
Synthesis of Ye’elimite from Anthropogenic Waste




Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
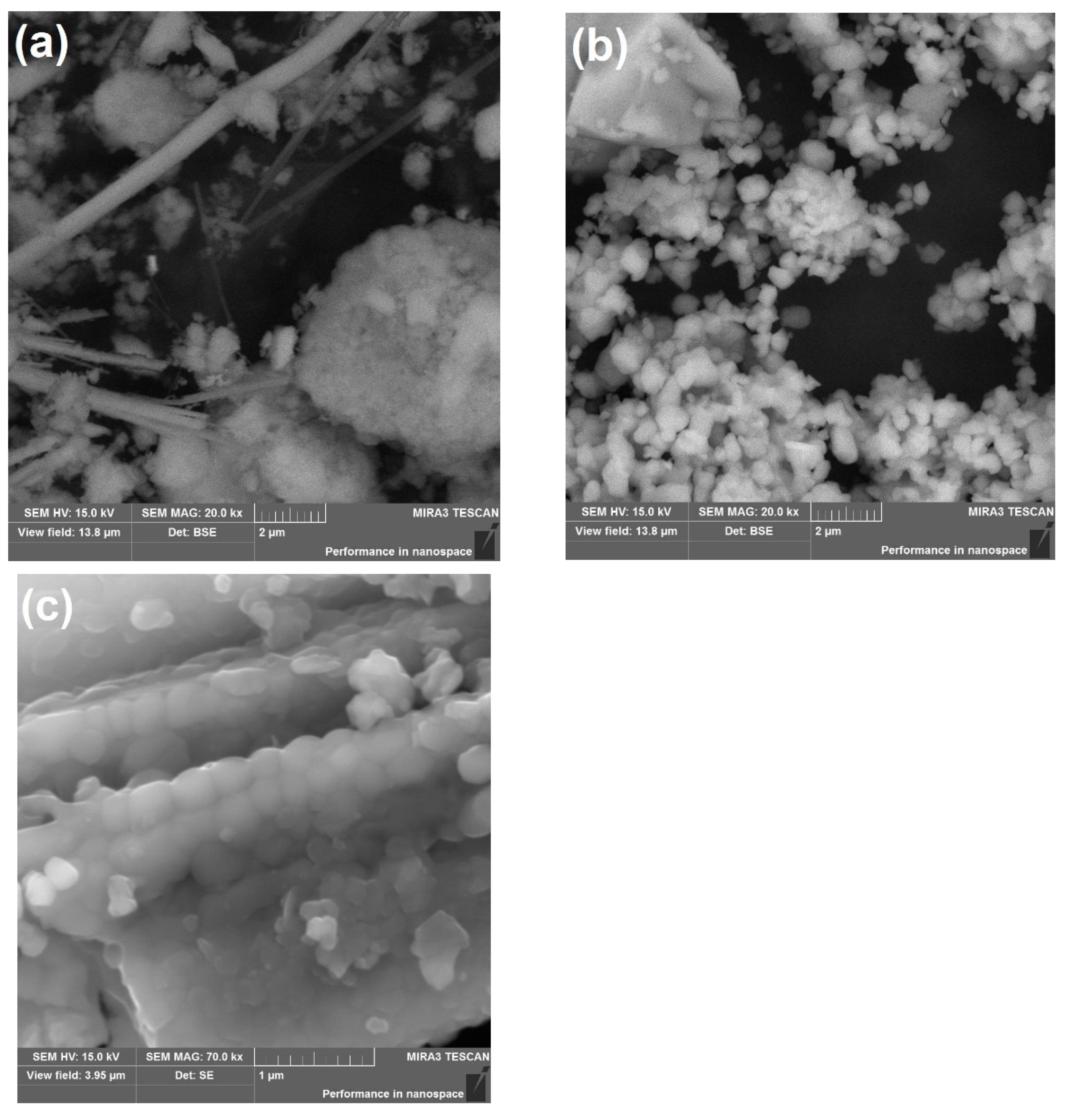
3.1. Materials
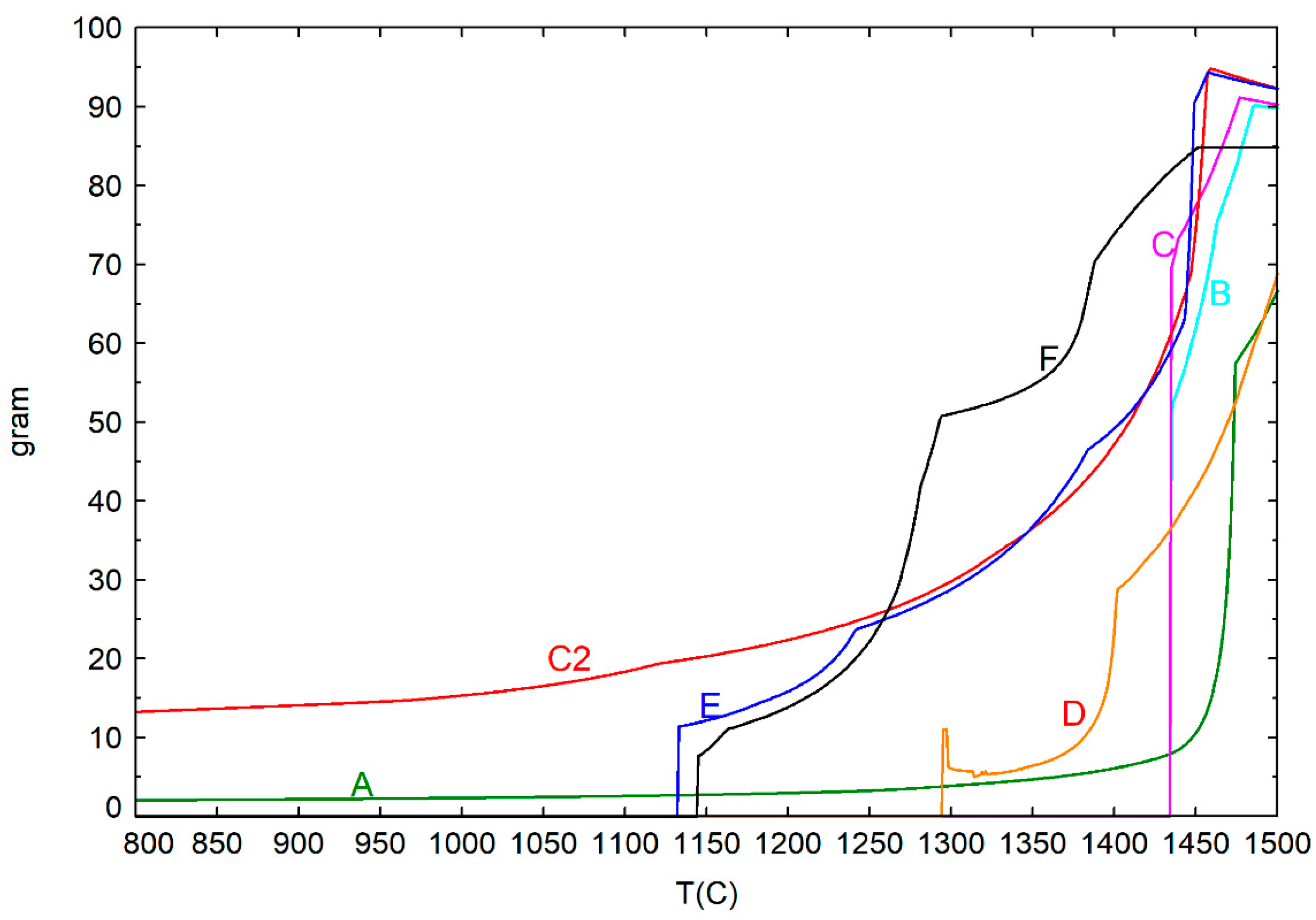
3.2. Preliminary Synthesis
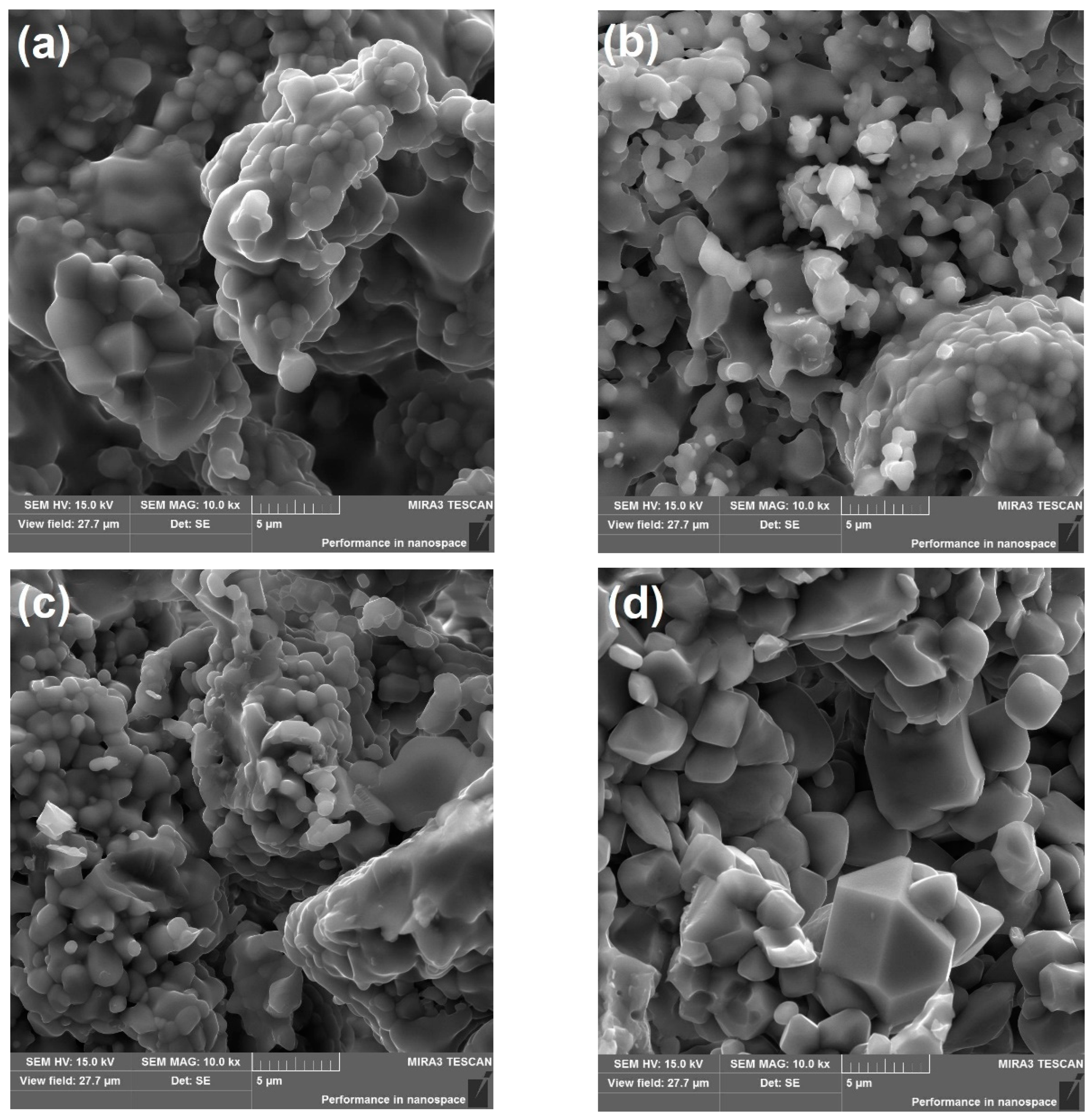
3.3. Proper Synthesis and Binder Properties
4. Conclusions
- The fibrous form of asbestos was destroyed in the thermal treatment process as a result of the crystal-chemical transformation;
- Asbestos waste, in combination with the aluminum anodizing material, was successfully transformed by high-temperature synthesis into a material containing ye’elimite as one of the main components;
- The obtained materials showed the ability to bind after mixing with water and had quite good physical and mechanical properties.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gołaszewska, M.; Klemczak, B.; Gołaszewski, J. Thermal properties of calcium sulphoaluminate cement as an alternative to ordinary Portland cement. Materials 2021, 14, 7011. [Google Scholar] [CrossRef] [PubMed]
- Harrison, T.; Roderick Jones, M.; Lawrence, D. The production of low energy cements. In Lea’s Chemistry of Cement and Concrete, 5th ed.; Hewlett, P.C., Liska, M., Eds.; Butterworth-Heinemann: Oxford, UK, 2019; pp. 341–361. [Google Scholar] [CrossRef]
- Chitvoranund, N.; Lothenbach, B.; Winnefeld, F.; Skibsted, J.; Scrivener, K. Comparison of different preparation methods for ye’elimite clinker synthesis. In Proceedings of the International Workshop on Calcium Sulfoaluminate Cements, Murten, Switzerland, 4–6 June 2018; p. 22. [Google Scholar]
- Julphunthong, P.; Joyklad, P. Utilization of several industrial wastes as raw material for calcium sulfoaluminate cement. Materials 2019, 12, 3319. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Batog, M.; Synowiec, K.; Dziuk, D. Cement i spoiwa specjalne zawierające klinkier siarczanoglinianowy. BTA 2017, 2, 59–64. (In Polish) [Google Scholar]
- Ioannou, S.; Reig, L.; Paine, K.; Quillin, K. Properties of a ternary calcium sulfoaluminate-calcium sulfate-fly ash cement. Cem. Concr. Res. 2014, 56, 75–83. [Google Scholar] [CrossRef] [Green Version]
- Di Maio, F.; Rem, P.C. A robust indicator for promoting circular economy through recycling. J. Environ. Prot. 2015, 6, 1095–1104. [Google Scholar] [CrossRef] [Green Version]
- Corona, B.; Shen, L.; Reike, D.; Carreón, J.R.; Worrell, E. Towards sustainable development through the circular economy—A review and critical assessment on current circularity metrics. Resour. Conserv. Recycl. 2019, 151, 104498. [Google Scholar] [CrossRef]
- Ministry of Environment of the Republic of Poland. Regulation of the Minister of the Environment of 27 September 2001 on the waste catalog (Journal of Laws No. 112, item 1206). (In Polish). Available online: https://isap.sejm.gov.pl/isap.nsf/DocDetails.xsp?id=wdu20011121206 (accessed on 10 October 2022).
- Sejm of the Republic of Poland. Waste Act of 14 December 2012 with later changes (Journal of Laws 2013, item 21). (In Polish). Available online: https://isap.sejm.gov.pl/isap.nsf/DocDetails.xsp?id=WDU20130000021 (accessed on 10 October 2022).
- Dijkstra, J.J.; Comans, R.N.J.; Schokker, J.; van der Meulen, M.J. The geological significance of novel anthropogenic materials: Deposits of industrial waste and by-products. Anthropocene 2019, 28, 100229. [Google Scholar] [CrossRef]
- European Parliament resolution of 14 March 2013 on asbestos related occupational health threats and prospects for abolishing all existing asbestos (2012/2065(INI)). Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A52013IP0093 (accessed on 10 October 2022).
- Council of Ministers of the Republic of Poland. Program for the Removal of Asbestos and Asbestos-Containing Products Used in Poland; Polish Government: Warsaw, Poland, 2002. (In Polish)
- Obmiński, A. Asbestos in Buildings; Building Research Institute: Warsaw, Poland, 2017. (In Polish) [Google Scholar]
- Wallis, S.L.; Emmett, E.A.; Hardy, R.; Casper, B.B.; Blanchon, D.J.; Testa, J.R.; Menges, C.W.; Gonneau, C.; Jerolmack, D.J.; Seiphoori, A.; et al. Challenging global waste management—Bioremediation to detoxify asbestos. Front. Environ. Sci. 2020, 8, 20. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Dong, Q.; Yu, K.; Liu, L. Asbestos and asbestos waste management in the Asian-Pacific region: Trends, challenges and solutions. J. Clean. Prod. 2014, 81, 218–226. [Google Scholar] [CrossRef]
- Frank, A.L.; Joshi, T.K. The global spread of asbestos. Ann. Glob. Health. 2014, 80, 257–262. [Google Scholar] [CrossRef]
- International Ban Asbestos Secretariat. Available online: http://www.ibasecretariat.org/ (accessed on 10 October 2022).
- Flanagan, D.M. Mineral Commodity Summaries. Asbestos 2021; U.S. Geological Survey: Reston, VA, USA, 2022.
- Gualtieri, A.F. Recycling asbestos-containing material (ACM) from construction and demolition waste (CDW). In Handbook of Recycled Concrete and Demolition Waste; Pacheco-Torgal, F., Tam, V.W.Y., Labrincha, J.A., Ding, Y., de Brito, J., Eds.; Woodhead Publishing: Cambridge, UK, 2013; Volume 47, pp. 500–525. [Google Scholar] [CrossRef]
- Spasiano, D.; Pirozzi, F. Treatments of asbestos containing wastes. J. Environ. Manag. 2017, 204, 82–91. [Google Scholar] [CrossRef] [PubMed]
- Paolini, V.; Tomassetti, L.; Segreto, M.; Borin, D.; Liotta, F.; Torre, M.; Petracchini, F. Asbestos treatment technologies. J. Mater. Cycles Waste Manag. 2019, 21, 205–226. [Google Scholar] [CrossRef]
- Brown, S.K. Asbestos exposure during renovation and demolition of asbestos-cement clad buildings. Am. Ind. Hyg. Assoc. J. 1987, 28, 478–486. [Google Scholar] [CrossRef] [PubMed]
- Obmiński, A.; Janeczek, J. The effectiveness of asbestos stabilizers during abrasion of asbestos-cement sheets. Constr. Build. Mater. 2020, 249, 118767. [Google Scholar] [CrossRef]
- Ribeiro, M.J.; Tulyaganov, D.U.; Ferreira, J.M.; Labrincha, J.A. Recycling of Al-rich industrial sludge in refractory ceramic pressed bodies. Ceram. Int. 2002, 28, 319–326. [Google Scholar] [CrossRef]
- Pereira, D.A.; Couto, D.M.; Labrincha, J.A. Incorporation of aluminum-rich residues in refractory bricks. CFI—Ceram. Forum Int. 2000, 77, 21–25. [Google Scholar]
- Gualtieri, A.F.; Cavenati, C.; Zanatto, I.; Meloni, M.; Elmi, G.; Gualtieri, M.L. The transformation sequence of cement–asbestos slates up to 1200 °C and safe recycling of the reaction product in stoneware tile mixtures. J. Hazard. Mater. 2008, 152, 563–570. [Google Scholar] [CrossRef]
- Kusiorowski, R.; Zaremba, T.; Piotrowski, J.; Podwórny, J. Utilisation of cement-asbestos wastes by thermal treatment and the potential possibility use of obtained product for the clinker bricks manufacture. J. Mater. Sci. 2015, 50, 6757–6767. [Google Scholar] [CrossRef] [Green Version]
- Kusiorowski, R.; Zaremba, T.; Piotrowski, J.; Adamek, J. Thermal decomposition of different types of asbestos. J. Therm. Anal. Calorim. 2012, 109, 693–704. [Google Scholar] [CrossRef] [Green Version]
- Vergani, F.; Galimberti, L.; Marian, N.M.; Giorgetti, G.; Viti, C.; Capitani, G.C. Thermal decomposition of cement-asbestos at 1100 °C: How much “safe” is “safe”? J. Mater. Cycles Waste Manag. 2022, 24, 297–310. [Google Scholar] [CrossRef]
- PN-EN ISO 12677:2011; Standard. Chemical Analysis of Refractory Products by X-ray Fluorescence (XRF)—Fused Cast-Bead Method. ISO: Geneva, Switzerland, 2011.
- Viani, A.; Gualtieri, A.F.; Secco, M.; Peruzzo, L.; Artioli, G.; Cruciani, G. Crystal chemistry of cement-asbestos. Am. Mineral. 2013, 98, 1095–1105. [Google Scholar] [CrossRef]
- Kusiorowski, R.; Zaremba, T.; Piotrowski, J.; Gerle, A. Thermal decomposition of asbestos-containing materials. J. Therm. Anal. Calorim. 2013, 113, 179–188. [Google Scholar] [CrossRef] [Green Version]
- Viani, A.; Gualtieri, A.F.; Pollastri, S.; Rinaudo, C.; Croce, A.; Urso, G. Crystal chemistry of the high temperature product of transformation of cement-asbestos. J. Hazard. Mater. 2013, 248, 69–80. [Google Scholar] [CrossRef] [PubMed]
- Viani, A.; Gualtieri, A.F. Recycling the product of thermal transformation of cement-asbestos for the preparation of calcium sulfoaluminate clinker. J. Hazard. Mater. 2013, 260, 813–818. [Google Scholar] [CrossRef] [PubMed]
- Gualtieri, A.F. Mineral Fibers: Crystal Chemistry, Chemical-Physical Properties, Biological Interaction and Toxicity; European Mineralogical Union: London, UK, 2017; Volume 18. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Research Mix | Composition |
|---|---|
| A | CaCO3 + CaSO4·1/2H2O + Al(OH)3 |
| B | limestone flour + bauxite flour + CaSO4·1/2H2O |
| C | limestone flour + bauxite flour + AL material + CaSO4·1/2H2O |
| C2 | AL material + Al(OH)3 |
| D | bauxite flour + AC material + CaSO4·1/2H2O |
| E | AC material + AL material + bauxite flour + Al(OH)3 + CaSO4·1/2H2O |
| F | AC material + AL material |
| Component | Calcium Carbonate | Aluminium Hydroxide | Calcium Sulphate Hemihydrate | Limestone Flour | Bauxite Flour | AL Material | AC Material |
|---|---|---|---|---|---|---|---|
| CaO, % | 56.03 ± 2.61 | 0.01 ± 0.01 | 43.17 ± 2.02 | 61.06 ± 2.85 | 0.20 ± 0.12 | 27.22 ± 1.28 | 59.81 ± 2.79 |
| Al2O3, % | 0.24 ± 0.12 | 61.33 ± 2.36 | 0.08 ± 0.08 | 0.31 ± 0.24 | 86.81 ± 3.33 | 21.45 ± 0.86 | 4.94 ± 0.31 |
| SiO2, % | 0.14 ± 0.14 | 0.01 ± 0.01 | 0.52 ± 0.24 | 0.69 ± 0.31 | 6.38 ± 0.35 | 1.22 ± 0.32 | 23.81 ± 1.09 |
| MnO, % | - | - | 0.01 ± 0.03 | 0.01 ± 0.03 | 0.02 ± 0.03 | 0.01 ± 0.03 | 0.09 ± 0.03 |
| Fe2O3, % | 0.05 ± 0.07 | 0.01 ± 0.07 | 0.03 ± 0.07 | 0.31 ± 0.07 | 1.62 ± 0.07 | 0.19 ± 0.07 | 3.71 ± 0.11 |
| MgO, % | 0.13 ± 0.13 | - | 0.33 ± 0.31 | 0.27 ± 0.27 | 0.13 ± 0.13 | 0.56 ± 0.31 | 4.12 ± 0.37 |
| Na2O, % | 0.01 ± 0.01 | 0.18 ± 0.14 | 0.01 ± 0.01 | 0.01 ± 0.01 | 0.02 ± 0.02 | 0.68 ± 0.15 | 0.05 ± 0.05 |
| K2O, % | - | - | 0.01 ± 0.01 | 0.01 ± 0.01 | 0.22 ± 0.06 | 0.02 ± 0.02 | 0.05 ± 0.05 |
| SO3, % | - | - | 57.18 ± 2.88 | - | - | 9.64 ± 0.82 | 1.66 ± 0.32 |
| Loss on ignition, % | 43.54 ± 6.53 | 37.91 ± 5.69 | 4.61 ± 0.69 | 37.47 ± 5.62 | 0.17 ± 0.03 | 37.36 ± 5.60 | 1.24 ± 0.19 |
| Conditions | Research Mix | ||||||
|---|---|---|---|---|---|---|---|
| A | B | C | C2 | D | E | F | |
| 1250 °C/4 h | 44.7 ± 1.0 | 46.1 ± 1.0 | 51.3 ± 1.1 | 87.6 ± 1.6 | 8.0 ± 0.6 | 54.7 ± 1.1 | 34.0 ± 0.9 |
| 1300 °C/4 h | 50.2 ± 1.1 | 50.9 ± 1.0 | 61.3 ± 1.2 | 92.3 ± 1.6 | 15.9 ± 0.8 | 55.8 ± 1.2 | 37.3 ± 0.9 |
| 1350 °C/4 h | 78.8 ± 1.4 | 54.7 ± 1.0 | 62.9 ± 1.2 | 98.0 ± 1.7 | 15.8 ± 0.8 | 60.2 ± 1.3 | 37.8 ± 1.1 |
| 1350 °C/8 h | 98.8 ± 1.7 | 57.1 ± 1.1 | 61.1 ± 1.0 | 99.1 ± 1.7 | 15.5 ± 0.8 | 61.1 ± 1.3 | 38.5 ± 1.2 |
| Feature | Research Mix | |||
|---|---|---|---|---|
| A | C2 | E | F | |
| water:binder ratio | 0.30 ± 0.06 | 0.32 ± 0.06 | 0.29 ± 0.05 | 0.33 ± 0.06 |
| bulk density; g/cm3 | 3.0 ± 0.1 | 2.5 ± 0.1 | 3.2 ± 0.06 | 3.4 ± 0.07 |
| specific surface; cm2/g | 6873 ± 1031 | 6319 ± 948 | 6278 ± 942 | 6220 ± 933 |
| initial setting time; min | 4 ± 1 | 13 ± 1 | 55 ± 2 | 50 ± 2 |
| final setting time; h | 0.2 ± 0.1 | 1.5 ± 0.1 | 5.3 ± 0.2 | 6.0 ± 0.2 |
| flexular strength; MPa | 4.0 ± 1.0 | 0.8 ± 0.2 | 1.6 ± 0.4 | 0.7 ± 0.2 |
| compressive strength; MPa | 37.5 ± 9.4 | 23.7 ± 5.9 | 13.4 ± 3.4 | 19.4 ± 4.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kusiorowski, R.; Lipowska, B.; Gerle, A. Synthesis of Ye’elimite from Anthropogenic Waste. Minerals 2023, 13, 137. https://doi.org/10.3390/min13020137
Kusiorowski R, Lipowska B, Gerle A. Synthesis of Ye’elimite from Anthropogenic Waste. Minerals. 2023; 13(2):137. https://doi.org/10.3390/min13020137
Chicago/Turabian StyleKusiorowski, Robert, Barbara Lipowska, and Anna Gerle. 2023. "Synthesis of Ye’elimite from Anthropogenic Waste" Minerals 13, no. 2: 137. https://doi.org/10.3390/min13020137
APA StyleKusiorowski, R., Lipowska, B., & Gerle, A. (2023). Synthesis of Ye’elimite from Anthropogenic Waste. Minerals, 13(2), 137. https://doi.org/10.3390/min13020137