
Selective Ozone-Assisted Acid Leaching of Copper from Copper Smelter Slag by Using Isopropanol as a Solvent


Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material
2.2. Reagents
2.3. Leaching Procedure
2.4. Electrodeposition of Copper
2.5. Analytical Techniques
3. Results and Discussion
3.1. Characterization of Initial Copper Slag
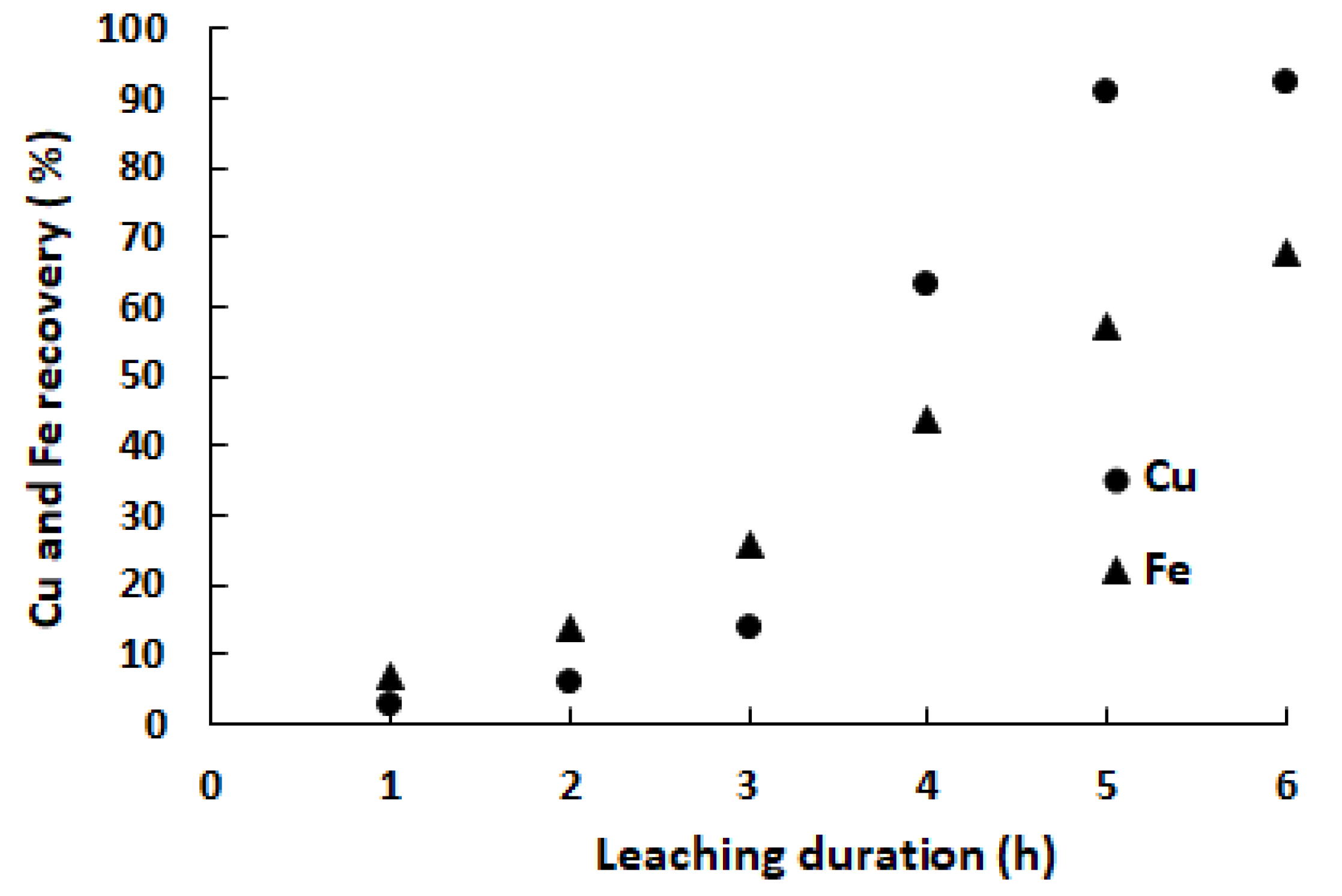
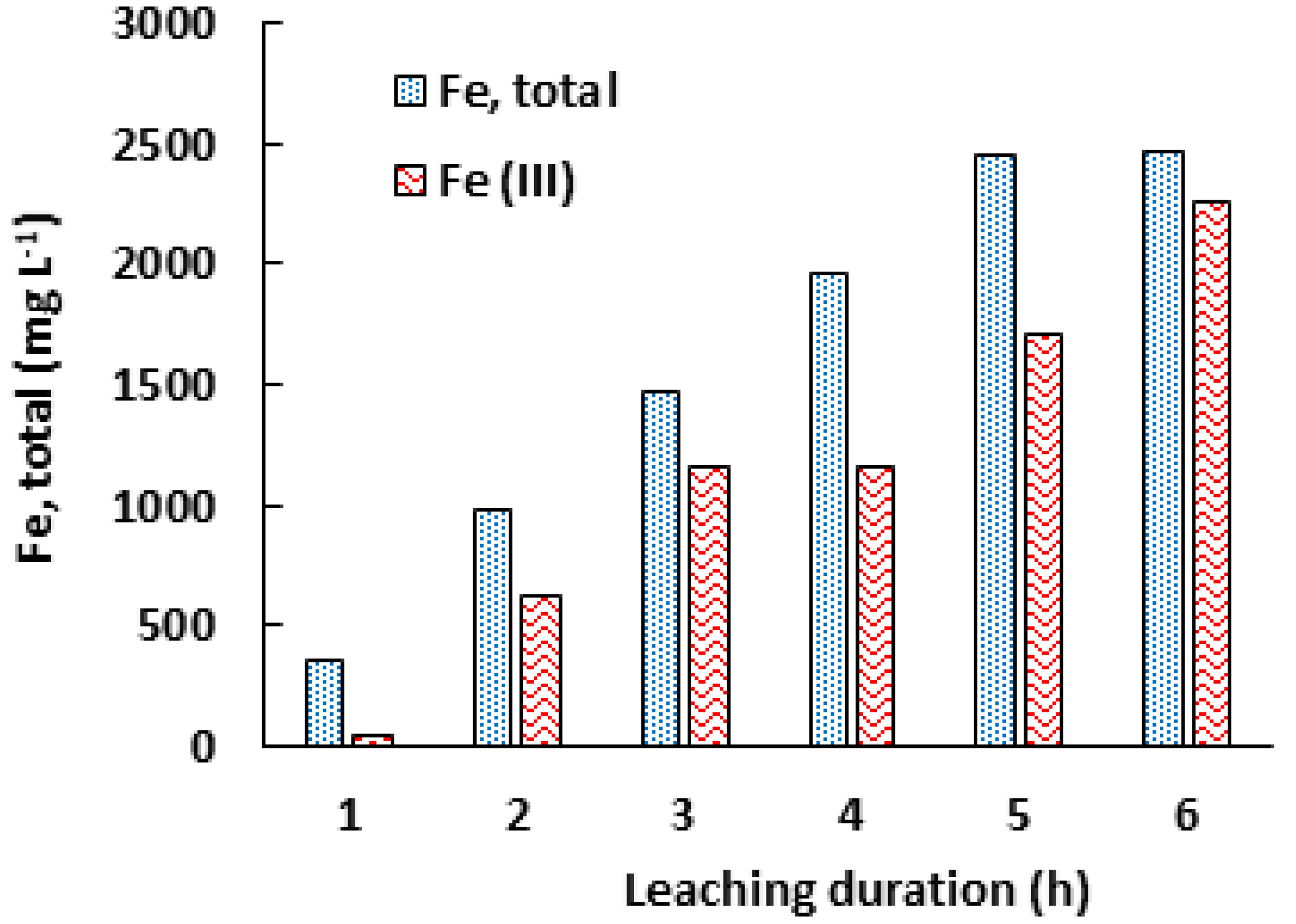
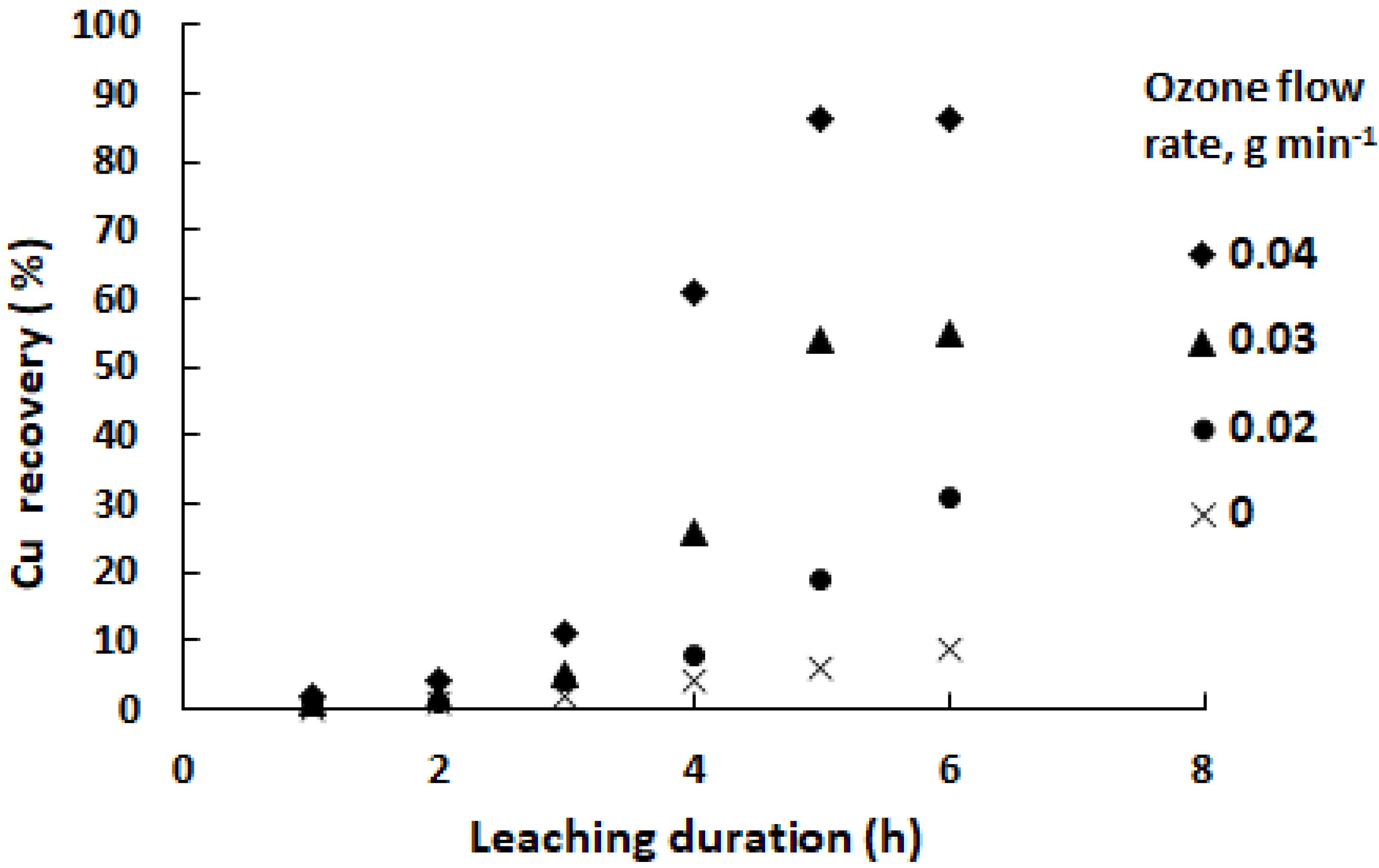
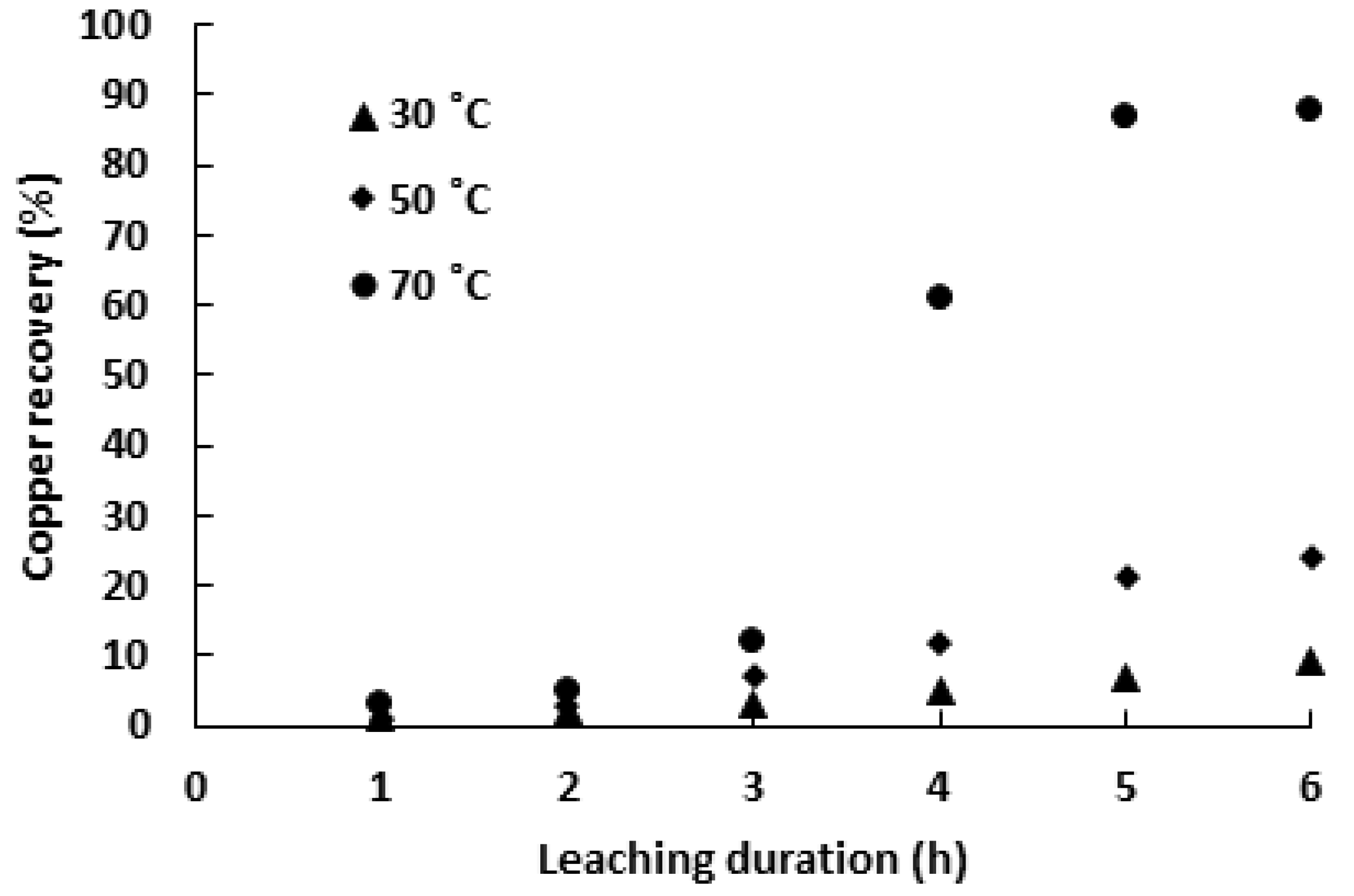
3.2. Leaching Experiments
3.3. Kinetic Study
3.4. Electrochemical Deposition of Copper
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Phiri, T.C.; Singh, P.; Nikoloski, A.N. The potential for copper slag waste as a resource for a circular economy: A review–Part II. Miner. Eng. 2021, 172, 107150. [Google Scholar] [CrossRef]
- Gorai, B.; Jana, R.K. Characteristics and utilisation of copper slag—A review. Resour. Conserv. Recycl. 2003, 39, 299–313. [Google Scholar] [CrossRef]
- Piatak, N.M.; Parsons, M.B.; Seal II, R.R. Characteristics and environmental aspects of slag: A review. Appl. Geochem. 2015, 57, 236–266. [Google Scholar] [CrossRef]
- Alter, H. The composition and environmental hazard of copper slags in the context of the Basel Convention. Resour. Conserv. Recycl. 2005, 43, 353–360. [Google Scholar] [CrossRef]
- Parsons, M.B.; Bird, D.K.; Einaudi, M.T.; Alpers, C.N. Geochemical and mineralogical controls on trace element release from the Penn Mine base-metal slag dump, California. Appl. Geochem. 2001, 16, 1567–1593. [Google Scholar] [CrossRef]
- Potysz, A.; Pędziwiatr, A.; Hedwig, S.; Lenz, M. Bioleaching and toxicity of metallurgical wastes. J. Environ. Chem. Eng. 2020, 8, 104450. [Google Scholar] [CrossRef]
- Li, Z.; Ma, G.; Zhang, X.; Li, J. Characteristics and chemical speciation of waste copper slag. Environ. Sci. Pollut. Res. 2021, 28, 20012–20022. [Google Scholar]
- Schlesinger, M.E.; Sole, K.C.; Davenport, W.G.; Alvear, G.R. Extractive Metallurgy of Copper; Elsevier: Amsterdam, The Netherlands, 2021. [Google Scholar]
- Banza, A.N.; Gock, E.; Kongolo, K. Base metals recovery from copper smelter slag by oxidising leaching and solvent extraction. Hydrometallurgy 2002, 67, 63–69. [Google Scholar] [CrossRef]
- Yang, Z.; Rui-Lin, M.; Wang-Dong, N.; Hui, W. Selective leaching of base metals from copper smelter slag. Hydrometallurgy 2010, 103, 25–29. [Google Scholar] [CrossRef]
- Shi, G.; Liao, Y.; Su, B.; Zhang, Y.; Wang, W.; Xi, J. Kinetics of copper extraction from copper smelting slag by pressure oxidative leaching with sulfuric acid. Sep. Purif. Technol. 2020, 241, 116699. [Google Scholar] [CrossRef]
- Arslan, C.; Arslan, F. Recovery of copper, cobalt, and zinc from copper smelter and converter slags. Hydrometallurgy 2002, 67, 1–7. [Google Scholar] [CrossRef]
- Kaksonen, A.H.; Särkijärvi, S.; Peuraniemi, E.; Junnikkala, S.; Puhakka, J.A.; Tuovinen, O.H. Metal biorecovery in acid solutions from a copper smelter slag. Hydrometallurgy 2017, 168, 135–140. [Google Scholar] [CrossRef]
- Mussapyrova, L.; Nadirov, R.; Baláž, P.; Rajňák, M.; Bureš, R.; Baláž, M. Selective room-temperature leaching of copper from mechanically activated copper smelter slag. J. Mater. Res. Technol. 2021, 12, 2011–2025. [Google Scholar]
- Nadirov, R.; Syzdykova, L.; Zhussupova, A. Copper smelter slag treatment by ammonia solution: Leaching process optimization. J. Cent. South Univ. 2017, 24, 2799–2804. [Google Scholar]
- Nadirov, R.K.; Mussapyrova, L.A. Copper smelter slag leaching by using H2SO4 in the presence of dichromate. J. Chem. Technol. Metall. 2019, 54, 657–662. [Google Scholar]
- Free, M.L. Hydrometallurgy: Fundamentals and applications; Springer Nature: Berlin, Germany, 2021. [Google Scholar]
- Gupta, C.K.; Mukherjee, T.K. Hydrometallurgy in Extraction Processes; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Binnemans, K.; Jones, P.T. Solvometallurgy: An emerging branch of extractive metallurgy. J. Sustain. Metall. 2017, 3, 570–600. [Google Scholar]
- Nadirov, R.; Karamyrzayev, G. Enhancing zinc ferrite hydrochloric acid leaching by using isopropanol as a solvent. Min. Metall. Explor. 2022, 39, 1743–1751. [Google Scholar] [CrossRef]
- Steer, J.M.; Griffiths, A.J. Investigation of carboxylic acids and non-aqueous solvents for the selective leaching of zinc from blast furnace dust slurry. Hydrometallurgy 2013, 140, 34–41. [Google Scholar]
- Girgin, I.; Oner, M.; Turker, L. Leaching of hematite in non-aqueous and mixed aqueous EtOH—HCl solutions. Int. J. Miner. Processing 1986, 17, 121–130. [Google Scholar] [CrossRef]
- Gijsemans, L.; Roosen, J.; Riano, S.; Jones, P.T.; Binnemans, K. Ammoniacal solvoleaching of copper from high-grade chrysocolla. J. Sustain. Metall. 2020, 6, 589–598. [Google Scholar]
- Palden, T.; Regadío, M.; Onghena, B.; Binnemans, K. Selective metal recovery from jarosite residue by leaching with acid-equilibrated ionic liquids and precipitation-stripping. ACS Sustain. Chem. Eng. 2019, 7, 4239–4246. [Google Scholar] [CrossRef]
- Raghavan, S.; Fuerstenau, D.W. A Lyometallurgical Process for Leaching Copper from Chrysocolla. In Hydrometallurgy Fundamentals, Technology and Innovations; Proceedings of the Milton E.; Wordsworth (IV) Int. Symposium on Hydrometallurgy, 1993; pp. 283–297. [Google Scholar]
- Parker, A.J. Hydrometallurgy of copper and silver in solvent mixtures. Search 1973, 4, 426–432. [Google Scholar]
- Turan, M.D.; Silva, J.P.; Sarı, Z.A.; Nadirov, R.; Toro, N. Dissolution of Chalcopyrite in Presence of Chelating Agent and Hydrogen Peroxide. Trans. Indian Inst. Met. 2022, 75, 273–280. [Google Scholar] [CrossRef]
- O’Connor, G.M.; Eksteen, J.J. A critical review of the passivation and semiconductor mechanisms of chalcopyrite leaching. Miner. Eng. 2020, 154, 106401. [Google Scholar] [CrossRef]
- Li, Y.; Kawashima, N.; Li, J.; Chandra, A.P.; Gerson, A.R. A review of the structure, and fundamental mechanisms and kinetics of the leaching of chalcopyrite. Adv. Colloid Interface Sci. 2013, 197, 1–32. [Google Scholar] [CrossRef]
- Koleini, S.J.; Aghazadeh, V.; Sandström, Å. Acidic sulphate leaching of chalcopyrite concentrates in presence of pyrite. Miner. Eng. 2011, 24, 381–386. [Google Scholar] [CrossRef]
- Hackl, R.P.; Dreisinger, D.B.; Peters, E.; King, J.A. Passivation of chalcopyrite during oxidative leaching in sulfate media. Hydrometallurgy 1995, 39, 25–48. [Google Scholar] [CrossRef]
- Bogdanovic, G.D.; Petrovic, S.; Sokic, M.; Antonijevic, M.M. Chalcopyrite leaching in acid media: A review. Metall. Mater. Eng. 2020, 26, 177–198. [Google Scholar] [CrossRef]
- Harmer, S.L.; Thomas, J.E.; Fornasiero, D.; Gerson, A.R. The evolution of surface layers formed during chalcopyrite leaching. Geochim. Cosmochim. Acta 2006, 70, 4392–4402. [Google Scholar] [CrossRef]
- Li, X.; Monnens, W.; Li, Z.; Fransaer, J.; Binnemans, K. Solvometallurgical process for extraction of copper from chalcopyrite and other sulfidic ore minerals. Green Chem. 2020, 22, 417–426. [Google Scholar] [CrossRef] [Green Version]
- Carlesi, C.; Harris, R.C.; Abbott, A.P.; Jenkin, G.R. Chemical Dissolution of Chalcopyrite Concentrate in Choline Chloride Ethylene Glycol Deep Eutectic Solvent. Minerals 2022, 12, 65. [Google Scholar] [CrossRef]
- Mahajan, V.; Misra, M.; Zhong, K.; Fuerstenau, M.C. Enhanced leaching of copper from chalcopyrite in hydrogen peroxide–glycol system. Miner. Eng. 2007, 20, 670–674. [Google Scholar] [CrossRef]
- Tehrani, M.E.H.N.; Naderi, H.; Rashchi, F. Electrochemical study and XPS analysis of chalcopyrite dissolution in sulfuric acid in the presence of ethylene glycol. Electrochim. Acta 2021, 369, 137663. [Google Scholar] [CrossRef]
- Ruiz-Sánchez, Á.; Lapidus, G.T. Study of chalcopyrite leaching from a copper concentrate with hydrogen peroxide in aqueous ethylene glycol media. Hydrometallurgy 2017, 169, 192–200. [Google Scholar] [CrossRef]
- Ruiz-Sánchez, A.; Lázaro, I.; Lapidus, G.T. Improvement effect of organic ligands on chalcopyrite leaching in the aqueous medium of sulfuric acid-hydrogen peroxide-ethylene glycol. Hydrometallurgy 2020, 193, 105293. [Google Scholar] [CrossRef]
- Ruiz-Sánchez, A.; Lapidus, G.T. Electrochemical and leaching studies to better understand the role of ethylene glycol in the oxidative acid dissolution of chalcopyrite. Electrochim. Acta 2022, 418, 140343. [Google Scholar] [CrossRef]
- Ruiz-Sánchez, A.; Lapidus, G.T. A study to understand the role of ethylene glycol in the oxidative acid dissolution of chalcopyrite. Miner. Eng. 2022, 180, 107502. [Google Scholar] [CrossRef]
- Ghomi, M.A.; Mozammel, M.; Moghanni, H.; Shahkar, L. Atmospheric leaching of chalcopyrite in the presence of some polar organic reagents: A comparative study and optimization. Hydrometallurgy 2019, 189, 105120. [Google Scholar] [CrossRef]
- Castillo-Magallanes, N.; Cruz, R.; Lázaro, I. Effect of organic agents on the oxidation process of chalcopyrite in a sulfuric acid solution. Electrochim. Acta 2020, 355, 136789. [Google Scholar] [CrossRef]
- Solis-Marcial, O.J.; Lapidus, G.T. Chalcopyrite leaching in alcoholic acid media. Hydrometallurgy 2014, 147, 54–58. [Google Scholar] [CrossRef]
- Agustina, E.; Goak, J.; Lee, S.; Seo, Y.; Park, J.Y.; Lee, N. Simple and precise quantification of iron catalyst content in carbon nanotubes using UV/Visible spectroscopy. Chem. Open 2015, 4, 613–619. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, D.; Wang, Q.; Huang, Z. Reuse of copper slag as a supplementary cementitious material: Reactivity and safety. Resour. Conserv. Recycl. 2020, 162, 105037. [Google Scholar] [CrossRef]
- de Oliveira, C.; de Lima, G.F.; de Abreu, H.A.; Duarte, H.A. Reconstruction of the Chalcopyrite Surfaces: A DFT Study. J. Phys. Chem. C 2012, 116, 6357–6366. [Google Scholar] [CrossRef]
- Rekhate, C.V.; Srivastava, J.K. Recent advances in ozone-based advanced oxidation processes for treatment of wastewater-A review. Chem. Eng. J. Adv. 2020, 3, 100031. [Google Scholar] [CrossRef]
- Chang, Y.; Zhai, X.; Li, B.; Fu, Y. Removal of iron from acidic leach liquor of lateritic nickel ore by goethite precipitate. Hydrometallurgy 2010, 101, 84–87. [Google Scholar] [CrossRef]
- Gbor, P.K.; Jia, C.Q. Critical evaluation of coupling particle size distribution with the shrinking core model. Chem. Eng. Sci. 2004, 59, 1979–1987. [Google Scholar] [CrossRef]
- Wanta, K.C.; Astuti, W.; Perdana, I.; Petrus, H.T.B.M. Kinetic study in atmospheric pressure organic acid leaching: Shrinking core model versus lump model. Minerals 2020, 10, 613. [Google Scholar] [CrossRef]
- Velardo, A.; Giona, M.; Adrover, A.; Pagnanelli, F.; Toro, L. Two-layer shrinking-core model: Parameter estimation for the reaction order in leaching processes. Chem. Eng. J. 2002, 90, 231–240. [Google Scholar] [CrossRef]
- Safari, V.; Arzpeyma, G.; Rashchi, F.; Mostoufi, N. A shrinking particle—shrinking core model for leaching of a zinc ore containing silica. Int. J. Miner. Processing 2009, 93, 79–83. [Google Scholar] [CrossRef]
- Levenspiel, O. Chemical Reaction Engineering. In Chichester Weinheim Brisbane Singapore Toronto; John Wiley & Sons: New York, NY, USA, 1999; p. 684. [Google Scholar]
- Hidalgo, T.; Kuhar, L.; Beinlich, A.; Putnis, A. Kinetic study of chalcopyrite dissolution with iron (III) chloride in methanesulfonic acid. Miner. Eng. 2018, 125, 66–74. [Google Scholar] [CrossRef]
- Hammerich, O. Organic Electrochemistry; Speiser, B., Ed.; CRC Press: Boca Raton, FL, USA, 2016; pp. 150–154. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Electrolysis Duration, min | 0 | 15 | 30 | 45 | 60 |
|---|---|---|---|---|---|
| Mass of copper ions, mg | 159.2 | 158.1 | 157.2 | 156.5 | 155.9 |
| Mass of Fe3+ ions, mg | 1683.6 | 1681.3 | 1678.8 | 1676.2 | 1673.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nadirov, R.; Karamyrzayev, G. Selective Ozone-Assisted Acid Leaching of Copper from Copper Smelter Slag by Using Isopropanol as a Solvent. Minerals 2022, 12, 1047. https://doi.org/10.3390/min12081047
Nadirov R, Karamyrzayev G. Selective Ozone-Assisted Acid Leaching of Copper from Copper Smelter Slag by Using Isopropanol as a Solvent. Minerals. 2022; 12(8):1047. https://doi.org/10.3390/min12081047
Chicago/Turabian StyleNadirov, Rashid, and Galymzhan Karamyrzayev. 2022. "Selective Ozone-Assisted Acid Leaching of Copper from Copper Smelter Slag by Using Isopropanol as a Solvent" Minerals 12, no. 8: 1047. https://doi.org/10.3390/min12081047
APA StyleNadirov, R., & Karamyrzayev, G. (2022). Selective Ozone-Assisted Acid Leaching of Copper from Copper Smelter Slag by Using Isopropanol as a Solvent. Minerals, 12(8), 1047. https://doi.org/10.3390/min12081047