application of natural zeolite in wastewater treatment—A review. J. Min. Metall. 2019, 55, 67–79. [Google Scholar] [CrossRef]
- Vukojević Medvidović, N.; Perić, J.; Trgo, M. Column performance in lead removal from aqueous solutions by fixed bed of natural zeolite–clinoptilolite. Sep. Purif. Technol. 2006, 49, 237–244. [Google Scholar] [CrossRef]
- Vukojević Medvidović, N.; Nuić, I.; Ugrina, M.; Trgo, M. Evaluation of natural zeolite as a material for permeable reactive barrier for remediation of zinc contaminated groundwater based on column study. Water Air Soil Pollut. 2018, 229, 367–380. [Google Scholar] [CrossRef]
- Ugrina, M.; Čeru, T.; Nuić, I.; Trgo, M. Comparative Study of Mercury(II) Removal from Aqueous Solutions onto Natural and Iron-Modified Clinoptilolite Rich Zeolite. Processes 2020, 8, 1523. [Google Scholar] [CrossRef]
- Ugrina, M.; Gaberšek, M.; Daković, A.; Nuić, I. Preparation and Characterization of the Sulfur-Impregnated Natural Zeolite Clinoptilolite for Hg(II) Removal from Aqueous Solutions. Processes 2021, 9, 217. [Google Scholar] [CrossRef]
- Kalebić, B.; Pavlović, J.; Dikić, J.; Rečnik, A.; Gyergyek, S.; Škoro, N.; Rajić, N. Use of Natural Clinoptilolite in the Preparation of an Efficient Adsorbent for Ciprofloxacin Removal from Aqueous Media. Minerals 2021, 11, 518. [Google Scholar] [CrossRef]
- Syafalni, S.; Johari, N.A.; Satrio, S. Pre treatment of river water by using bentonite and modified zeolite. Int. J. Appl. Eng. Res. 2015, 10, 14515–14528. Available online: http://www.ripublication.com/Volume/ijaerv10n6.htm (accessed on 20 February 2022).
- Renault, F.; Sancey, B.; Badot, P.-M.; Grégorio, C. Chitosan for coagulation/flocculation processes—An eco-friendly approach. Eur. Polym. J. 2009, 45, 1337–1348. [Google Scholar] [CrossRef]
- Usefi, S.; Asadi-Ghalhari, M.; Izanloo, H.; Yari, A.; Mostafaloo, R. The performance of starch as a natural coagulant for turbidity removal from wastewater in stone cutting industry. Arch. Hyg. Sci. 2019, 8, 17–26. [Google Scholar] [CrossRef]
- Huang, X.; Wan, Y.; Shi, B.; Shi, J. Effects of powdered activated carbon on the coagulation-flocculation process in humic acid and humic acid-kaolin water treatment. Chemosphere 2020, 238, 124637. [Google Scholar] [CrossRef] [PubMed]
- Zaharia, C. Coagulation-flocculation processes in water and wastewater treatment. (II) Fine particles and its removal using electrolytes and polyelectrolytes. In Current Topics, Concepts and Research Priorities in Environmental Chemistry (III); Zaharia, C., Ed.; Alexandru Ioan Cuza University Publishing House: Iasi, Romania, 2014; Chapter 8; pp. 165–194. [Google Scholar]
- Hamid, M.A.A.; Aziz, H.A.; Yusoff, M.S.; Abdul Rezan, S. Clinoptilolite augmented electrocoagulation process for the reduction of high-strength ammonia and color from stabilized landfill leachate. Water Environ. Res. 2020, 93, 1461. [Google Scholar] [CrossRef] [PubMed]
- Hamid, M.A.A.; Aziz, H.A.; Yusoff, M.S.; Abdul Rezan, S. Optimization and analysis of zeolite augmented electrocoagulation process in the reduction of high-strength ammonia in saline landfill leachate. Water 2020, 12, 247. [Google Scholar] [CrossRef] [Green Version]
- Hamid, M.A.A.; Aziz, H.A.; Yusoff, M.S.; Rezan, S.A. A continuous clinoptilolite augmented SBR-electrocoagulation process to remove concentrated ammonia and colour in landfill leachate. Environ. Technol. Innov. 2021, 23, 101575. [Google Scholar] [CrossRef]
- Vukojević Medvidović, N.; Vrsalović, L.; Ugrina, T.; Jukić, I. Electrocoagulation augmented with natural zeolite—The new hybrid process for treatment of leachate from composting of biowaste. Proccedings of the 19th International Foundrymen Conference: Humans—Valuable Resource for Foundry Industry Development, Split, Croatia, 16–18 June 2021; Dolić, N., Zovko Brodarac, Z., Brajčinović, S., Eds.; Faculty of Metallurgy, University of Zagreb: Zagreb, Croatia, 2021; pp. 489–498. Available online: https://ifc.simet.hr/?page_id=2518 (accessed on 20 February 2022).
- Svilović, S.; Mužek, M.N.; Nuić, I.; Vučenović, P. Taguchi design of optimum process parameters for sorption of copper ions using different sorbens. Water Sci. Technol. 2019, 80, 98–108. [Google Scholar] [CrossRef]
- Svilović, S.; Rušić, D.; Stipišić, R.; Kuzmanić, N. Process optimization for copper sorption on synthetic zeolite NaX. Bulg. Chem. Commun. 2020, 52, 189–196. [Google Scholar] [CrossRef]
- Eaton, A.D.; Clesceri, L.S.; Rice, E.W.; Greenberg, A.E.; Franson, M.A.H. (Eds.) Standard Methods for the Examination of Water and Wastewater, 21st ed.; American Public Health Association (APHA); American Water Works Association (AWWA); Water Environment Federation (WEF): Washington, DC, USA, 2005. [Google Scholar]
- Vukojević Medvidović, N. Lead Removal on Natural Zeolite Clinoptilolite–Column Process Modelling. Ph.D. Thesis, Faculty of Chemistry and Technology, University of Split, Split, Croatia, 2007. (In Croatian). [Google Scholar]
- Nuić, I.; Trgo, M.; Perić, J.; Vukojević Medvidović, N. Analysis of breakthrough curves of Pb and Zn sorption from binary solutions on natural clinoptilolite. Microporous Mesoporous Mater. 2013, 167, 55–61. [Google Scholar] [CrossRef]
- Ugrina, M.; Vukojević Medvidović, N.; Daković, A. Characterization and environmental application of iron-modified zeolite from the Zlatokop deposit. Desalin. Water Treat. 2015, 53, 3557–3569. [Google Scholar] [CrossRef]
- Zeng, Y.P.; Lin, C.L.; Dai, H.M.; Lin, Y.C.; Hung, J.C. Multi-performance optimization in electrical discharge machining of Al2O3 ceramics using Taguchi base AHP weighted TOPSIS method. Processes 2021, 9, 1647. [Google Scholar] [CrossRef]
- Croatian Regulation on Emission Limits Values in Wastewater, NN 26/2020. (In Croatian). Available online: https://narodne-novine.nn.hr/clanci/sluzbeni/2020_03_26_622.html (accessed on 20 February 2022).
- Ilhan, F.; Kurt, U.; Apaydin, O.; Talha Gonullu, M. Treatment of leachate by electrocoagulation using aluminum and iron electrodes. J. Hazar Mater. 2008, 154, 381–389. [Google Scholar] [CrossRef] [PubMed]
- Sutanto, N.; Hidjan, R. Impact of adding sodium chloride to change of turbidity and iron concentration on treatment waste water using electrocoagulation process. J. Phys. Conf. Ser. 2019, 1364, 012062. [Google Scholar] [CrossRef]
- Khaled, B.; Wided, B.; Béchir, H.; Limam, A.; Mouna, L.; Tlili, Z. Investigation of electrocoagulation reactor design parameters effect on the removal of cadmium from synthetic and phosphate industrial wastewater. Arabian J. Chem. 2019, 12, 1848–1859. [Google Scholar] [CrossRef]
- El-Ashtoukhy, E.-S.Z.; Amin, N.K.; Fouad, Y.O.; Hamad, H.A. Intensification of a new electrocoagulation system characterized by minimum energy consumption and maximum removal efficiency of heavy metals from simulated wastewater. Chem. Eng. Process.-Process Intensif. 2020, 154, 108026. [Google Scholar] [CrossRef]
- Lončar, G.; Halkijević, I.; Posavčić, H.; Ban, I. Application of electrocoagulation devices for reducing ammonium concentrations. Hrvat. Vode 2019, 27, 129–142. (In Croatian). Available online: https://hrcak.srce.hr/clanak/325581 (accessed on 20 February 2022).
- Oguzie, K.; Oguzie, E.; Nwanonenyi, S.; Edoziem, J.; Vrsalović, L. Electrochemical decolorization of disperse blue-1 dye in aqueous solution. Environ. Eng. Manag. J. 2021, 20, 1467–1476. Available online: http://www.eemj.icpm.tuiasi.ro/pdfs/vol20/no9/7_524_Oguzie_20.pdf (accessed on 20 February 2022). [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Exp. no. | Experiment Mark | Stirring Speed, rpm | Electrode Distance, cm | Zeolite Addition, 20 g/L | NaCl Addition, 1 g/L | Voltage, V | Current Intensity, A |
|---|---|---|---|---|---|---|---|
| 1 | EC70rpm+EL | 70 | 4.5 | no | yes | 16.1 | 0.3 |
| 2 | EC200rpm+EL | 200 | 4.5 | no | yes | 16.1 | 0.3 |
| 3 | EC400rpm+EL | 400 | 4.5 | no | yes | 16.1 | 0.3 |
| 4 | EC70rpm | 70 | 4.5 | no | no | 29.9 | 0.1 |
| 5 | ECZ70rpm+EL | 70 | 4.5 | yes | yes | 16.1 | 0.3 |
| 6 | ECZ200rpm+EL | 200 | 4.5 | yes | yes | 17.8 | 0.3 |
| 7 | ECZ400rpm+EL | 400 | 4.5 | yes | yes | 16.1 | 0.3 |
| 8 | ECZ70rpm | 70 | 4.5 | yes | no | 29.2 | 0.1 |
| 9 | EC1.5cm+EL | 70 | 1.5 | no | yes | 8.3 | 0.3 |
| 10 | EC3cm+EL | 70 | 3.0 | no | yes | 13.4 | 0.3 |
| 11 | EC4.5cm+EL | 70 | 4.5 | no | yes | 16.1 | 0.3 |
| 12 | EC1.5cm | 70 | 1.5 | no | no | 22.8 | 0.1 |
| 13 | ECZ1.5cm+EL | 70 | 1.5 | yes | yes | 9.3 | 0.3 |
| 14 | ECZ3cm+EL | 70 | 3.0 | yes | yes | 12.8 | 0.3 |
| 15 | ECZ4.5cm+EL | 70 | 4.5 | yes | yes | 16.1 | 0.3 |
| 16 | ECZ1.5cm | 70 | 1.5 | yes | no | 21.2 | 0.1 |
| Exp. no. | Experiment Mark | Stirring Speed | Electrode Distance | Electrolyte Addition | Zeolite Addition | Solution Initial pH Adjustment |
|---|---|---|---|---|---|---|
| 1 | ECZ1.5cm+EL+pH not adjusted+0rpm | S1 | D1 | E1 | Z1 | pH1 |
| 2 | EC4.5cm+pH=4+0rpm | S1 | D2 | E2 | Z2 | pH2 |
| 3 | EC1.5cm+EL+pH=4+70rpm | S2 | D1 | E1 | Z2 | pH2 |
| 4 | ECZ4.5cm+pH not adjusted+70rpm | S2 | D2 | E2 | Z1 | pH1 |
| 5 | ECZ1.5cm+pH=4+200rpm | S3 | D1 | E2 | Z1 | pH2 |
| 6 | EC4.5cm+EL+pH not adjusted+200rpm | S3 | D2 | E1 | Z2 | pH1 |
| 7 | EC1.5cm+pH not adjusted+400rpm | S4 | D1 | E2 | Z2 | pH1 |
| 8 | ECZ4.5cm+EL+pH=4+400rpm | S4 | D2 | E1 | Z1 | pH2 |
| Parameter | Biowaste Compost Leachate | Natural Surface Waters | Public Sewage System |
|---|---|---|---|
| pH | 7.95 | 6.5–9.5 | 6.5–9.5 |
| El. Cond., μS/cm | 205.00 | - | - |
| Turbidity, NTU | 87.20 | - | - |
| COD, mg/L | 278.32 | 125 | 700 |
| TNK, mg N/L | 47.62 | 15 * | 50 * |
| TS, mg/L | 275 | 35 ** | - |
| Exp. no. | Experiment | Final Values | Removal Percentage, % | |||||
|---|---|---|---|---|---|---|---|---|
| Turbidity, NTU | COD, mg/L | TNK, mg/L | TS, g/L | Turbidity | COD | TNK | ||
| 1 | EC70rpm+EL | 3.38 | 88.47 | 14.01 | 1.165 | 96.12 | 68.21 | 54.55 |
| 2 | EC200rpm+EL | 2.29 | 62.67 | 0.56 | 1.175 | 97.37 | 77.48 | 98.18 |
| 3 | EC400rpm+EL | 0.77 | 25.81 | 5.60 | 1.165 | 99.12 | 90.73 | 81.82 |
| 4 | EC70rpm | 3.26 | 51.61 | 14.01 | 0.16 | 96.27 | 81.46 | 54.55 |
| 5 | ECZ70rpm+EL | 0.88 | 47.92 | 30.82 | 1.045 | 99.00 | 82.78 | 0.00 |
| 6 | ECZ200rpm+EL | 0.99 | 22.12 | 8.40 | 0.98 | 98.86 | 92.05 | 72.73 |
| 7 | ECZ400rpm+EL | 1.43 | 22.12 | 11.21 | 1.08 | 98.37 | 92.05 | 63.64 |
| 8 | ECZ70rpm | 2.78 | 7.37 | 8.40 | 0.30 | 96.82 | 97.35 | 72.73 |
| 9 | EC1.5cm+EL | 0.50 | 14.75 | 30.82 | 1.7 | 99.43 | 94.70 | 0.00 |
| 10 | EC3cm+EL | 0.59 | 0.00 | 5.60 | 1.53 | 99.33 | 100.00 | 81.82 |
| 11 | EC4.5cm+EL | 3.38 | 88.47 | 5.60 | 1.165 | 96.12 | 68.21 | 81.82 |
| 12 | EC1.5cm | 1.61 | 3.69 | 5.60 | 0.295 | 98.15 | 98.68 | 81.82 |
| 13 | ECZ1.5cm+EL | 0.38 | 147.46 | 5.60 | 1.545 | 99.56 | 47.02 | 81.82 |
| 14 | ECZ3cm+EL | 0.39 | 40.55 | 19.61 | 1.68 | 99.56 | 85.43 | 36.36 |
| 15 | ECZ4.5cm+EL | 0.88 | 47.92 | 30.82 | 1.045 | 99.00 | 82.78 | 0.00 |
| 16 | ECZ1.5cm | 0.45 | 7.37 | 2.80 | 0.32 | 99.48 | 97.35 | 90.91 |
| Exp., no. | Experiment, Mark | Mass of Al Electrodes Consume during the Experiment, g | |
|---|---|---|---|
| Anode | Cathode | ||
| 1 | EC70rpm+EL | 0.0648 | 0.0329 |
| 2 | EC200rpm+EL | 0.0613 | 0.0379 |
| 3 | EC400rpm+EL | 0.0584 | 0.0335 |
| 4 | EC70rpm | 0.0029 | 0.0109 |
| 5 | ECZ70rpm+EL | 0.0528 | 0.0318 |
| 6 | ECZ200rpm+EL | 0.0595 | 0.0342 |
| 7 | ECZ400rpm+EL | 0.0561 | 0.0251 |
| 8 | ECZ70rpm | 0.0054 | 0.0067 |
| 9 | EC1.5cm+EL | 0.0342 | 0.0245 |
| 10 | EC3cm+EL | 0.0397 | 0.0188 |
| 11 | EC4.5cm+EL | 0.0648 | 0.0329 |
| 12 | EC1.5cm | 0.0072 | 0.0075 |
| 13 | ECZ1.5cm+EL | 0.0568 | 0.0218 |
| 14 | ECZ3cm+EL | 0.0614 | 0.0280 |
| 15 | ECZ4.5cm+EL | 0.0528 | 0.0318 |
| 16 | ECZ1.5cm | 0.0096 | 0.0119 |
| Experiment Mark | U, V | I, A | From Faraday Low | From Electrode Consumption | |||
|---|---|---|---|---|---|---|---|
| Cenergy, kWh/m3 | Celectrode, kg/m3 | Celectrode Anode, kg/m3 | Celectrode, Cathode, kg/m3 | Celectrode, Sum of Anode and Cathode, kg/m3 | |||
| EC70rpm+EL | 16.1 | 0.3 | 12.751 | 0.270 | 0.137 | 0.098 | 0.391 |
| EC200rpm+EL | 16.1 | 0.3 | 12.751 | 0.270 | 0.159 | 0.075 | 0.397 |
| EC400rpm+EL | 16.1 | 0.3 | 12.751 | 0.270 | 0.259 | 0.132 | 0.368 |
| EC70rpm | 29.9 | 0.1 | 7.894 | 0.090 | 0.029 | 0.030 | 0.055 |
| ECZ70rpm+EL | 16.1 | 0.3 | 12.751 | 0.270 | 0.227 | 0.087 | 0.339 |
| ECZ200rpm+EL | 17.8 | 0.3 | 14.098 | 0.270 | 0.246 | 0.112 | 0.375 |
| ECZ400rpm+EL | 16.1 | 0.3 | 12.751 | 0.270 | 0.211 | 0.127 | 0.325 |
| ECZ70rpm | 29.2 | 0.1 | 7.709 | 0.090 | 0.038 | 0.048 | 0.048 |
| EC1.5cm+EL | 8.3 | 0.3 | 6.574 | 0.270 | 0.137 | 0.098 | 0.235 |
| EC3cm+EL | 13.4 | 0.3 | 10.613 | 0.270 | 0.159 | 0.075 | 0.234 |
| EC4.5cm+EL | 16.1 | 0.3 | 12.751 | 0.270 | 0.259 | 0.132 | 0.391 |
| EC1.5cm | 22.8 | 0.1 | 6.019 | 0.090 | 0.029 | 0.030 | 0.059 |
| ECZ1.5cm+EL | 9.3 | 0.3 | 7.366 | 0.270 | 0.227 | 0.087 | 0.314 |
| ECZ3cm+EL | 12.8 | 0.3 | 10.138 | 0.270 | 0.246 | 0.112 | 0.358 |
| ECZ4.5cm+EL | 16.1 | 0.3 | 12.751 | 0.270 | 0.211 | 0.127 | 0.338 |
| ECZ1.5cm | 21.2 | 0.1 | 5.597 | 0.090 | 0.038 | 0.048 | 0.086 |
| Test | Average COD Removal, % | Average TNK Removal, % | Average Turbidity Removal, % | Average Settling Speed, cm/min | Average Electrodes Loss, g |
|---|---|---|---|---|---|
| 1 | 84.77 | 81.82 | 99.39 | 0.92 | 0.084 |
| 2 | 99.34 | 81.82 | 99.82 | 0.01 | 0.003 |
| 3 | 86.09 | 90.91 | 99.30 | 0.83 | 0.058 |
| 4 | 99.34 | 0.01 | 96.31 | 0.01 | 0.012 |
| 5 | 88.74 | 63.64 | 95.18 | 0.01 | 0.023 |
| 6 | 71.52 | 100.00 | 99.27 | 1.02 | 0.069 |
| 7 | 78.15 | 27.27 | 97.44 | 0.01 | 0.043 |
| 8 | 79.47 | 54.55 | 99.38 | 0.65 | 0.040 |
| Test | S/NLB Ratio COD | S/NLB Ratio TNK | S/NLB Ratio Turbidity | S/NLB Ratio Settling Speed | S/NSB Ratio Electrodes Loss |
|---|---|---|---|---|---|
| 1 | 38.56 | 38.25 | 39.94 | −0.724 | 21.57 |
| 2 | 39.94 | 38.25 | 39.98 | −40.00 | 50.46 |
| 3 | 38.70 | 39.17 | 39.94 | −1.618 | 24.79 |
| 4 | 39.94 | −40.00 | 39.67 | −40.00 | 38.64 |
| 5 | 38.96 | 36.07 | 39.57 | −40.00 | 32.84 |
| 6 | 37.09 | 40.00 | 39.94 | 0.172 | 23.31 |
| 7 | 37.86 | 28.71 | 39.77 | −40.00 | 27.35 |
| 8 | 38.00 | 34.74 | 39.94 | −3.74 | 27.98 |
| Parameter | COD | ||||
|---|---|---|---|---|---|
| Factor | S | D | E | Z | pH |
| Level 1 | 39.25 | 38.52 | 38.09 | 38.87 | 38.36 |
| Level 2 | 39.32 | 38.74 | 39.18 | 38.40 | 38.90 |
| Level 3 | 39.03 | ||||
| Level 4 | 37.93 | ||||
| Range | 1.39 | 0.22 | 1.09 | 0.47 | 0.54 |
| Rank | 1 | 5 | 2 | 4 | 3 |
| Parameter | TNK | ||||
| Factor | S | D | E | Z | pH |
| Level 1 | 38.26 | 35.55 | 38.04 | 17.27 | 16.74 |
| Level 2 | −0.42 | 18.25 | 15.76 | 36.54 | 37.06 |
| Level 3 | 38.04 | ||||
| Level 4 | 31.72 | ||||
| Range | 38.67 | 17.31 | 22.28 | 19.27 | 20.31 |
| Rank | 1 | 5 | 2 | 4 | 3 |
| Parameter | Turbidity | ||||
| Factor | S | D | E | Z | pH |
| Level 1 | 39.96 | 39.81 | 39.94 | 39.78 | 39.83 |
| Level 2 | 39.81 | 39.89 | 39.75 | 39.91 | 39.86 |
| Level 3 | 39.75 | ||||
| Level 4 | 39.86 | ||||
| Range | 0.21 | 0.08 | 0.19 | 0.12 | 0.03 |
| Rank | 1 | 4 | 2 | 3 | 5 |
| Parameter | Settling Speed | ||||
| Factor | S | D | E | Z | pH |
| Level 1 | −20.36 | −20.58 | −1.48 | −21.12 | −20.14 |
| Level 2 | −20.81 | −20.89 | −40.00 | −20.36 | −21.34 |
| Level 3 | −19.91 | ||||
| Level 4 | −21.87 | ||||
| Range | 1.96 | 0.31 | 38.52 | 0.76 | 1.20 |
| Rank | 2 | 5 | 1 | 4 | 3 |
| Parameter | Electrodes Loss | ||||
| Factor | S | D | E | Z | pH |
| Level 1 | 36.01 | 26.64 | 24.41 | 30.26 | 27.72 |
| Level 2 | 31.71 | 35.10 | 37.32 | 31.48 | 34.02 |
| Level 3 | 28.08 | ||||
| Level 4 | 27.67 | ||||
| Range | 8.35 | 8.46 | 12.91 | 1.22 | 6.20 |
| Rank | 3 | 2 | 1 | 5 | 4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vukojević Medvidović, N.; Vrsalović, L.; Svilović, S.; Bobanović, A. Electrocoagulation vs. Integrate Electrocoagulation-Natural Zeolite for Treatment of Biowaste Compost Leachate—Whether the Optimum Is Truly Optimal. Minerals 2022, 12, 442. https://doi.org/10.3390/min12040442
Vukojević Medvidović N, Vrsalović L, Svilović S, Bobanović A. Electrocoagulation vs. Integrate Electrocoagulation-Natural Zeolite for Treatment of Biowaste Compost Leachate—Whether the Optimum Is Truly Optimal. Minerals. 2022; 12(4):442. https://doi.org/10.3390/min12040442
Chicago/Turabian StyleVukojević Medvidović, Nediljka, Ladislav Vrsalović, Sandra Svilović, and Anđela Bobanović. 2022. "Electrocoagulation vs. Integrate Electrocoagulation-Natural Zeolite for Treatment of Biowaste Compost Leachate—Whether the Optimum Is Truly Optimal" Minerals 12, no. 4: 442. https://doi.org/10.3390/min12040442
APA StyleVukojević Medvidović, N., Vrsalović, L., Svilović, S., & Bobanović, A. (2022). Electrocoagulation vs. Integrate Electrocoagulation-Natural Zeolite for Treatment of Biowaste Compost Leachate—Whether the Optimum Is Truly Optimal. Minerals, 12(4), 442. https://doi.org/10.3390/min12040442