
Alkali Recovery of Bauxite Residue by Calcification

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
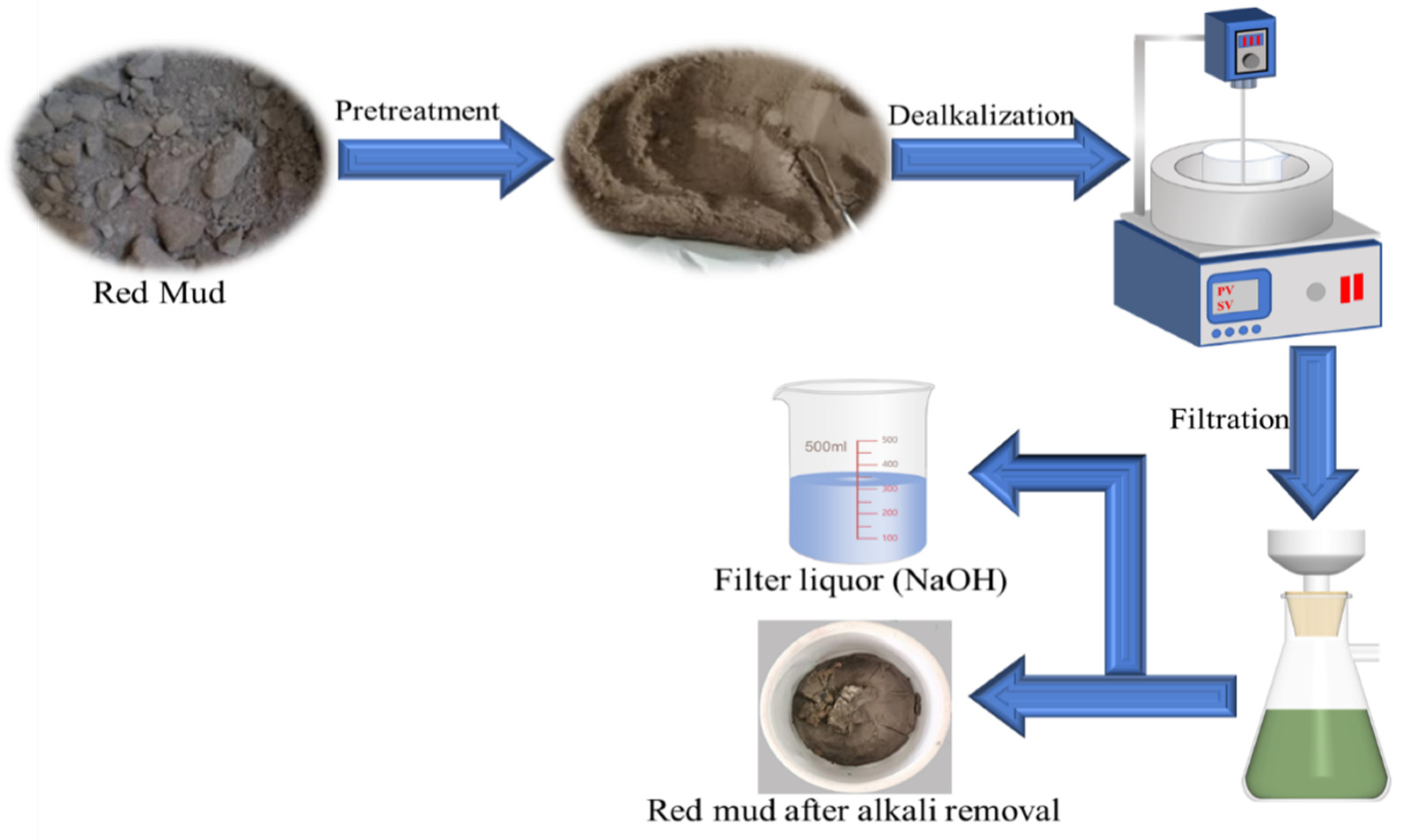
2.2. Methods
3. Results and Discussion
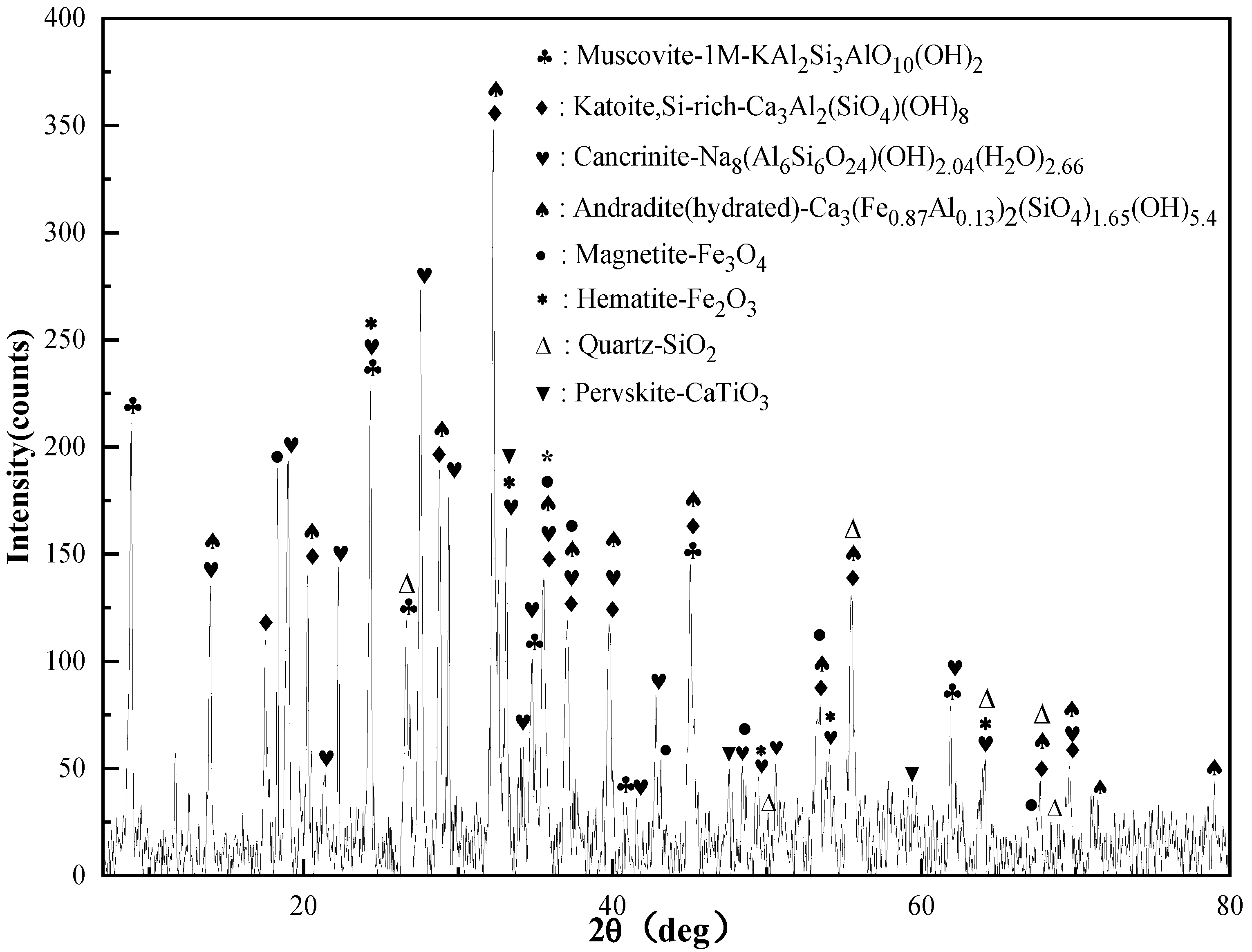
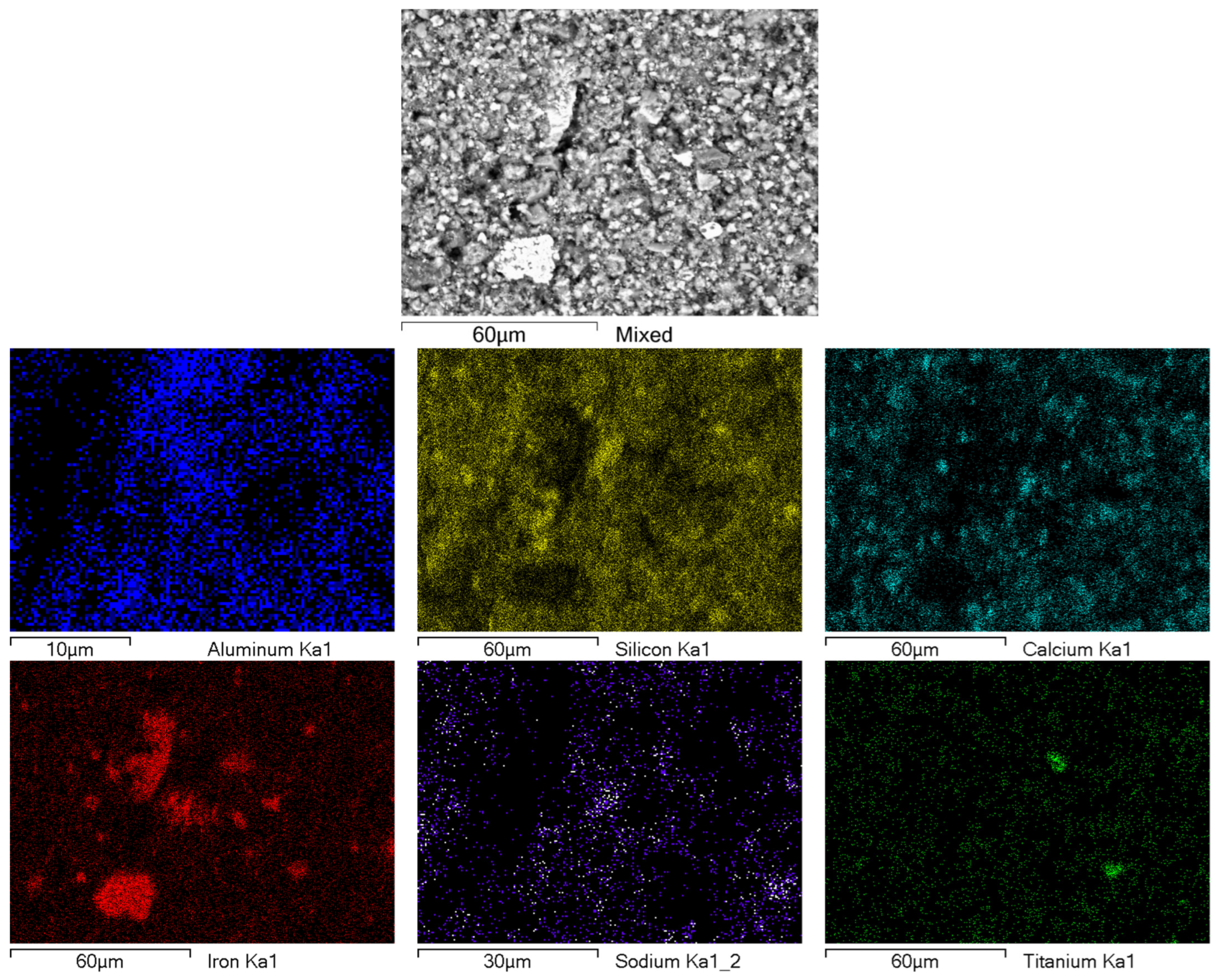
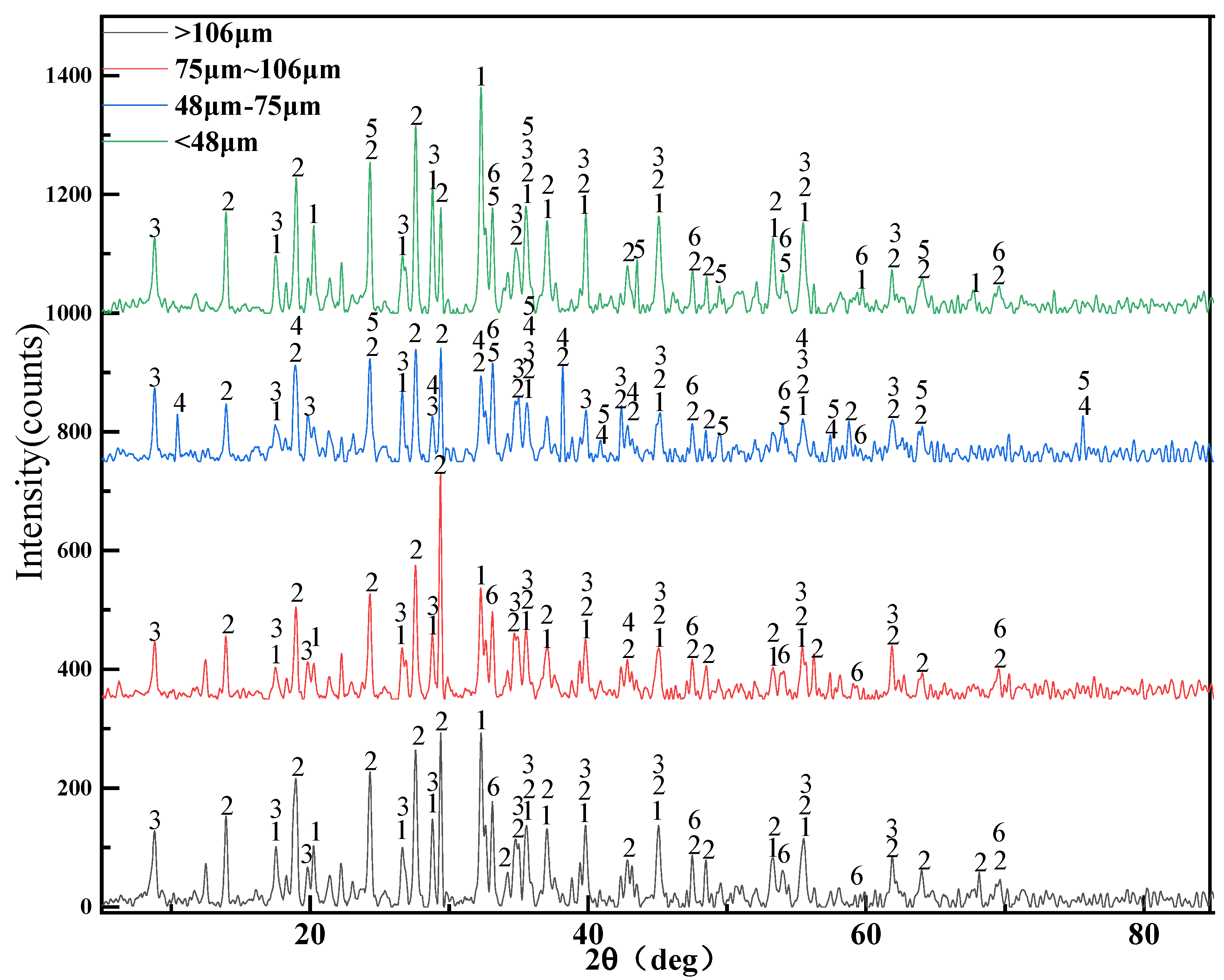
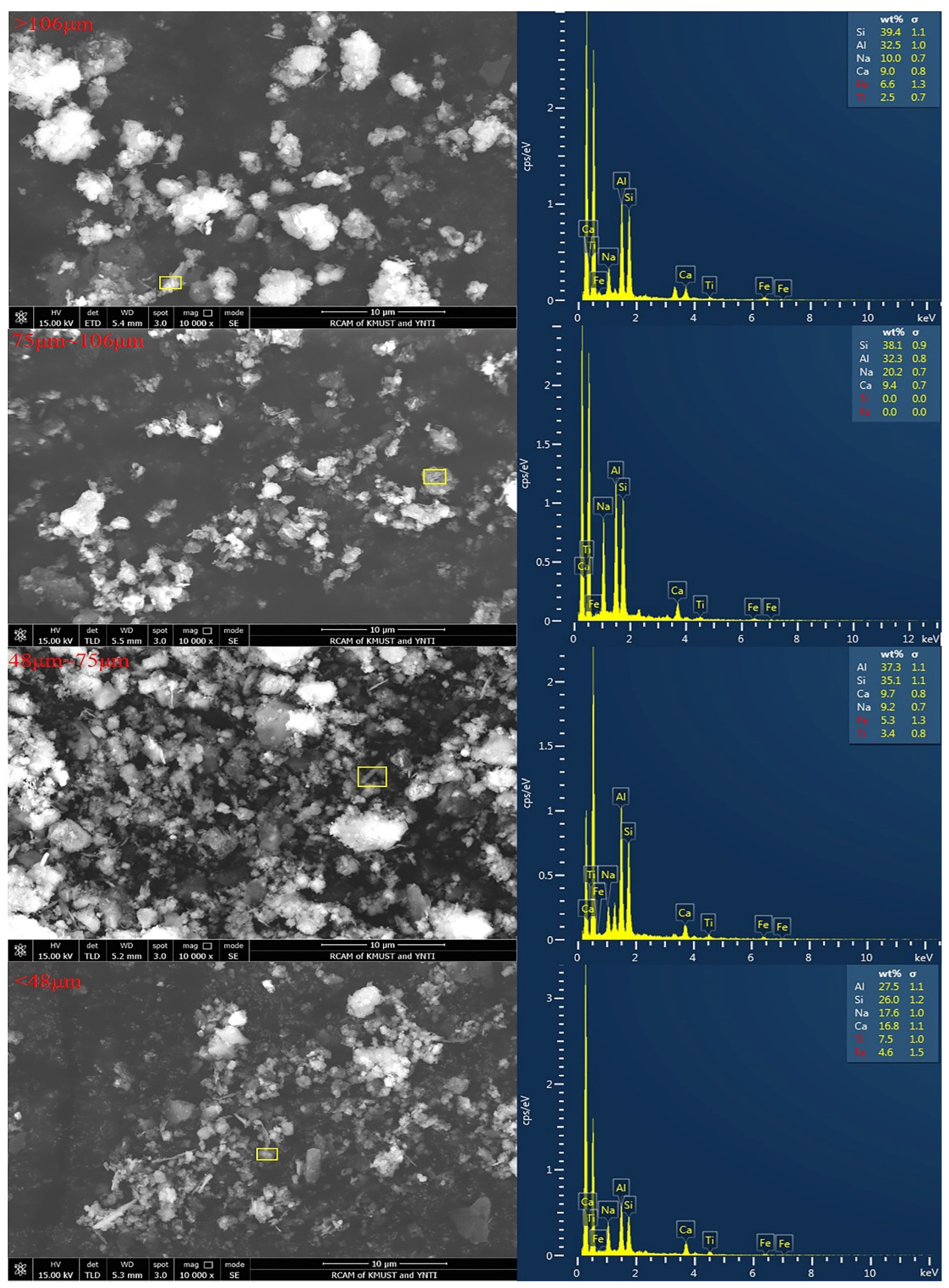
3.1. Analysis of Red Mud with Different Particle Sizes
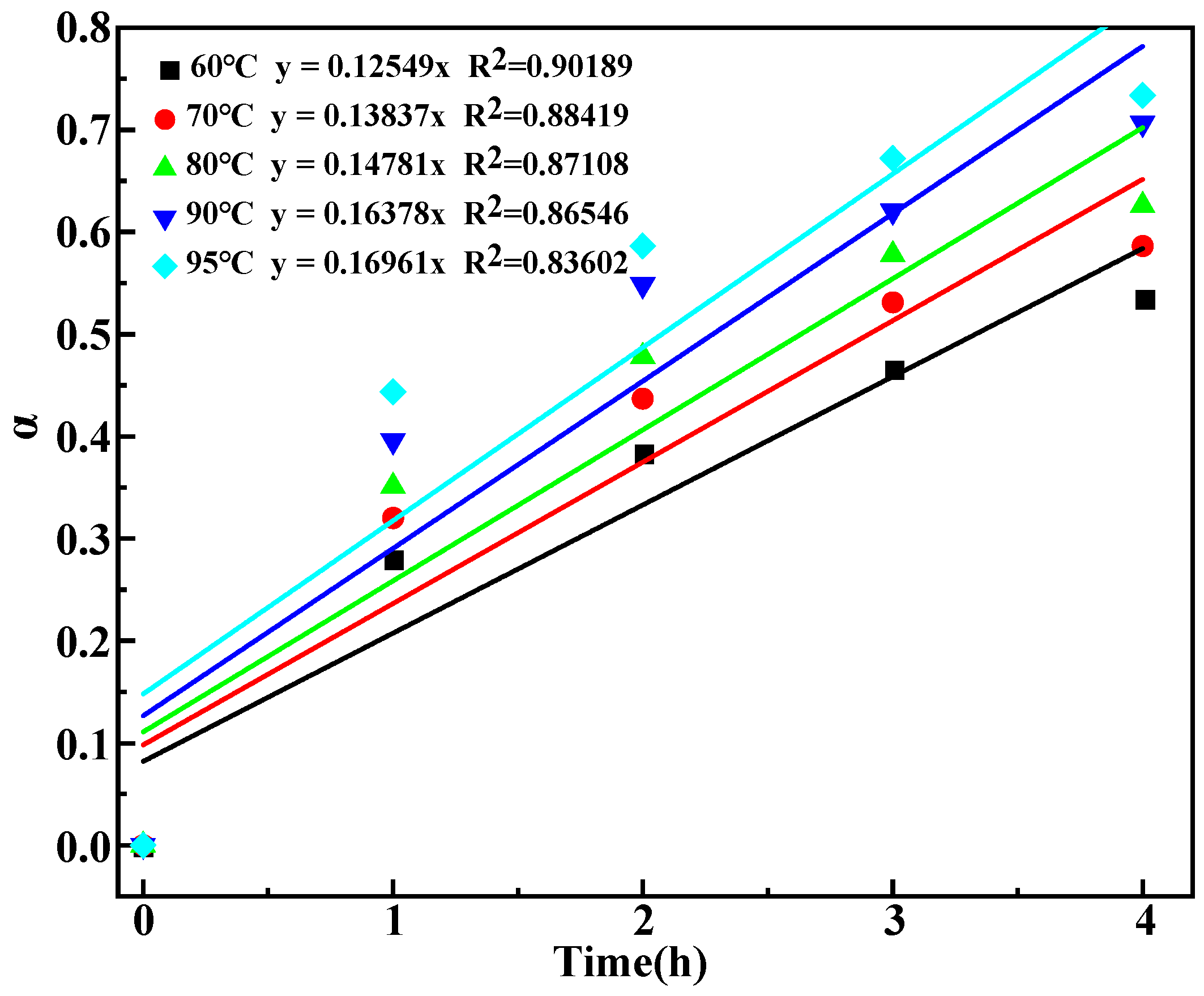
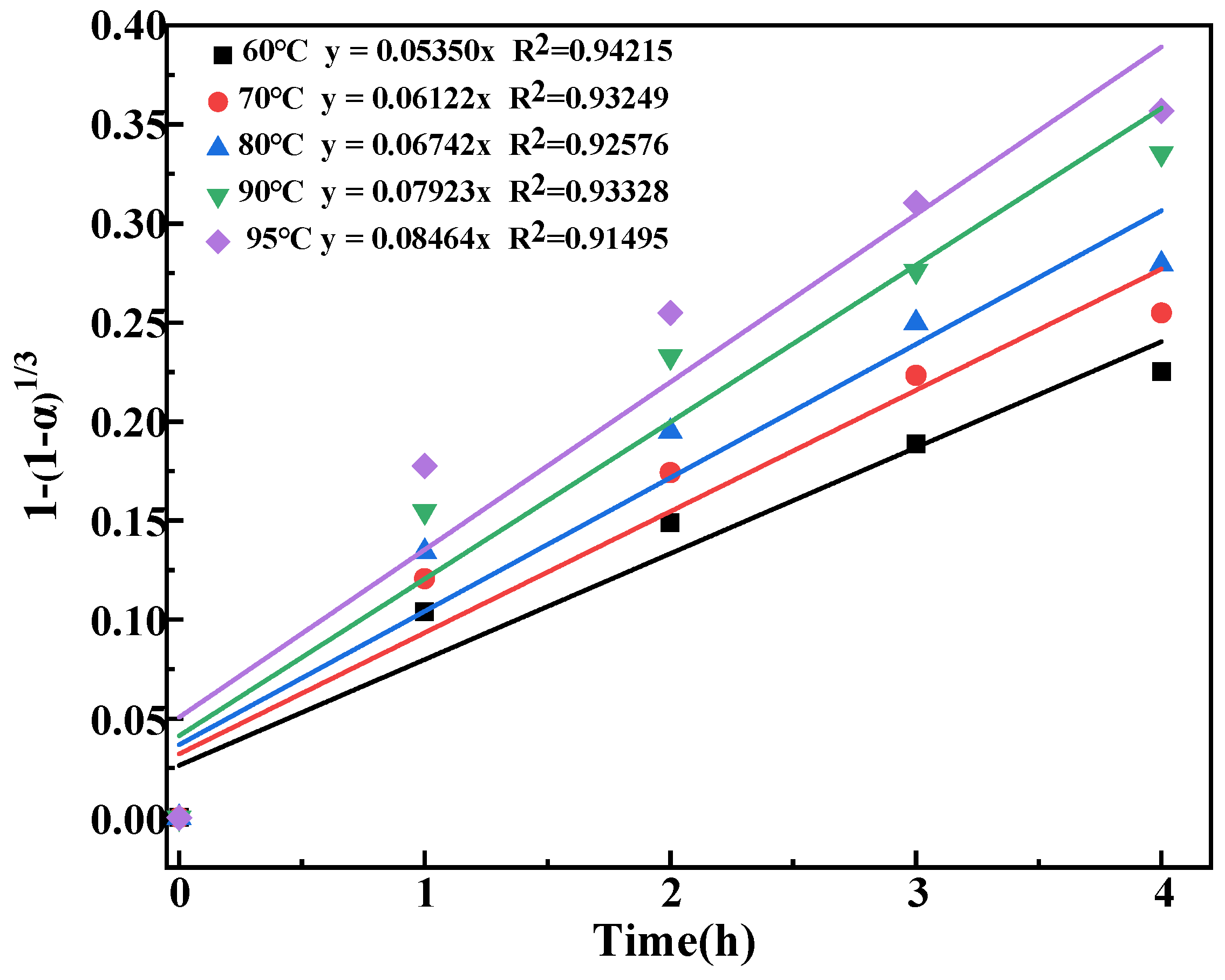
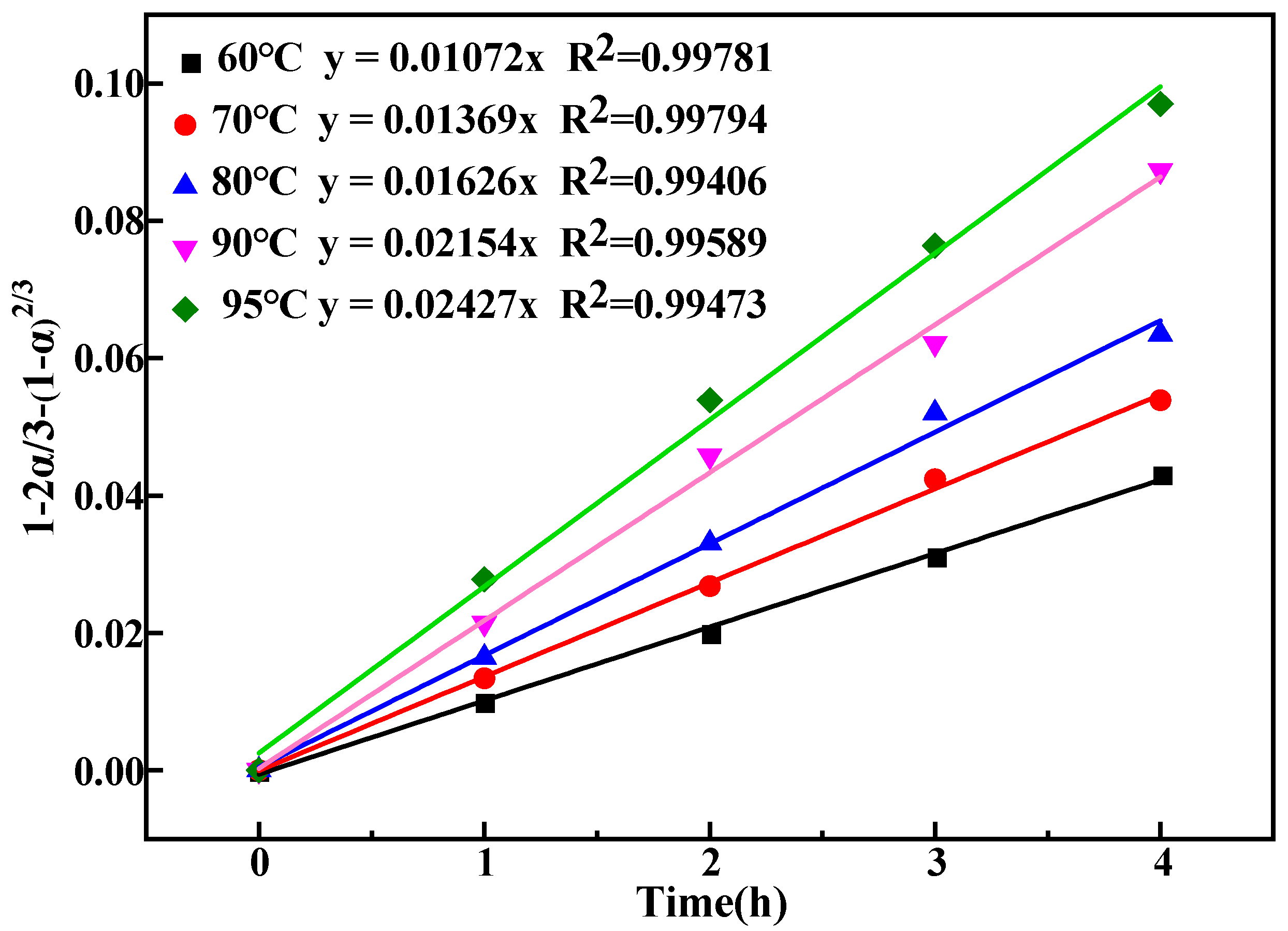
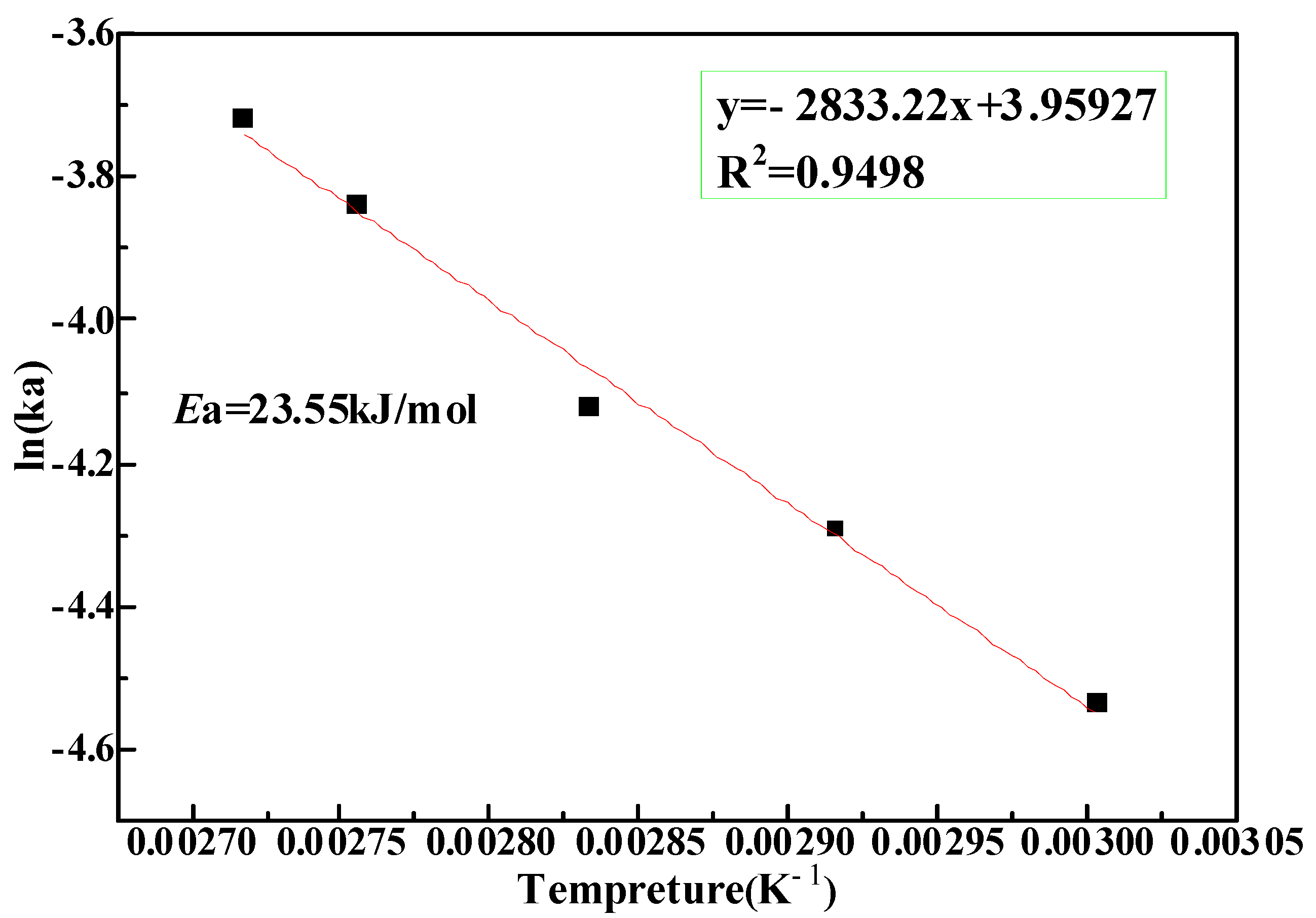
3.2. Kinetic Analysis of Dealkalization Reaction
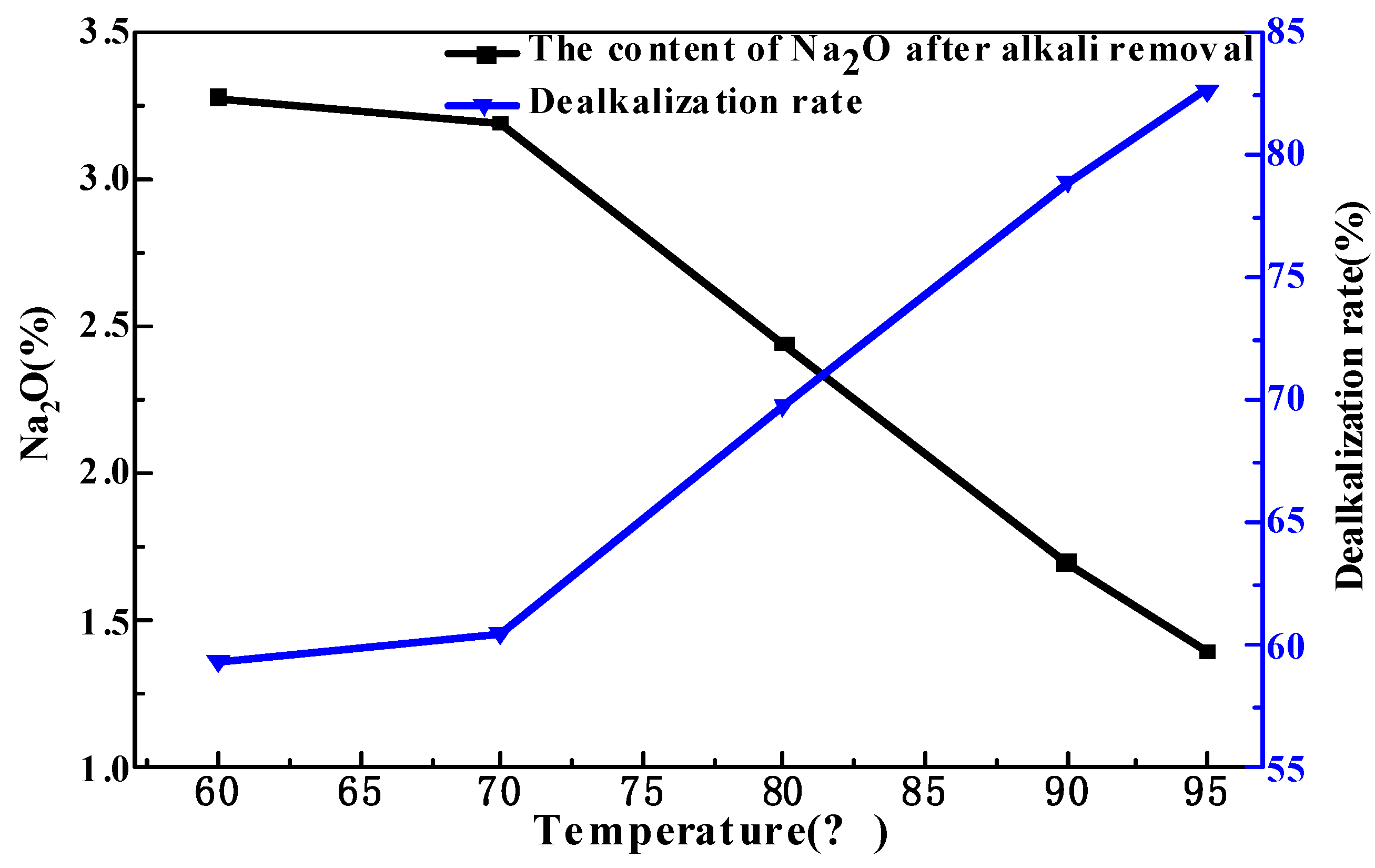
3.3. Effect of Reaction Temperature
3.4. Effect of Reaction Time
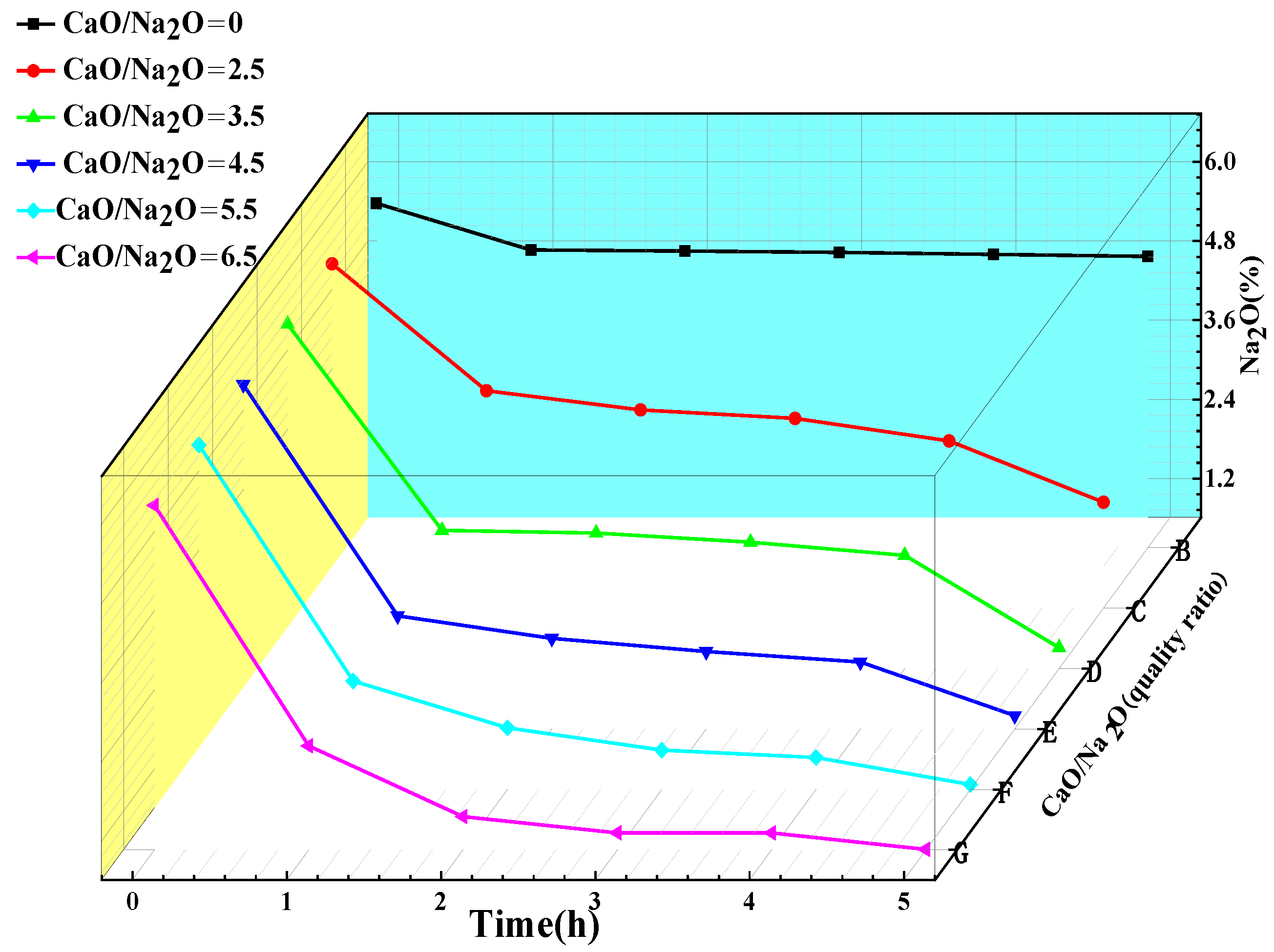
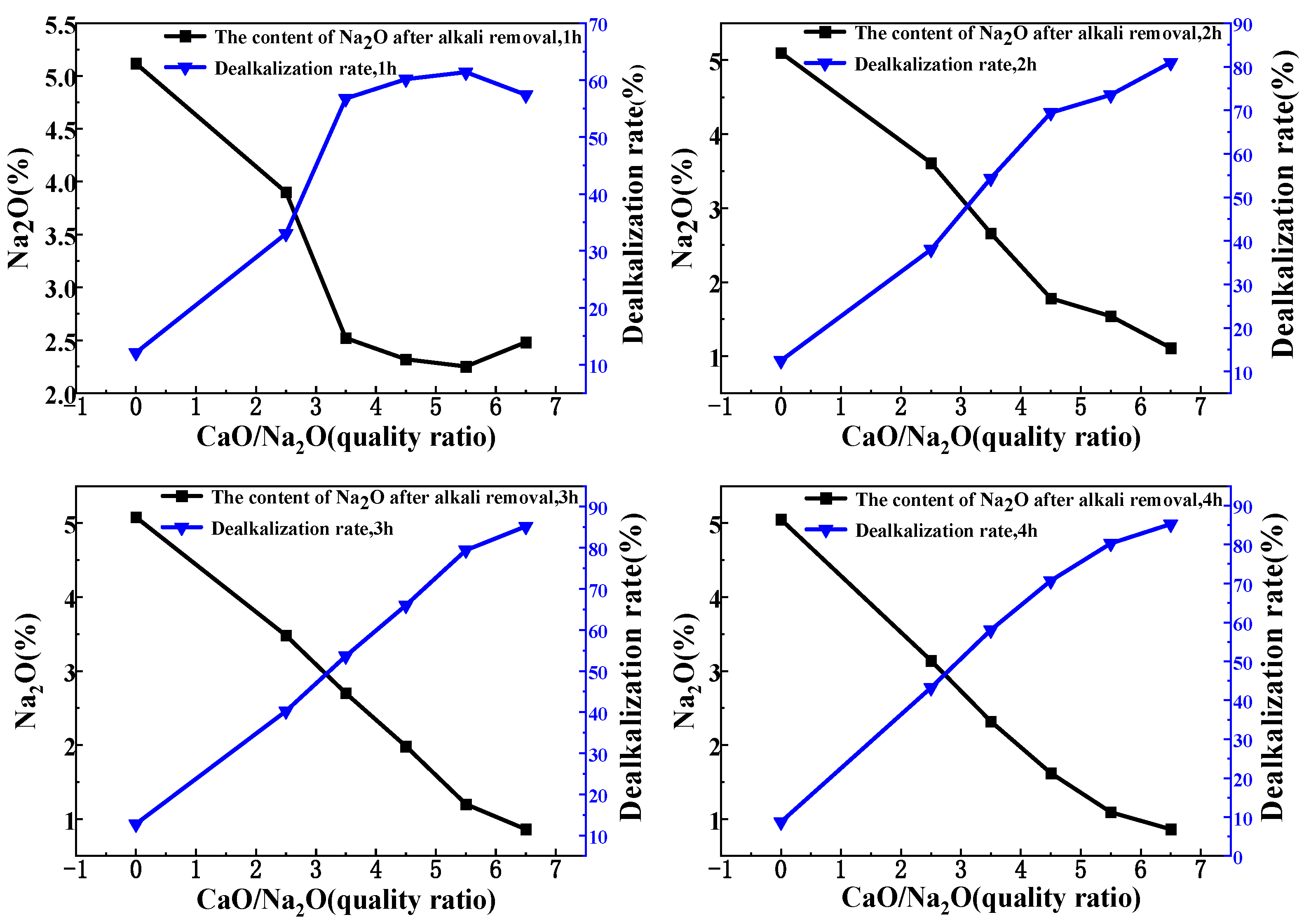
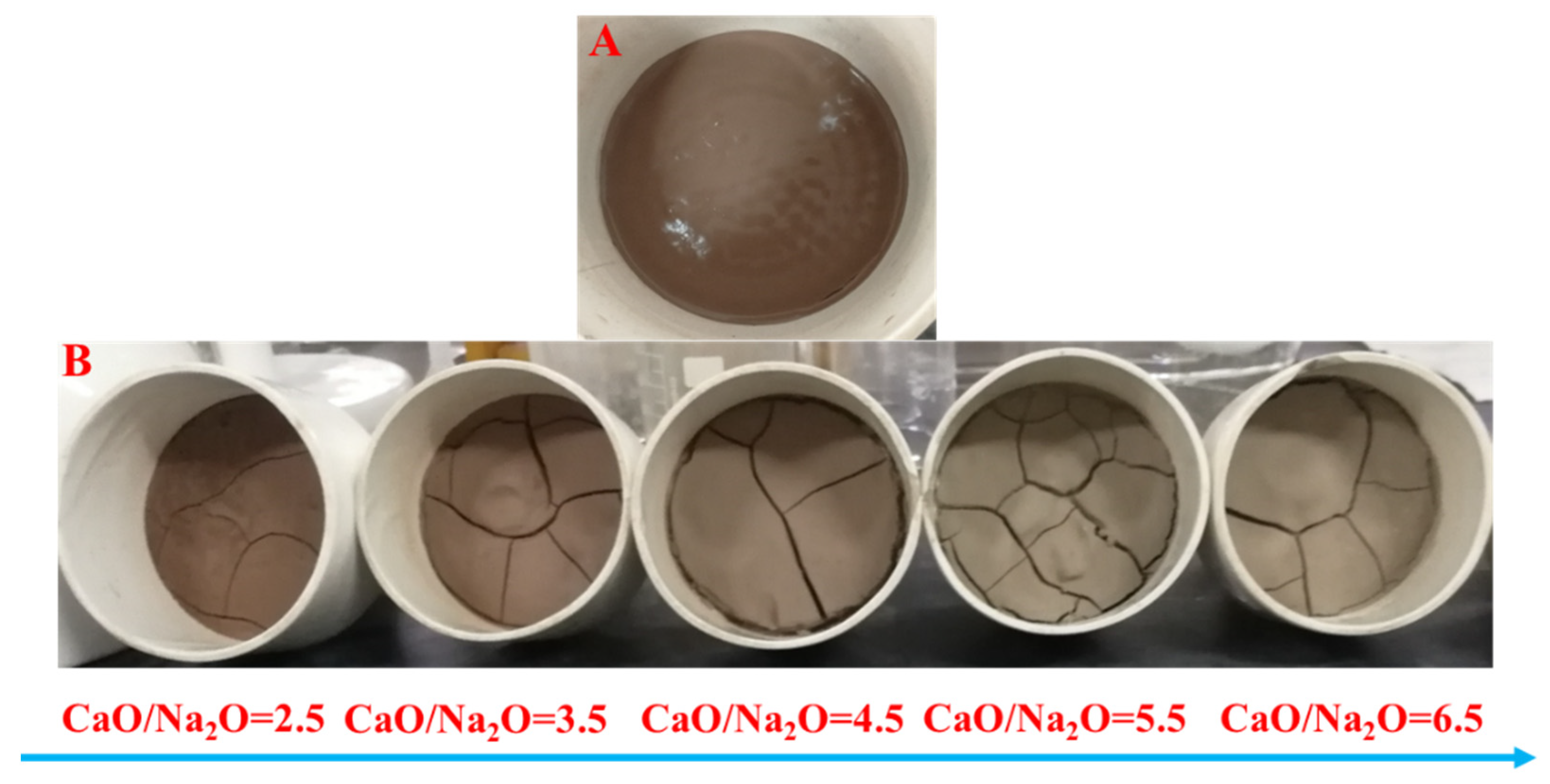
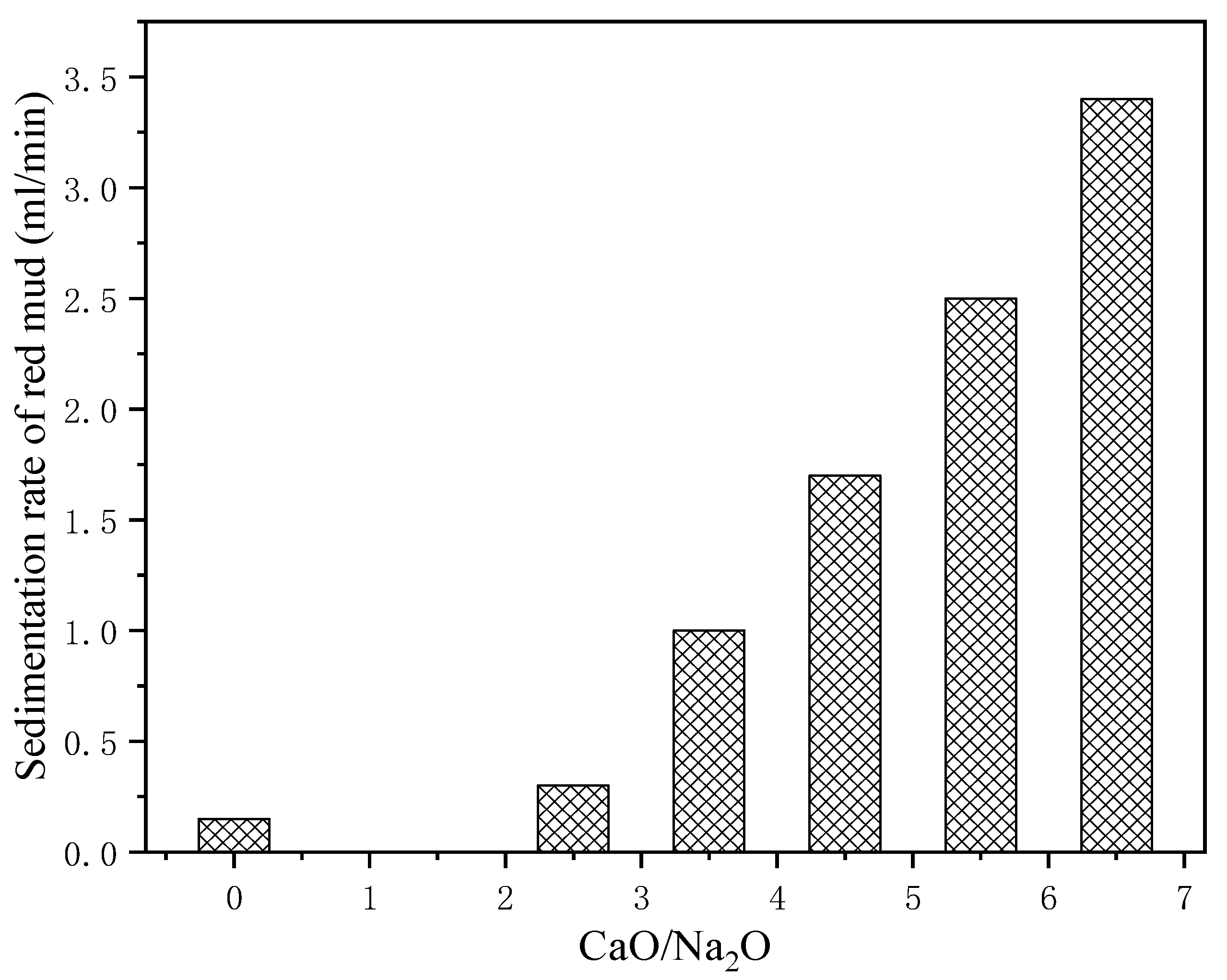
3.5. Effect of Calcium Oxide
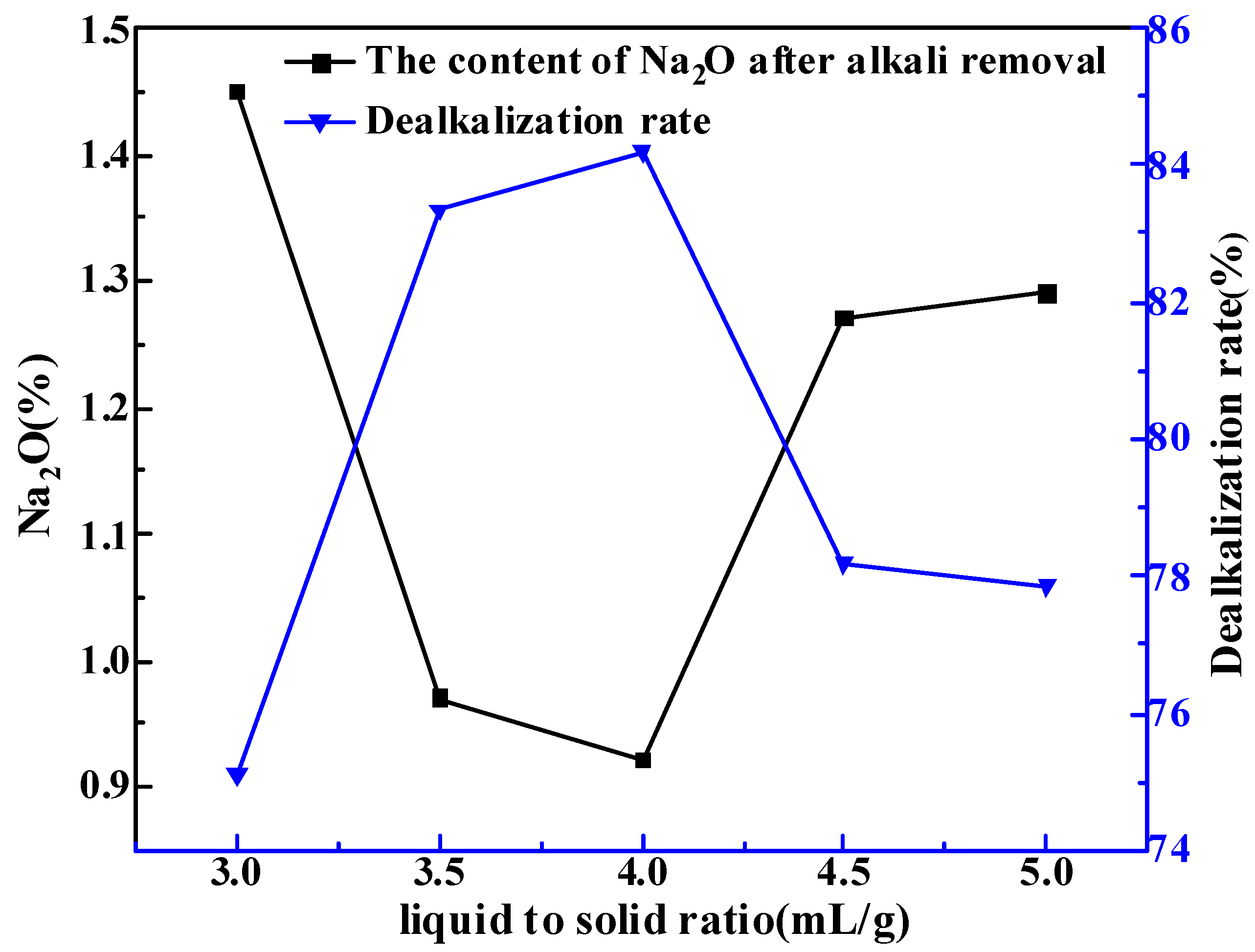
3.6. Effect of Liquid/Solid Ratio
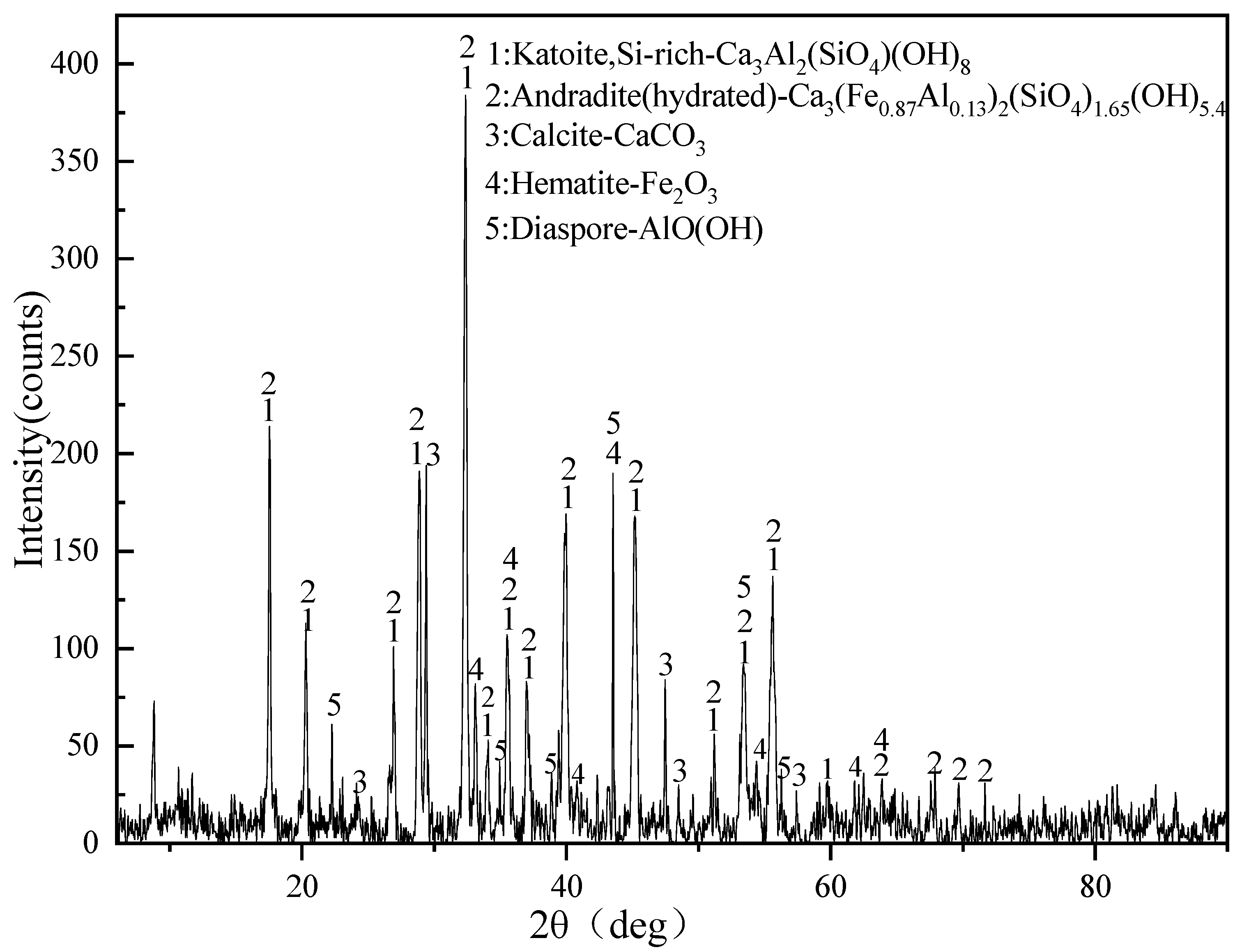
3.7. XRD Analysis of Red Mud after Dealkalization
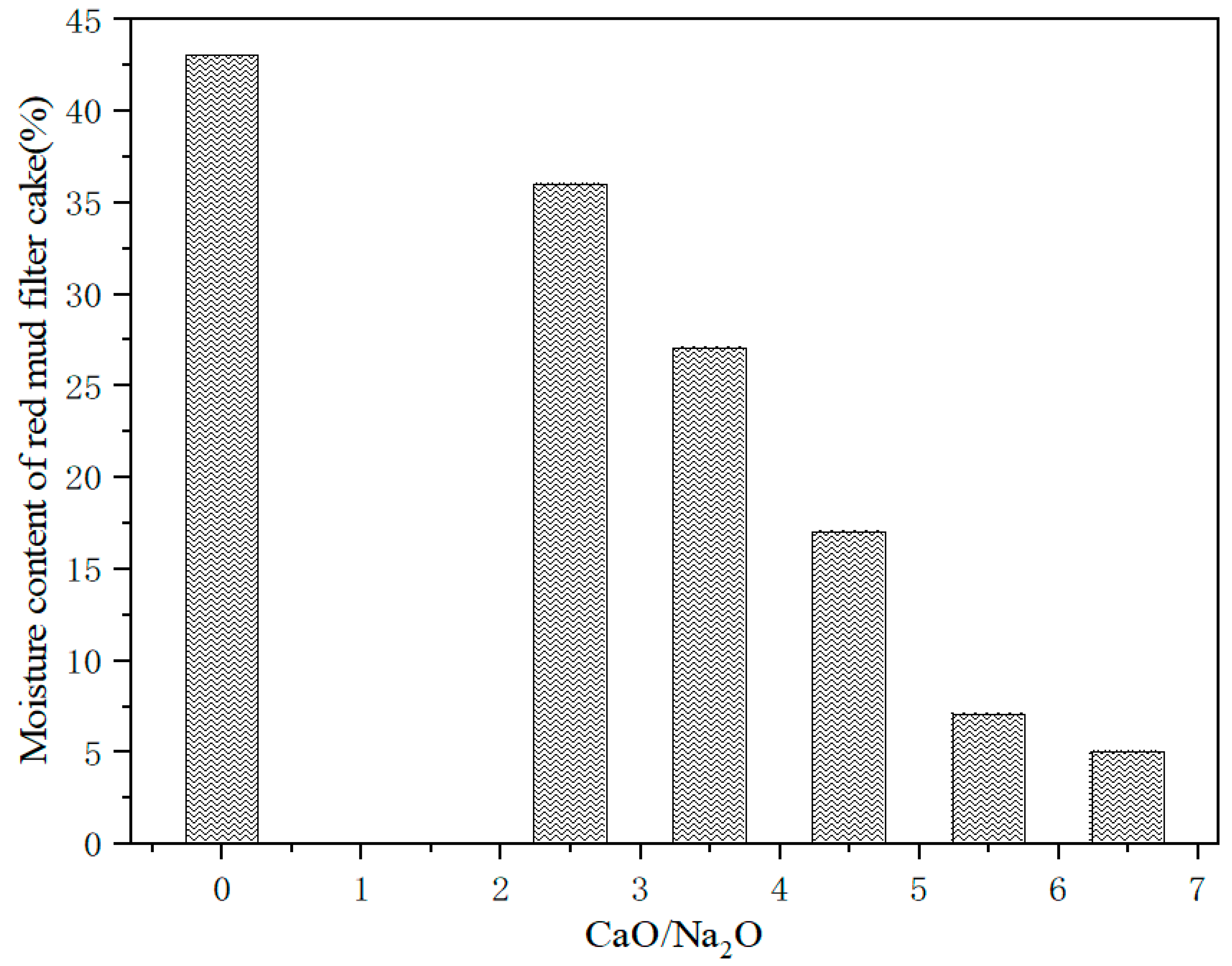
3.8. Filtration Performance of Dealkalized Red Mud
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Klauber, C.; Gräfe, M.; Power, G. Bauxite residue issues: II. options for residue utilization. Hydrometallurgy 2011, 108, 11–32. [Google Scholar] [CrossRef]
- Liu, Z.; Zong, Y.; Li, H.; Jia, D.; Zhao, Z. Selectively recovering scandium from high alkali Bayer red mud without impurities of iron, titanium and gallium. J. Rare Earths 2017, 35, 896–905. [Google Scholar] [CrossRef]
- Zhu, S.; Zhu, D.; Wang, X. Removal of fluorine from red mud (bauxite residue) by electrokinetics. Electrochim. Acta 2017, 242, 300–306. [Google Scholar] [CrossRef]
- Sahu, M.K.; Patel, R.K. Removal of safranin-O dye from aqueous solution using modified red mud: Kinetics and equilibrium studies. RSC Adv. 2015, 5, 78491–78501. [Google Scholar] [CrossRef]
- Hua, Y.; Heal, K.V.; Friesl-Hanl, W. The use of red mud as an immobiliser for metal/metalloid-contaminated soil: A review. J. Hazard. Mater. 2017, 325, 17–30. [Google Scholar] [CrossRef] [Green Version]
- Evans, K. The History, Challenges, and New Developments in the Management and Use of Bauxite Residue. J. Sustain. Met. 2016, 2, 316–331. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Naidu, R.; Ming, H. Red mud as an amendment for pollutants in solid and liquid phases. Geoderma 2011, 163, 1–12. [Google Scholar] [CrossRef]
- Power, G.; Gräfe, M.; Klauber, C. Bauxite residue issues: I. Current management, disposal and storage practices. Hydrometallurgy 2011, 108, 33–45. [Google Scholar] [CrossRef]
- Liu, Z.; Li, H.; Huang, M.; Jia, D.; Zhang, N. Effects of cooling method on removal of sodium from active roasting red mud based on water leaching. Hydrometallurgy 2017, 167, 92–100. [Google Scholar] [CrossRef]
- Ye, N.; Yang, J.; Liang, S.; Hu, Y.; Hu, J.; Xiao, B.; Huang, Q. Synthesis and strength optimization of one-part geopolymer based on red mud. Constr. Build. Mater. 2016, 111, 317–325. [Google Scholar] [CrossRef]
- Man, K.; Zhu, Q.; Li, L.; Liu, C.; Xing, Z. Preparation and performance of ceramic filter material by recovered silicon dioxide as major leached component from red mud. Ceram. Int. 2017, 43, 7565–7572. [Google Scholar] [CrossRef]
- Li, Y.; Li, W.; Xiao, Q.; Song, S.; Naidu, R. Acid mine drainage remediation strategies: A review on migration and source controls. Miner. Met. Process. 2018, 35, 148–158. [Google Scholar] [CrossRef]
- Jones, B.; Haynes, R.; Phillips, I. Addition of an organic amendment and/or residue mud to bauxite residue sand in order to improve its properties as a growth medium. J. Environ. Manag. 2012, 95, 29–38. [Google Scholar] [CrossRef] [PubMed]
- Mayes, W.; Burke, I.; Gomes, H.; Anton, Á.; Molnár, M.; Feigl, V.; Ujaczki, É. Advances in understanding environmental risks of red mud after the ajka spill, hungary. J. Sustain. Metall. 2016, 2, 332–343. [Google Scholar] [CrossRef] [Green Version]
- Luo, M.; Qi, X.; Zhang, Y.; Ren, Y.; Tong, J.; Chen, Z.; Hou, Y.; Yeerkebai, N.; Wang, H.; Feng, S.; et al. Study on dealkalization and settling performance of red mud. Environ. Sci. Pollut. Res. 2016, 24, 1794–1802. [Google Scholar] [CrossRef]
- Akinci, A.; Artir, R. Characterization of trace elements and radionuclides and their risk assessment in red mud. Mater. Charact. 2008, 59, 417–421. [Google Scholar] [CrossRef]
- Gu, H.; Wang, N.; Liu, S. Characterization of Bayer red mud from Guizhou, China. Min. Met. Explor. 2012, 29, 169–171. [Google Scholar] [CrossRef]
- Liu, R.-X.; Poon, C.S. Utilization of red mud derived from bauxite in self-compacting concrete. J. Clean. Prod. 2016, 112, 384–391. [Google Scholar] [CrossRef]
- Ujaczki, É.; Zimmermann, Y.; Gasser, C.; Molnár, M.; Feigl, V.; Lenz, M.; Zimmermann, Y.; Gasser, C. Red mud as secondary source for critical raw materials–purification of rare earth elements by liquid/liquid extraction. J. Chem. Technol. Biotechnol. 2017, 92, 2683–2690. [Google Scholar] [CrossRef]
- Nan, X.L.; Zhang, T.A.; Wu, Y.Q.; Dou, Z.H. A study on absorption of low-concentration SO2 by Bayer red mud. J. Northeast. Univ. 2010, 31, 986–989. [Google Scholar]
- Ghosh, I.; Guha, S.; Balasubramaniam, R.; Kumar, A.R. Leaching of metals from fresh and sintered red mud. J. Hazard. Mater. 2011, 185, 662–668. [Google Scholar] [CrossRef] [PubMed]
- De Michelis, I.; Ferella, F.; Varelli, E.F.; Vegliò, F. Treatment of exhaust fluorescent lamps to recover yttrium: Experimental and process analyses. Waste Manag. 2011, 31, 2559–2568. [Google Scholar] [CrossRef] [PubMed]
- Liang, G.; Chen, W.; Nguyen, A.V.; Nguyen, T.A.H. Red mud carbonation using carbon dioxide: Effects of carbonate and calcium ions on goethite surface properties and settling. J. Colloid Interface Sci. 2018, 517, 230–238. [Google Scholar] [CrossRef] [PubMed]
- Tsakiridis, P.; Oustadakis, P.; Katsiapi, A.; Perraki, M.; Agatzini, L.S. Synthesis of TiO2 snano-powders prepared from purified sulphate leach liquor of red mud. J. Hazard. Mater. 2011, 194, 42–47. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Xiao, W.; Liu, W.; Liu, G.-H.; Peng, Z.-H.; Zhou, Q.; Qi, T.-G. Recovery of alumina and ferric oxide from Bayer red mud rich in iron by reduction sintering. Trans. Nonferrous Met. Soc. China 2009, 19, 1342–1347. [Google Scholar] [CrossRef]
- Tam, P.W.Y.; Panias, D.; Vassiliadou, V. Sintering Optimisation and Recovery of Aluminum and Sodium from Greek Bauxite Residue. Minerals 2019, 9, 571. [Google Scholar] [CrossRef] [Green Version]
- Li, X.-B.; Wang, Y.-L.; Zhou, Q.-S.; Qi, T.-G.; Liu, G.-H.; Peng, Z.-H.; Wang, H.-Y. Transformation of hematite in diasporic bauxite during reductive Bayer digestion and recovery of iron. Trans. Nonferrous Met. Soc. China 2017, 27, 2715–2726. [Google Scholar] [CrossRef]
- Chaikin, L.; Shoppert, A.; Valeev, D.; Loginova, I.; Napol’Skikh, J. Concentration of Rare Earth Elements (Sc, Y, La, Ce, Nd, Sm) in Bauxite Residue (Red Mud) Obtained by Water and Alkali Leaching of Bauxite Sintering Dust. Minerals 2020, 10, 500. [Google Scholar] [CrossRef]
- Zhou, R.; Liu, X.; Luo, L.; Zhou, Y.; Wei, J.; Chen, A.; Tang, L.; Wu, H.; Deng, Y.; Zhang, F.; et al. Remediation of Cu, Pb, Zn and Cd-contaminated agricultural soil using a combined red mud and compost amendment. Int. Biodeterior. Biodegrad. 2017, 118, 73–81. [Google Scholar] [CrossRef]
- Vafeias, M.; Bempelou, A.; Georgala, E.; Davris, P.; Balomenos, E.; Panias, D. Leaching of Ca-Rich Slags Produced from Reductive Smelting of Bauxite Residue with Na2CO3 Solutions for Alumina Extraction: Lab and Pilot Scale Experiments. Minerals 2021, 11, 896. [Google Scholar] [CrossRef]
- Xue, S.; Kong, X.; Zhu, F.; Hartley, W.; Li, X.; Li, Y. Proposal for management and alkalinity transformation of bauxite residue in China. Environ. Sci. Pollut. Res. 2016, 23, 12822–12834. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Zhu, X.B. Dealkalization of red mud with oxalic acid. Bull. Ceram. Soc. 2016, 35, 1283–1286. [Google Scholar]
- Zhang, L.G.; Wang, G.Z.; Duan, L.C. Preliminary dealkalization of red mud by washing process. Inorg. Chem. 2011, 43, 57–58. [Google Scholar]
- Zhu, X.; Li, W.; Guan, X. An active dealkalization of red mud with roasting and water leaching. J. Hazard. Mater. 2015, 286, 85–91. [Google Scholar] [CrossRef]
- Zhang, G.L.; Li, S.C.; Zhang, X.Y.; Wang, Z.K. Comparision study on different de-alkalization process of red mud by bayer process. Inorg. Chem. Ind. 2012, 44, 40–42. [Google Scholar]
- Zhu, X.F.; Zhang, T.A.; Wang, Y.X.; Lv, G.Z.; Zhang, W.G. Recovery of alkali and alumina from Bayer red mud by the calci-fication–carbonation method. Int. J. Min. Met. Mater. 2016, 23, 257–268. [Google Scholar] [CrossRef]
- Zhang, R.; Zheng, S.L.; Ma, S.H.; Zhang, Y. Recovery of alumina and alkali in Bayer red mud by the formation of andra-dite-grossular hydrogarnet in hydrothermal process. J. Hazard. Mater. 2011, 189, 827–835. [Google Scholar] [CrossRef]
- Yu, Z.L.; Shi, Z.X.; Chen, Y.M.; Niu, Y.J.; Wang, Y.X.; Wan, P.Y. Red-mud treatment using oxalic acid by UV irradiation as-sistance. Trans. Nonferr. Met. Soc. 2012, 22, 456–460. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, Y.; Liu, J.; Hu, P.; Meng, K.; Lv, F.; Tong, W.; Chu, P.K. Dealkalization of Red Mud by Carbide Slag and Flue Gas. CLEAN–Soil Air Water 2017, 46, 1700634. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, Y.; Lv, F.; An, Q.; Lu, R.; Hu, P.; Jiang, S. Removal of alkali in the red mud by SO2 and simulated flue gas under mild conditions. Environ. Prog. Sustain. Energy 2014, 34, 81–87. [Google Scholar] [CrossRef]
- Zhou, B.; Cao, S.; Chen, F.; Zhang, F.; Zhang, Y. Recovery of Alkali from Bayer Red Mud Using CaO and/or MgO. Minerals 2019, 9, 269. [Google Scholar] [CrossRef] [Green Version]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al2O3 | SiO2 | CaO | Fe2O3 | Na2O | TiO2 | Others |
|---|---|---|---|---|---|---|---|
| Content (%) | 27.36 | 23.21 | 14.90 | 11.08 | 8.63 | 6.25 | 8.57 |
| Particle Size | >106 μm | 75–106 μm | 48–75 μm | <48 μm |
|---|---|---|---|---|
| Content (%) | 3.90 | 3.50 | 3.28 | 8.07 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, W.; Ma, W.; Li, P.; Liu, Z.; Yan, H. Alkali Recovery of Bauxite Residue by Calcification. Minerals 2022, 12, 636. https://doi.org/10.3390/min12050636
Yang W, Ma W, Li P, Liu Z, Yan H. Alkali Recovery of Bauxite Residue by Calcification. Minerals. 2022; 12(5):636. https://doi.org/10.3390/min12050636
Chicago/Turabian StyleYang, Wanzhang, Wenhui Ma, Pengfei Li, Zhanwei Liu, and Hengwei Yan. 2022. "Alkali Recovery of Bauxite Residue by Calcification" Minerals 12, no. 5: 636. https://doi.org/10.3390/min12050636
APA StyleYang, W., Ma, W., Li, P., Liu, Z., & Yan, H. (2022). Alkali Recovery of Bauxite Residue by Calcification. Minerals, 12(5), 636. https://doi.org/10.3390/min12050636