
A Thermodynamic and Experimental Assessment of the Recovery of Copper, Iron, Zinc, and Lead from Copper Slag

Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials
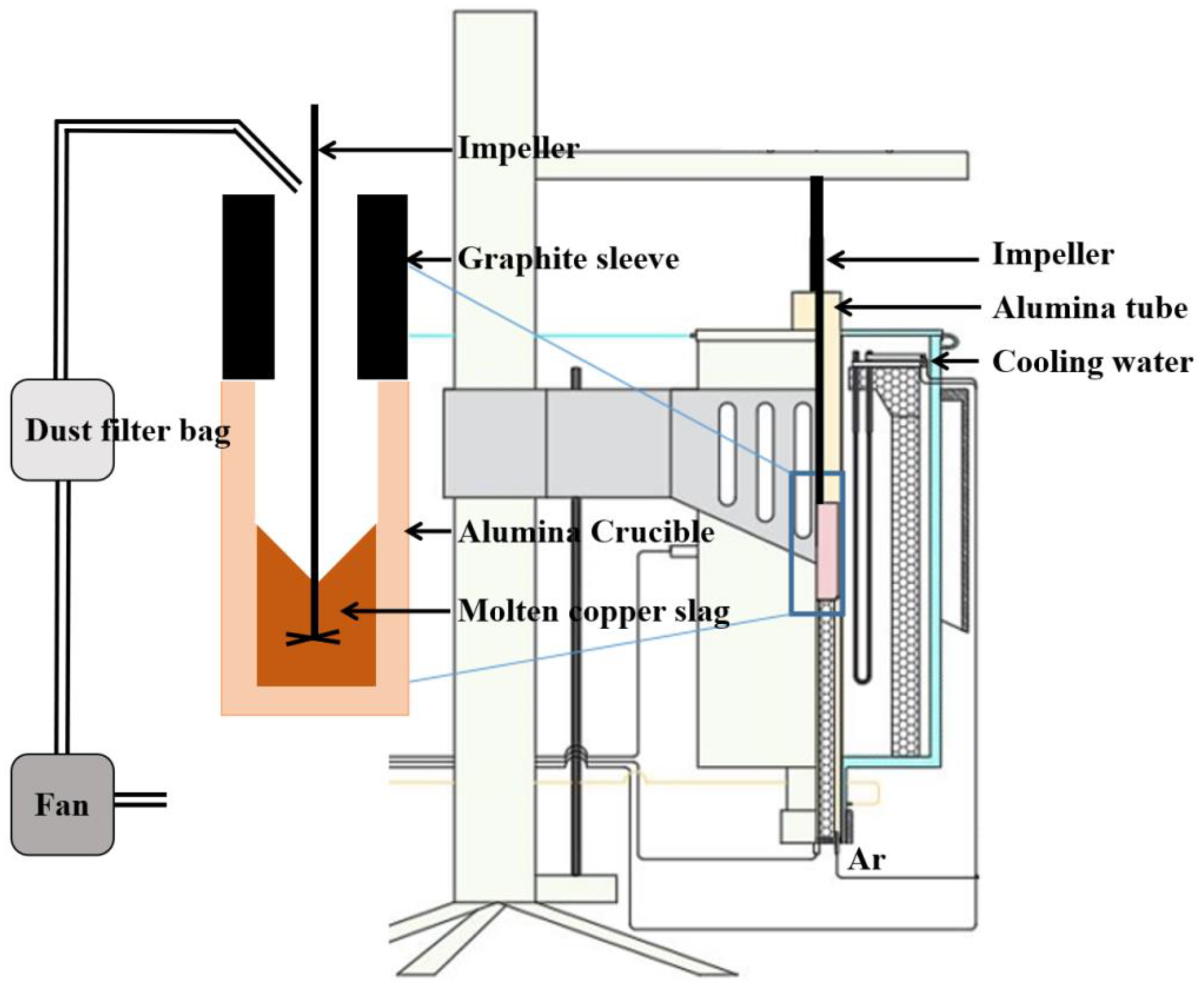
2.2. Experimental Procedures
2.3. Characterization Methods
3. Results and Discussion
3.1. Thermodynamics of the Reduction Process
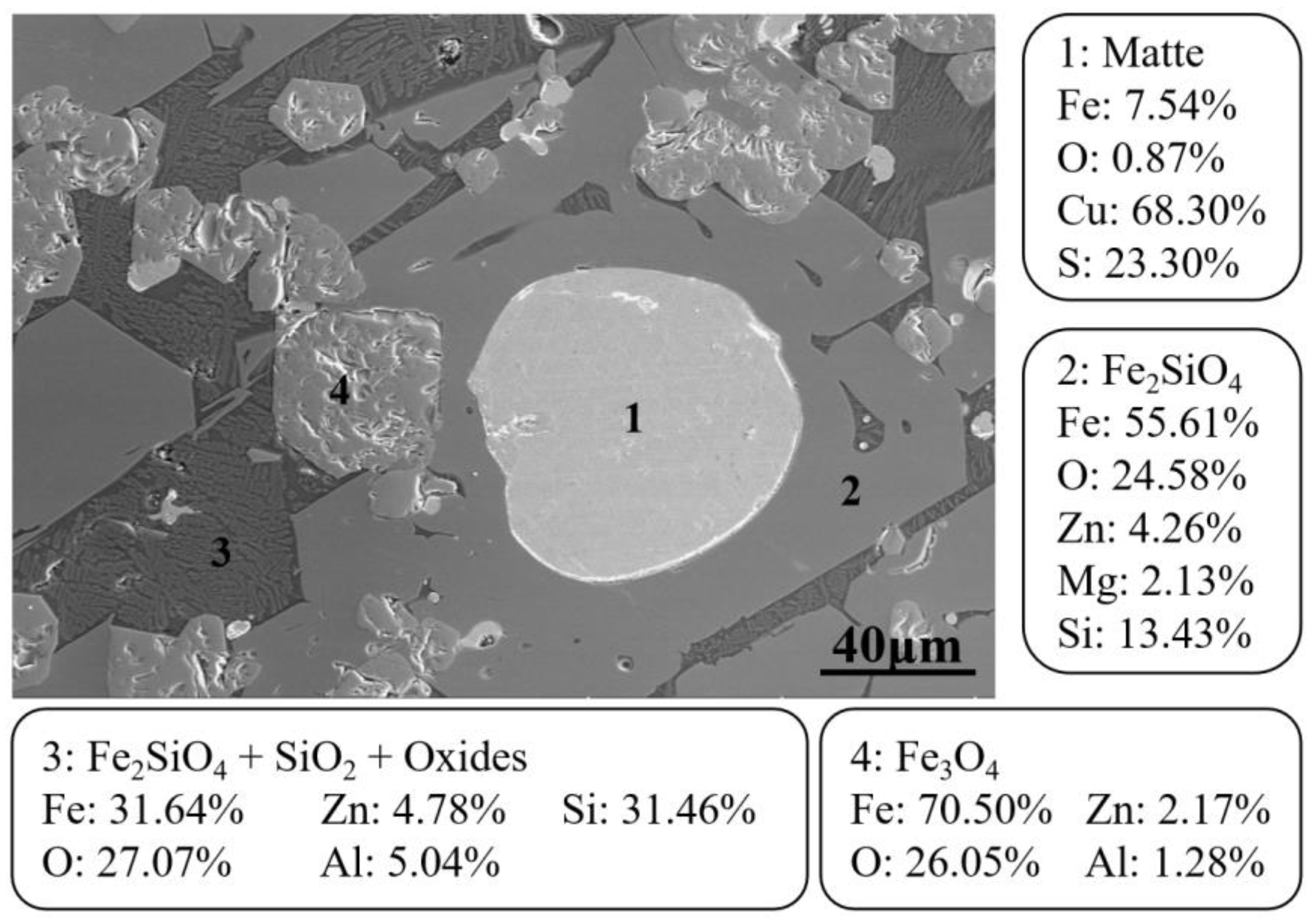
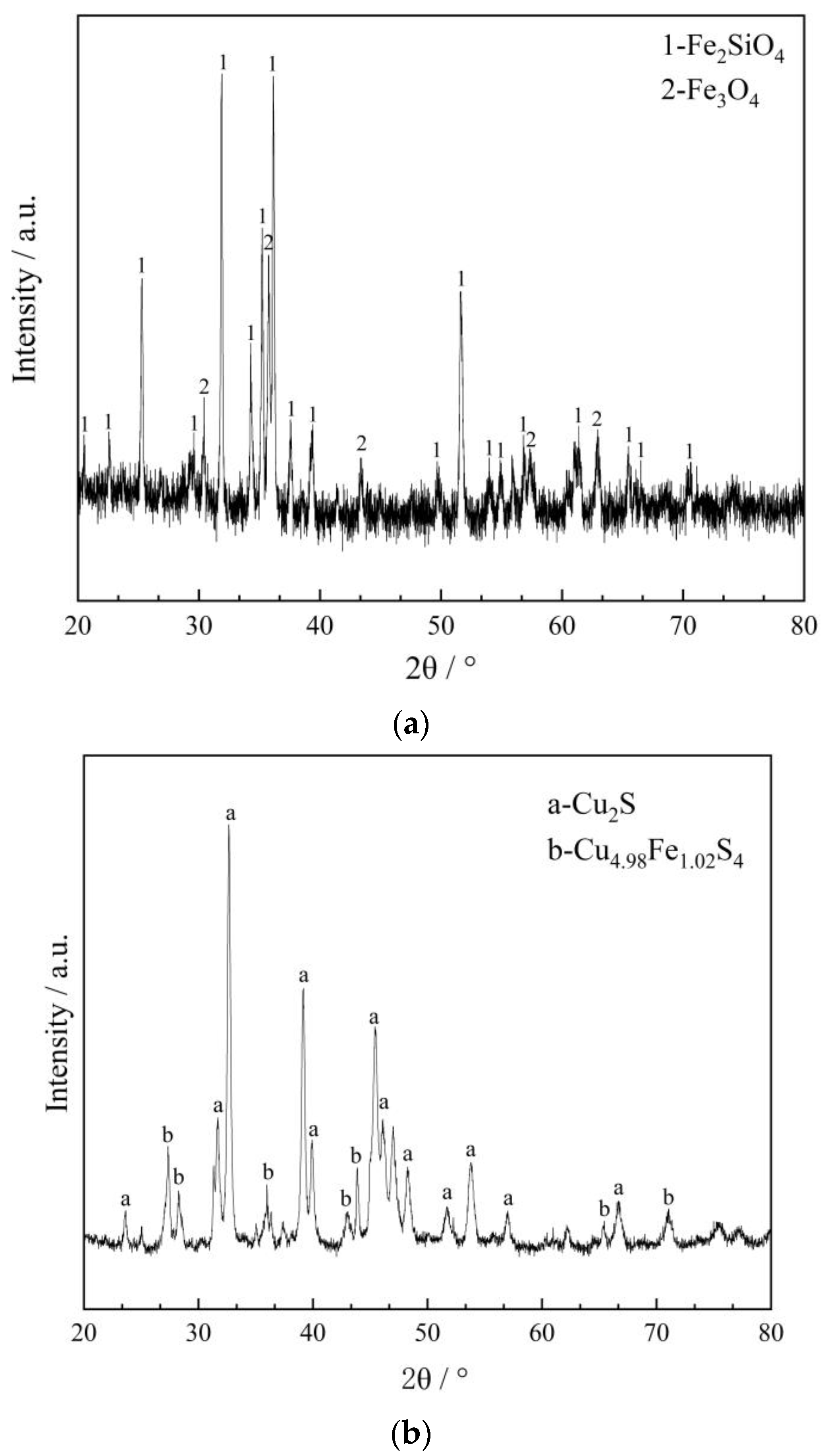
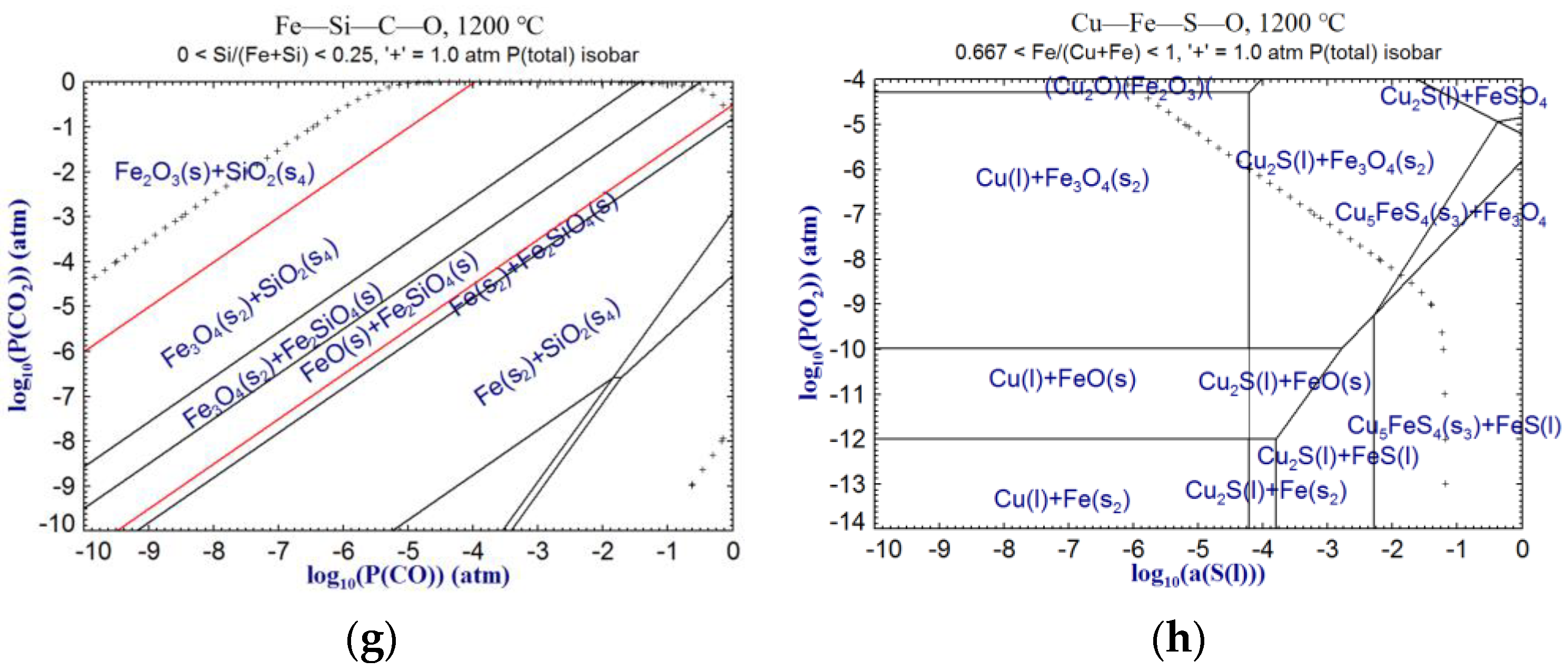
3.1.1. Presence of Oxides and Sulfides in the Slag
3.1.2. Reduction Reactions of Copper Slag
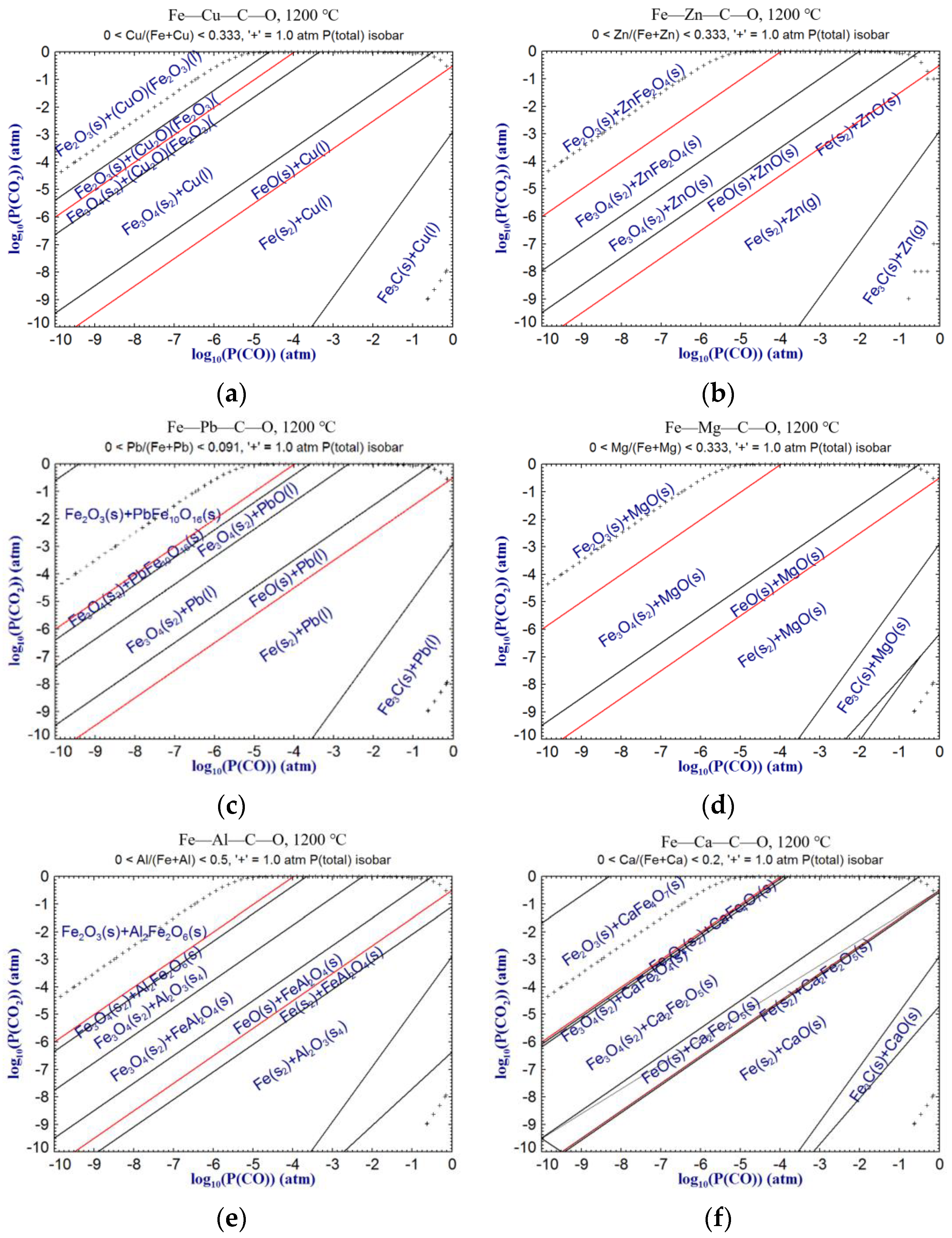
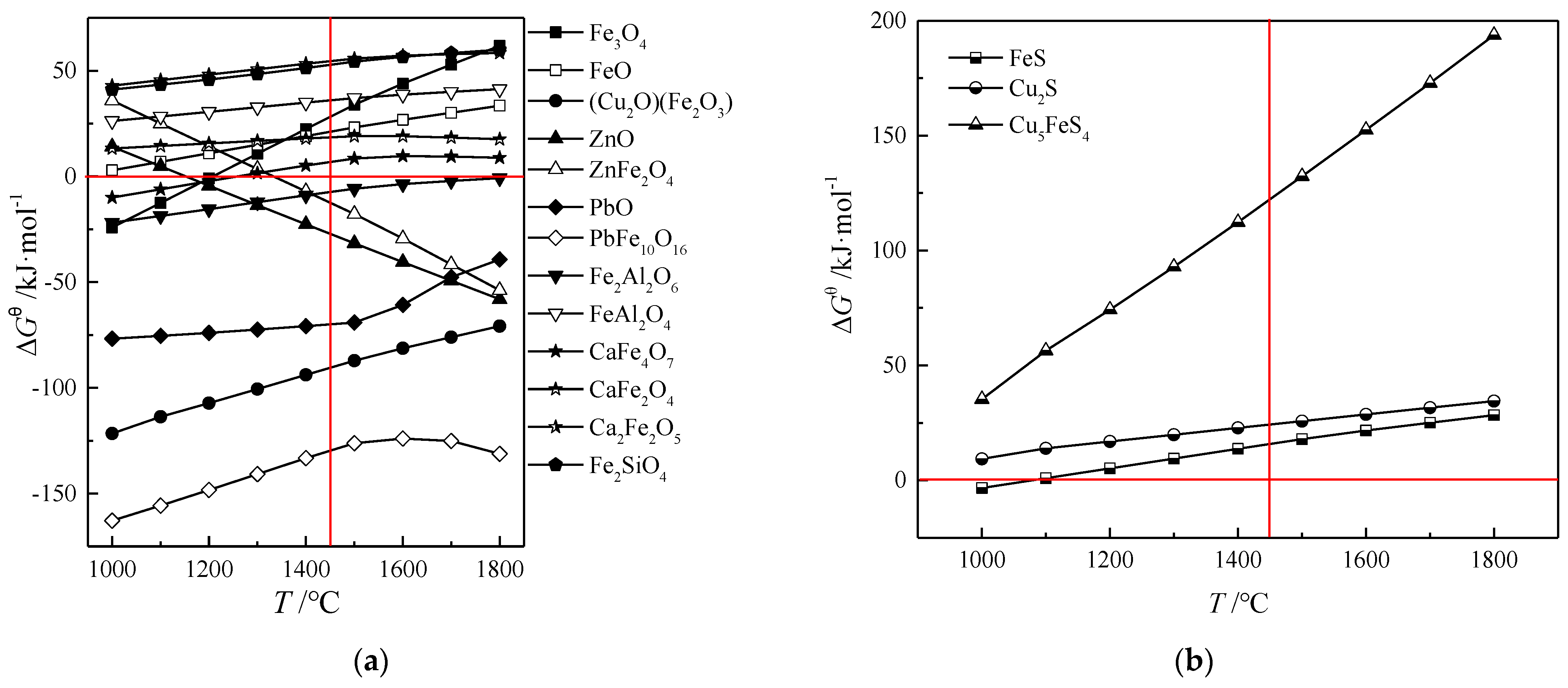
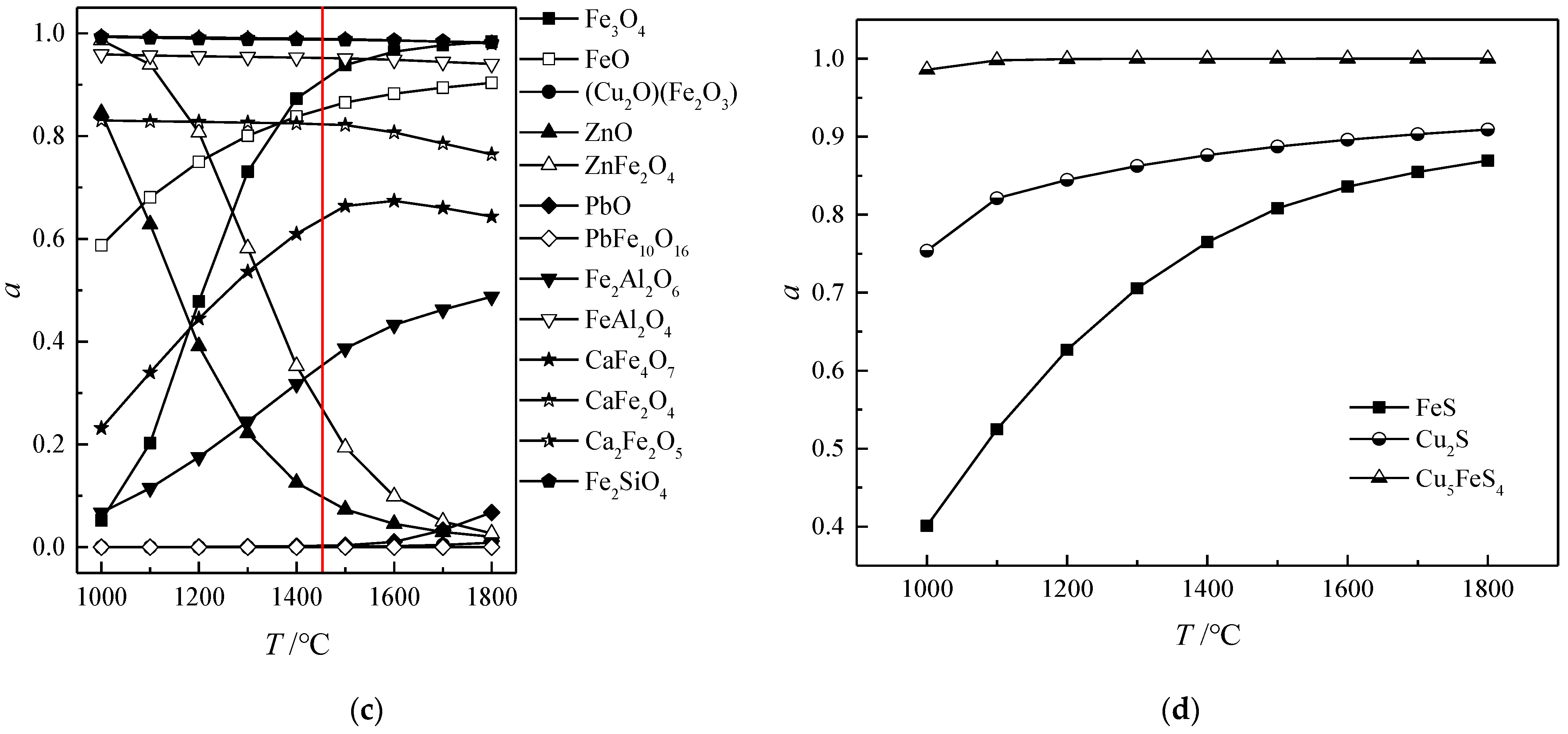
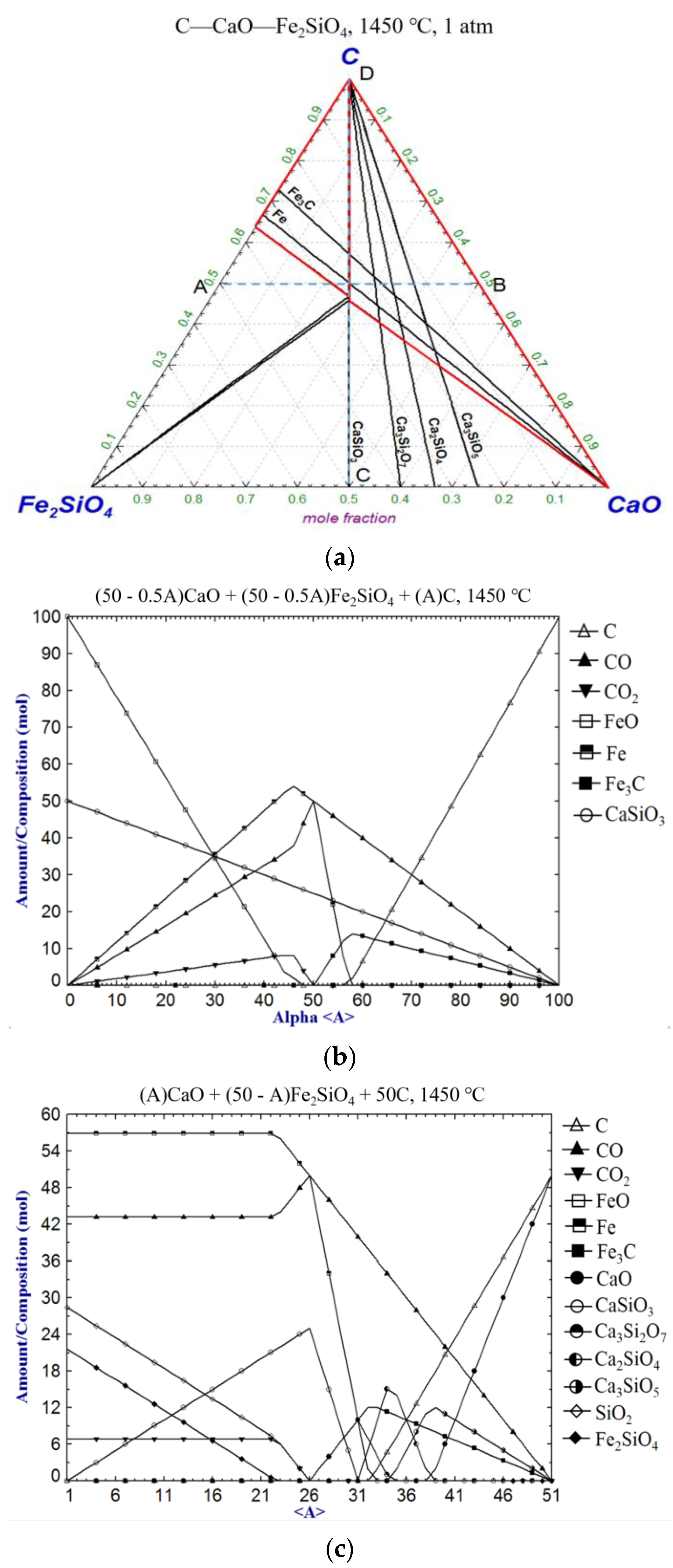
3.1.3. Effects of Carbon and Calcium Oxide Additions on Oxide Reduction
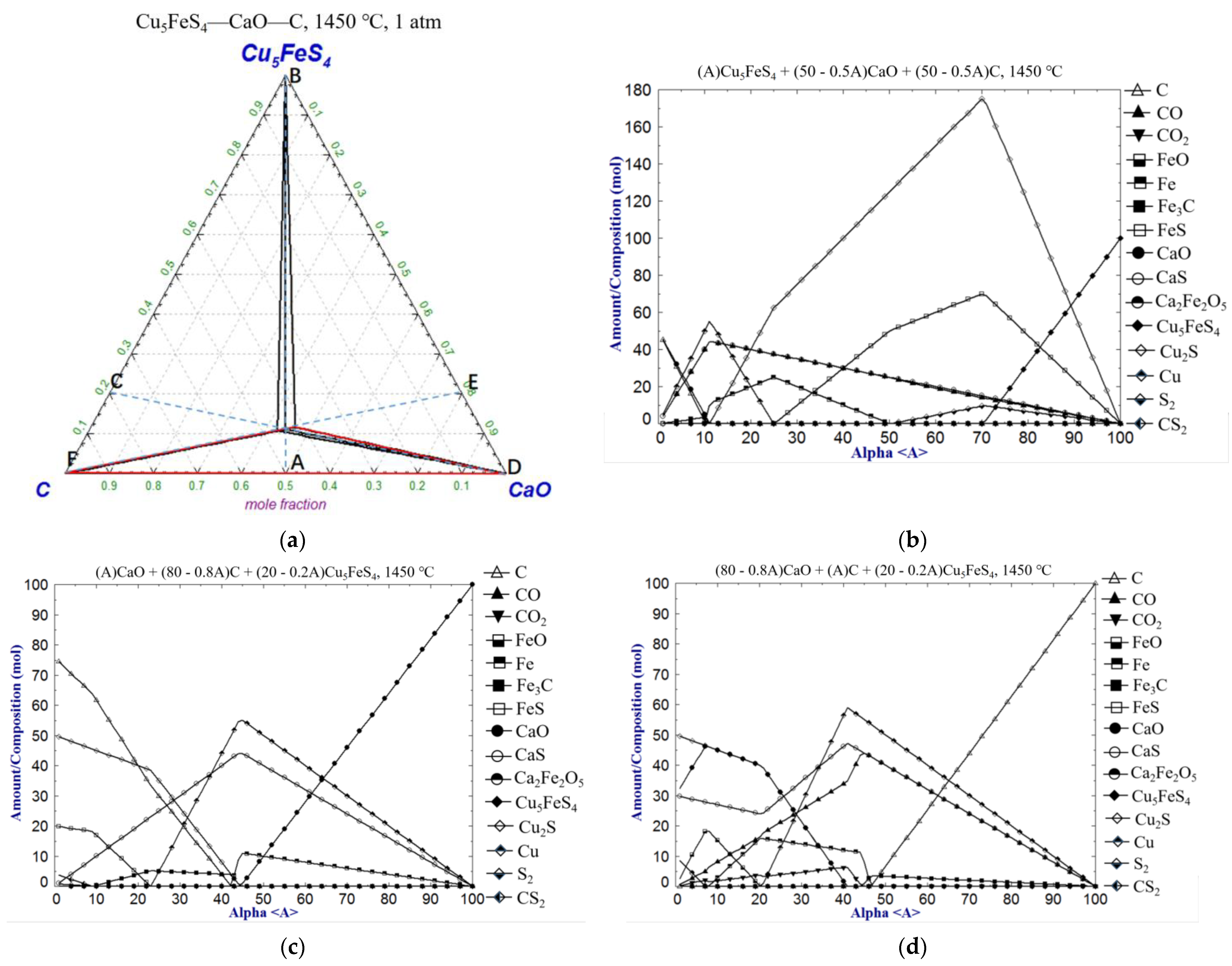
3.1.4. Influence of Carbon and Calcium Oxide Additions on the Sulfide Reduction of Copper Slag
3.2. Experiment of the Reduction Process
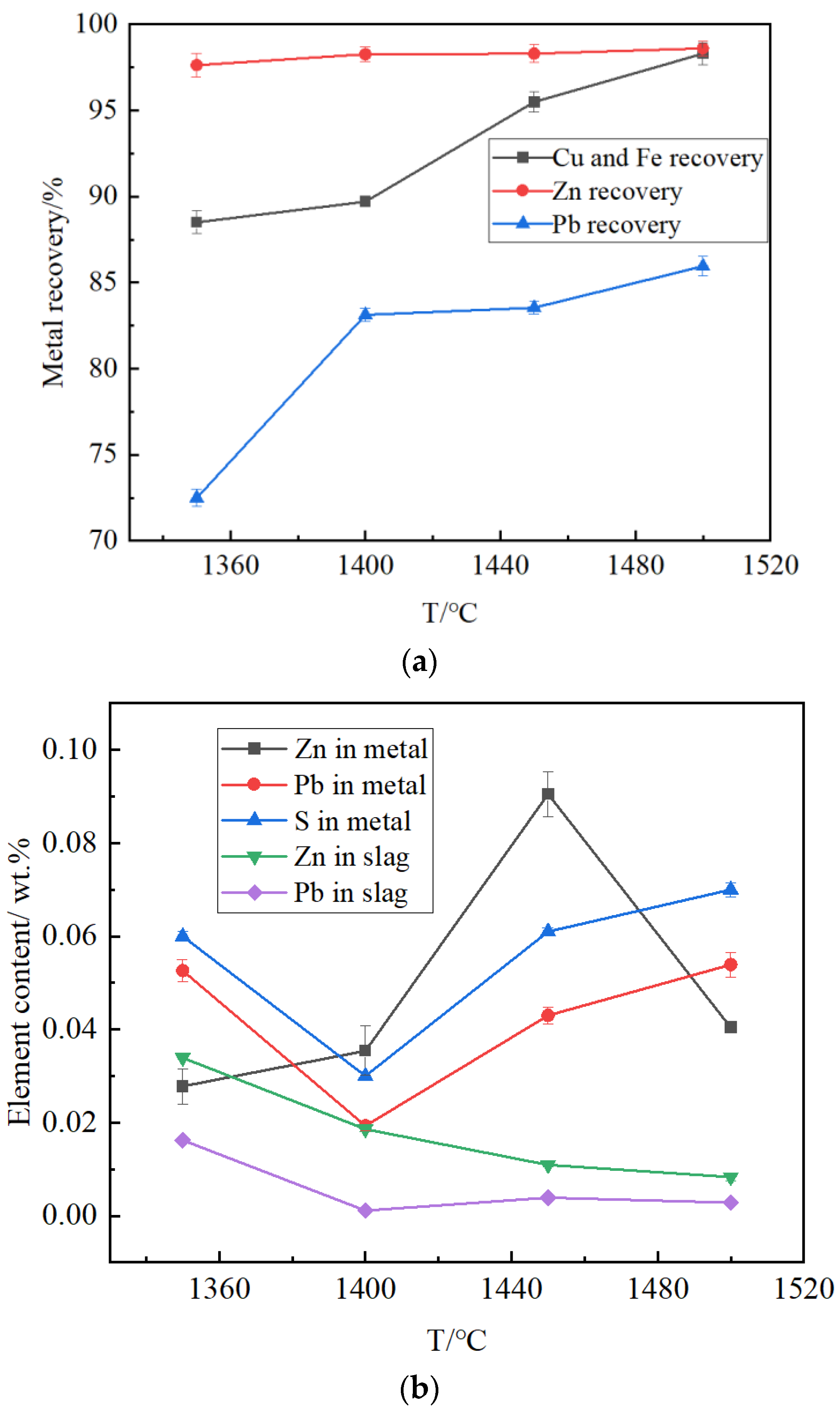
3.2.1. Effects of Temperature
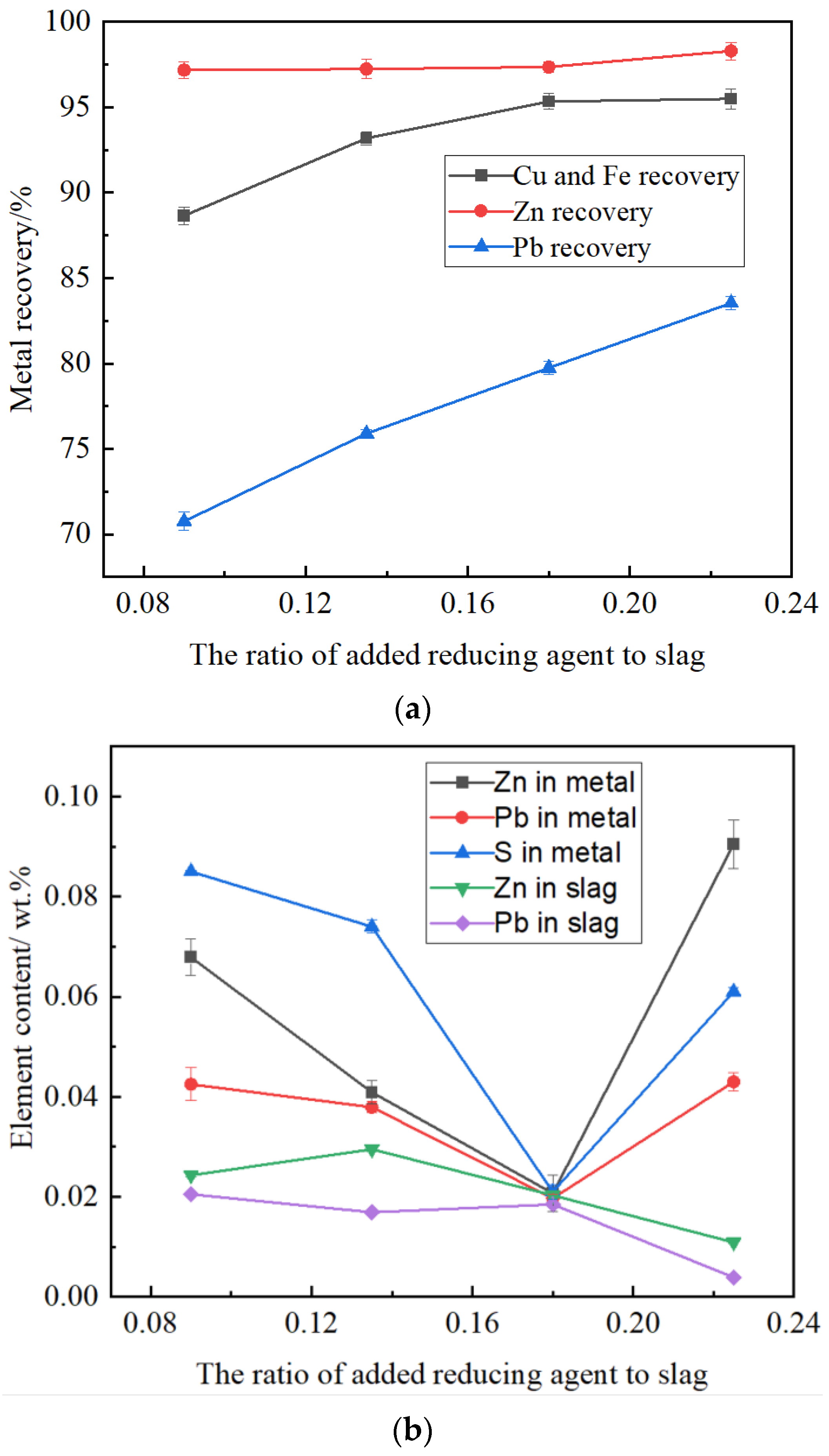
3.2.2. Effects of the Addition of a Reducing Agent
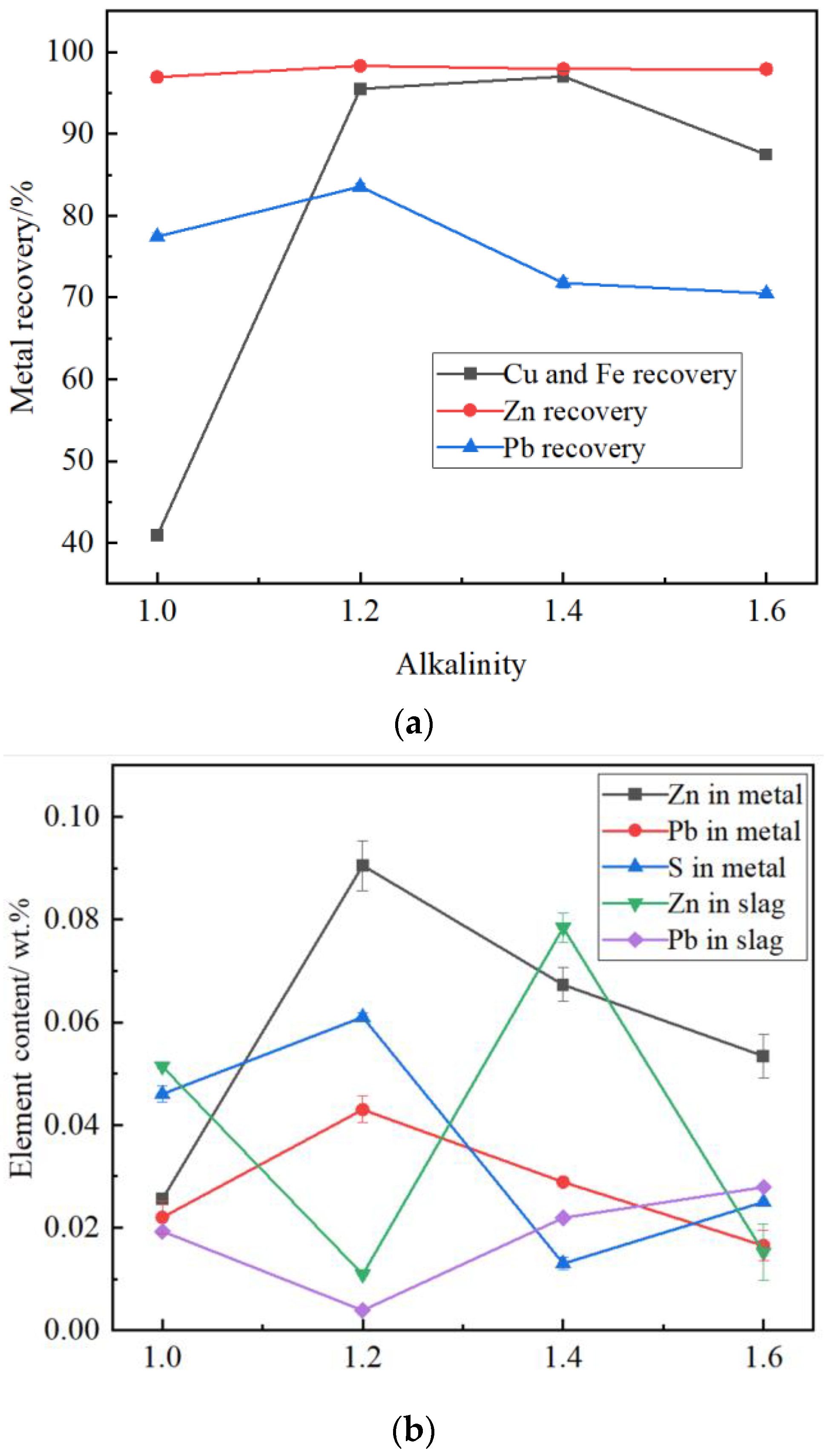
3.2.3. Effects of Alkalinity
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Yin, Z.; Sun, W.; Hu, Y.; Zhang, C.; Guan, Q.; Wu, K. Evaluation of the possibility of copper recovery from tailings by flotation through bench-scale, commissioning, and industrial tests. J. Clean. Prod. 2018, 171, 1039–1048. [Google Scholar] [CrossRef]
- Guo, Z.; Zhu, D.; Pan, J.; Wu, T.; Zhang, F. Improving beneficiation of copper and iron from copper slag by modifying the molten copper slag. Metals 2016, 6, 86. [Google Scholar] [CrossRef] [Green Version]
- Long, T.; Palacios, J.; Sanches, M. Recovery of molybdenum from copper slag. Tetsu Hagane-J. Iron Steel Inst. Jpn. 2012, 98, 48–54. [Google Scholar] [CrossRef] [Green Version]
- Banda, W.; Morgan, N.; Eksteen, J. The role of slag modifiers on the selective recovery of cobalt and copper from waste smelter slag. Miner. Eng. 2002, 15, 899–907. [Google Scholar] [CrossRef]
- Edwin, R.; Schepper, M.; Gruyaert, E.; De Belie, N. Effect of secondary copper slag as cementitious material in ultra-high performance mortar. Constr. Build. Mater. 2016, 119, 31–44. [Google Scholar] [CrossRef]
- Gyurov, S.; Kostova, Y.; Klitcheva, G.; Ilinkina, A. Thermal decomposition of pyrometallurgical copper slag by oxidation in synthetic air. Waster Manag. Res. 2011, 29, 157–164. [Google Scholar] [CrossRef]
- Cardona, N.; Coursol, P.; Vargas, J.; Parra, R. The physical chemistry of copper smelting slags and copper losses at the paipote smelter Part 2-Characterisation of industrial slags. Can. Metall. Q. 2011, 50, 330–340. [Google Scholar] [CrossRef]
- Sukhomlinov, D.; Avarmaa, K.; Virtanen, O.; Taskinen, P.; Jokilaakso, A. Slag-copper equilibria of selected trace elements in black-copper smelting. Part II. Trace element distributions. Miner. Process. Extr. Metall. Rev. 2020, 41, 171–177. [Google Scholar] [CrossRef]
- Thomas, J.; Thaickavil, N.; Abraham, M. Copper or ferrous slag as substitutes for fine aggregates in concrete. Adv. Concr. Constr. 2018, 6, 545–560. [Google Scholar]
- Guo, Z.; Zhu, D.; Pan, J.; Zhang, F.; Yang, C. Industrial tests to modify molten copper slag for improvement of copper recovery. JOM 2018, 70, 533–538. [Google Scholar] [CrossRef]
- Vaisburd, S.; Berner, A.; Brandon, D.; Kozhakhmetov, S.; Kenzhaliyev, E.; Zhalelev, R. Slags and mattes in Vanyukov’s process for the extraction of copper. Metall. Mater. Trans. B 2002, 33, 551–559. [Google Scholar] [CrossRef]
- Riveros Urzua, G. Estudio de Recuperación de Cu Y Mo Por Tratamiento Pirometalúrgico de Escorias. Ph.D. Thesis, The University of Chile, Santiago, Chile, 2013. [Google Scholar]
- Heo, J.H.; Kim, B.S.; Park, J.H. Effect of CaO addition on iron recovery from copper smelting slags by solid carbon. Metall. Mater. Trans. B 2013, 44, 1352–1363. [Google Scholar] [CrossRef]
- Gargul, K.; Boryczko, B.; Bukowska, A. Hydrometallurgical recovery of lead from direct-to-blister copper flash smelting slag. Arch. Civ. Mech. Eng. 2017, 17, 905–911. [Google Scholar] [CrossRef]
- Erdenebold, U.; Choi, H.; Wang, J. Recovery of pig iron from copper smelting slag by reduction smelting. Arch. Metall. Mater. 2018, 63, 1793–1798. [Google Scholar]
- Erdenebold, U.; Wang, J. Chemical and mineralogical analysis of reformed slag during iron recovery from copper slag in the reduction smelting. Arch. Metall. Mater. 2021, 66, 809–818. [Google Scholar]
- Wang, J.; Erdenebold, U. A study on reduction of copper smelting slag by carbon for recycling into metal values and cement raw material. Sustainability 2020, 12, 1421. [Google Scholar] [CrossRef] [Green Version]
- Yogeshwar, S.; Toshihiko, E. Criteria for water modeling of melt flow and inclusion remova in continuous casting tundishes. ISIJ Int. 1996, 36, 1166–1173. [Google Scholar]
- Zhang, B.; Niu, L.; Zhang, T.; Li, Z.; Zhang, D.; Zheng, C. Alternative reduction of copper matte in reduction process of copper slag. ISIJ Int. 2017, 57, 775–781. [Google Scholar] [CrossRef] [Green Version]
- Zhang, B.; Zhang, T.; Niu, L.; Liu, N.; Dou, Z.; Li, Z. Moderate dilution of copper slag by natural gas. JOM 2018, 70, 47–52. [Google Scholar] [CrossRef]
- Bale, C.; Belisle, E.; Chartrand, P.; Decteroy, S.; Eriksson, G.; Hack, K.; Jung, I.; Kang, Y.; Melancon, J.; Pelyon, A.; et al. FactSage thermochemical software and databases—recent developments. Calphad 2009, 32, 295–311. [Google Scholar] [CrossRef]
- Tan, P. Modeling and control of copper loss in smelting slag. JOM 2011, 63, 51–57. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | CaO | SiO2 | Al2O3 | MgO | TFe | MFe | FeO | S | Cu | Zn | Pb |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Wt.% | 3.03 | 35.30 | 6.52 | 1.68 | 37.23 | 1.60 | 40.22 | 1.17 | 0.73 | 1.71 | 0.12 |
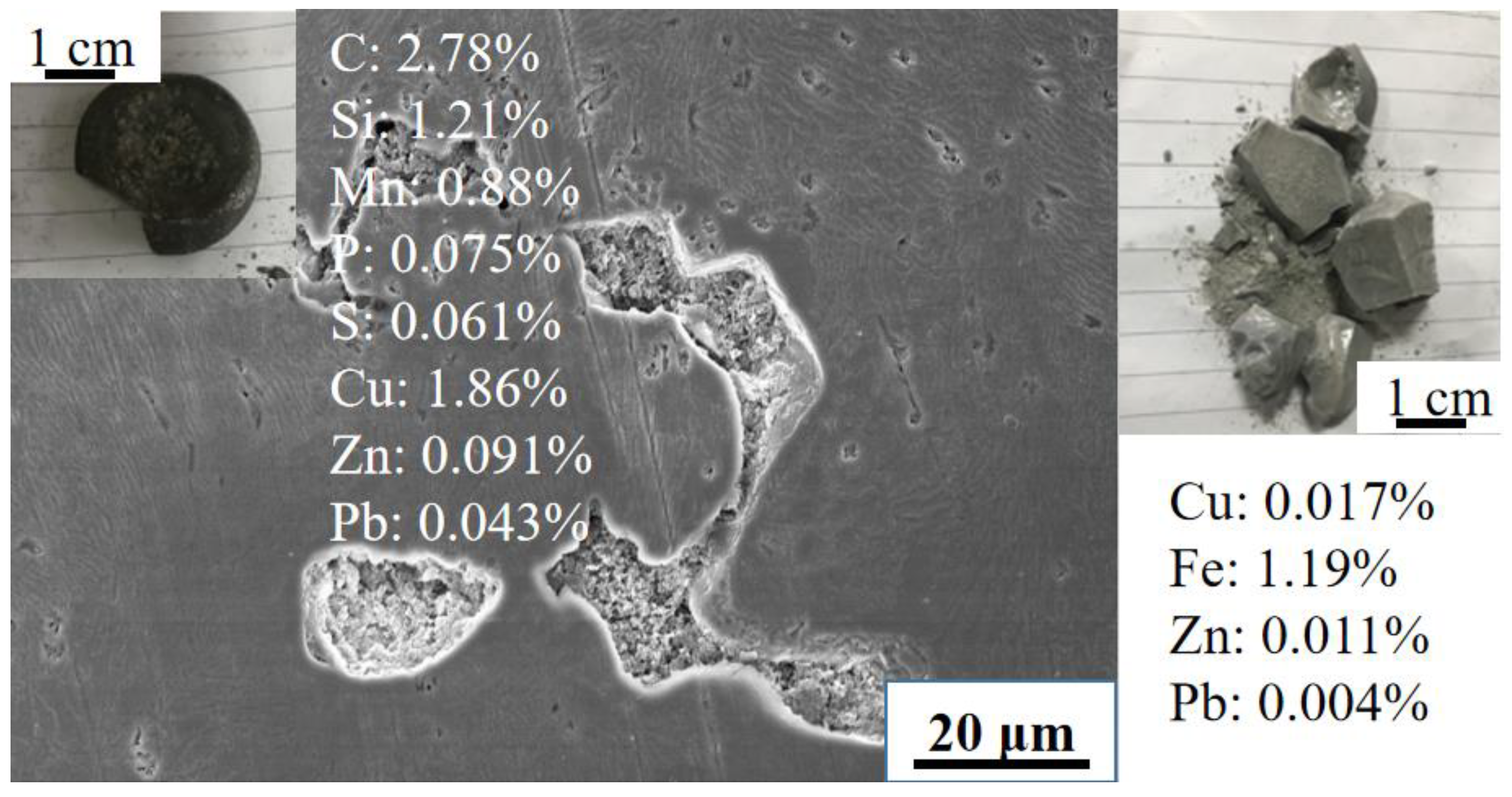
| Wt.% | CaO | SiO2 | Al2O3 | MgO | S (CaS,SiS2) | Cu (Cu2O) | Fe (FeO) | Zn (ZnO) | Pb (PbO) |
|---|---|---|---|---|---|---|---|---|---|
| Thermodynamic calculation | 49.00 | 39.08 | 7.54 | 1.94 | 1.21 | 0.021 | 0.026 | 2.29 × 10−4 | 5.55 × 10−6 |
| Experiment | 42.18 | 34.35 | 14.27 | 1.82 | 1.29 | 0.017 | 1.19 | 0.011 | 0.004 |
| Wt.% | C | Si | Mn | P | S | Cu | Fe | Zn | Pb |
|---|---|---|---|---|---|---|---|---|---|
| Thermodynamic calculation | 4.62 | 1.75 | - | - | 0.031 | 1.70 | 91.90 | - | 6.43 × 10−4 |
| Experiment | 2.78 | 1.21 | 0.88 | 0.075 | 0.061 | 1.86 | 91.66 | 0.091 | 0.043 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, B.; Zhang, T.; Dou, Z. A Thermodynamic and Experimental Assessment of the Recovery of Copper, Iron, Zinc, and Lead from Copper Slag. Minerals 2022, 12, 496. https://doi.org/10.3390/min12050496
Zhang B, Zhang T, Dou Z. A Thermodynamic and Experimental Assessment of the Recovery of Copper, Iron, Zinc, and Lead from Copper Slag. Minerals. 2022; 12(5):496. https://doi.org/10.3390/min12050496
Chicago/Turabian StyleZhang, Baojing, Tingan Zhang, and Zhihe Dou. 2022. "A Thermodynamic and Experimental Assessment of the Recovery of Copper, Iron, Zinc, and Lead from Copper Slag" Minerals 12, no. 5: 496. https://doi.org/10.3390/min12050496
APA StyleZhang, B., Zhang, T., & Dou, Z. (2022). A Thermodynamic and Experimental Assessment of the Recovery of Copper, Iron, Zinc, and Lead from Copper Slag. Minerals, 12(5), 496. https://doi.org/10.3390/min12050496